Изобретение относится к текстильной промышленности и может быть использовано для автоматизации технологических процессов обработки в свободном состоянии текстильных материалов в технологических машинах непрерывного действия.
Известен способ измерения длины движущейся ткани (Авторское свидетельство СССР №166919, D06H, 1964 г. ), состоящий в том, что на кромку ткани на расстоянии, равном или несколько большем или меньшем эталонной единицы длины, наносят метки, а точность меры, отмеренной каждой меткой, проверяют посредством двух датчиков, установленных по ходу ткани друг за другом на расстоянии, равном единице длины, причем один из датчиков связан со счетчиком, суммирующим все плюсовые, а другой - со счетчиком, суммирующим все минусовые отклонения истинного расстояния между метками от эталонной единицы длины, а результирующая обоих счетчиков показывает абсолютную поправку в мере, фиксируемой счетчиком, работающим от транспортирующего ткань валика, причем метки наносят путем нагревания отдельных мест кромки до температуры, допустимой для измеряемой ткани.
Датчики используют, например, из кристалла триглицинсульфата, а нагревание отдельных мест кромки ткани осуществляют, например, электротоком.
Недостаток указанного способа связан с отсутствием учета изменения длины транспортируемого и обрабатываемого в свободном состоянии текстильного материала в технологической машине, что неизбежно приведет к накоплению ошибки измерения количества текстильного материала в технологической машине.
Наиболее близким к заявляемому способу является «Способ останова сукновальной машины» (Авторское свидетельство СССР №147572, 8А32/02, 76С17/11, 1962 г.), заключающийся в нанесении меток на текстильный материал, транспортировании с заданной линейной скоростью текстильного материала и заполнении U-образной технологической машины непрерывного действия транспортируемым в свободном состоянии текстильным материалом, обеспечении контроля нанесенных на текстильный материал меток и формировании импульсов.
Недостатком данного способа является отсутствие возможности регулирования количества текстильного материала в технологической машине непрерывного действия и компенсации возмущающих воздействий.
Технический результат предлагаемого способа заключается в обеспечении надежности управления количеством текстильного материала в технологической машине непрерывного действия с учетом внешних возмущений, а также изменения длины транспортируемого и обрабатываемого в свободном состоянии текстильного материала.
Технический результат достигается тем, что в способе управления количеством транспортируемого в свободном состоянии текстильного материала в технологической машине непрерывного действия, включающем нанесение меток на текстильный материал, транспортирование с заданной линейной скоростью текстильного материала и заполнение U-образной технологической машины непрерывного действия транспортируемым в свободном состоянии текстильным материалом, обеспечение контроля нанесенных на текстильный материал меток и формирование импульсов, контроль меток осуществляют на входе и выходе технологической машины, сравнивают частоты двух импульсных последовательностей посредством триггера и релейного логического блока коррекции, причем при регистрации двух подряд импульсов из входной импульсной последовательности в промежутке времени между регистрацией смежных импульсов из выходной импульсной последовательности понижают скачкообразно линейную скорость текстильного материала на входе в технологическую машину, а при регистрации двух подряд импульсов из выходной импульсной последовательности в промежутке времени между регистрацией смежных импульсов из входной импульсной последовательности повышают скачкообразно линейную скорость текстильного материала на входе в технологическую машину, интегрируют с соответствующими знаками выходные сигналы триггера и изменяют плавно линейную скорость текстильного материала на входе в технологическую машину, тем самым симметрируют автоколебания и производят компенсацию внешних и параметрических возмущений, а завершают релейную коррекцию линейной скорости текстильного материала на входе в технологическую машину при регистрации двух подряд импульсов из импульсной последовательности, смежной импульсной последовательности, вызвавшей коррекцию линейной скорости текстильного материала на входе в технологическую машину, и обеспечивают стабилизацию количества текстильного материала в технологической машине.
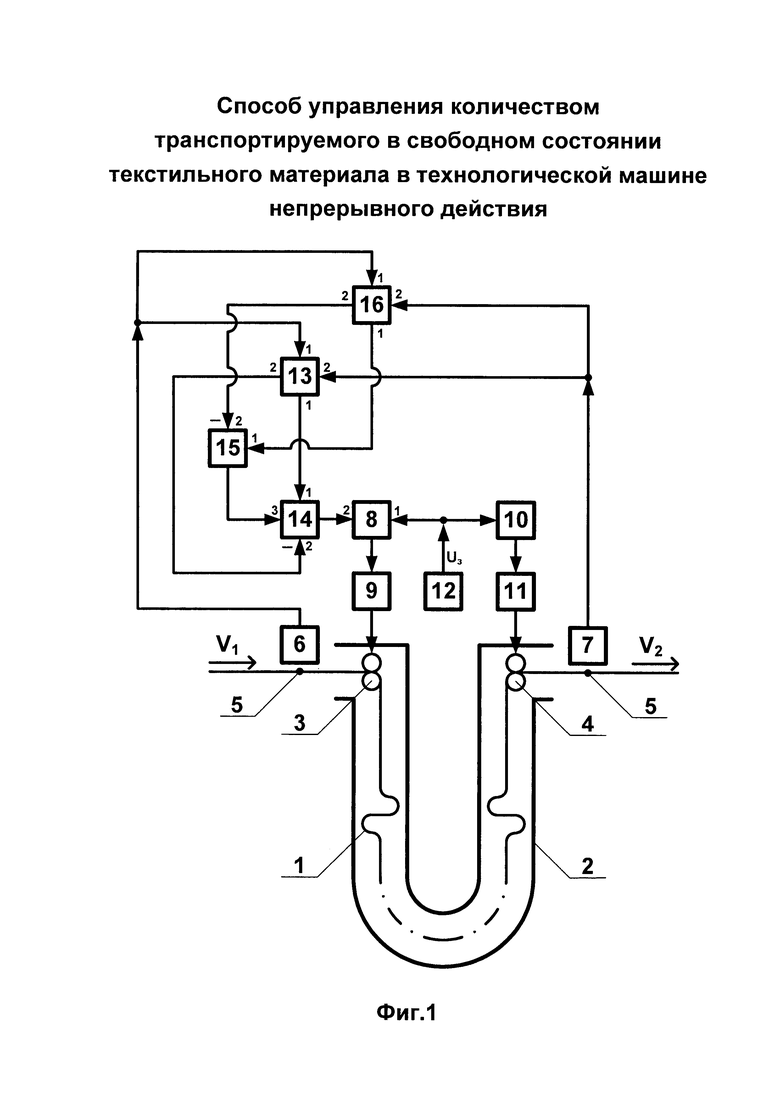
На фиг. 1 приведена блок-схема устройства, реализующего предлагаемый способ управления количеством транспортируемого в свободном состоянии текстильного материала в технологической машине непрерывного действия.
Данное устройство содержит текстильный материал 1, обрабатываемый и транспортируемый в свободном состоянии в U-образной технологической машине 2.
Транспортирование текстильного материала в технологической машине 2 производится входным рабочим органом 3 и выходным рабочим органом 4.
На текстильный материал 1 нанесены метки 5, контролируемые входным датчиком меток 6 и выходным датчиком меток 7.
К входному рабочему органу 3 подключены соединенные последовательно блок управления 8 и привод 9, а к выходному рабочему органу 4 подсоединены соединенные последовательно блок управления 10 и привод 11.
Первый вход блока управления 8 и вход блока управления 10 объединены и связаны с выходом задающего блока 12.
Выходы входного датчика меток 6 и выходного датчика меток 7 подключены к соответствующим входам релейного логического блока коррекции 13, подсоединенного первым выходом к первому входу сумматора 14, а второй выход релейного логического блока коррекции 13 соединен со вторым (инвертирующим) входом сумматора 14, и к соответствующим входам триггера 16.
Первый выход триггера 16 связан с первым входом интегратора 15, соединенного вторым (инвертирующим) входом со вторым выходом триггера 16.
Выход интегратора 15 подключен к третьему входу сумматора 14, связанного выходом со вторым входом блока управления 8.
Способ осуществляется следующим образом.
В соответствии с сигналом задания Uз задающего блока 12 блоки управления 8 и 10 устанавливают линейные скорости текстильного материала 1 на входе V1 и выходе V2 технологической машины 2.
Справедливо соотношение

где ε - относительное изменение длины (усадка) обрабатываемого текстильного материала 1.
Поскольку ε - величина случайная, из выражения (1) получаем условие целесообразной настройки соотношения линейных скоростей:

где mε - математическое ожидание относительного изменения длины (усадки) обрабатываемого текстильного материала 1.
Т.к. ε≠mε, реальное соотношение линейных скоростей по формуле (1) отличается от условия настройки соотношения линейных скоростей по формуле (2), а это с учетом различия в проскальзывании текстильного материала 1 во входном рабочем органе 3 и в выходном рабочем органе 4 ведет к значительному отклонению количества (длины) текстильного материала 1 в технологической машине 2 за допустимые границы, что может вызвать останов технологического процесса и ухудшить качество обрабатываемого текстильного материала 2.
Для стабилизации количества текстильного материала 1 в технологической машине 2 релейный логический блок коррекции 13 воспринимает импульсы, формируемые входным датчиком меток 6 и выходным датчиком меток 7.
В качестве естественных меток 5 могут, например, использоваться швы, т.е. утолщения материала, образующиеся при сшивании отдельных кусков текстильного материала 1 в непрерывное полотно, либо швы, выполненные металлизированными нитями.
При чередовании импульсов от входного датчика меток 6 и выходного датчика меток 7 сигналы на выходах релейного логического блока коррекции 13 равны нулю и линейная скорость V1 текстильного материала 1 на входе в технологическую машину 2 равна заданной согласно формуле (2).
В случае поступления двух (или более) импульсов подряд от входного датчика меток 6 в интервале времени между регистрацией смежных импульсов от выходного датчика меток 7 на первом выходе релейного логического блока коррекции 13 формируется сигнал обратной связи, свидетельствующий о необходимости снижения линейной скорости V1 текстильного материала 1 на входе в технологическую машину 2, а при поступлении двух (или более) импульсов подряд от выходного датчика меток 7 в интервале времени между регистрацией смежных импульсов от входного датчика меток 6 на втором выходе релейного логического блока коррекции 13 формируется сигнал обратной связи, свидетельствующий о необходимости повышения линейной скорости V1 текстильного материала 1 на входе в технологическую машину 2.
Сигналы, сформированные релейным логическим блоком коррекции 13, через сумматор 14 воздействуют на блок управления 8 и вызывают скачкообразное изменение линейной скорости V1 текстильного материала 1 на входе в технологическую машину 2.
Импульсные сигналы, сформированные триггером 16, интегрируются интегратором 15, что позволяет также плавно изменять линейную скорость V1 текстильного материала 1 на входе в технологическую машину 2 до тех пор, пока скважность импульсных сигналов на обоих выходах триггера 16 не станет равной 0,5.
Поскольку процесс коррекции начинается с первым импульсом от входного датчика меток 6 или от выходного датчика меток 7, обеспечивается высокое быстродействие устройства.
В результате низкочастотные автоколебания, свойственные данному устройству за счет действия интегратора 15, симметрируются, чем обеспечивается компенсация внешних и параметрических возмущающих воздействий, таких как износ рабочих органов 3 и 4, изменение проскальзывания текстильного материала 1 в рабочих органах 3 и 4 при смене технологического раствора в технологической машине 2, ошибка в установке сигнала задания Uз и т.д.
Блок управления 8 производит необходимую коррекцию линейной скорости V1 текстильного материала 1 на входе в технологическую машину 2.
Сформированный релейным логическим блоком коррекции 13 сигнал сохраняется до тех пор, пока со смежного датчика меток не поступят два импульса подряд в интервале времени между регистрацией смежных импульсов от датчика, чья пара импульсов вызвала коррекцию линейной скорости V1 текстильного материала 1 на входе в технологическую машину 2, что свидетельствует о восстановлении заданного (исходного) количества текстильного материала 1 в технологической машине 2.
Таким образом, реализация предложенного способа позволяет с высоким быстродействием надежно осуществлять управление количеством текстильного материала в технологической машине непрерывного действия с учетом внешних возмущений, а также изменения длины транспортируемого и обрабатываемого в свободном состоянии текстильного материала.
Изобретение относится к области текстильной промышленности и может быть использовано для автоматизации технологических процессов обработки текстильных материалов. При осуществлении способа управления количеством транспортируемого в свободном состоянии текстильного материала в технологической машине непрерывного действия наносят метки на текстильный материал. Транспортируют текстильный материал и заполняют им U-образную технологическую машину непрерывного действия. Обеспечивают контроль нанесенных на текстильный материал меток и формируют импульсы. Контроль меток осуществляют на входе и выходе технологической машины. Сравнивают частоты двух импульсных последовательностей посредством релейного логического блока коррекции. При регистрации двух подряд импульсов из входной импульсной последовательности в промежутке времени между регистрацией смежных импульсов из выходной импульсной последовательности понижают скачкообразно линейную скорость материала на входе в машину. Интегрируют с отрицательным знаком выходной сигнал релейного логического блока коррекции и понижают плавно линейную скорость материала на входе в машину. При регистрации двух подряд импульсов из выходной импульсной последовательности в промежутке времени между регистрацией смежных импульсов из входной импульсной последовательности повышают скачкообразно линейную скорость материала на входе в машину. Интегрируют с положительным знаком выходной сигнал релейного логического блока коррекции и повышают плавно линейную скорость материала на входе в машину. Производят компенсацию внешних и параметрических возмущений. Завершают коррекцию линейной скорости материала на входе в машину при регистрации двух подряд импульсов из импульсной последовательности, смежной импульсной последовательности, вызвавшей коррекцию линейной скорости материала на входе в машину. Обеспечивают стабилизацию количества текстильного материала. Обеспечивается возможность надежного управления количеством текстильного материала в технологической машине с учетом внешних возмущений, а также изменения длины транспортируемого и обрабатываемого в свободном состоянии текстильного материала. 1 ил.
Способ управления количеством транспортируемого в свободном состоянии текстильного материала в технологической машине непрерывного действия, включающий нанесение меток на текстильный материал, транспортирование с заданной линейной скоростью текстильного материала и заполнение U-образной технологической машины непрерывного действия транспортируемым в свободном состоянии текстильным материалом, обеспечение контроля нанесенных на текстильный материал меток и формирование импульсов, отличающийся тем, что контроль меток осуществляют на входе и выходе технологической машины, сравнивают частоты двух импульсных последовательностей посредством триггера и релейного логического блока коррекции, причем при регистрации двух подряд импульсов из входной импульсной последовательности в промежутке времени между регистрацией смежных импульсов из выходной импульсной последовательности понижают скачкообразно линейную скорость текстильного материала на входе в технологическую машину, а при регистрации двух подряд импульсов из выходной импульсной последовательности в промежутке времени между регистрацией смежных импульсов из входной импульсной последовательности повышают скачкообразно линейную скорость текстильного материала на входе в технологическую машину, интегрируют с соответствующими знаками выходные сигналы триггера и изменяют плавно линейную скорость текстильного материала на входе в технологическую машину, тем самым симметрируют автоколебания и производят компенсацию внешних и параметрических возмущений, а завершают релейную коррекцию линейной скорости текстильного материала на входе в технологическую машину при регистрации двух подряд импульсов из импульсной последовательности, смежной импульсной последовательности, вызвавшей коррекцию линейной скорости текстильного материала на входе в технологическую машину, и обеспечивают стабилизацию количества текстильного материала в технологической машине.
| Способ останова сукновальной машины | 1961 |
|
SU147572A1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЛИНЫ ДВИЖУПДЕЙСЯ ТКАНИ | 0 |
|
SU166919A1 |
| JP 2001146676 A, 29.05.2001. | |||

