Настоящее изобретение относится к шинам и пресс-формам для формования шины и, более конкретно, к шинам, которые обладают исключительными рабочими характеристиками при езде на льду и по снегу, и к пресс-формам для формования шины, используемым для их изготовления.
Обычно используют различные приспособления для улучшения характеристик зимних шин для езды на льду и по снегу.
Например, технология, которая увеличивает компоненты кромки, присутствующие в пятне контакта, и одновременно улучшает эффект захвата снега и характеристики передвижения шины по обледеневшим и заснеженным поверхностям дорог (обледеневшие поверхности дороги и покрытые снегом поверхности дороги), путем обеспечения множества прорезей в каждом блоке, сформированном на участке протектора, предложена в JP 2002-192914 (документ 1).
Кроме того, например, в JP Н11-301217 (документ 2) предложена технология, в которой используется вспененная резина, в качестве резины беговой дорожки протектора на шине, имеющей резину протектора с так называемой структурой беговой дорожки, и основание протектора, содержащее резину беговой дорожки протектора и резину основания, таким образом, существенно улучшая характеристики отвода воды и характеристики шины при езде на льду и по снегу.
Кроме того, например, в JP 2009-67378 (документ 3) предложена, как показано на фиг. 1 (а), для обеспечения свойств поверхности участка 1 протектора шины технология, которая увеличивает неровность поверхности, увеличивает силу трения между поверхностью шины и поверхностью дороги и улучшает характеристики езды шины на льду и по снегу, благодаря тому, что предусматриваются выступы 2 с острой формой кончиков на поверхности участка протектора.
Патентная литература
Документ 1: JP 2002-192914 А
Документ 2: JP Н11-301217 А
Документ 3: JP 2009-67378 А
Однако с технологией, раскрытой в документе 1, в которой предусмотрены узкие прорези в протекторе шины на каждом блоке, связана проблема, состоящая в том, что, если количество таких прорезей слишком увеличить, жесткость блока будет уменьшена, и легко может произойти сплющивание блока, что приводит к уменьшению площади контакта с землей и скорее ухудшает характеристики при езде по льду и снегу.
Кроме того, например, в технологии, раскрытой в документе 2, в которой используется вспененная резина в качестве резины беговой дорожки протектора, возникают случаи, когда уменьшение жесткости всех блоков происходит из-за использования вспененной резины, таким образом, что износостойкость шины не всегда будет достаточной.
Кроме того, в технологии, раскрытой в документе 3, в которой предусматриваются выступы с острой формой кончиков на поверхности участка протектора, вследствие того, что жесткость выступов мала, возникают случаи, когда выступы сплющиваются, и требуемые характеристики не могут быть получены, в частности, когда большая нагрузка приложена к шине, например, когда нагрузка на переднее колесо увеличивается в результате крутого наклона на нос транспортного средства и т.д. А именно в технологии, в которой предусмотрены выступы с острой формой кончика на поверхности участка протектора, возникают случаи, когда выступы 2 сплющиваются, в результате контакта с поверхностью Τ дороги, при этом объем зазоров 3 для удаления воды уменьшается, характеристики отвода воды снижаются, и, следовательно, требуемые характеристики при езде по снегу и по льду не могут быть получены, как показано на фиг. 1(b). Поэтому все еще существует пространство для дальнейшего улучшения характеристик при езде на льду и по снегу в технологии, раскрытой в документе 3.
Кроме того, в качестве результата повторного изучения автором изобретения шин, в которых применяются технологии, раскрытые в документах 1-3, также обнаружилась проблема, состоящая в том, что характеристики при езде на льду и по снегу не могут быть в достаточной степени получены в этих обычных шинах, в частности новых шинах, по неясной причине. Поэтому все еще остается пространство для дальнейшего улучшения характеристик при езде на льду и по снегу, в частности, для новых шин, в технологиях, раскрытых в документах 1-3.
Задача настоящего изобретения состоит в том, чтобы решить упомянутые выше проблемы и создать шину с улучшенными характеристиками при езде на льду и по снегу, и в пресс-форму для формирования шины, используемой для ее изготовления (формования).
Автор изобретения интенсивно изучил возможность решения упомянутых выше задач.
В результате, автор настоящего изобретения составил настоящее изобретение и обнаружил, что путем формирования заданной микроструктуры на поверхности участка протектора становится возможным подавлять уменьшение жесткости блока и характеристик по отводу воды шины, получая таким образом дополнительные улучшенные рабочие характеристики при езде на льду и по снегу шины, и для шины обеспечивается возможность проявлять достаточные рабочие характеристики при езде на льду и по снегу, даже когда шина совершенно новая.
Настоящее изобретение выполнено на основе представленных выше результатов исследований, и основные его свойства сведены ниже.
Шина в соответствии с настоящим изобретением характеризуется тем, что, по меньшей мере, часть поверхности протектора участка протектора имеет неровность поверхности, на которой куртозис профиля оценки Rku равен 2 или меньше. Таким образом, благодаря тому, что, по меньшей мере, часть поверхности протектора участка протектора (поверхность, находящаяся в контакте с поверхностью дороги во время движения) имеет неровность поверхности, при которой куртозис профиля оценки Rku равен 2 или меньше, становится возможным уменьшить деградацию жесткости блока и одновременно улучшить характеристики шины при езде по льду и снегу путем увеличения силы трения между поверхностью шины и поверхностью дороги. Здесь "Rku" относится к куртозису профиля оценки (JIS В 0601 (2001)) поверхности протектора участка протектора.
Кроме того, пресс-форма для формования шины в соответствии с настоящим изобретением представляет собой пресс-форму для формования шины и отличается тем, что она имеет поверхность формования поверхности протектора, предназначенную для формования поверхности протектора участка протектора шины, на которой, по меньшей мере, часть поверхности формования поверхности протектора имеет неровность поверхности, в которой куртозис профиля оценки Rku равен 2 или меньше.
Это связано с тем, что таким образом становится возможным формовать упомянутую выше шину с отличными характеристиками при езде по льду и по снегу, в которой, по меньшей мере, часть поверхности протектора участка протектора имеет неровность поверхности, в которой куртозис профиля оценки Rku равен 2 или меньше.
В соответствии с настоящим изобретением становится возможным создать шину с лучшими характеристиками при езде на льду и по снегу и также пресс-форму для формирования шины, которая может использоваться для ее формирования.
Настоящее изобретение будет дополнительно описано ниже со ссылкой на приложенные чертежи, на которых:
на фиг. 1(а) схематично показан вид в разрезе, схематично представляющий поверхность участка протектора обычной шины. На фиг. 1(b) схематично показан вид в разрезе, схематично представляющий состояние, в котором поверхность протектора участка протектора шины находится в контакте с поверхностью дороги, когда к шине прикладывают нагрузку;
на фиг. 2 показан вид в разрезе шины в соответствии с вариантом осуществления настоящего изобретения вдоль направления ширины шины;
на фиг. 3 схематично показан увеличенный вид формы части поверхности протектора участка протектора шины, представленной на фиг. 2, где в позиции (а) показан вид в плане и в позиции (b) показан вид в разрезе вдоль направления ширины шины;
на фиг. 4 показано изображение SEM (изображение сканирующего электронного микроскопа) поверхности протектора участка протектора шины, представленной на фиг. 2;
на фиг. 5 схематично показан вид в перспективе, схематично представляющий часть пресс-формы для формования шины в соответствии с вариантом осуществления настоящего изобретения;
на фиг. 6 схематично показан вид с увеличением формы части поверхности формования протектора пресс-формы формования шины, представленной на фиг. 5, где в позиции (а) показан вид в плане и в позиции (b) показан вид в разрезе вдоль направления ширины;
на фиг. 7(а)-(с) показаны другие примеры формы части поверхности протектора участка протектора шины.
Шина и пресс-форма для формования шины в соответствии с настоящим изобретением поясняются ниже. Шина в соответствии с настоящим изобретением отличается тем, что заданную микроструктуру формируют на, по меньшей мере, части поверхности протектора (поверхность, которая входит в контакт с поверхностью дороги) участка протектора, и участок протектора имеет заданные свойства поверхности (поверхности протектора). Кроме того, пресс-форма для формования шины в соответствии с настоящим изобретением используется для изготовления шины в соответствии с настоящим изобретением, отличающаяся тем, что поверхность для формования поверхности протектора имеет заданные свойства поверхности, в результате формирования заданной микроструктуры на внутренней поверхности пресс-формы, в частности, по меньшей мере, части поверхности формования поверхности протектора, для формования поверхности протектора шины.
Шина
На фиг. 2 показан вид в разрезе шины в соответствии с вариантом осуществления настоящего изобретения вдоль направления ширины шины. Как показано на фиг. 2, шина 20 в соответствии с вариантом осуществления настоящего изобретения имеет пару участков 4 борта, пару участков 5 боковой стенки, каждый из которых продолжается наружу в радиальном направлении шины от каждого участка 4 борта, и участок 6 протектора, продолжающийся между участками 5 боковой стенки.
Кроме того, шина 20 в соответствии с изобретением имеет каркас 7, продолжающийся тороидально между парой сердечников 4а борта шины, которые внедрены в пару участков 4 борта, и брекер 8, включающий в себя слои 8а и 8b брекера, которые расположены на внешней стороне каркаса 7 в радиальном направлении шины. Кроме того, резина протектора, изготовленная из невспененной резины, расположена на внешней стороне брекера 8 в радиальном направлении шины.
Здесь микровыступы заданной формы сформированы, по меньшей мере, на части поверхности протектора участка протектора (в данном варианте осуществления, на всей поверхности протектора) шины 20. В частности, в соответствии с увеличенным видом в плане участка 6а поверхности протектора 6, показанным на фиг. 3(а), увеличенным видом участка 6 протектора на поверхности 6а стороны вдоль направления ширины шины, показанным на фиг. 3 (b), и изображением SEM части поверхности протектора, показанным на фиг. 4, шина в соответствии с данным вариантом осуществления имеет неровность, при которой куртозис профиля оценки Rku равен 2 или меньше на всей поверхности 6а протектора участка протектора.
Кроме того, хотя на фиг. 3 показан случай, в котором выступы 9 представляют собой полусферические выступы, на шине в соответствии с настоящим изобретением выступы могут иметь разные формы, такие как формы с трапециевидным поперечным сечением, показанным на фиг. 7(а), включая в себя форму усеченного конуса и форму усеченной пирамиды, форму с прямоугольным поперечным сечением, как показано на фиг. 7(b), включая в себя цилиндрическую форму и форму призмы, и усеченные полусферические формы, как показано на фиг. 7(с).
Кроме того, в шине 20 поверхность протектора участка протектора имеет свойства поверхности с неровностью поверхности, на которой куртозис профиля оценки Rku равен 2 или меньше, и, следовательно, возможно уменьшить деградацию жесткости блока и характеристик отвода воды и одновременно существенно улучшить характеристики шины при езде по льду и по снегу.
А именно в шине 20 поверхность протектора участка протектора имеет свойства поверхности с неровностью поверхности, на которой куртозис профиля оценки Rku равен 2 или меньше, и, следовательно, становится возможным удалять пленку воды на поверхности дороги (чтобы обеспечить возможность проявления шиной лучших характеристик отвода воды), путем использования зазоров между выступами 9, когда шина находится в контакте с поверхностью дороги. Кроме того, возможно улучшить рабочие характеристики шины при езде по льду и по снегу путем увеличения силы трения между поверхностью протектора участка протектора и поверхностью дороги.
Далее, в шине 20 снижение деградации характеристик отвода воды и улучшение характеристик при езде по льду и по снегу осуществляется путем формирования микровыступов 9, имеющих заданную форму, поэтому нет необходимости формировать избыточное количество прорезей в протекторе шины или использовать вспененную резину и т.д.
Кроме того, шина 20 может проявлять достаточные рабочие характеристики при движении по льду и по снегу, даже когда шина является новой (в неиспользованном состоянии), хотя причина этого не ясна.
Поэтому при использовании шины 20 становится возможным дополнительно улучшить характеристики при езде по снегу шины, даже когда она новая, путем предотвращения уменьшения жесткости блока и рабочих характеристик по отводу воды.
Для шины 20 более предпочтительно, чтобы часть с выступами, сформированными на ней, имела свойства поверхности с неровностью поверхности, на которой куртозис профиля оценки Rku равен 1,5 или меньше, по той же причине.
Кроме того, для шины 20 предпочтительно, чтобы выступы 9 имели полусферическую форму. Если выступы 9 имеют полусферическую форму, тогда выступы 9 вряд ли будут сплющиваться и могут быть обеспечены рабочие характеристики по отводу воды.
Для шины 20 предпочтительно, чтобы высота H выступов 9, сформированных на поверхности протектора участка протектора, составляла от 1 мкм до 50 мкм. Это связано с тем, что, если высота H будет установлена равной 1 мкм или больше, становится возможным улучшить рабочие характеристики по отводу воды путем обеспечения достаточного объема зазоров между выступами 9. Кроме того, если высота H выступов 9 будет установлена равной 50 мкм или меньше, становится возможным в достаточной степени обеспечить рабочие характеристики по отводу воды, благодаря увеличению жесткости выступов 9.
Здесь высота выступов 9 относится к расстоянию вдоль радиального направления шины между первой воображаемой плоскостью, перпендикулярной линии радиального направления шины, продолжающейся через дистальные концы выступов 9 (внешние концы в радиальном направлении шины), и второй воображаемой плоскостью, расположенной ближе всего к упомянутой выше первой воображаемой плоскости среди воображаемых плоскостей, входящих в контакт с линией внешнего контура выступов 9 и перпендикулярной упомянутой выше линии радиального направления шины.
Следует отметить, что высота выступов 9 может быть измерена, используя SEM или микроскоп.
Кроме того, предпочтительно, чтобы шина в соответствии с настоящим изобретением имела неровность поверхности, удовлетворяющую условию, что
Rsk<0
на, по меньшей мере, части поверхности протектора участка протектора.
Таким образом, становится возможным дополнительно уменьшить деградацию жесткости блока и характеристики отвода воды и одновременно улучшить рабочие характеристики шин при езде по льду и по снегу. А именно перекос профиля оценки Rsk поверхности протектора участка протектора удовлетворяет условию:
Rsk<0
Поэтому становится возможным дополнительно уменьшить деградацию жесткости блока и характеристики по отводу воды и одновременно дополнительно улучшить в достаточной степени рабочие характеристики шины при езде по льду и по снегу. А именно упомянутая выше шина имеет такие свойства поверхности, что Rsk<0, и, следовательно, даже в случае, когда большая нагрузка будет приложена к шине, маловероятно, что выступы будут сдавлены, и поэтому возможно обеспечить жесткость блока и пути для отвода воды, поскольку выступы имеют форму с большой жесткостью.
Кроме того, более предпочтительно, чтобы в шине в соответствии с настоящим изобретением часть с выступами 9, сформированными не ней, имела свойства поверхности, удовлетворяющие следующему условию:
Rsk<-0,1
Здесь "Rsk" относится к перекосу профиля оценки (JIS В 0601 (2001)) поверхности протектора участка протектора. Кроме того, "Rsk" и "Rku" представляют собой значения, измеряемые в единицах длины (1 мм).
Здесь предпочтительно, чтобы шина в соответствии с настоящим изобретением имела свойства поверхности, удовлетворяющие следующему условию:
50 мкм<RSm≤250 мкм
Таким образом, путем установки RSm, по меньшей мере, на части поверхности протектора участка протектора в диапазоне от 50 до 250 мкм становится возможным дополнительно уменьшить деградацию жесткости блока, повысить силу трения между поверхностью шины и поверхностью дороги и одновременно дополнительно улучшить рабочие характеристики шины при езде на льду и по снегу. Кроме того, возможно подавить ухудшение рабочей характеристики по отводу воды. Также возможно дополнительно уменьшить деградацию жесткости блока и характеристики по отводу воды и одновременно дополнительно улучшить в достаточной степени характеристики шины при езде на льду и по снегу, поскольку RSm поверхности протектора участка протектора находится в диапазоне от 50 до 250 мкм.
А именно поскольку RSm поверхности протектора участка протектора составляет 50 мкм или больше, возможно получить достаточно большой внешний диаметр выступа и достаточно большое расстояние между выступами. Поэтому возможно достичь одновременно способности удаления пленки воды с дороги, когда поверхность протектора участка протектора входит в контакт с поверхностью дороги, используя зазоры между выступами 9, и улучшить характеристики при езде на льду и по снегу, увеличивая силу трения между поверхностью протектора участка протектора и поверхностью дороги.
Кроме того, поскольку RSm поверхности протектора участка протектора равен 250 мкм или меньше, возможно в достаточной степени увеличить силу трения между поверхностью протектора участка протектора и поверхностью дороги путем формования достаточного количества выступов с большой плотностью на поверхности протектора участка протектора.
Кроме того, для шины в соответствии с настоящим изобретением предпочтительно, чтобы RSm составлял от 50 до 250 мкм в диапазоне 90% или больше в области поверхности протектора участка протектора. Это связано с тем, что путем установки Rsm от 50 до 250 мкм в диапазоне 90% или больше области поверхности протектора участка протектора становится возможным в достаточной степени увеличить эффект, получаемый путем установки свойств поверхности в заданном диапазоне.
Здесь, в шине 20 более предпочтительно, чтобы RSm поверхности протектора участка протектора составлял от 60 до 150 мкм. Это связано с тем, что путем установки RSm поверхности протектора участка протектора 60 мкм или больше становится возможным улучшить в достаточной степени характеристики по отводу воды и одновременно увеличить силу трения между поверхностью протектора участка протектора и поверхностью дороги. Также путем установки RSm поверхности протектора участка протектора, 150 мкм или больше, становится возможным в достаточной степени увеличить силу трения между поверхностью протектора участка протектора и поверхностью дороги.
Здесь "RSm" означает ширину элементов профиля поверхности протектора участка протектора. Кроме того, "RSm" можно измерить в соответствии с JIS В 0601 (2001).
Кроме того, предпочтительно, чтобы шина в соответствии с настоящим изобретением имела неровность поверхности, при которой Ka составляет 1 мкм или больше и 50 мкм или меньше на, по меньшей мере, части поверхности протектора участка протектора.
Таким образом, становится возможным дополнительно уменьшить деградацию жесткости блока и характеристик по отводу воды, и одновременно дополнительно улучшить характеристики шины при езде по льду и по снегу. Кроме того, путем установки неровности поверхности для поверхности протектора участка протектора, так, чтобы она имела значение Ra 1 мкм или больше и 50 мкм или меньше, становится возможным дополнительно уменьшить деградацию жесткости блока и характеристики по отводу воды и одновременно дополнительно улучшить в достаточной степени характеристики шины при езде на льду и по снегу. А именно для свойств поверхности для поверхности протектора участка протектора Ra равно 1 мкм или больше, и, следовательно, становится возможным обеспечить пути для удаления воды. С другой стороны, поскольку Ra равно 50 мкм или меньше, становится возможным поддерживать жесткость блока даже при большой нагрузке. Кроме того, предпочтительно, чтобы часть с микровыступами 9, сформированными на ней, имела свойства поверхности с неровностью поверхности, при которой Ra равно 10 мкм или больше и 40 мкм или меньше.
Здесь "Ra" относится к среднему арифметическому нагрузки (JIS В 0601 (2001)) поверхности протектора участка протектора.
Предпочтительно, чтобы средняя неровность Rz в десяти точках поверхности протектора шины с выступами с полусферической формой, сформированной на нем, составляла от 1,0 до 50 мкм.
Причина состоит в том, что при установке Rz, равным 1,0 мкм или больше, могут быть обеспечены зазоры для удаления воды, в то время, как при установке Rz, равным 50 мкм или меньше, может быть обеспечена площадь контакта с поверхностью дороги, и, таким образом, становится возможным дополнительно улучшить характеристики шины при езде на льду или по снегу.
Здесь "средняя неровность Rz в десяти точках" относится к величине, измеряемой в соответствии с предписаниями JIS, В0601 (1994), в соответствии с которым эталонная длина составляет 0,8 мм и эквивалентная длина равна 4 мм.
Кроме того, предпочтительно, чтобы средние промежутки S локальных пиков выступов 9, сформированные на поверхности протектора участка протектора шины, были установлены равными от 5,0 до 100 мкм.
Причина состоит в том, что путем установки промежутков S, равными 5,0 мкм или больше, могут быть обеспечены зазоры для удаления воды, в то время как при установке промежутков S, равными 100 мкм или меньше, может быть обеспечена площадь контакта с поверхностью дороги, и, таким образом, возможно дополнительно улучшить характеристики шины при езде по льду и по снегу.
Термин "средний промежуток локальных пиков" относится к значению, измеренному в соответствии с положениями JIS В 0601 (1994) на основе эталонной длины 0,8 мм и длины оценки 4 мм.
Упомянутая выше шина не ограничена чем-либо конкретным и может быть изготовлена с использованием пресс-формы для формования шины следующим образом. Далее формование шины, используя пресс-форму для формования шины следующим образом, может быть выполнено с помощью обычных способов.
Пресс-форма для формования шины
На фиг. 5 схематично показан частичный вид в перспективе, представляющий часть пресс-формы для формования шины, используемой при формировании шины в соответствии с настоящим изобретением.
Как показано на фиг. 5, пресс-форма 10 имеет поверхность 11 формования для формования с вулканизацией шины. Поверхность 11 формования имеет поверхность 11а для формования поверхности протектора, предназначенную для формования поверхности протектора, и в соответствии с примерами, как показано, также имеет поверхность 11b формования боковой стенки, предназначенную для формования внешней поверхности участка боковой стенки, и поверхность 11с формования участка борта, предназначенную для формования внешней поверхности участка борта.
Поверхность 11 формования не ограничена чем-либо конкретным и может быть сформирована, например, из алюминия.
Поверхность протектора шины в соответствии с настоящим изобретением, имеющая упомянутые выше свойства поверхности, может быть сформирована с помощью пресс-формы 10 для формования шины, содержащей поверхность 11а формования поверхности протектора, имеющую свойства поверхности в соответствии с упомянутыми свойствами поверхности. В частности, как показано в виде в плане с увеличением поверхности Па для формования поверхности протектора на фиг. 6(а) и в виде в поперечном сечении с увеличением вдоль направления ширины пресс-формы 10 формования шины на стороне поверхности 11а формования поверхности протектора на фиг. 6(b), пресс-форма 10 для формования шины в соответствии с настоящим вариантом осуществления имеет неровность поверхности, при которой куртозис профиля оценки Rku равен 2 или меньше по всей поверхности 11а формования поверхности протектора, для формования поверхности протектора участка протектора шины. Следует отметить, что, хотя на фиг. 6 иллюстрируется случай, когда выемки 12 представляют собой выемки полусферической формы, выемки 12 шины в соответствии с настоящим изобретением, также могут быть выполнены как выемки с формой усеченной полусферы, усеченной конической формы, формы усеченной пирамиды, цилиндрической формы или призматической формы.
А именно в процессе вулканизации шины, используя пресс-форму 10, форма поверхности такой, как поверхности 11а формования поверхности протектора пресс-формы 10 переносится, как форма поверхности для поверхности протектора участка протектора шины. Кроме того, поверхность протектора участка протектора изготовленной шины имеет неоднородность поверхности, при которой куртозис профиля оценки Rku равен 2 или меньше. Поэтому возможно формовать шину с отличными характеристиками при езде по льду и по снегу.
Способ для формования поверхности 11а для формования поверхности протектора пресс-формы 10 поясняется ниже.
Упомянутая выше поверхность 11а формования поверхности протектора может быть сформирована, используя процесс пескоструйной обработки с использованием материала для пескоструйной обработки, в результате чего материалы для пескоструйной обработки определенной формы выдувают и направляют так, чтобы они ударяли о поверхность формования. Кроме того, пресс-форма для формования шины, получаемая в результате процесса пескоструйной обработки материала для пескоструйной обработки, имеет неровность поверхности, при которой куртозис профиля оценки Rku равен 2 или меньше на поверхности формования поверхности протектора, как описано выше, и, следовательно, поверхность протектора участка протектора шины, формуемой в ходе вулканизации, используя пресс-форму, имеет неровность поверхности, куртозис которой для профиля оценки Rku составляет 2 или меньше.
Здесь, в процесс пескоструйной обработки материалом для пескоструйной обработки предпочтительно, чтобы упомянутая выше поверхность 11а формования поверхности протектора (полностью или частично) была сформирована путем пескоструйной обработки, используя сферические материалы для пескоструйной обработки со сферичностью 15 мкм или меньше и путем направления их так, чтобы они ударяли о поверхность формования.
Это связано с тем, что путем установки сферичности материалов для пескоструйной обработки 15 мкм или меньше, могут быть сформированы выемки с требуемыми свойствами на поверхности формования поверхности протектора в пресс-форме, и при этом возможно установить поверхность протектора шины, формуемой путем использования пресс-формы, с требуемой формой поверхности.
Кроме того, более предпочтительно, чтобы сферичность используемых здесь материалов для пескоструйной обработки была установлена равной 10 мкм или меньше.
Это связано с тем, что большое количество выемок с требуемыми свойствами может быть легко сформировано на поверхности формования поверхности протектора пресс-формы путем установки сферичности материалов для пескоструйной обработки, равной 10 мкм или меньше, и, следовательно, становится возможным формировать шины с дополнительно улучшенными характеристиками при езде на льду и по снегу путем формования большого количества выступов с требуемой формой на поверхности протектора участка протектора шины, формуемой, используя пресс-форму.
Кроме того, более предпочтительно, чтобы сферичность используемых здесь материалов для пескоструйной обработки была установлена равной 5 мкм или меньше.
Это связано с тем, что, таким образом, выемки с требуемыми свойствами могут быть более легко сформированы на поверхности формования поверхности протектора в пресс-форме.
Кроме того, предпочтительно, чтобы средний размер частиц материалов для пескоструйной обработки, используемых в процессе пескоструйной обработки с применением материала для пескоструйной обработки, был установлен равным от 10 мкм до 1 мм.
Это связано с тем, что, таким образом, путем установки среднего размера частиц материалов для пескоструйной обработки 10 мкм или больше пресс-форма, имеющая требуемую форму выемки, может быть более просто получена на поверхности формования поверхности протектора, и в процессе пескоструйной обработки с использованием материала для пескоструйной обработки возможно предотвратить случайный разброс материалов для пескоструйной обработки в случае пескоструйной обработки под высоким давлением. С другой стороны, путем установки среднего размера частиц материалов для пескоструйной обработки 1 мм или меньше возможно предотвратить быстрый износ поверхности пресс-формы.
По той же причине более предпочтительно, чтобы средний размер частиц материалов для пескоструйной обработки был установлен от 20 мкм до 0,7 мм, еще более предпочтительно 30 от мкм до 0,5 мм.
Используемый здесь термин "средний размер частиц" относится к величине, полученной путем формования изображения материалов для пескоструйной обработки с использованием SEM, с последующим отбором из них 10 материалов для пескоструйной обработки, получения среднего значения диаметра вписанного круга и диаметра описывающего круга каждого материала для пескоструйной обработки и усреднения результатов для 10 материалов для пескоструйной обработки.
Предпочтительно, чтобы твердость по шкале Мооса материалов для пескоструйной обработки была установлена равной 2-10.
Это связано с тем, что путем установки твердости по шкале Мооса материалов для пескоструйной обработки, равной 2 или больше, более просто может быть получена пресс-форма, имеющая требуемую форму выемок на поверхности формования поверхности протектора. С другой стороны, путем установки твердости по Моосу материалов для пескоструйной обработки, равной 10 или меньше, пресс-форма будет менее склонна к быстрому износу.
По той же причине более предпочтительно, чтобы твердость по Моосу материалов для пескоструйной обработки была установлена в диапазоне от 3,0 до 9,0, еще более предпочтительно от 5,0 до 9,0. Кроме того, предпочтительно, чтобы твердость по Моосу поверхности формования поверхности протектора пресс-формы для формования шины была установлена от 2,0 до 5,0, и чтобы разность между твердостью по Моосу поверхности формования поверхности протектора для пресс-формы, формирующей шину, и твердостью по Моосу материалов для пескоструйной обработки была установлена от 3,0 до 5,0.
Кроме того, предпочтительно, чтобы удельный вес материалов для пескоструйной обработки был установлен от 0,5 до 20.
Это связано с тем, что путем установки удельного веса материалов для пескоструйной обработки, равным 0,5 или больше, может быть улучшена работоспособность благодаря предотвращению распыления материалов для пескоструйной обработки в процессе пескоструйной обработки. С другой стороны, путем установки удельного веса материалов для пескоструйной обработки, равным 20 или меньше, становится возможным уменьшить энергию, необходимую для ускорения материалов для пескоструйной обработки, и предотвращать быстрый износ пресс-формы.
По той же причине более предпочтительно, чтобы удельный вес материалов для пескоструйной обработки был установлен в пределах от 0,8 до 18, еще более предпочтительно от 1,2 до 15.
Материал для пескоструйной обработки не ограничен чем-либо конкретным, и предпочтительно использовать в качестве материала, например, gyricon, железо, стальное литье или керамику.
В процессе пескоструйной обработки, используя материал для пескоструйной обработки, предпочтительно выдувать материалы для пескоструйной обработки воздухом под высоким давлением от 100 до 1000 кПа на поверхность формования поверхности протектора упомянутой выше пресс-формы в течение периода от 30 с до 10 мин.
Это связано с тем, что путем выдувания материалов для пескоструйной обработки в течение 30 с или больше под давлением 100 кПа или больше становится возможным формировать поверхность для формования поверхности протектора с упомянутой выше требуемой формой полностью, в то время как пескоструйная обработка материалов для пескоструйной обработки в течение 10 мин или меньше под давлением 1000 кПа или меньше, позволяет предотвратить повреждение поверхности для формования поверхности протектора.
Кроме того, предпочтительно, чтобы скорость пескоструйной обработки материалами для пескоструйной обработки была установлена от 0,3 до 10 м/с, более предпочтительно от 0,5 до 7 м/с путем регулирования удельного веса и давления пескоструйной обработки материалом. В этом случае предпочтительно, чтобы расстояние между соплом для выдувания материалов для пескоструйной обработки и пресс-формой для формования шины было установлено 50-200 мм.
Упомянутое выше время пескоструйной обработки материалами для пескоструйной обработки относится ко времени пескоструйной обработки для одной пресс-формы, например, в случае, когда одну шину формируют, используя 9 пресс-форм, предпочтительно материалы для пескоструйной обработки выдувать в течение от 270 с до 90 мин в сумме на поверхности формования поверхности протектора 9 пресс-форм для формования одной шины.
Кроме того, продувка материалов для пескоструйной обработки на поверхность для формования поверхности протектора одной пресс-формы может выполняться оператором, который смещает положение пескоструйной обработки, учитывая форму пресс-формы, и т.д. Таким образом, возможно выдувать материалы для пескоструйной обработки более равномерно.
Для пресс-формы 10 предпочтительно, чтобы поверхность формования поверхности протектора имела свойства поверхности, имеющие неровность поверхности, при которой куртозис профиля оценки Rku составляет 1,5 или меньше. Это связано с тем, что возможно формовать поверхность протектора участка протектора формуемой шины со свойствами поверхности, имеющими неровность поверхности, при которой куртозис профиля оценки Rku составляет 1,5 или меньше, и при этом возможно формовать шину, проявляющую еще лучшие характеристики при езде по льду и по снегу. Кроме того, возможно управлять куртозисом профиля оценки Rku поверхности формования поверхности протектора пресс-формы путем регулирования размера частиц, скорости и количества частиц при пескоструйной обработке. В частности, если скорость будет увеличена, куртозис Rku может быть уменьшен.
Кроме того, в пресс-форме 10 предпочтительно, чтобы форма каждой выемки 12 была полусферичной. Это связано с тем, что путем формования каждой выемки 12 в виде полусферической формы обеспечивается возможность сформировать выступы 9 полусферической формы на поверхности протектора шины. Кроме того, возможно управлять формой каждой выемки 12 путем регулирования размера частиц, скорости продувки и угла пескоструйной обработки материалов для пескоструйной обработки.
Кроме того, в пресс-форме 10 предпочтительно, чтобы глубина h каждой выемки 12 была установлена равной от 1 до 50 мкм. Путем установки глубины h каждой выемки 12 от 1 до 50 мкм становится возможным сформировать выступы 9 с высотой от 1 до 50 мкм на поверхности протектора шины. Кроме того, возможно управлять глубиной h каждой выемки 12 путем регулирования скорости пескоструйной обработки материалов для пескоструйной обработки. В частности, если скорость пескоструйной обработки материалов для пескоструйной обработки увеличивается, глубина h может быть увеличена.
Глубина каждой выемки 12 относится к расстоянию вдоль радиального направления между третьей воображаемой плоскостью, перпендикулярной линии радиального направления, продолжающейся через самый глубокий участок (внутренний конец в радиальном направлении) выемки 12, и четвертой воображаемой плоскостью, расположенной ближе всего к третьей воображаемой плоскости вдоль воображаемой плоскости, контактирующей с линией внешнего контура выемки 12 и перпендикулярной линии радиального направления. Следует отметить, что термин "радиальное направление" относится к направлению, соответствующему радиальному направлению тороидальной поверхности формования поверхности протектора, а именно направлению, соответствующему радиальному направлению шины, для шины, формируемой путем использования пресс-формы 10.
Кроме того, глубина выемок 12 может быть измерена с помощью SEM или микроскопа.
Кроме того, пресс-форма для формования шины в соответствии с настоящим изобретением представляет собой пресс-форму для формования шины, имеющей поверхность формования поверхности протектора, для формования поверхности протектора участка протектора шины, и при этом предпочтительно, чтобы, по меньшей мере, часть поверхности формования поверхности протектора имела неровность поверхности, удовлетворяющую следующему условию:
Rsk<0
Это связано с тем, что, таким образом, становится возможным сформировать упомянутую выше шину с отличными характеристиками при езде по льду и по снегу, и в которой, по меньшей мере, часть поверхности протектора участка протектора имеет неровность поверхности, удовлетворяющую условию Rsk<0.
Здесь более предпочтительно, чтобы поверхность формования поверхности протектора пресс-формы имела свойства поверхности, удовлетворяющие условию Rsk<-0,1. Это связано с тем, что возможно формовать поверхность протектора участка протектора формованной шины со свойствами поверхности, удовлетворяющими такому условию, что Rsk<-0,1, и при этом возможно формировать шину с отличными характеристиками при езде по льду и по снегу.
Возможно управлять Rsk поверхности формования поверхности протектора путем регулирования времени пескоструйной обработки с использованием материалов для пескоструйной обработки. В частности, если время пескоструйной обработки с использованием материалов для пескоструйной обработки будет увеличено, Rsk может быть уменьшен.
Пресс-форма для формования шины в соответствии с настоящим изобретением представляет собой пресс-форму для формования шины, имеющую поверхность формования поверхности протектора, для формования поверхности протектора участка протектора шины, и при этом предпочтительно, чтобы, по меньшей мере, часть поверхности формования поверхности протектора имела свойства поверхности, удовлетворяющие следующему относительному выражению:
50 мкм≤RSm≤250 мкм
Это связано с тем, что, таким образом, путем установки Rsm в диапазоне от 50 до 250 мкм для, по меньшей мере, части поверхности формования поверхности протектора возможно формовать шину с отличными характеристиками при езде по льду и по снегу, имеющую свойства поверхности, при которых RSm равен от 50 до 250 мкм.
Предпочтительно, чтобы пресс-форма в соответствии с настоящим изобретением удовлетворяла относительному выражению, представленному выше в диапазоне 90% или больше площади поверхности формования поверхности протектора. Это связано с тем, что путем установки Rsm от 50 до 250 мкм в диапазоне 90% или больше площади поверхности формования поверхности протектора становится возможным получить свойства поверхности в заданном диапазоне 90% или больше поверхности протектора участка протектора шины.
В пресс-форме предпочтительно, чтобы RSm поверхности формования поверхности протектора составлял от 60 до 150 мкм. Это связано с тем, что путем установки Rsm поверхности формования поверхности протектора, равным от 60 до 150 мкм, становится возможным установить Rsm поверхности формования участка протектора шины, равным от 60 до 150 мкм. Кроме того, возможно управлять Rsm поверхности формования поверхности протектора путем регулирования размера частиц материалов для пескоструйной обработки. В частности, если размер частиц материалов для пескоструйной обработки будет увеличен, Rsm может быть увеличен.
В настоящем изобретении "RSm" относится к средней ширине элементов профиля поверхности формования поверхности протектора, как упомянуто выше. Кроме того, "RSm" может быть измерен в соответствии с JIS В 0601 (2001), как упомянуто выше.
Кроме того, пресс-форма для формования шины в соответствии с настоящим изобретением представляет собой пресс-форму для формирования шины, имеющую поверхность формования поверхности протектора, для формования поверхности протектора участка протектора, и предпочтительно, чтобы, по меньшей мере, часть поверхности для формования поверхности протектора имела неровность поверхности, при которой Ra равен 1 мкм или больше и 50 мкм или меньше.
Это связано с тем, что таким образом, становится возможным сформовать упомянутую выше шину с отличными рабочими характеристиками при езде по льду и по снегу, и в которой, по меньшей мере, часть поверхности протектора участка протектора имеет неровность поверхности, при которой Ra равен 1 мкм или больше и 50 мкм или меньше.
Более предпочтительно, чтобы поверхность формования поверхности протектора пресс-формы имела свойства поверхности, имеющие неровность поверхности, при которой Ra равен 10 мкм или больше и 40 мкм или меньше. Это связано с тем, что, поскольку возможно формовать поверхность протектора участка протектора формуемой шины со свойствами поверхности с такими свойствами поверхности, что Ra равен 10 мкм или больше и 40 мкм или меньше, становится возможным сформовать шину с отличными характеристиками при езде по льду и по снегу.
Возможно управлять Ra поверхности формования поверхности протектора путем регулирования скорости пескоструйной обработки используемых материалов для пескоструйной обработки. В частности, если скорость пескоструйной обработки увеличена, Ra может быть увеличен.
Предпочтительно, чтобы средняя неровность по десяти точкам Rz поверхности формования для поверхности протектора участка протектора пресс-формы составляла от 1,0 до 50 мкм. Это связано с тем, что возможно формировать шину со средней неровностью Rz по десяти точкам поверхности протектора от 1,0 до 50 мкм.
Путем установки среднего размера материалов для пескоструйной обработки, используемых в процессе пескоструйной обработки с применением материалов для пескоструйной обработки от 50 до 400 мкм, становится возможным получать пресс-форму для формования шины, в которой предусмотрена поверхность формования поверхности протектора, имеющая среднюю неровность Rz по десяти точкам, в упомянутом выше диапазоне.
Предпочтительно, чтобы среднее расстояние между локальными пиками выемок поверхности формования поверхности протектора пресс-формы составляло от 5,0 до 100 мкм. Это связано с тем, что возможно формирование шины со средним расстоянием S от 5,0 до 100 мкм между локальными пиками выступов.
Путем установки среднего размера частиц материалов для пескоструйной обработки, используемых в процессе пескоструйной обработки материала для пескоструйной обработки от 50 до 400 мкм, становится возможным получать пресс-форму для формования шины, включающую в себя поверхность формования для протектора, имеющую среднее расстояние S в упомянутом выше диапазоне.
ПРИМЕРЫ
Настоящее изобретение более подробно поясняется ниже в соответствии с примерами, хотя настоящее изобретение не ограничено раскрытыми примерами.
Изготовление пресс-формы для формования шины
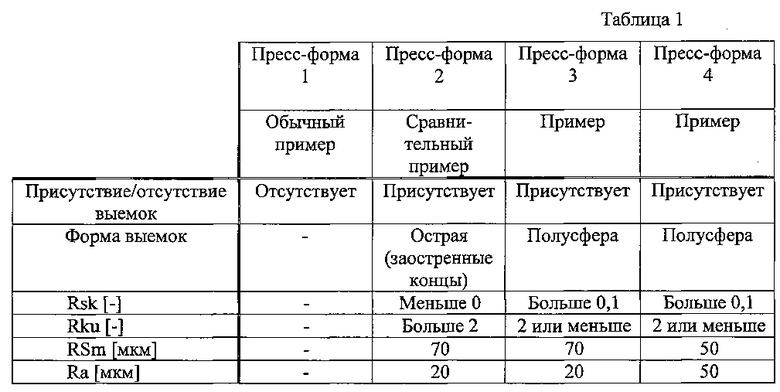
Пресс-формы 1-4 для формования шины, имеющие поверхности формования для поверхности протектора со свойствами поверхности, как показано в таблице 1, изготовили путем пескоструйной обработки материалами для пескоструйной обработки (на основе керамики) поверхностей формования для поверхности протектора пресс-форм для формования шины, изготовленных из алюминия, при изменении условий пескоструйной обработки (таких как давление пескоструйной обработки и скорость пескоструйной обработки). Кроме того, свойства поверхности для поверхностей протектора, изготовленных пресс-форм измеряли с помощью SEM и микроскопа.
Изготовление шины
Шины 1-5 с размерами шины 205/55R16 изготовили в соответствии с обычными способами путем использования изготовленных форм 1-5 для формования шины, соответственно. Кроме того, свойства поверхности для поверхностей протектора изготовленных шин измеряли путем использования SEM и микроскопа. Результаты представлены в Таблице 2.
Кроме того, рабочие характеристики при езде на льду и по снегу каждой изготовленной шины оценивали с помощью следующего способа оценки. Результаты представлены в Таблице 2.
Рабочие характеристики при езде на льду
После того, как каждая шина была изготовлена, шину установили на разрешенный к применению обод, накачали до нормального внутреннего давления, установленного JATMA, и установили на транспортное средство. Затем измеряли коэффициент трения на льду в условиях нагрузки 4,3 кН на каждом переднем колесе и при скорости 30 км/ч на обледеневшей дороге. Коэффициент трения на льду каждой шины оценивали, при этом оценка 100 представляла коэффициент трения по льду шины 1. Результаты показаны в Таблице 2. Чем большее значение, тем выше коэффициент трения по льду и лучше рабочие характеристики при езде по льду, как представлено в Таблице 2.
Рабочие характеристики при езде по снегу
После изготовления каждой шины шину установили на разрешенный к применению обод, накачали до нормального внутреннего давления, установленного в соответствии с JATMA, и установили на транспортное средство. Кроме того, измеряли коэффициент трения при езде по снегу в условиях нагрузки 4,3 кН на каждое переднее колесо и при скорости 30 км/ч по заснеженной дороге. Коэффициент трения при езде по снегу каждой шины оценивали так, что оценка 100 представляла коэффициент трения по снегу для шины 1. Результаты представлено в Таблице 2. Чем больше значение, тем выше коэффициент трения по снегу и тем лучше рабочие характеристики при езде по снегу, как представлено в Таблице 2.
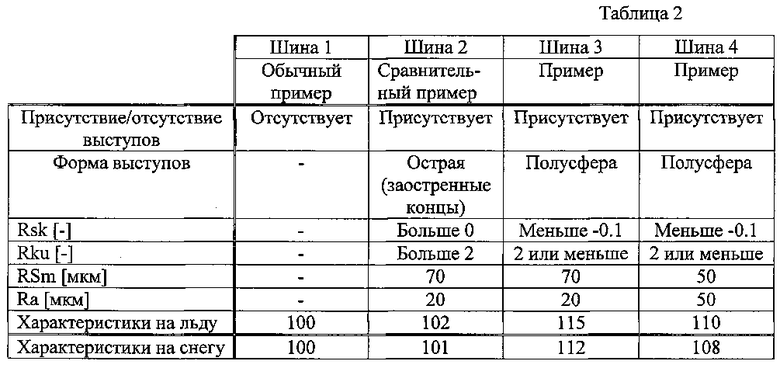
Следует учесть, что при сравнении с шинами в соответствии с обычным примером и сравнительным примером шины в соответствии с примерами настоящего изобретения имеют лучшие рабочие характеристики при езде на льду и по снегу, как представлено в Таблице 2.
В соответствии с настоящим изобретением возможно предоставить шину с улучшенной рабочей характеристикой при движении на льду и по снегу и также пресс-форму для формования шины, которая может использоваться для ее формования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИНА И ПРЕСС-ФОРМА ФОРМОВАНИЯ ШИНЫ | 2012 |
|
RU2576314C2 |
| ШИНА И ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ШИНЫ | 2012 |
|
RU2578652C2 |
| ШИНА И ФОРМА ДЛЯ ФОРМИРОВАНИЯ ШИНЫ | 2012 |
|
RU2582329C2 |
| ШИНА И ПРЕСС-ФОРМА ДЛЯ ФОРМИРОВАНИЯ ШИНЫ | 2012 |
|
RU2586428C2 |
| ШИПОВАННАЯ ШИНА И КАУЧУКОВАЯ КОМПОЗИЦИЯ ДЛЯ ШИНЫ | 2018 |
|
RU2721443C1 |
| ШИНА | 2021 |
|
RU2808978C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2019 |
|
RU2758158C1 |
| ШИНА И ОТЛИВНАЯ ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2587287C2 |
| ПРЕСС-ФОРМА ДЛЯ ШИН И ПНЕВМАТИЧЕСКАЯ ШИНА | 2020 |
|
RU2781569C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2014 |
|
RU2639922C2 |






Группа изобретений относится к области производства шин, в частности к шинам и пресс-формам для их формирования. Шина содержит участок протектора в котором поверхность протектора имеет неровность поверхности. Куртозис профиля оценки Rku равен 2 или меньше. На поверхности протектора сформированы полусферические выступы. Средние промежутки S локальных пиков выступов, сформированные на поверхности протектора участка протектора шины, установлены равными от 5,0 до 100 мкм. По второму варианту пресс-форма содержит поверхность для формования поверхности участка протектора шины, имеющей неровность поверхности. Куртозис профиля оценки Rku равен 2 или меньше. На поверхности формования поверхности протектора сформированы выемки полусферической формы. Среднее расстояние между локальными пиками выемок поверхности формования поверхности протектора пресс-формы составляет от 5,0 до 100 мкм. Достигается возможность подавлять уменьшение жесткости блока и характеристик по отводу воды шины. 2 н.п. ф-лы, 7 ил., 2 табл.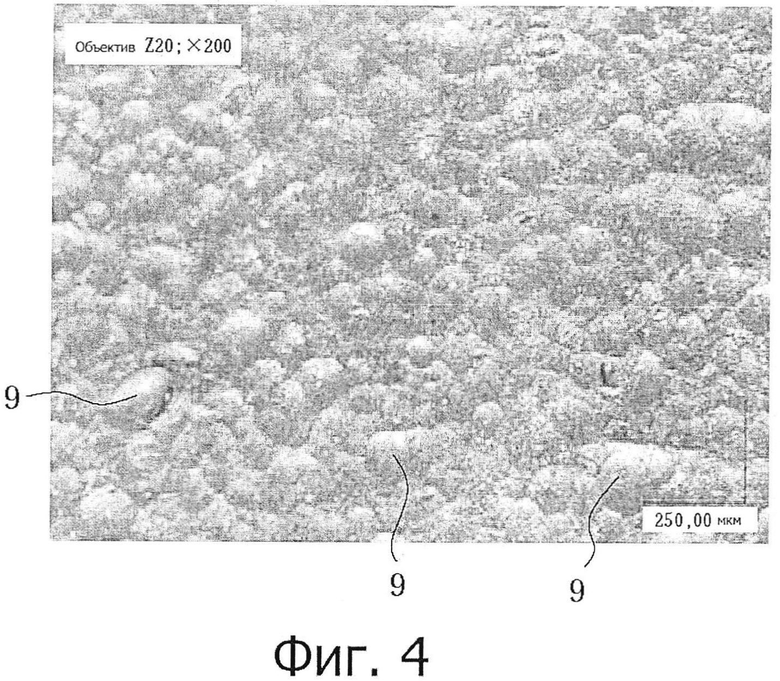
1. Шина, содержащая участок протектора, имеющий поверхность протектора, в которой вся поверхность участка протектора имеет неровности поверхности, на которых куртозис профиля оценки Rku равен 2 или меньше, в которой на поверхности протектора сформировано множество полусферических выступов, причем средние промежутки S локальных пиков выступов, сформированные на поверхности протектора участка протектора шины, установлены равными от 5,0 до 100 мкм.
2. Пресс-форма для формования шины, содержащая поверхность формования поверхности протектора, для формования поверхности участка протектора шины, в котором вся поверхность формования поверхности протектора имеет неровность поверхности, при которой куртозис профиля оценки Rku равен 2 или меньше, в которой на поверхности формования поверхности протектора сформировано множество выемок полусферической формы, причем среднее расстояние между локальными пиками выемок поверхности формования поверхности протектора пресс-формы составляет от 5,0 до 100 мкм.
| JP 2009067378 A, 02.04.2009 | |||
| JP H07257111 A | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБ ЖИДКОСТЕЙ ИЗ РЕЗЕРВУАРОВ | 0 |
|
SU390403A1 |
| JP S63188504 A, 04.08.1988 | |||
| JP 2007015621 A, 25.01.2007 | |||
| JP 2007320248 A, 13.12.2007 | |||
| ПРОТЕКТОР ШИНЫ | 2000 |
|
RU2246408C2 |

