Область техники, к которой относится изобретение
Изобретение относится к механическим способам обработки монокристаллических слитков, а также к предназначенному для осуществления этого способа устройству, и может быть использовано при изготовлении стеков монокристаллов, в частности монокристаллов сапфира.
Уровень техники
Известен способ соединения деталей из тугоплавких оксидов, в том числе из оксида алюминия (патент РФ на изобретение №2477342, кл. МПК C30B33/06, C30B29/16, C30B29/22, C30B29/28, C30B29/18, опубл. 10.03.2013), включающий полировку соединяемых поверхностей, их совмещение и нагрев. По крайней мере, на одну из полированных соединяемых поверхностей наносят слой материала, образующего твердый раствор, по крайней мере, с одним из материалов соединяемых деталей. Температура плавления твердого раствора ниже температуры плавления каждого из материалов соединяемых деталей. После этого совмещенные детали отжигают при температуре выше температуры образования твердого раствора. Известный способ, таким образом, решает задачу «размытия» оптической границы между прочно соединенными (практически в монолит) компонентами из тугоплавких оксидов (кристаллов или керамики).
Недостатком известного способа является высокая энергозатратность, обусловленная наличием отжига соединяемых деталей, также данный способ не обеспечивает возможность совмещения оптических осей деталей с высокой точностью (например, до 0,1 градуса).
Известен способ и устройство для промеров, ориентирования и фиксации минимум одного монокристалла (патент РФ на изобретение №2365905, кл. МПК G01N23/20, опубл. 27.08.2009). В способе несколько монокристаллов позиционируют отдельно один над другим для формирования стопки, промеряют, определенным образом ориентируют и фиксируют, а затем сложенные в стопки монокристаллы одновременно жестко связывают с ориентированным по основному направлению носителем. Причем расположенные друг над другом в стопку монокристаллы могут связывать друг с другом клеящим веществом.
Устройство для промеров, ориентирования и фиксации, по меньшей мере, одного монокристалла содержит вращающийся стол с приемным устройством для минимум одного крепления кристалла, которое имеет узел юстировки и фиксации для ориентирования кристаллической решетки монокристалла и для ориентированной фиксации монокристалла передвижную по высоте установку источника рентгеновского излучения и детектора, с помощью которой происходит определение углов нормалей плоскостей кристаллической решетки монокристалла. Крепление кристалла в устройстве состоит из внешней рамки с укрепленным с карданным подвесом внутренним каркасом для монокристалла и вторыми установочными средствами для юстировки и фиксации зажатого во внутреннем каркасе монокристалла. В устройстве также могут быть предусмотрены горизонтальные направляющие и линейная направляющая.
Недостатком известного способа и устройства являются:
- высокая сложность в разработке и изготовлении устройства, большое количество мелких и прецизионных деталей;
- необходимость периодической юстировки устройства, соответственно необходимость наличия эталонных образцов и создание условий для их хранения;
- значительное время для замера и фиксации монокристалла в соответствии с заявленным способом, вследствие необходимости использования дифрактометра для замера отклонения и корректировки отклонения от требуемой ориентации перед фиксацией каждого монокристалла;
- необходимость применения защитных средств и соблюдения специальных условий работы, поскольку в процессе ориентирования и фиксации монокристаллов используются гониометрические (рентгеновские) устройства.
Раскрытие изобретения
В основу изобретения поставлена задача разработки простого и надежного способа соединения и фиксации монокристаллов, позволяющего использовать в производстве слитки монокристаллов различной длины.
Техническим результатом изобретения является упрощение процесса соединения и фиксации монокристаллов, уменьшение временных затрат, повышение точности совмещения кристаллографических осей слитков монокристалла.
Указанный технический результат достигается тем, что способ соединения и фиксации монокристаллов включает позиционирование нескольких монокристаллов, ориентирование их определенным образом и фиксацию монокристаллов друг с другом клеящим веществом, причем согласно изобретению, предварительно проводят отбор необходимого количества слитков монокристалла; затем проводят ориентацию торцов отобранных слитков с необходимым допуском и снятие предварительного базового среза длиной 18-20 мм; после чего склеивают слитки монокристаллов с помощью устройства для соединения и фиксации монокристаллов следующим образом: наносят клеящий материал на предварительно обезжиренный торец слитка монокристалла; устанавливают слиток предварительным базовым срезом на плоскость базовой стенки устройства, одновременно прижимая слиток чистым торцом к неподвижному упору и образующей слитка к поверхности боковой стенки; устанавливают следующий слиток предварительным базовым срезом на плоскость базовой стенки устройства вплотную к торцу предыдущего слитка и, вращая ручку прижимного винта, слитки прижимают друг к другу с помощью подвижного упора; повторяют указанные операции до получения стека необходимой длины; выдерживают стек в устройстве до полного отвердения клеящего материала, причем в качестве клеящего материала используют двухкомпонентный бесцветный эпокси-каучуковый клей; затем проводят калибрование стека до необходимого диаметра и снятие основного базового среза; после чего проводят контроль ориентации базового среза и перпендикулярности торцов к образующей.
Указанный технический результат также достигается тем, что способ соединения и фиксации монокристаллов включает позиционирование нескольких монокристаллов, ориентирование их определенным образом и фиксацию монокристаллов друг с другом клеящим веществом, причем согласно изобретению, предварительно проводят отбор необходимого количества слитков монокристалла; затем проводят изготовление торцов отобранных слитков с необходимым допуском по ориентации; после чего на отобранные слитки наносят общую вспомогательную линию с помощью приспособления, которое представляет собой прямоугольный параллелепипед, имеющий «V»-образный вырез, следующим образом: с помощью гониометрического устройства на один из торцов каждого отобранного слитка наносят линию базового среза; затем поочередно устанавливают слитки монокристалла на «V»-образный вырез приспособления и проворачивают каждый слиток так, чтобы нанесенная линия базового среза была параллельна поверхности стола; после чего с помощью линейки наносят на образующую всех установленных слитков общую вспомогательную линию; после чего склеивают слитки монокристаллов с помощью устройства для соединения и фиксации монокристаллов следующим образом: наносят клеящий материал на предварительно обезжиренный торец слитка монокристалла; устанавливают слиток на плоскость основания устройства, одновременно прижимая слиток чистым торцом к неподвижному упору и образующей слитка к поверхности бокового ограждения; устанавливают следующий слиток на плоскость основания устройства вплотную к торцу предыдущего слитка, совмещая при этом вспомогательные линии слитков монокристалла до получения общей вспомогательной линии, и, вращая ручку прижимного винта, слитки прижимают друг к другу с помощью подвижного упора; повторяют указанные операции до получения стека необходимой длины; выдерживают стек в устройстве до полного отвердения клеящего материала, причем в качестве клеящего материала используют двухкомпонентный бесцветный эпокси-каучуковый клей; затем проводят калибрование стека до необходимого диаметра и снятие основного базового среза; после чего проводят контроль ориентации базового среза и перпендикулярности торцов к образующей.
Ориентацию торцов отобранных слитков возможно проводить с ужесточением в 2 раза от установленных требований.
Возможно выдерживание стека в устройстве до истечения срока «живучести» клеящего материала, затем выдерживают вертикально до полного отвердения клеящего материала.
Достижение технического результата также обеспечивается использованием устройства для соединения и фиксации монокристаллов, содержащего базовую стенку, и расположенные к ней под прямым углом: боковую стенку и торцевые стенки, на внутренней поверхности одной из торцевых стенок по ее центру расположен неподвижный упор, на противоположной торцевой стенке - подвижный упор, перемещаемый с помощью прижимного винта с ручкой; причем оба упора имеют сферическую поверхность диаметром 20-30 мм.
В качестве материала устройства может быть использован металл и/или синтетический термопластичный полимер.
Стек, изготовленный с помощью заявленного способа и устройства, содержит несколько монокристаллов, ориентированных определенным образом и зафиксированных друг с другом клеящим веществом.
Проведенный анализ уровня техники показал, что заявленная совокупность существенных признаков, изложенная в формуле изобретения, неизвестна. Это позволяет сделать вывод о соответствии заявленного технического решения условию патентоспособности «новизна».
Сравнительный анализ показал, что в уровне техники не выявлены решения, имеющие признаки, совпадающие с отличительными признаками заявленного изобретения, а также не подтверждена известность влияния этих признаков на технический результат. Таким образом, заявленное техническое решение удовлетворяет условию патентоспособности «изобретательский уровень».
Краткое описание чертежей
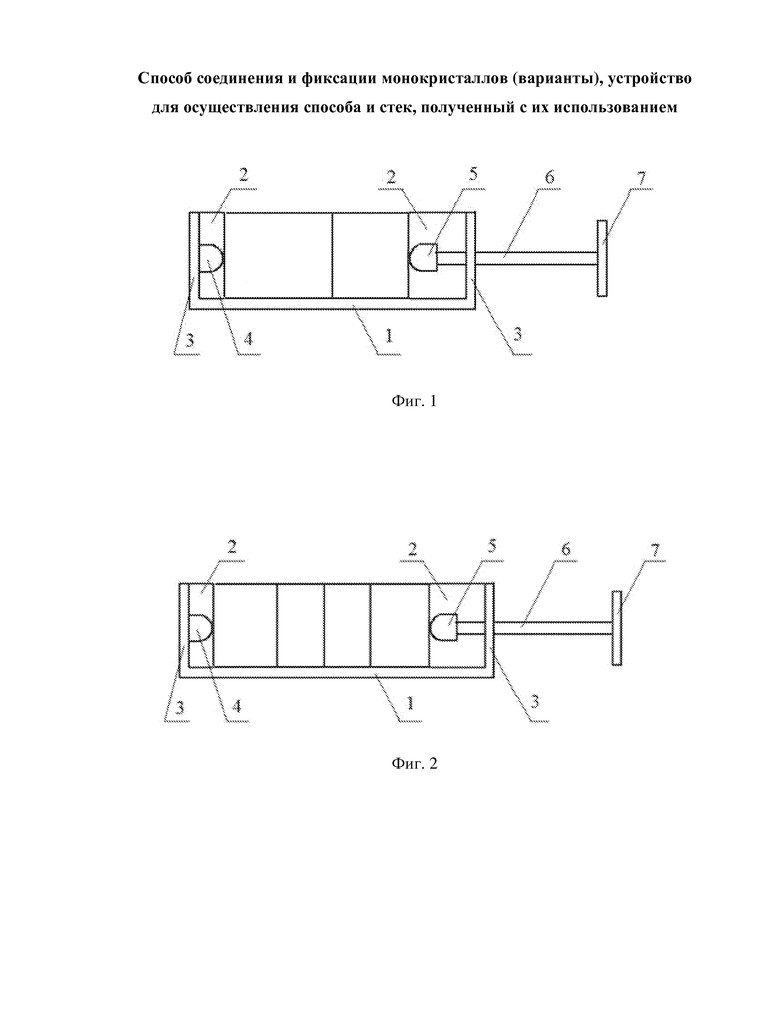
На фиг. 1 изображена конструктивная схема устройства для соединения и фиксации двух монокристаллов.
На фиг. 2 изображена конструктивная схема устройства для соединения и фиксации более двух монокристаллов.
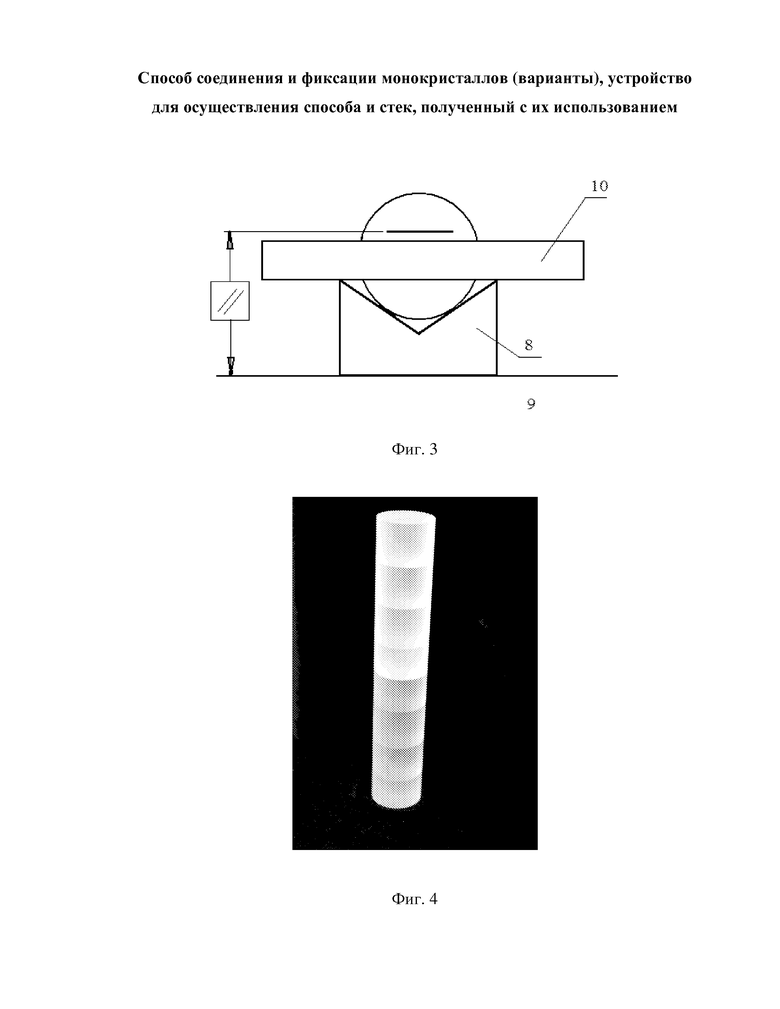
На фиг. 3 изображено приспособление для нанесения общей вспомогательной линии на слитки монокристалла.
На фиг. 4 приведено фото стека монокристаллов сапфира, полученного заявленным способом.
Осуществление изобретения
Устройство для соединения и фиксации монокристаллов включает: основание 1 и расположенные к нему под прямым углом: боковое ограждение 2 и торцевые стенки 3. На внутренней поверхности одной из торцевых стенок 3 (как правило, левой) по ее центру расположен неподвижный упор 4, на противоположной торцевой стенке 3 - подвижный упор 5, перемещаемый с помощью прижимного винта 6 с ручкой 7. Подвижный упор 5 также имеет возможность свободного вращения на оси прижимного винта 6. Поэтому в последней стадии прижима слитка подвижный упор 5 не вращается совместно с прижимным винтом 6, что позволяет исключить проворот слитка вместе с прижимным винтом 6 до его фиксации в стеке.
Боковое ограждение 2 обеспечивает необходимую жесткость конструкции и упор для слитков. Для облегчения конструкции ограждение 2 может быть выполнено перфорированным или в виде полосы, соединяющей торцевые стенки 3 на высоте упоров.
Оба упора имеют сферическую поверхность диаметром от 20 до 30 мм, такой размер определен опытным путем исходя из необходимой точности геометрических параметров изготавливаемого стека. Выбор формы упоров обусловлен тем, что сферические формы упоров дают возможность выставления соединяемых слитков так, чтобы совместились их торцевые поверхности, что обеспечивает достижение необходимой точности совмещения монокристаллов при достаточно простой конструкции устройства, не требующей также прецизионной точности изготовления.
Конструктивные элементы устройства могут быть выполнены из металла и/или полимерного материала, например фторопласта. В частности, опытный образец устройства для соединения и фиксации монокристаллов был изготовлен из металла, а для защиты слитков монокристалла упоры 4 и 5 были закрыты колпаками из синтетического термопластичного полимера - фторопласта.
Способ соединения и фиксации монокристаллов включает следующие этапы.
1. Отбор необходимого количества слитков монокристалла. Количество слитков определяют исходя из длины имеющихся слитков монокристаллов и требуемой длины изготавливаемого стека.
2. Изготовление торцов отобранных слитков с необходимым допуском по ориентации, например, возможно ужесточение в 2 раза от установленных требований для получения гарантированного результата. Например: при заданном требовании по ориентации ±6 мин от номинала - допуск разориентации для торцов слитка монокристалла должен быть не более±3 мин от номинала.
3. Снятие предварительного базового среза. Длина базового среза зависит от диаметра слитка монокристалла, например, для диаметра 51 мм длина среза должна быть в пределах 18-20 мм. Данное значение длины определено опытным путем исходя из необходимой точности геометрических параметров стека. Увеличение длины предварительного базового среза нецелесообразно вследствие неоправданных потерь монокристалла.
4. Склеивание слитков монокристаллов с помощью устройства для соединения и фиксации монокристаллов осуществляют следующим образом:
- наносят клеящий материал на предварительно обезжиренный торец слитка монокристалла;
- устанавливают слиток предварительным базовым срезом на плоскость основания 1 устройства, одновременно прижимая слиток чистым торцом к неподвижному упору 4 и боковой поверхностью (образующей) слитка к поверхности бокового ограждения 2;
- устанавливают следующий слиток предварительным базовым срезом на плоскость основания 1 устройства вплотную к торцу предыдущего слитка и, вращая ручку 7 прижимного винта 6 слитки прижимают друг к другу с помощью подвижного упора 5;
- повторяют указанные операции до получения стека необходимой длины;
- выдерживают стек в устройстве до полного отвердения клеящего материала (от 9 до 24 часов в зависимости от марки клеящего материала). При необходимости стек можно снять из устройства через 1÷6 часов, по истечении срока «живучести», в зависимости от марки клеящего материала и выдержать вертикально до полного отвердения клеящего материала и только после этого приступить к дальнейшей обработке стека.
В качестве клеящего материала используют двухкомпонентный бесцветный эпокси-каучуковый клей, обладающий высокой адгезией, прочностью клеевого шва, устойчивостью к вибрации и ударным нагрузкам, устойчивостью к воздействию воды, разбавленных кислот и щелочей, а также растворителей. Эпокси-каучуковый клей не дает последующей усадки при отверждении в слое практически любой толщины, сохраняет свои свойства при температурах от -50 до+120 градусов Цельсия. Отсутствие цвета у клеящего материала обеспечивает возможность проведения визуального контроля дефектов как отдельных слитков в стеке, так и изготовленного стека.
5. Калибрование стека до необходимого диаметра.
6. Снятие основного базового среза. Контроль ориентации базового среза и перпендикулярности торцов к образующей.
Как вариант, способ соединения и фиксации монокристаллов может быть осуществлен без снятия предварительного базового среза с использованием приспособления для нанесения общей вспомогательной линии (см. фиг. 3). Указанное приспособление 8 представляет собой прямоугольный параллелепипед, имеющий «V»-образный вырез. Вариант способа соединения и фиксации монокристаллов включает следующие этапы.
1. Отбор необходимого количества слитков монокристалла.
2. Изготовление торцов отобранных слитков с необходимым допуском по ориентации.
3. Нанесение общей вспомогательной линии с помощью приспособления 8 осуществляют следующим образом:
с помощью гониометрического устройства на один из торцов каждого отобранного слитка наносят линию базового среза;
- поочередно устанавливают слитки монокристалла на «V»-образный вырез приспособления 8 и проворачивают каждый слиток так, чтобы нанесенная линия базового среза была параллельна поверхности стола 9 (возможно воспользоваться линейкой 10);
- с помощью линейки наносят на образующую всех установленных слитков общую вспомогательную линию.
4. Склеивание слитков монокристаллов с помощью устройства для соединения и фиксации монокристаллов осуществляют аналогично первому варианту способа, только при поочередной установке слитков совмещают вспомогательные линии каждого слитка монокристалла до получения общей вспомогательной линии.
5. Калибрование стека до необходимого диаметра.
6. Снятие основного базового среза. Контроль ориентации базового среза и перпендикулярности торцов к образующей.
Возможно использование слитков монокристалла прямоугольного сечения, при этом приспособление 8 не используется, но для того, чтобы слитки были в стеке расположены единообразно, необходимо обозначить ориентацию сторон слитка. Затем при склеивании слитки устанавливают таким образом (используя обозначение ориентации сторон), чтобы с каждой стороны полученного стека были расположены стороны слитков одной ориентации.
Примеры реализации
Ниже приведены конкретные примеры реализации заявленного способа.
Были отобраны 5 пар слитков монокристаллического синтетического сапфира, имеющих длину до 50 мм каждый. Изготовлены торцы отобранных слитков с различными величинами допуска по ориентации. Была измерена разориентация каждого слитка, затем проведена операция снятия предварительного базового среза, длина которого составила от 18 до 20 мм. После чего был произведен замер разориентации предварительного базового среза каждого слитка (см. таблицу).
Затем было произведено склеивание слитков монокристаллов с помощью устройства для соединения и фиксации монокристаллов в соответствии с заявленным способом. После выдерживания стека в устройстве до полного отвердения клеящего материала и калибрования стека до необходимого диаметра, было произведено снятие основного базового среза. Затем проведен контроль ориентации базового среза и перпендикулярности торцов к образующей, величина неперпендикулярности также приведена в таблице.
Затем каждый стек был порезан на пластины на станке проволочной резки, резка проводилась на стандартных режимах для пластин диаметром 51 мм, величина разориентации полученных пластин приведена в таблице.
В каждом случае из приведенных Примеров (см. таблицу) можно заметить, что даже при неперпендикулярности торца слитков к их образующей до 9 мин (первая пара слитков), но при разориентации торцов до 3 мин, тем не менее, получены пластины с разориентацией не более 6 мин.
Таблица
Использование варианта способа, без снятия предварительного базового среза, с применением приспособления для нанесения общей вспомогательной линии показало аналогичные результаты.
Таким образом, предлагаемое техническое решение позволяет простым и надежным способом соединить и зафиксировать слитки монокристаллов. Использование заявленного способа и устройства позволяет получить необходимую точность геометрических параметров, уменьшить временные затраты при сохранении высокой точности совмещения кристаллографических осей слитков монокристалла в стеке.
Промышленная применимость
Способ соединения и фиксации монокристаллов, в котором используется устройство для осуществления способа, действительно является простым и надежным способом изготовления стеков с необходимой точностью геометрических параметров, позволяет использовать в производстве слитки монокристаллов. В результате реализации заявленного способа обеспечивается упрощение процесса соединения и фиксации монокристаллов, уменьшение временных затрат, а также повышение надежности соединения.
Заявленное изобретение может быть использовано при изготовлении стеков различных монокристаллов, в частности монокристаллов сапфира.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН МОНОКРИСТАЛЛОВ | 2005 |
|
RU2284073C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАТРАВОЧНЫХ КРИСТАЛЛОВ | 1990 |
|
RU1786762C |
| Установка для ориентированной резки монокристаллов | 1989 |
|
SU1766685A1 |
| Устройство для контроля ориентации слитков монокристаллов | 1990 |
|
SU1768041A3 |
| Держатель монокристаллов для рентгеновского дифрактометра | 1987 |
|
SU1436035A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОМЕРОВ, ОРИЕНТИРОВАНИЯ И ФИКСАЦИИ МИНИМУМ ОДНОГО МОНОКРИСТАЛЛА | 2005 |
|
RU2365905C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН ПОЛУПРОВОДНИКОВЫХ И ОПТИЧЕСКИХ МАТЕРИАЛОВ | 2005 |
|
RU2337429C2 |
| Держатель монокристаллов дляРЕНТгЕНОВСКОгО дифРАКТОМЕТРА | 1979 |
|
SU840717A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКОГО SiC | 2016 |
|
RU2633909C1 |
| СПОСОБ ПРОВОЛОЧНОЙ РЕЗКИ КРЕМНИЕВОГО СЛИТКА НА ПЛАСТИНЫ | 2010 |
|
RU2429964C1 |
Изобретение относится к механическим способам обработки монокристаллических слитков. Способ соединения и фиксации монокристаллов включает позиционирование нескольких монокристаллов, ориентирование их определенным образом и фиксацию монокристаллов друг с другом клеящим веществом, причем предварительно проводят отбор необходимого количества слитков монокристалла, затем проводят ориентацию торцов отобранных слитков с необходимым допуском и снятие предварительного базового среза длиной 18-20 мм, после чего склеивают слитки монокристаллов с помощью устройства для соединения и фиксации монокристаллов следующим образом: наносят клеящий материал на предварительно обезжиренный торец слитка монокристалла, устанавливают слиток предварительным базовым срезом на плоскость основания 1 устройства, одновременно прижимая слиток чистым торцом к неподвижному упору 4 и образующей слитка к поверхности бокового ограждения 2, устанавливают следующий слиток предварительным базовым срезом на плоскость основания 1 устройства вплотную к торцу предыдущего слитка и, вращая ручку 7 прижимного винта 6, слитки прижимают друг к другу с помощью подвижного упора 5, повторяют указанные операции до получения стека необходимой длины, выдерживают стек в устройстве до полного отвердения клеящего материала, причем в качестве клеящего материала используют двухкомпонентный бесцветный эпокси-каучуковый клей, затем проводят калибрование стека до необходимого диаметра и снятие основного базового среза, после чего проводят контроль ориентации базового среза и перпендикулярности торцов к образующей. Как вариант, способ соединения и фиксации монокристаллов может быть осуществлен без снятия предварительного базового среза с использованием приспособления для нанесения общей вспомогательной линии. Технический результат изобретения - упрощение процесса соединения и фиксации монокристаллов, уменьшение временных затрат, повышение точности совмещения кристаллографических осей слитков монокристалла.4 н. и 4 з.п. ф-лы, 4 ил., 1 табл.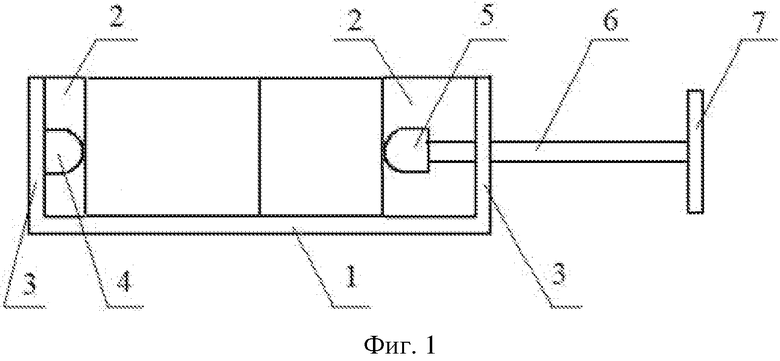
1. Способ соединения и фиксации монокристаллов, включающий позиционирование нескольких монокристаллов, ориентирование их определенным образом и фиксацию монокристаллов друг с другом клеящим веществом, отличающийся тем, что предварительно проводят отбор необходимого количества слитков монокристалла, затем проводят изготовление торцов отобранных слитков с необходимым допуском по ориентации и снятие предварительного базового среза, после чего склеивают слитки монокристаллов с помощью устройства для соединения и фиксации монокристаллов следующим образом: наносят клеящий материал на предварительно обезжиренный торец слитка монокристалла, устанавливают слиток предварительным базовым срезом на плоскость основания устройства, одновременно прижимая слиток чистым торцом к неподвижному упору и образующей слитка к поверхности бокового ограждения, устанавливают следующий слиток предварительным базовым срезом на плоскость основания устройства вплотную к торцу предыдущего слитка и, вращая ручку прижимного винта, слитки прижимают друг к другу с помощью подвижного упора, повторяют указанные операции до получения стека необходимой длины, выдерживают стек в устройстве до полного отвердения клеящего материала, причем в качестве клеящего материала используют двухкомпонентный бесцветный эпокси-каучуковый клей, затем проводят калибрование стека до необходимого диаметра и снятие основного базового среза, после чего проводят контроль ориентации базового среза и перпендикулярности торцов к образующей.
2. Способ соединения и фиксации монокристаллов, включающий позиционирование нескольких монокристаллов, ориентирование их определенным образом и фиксацию монокристаллов друг с другом клеящим веществом, отличающийся тем, что предварительно проводят отбор необходимого количества слитков монокристалла, затем проводят изготовление торцов отобранных слитков с необходимым допуском по ориентации, после чего на отобранные слитки наносят общую вспомогательную линию с помощью приспособления, которое представляет собой прямоугольный параллелепипед, имеющий «V»-образный вырез, следующим образом: с помощью гониометрического устройства на один из торцов каждого отобранного слитка наносят линию базового среза, затем поочередно устанавливают слитки монокристалла на «V»-образный вырез приспособления и проворачивают каждый слиток так, чтобы нанесенная линия базового среза была параллельна поверхности стола, после чего с помощью линейки наносят на образующую всех установленных слитков общую вспомогательную линию, после чего склеивают слитки монокристаллов с помощью устройства для соединения и фиксации монокристаллов следующим образом: наносят клеящий материал на предварительно обезжиренный торец слитка монокристалла, устанавливают слиток на плоскость основания устройства, одновременно прижимая слиток чистым торцом к неподвижному упору и образующей слитка к поверхности бокового ограждения, устанавливают следующий слиток на плоскость основания устройства вплотную к торцу предыдущего слитка, совмещая при этом вспомогательные линии слитков монокристалла до получения общей вспомогательной линии, и, вращая ручку прижимного винта, слитки прижимают друг к другу с помощью подвижного упора, повторяют указанные операции до получения стека необходимой длины, выдерживают стек в устройстве до полного отвердения клеящего материала, причем в качестве клеящего материала используют двухкомпонентный бесцветный эпокси-каучуковый клей, затем проводят калибрование стека до необходимого диаметра и снятие основного базового среза, после чего проводят контроль ориентации базового среза и перпендикулярности торцов к образующей.
3. Способ по п. 1 или 2, отличающийся тем, что изготовление торцов отобранных слитков проводят с ужесточением в 2 раза от установленных требований по ориентации.
4. Способ по п. 1 или 2, отличающийся тем, что стек выдерживают в устройстве до истечения срока «живучести» клеящего материала, затем выдерживают вертикально до полного отвердения клеящего материала.
5. Устройство для соединения и фиксации монокристаллов, содержащее основание и расположенные к нему под прямым углом боковое ограждение и торцевые стенки, на внутренней поверхности одной из торцевых стенок по ее центру расположен неподвижный упор, на противоположной торцевой стенке - подвижный упор, перемещаемый с помощью прижимного винта с ручкой, причем подвижный упор также имеет функцию свободного вращения на оси прижимного винта, причем оба упора имеют сферическую поверхность диаметром 20-30 мм.
6. Устройство по п. 5, отличающееся тем, что боковое ограждение выполнено перфорированным или в виде полосы, соединяющей торцевые стенки на высоте упоров.
7. Устройство по п. 5, отличающееся тем, что в качестве материала устройства используется металл и/или синтетический термопластичный полимер.
8. Стек, содержащий несколько монокристаллов, ориентированных определенным образом и зафиксированных друг с другом клеящим веществом, отличающийся тем, что для изготовления стека используется способ по пп. 1-4, а также устройство по пп. 5-7.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОМЕРОВ, ОРИЕНТИРОВАНИЯ И ФИКСАЦИИ МИНИМУМ ОДНОГО МОНОКРИСТАЛЛА | 2005 |
|
RU2365905C2 |
| US 7907647 B2, 15.03.2011 | |||
| US 5013380 A, 07.05.1991. | |||

