Изобретение относится к электроэнергетическим устройствам и может быть использовано для передачи электрической энергии посредством кабелей, проводов, жгутов различных конструкций в герметичных системах с обеспечением огнестойкости, сейсмостойкости и радиационной защиты, например, в атомных энергетических установках, химических реакторах, испытательных стендах и других аналогичных объектах и строительных сооружениях.
Гермовводы предназначены для прохода в герметичные помещения (оболочка или контайнмент) атомных станций силовых, контрольных, включая с экранированными жилами и общим экраном, и специальных кабелей (оптоволоконных, коаксиальных, витая пара, термопарные) с сохранением герметичности помещений, обеспечения биологической защиты окружающей среды и сохранением работоспособности после аварийных режимов.
Известен способ изготовления высоковольтного проходного изолятора, выполненного в форме колонны (патент RU 2285968, H01B 19/00, 17/26).
Однако данное изобретение в основном служит для пропускания находящегося под высоким напряжением проводника через заземленную стенку корпуса трансформатора.
Известен способ герметичного ввода электрических проводников через защитную оболочку атомных станций, при котором в металлическом корпусе, по обе стороны от него, закреплены фланцы и внутри которого располагаются элементы биологической защиты с отверстиями по числу проводников, при этом на фланцах установлены изоляционные проходные модули (изоляторы) с металлической арматурой, размещенные по торцам корпуса и герметично соединенные с фланцами (а.с. СССР №1105065, H01B 17/26, 1980 г.).
Недостатком этого способа является отсутствие:
- надежной биологической защиты и постоянного контроля герметичности внутрикорпусного пространства гермоввода, отсутствие решения по защите модулей гермовводов от пожара и замене отдельных модулей. В результате не обеспечивается надежная и долговечная работа гермоввода электрических проводников;
- технологии изготовления вводов контрольных кабелей, включая специальные кабели.
Наиболее близким по технической сущности к данному предложенному способу относится способ герметичного ввода электрических проводников через защитную оболочку, включающий изготовление полого металлического корпуса с закреплением на его торцах фланцев с отверстиями, при этом внутри корпуса располагают элементы радиационной защиты с каналами из электроизоляционных трубок по числу проводников, а в отверстиях фланцев закрепляют выступающие снаружи и изнутри корпуса изоляционные проходные модули с металлической арматурой в виде колпачка и втулки, при этом во фланцах корпуса готовят посадочные места для проходных модулей, причем изоляционные проходные модули выполняют фигурными из керамических материалов с гладкой наружной цилиндрической поверхностью в месте посадки в отверстия фланцев и гладкой наружной утолщенной поверхностью в месте контакта с электроизоляционной трубкой, а с проводниками модули соединяются посредством концевых колпачков, при этом все проводники внутри корпуса соединены посредством гибких тоководов, концы которых соединяют с концами проводников с помощью обжимных гильз, кроме того внутри электроизоляционных трубок размещают дополнительный элемент радиационной защиты, а выступающие за торцы корпуса части модулей закрывают защитным кожухом, который крепится к концам корпуса снаружи и изнутри защитной оболочки, причем внутреннее свободное пространство корпуса заполняют газом под избыточным давлением и соединяют через кран-манометр с блоком автоматического контроля давления (патент RU №2322717, H01B 17/26).
Недостатками и этого способа являются недостаточно высокие точность, качество, стабильность и надежность изготовления гермоввода, отсутствие надежной биологической защиты и постоянного контроля герметичности внутрикорпусного пространства гермоввода, отсутствие решения по защите модулей гермовводов от сейсмического воздействия, пожара и замене отдельных модулей. В результате не обеспечивается надежная и долговечная работа электрических проводников гермоввода. Недостаточно широкая и номенклатура вводимых в герметичные помещения проводников.
Задача, на решение которой направлено настоящее изобретение, является достижение высокой точности, качества, стабильности и надежности изготовления гермоввода, а значит - повышение надежности работы электрических проводников, в т.ч. оптоволоконных и других проводников, повышение радиационной (биологической) защиты, сейсмостойкости и огнестойкости, увеличение срока службы гермоввода.
При осуществлении изобретения могут быть получены следующие технические результаты:
- обеспечение стабильности и качества электромеханических характеристик при сейсмических, термических и др. аварийных воздействиях и токах короткого замыкания;
- обеспечение постоянного контроля герметичности в процессе эксплуатации гермоввода.
Указанные задача и технические результаты достигаются тем, что способ герметичного ввода электрических проводников через защитную оболочку, включающий изготовление полого металлического корпуса с закреплением на его торцах фланцев с отверстиями, при этом внутри корпуса располагают элементы радиационной защиты с каналами из электроизоляционных трубок по числу проводников или жгутов, а в отверстиях фланцев закрепляют выступающие снаружи и изнутри корпуса изоляционные проходные модули с металлической арматурой в виде колпачка и втулки, при этом во фланцах корпуса готовят посадочные места для проходных модулей, причем с проводниками модули соединяют посредством концевых колпачков, при этом все проводники на напряжение 10 кВ и напряжением 1 кВ на ток 200 А и выше внутри корпуса между концами модулей соединены посредством гибкого токовода, концы которого соединяют с концами проводников с помощью обжимных гильз, кроме того, внутри электроизоляционных трубок размещают дополнительный элемент радиационной защиты в виде опорной свинцовой втулки, а выступающие за торцы корпуса части модулей закрывают защитным кожухом, который крепят к концам корпуса снаружи и изнутри защитной оболочки, причем внутреннее свободное пространство корпуса заполняют газом под избыточным давлением и соединяют через кран-манометр с блоком автоматического контроля давления, отличается тем, что перед сборкой гермоввода проводят объемное, трехмерное моделирование деталей, узлов и всей конструкции гермоввода в соответствии с установленными требованиями к геометрии и качеству используемых материалов, а в начале сборки соединяют керамические изоляционные модули с металлической арматурой посредством спекания с использованием припоя из серебра Ср999,9, при этом изоляционные модули и арматуру подвергают высокотемпературному нагреву и последующему ступенчатому охлаждению в нейтральной среде при температуре от 1500 до 60°C в течение 3-5-ти часов до полного прохождения релаксационных процессов в месте соединения и в объеме керамики, после чего производят соединение проводников и осуществляют контроль качества соединения изоляционных модулей посредством гелиевого течеискателя, после этого во внутреннее свободное пространство корпуса вокруг проводников и вокруг электроизоляционной трубки устанавливают свинцовые диски заданной толщины и/или набивают пластичной гранульной биозащитой, при этом используют эффект самоориентации и самосборки, затем с помощью механического соединения к корпусу гермоввода прикрепляют защитный кожух.
Для повышения эффективности биологической защиты и повышения технологичности сборки внутреннее свободное пространство корпуса вокруг проводников и вокруг электроизоляционной трубки заполняют переуплотняемой керамической массой с формированием биозащиты из керамического изоляционного материала на основе смеси оксида магния и нанопорошка нитрида бора или карбида бора в количестве 0,01-3,0% от массы биозащиты, с высокими электроизоляционными свойствами при повышенных температурах, при этом используют эффект самоориентации и самосборки.
Для достижения повышенной стабильности прочностных свойств керамических материалов изоляционных модулей при повышенной температуре и облучении используют керамику из спресованного и спеченого порошока оксида алюминия со стабилизирующими нанодобавками оксидов титана, щелочных и редкоземельных металлов.
Для более эффективной передачи информации жгутопроводники сигналов АСУ ТП подходящие к корпусу гермоввода и внутри корпуса, выполняют из оптиковолоконных материалов с изоляцией из высокотемпературной органики или применяют керамическую изоляцию в металлической оболочке.
Для соединения монолитных проводников на напряжение 10 кВ и 1 кВ на ток 200 А и выше применяют пайку с дальнейшей опрессовкой с использованием высокочастотной установки для равномерного нагрева проводников.
Вводы включают в себя:
- электрические герметичные изоляционные элементы (керамические модули однопроходные, керамические модули многопроходные), обеспечивающие прохождение токоведущих проводников внутри корпуса ввода;
- элементы, обеспечивающие герметичность и газонепроницаемость ввода в нормальных и аварийных условиях эксплуатации; постоянно подключенные устройства, контролирующие давление газа внутри корпуса ввода.
Конструкция контрольного ввода отличается от силового ввода (ток более 10 ампер) тем, что проводники внутри ввода собираются в отдельные группы (жгуты) и пропускаются через отверстия радиационной защиты. Радиационная защита выполнена в виде двух металлических свинцовых дисков, закрепленных внутри корпуса ввода и сдвинутых на определенный угол относительно друг друга от прямого радиационного прострела. Гибкий отрезок провода при этом отсутствует.
Снаружи ввода проводники также собираются в отдельные жгуты, по количеству проводников подсоединяемых кабелей, и через специальные герметичные уплотнения, закрепляемые на защитном кожухе, выводятся для соединения с кабелями.
Керамические модули, расположенные на фланце могут быть как однопроходными, так и группироваться в одном модуле по количеству жил подводящего кабеля. При необходимости, предусмотрено экранирование как отдельных проводников, так и групп проводников.
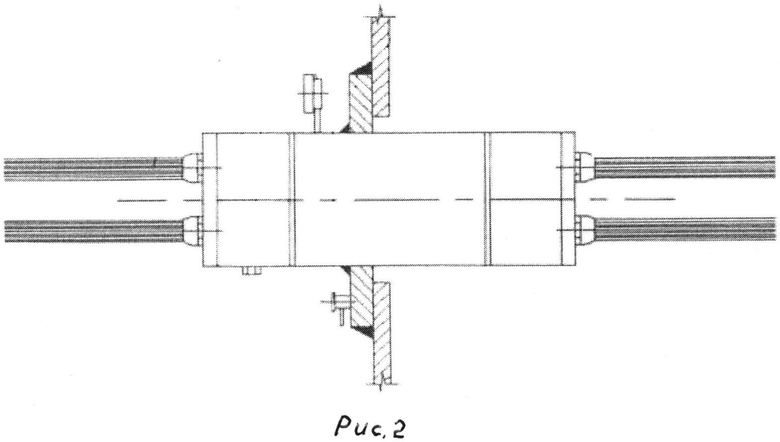
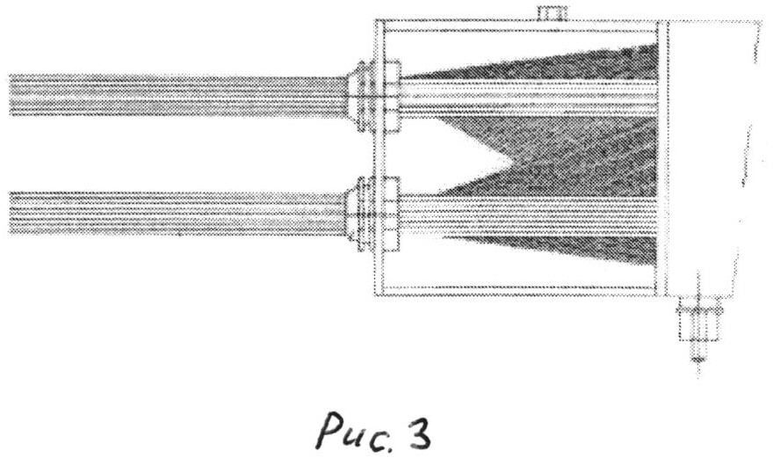
Сущность изобретения поясняется чертежом, где на Рис.1 представлен общий вид гермоввода, на Рис.2 представлено крепление гермоввода к защитной оболочке, а на Рис.3 - один из вариантов гермоввода.
Гермоввод выполнен из корпуса 1, внутри которого размещена биологическая защита 2 из свинцовой дроби (гранул), ограниченная фланцами 3, внутри корпуса располагается керамическая трубка 4 с биологической защитой из свинца 5 и стопорными кольцами 6, внутреннего гибкого токовода 7, проводника 8, связанного одним концом с тоководом 7 посредством гильзы 9, а другим концом с проходными модулями (изоляторами) 10, проходящими через фланец 11. С торцов, к корпусу гермоввода прикрепляется защитный кожух 12, в частности защищающий свободные концы проходных модулей 10. Кроме того, к корпусу крепится кран-манометр 13 с блоком автоматического контроля давления 14.
Изобретение осуществляется следующим образом.
Перед сборкой проводят объемное, трехмерное моделирование (компьютерная CAD-модель) деталей, узлов и всей конструкции гермоввода в соответствии с установленными требованиями к геометрии и качеству используемых материалов. При необходимости может быть выполнено 3D-прототипирование. Это позволит проанализировать модели на наличие ошибок, внести коррективы и изменения, а также будет способствовать гибкости производства, снижению себестоимости и сроков изготовления, быстрому выходу на рынок новой продукции, интеграции компьютерных технологий и систем САПР.
Сборку гермоввода осуществляют в заводских условиях с применением специальных приборов и приспособлений, предназначенных для центровки и жесткой фиксации элементов корпуса.
Весь технологический процесс делится на следующие операции.
1. Предварительные операции
Он включают в себя токарные, фрезерные, сверлильные и сварочные работы, плазменную и иную резку металла со строгим соблюдением заданных геометрических размеров изготавливаемых деталей корпуса, трубных и других элементов, а также включает в себя литье в индукционной печи свинцовых заготовок в виде дисков и гранул.
Разделку тоководов под пайку осуществляют на специальном разделочном столе со строгим контролем длины тоководов.
Все операции производятся в соответствии с ранее выбранной компьютерной моделью.
2. Сборка и монтаж
Сборка корпуса гермоввода осуществляется с использованием нестандартного манипулятора и других приспособлений.
При этом первоначально производится сборка токовода, состоящего из одного гибкого провода (для вводов на напряжение 10 кВ и напряжением 1 кВ на ток 200 А и выше), двух свинцовых колец, двух гильз и двух стержней, в специальном приспособлении. Соединение тоководов осуществляется посредством пайки с использованием высокочастотных нагревателей и применением флюса и последующей опрессовки. После соединения замеряют проходное сопротивление соединения.
Сборку фланцевого и керамического модулей под пайку (или сварку) также осуществляют с применением специального приспособления и строгим контролем соосности, с совмещением кромок при визуальным контроле качества соединения. Кроме того, проводят контроль герметичности шва, например, гелиевым течеискателем или сжатым воздухом под давлением не ниже 0,7 МПа.
При этом пайку керамических частей модулей, изготовленных из диоксида алюминия со стабилизирующими нанодобавками оксидов титана или щелочных и редкоземельных металлов, с металлической арматурой (втулкой) проводят с применением припоя из серебра Ср999,9 и использованием специальной гибкой монтажной удлиненной трубчатой иглы. После соединения модулей с арматурой последние подвергаются высокотемпературному нагреву до 1500°C и последующему ступенчатому охлаждению до 60°C для снятия релаксационных напряжений в месте соединения и в объеме керамики.
При сборке керамической трубки труба керамической трубки устанавливается в вертикальном положении и закрепляется в специальном приспособлении, затем концы трубы переворачиваются на 180 град.
Далее в полость между трубой корпуса и трубой керамической трубки устанавливают свинцовые диски определенной толщины или засыпают биологическую защиту в виде свинцовой дроби (гранул) и уплотняют. При этом используют эффект самоориентации и самосборки, что достигается за счет соотношения диаметра гранул, соответствующего «золотому сечению» Фибоначчи (см. патент RU №2434962 C22C 1/05).
То же достигается и в случае, когда свободное пространство корпуса вокруг проводников и вокруг электроизоляционной керамической трубки заполняют керамической массой в виде мелких гранул с формированием биозащиты из керамического изоляционного материала на основе смеси оксида магния и нанопорошка нитрида бора в количестве от 0,01 до 3,0% от массы биозащиты. Данная масса обладает повышенными электроизоляционными свойствами при повышенных температурах.
После установки свинцовых дисков и/или засыпки биологической защиты приваривают заглушки биозащиты, при этом корпус ввода переустанавливают на 180 град., с использованием специального приспособления и манипулятора. Соединение колпачка проходного изолятора с токоведущим стержнем (тоководом) осуществляют посредством пайки с их предварительной подготовкой и с последующим контролем на герметичность.
Соединение манометра с корпусом через переходник, а также сварку корпуса ввода с оболочкой токоведущего модуля осуществляют посредством аргонно-дуговой и/или лазерной сварки, соединения которых также проверяют на герметичность, при этом корпус гермоввода располагают на нестандартном манипуляторе.
После сборки корпус гермоввода через штуцер заполняют газом под избыточным давлением до 2 ати, например сухим азотом или элегазом (SFe), после чего штуцер соединяют через кран-манометр с блоком контроля герметичности ввода в процессе эксплуатации.
Для контроля герметичности гермоввода используют блок автоматического контроля давления 14, в состав которого входят, например, электрический датчик давления и кран-манометр.
Собранный гермоввод подвергают контролю геометрических и габаритных размеров в соответствии с компьютерной CAD-моделью.
Выступающие за корпус 1 части модулей 10 закрывают защитным кожухом 12, который крепят к концам корпуса снаружи и изнутри защитной оболочки, например, АЭС.
Гермоввод крепят к защитной оболочке с помощью сварки или болтового соединения (Рис.2).
К преимуществам работы предложенного гермоввода относятся следующие (см. Табл.).
За счет заполнения внутренней полости корпуса газом и постоянного контроля избыточного давления и герметичности корпуса повышается надежность работы гермоввода и его долговечность, т.к. используемый газ под избыточным давлением уменьшает старение изоляции электрических проводников, проходящих внутри корпуса.
Высокотемпературная пайка керамических проходных модулей с металлической арматурой и арматуры с проводниками позволяет повысить надежность работы гермоввода при сейсмических воздействиях и токах короткого замыкания, при этом электромеханические характеристики гермоввода повышаются или остаются на высоком уровне. Механическая, электродинамическая и термическая стойкость к токам короткого замыкания повышается за счет использования гибкого отрезка проводников внутри корпуса. Термическое воздействие (например, в результате пожара) на элементы гермоввода в процессе эксплуатации снижается за счет гранульной самоуплотняющейся биологической защиты и наличия огнестойких защитных материалов модулей (арматуры, керамики и проводников) Выполнение проходных модулей из вакуумплотных керамических материалов со стабилизирующими добавками позволяет повысить разрядные, термические и механические характеристики гермоввода при высокой влажности окружающей атмосферы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕРМЕТИЧНЫЙ ВВОД ЭЛЕКТРИЧЕСКИХ ПРОВОДНИКОВ ЧЕРЕЗ ЗАЩИТНУЮ ОБОЛОЧКУ | 2006 |
|
RU2322717C1 |
| Ввод герметичный силовых электрических проводников через защитную оболочку | 2017 |
|
RU2685542C2 |
| БЛОЧНЫЙ ГЕРМЕТИЧНЫЙ ВВОД ЭЛЕКТРИЧЕСКИХ ПРОВОДНИКОВ ЧЕРЕЗ ЗАЩИТНУЮ ОБОЛОЧКУ | 2014 |
|
RU2572824C2 |
| ГЕРМЕТИЧНЫЙ ВВОД | 1991 |
|
RU2022383C1 |
| Герметичный ввод | 1985 |
|
SU1373220A1 |
| Герметичный кабельный ввод сквозь контейнмент атомной электростанции | 2022 |
|
RU2792227C1 |
| УДЛИНЕННЫЙ ЭЛЕМЕНТ И ЕГО ПРИМЕНЕНИЕ | 2007 |
|
RU2428760C2 |
| Многоконтактный герметичный переход | 2018 |
|
RU2687287C1 |
| ПЕРЕХОД ВЫСОКОВОЛЬТНЫЙ | 2011 |
|
RU2457564C1 |
| ЗАЩИТНОЕ УСТРОЙСТВО | 1994 |
|
RU2079912C1 |
Изобретение относится к электроэнергетическим устройствам и может быть использовано для передачи электрической энергии посредством кабелей, проводов, жгутов различных конструкций в герметичных системах. В способе герметичного ввода электрических проводников через защитную оболочку перед сборкой гермоввода проводят объемное, трехмерное моделирование деталей, узлов и всей конструкции гермоввода в соответствии с установленными требованиями к геометрии и качеству используемых материалов, а в начале сборки соединяют керамические изоляционные модули с металлической арматурой посредством спекания с использованием припоя из серебра Ср999,9, при этом изоляционные модули и арматура подвергаются высокотемпературному нагреву и последующему ступенчатому охлаждению в нейтральной среде до полного прохождения релаксационных процессов в месте соединения и в объеме керамики. При осуществлении изобретения достигается высокая стабильность и качество электромеханических характеристик при сейсмических, термических и др. аварийных воздействиях и токах короткого замыкания, обеспечивается постоянный контроль герметичности в процессе эксплуатации гермоввода. 7 з.п. ф-лы, 1 табл., 3 ил.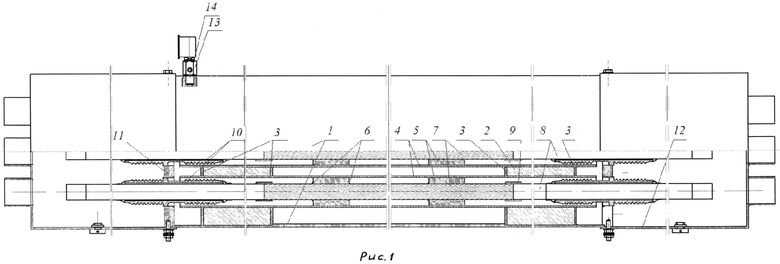
1. Способ герметичного ввода электрических и оптических проводников через защитную оболочку герметичного объема реакторной установки, включающий сборку полого металлического корпуса с закреплением на его торцах фланцев с отверстиями, при этом внутри корпуса располагают элементы радиационной защиты с каналами из электроизоляционных трубок по числу проводников и/или жгутопроводников, а в отверстиях фланцев закрепляют выступающие снаружи и изнутри фланца изоляционные проходные модули с металлической арматурой в виде втулок, при этом во фланцах корпуса готовят посадочные места для проходных модулей, причем с проводниками модули соединяются посредством втулок, при этом все проводники на напряжение 10 кВ и напряжением 1 кВ на ток 200 А и выше внутри корпуса между собой соединяют посредством гибкого токовода, концы которого скрепляют с концами проводников с помощью обжимных гильз, кроме того, внутри электроизоляционных трубок размещают элемент радиационной защиты, а выступающие за торцы корпуса части модулей закрывают защитным кожухом, который крепится к концам корпуса, причем внутреннее свободное пространство корпуса заполняют газом под избыточным давлением и соединяют через кран-манометр с блоком автоматического контроля давления, отличающийся тем, что перед сборкой гермоввода проводят объемное, трехмерное моделирование деталей, узлов и всей конструкции гермоввода в соответствии с установленными требованиями к геометрии и качеству используемых материалов, а в начале сборки корпуса гермоввода керамические части изоляционных модулей соединяют с металлической арматурой модулей посредством пайки с использованием припоя из серебра Ср999,9, при этом изоляционные модули и арматура подвергаются высокотемпературному нагреву и последующему ступенчатому охлаждению в нейтральной среде при температуре от 1500°C до 60°C в течение 3-5-ти часов до полного прохождения релаксационных процессов в месте соединения и в объеме керамики, после чего производят соединение проводников и осуществляют контроль качества соединения изоляционных модулей посредством гелиевого течеискателя, после этого во внутреннее свободное пространство корпуса вокруг проводников и вокруг электроизоляционной трубки предварительно устанавливают свинцовые диски необходимой толщины, и/или набивают гранульной биозащитой, при этом используют эффект самоориентации и самосборки, а после сборки корпуса к нему с помощью механического соединения крепится защитный кожух.
2. Способ герметичного ввода по п. 1, отличающийся тем, что внутреннее свободное пространство корпуса вокруг проводников и вокруг электроизоляционной трубки набивают гранульной свинцовой биозащитой либо устанавливают свинцовые диски.
3. Способ герметичного ввода по п. 1, отличающийся тем, что внутреннее свободное пространство корпуса вокруг проводников и вокруг электроизоляционной трубки заполняют переуплотняемой керамической массой с формированием биозащиты из керамического изоляционного материала на основе смеси оксида магния и нанопорошка нитрида бора или карбида бора в количестве 0,01-3,0% от массы биозащиты, с высокими электроизоляционными свойствами при повышенных температурах, при этом используют эффект самоориентации и самосборки.
4. Способ по п. 1, отличающийся тем, что в качестве керамических материалов изоляционных модулей используют спресованный и спеченый порошок оксида алюминия со стабилизирующими нанодобавками оксидов титана, щелочных и редкоземельных металлов.
5. Способ по пп. 1-3, отличающийся тем, что внутреннее свободное пространство корпуса заполняют сухим азотом или элегазом под избыточным давлением до 2 ати.
6. Способ по п. 1, отличающийся тем, что жгуто-проводники сигналов АСУ ТП, подходящие к корпусу гермоввода и внутри корпуса выполняют из оптиковолоконных материалов с изоляцией из высокотемпературной органики или применяют керамическую изоляцию, в том числе, в металлической оболочке.
7. Способ по п. 1, отличающийся тем, что соединение монолитных проводников на напряжение 10 кВ и 1 кВ на ток 200 А и выше с гибким проводником выполняют с использованием высокочастотной установки для равномерного нагрева частей проводников до строго определенной температуры и последующей опрессовкой.
8. Способ по п. 1 или 7, отличающийся тем, что соединение проводников на напряжение 1 кВ и ниже на ток 10 А и менее выполняют с использованием установки плазменной сварки и с применением гибкой монтажной удлиненной трубчатой иглы и с применением припоя из серебра.
| СПОСОБ ПОЛУЧЕНИЯ 4 | 0 |
|
SU232271A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОВОЛЬТНОГО ПРОХОДНОГО ИЗОЛЯТОРА | 2002 |
|
RU2285968C2 |
| ГЕРМЕТИЧНЫЙ ВВОД | 1991 |
|
RU2022383C1 |
| US3780204 A, 18.12.1973. | |||

