Изобретение относится к области рециклинга цветных металлов, преимущественно алюминия, его сплавов, магния, цинка, из горячего шлака, снимаемого из плавильных печей, миксеров и других тепловых агрегатов.
Известны устройства для извлечения цветного металла из горячего шлака, преимущественно алюминия, его сплавов, магниевого, цинкового шлака, включающие раму со сжимающей шлак головкой с оребренными или неоребренными поверхностями и шлаковницу, не имеющую или имеющую оребрение поверхностей, а также имеющую в донной части одно или несколько сквозных дренажных отверстий [1-18].
Известно устройство для извлечения цветного металла из горячего шлака, преимущественно алюминия, его сплавов, магниевого, цинкового шлака, включающее раму со сжимающей шлак оребренной по внешней поверхности головкой полусферической или удлиненной полусферической формы; шлаковницу, имеющую в донной части одно или несколько сквозных дренажных отверстий, причем шлаковница ставится сверху на изложницу, в которую собирается отжатый из шлака металл [19].
Полусферическая или удлиненная полусферическая головка устройства для сжатия горячего шлака сопрягается со шлаковницей, причем при сжатии шлака образуются внешние слои металла, кристаллизующиеся у поверхностей головки и шлаковницы, и внутренний слой из оксида металла, который находится между слоями металла [19].
Оребрение головки и/или шлаковницы устройства для сжатия горячего шлака обеспечивает более высокое удельное давление на шлак и «прорезание» шлака с образованием канавок, которые облегчают разламывание и доизвлечение металла в дальнейшем из остывшего спрессованного шлака («жмыха») [19].
Головка является полой и имеет принудительное воздушное или жидкостное охлаждение, которое ускоряет время цикла охлаждения шлака и уменьшает потери от окисления металла [19].
1. Известен способ [20] для извлечения алюминия из шлака, содержащего алюминий и оксиды вышеуказанного металла, состоящий из следующих шагов/операций:
(a) снимают шлак в шлаковницу, имеющую по крайней мере один желоб с по крайней мере одной боковой стенкой, наклоненной вниз и внутрь, со сквозными отверстиями для дренирования металла через стенку;
(b) собирают металл алюминий, который дренирует через отверстия;
(c) механически сжимают шлак посредством приложения силы на шлак и против наклонной стенки выше порогового давления, чтобы извлечь алюминий из шлака, эффект миграции металла алюминия в направлении к границе поверхности сжатого шлака, дренаж порции вышеуказанного алюминия через отверстие и предотвращение проникновения кислорода к металлу алюминию в шлаке; и
(d) охлаждают сжатый шлак и металл алюминий для отверждения металла алюминия;
так что термитную реакцию металла алюминия и кислорода в шлаке уменьшают посредством комбинации вышеуказанного сжатия выше порогового давления и охлаждения металла.
Известен способ [20] по п. 1, включающий последующий шаг механического разлома сжатого шлака для извлечения дополнительного отвердевшего металла алюминия.
Известен способ [20] по п. 2, включающий последующий шаг сепарирования металла алюминия от оксида.
Известен способ [20] по п. 1, где пороговое давление механического прессования шлака в операции (c) является около 64 фунтов на квадратный дюйм.
Известен способ [20] для извлечения металла алюминия, присутствующего в шлаке, где вышеуказанный шлак также включает примеси оксида, причем вышеуказанный способ состоит из следующих шагов/операций:
(a) снимают шлак в шлаковницу, имеющую по крайней мере одну боковую стенку, наклоненную вниз и внутрь, имеющую в стенке сквозные отверстия для дренирования через нее металла;
(b) собирают металл алюминий, который дренирует через отверстия;
(c) механически сжимают шлак посредством приложения силы на шлак и против наклонной стенки выше порогового давления, чтобы извлечь алюминий из шлака, эффект миграции металла алюминия в направлении к границе поверхности сжатого шлака, дренаж порции вышеуказанного алюминия через отверстие и предотвращение проникновения кислорода к металлу алюминия в шлаке; и
(d) охлаждают сжатый шлак и металл алюминий для отверждения металла алюминия;
так что термитную реакцию металла алюминия и кислорода в шлаке уменьшают посредством комбинации вышеуказанного сжатия выше порогового давления и охлаждения металла;
(e) удаляют сжатый шлак из шлаковницы;
(f) механически разламывают сжатый шлак для формирования компонентов, включая пыль оксида;
(g) сепарируют компоненты шлака, имеющие крупный средний диаметр, от остатка шлака, причем вышеуказанные компоненты крупного среднего диаметра, в основном состоящие из металла, вышеуказанный остаток, состоящий из гранулята металла и пыли оксида металла; и
(h) плавят, главным образом, гранулят остатка шлака для сегрегации расплавленной порции металла из остатка шлака.
6. Известен способ [21] для извлечения металла алюминия из горячего шлака, который образуется на поверхности расплавленного алюминия от операции плавления, содержащего металл алюминий и твердую ячеистую структуру, состоящий из следующих шагов/операций:
(a) загружают горячий шлак от операции плавления алюминия в шлаковницу, имеющую по крайней мере одну наклонную стенку и по крайней мере одно сквозное отверстие в дне шлаковницы;
(b) механически сжимают шлак посредством нагретой головки, прикладывая сжимающее усилие на шлак в направлении наклонной стенки так, чтобы существенная порция свободного металла алюминия сепарировалась от шлака и дренировала через донное отверстие;
(c) поддерживают температуру горячего шлака во время его съема в шлаковницу и последующего механического сжатия так, чтобы улучшить извлечение свободного металла алюминия;
(d) собирают металл алюминий, который дренирует через донное отверстие.
7. Известен способ [21] по п. 6, где шлак механически сжимают, прикладывая серию сжимающих движений на шлак в направлении к наклонной стенке.
8. Известен способ [21] по п. 7, где прикладывают от 3 до 10 сжимающих движений.
9. Известен способ [21] по п. 6, где внешняя поверхность сжимающей головки и внутренняя поверхность шлаковницы могут быть полусферическими, коническими, с множеством выпуклостей или вогнутостей.
10. Известен способ [21] по п. 6, где далее включают охлаждение сжатого шлака после вышеуказанного сжатия, вышеуказанное охлаждение минимизирует дальнейшее окисление металла алюминия, содержащегося в сжатом шлаке.
11. Известен способ [21] для извлечения металла алюминия из горячего шлака, который образуется на поверхности расплавленного алюминия во время операций плавления, содержащего металл алюминий и твердую ячеистую структуру, состоящий из следующих шагов/операций:
(a) нагревают сжимающую головку и шлаковницу до температуры, при которой предотвращается преждевременное охлаждение шлака во время последующих шагов загрузки и механического сжатия, при этом вышеуказанная шлаковница, имеющая по крайней мере одну наклонную стенку и по крайней мере одно сквозное отверстие через дно шлаковницы, вышеуказанное сквозное отверстие в дне имеет такие размеры и конфигурирацию, чтобы позволить проходить металлу алюминию и предотвратить прохождение твердой ячеистой структуры;
(b) загружают горячий шлак от операции плавления алюминия в нагретую шлаковницу;
(c) механически сжимают шлак посредством нагретой головки, прикладывая сжимающее усилие на шлак в направлении наклонной стенки так, чтобы существенная порция металла алюминия сепарировалась от шлака и дренировала через донное отверстие; и
(d) собирают металл алюминий, который дренирует через донное отверстие.
12. Известен способ [21] по п. 6, где сжимающую головку и шлаковницу греют направлением пламени в зазор, существующий между поверхностью сжимающей головки и поверхностью шлаковницы, при этом сжимающая головка частично вставлена в шлаковницу.
13. Известен способ [21] по п. 6, где сжимающую головку и шлаковницу греют посредством встроенных нагревательных колец.
14. Известен способ [21] для извлечения металла алюминия из горячего шлака, который образуется на поверхности расплавленного алюминия от операции плавления, содержащего металл алюминий и твердую ячеистую структуру, состоящий из следующих шагов/операций:
(a) загружают горячий шлак от операции плавления алюминия в шлаковницу, имеющую по крайней мере одну наклонную стенку и по крайней мере одно сквозное отверстие в дне шлаковницы, причем сквозное отверстие в дне шлаковницы так соразмерено и конфигурировано, чтобы позволить проходить металлу алюминию и предотвратить прохождение твердой ячеистой структуры;
(b) механически сжимают шлак, прикладывая сжимающее усилие на шлак в направлении наклонной стенки так, чтобы существенная порция металла алюминия сепарировалась от шлака и дренировала через донное отверстие, причем вышеуказанное сжатие обеспечивается верхним ходом шлаковницы в направлении к зафиксированной головке;
(c) поддерживают температуру горячего шлака во время его съема в шлаковницу и последующего механического сжатия так, чтобы улучшить извлечение металла алюминия; и
(d) собирают металл алюминий, который дренирует через донное отверстие.
Недостатком вышеуказанного способа [21] является то, что при предварительном нагреве сжимающей головки, при всех прочих равных условиях, увеличивается время цикла охлаждения шлака, следовательно, в результате более продолжительного окисления алюминия с кислородом воздуха уменьшается извлечение алюминия из шлака.
Недостатком вышеуказанных способов [20, 21] и устройств [1-19] является то, что количество металла, выжатого из горячего шлака, так называемое внутрицеховое извлечение металла, как правило, составляет относительно меньшую величину (от 3 до 20%), чем количество металла, остающееся в шлаке после его застывания (от 40 до 70%). Дальнейшее доизвлечение металла из остывшего шлака, как правило, сопровождается его дополнительной механической и/или термической обработкой (плавлением), что приводит к дополнительным потерям металла.
Человек (также как млекопитающее животное) знаком со способом извлечения молока из материнской груди (вымени), состоящим из следующих процессов: подготовка к извлечению молока, включая обеспечение герметичного уплотнения между грудью (или выменем) и губами человека (или млекопитающего), или доильным аппаратом, создание давления на молоко внутри груди (или вымени), сосание молока с помощью вакуума, сбор молока в коллектор или желудок.
Известны способы и устройства отжатия молока из груди посредством вакуумного насоса (1854, US Patent No. 11,135, O.H. Needham, Breast pump [22], U.S. Patent 1.644.257 for Lasker's Breast pump [23]. В 1956 году Einar Egnell опубликовал свою основополагающую работу «Точки зрения на то, что происходит механически в женской груди во время различных способов сбора молока» / "Viewpoints on what happens mechanically in the female breast during various methods of milk collection".|5| Эта статья осветила технические аспекты извлечения молока из груди.
Известен способ (http://www.findpatent.ru/patent/240/2404570.html) машинного доения млекопитающих животных, преимущественно коров, включает подготовку и установку низковакуумного доильного аппарата на соски вымени, надой молока, состоящий из тактов сжатия, отсоса и такта отдыха, сбор отдоенного молока в коллектор.
Однако, насколько нам известно, до настоящего момента еще никто не использовал вышеуказанный способ извлечения молока из материнской груди (или вымени млекопитающего), состоящий из следующих процессов: подготовка к извлечению молока, включая обеспечение герметичного уплотнения между грудью или выменем и губами человека (или млекопитающего), или доильным аппаратом, создание давления на молоко внутри груди (или вымени), сосание молока с помощью вакуума, сбор молока в коллектор или желудок в применении по новому назначению, а именно: в качестве способа для извлечения цветного металла из горячего шлака.
Задачей настоящего изобретения является создание устройства и способа, лишенного вышеперечисленных недостатков.
Техническим результатом изобретения является увеличение извлечения цветного металла из шлака.
Технический результат достигается в устройстве и способе для извлечения цветного металла из горячего шлака, преимущественно алюминия, его сплавов, магниевого, цинкового шлака, которое включает раму со сжимающей шлак головкой, изложницу для сбора отжатого из шлака металла и установленную на ней шлаковницу, отличающемся тем, что оно содержит в донной части шлаковницы и/или изложнице по крайней мере одно сквозное отверстие с соединением для подключения вакуума, уплотнение, размещенное в зазоре между шлаковницей и изложницей, при этом шлаковница выполнена в донной части с одним или несколькими сквозными дренажными отверстиями.
Устройство может содержать уплотнение между сжимающей шлак головкой и шлаковницей.
Головка может быть выполнена с одним или несколькими ребрами.
Шлаковница может быть выполнена с одним или несколькими ребрами.
Головка может быть выполнена полой с двумя или более патрубками с воздушным охлаждением.
Устройство может содержать крышку, герметично насаженную на штоке гидроцилиндра устройства для сжатия горячего шлака с возможностью скольжения вдоль штока и герметично облегающую по краю шлаковницы.
Устройство может содержать крышку, герметично насаженную на штоке гидроцилиндра шлакового пресса с возможностью скольжения вдоль штока с помощью пневмо- или гидроцилиндров (от 1 до 4 штук) и герметично облегающую по краю шлаковницы.
Устройство может содержать в крышке, герметично насаженной на шток гидроцилиндра шлакового пресса с возможностью скольжения вдоль штока и герметично облегающей по краю шлаковницы по крайней мере одно сквозное отверстие с соединением для подключения инертного газа.
Устройство может содержать один или несколько вибраторов шлаковницы и/или головки или магнитогидродинамических (МГД) насосов для движения металла к одному или нескольким дренажным отверстиям в донной части шлаковницы.
В комбинации с силами гравитации, действующими на шлак, а также давления со стороны головки на шлак, вакуум способствует выходу жидкого металла из пор горячего шлака и дренированию через сквозные отверстия в донной части шлаковницы, т.е. увеличивает извлечение металла из горячего шлака (внутрицеховое извлечение металла из шлака). Вакуум также способствует течению жидкого металла в слое вблизи донной поверхности шлаковницы, ускоряет тепло-массоперенос, охлаждение металла в шлаке, уменьшает окисление металла, способствует как увеличению внутрицехового извлечения металла, так и суммарного извлечения металла из шлака.
Полусферическая или удлиненная полусферическая головка сопрягается со шлаковницей, причем при сжатии шлака образуются внешние слои металла, кристаллизующиеся у поверхностей головки и шлаковницы, и внутренний слой из оксида металла, который капсулируется между слоями металла.
Сжимающая горячий шлак головка из стали отбирает тепловую энергию из шлака за счет эффектов теплопроводности и теплоемкости, уменьшает доступ кислорода воздуха к горячему металлу в шлаке, уменьшает его окисление и возможные термитные реакции.
Оребрение головки и шлаковницы обеспечивает увеличение площади соприкосновения со шлаком, увеличивает теплопередачу энергии от шлака к головке, шлаковнице, тем самым способствуя скорейшему охлаждению шлака и уменьшению окисления металла в шлаке.
Оребрение головки и шлаковницы обеспечивает высокое удельное давление на шлак и «прорезание» шлака с образованием канавок, которые облегчают разламывание и доизвлечение металла в дальнейшем из остывшего спрессованного шлака («жмыха»).
Рама со сжимающей шлак головкой содержит силовой привод, в частности гидравлический цилиндр со штоком.
При сжатии горячего шлака, как правило, с высоким содержанием металла более 50%, мелкие частицы металла коалесцируются и коагулируются в более крупные части и образуется металлизация и уплотнение внешних поверхностей шлака. При этом происходит естественное уплотнение зазора между сжимающей головкой и шлаковницей, и вакуум, через сквозное отверстие с соединением в донной части шлаковницы и/или боковой стенке изложницы и дренажное отверстие в донной части шлаковницы, при наличии уплотнения между изложницей и шлаковницей, способствует усилению дренажа жидкого металла из горячего шлака. Однако, в случае малого содержания металла в шлаке, менее 50%, металлизация и уплотнение внешних поверхностей шлака может быть недостаточно эффективным. В таком случае применяется дополнительное уплотнение между сжимающей шлак головкой и шлаковницей.
В качестве дополнительного уплотнения, между сжимающей шлак головкой и шлаковницей может быть крышка, герметично насаженная на штоке гидроцилиндра шлакового пресса с возможностью скольжения вдоль штока и герметично облегающая по краю шлаковницы.
Для сокращения времени движения дополнительная крышка, герметично насаженная на штоке гидроцилиндра шлакового пресса с возможностью скольжения вдоль штока и герметично облегающая по краю шлаковницы, может приводиться в движение с помощью пневмо- и/или гидроцилиндров (от 1 до 4 штук), и/или электропривода.
Для дополнительного изолирования от кислорода воздуха и увеличения давления со стороны головки пресса в дополнительной крышке, герметично насаженной на шток гидроцилиндра шлакового пресса с возможностью скольжения вдоль штока и герметично облегающей по краю шлаковницы, может быть размещено по крайней мере одно сквозное отверстие с соединением для подключения инертного газа.
Устройство может содержать один или несколько вибраторов шлаковницы и/или головки или МГД насосов для движения металла к одному или нескольким дренажным отверстиям в донной части шлаковницы.
Головка и шлаковница предпочтительно выполнены из легированной стали или чугуна.
Головка является полой с двумя или более патрубками с воздушным охлаждением, которое ускоряет время цикла охлаждения шлака и уменьшает потери от окисления металла.
Сущность изобретения поясняется на следующих фигурах:
Фиг. 1 - Общий вид с фронтальной стороны устройства для сжатия горячего шлака цветного металла со сквозным отверстием в донной части шлаковницы с соединением для подключения вакуума, с возможностью подключения вакуума «вручную» после того, как изложница со шлаковницей установлены в пресс с помощью вилочного погрузчика.
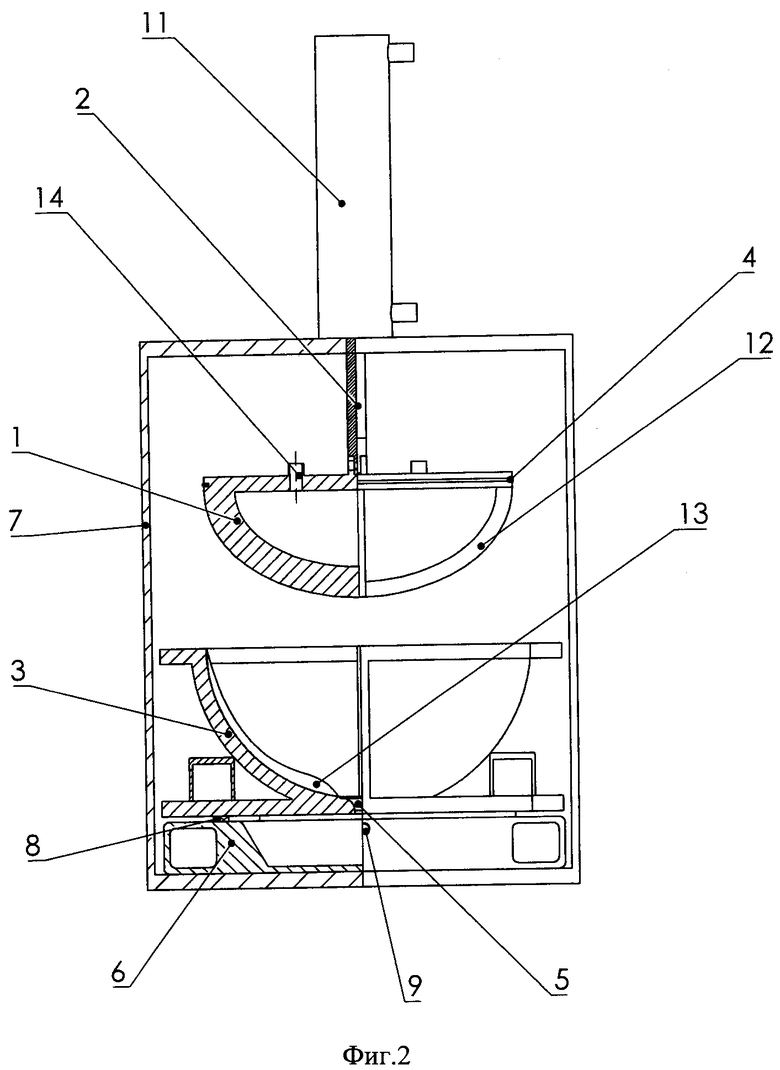
Фиг. 2 - Общий вид с фронтальной стороны устройства для сжатия горячего шлака цветного металла со сквозным отверстием в изложнице с соединением для подключения вакуума, с возможностью подключения вакуума «вручную» после того, как изложница со шлаковницей установлены в пресс с помощью вилочного погрузчика.
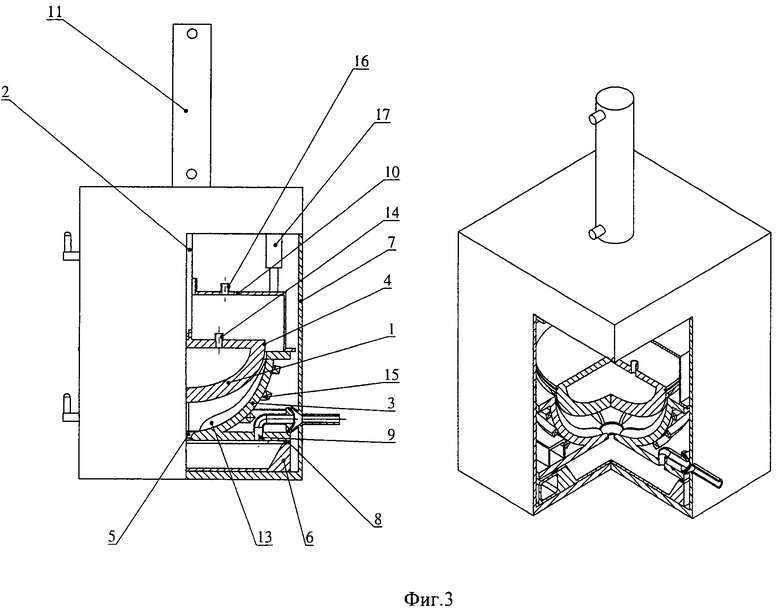
Фиг. 3 - Вид с задней стороны с частичным разрезом устройства для сжатия горячего шлака цветного металла со сквозным отверстием в шлаковнице с соединением для подключения вакуума, с «автоматической стыковкой» шлаковницы с источником вакуума (трубопроводом) в момент, когда изложница со шлаковницей установлены в пресс с помощью вилочного погрузчика.
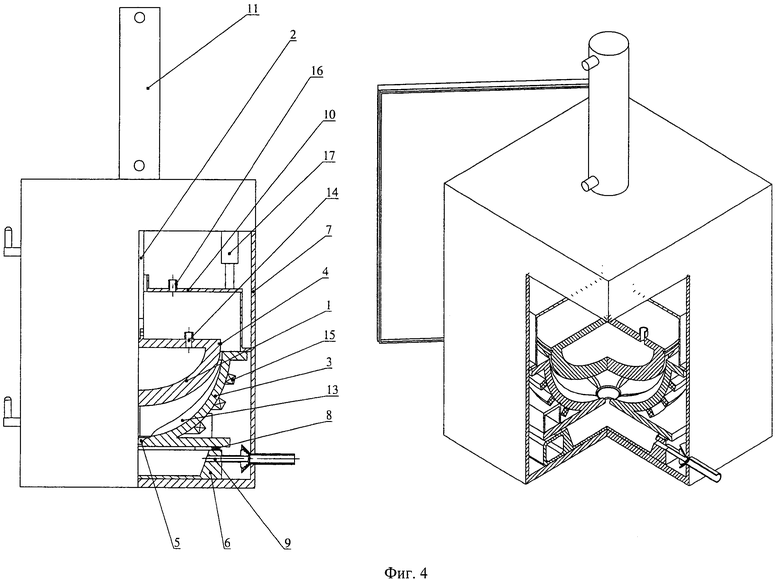
Фиг. 4 - Вид с задней стороны с частичным разрезом устройства для сжатия горячего шлака цветного металла со сквозным отверстием в изложнице с соединением для подключения вакуума, с «автоматической стыковкой» изложницы с источником вакуума (трубопроводом) в момент, когда изложница со шлаковницей установлены в пресс с помощью вилочного погрузчика.
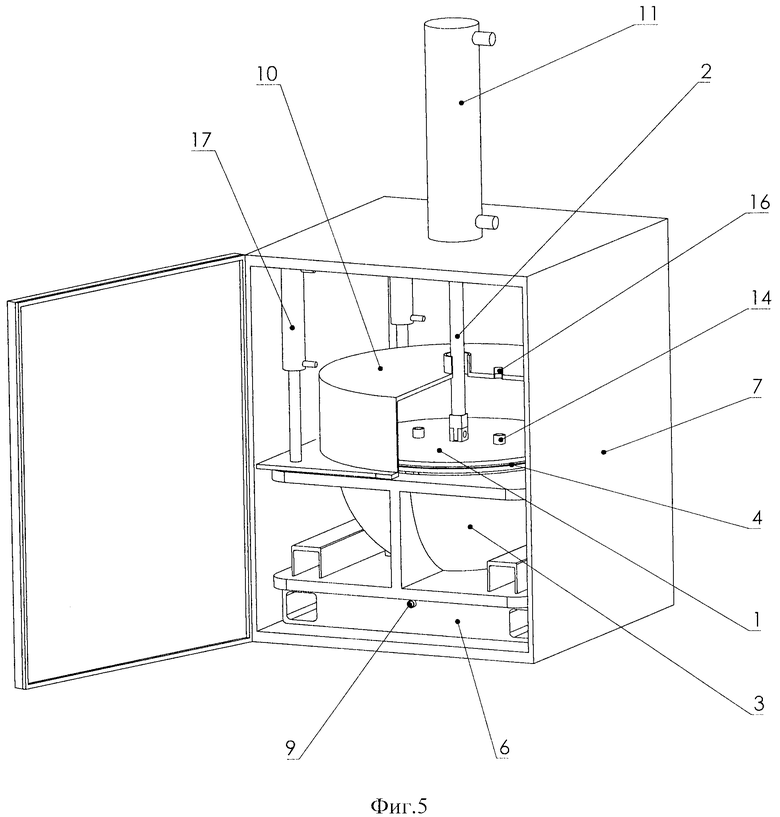
Фиг. 5 - Вид устройства для сжатия горячего шлака цветного металла с крышкой, герметично насаженной на штоке гидроцилиндра шлакового пресса с возможностью скольжения вдоль штока и герметично облегающей по краю шлаковницы.
Устройство для извлечения цветного металла из горячего шлака, преимущественно алюминия, его сплавов, магниевого, цинкового шлака, включает раму 11 со сжимающей шлак головкой 1, изложницу для сбора отжатого из шлака металла и установленную на ней шлаковницу, отличающееся тем, что, с целью увеличения извлечения цветного металла из шлака, оно содержит в донной части шлаковницы и/или изложнице по крайней мере одно сквозное отверстие с соединением для подключения вакуума, уплотнение, размещенное в зазоре между шлаковницей и изложницей, при этом шлаковница выполнена в донной части с одним или несколькими сквозными дренажными отверстиями.
Устройство включает головку 1 со штоком 2, сжимающую шлак, загруженный в шлаковницу 3, имеет уплотнение 4 между головкой 1 и шлаковницей 3. Шлаковница 3 имеет в донной части сквозное отверстие 5 для дренажа отжатого металла в нижнюю изложницу 6. Дренируемый металл собирается в виде слитка в дренажной емкости изложницы 6. Между шлаковницей 3 и изложницей 6 имеется уплотнение 8, в донной части шлаковницы 3 и/или изложнице 6 имеется по крайней мере одно сквозное отверстие 9 с соединением для подключения вакуума. Устройство включает раму 7 и силовой привод со штоком 2, движущий головку 1. Головка 1 не имеет или имеет оребрение 12. Шлаковница 3 не имеет или имеет оребрение 13. Головка 1 не имеет или имеет сквозные патрубки 14 для принудительного воздушного охлаждения головки 1.
Один или несколько вибраторов шлаковницы и/или головки или магнитогидродинамических (МГД) насосов 15 (фиг. 3-5) способствуют движению металла к дренажному отверстию 5 шлаковницы 3.
В случае малого содержания металла в шлаке, менее 50%, металлизация и уплотнение внешних поверхностей шлака может быть недостаточно эффективным. В таком случае применяется дополнительное уплотнение 4 между сжимающей шлак головкой 1 и шлаковницей 3.
В качестве дополнительного уплотнения, между сжимающей шлак головкой 1 и шлаковницей 3 может быть крышка 10 (фиг. 3-5), герметично насаженная на штоке 2 гидроцилиндра 11 с возможностью скольжения вдоль штока 2 и герметично облегающая по краю шлаковницы 3.
Для сокращения времени движения дополнительная крышка 10, герметично насаженная на штоке 2 гидроцилиндра 11 с возможностью скольжения вдоль штока 2 и герметично облегающая по краю шлаковницы 3, может приводиться в движение с помощью пневмо- и/или гидроцилиндров 17 (от 1 до 4 штук), и/или электропривода (фиг. 3-5).
Для дополнительного изолирования от кислорода воздуха и увеличения давления со стороны головки 1 в дополнительной крышке 10, герметично насаженной на шток 2 с возможностью скольжения вдоль штока 2 и герметично облегающей по краю шлаковницы 3, может быть размещено по крайней мере одно сквозное отверстие 14 с соединением для подключения инертного газа.
Устройство работает следующим образом:
Горячий шлак снимают с поверхности расплава печи/миксера в шлаковницу 3, расположенную над изложницей 6. Шлаковницу 3 с изложницей 6 помещают в устройство для сжатия горячего шлака (пресс), причем между шлаковницей 3 и изложницей 6 размещено уплотнение 8 и в донной части шлаковницы 3 и/или изложнице 6 имеется по крайней мере одно сквозное отверстие 9 с соединением для подключения вакуума. Головка 1 со штоком 2 прессует шлак, причем головка 1 выполнена полой с двумя или более патрубками 14 для принудительного воздушного охлаждения.
Уплотнение 4 между головкой 1 и шлаковницей 3 усиливает вакуумирование.
Дополнительная крышка 10 (фиг. 3-5), герметично насаженная с уплотнением на штоке 2 с возможностью скольжения крышки 10 вдоль штока 2, при движении головки 1 вниз также движется вниз и герметично облегает по краю шлаковницы 3, а при движении головки 1 вверх дополнительная крышка 10 поднимается вверх. Для сокращения времени движения крышка 10, герметично облегающая по краю шлаковницы 3, может приводиться в движение с помощью пневмо- и/или гидроцилиндров 17 (от 1 до 4 штук), и/или электропривода (фиг. 3-5).
Дренируемый металл собирается в виде слитка в дренажной емкости изложницы 6.
Технический результат достигается не только в устройстве, но и в способе для извлечения цветного металла из горячего шлака, преимущественно алюминия, его сплавов, магниевого, цинкового шлака:
11. Способ для извлечения цветного металла из горячего шлака, преимущественно алюминия, его сплавов, магниевого, цинкового шлака, включает следующие шаги/операции:
(a) снимают шлак в шлаковницу 3 вышеуказанного предлагаемого устройства для извлечения цветного металла из горячего шлака;
(b) собирают цветной металл, который дренирует через по крайней мере одно сквозное отверстие 5 в донной части шлаковницы 3;
(c) механически сжимают шлак посредством приложения силы на шлак между сжимающей головкой 1 и шлаковницей 3, чтобы извлечь цветной металл из шлака, получить эффект миграции цветного металла в направлении к границе поверхности сжатого шлака, эффект образования внешнего слоя цветного металла, капсулирующего внутреннюю оксидную сердцевину шлака между вышеуказанной сжимающей головкой 1 и шлаковницей 3, дренаж порции цветного металла через сквозное/ые отверстие/ия 5 в донной части шлаковницы 3 и предотвращение проникновения кислорода к цветному металлу в шлаке; и
(d) подключают вакуум в донной части шлаковницы 3 и/или изложнице 6, содержащей по крайней мере одно сквозное отверстие 9 с соединением для подключения вакуума, уплотнение 8, размещенное в зазоре между шлаковницей 3 и изложницей 6, при этом шлаковница 3 выполнена в донной части с одним или несколькими сквозными дренажными отверстиями 5; и, одновременно с (c) и (d),
(e) собирают цветной металл, который дренирует через сквозное отверстие 5 в донной части шлаковницы 3;
(f) охлаждают сжатый шлак и цветной металл для отверждения цветного металла; так что термитную реакцию цветного металла и кислорода в шлаке уменьшают посредством комбинации вышеуказанного сжатия шлака, воздействия вакуума и охлаждения металла.
12. Способ по п. 11, где дополнительно теплоизолируют и/или нагревают донную часть шлаковницы 4 с одним или несколькими сквозными дренажными отверстиями 6, в частности резистивным или индукционным нагревателем, с целью предотвращения преждевременного замерзания свободного цветного металла и увеличения дренажа свободного цветного металла.
13. Способ по п. 11 или 12, где глубину вакуума в операции (d) используют в диапазоне от 0,09 МПа до 0,1 кПа. Ограничения диапазона вакуума обусловлены тем, что при вакууме менее 0,09 МПа присутствие вакуума практически не проявляется, а при вакууме более 0,1 кПа не достигается существенного увеличения эффекта.
14. Способ по п. 11 или 12, где глубину вакуума в операции (e) варьируют в пропорциональной зависимости от давления механического сжатия шлака головкой.
15. Способ по п. 11 или 12, где глубину вакуума в операции (d) варьируют в форме импульсов, в частности синусоидальной, прямоугольной, треугольной формы и/или их комбинации.
16. Способ по п. 15, где амплитуду, форму, частоту и скважность импульсов вакуума используют для достижения вибрации шлака между шлаковницей и сжимающей головкой, в т.ч. с частотой, равной или близкой к частоте механического резонанса при вибрации шлака между шлаковницей и сжимающей шлак головкой.
17. Способ по п. 11 или 12, где в операции (c) совершают серию от 2 до 10 последовательных сжатий шлака.
18. Способ по п. 11 или 12, включающий последующие шаги механического разлома сжатого шлака и сепарирования для извлечения дополнительного отвердевшего цветного металла.
19. Способ по п. 11 или 12, включающий операцию сепарирования свободного цветного металла от оксида.
20. Способ по п. 19, где операция сепарирования включает просеивание для получения остатка свободного цветного металла.
21. Способ для извлечения цветного металла из горячего шлака, преимущественно алюминия, его сплавов, магниевого, цинкового шлака, включающий следующие шаги/операции:
(a) снимают шлак в шлаковницу 3 вышеуказанного предлагаемого устройства для извлечения цветного металла из горячего шлака;
(b) собирают цветной металл, который дренирует через по крайней мере одно сквозное отверстие 5 в донной части шлаковницы 3;
(c) механически сжимают шлак посредством приложения силы на шлак между сжимающей головкой 1 и шлаковницей 3, чтобы извлечь цветной металл из шлака, получить эффект миграции цветного металла в направлении к границе поверхности сжатого шлака, эффект образования внешнего слоя цветного металла, капсулирующего внутреннюю оксидную сердцевину шлака между вышеуказанной сжимающей головкой 1 и шлаковницей 3, дренаж порции цветного металла через сквозное/ые отверстие/ия 5 в донной части шлаковницы 3 и предотвращение проникновения кислорода к цветному металлу в шлаке; и
(d) подключают вакуум в донной части шлаковницы 3 и/или изложнице 6, содержащей по крайней мере одно сквозное отверстие 9 с соединением для подключения вакуума, уплотнение 8, размещенное в зазоре между шлаковницей 3 и изложницей 6, при этом шлаковница 3 выполнена в донной части с одним или несколькими сквозными дренажными отверстиями 5; и, одновременно с (c) и (d),
(e) собирают цветной металл, который дренирует через сквозное отверстие в донной части шлаковницы 3;
(f) охлаждают сжатый шлак и свободный цветной металл для отверждения цветного металла;
так что термитную реакцию свободного цветного металла и кислорода в шлаке уменьшают посредством комбинации вышеуказанного сжатия шлака, воздействия вакуума и охлаждения металла;
(g) удаляют сжатый шлак из шлаковницы;
(h) механически разламывают сжатый шлак для формирования компонентов, включая пыль оксидно-солевой части шлака;
(i) сепарируют компоненты шлака, в частности металлические, имеющие крупный средний диаметр от остатков шлака, причем вышеуказанные компоненты крупного среднего диаметра, в основном состоящие из металла, вышеуказанный остаток, состоящий из гранулята металла и пыли оксидно-солевой части шлака;
(j) плавят, главным образом, металлическую часть, имеющую крупный средний диаметр, гранулят остатка шлака для сегрегации расплавленной порции цветного металла из остатка шлака.
22. Способ по п. 21, включающий операцию сепарации остатка шлака посредством сбора пыли оксидно-солевой части шлака.
23. Способ по п. 21, включающий плавление гранулята остатка шлака в печи с боковым колодцем, включающим всасывание гранулята под зеркало расплава посредством действия вихревого водоворота, приводимого в действие МГД или механическим насосом.
В сравнении с прототипом, при всех прочих равных условиях, вакуум и/или вибратор головки и/или шлаковницы, и/или МГД насос способствуют увеличению извлечения металла из шлака. Таким образом, результатом изобретения является увеличение извлечения цветного металла из шлака.
Литература
1. Patent US 201817, October 1878, Rees.
2. Patent US 563769, July 1896, Howard.
3. Patent US 2278135, August 1942, Osborn.
4. Patent US 3198505, August 1965, Amdur et al.
5. Patent US 3517918, June 1970, Cenkner.
6. Patent US 3999980, December 1976, Montagna.
7. Patent US 4003559, January 1977, Kuwano et al.
8. Patent US 4057232, November 1977, Ross et al.
9. Patent US 4527779, July 1985, Roth D.
10. Patent US 4575056, March 1986, Jilliard et al.
11. Patent US 4637591, January 1987, McMahon et al.
12. Patent US 4772320, September 1988, van Linden et al.
13. Patent US 5669957, September 1997, Roth D.
14. Patent US 5788918, August 4, 1998, Bramley.
15. Patent US 5882580, March 16, 1999, Pawnall.
16. Patent US 5906790, May 1999, Bramley.
17. Patent US 5980817, November 9, 1999, Pawnall.
18. Patent US 6063330, May 2000, Bramley.
19. Patent US 5397104, March 1995. Roth D.
20. Patent US 4386956, June 1983, Roth D.
21. Patent US 4565572, January 1986 van Linden at al.
22. Patent US 11135, 1854, O.H. Needham, Breast pump.
23. Patent US 1644257, W. Lasker, Breast pump.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ГОРЯЧЕГО ШЛАКА ЦВЕТНОГО МЕТАЛЛА | 2012 |
|
RU2547387C2 |
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ГОРЯЧЕГО ШЛАКА ЦВЕТНОГО МЕТАЛЛА | 2012 |
|
RU2494157C1 |
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ГОРЯЧЕГО ШЛАКА ЦВЕТНОГО МЕТАЛЛА | 2023 |
|
RU2810016C1 |
| СПОСОБ ПЕРЕРАБОТКИ АЛЮМИНИЕВОГО ШЛАКА | 2001 |
|
RU2179592C2 |
| Установка для съема шлака при выплавке алюминия в индукционной печи | 1990 |
|
SU1788060A1 |
| СПОСОБ ПЕРЕРАБОТКИ ШЛАКОВ, ОБРАЗУЮЩИХСЯ ОТ СЖИГАНИЯ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ | 1996 |
|
RU2110733C1 |
| Устройство для вакуумирования жидкой стали | 1980 |
|
SU943298A1 |
| СПОСОБ И СИСТЕМА ОБРАБОТКИ ШЛАКА | 2016 |
|
RU2719982C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПОВРЕЖДЕННЫХ ТОНКОЛИСТОВЫХ ИЗДЕЛИЙ | 1998 |
|
RU2193939C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЛАЗМОТЕРМИЧЕСКОГО ЦЕНТРОБЕЖНОГО ВОССТАНОВЛЕНИЯ И РАЗДЕЛЕНИЯ ХИМИЧЕСКИХ ВЕЩЕСТВ ИЗ РУДЫ В ГРАВИТАЦИОННОМ ПОЛЕ | 2020 |
|
RU2758609C1 |
Изобретение относится к устройству и способу для извлечения из горячего шлака цветных металлов, например алюминия и его сплавов, магния, цинка. Устройство содержит раму со сжимающей шлак оребренной и полой головкой с патрубками с воздушным охлаждением, изложницу для сбора отжатого из шлака металла, установленную на ней шлаковницу, в донной части которой выполнены одно или несколько сквозных дренажных отверстий, уплотнение, размещенное в зазоре между шлаковницей и изложницей, в донной части шлаковницы и/или изложницы выполнено по крайней мере одно сквозное отверстие с соединением для подключения вакуума. Устройство содержит уплотнение между сжимающей шлак головкой и оребренной шлаковницей, крышку, герметично насаженную на штоке гидроцилиндра с возможностью скольжения вдоль штока и герметично облегающую по краю шлаковницы или герметично насаженную на штоке гидроцилиндра шлакового пресса с возможностью скольжения вдоль штока, в крышке выполнено по крайней мере одно сквозное отверстие с соединением для подключения инертного газа, вибраторы шлаковницы и/или головки или магнитогидродинамические (МГД) насосы для движения металла к дренажным отверстиям в донной части шлаковницы. Обеспечивается увеличение степени извлечения цветного металла из шлака. 7 з.п. ф-лы, 5 ил.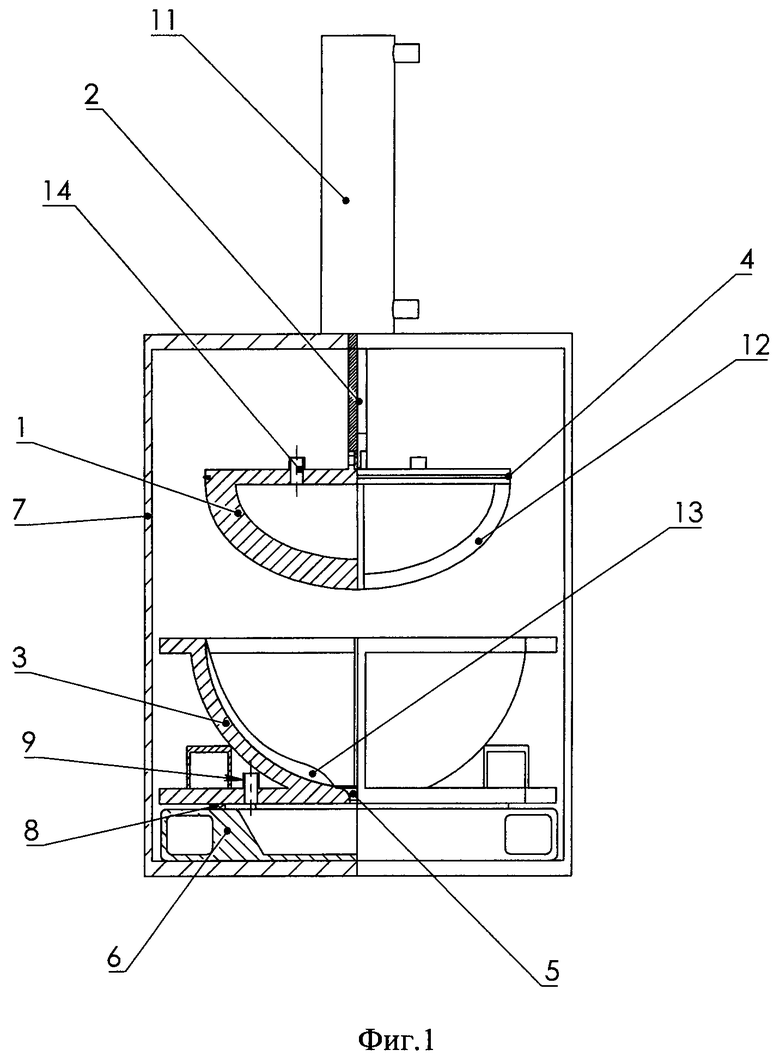
1. Устройство для сжатия горячего шлака цветного металла, содержащее раму со сжимающей шлак оребренной по внешней поверхности головкой, гидравлический цилиндр со штоком, изложницу для сбора отжатого из шлака металла и установленную на ней шлаковницу, выполненную в донной части с одним или несколькими сквозными дренажными отверстиями, отличающееся тем, что оно содержит в донной части шлаковницы по меньшей мере одно сквозное отверстие с соединением для подключения вакуума и уплотнение, размещенное в зазоре между шлаковницей и изложницей.
2. Устройство по п. 1, отличающееся тем, что оно содержит уплотнение между сжимающей шлак головкой и шлаковницей.
3. Устройство по п. 1 или 2, отличающееся тем, что оно содержит крышку, герметично с уплотнением насаженную на шток гидроцилиндра с возможностью скольжения вдоль штока и герметично с уплотнением облегающую по краю шлаковницу.
4. Устройство по п. 1 или 2, отличающееся тем, что оно содержит крышку, герметично с уплотнением насаженную на шток гидроцилиндра и герметично с уплотнением облегающую по краю шлаковницу с возможностью скольжения вдоль штока с помощью пневмо- и/или гидроцилиндров в количестве от 1 до 4 штук, и/или электропривода.
5. Устройство по п. 1 или 2, отличающееся тем, что оно содержит крышку герметично с уплотнением насаженную на шток гидроцилиндра, герметично с уплотнением облегающую по краю шлаковницу с возможностью скольжения вдоль штока с помощью пневмо- и/или гидроцилиндров в количестве от 1 до 4 штук, и/или электропривода, и по крайней мере одно сквозное отверстие в крышке с соединением для подключения инертного газа.
6. Устройство по п. 1 или 2, отличающееся тем, что оно содержит не менее одного вибратора шлаковницы и/или головки.
7. Устройство по п. 1 или 2, отличающееся тем, что оно содержит не менее одного магнитогидродинамического (МГД) насоса для движения металла не менее чем к одному дренажному отверстию в донной части шлаковницы.
8. Устройство по п. 1 или 2, отличающееся тем, что головка выполнена полой с не менее чем двумя патрубками с воздушным охлаждением.
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ГОРЯЧЕГО ШЛАКА ЦВЕТНОГО МЕТАЛЛА | 2012 |
|
RU2494157C1 |
| RU 2012147067 A, 10.05.2014 | |||
| СПОСОБ ИЗВЛЕЧЕНИЯ МЕТАЛЛА ИЗ ШЛАКОВ | 1999 |
|
RU2159295C1 |
| US 6063330 A, 16.05.2000 | |||
| US 5882580 A, 16.03.1999 | |||
| US 6228319 B1, 08.05.2001. | |||

