Изобретение относится к способам изготовления пластин из слитков (булей) монокристаллов, например, сапфиров.
Известен способ резки монокристаллов и других хрупких материалов. Суть изобретения состоит в следующем. Монокристалл закрепляют на подложке, подают на стальные ленты, установленные на раме станка и совершающие возвратно-поступательные движения, в зону резки подают абразивную суспензию, с обеих сторон от разрезаемого монокристалла по направлению движения резательных полотен устанавливают бруски, ось которых перпендикулярна направлению движения резательных полотен, а высота их на 0,5-5,0 мм больше высоты разрезаемого монокристалла. Причем бруски используют прямоугольного профиля или трапецеидального профиля, где одна боковая сторона, обращенная к разрезаемому монокристаллу, перпендикулярна основаниям, а другая отклонена от первой на угол 5-10°, бруски укрепляют на подложке меньшим основанием (см. описание к патенту РФ №2167055, МПК7 В 28 D 5/04, опубл. 20.05.2001 г.).
Известен способ изготовления полупроводниковых пластин. Он включает калибрование монокристалла, изготовление основного и вспомогательных срезов, резку монокристалла на пластины, калибрование монокристалла до диаметра, по крайней мере, на 2 мм более диаметра пластин, изготовление среза длиной L, равной L=l·D/d, где l - длина среза на пластине; D - диаметр калиброванного монокристалла, d - диаметр пластин, а после резки монокристалла на пластины центрирование последних относительно основного среза и проведение их дополнительного калибрования до заданного диаметра пластин (см. описание к патенту РФ №2105380, МПК6 Н 01 L 21/302, опубл. 20.02.1998 г.).
Известным способом невозможно изготавливать пластины сапфира с высокой степенью точности по линейным и круговым размерам.
Задачей и техническим результатом является устранение этого недостатка, а именно получение тонких пластин сапфира, изготовленных с высокой степенью точности по диаметру и по толщине.
Указанный технический результат достигается тем что в способе изготовления пластин из монокристаллов сапфира, включающем калибрование заготовки монокристалла по диаметру, изготовление базового среза и резку заготовки монокристалла на пластины и контроль геометрических и электрофизических параметров, в начале производят рентгеновский анализ определения направления вырезки и создают на слитке или буле монокристалла вышлифовкой по меньшей мере одну ориентированную площадку по граням (0001), после чего с помощью дифрактометра замеряют отклонение от заданной ориентации и повторяют процесс вышлифовки до достижения отклонения менее 3 минут, производят вырезку заготовок цилиндров из слитка или були монокристалла перпендикулярно по меньшей мере одной плоской "площадке" с четко выраженной гранью на ее поверхности, затем производят шлифовку торцев цилиндров с точностью отклонения от заданной менее 3 минут, после чего производят калибровку диаметров цилиндров, изготавливают на каждом из цилиндров базовый срез и производят отжиг цилиндров при температуре 1300-1500°С в течение не менее 8 часов, а после резки заготовок цилиндров на пластины производят повторный отжиг, утонение пластин шлифовкой и заключительный отжиг на тех же режимах, что и отжиг цилиндров.
Кроме того, утонение пластин шлифованием производят в две стадии - сначала алмазным шлифовальником со связанным абразивом с размером зерна 80...100 мкм, затем алмазным шлифовальником со связанным абразивом с размером зерна 20...28 мкм.
В частном случае после шлифования связанным абразивом производят шлифование свободным абразивом карбида бора с размером зерна <10 мкм.
Кроме того, ориентированные торцы с точностью отклонения менее 3 минут изготавливают путем закрепления заготовки в приспособлении в виде высокоточного уголка, устанавливаемого на плоскошлифовальном станке, вышлифовкой одного из торцев, замера отклонения торца от заданной ориентации в пределах менее 2 минут и дошлифовки до получения необходимого результата, при этом второй торец заготовки вышлифовывают параллельно первому.
Кроме того, вырезку заготовок цилиндров производят кольцевым алмазным сверлом путем закрепления слитка (були) ориентированной «площадкой» на точной стальной плитке, устанавливаемой на столе сверлильного станка.
Кроме того, базовый срез изготавливают путем механической вышлифовки алмазным инструментом на калиброванном цилиндре, зажимаемом в тисках плоскошлифовального станка, после чего производят контроль электрофизических параметров.
Кроме того, после резки пластин производят отмывку, визуальный контроль на наличие сколов и трещин и выборочный контроль ориентации кристаллографической решетки.
Кроме того, после утонения пластин шлифованием производят их отмывку и визуальный контроль на наличие сколов и трещин, рисок, царапин и недошлифовки.
В частном случае выполнения способа визуальный контроль шлифованных пластин проводят на «просвет» с размещением осветителя под контролируемой пластиной, а после резки проводят визуальный контроль и выборочный контроль ориентации кристаллографической решетки.
Кроме того, перед отжигом шлифованных пластин на них изготавливают фаски, а контроль геометрических параметров изготовленных пластин производят измерением толщины, разнотолщинности прогиба и коробления.
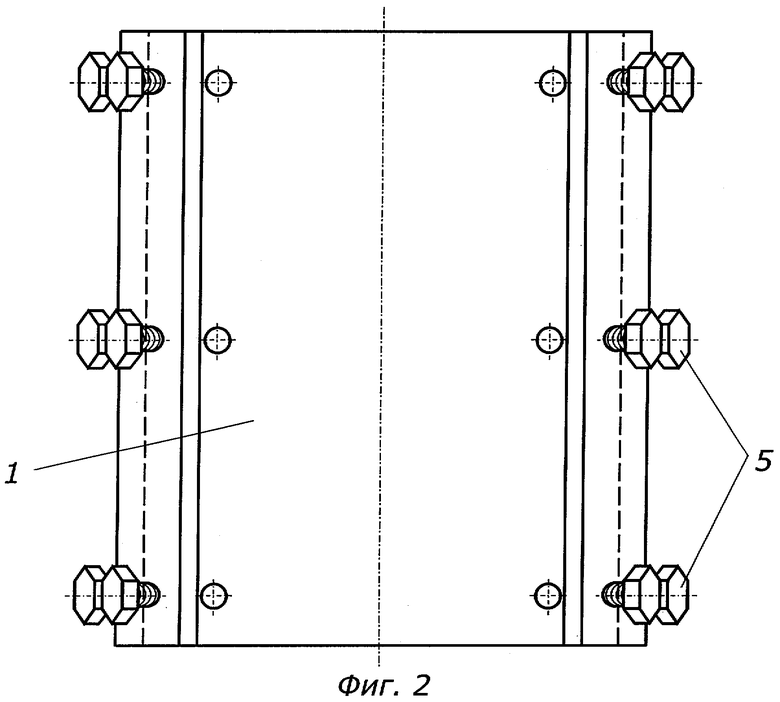
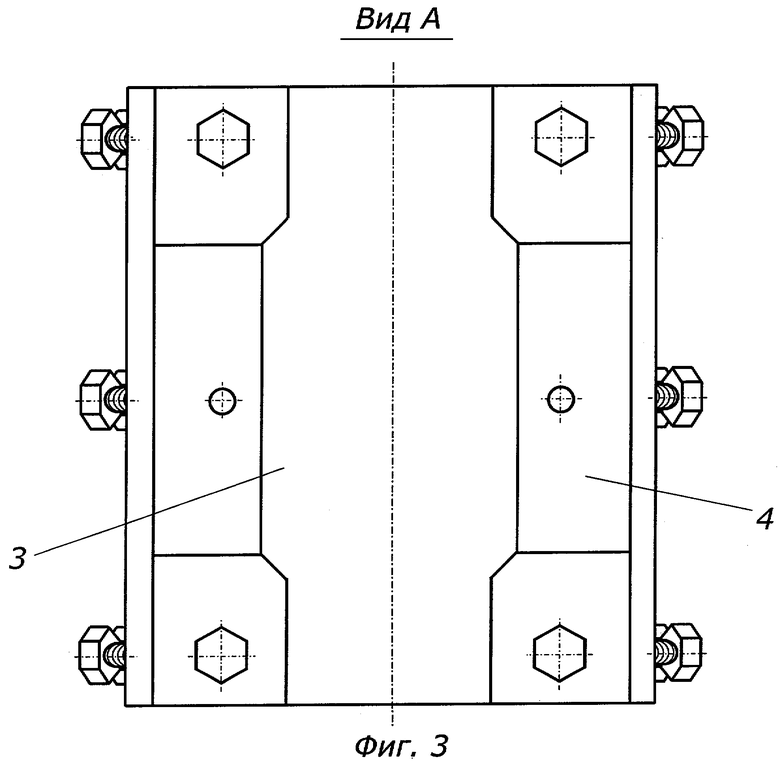
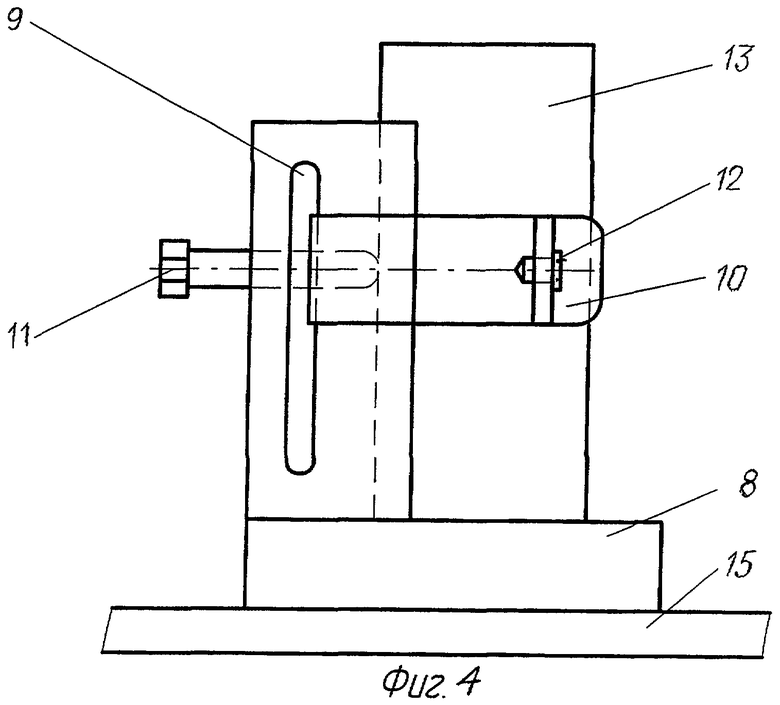
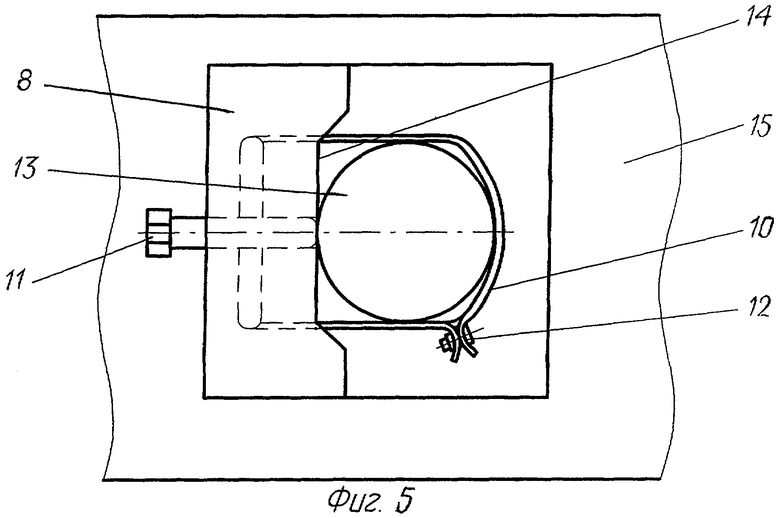
Заявляемый способ иллюстрируется чертежами, где на фиг.1-3 изображено приспособление для ориентации четко выраженных граней слитка (були) и вышлифовки ориентированной «площадки», на фиг.4, 5 - приспособление для точной обработки торцов цилиндров монокристаллов, на фиг.6 - диаграмма отжига цилиндров и пластин.
Способ изготовления пластин из монокристаллов сапфира осуществляется следующим образом. После выращивания монокристалла сапфира (слитка, були) и определения его пригодности к изготовлению пластин производят рентген-анализ с помощью дифрактометра рентгеновского типа «ДРОН-6» для определения направления вырезки из него цилиндров.
Затем создают ориентированные плоскости (0001) на слитке (були). На поверхности слитка (були) имеется место с четко выраженными гранями (0001) в виде плоских площадок. Вырезка цилиндров происходит перпендикулярно этим плоскостям. Точность прямого угла должна быть максимальной.
Для этого слиток (буля) крепится на приспособление - высокоточную стальную площадку (фиг.1-3), разнотолщинность которой не должна превышать 15 микрон. Приспособление состоит из корпуса 1 с приваренными к нему дугообразными скобами 2, к корпусу 1 снизу жестко прикреплена продольная направляющая 3 и поперечная направляющая 4. В скобы и в корпус ввернуты винты 5 и 6. Слиток (буля) сапфира 7 устанавливается в приспособление с возможностью изменения ее пространственного положения и фиксации его с помощью рядов винтов 5. Далее, по уровню высокой точности грани (0001) выставляются параллельно предметному столу сверлильного станка, т.е. перпендикулярно высверливающей «коронке». Затем вышеуказанное приспособление вместе со слитком (булей) устанавливается на плоскошлифовальный станок и вышлифовывается «площадка» по граням (0001). Далее с помощью дифрактометра типа «ДРОН-6» (или какого-либо другого) измеряется отклонение от заданной ориентации. При необходимости делается поправка и вышлифовывается еще раз. По достижении отклонения менее 3 минут данная операция закончена и слиток (буля) вынимается из приспособления и передается на следующую операцию.
После операции вышлифовывания слиток (буля) ориентированной «площадкой» крепится на высокоточную стальную «плитку», которая устанавливается на предметный стол сверлильного станка и производится непосредственно операция вырезки кольцевым алмазным сверлом необходимого диаметра.
На вырезанных цилиндрах необходимо изготовить ориентированные торцы с точностью отклонения от заданной менее 3 минут. Для этого используется технологическое приспособление в виде высокоточного уголка (фиг.4, 5), у которого стороны строго перпендикулярны, отклонение от угла 90° менее 0,5 минуты как с наружной, так и с внутренней стороны. Уголок состоит из уголка 8, в вертикальной части которого выполнена горизонтальная прорезь 9 под хомут 10. По оси вертикальной части уголка ввернут винт 11, упирающийся в охваченный хомутом 10 с винтом 12 вырезанный цилиндр 13. Вырезанный цилиндр 13 длинной поверхностью крепится к вертикальной части уголка 8 к выборке 14 вертикальной части уголка с помощью хомута 10 (или клея). Затем приспособление - уголок горизонтальной частью устанавливается на магнитную плиту 15 плоскошлифовального станка и вышлифовывается один из торцов, далее, не снимая цилиндра с приспособлением, замеряется дифрактометром «ДРОН-6» отклонение торца от заданной ориентации, т.е. менее 2 минут. В случае превышения делается поправка и шлифуется еще раз до получения необходимого результата. Второй торец вышлифовывается строго параллельно первому. После вышлифовки торцев цилиндра производят калибровку по диаметру.
Калибровка по диаметру проводится стандартным способом, как в металлообработке согласно инструкции круглошлифовального станка.
Изготовление базового среза проводится с помощью лекальных тисок. Калиброванный цилиндр зажимается в тиски по длине цилиндра, тиски устанавливаются на магнитную плиту плоскошлифовального станка и вышлифовывается базовый срез с проверкой с помощью дифрактометра «ДРОН-6».
Изготовленный цилиндр находится в напряженном состоянии. Поэтому необходимо производить операцию релаксации (т.е. снятия напряжений), что и достигается до определенной степени термической обработкой (отжиг).
Операция отжига проводится при рабочей температуре 1300-1500°С в течение как минимум 8 часов.
Температура 1300-1500°С является первой критической для кристаллической решетки, т.е. при этой температуре решетка начинает «колебаться», что и приводит к снятию напряжений. Операция отжига производится в атмосфере в муфельной печи в следующем режиме. После отжига цилиндров производят резку его на пластины, например, с помощью станка DWT, отмывку пластин, визуальный контроль на наличие сколов и трещин и выборочный контроль ориентации кристаллографической решетки с помощью дифрактометра типа «ДРОН-6» или какого-либо другого прибора.
Визуальный контроль проводится на «просвет», т.е. осветитель находится снизу под контролируемой пластиной. Сверху над пластиной расположено увеличительное стекло 3-х кратное. Этим способом очень хорошо выявляются дефекты, внесенные механической обработкой, резкой, шлифовкой.
Резанные пластины, так же, как и шлифованные, находятся в напряженном состоянии и, вследствие дефектов роста, неоднородны по твердости. На границах между разнотвердыми участками образуются трещины, и пластина разваливается на части. К тому же при шлифовании поверхность пластины обрабатывается неоднородно, что приводит к разнотолщинности, превышающей необходимые требования. Операция отжига снимает напряжения и делает пластину однородной по твердости.
Операции отжига проводятся в контейнере для отжига пластин, изготавливаемых, например, из сапфира в муфельной печи.
После отжига производят контроль электрофизических параметров путем измерения толщины, разнотолщинности, прогиба и коробления пластины с помощью измерителя геометрических параметров «Tropal» и тоннельного микроскопа. Данные измерений вносятся в базу данных.
Затем производят утонение пластин сапфира.
Утонение пластин производится в две стадии на шлифовальном станке с алмазными таблетками.
1 стадия - шлифование алмазным шлифовальником с размером зерна 80 мкм; 2 стадия - шлифование алмазным шлифовальником с размером зерна 20 мкм - 28 мкм.
Введение двухстадийного шлифования связанным абразивом позволяет исключить одну стадию шлифовки свободным абразивом, что удешевляет операцию шлифовки, увеличивает производительность приблизительно на 25% и исключает одну операцию отмывки между двумя стадиями обработки свободным абразивом.
Для крупногабаритных изделий может быть введено шлифование свободным абразивом карбида бора с размером зерна <10 мкм на шлифовальном станке «Peter Wolters F 700».
После шлифования производят отмывку пластин на линии отмывки типа ULRASONIC МН - 5MW18D, визуальный контроль на наличие сколов, рисок, царапин, трещин и недошлифовки и с помощью станка обработки фасок пластин производят обработку фасок пластин с последующей отмывкой на линии отмывки типа ULRASONIC MR -5MW18D.
Шлифованные пластины находятся в напряженном состоянии, поэтому необходим их заключительный отжиг в тех же режимах, что и отжиг калиброванных цилиндров.
После отжига производят заключительный контроль геометрических параметров измерителем, лазерную маркировку с нерабочей стороны.
Заявленный способ позволяет получить высококачественные пластины сапфира, пригодные для использования и удовлетворяющие высоким требованиям современной оптоэлектроники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН ПОЛУПРОВОДНИКОВЫХ И ОПТИЧЕСКИХ МАТЕРИАЛОВ | 2005 |
|
RU2337429C2 |
| СПОСОБ ПРЕДЭПИТАКСИАЛЬНОЙ ОБРАБОТКИ ПОЛИРОВАННЫХ ПОДЛОЖЕК ИЗ КАРБИДА КРЕМНИЯ | 2006 |
|
RU2345443C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАНОПОЛИРОВАННЫХ ПЛАСТИН ИЗ КАРБИДА КРЕМНИЯ | 2006 |
|
RU2345442C2 |
| СПОСОБ ДОВОДКИ ОРИЕНТАЦИИ ПЛАСТИН ПОЛУПРОВОДНИКОВЫХ И ОПТИЧЕСКИХ МАТЕРИАЛОВ | 2009 |
|
RU2411606C1 |
| Плоскошлифовальный станок | 1983 |
|
SU1093492A1 |
| Плоскошлифовальный станок | 1977 |
|
SU973312A1 |
| БУЛЯ НИТРИДА ЭЛЕМЕНТА III-V ГРУПП ДЛЯ ПОДЛОЖЕК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЯ | 2001 |
|
RU2272090C2 |
| СПОСОБ ДОВОДКИ ОРИЕНТАЦИИ ПОДЛОЖЕК ДЛЯ ЭПИТАКСИИ АЛМАЗА | 2012 |
|
RU2539903C2 |
| ПОЛИКРИСТАЛЛИЧЕСКИЙ МАТЕРИАЛ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ПОЛУЧЕНИЯ, ИЗДЕЛИЕ ИЗ ЭТОГО МАТЕРИАЛА | 1999 |
|
RU2199616C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И УПРОЧНЕНИЕМ ВОДОЛЕДЯНЫМ ИНСТРУМЕНТОМ | 2008 |
|
RU2407623C2 |
Изобретение относится к области оптоэлектроники и может быть использовано при изготовлении пластин из слитков или булей монокристаллов, например, сапфиров. Производят рентгеновский анализ слитка или були монокристалла для определения направления вырезки и создают на нем вышлифовкой по меньшей мере одну ориентированную "площадку" по граням (0001). После чего с помощью дифрактометра замеряют отклонение от заданной ориентации и повторяют процесс вышлифовки до достижения отклонения менее 3 минут. Производят вырезку заготовок цилиндров из слитка или були монокристалла перпендикулярно по меньшей мере одной плоской "площадке" с четко выраженной гранью на ее поверхности. Затем производят шлифовку торцев цилиндров с точностью отклонения от заданной менее 3 минут. После чего производят калибровку диаметров цилиндров и изготавливают базовый срез на каждом из цилиндров. Производят отжиг цилиндров при температуре 1300-1500°С в течение не менее 8 часов. После резки заготовок цилиндров на пластины производят повторный отжиг. Осуществляют утонение пластин шлифованием и заключительный отжиг на тех же режимах, что и отжиг цилиндров. Такие действия обеспечивают получение тонких пластин сапфира, изготовленных с высокой степенью точности по диаметру и по толщине. 9 з.п. ф-лы, 6 ил.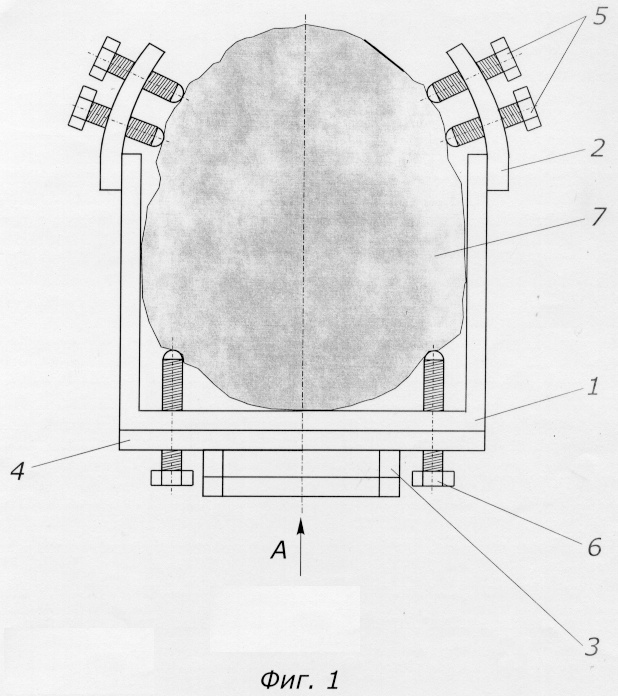
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1996 |
|
RU2105380C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СЛИТКА ПОЛУПРОВОДНИКОВОГО МАТЕРИАЛА | 0 |
|
SU307445A1 |
| Способ резки монокристаллических слитков | 1985 |
|
SU1314400A1 |
| СПОСОБ РАЗДЕЛЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ СЛИТКОВ НА ПЛАСТИНЫ | 1992 |
|
RU2032248C1 |

