Изобретение относится к текстильной промышленности и может быть использовано для автоматизации технологических процессов обработки текстильных материалов в технологических машинах периодического действия.
Известно устройство для останова сукновальной машины (Авторское свидетельство СССР №163152, D06B 32/82, 1963 г.), содержащее прикрепленную к ткани метку из ферромагнитного материала, взаимодействующий с ней индукционный датчик, преобразователь импульсов датчика в длину ткани и автоматическое регистрирующее устройство, сравнивающее замеряемую длину ткани с заданной длиной и управляющее автоматическим остановом машины, причем в качестве преобразователя применен электромагнитный генератор импульсов, ротор которого соосно скреплен с валом сукновальной машины, а в качестве автоматического регистрирующего устройства использован электронный декадный счетчик, поочередно включаемый на суммирование импульсов генератора и на гашение импульсами датчика.
Недостаток указанного устройства связан с отсутствием коррекции и автоматического регулирования длительности циклов обработки текстильного материала в технологической машине.
Наиболее близким к заявляемому устройству является «Устройство для автоматического регулирования времени обработки материала в технологической машине» (Авторское свидетельство СССР №1020335, B65H 25/00, D06B 3/36, 1981 г.), принятое за прототип, содержащее соединенные последовательно задающий блок, блок управления, привод и рабочий орган, а также датчик метки, нанесенной на шов текстильного материала, три ключа, блок сравнения, формирователь импульсов, триггер и интегратор, причем выходы первого и второго ключей, к первым входам которых подключен выход задающего блока, подсоединены к соответствующим входам блока сравнения, связанного выходом с первым входом интегратора, первый выход триггера соединен с входом формирователя импульсов и со вторым входом первого ключа, а первый выход формирователя импульсов подключен ко второму входу второго ключа.
Недостатками данного устройства являются невысокие точность и быстродействие регулирования длительности циклов обработки текстильного материала в технологической машине, обусловленная неопределенностью настройки постоянной интегрирования интегратора и осуществлением коррекции линейной скорости текстильного материала в процессе сравнения с заданной величиной длительности контролируемого цикла обработки текстильного материала в технологической машине, что может вызвать автоколебания в устройстве.
Технический результат от применения предлагаемого устройства заключается в улучшении быстродействия и в повышении точности управления длительностью циклов обработки текстильного материала в технологической машине.
Технический результат достигается тем, в устройство для управления длительностью циклов обработки текстильного материала в технологической машине, содержащее соединенные последовательно задающий блок, блок управления, привод и рабочий орган, а также датчик метки, нанесенной на шов текстильного материала, три ключа, блок сравнения, формирователь импульсов, триггер и интегратор, причем выходы первого и второго ключей, к первым входам которых подключен выход задающего блока, подсоединены к соответствующим входам блока сравнения, связанного выходом с первым входом интегратора, первый выход триггера соединен с входом формирователя импульсов и со вторым входом первого ключа, а первый выход формирователя импульсов подключен ко второму входу второго ключа, дополнительно введен запоминающий блок, при этом выход датчика метки подсоединен к входу триггера, второй выход которого связан с первым входом третьего ключа, вторым входом соединенного со вторым выходом формирователя импульсов, а выход третьего ключа соединен со вторым входом интегратора, выход которого подключен через запоминающий блок ко второму входу блока управления.
На чертеже приведена блок-схема предлагаемого устройства.
Устройство для управления длительностью циклов обработки текстильного материала в технологической машине содержит технологическую машину 1 с текстильным материалом 2, сшитым в виде замкнутой петли, причем шов оснащен меткой 3, например электропроводной или электромагнитной, регистрируемой датчиком метки 4.
Транспортирование текстильного материала 2 в технологической машине 1 с линейной скоростью V производится рабочим органом 5. Задающий блок 6 подключен к блоку управления 7, который соединен с приводом 8, подключенным к рабочему органу 5.
Выходы первого ключа 9 и второго ключа 10, к первым входам которых подключен выход задающего блока 6, подсоединены к соответствующим входам блока сравнения 11, связанного выходом с первым входом интегратора 12.
Первый выход триггера 13 соединен с входом формирователя импульсов 14 и со вторым входом первого ключа 9, а первый выход формирователя импульсов 14 подключен ко второму входу второго ключа 10.
Выход датчика метки 4 подсоединен к входу триггера 13, второй выход которого связан с первым входом третьего ключа 15, вторым входом соединенного со вторым выходом формирователя импульсов 14.
Выход третьего ключа 15 соединен со вторым входом интегратора 12, выход которого подключен через запоминающий блок 16 ко второму входу блока управления 7.
Устройство для управления длительностью циклов обработки текстильного материала в технологической машине работает следующим образом.
В исходном состоянии ключ 9 и ключ 10 закрыты, а ключ 15 открыт.
Линейная скорость V=const текстильного материала 2 задается задающим блоком 6 и обеспечивается приводом 8 и рабочим органом 5 в соответствии с зависимостью

где Uз - сигнал задания, В;
k1 - коэффициент передачи между линейной скоростью V текстильного материала и сигналом задания Uз, м/с·В.
Обнаружив метку 3, датчик метки 4 переводит триггер 13 в состояние, когда триггер 13 открывает ключ 9 и запускает формирователь импульса 14, который формирует импульс длительностью, равной заданной длительности цикла Тц/з обработки текстильного материала 2 в технологической машине 1, закрывает ключ 15 и открывает ключ 10. При этом на входы блока сравнения 11 поступает сигнал задания, поэтому на выходе блока сравнения 11 сигнал отсутствует.
Допустим, длительность цикла Тц обработки текстильного материала 2 в технологической машине 1 соответствует условию Тц/з<Тц.
Тогда на промежуток времени:

открытыми остается ключ 9 и ключ 15, а на выходе блока сравнения 11 формируется сигнал +Uз, который интегрируется интегратором 12.
По окончании цикла обработки текстильного материала 2 в технологической машине 1 датчик метки 4 фиксирует метку 3, изменяет состояние триггера 13, который закрывает ключ 9 и производит запись выходного сигнала ΔUз интегратора 15 в запоминающий блок 16 и обнуляет интегратор 15.
В результате блок управления 7 под действием суммарного сигнала из Uз+ΔUз, воздействует на привод 8, увеличивает линейную скорость V текстильного материала 2, т.е. уменьшает длительность цикла Тц обработки текстильного материала 2 в технологической машине 1.
Учитывая, что:

где L - длина текстильного материала, м,
преобразуем выражение (2) с учетом соотношения (1) к виду
ΔT=L·(Uз·k1)-1-Тц/з,
Откуда:

При ΔТ=0, т.е. при длительности цикла Тц/з обработки текстильного материала 2 в технологической машине 1, равной заданной величине, получаем зависимость для задающего сигнала:

Необходимое изменение задающего сигнала для условия ΔT=0:

Однако с другой стороны:

где t=ΔT,
Ти - постоянная интегрирования, с/м.
Сравнивая выражения (6) и (7), получаем условие настройки интегратора 12:

Аналогичное соотношение имеет место и при Тц/з>Тц.
Если постоянная интегрирования Ти интегратора 12 установлена в соответствии с выражением (8), после первой же коррекции сигнала задания Uз устанавливается заданное значение цикла обработки текстильного материала Тц/з.
В случае, когда Тц/з>Тц, на выходе блока сравнения 11 формируется сигнал -Uз, который интегрируется интегратором 15.
Запись выходного сигнала -ΔUз интегратора 12 в запоминающий блок 16 и обнуление интегратора 12 производится только после завершения действия импульса, формируемого формирователем импульса 11.
В результате блок управления 7 под действием суммарного сигнала Uз-ΔUз воздействует на привод 8 и уменьшает линейную скорость V текстильного материала 2, т.е. увеличивает длительность цикла Тц обработки текстильного материала 2 в технологической машине 1.
При наличии проскальзывания текстильного материала 2 в рабочем органе 5 установление заданного значения цикла обработки текстильного материала Тц/з производится в основном за первый цикл и уточняется в последующие циклы за счет алгебраического сложения всех ΔUз в запоминающем блоке 16, что компенсирует также и влияние технологического изменения длины L текстильного материала 2 в процессе обработки.
Регулирование длительности циклов обработки текстильного материала 2 в технологической машине 1 может осуществляться за счет изменения длительности импульса, формируемого формирователем импульса 14.
В отличие от прототипа устройство за счет корректной настройки постоянной интегрирования интегратора 12 и исключения коррекции линейной скорости V текстильного материала 2 в процессе формирования сигнала коррекции ΔUз позволяет исключить автоколебательный режим и обеспечить точность стабилизации величины циклов обработки текстильного материала в технологической машине Тц/з.
Таким образом, реализация предложенного устройства позволяет с высокой точностью управлять длительностью циклов обработки текстильного материала в технологической машине.
Изобретение относится к автоматизации технологических процессов обработки текстильных материалов в технологических машинах периодического действия. В устройство для управления длительностью циклов обработки текстильного материала в технологической машине, содержащее соединенные последовательно задающий блок, блок управления, привод и рабочий орган, а также датчик метки, нанесенной на шов текстильного материала, три ключа, блок сравнения, формирователь импульсов, триггер и интегратор, дополнительно введен запоминающий блок. При этом выход датчика метки подсоединен к входу триггера, второй выход которого связан с первым входом третьего ключа, вторым входом соединенного со вторым выходом формирователя импульсов, а выход третьего ключа соединен со вторым входом интегратора, выход которого подключен через запоминающий блок ко второму входу блока управления. Реализованная в изобретении логическая схема соединения указанных элементов позволяет повысить точность управления длительностью циклов обработки текстильного материала в технологической машине. 1 ил.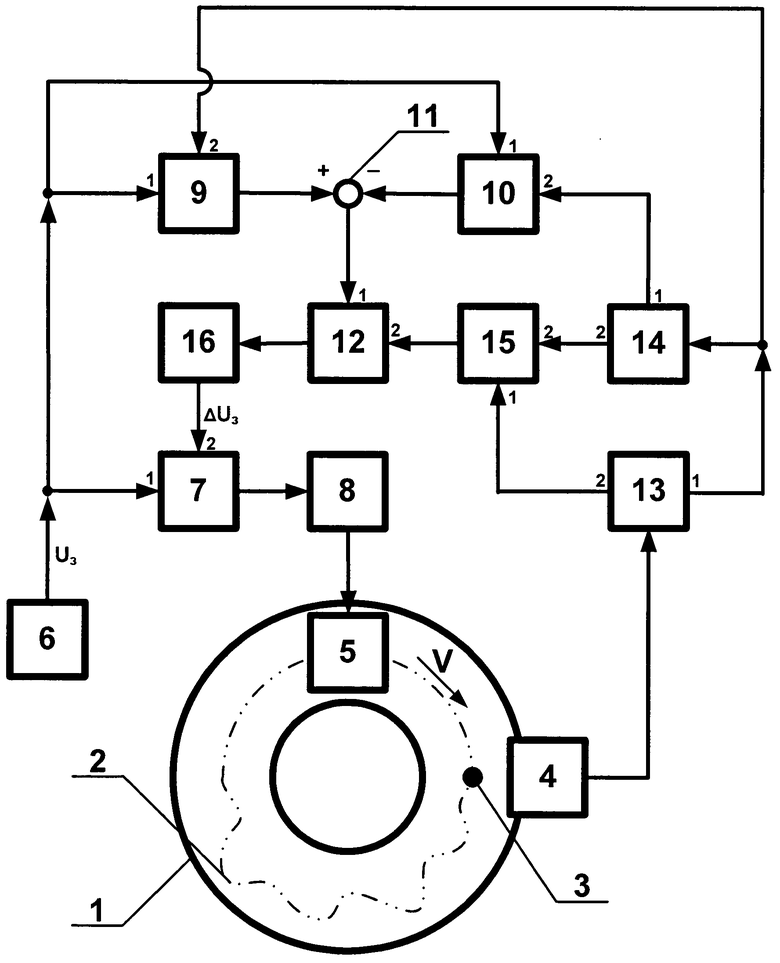
Устройство для управления длительностью циклов обработки текстильного материала в технологической машине, содержащее соединенные последовательно задающий блок, блок управления, привод и рабочий орган, а также датчик метки, нанесенной на шов текстильного материала, три ключа, блок сравнения, формирователь импульсов, триггер и интегратор, причем выходы первого и второго ключей, к первым входам которых подключен выход задающего блока, подсоединены к соответствующим входам блока сравнения, связанного выходом с первым входом интегратора, первый выход триггера соединен с входом формирователя импульсов и со вторым входом первого ключа, а первый выход формирователя импульсов подключен ко второму входу второго ключа, отличающееся тем, что дополнительно содержит запоминающий блок, при этом выход датчика метки подсоединен к входу триггера, второй выход которого связан с первым входом третьего ключа, вторым входом соединенного со вторым выходом формирователя импульсов, а выход третьего ключа соединен со вторым входом интегратора, выход которого подключен через запоминающий блок ко второму входу блока управления.
| Устройство контроля скорости и проскальзывания ленты конвейера | 1987 |
|
SU1479394A1 |
| Устройство для автоматического регулирования времени обработки материала в технологической машине | 1979 |
|
SU861435A1 |
| Устройство для определения параметров технического обслуживания изделия | 1987 |
|
SU1539810A1 |
| Устройство для учета времени простоя оборудования | 1988 |
|
SU1585815A1 |
| Жатка | 1980 |
|
SU873956A1 |
| Способ спектрального анализа твердых образцов | 1985 |
|
SU1283628A1 |
| KR 20050020167 A, 04.03.2005 | |||

