Изобретение относится к области рециклинга цветных металлов, преимущественно алюминия, его сплавов, магния, цинка из горячего шлака, снимаемого из плавильных печей, миксеров, и других тепловых агрегатов.
Известны устройства для сжатия горячего шлака цветного металла, преимущественно алюминиевого, его сплавов, магниевого, цинкового шлака, включающие раму со сжимающей шлак головкой с оребренными или неоребренными поверхностями и шлаковницу, не немеющую, или имеющую оребрение поверхностей, а также имеющую в донной части одно или несколько сквозных дренажных отверстий [1-20].
Известно устройство для сжатия горячего шлака цветного металла, преимущественно алюминиевого, его сплавов, магниевого, цинкового шлака, включающее раму со сжимающей шлак оребренной по внешней поверхности головкой полусферической или удлиненной полусферической формы; шлаковницу, имеющую в донной части одно или несколько сквозных дренажных отверстий, причем шлаковница ставится сверху на изложницу, в которую собирается отжатый из шлака металл [21].
Полусферическая или удлиненная полусферическая головка пресса сопрягается с шлаковпицей, причем, при сжатии шлака образуются внешние слои металла, кристаллизующиеся у поверхностей головки и шлаковницы, и внутренний слой из оксида металла, который находится между слоями металла [21].
Оребрение головки пресса и шлаковницы обеспечивают более высокое удельное давление на шлак и «прорезание» шлака с образованием канавок, которые облегчают разламывание и доизвлечение металла в дальнейшем из остывшего спрессованного шлака («жмыха») [21].
Головка является полой и имеет принудительное воздушное или жидкостное охлаждение, которое ускоряет время цикла охлаждения шлака и уменьшает потери от окисления металла [21].
Недостатком вышеуказанных устройств является то, что количество металла выжатого из горячего шлака, так называемое внутрицеховое извлечение металла, как правило, составляет относительно меньшую величину (от 3 до 20%), чем количество металла, остающееся в шлаке после его застывания (от 40 до 55%). Дальнейшее доизвлечение металла из остывшего шлака, как правило, сопровождается его дополнительной механической и/или термической обработкой (плавлением), что приводит к дополнительным потерям металла.
Задачей изобретения является увеличение извлечения цветного металла из шлака в совокупности с капсулировапием оксидов внутри металлизированной внешней поверхности шлака, нарезкой канавок на поверхности шлака для облегчения разламывания охлажденного шлака жмыха при последующей переработке.
Технический результат достигается в устройстве для сжатия горячего шлака цветного металла, которое включает раму со сжимающей шлак головкой, изложницу для сбора отжатого из шлака металла и установленную на ней шлаковницу, патрубок для подключения вакуума к изложнице через сквозное отверстие, выполненное в боковой стенке изложницы, и уплотнение, размещенное в зазоре между шлаковницей и изложницей, при этом сжимающая шлак головка выполнена оребренной по внешней поверхности, а шлаковнина выполнена в донной части с одним или несколькими сквозными дренажными отверстиями и/или открытыми порами.
Устройство может содержать уплотнение между сжимающей шлак головкой и шлаковницей. Шлаковница может быть выполнена с одним или несколькими ребрами на внутренней поверхности, обращенной к шлаку. Головка может быть выполнена полой с двумя или более патрубками с воздушным охлаждением. Устройство может содержать вибратор шлаковницы и/или головки, а также один или несколько магнито-гидродинамических (МГД) насосов для движения металла к одному или нескольким дренажным отверстиям и/или открытым порам в донной части шлаковницы.
Вакуум способствует выходу жидкого металла из пор горячего шлака и дренированию через сквозные отверстия в донной части шлаковницы, т.е. увеличивает извлечение металла из горячего шлака. Вакуум также способствует течению жидкого металла в слое вблизи домной поверхности шлаковницы, ускоряет тепло-массоперснос, охлаждение металла в шлаке, уменьшает окисление металла, способствует увеличению извлечения металла из шлака.
Полусферическая или удлиненная полусферическая головка пресса сопрягается с шлаковницей, причем, при сжатии шлака образуются внешние слои металла, кристаллизующиеся в первую очередь у поверхностей головки и шлаковницы, и внутренний слой из оксида металла, который капсулируется между слоями металла.
Сжимающая горячий шлак головка из стали отбирает тепловую энергию из шлака за счет эффектов теплопроводности и теплоемкости, уменьшает доступ кислорода воздуха к горячему металлу в шлаке, уменьшает его окисление и возможные термитные реакции.
Оребрение головки пресса и шлаковницы обеспечивает увеличение площади соприкосновения со шлаком, увеличивает теплопередачу энергии от шлака к головке, шлаковнице, тем самым способствуя скорейшему охлаждению шлака и уменьшению окисления металла в шлаке.
Оребрение головки пресса и шлаковницы обеспечивает высокое удельное давление на шлак и «прорезание» шлака с образованием канавок, которые облегчают разламывание и доизвлечение металла в дальнейшем из остывшего спрессованного шлака («жмыха»).
При сжатии горячего шлака, как правило, с высоким содержанием металла более 50%, мелкие частицы металла коагулируются в более крупные части и образуется металлизация и уплотнение внешних поверхностей шлака. При этом происходит естественное уплотнение зазора между сжимающей головкой и шаковнипей, и вакуум через сквозное отверстие в изложнице и дренажное отверстие в донной части шлаковницы, при наличии уплотнения между изложницей и шлаковницей, способствует усилению дренажа жидкого металла из горячего шлака. Однако, в случае малого содержания металла в шлаке, менее 50%, металлизация и уплотнение внешних поверхностей шлака может быть недостаточно эффективным. В таком случае применяется дополнительное уплотнение между сжимающей шлак головкой и шлаковницей.
Головка является полой с воздушным охлаждением, которое ускоряет время цикла охлаждения шлака и уменьшает потери от окисления металла. Стенки изложницы предпочтительно выполнены из легированной стали или чугуна.
Сущность изобретения поясняется на следующих фигурах:
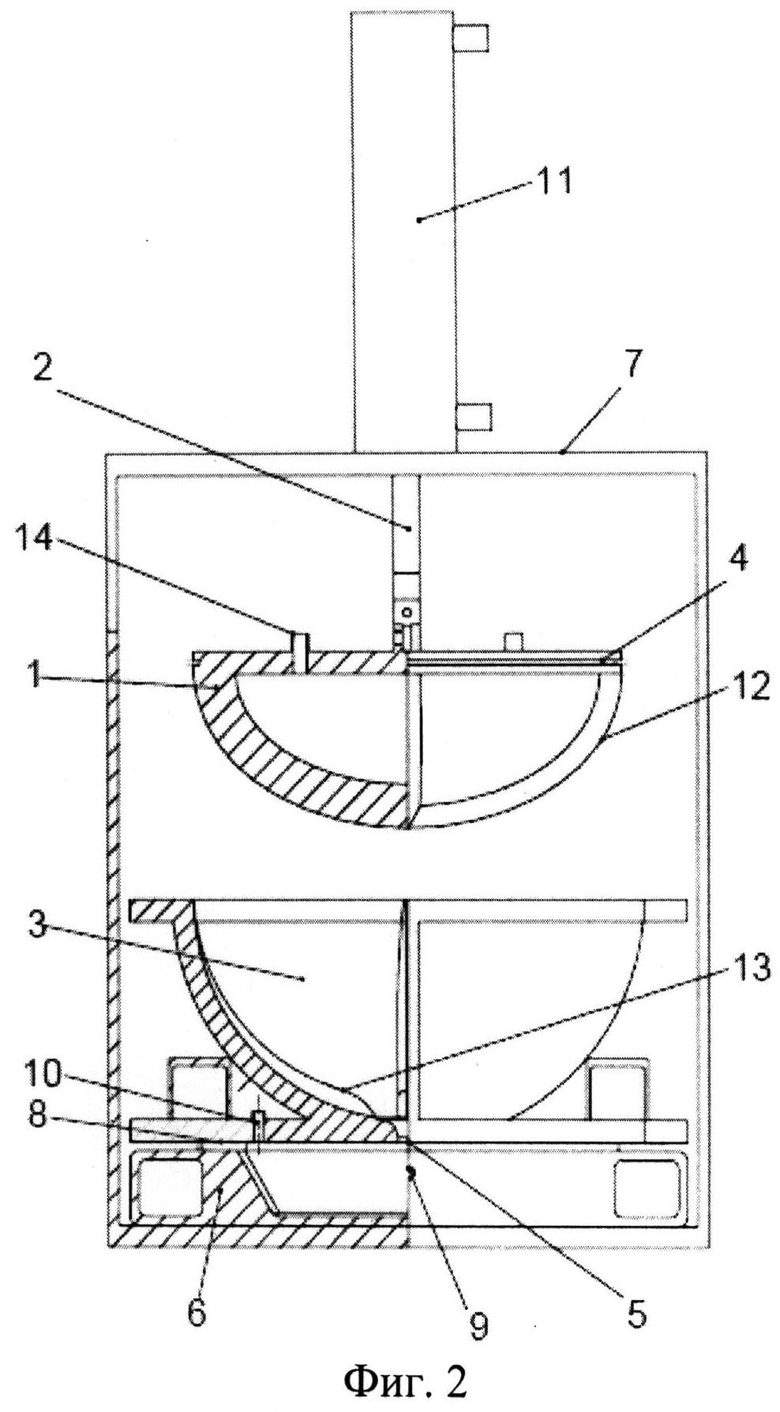
Фиг.1 - Общий вид устройства для сжатия горячего шлака цветного металла.
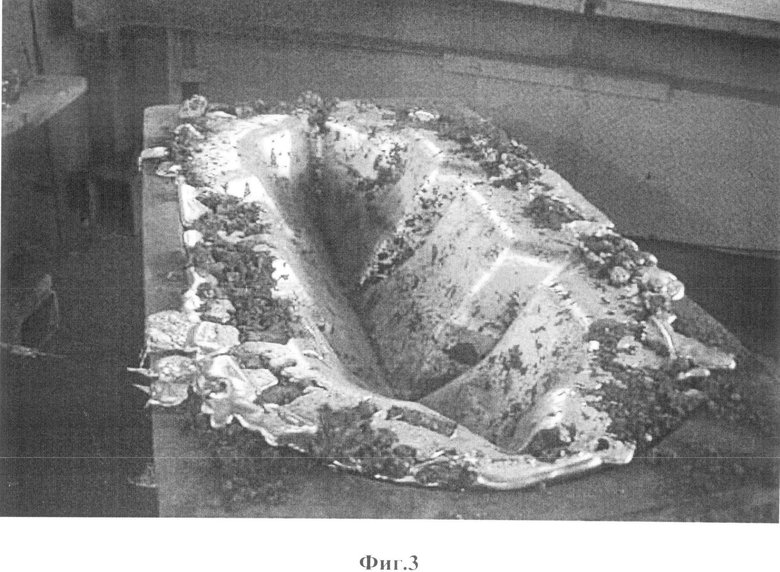
Фиг.2 - Вид с частичным разрезом устройства для сжатия горячего шлака цветного металла.
Фиг.3 - Вид сжатого горячего шлака цветного металла.
Головка 1 со штоком 2 для прессования горячего шлака, снятого с поверхности расплава печи/миксера и загруженного в шлаковнину 3, имеет уплотнение 4 между головкой 1 и шлаковницей 3. Шлаковница 3 имеет в донной части сквозное отверстие 5 для дренажа отжатого металла в нижнюю изложницу 6. Дренируемый металл собирается в виде слитка в дренажной емкости изложницы 6. Между шлаковницей 3 и изложницей 6 имеется уплотнение Вив стенке шлаковницы 6 имеется сквозное отверстие с патрубком и соединением 9 для подключения вакуума. Устройство включает раму 7 и силовой привод 11, движущий головку 1. Головка 1 не имеет или имеет оребрение 12. Шлаковница 3 не имеет или имеет оребрение 13. Головка 1 не имеет или имеет сквозные патрубки 14 для принудительного воздушного охлаждения головки 1.
В сравнении с прототипом, при всех прочих равных условиях, вакуум и/или вибратор головки и/или шлаковницы, и/или МГД насос способствуют увеличению извлечения металла из шлака.
Па Фиг.3 показан пример «жмыха» после сжатия горячего шлака, как правило, с высоким содержанием металла более 50%, когда мелкие частицы металла коагулируются в более крупные части и образуется металлизация и уплотнение внешних поверхностей шлака. При этом происходит естественное уплотнение зазора между сжимающей головкой и шаковницей, что способствует эффективности применения вакуума через сквозное отверстие в изложнице и дренажное отверстие в донной части шлаковницы, при наличии уплотнения между изложницей и шлаковницей, и способствует усилению дренажа жидкого металла из горячего шлака.
Таким образом, результатом изобретения является увеличение извлечения цветного металла из шлака в совокупности с капсулированием оксидов внутри металлизированной поверхности шлака, нарезкой канавок на поверхности шлака для облегчения разламывания охлажденного шлака при последующей переработке.
Литература
1. Patent US 201817, October 1878, Rees.
2. Patent US 563769, July 1896, Howard.
3. Patent US 2278135, August 1942, Osborn.
4. Patent US 3198505, August 1965, Amdur et al.
5. Patent US 3517918, June 1970, Cenkner.
6. Patent US 3999980, December 1976, Montagna.
7. Patent US 4003559, January 1977, Kuwano et al.
8. Patent US 4057232, November 1977, Ross et al.
9. Patent US 4386956, June 1983, Roth D.
10. Patent US 4527779, July 1985, Roth D.
11. Patent US 4565572, January 1986 van Linden at al.
12. Patent US 4575056, March 1986, Jilliard et al.
13. Patent US 4637591, January 1987, McMahon et al.
14. Patent US 4772320, September 1988, van Linden et al.
15. Patent US 5788918, August 4, 1998, Bramley.
16. Patent US 5882580, March 16, 1999, Pawnall.
17. Patent US 5906790, May 1999, Bramley.
18. Patent US 5980817, November 9, 1999, Pawnall.
19. Patent US 6063330, May 2000, Bramley.
20. Patent US 5669657, September 1997, Roth D
21. Patent US 5397104, March 1995. Roth D.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ГОРЯЧЕГО ШЛАКА ЦВЕТНОГО МЕТАЛЛА | 2012 |
|
RU2547387C2 |
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ГОРЯЧЕГО ШЛАКА ЦВЕТНОГО МЕТАЛЛА | 2014 |
|
RU2578861C2 |
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ГОРЯЧЕГО ШЛАКА ЦВЕТНОГО МЕТАЛЛА | 2023 |
|
RU2810016C1 |
| Вагон-термос | 1990 |
|
SU1713932A1 |
| СПОСОБ ПЕРЕРАБОТКИ АЛЮМИНИЕВОГО ШЛАКА | 2001 |
|
RU2179592C2 |
| Способ ремонта изложницы | 1983 |
|
SU1096019A1 |
| УМЕНЬШЕНИЕ ВЫБРОСОВ ПЫЛИ ВО ВРЕМЯ РАЗЛИВКИ МЕТАЛЛА | 2012 |
|
RU2603397C2 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2011 |
|
RU2500907C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ЗОЛОТОСЕРЕБРЯНЫХ СПЛАВОВ ПУТЕМ ВАКУУМНОЙ ДИСТИЛЛЯЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2609581C2 |
Изобретение относится к области рециклинга цветных металлов (например, алюминия и его сплавов, магния, цинка). Устройство включает раму со сжимающей шлак головкой, изложницу для сбора отжатого из шлака металла, установленную на ней шлаковницу, патрубок для подключения вакуума к изложнице через сквозное отверстие, выполненное в боковой стенке изложницы, и уплотнение, размещенное в зазоре между шлаковницей и изложницей. Причем сжимающая шлак головка выполнена оребренной по внешней поверхности, а шлаковница выполнена в донной части с одним или несколькими сквозными дренажными отверстиями и/или открытыми порами. Между сжимающей шлак головкой и шлаковницей может быть размещено уплотнение. Шлаковница может быть выполнена с одним или несколькими ребрами на внутренней поверхности, обращенной к шлаку. Головка может быть выполнена полой с двумя или более патрубками с воздушным охлаждением. Шлаковница и/или головка могут быть снабжены вибратором. Устройство может содержать один или несколько магнитогидродинамических (МГД) насосов для движения металла к одному или нескольким дренажным отверстиям и/или открытым порам в донной части шлаковницы. Изобретение увеличивает извлечение цветного металла из шлака. 5 з.п. ф-лы, 3 ил.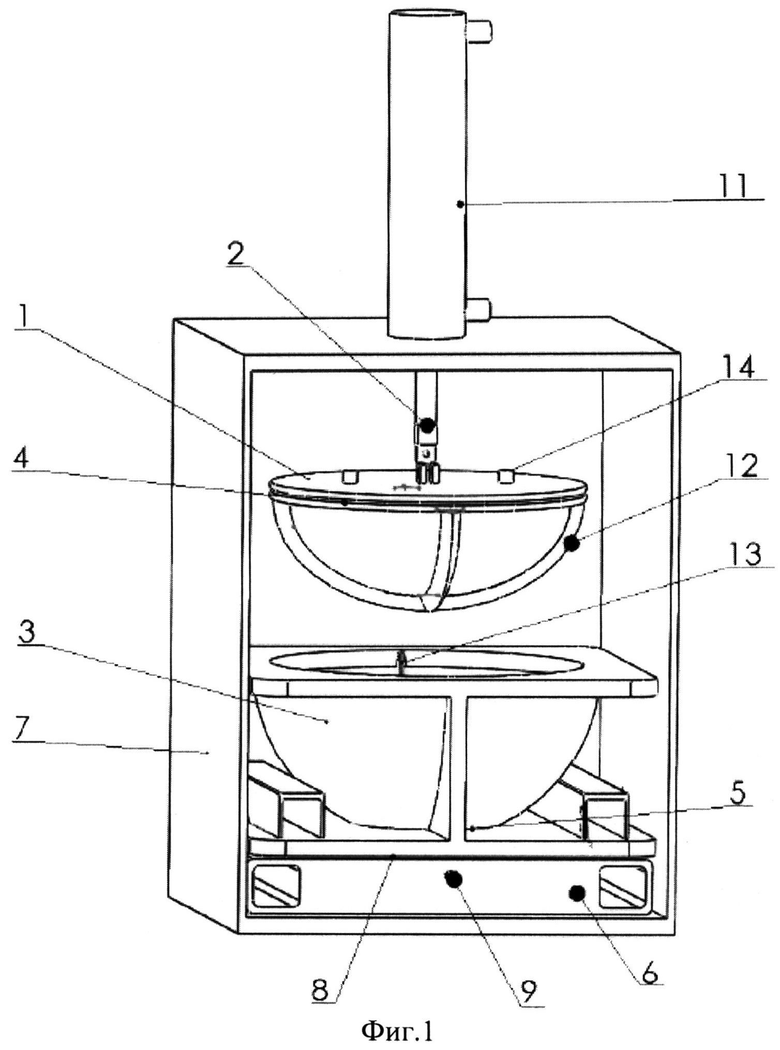
1. Устройство для сжатия горячего шлака цветного металла, включающее раму со сжимающей шлак головкой, изложницу для сбора отжатого из шлака металла и установленную на ней шлаковницу, отличающееся тем, что оно содержит патрубок для подключения вакуума к изложнице через сквозное отверстие, выполненное в боковой стенке изложницы, уплотнение, размещенное в зазоре между шлаковницей и изложницей, при этом сжимающая шлак головка выполнена оребренной по внешней поверхности, а шлаковница выполнена в донной части с одним или несколькими сквозными дренажными отверстиями и/или открытыми порами.
2. Устройство по п.1, отличающееся тем, что оно содержит уплотнение между сжимающей шлак головкой и шлаковницей.
3. Устройство по п.1 или 2, отличающееся тем, что шлаковница выполнена с одним или несколькими ребрами на внутренней поверхности, обращенной к шлаку.
4. Устройство по п.1 или 2, отличающееся тем, что головка выполнена полой с двумя или более патрубками с воздушным охлаждением.
5. Устройство по п.1 или 2, отличающееся тем, что оно содержит вибратор шлаковницы и/или головки.
6. Устройство по п.1 или 2, отличающееся тем, что оно содержит один или несколько магнитогидродинамических (МГД) насосов для движения металла к одному или нескольким дренажным отверстиям и/или открытым порам в донной части шлаковницы.
| US 6063330 A, 16.05.2000 | |||
| Комплексный потенциометр | 1949 |
|
SU81795A1 |
| US 5882580 A, 16.03.1999 | |||
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МЕТАЛЛА ИЗ ШЛАКОВ | 1999 |
|
RU2159295C1 |
| СОКОЛОВ В.А | |||
| и др | |||
| Металлургия вторичных легких металлов: Рециклинг алюминия | |||
| - М.: МГОУ, 2011 ч.1, с.108-110. | |||

