Область техники
Изобретение относится к сушильной камере для целлюлозной массы для сушки полотна целлюлозной массы, где сушильная камера для целлюлозной массы содержит нагнетательные ящики, которые выполняют функцию обдувки газом полотна целлюлозной массы для сушки целлюлозной массы.
Настоящее изобретение также относится к способу сушки полотна целлюлозной массы.
Уровень техники
Целлюлозную массу зачастую сушат в сушилке конвективного типа, работающей за счет нахождения полотна в воздухе. Пример такой сушилки описан в документе WO 2009/154549. Горячий воздух подают на полотно целлюлозной массы посредством верхних нагнетательных ящиков и нижних нагнетательных ящиков. Воздух, прогоняемый этими нагнетательными ящиками, передает тепло полотну, чтобы высушить его, а также удерживает это полотно над нижними нагнетательными ящиками. Горячий воздух в нагнетательные ящики подают с помощью системы циркуляции воздуха, содержащей вентиляторы и нагреваемые водяным паром радиаторы, подогревающие этот осушающий воздух. Укомплектованная сушилка целлюлозной массы описана в документе WO 99/36615.
Вследствие растущей потребности в увеличении производства целлюлозной массы на целлюлозных заводах существуют требования повысить производительность сушки в сушилке целлюлозной массы без увеличения ее размера или лишь при незначительном увеличении ее размера.
Краткое описание настоящего изобретения
Задачей настоящего изобретения является создание устройства для сушки полотна целлюлозной массы, в котором более эффективно используется рабочее пространство, чем в устройствах известного уровня техники.
Эта цель достигается с помощью сушильной камеры для сушки полотна целлюлозной массы, где сушильная камера для целлюлозной массы содержит нагнетательные ящики, которые выполняют функцию обдувки газом полотна целлюлозной массы для сушки целлюлозной массы, где по меньшей мере 10% от общего количества нагнетательных ящиков в сушильной камере снабжены отверстиями на соответствующих поверхностях, имеющими характерные размеры от 1,8 до 3,1 мм и составляющими по меньшей мере 20% от общей степени перфорации поверхности соответствующего нагнетательного ящика.
Преимуществом данного изобретения является то, что улучшается теплопередача между нагнетательными ящиками и полотном целлюлозной массы. Таким образом, при конкретных размерах сушилки целлюлозной массы может быть высушено большее количество целлюлозной массы по сравнению с предшествующим уровнем техники.
Согласно одному варианту осуществления отверстия, имеющие характерные размеры от 1,8 до 3,1 мм, являются выполненными без наклона отверстиями. Преимуществом этого варианта осуществления является то, что выполненные без наклона отверстия проявляют более эффективную теплопередачу, чем наклонные отверстия.
Согласно одному из вариантов осуществления по меньшей мере один нагнетательный ящик сушильной камеры содержит выполненные без наклона отверстия, имеющие характерные размеры от 1,8 до 3,1 мм и составляющие по меньшей мере 75% от общей степени перфорации этого нагнетательного ящика. Преимущество этого варианта осуществления состоит в том, что теплопередача становится очень эффективной, когда выполненные без наклона отверстия составляют по меньшей мере 75% от общей степени перфорации нагнетательного ящика.
Согласно одному варианту осуществления по меньшей мере 10% от общего количества нагнетательных ящиков сушильной камеры содержат выполненные без наклона отверстия, имеющие характерные размеры от 1,8 до 3,1 мм и составляющие по меньшей мере 75% от общей степени перфорации соответствующего нагнетательного ящика. Этот вариант осуществления дополнительно улучшает теплопередачу, так как значительная часть общего объема осушающего газа будет выдуваться из отверстий наиболее эффективного типа, а именно из выполненных без наклона отверстий, имеющих характерные размеры от 1,8 до 3,1 мм. Согласно еще одному варианту осуществления выполненные без наклона отверстия, имеющие характерные размеры от 1,8 до 3,1 мм, составляют по меньшей мере 85% от общей степени перфорации соответствующего нагнетательного ящика.
Согласно одному варианту осуществления сушильная камера содержит нижние нагнетательные ящики, расположенные таким образом, чтобы удерживать полотно и сушить целлюлозную массу за счет нахождения полотна в воздухе, где по меньшей мере 20% от общего количества нижних нагнетательных ящиков сушильной камеры снабжены, на их соответствующей верхней поверхности, отверстиями, имеющими характерные размеры от 1,8 до 3,1 мм и составляющими по меньшей мере 20% от общей степени перфорации верхней поверхности соответствующего нижнего нагнетательного ящика. Преимуществом этого варианта осуществления является то, что при надежной поддержке полотна сушка становится очень эффективной.
Согласно одному из вариантов осуществления по меньшей мере один нижний нагнетательный ящик сушильной камеры содержит выполненные без наклона отверстия и наклонные отверстия, где эти выполненные без наклона отверстия имеют характерные размеры от 1,8 до 3,1 мм и составляют по меньшей мере 20% от общей степени перфорации нижнего нагнетательного ящика, и где наклонные отверстия составляют по меньшей мере 30% от общей степени перфорации нижнего нагнетательного ящика. Преимуществом этого варианта является то, что задание местоположения полотна с помощью газа, выдуваемого из наклонных отверстий, и высокая теплопередача благодаря выполненным без наклона отверстиям, имеющим характерные размеры от 1,8 до 3,1 мм, сочетаются в одном и том же нагнетательном ящике.
Согласно одному варианту осуществления по меньшей мере 10% от общего количества нижних нагнетательных ящиков сушильной камеры содержат выполненные без наклона отверстия и наклонные отверстия, где эти выполненные без наклона отверстия имеют характерные размеры от 1,8 до 3,1 мм и составляют по меньшей мере 20% от общей степени перфорации соответствующего нижнего нагнетательного ящика, и где наклонные отверстия составляют по меньшей мере 30% от общей степени перфорации соответствующего нижнего нагнетательного ящика. Преимуществом этого варианта является то, что надежное задание местоположения полотна и высокая теплопередача могут сочетаться, например, в первой зоне сушки сушильной камеры, где полотно является более чувствительным к любому натяжению. Согласно еще одному варианту осуществления выполненные без наклона отверстия, имеющие характерные размеры от 1,8 до 3,1 мм составляют по меньшей мере 30% от общей степени перфорации соответствующего нижнего нагнетательного ящика, а наклонные отверстия составляют по меньшей мере 35% от общей степени перфорации соответствующего нижнего нагнетательного ящика.
Согласно одному варианту осуществления по меньшей мере 10% от общего количества нижних нагнетательных ящиков сушильной камеры содержат выполненные без наклона отверстия, имеющие характерные размеры от 1,8 до 3,1 мм и составляющие по меньшей мере 75% от общей степени перфорации соответствующего нижнего нагнетательного ящика, и где по меньшей мере 10% от общего количества нижних нагнетательных ящиков сушильной камеры содержат выполненные без наклона отверстия и наклонные отверстия, где эти выполненные без наклона отверстия имеют характерные размеры от 1,8 до 3,1 мм и составляют по меньшей мере 20% от общей степени перфорации соответствующего нижнего нагнетательного ящика, и где наклонные отверстия составляют по меньшей мере 30% от общей степени перфорации соответствующего нижнего нагнетательного ящика. Преимущество этого варианта осуществления состоит в том, что сочетание задания местоположения полотна и высокой теплопередачи может быть использовано в той части сушильной камеры, где полотно является сравнительно непрочным, а более высокая теплопередача, но менее жесткое задание местоположения полотна могут использоваться в той части сушильной камеры, где полотно является сравнительно прочным.
Согласно одному варианту осуществления сушильная камера дополнительно содержит по меньшей мере один сушильный виток, содержащий нагнетательные ящики, расположенные таким образом, чтобы вертикально идущее полотно целлюлозной массы обдувать газом с обеих сторон в соответствии с вертикальной схемой сушки целлюлозной массы.
Согласно одному варианту осуществления указанные характерные размеры отверстий составляют от 2,0 до 2,8 мм. В соответствии с другим вариантом осуществления указанные характерные размеры отверстий составляют от 2,2 до 2,7 мм.
Еще одной целью настоящего изобретения является создание способа сушки полотна целлюлозной массы более эффективным методом, чем способы предшествующего уровня техники.
Эта цель достигается посредством способа сушки полотна целлюлозной массы с помощью нагнетательных ящиков, которые выполняют функцию обдувки газом полотна целлюлозной массы для сушки целлюлозной массы; причем этот способ включает обдувку полотна газом из нагнетательных ящиков, где по меньшей мере в 10% от общего количества нагнетательных ящиков по меньшей мере 20% от общего объема газа, выдуваемого к полотну, выдувается из отверстий, имеющих характерные размеры от 1,8 до 3,1 мм.
Преимуществом этого способа является то, что газ, выдуваемый из отверстий, имеющих характерные размеры от 1,8 до 3,1 мм, является очень эффективным для сушки полотна, повышая таким образом эффективность процесса сушки.
Согласно одному варианту осуществления по меньшей мере в 10% от общего количества нагнетательных ящиков, выдувающих газ к полотну, по меньшей мере 75% от общего объема газа, выдуваемого к полотну, выдувается из выполненных без наклона отверстий, имеющих характерные размеры от 1,8 до 3,1 мм. Преимуществом этого варианта осуществления является то, что при существенном количестве газа, выдуваемого из выполненных без наклона отверстий, имеющих характерные размеры от 1,8 до 3,1 мм, сушка становится очень эффективной.
Согласно одному варианту осуществления по меньшей мере в 10% от общего количества нагнетательных ящиков, выдувающих газ к полотну, по меньшей мере 20% от общего объема газа выдувается к полотну из выполненных без наклона отверстий, имеющих характерные размеры от 1,8 до 3,1 мм, и где по меньшей мере 30% от общего объема газа выдувается к полотну из наклонных отверстий. Преимуществом этого варианта осуществления является то, что сочетание высокой теплопередачи и задания местоположения полотна обеспечивает эффективную сушку, а также низкое значение сил натяжения в полотне.
Согласно одному варианту осуществления способ включает обдувку полотна газом из нижних нагнетательных ящиков, расположенных таким образом, чтобы удерживать полотно для сушки целлюлозной массы за счет нахождения полотна в воздухе, где по меньшей мере в 20% от общего количества нижних нагнетательных ящиков по меньшей мере 20% от общего объема газа выдувается к полотну из отверстий, имеющих характерные размеры от 1,8 до 3,1 мм.
В соответствии с дополнительным аспектом предложена сушильная камера для целлюлозной массы для сушки полотна целлюлозной массы, где эта сушильная камера для целлюлозной массы содержит нагнетательные ящики, которые выполняют функцию обдувки газом полотна целлюлозной массы для сушки целлюлозной массы за счет нахождения полотна в воздухе, где эта сушильная камера содержит нижние нагнетательные ящики, расположенные таким образом, чтобы удерживать полотно, где по меньшей мере 20% от общего количества нижних нагнетательных ящиков сушильной камеры снабжены, на их соответствующей верхней поверхности, отверстиями, имеющими характерные размеры от 1,8 до 3,1 мм и составляющими по меньшей мере 20% от общей степени перфорации верхней поверхности соответствующего нижнего нагнетательного ящика.
Согласно еще одному аспекту предложен способ сушки полотна целлюлозной массы с помощью нагнетательных ящиков, которые выполняют функцию обдувки газом полотна целлюлозной массы для сушки целлюлозной массы за счет нахождения полотна в воздухе, где этот способ включает обдувку полотна газом из нижних нагнетательных ящиков, расположенных таким образом, чтобы удерживать полотно, где по меньшей мере в 20% от общего количества нижних нагнетательных ящиков по меньшей мере 20% от общего объема газа, выдуваемого к полотну, выдувается из отверстий, имеющих характерные размеры от 1,8 до 3,1 мм.
Другие цели и признаки настоящего изобретения станут очевидными из описания и формулы изобретения.
Краткое описание графических материалов
Далее изобретение будет описано более подробно со ссылкой на прилагаемые графические материалы, на которых:
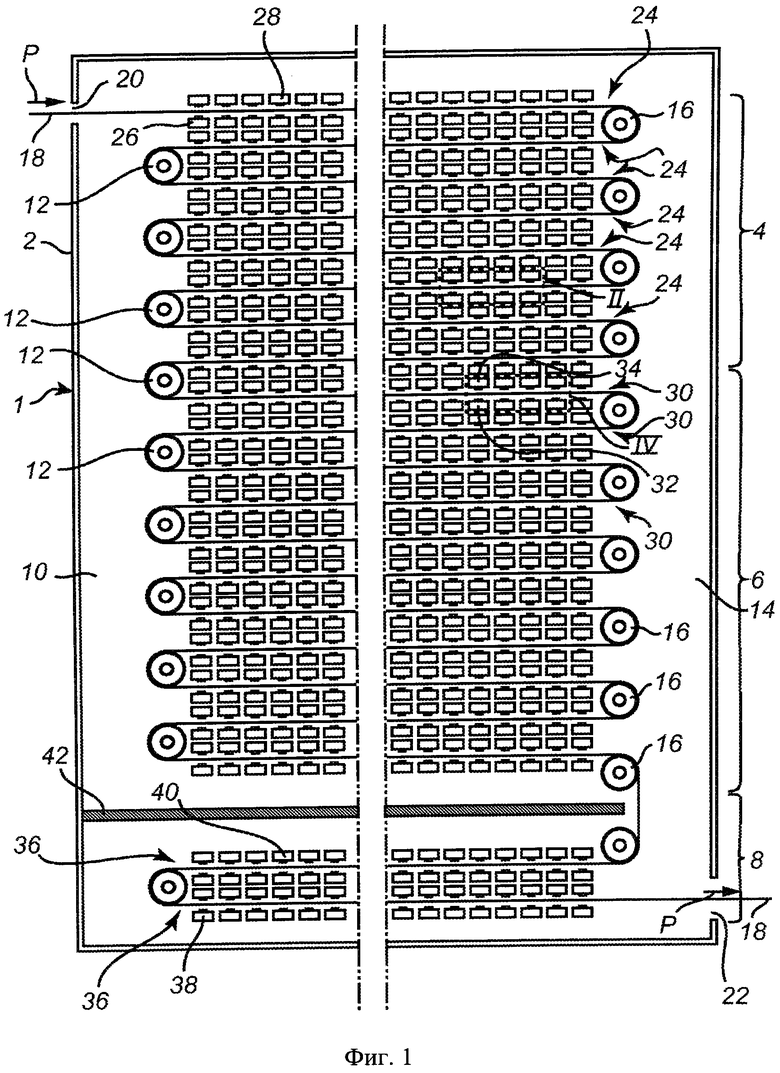
на фиг.1 изображен схематический вид сбоку сушильной камеры для сушки полотна целлюлозной массы.
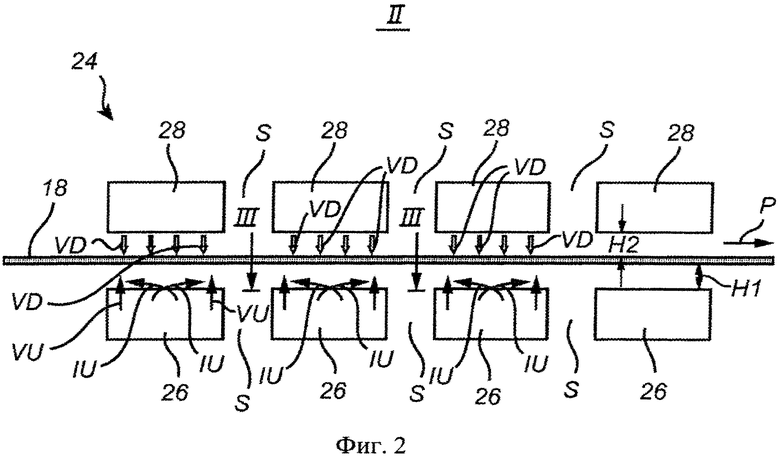
На фиг.2 изображен схематический вид сбоку участка II на фиг.1.
На фиг.3 изображен схематический вид сверху и поперечный разрез первого нижнего нагнетательного ящика так, как он виден по направлению стрелок III-III на фиг.2.
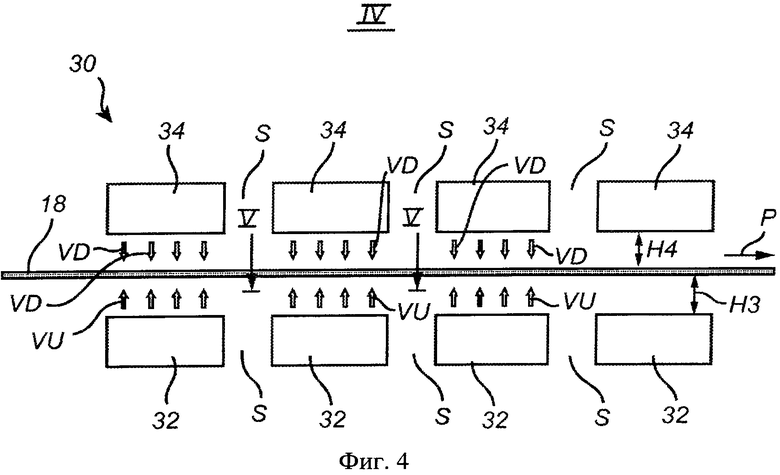
На фиг.4 изображен схематический вид сбоку участка IV на фиг.1.
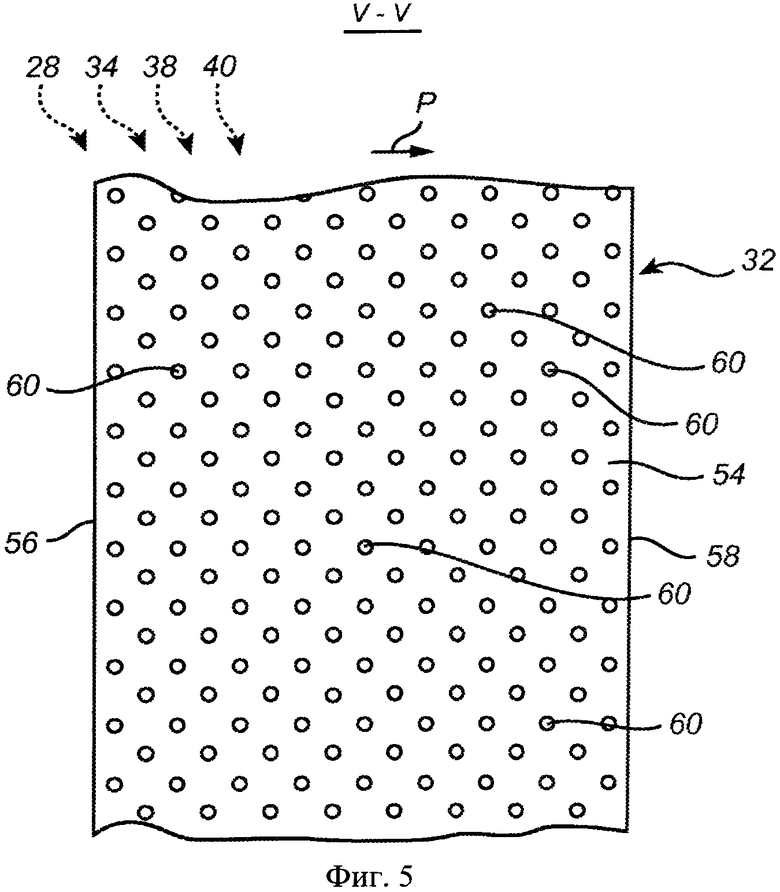
На фиг.5 изображен схематический вид сверху второго нижнего нагнетательного ящика так, как он виден по направлению стрелок V-V на фиг.4.
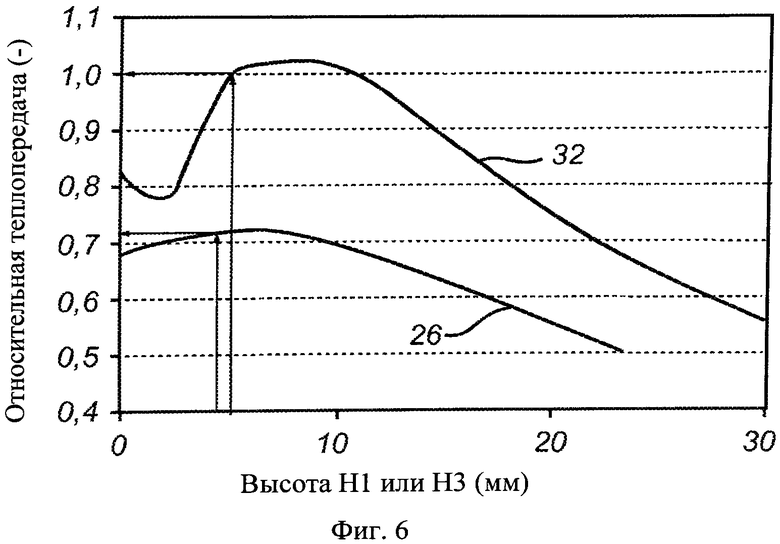
На фиг.6 изображен график относительной теплопередачи первых и вторых нижних нагнетательных ящиков.
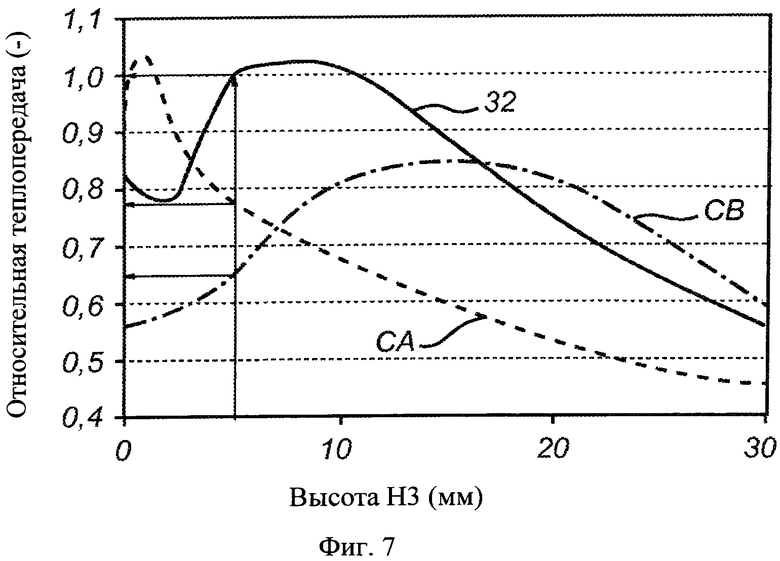
На фиг.7 изображен график относительной теплопередачи вторых нижних нагнетательных ящиков в сравнении с первыми и вторыми нагнетательными ящиками.
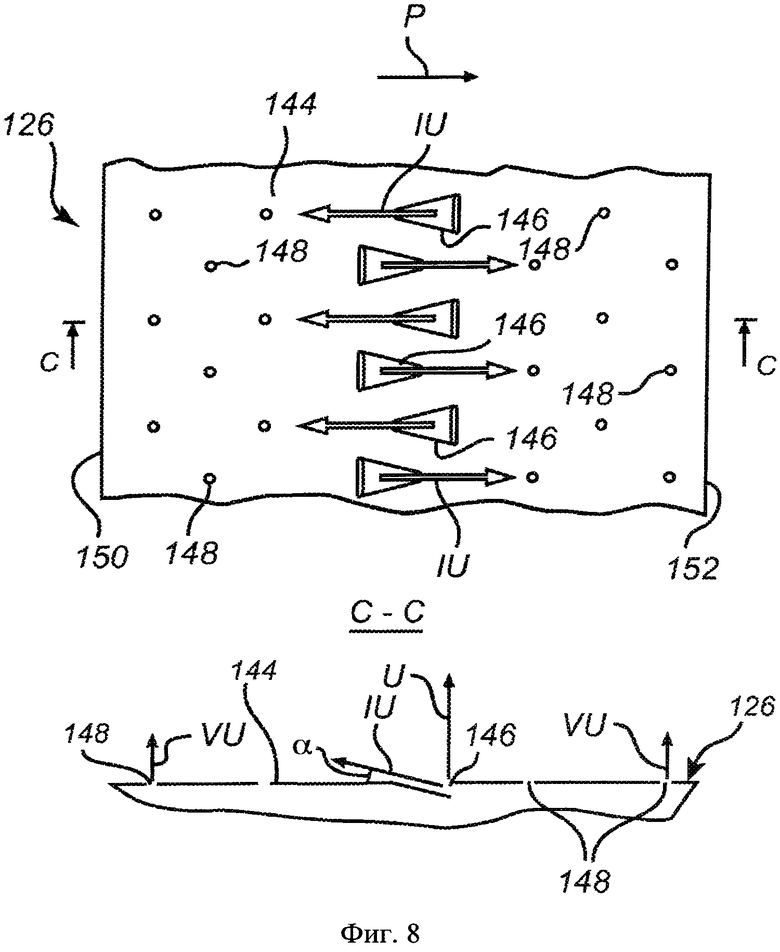
На фиг.8 изображен схематический вид сверху альтернативной конструкции первого нижнего нагнетательного ящика.
На фиг.9 изображен схематический вид сбоку сушильной камеры для сушки полотна целлюлозной массы в соответствии с другим вариантом осуществления.
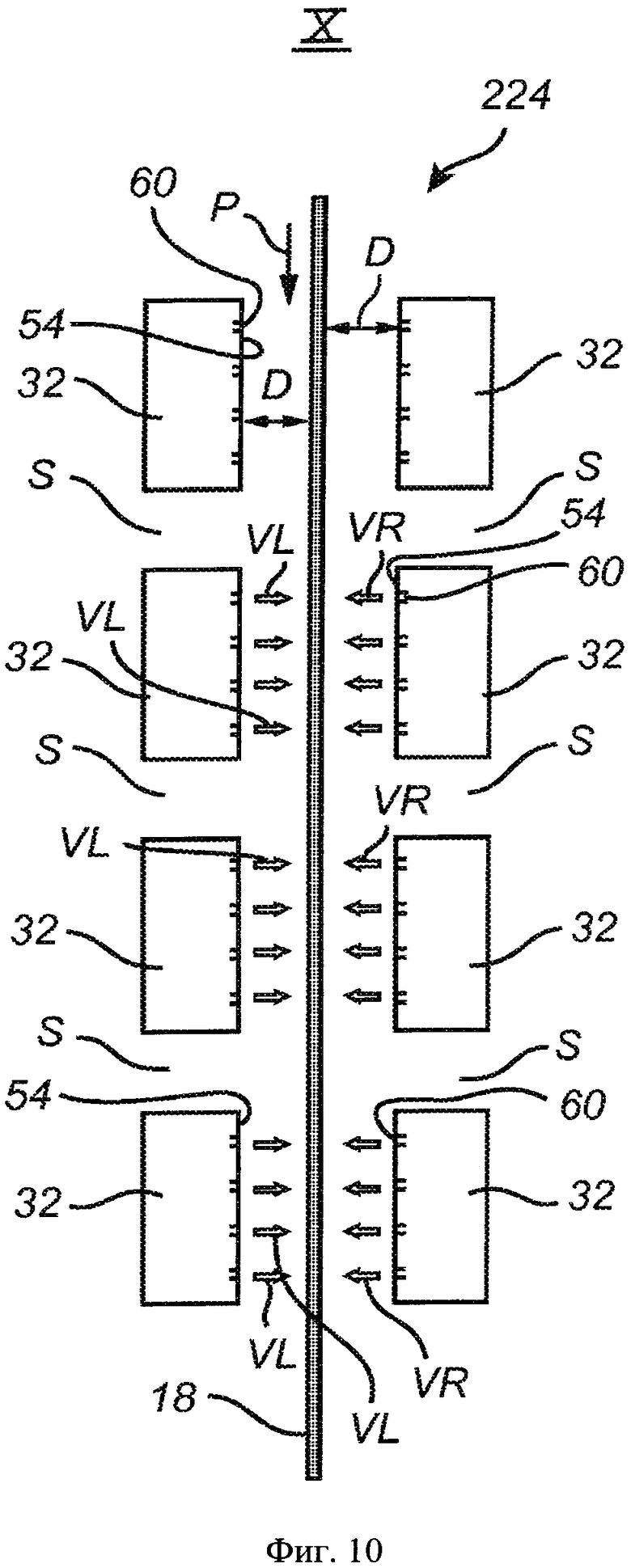
На фиг.10 изображен схематический вид сбоку участка Х на фиг.9.
Описание предпочтительных вариантов осуществления
На фиг.1 изображена сушильная камера 1 для целлюлозной массы для сушки полотна целлюлозной массы в соответствии с первым вариантом осуществления настоящего изобретения. Сушильная камера 1 содержит корпус 2. В одном приведенном в качестве примера варианте осуществления внутри корпуса 2 могут быть расположены первая зона 4 сушки, вторая зона 6 сушки, а также, опционально, зона 8 охлаждения, с первой зоной 4 сушки, расположенной в верхней части корпуса 2, зоной 8 охлаждения, расположенной в нижней части корпуса 2, и второй зоной 6 сушки, расположенной между первой зоной 4 сушки и зоной 8 охлаждения.
У первого края 10 корпуса 2 расположена первая колонна вращающихся валов 12, а у второго края 14 корпуса 2 расположена вторая колонна вращающихся валов 16. Мокрое полотно 18 целлюлозной массы входит в сушильную камеру 1 через входное отверстие 20, расположенное в корпусе 2. В варианте осуществления, представленном на фиг.1, входное отверстие 20 расположено в верхней части корпуса 2, но в альтернативном варианте осуществления входное отверстие может быть расположено в нижней части корпуса. Полотно 18 направлено горизонтально вправо, как показано на фиг.1, в сушильную камеру 1, до тех пор, пока это полотно 18 не достигнет вращающегося вала. В сушильной камере 1, показанной на фиг.1, полотно 18 вначале достигнет вращающегося вала 16 второй колонны вращающихся валов. Полотно 18 разворачивается вокруг вращающегося вала 16, а затем направляется горизонтально влево, как показано на фиг.1, в сушильную камеру 1, пока это полотно 18 не достигнет вращающегося вала 12 первой колонны вращающихся валов, у которого полотно 18 снова разворачивается. Таким образом, полотно 18 зигзагообразно перемещается от верхней к нижней части сушильной камеры 1, как показано стрелками P. Полотно 18 покидает сушильную камеру 1, после того как оно было высушено в первой и второй зонах 4, 6 сушки и охлаждено в зоне 8 охлаждения, через выходное отверстие 22, расположенное в корпусе 2. В варианте осуществления, представленном на фиг.1, выходное отверстие 22 расположено в нижней части корпуса 2, но в альтернативном варианте осуществления выходное отверстие может быть расположено в верхней части корпуса.
Как правило, для процесса сушки используется газ в виде воздуха с температурой от 80 до 250°C. Полотно 18 целлюлозной массы, входящее в сушильную камеру 1 из находящегося выше устройства для формирования полотна, которое не показано на фиг.1, обычно имеет содержание сухих твердых веществ 40-60% по весу, а полотно 18 целлюлозной массы, оставляющее сушильную камеру 1, обычно имеет содержание сухих твердых веществ 85-95% по весу. Полотно 18 целлюлозной массы, оставляющее сушильную камеру 1, обычно имеет плотность бумаги от 800 до 1500 г/м2 при измерении с содержанием влаги 0,11 кг воды на 1 кг сухого вещества и толщину от 0,8 до 3 мм.
Первая зона 4 сушки содержит по меньшей мере одну первую сушильную площадь 24, а обычно 3-15 первых сушильных площадей 24. В варианте осуществления, представленном на фиг.1, первая зона 4 сушки содержит 8 первых сушильных площадей 24. Каждая такая первая сушильная площадь 24 содержит ряд нагнетательных ящиков, как будет более подробно описано далее, и выполняет функцию сушки полотна 18, в то время как это полотно 18 перемещается горизонтально от одного вращающегося вала 12, 16 до следующего вращающегося вала 16, 12. Каждая первая сушильная площадь 24 содержит ряд первых нижних нагнетательных ящиков 26 и ряд первых верхних нагнетательных ящиков 28, которые размещены для вдувания горячего осушающего газа к полотну 18 целлюлозной массы. Как правило, каждая первая сушильная площадь 24 содержит 20-300 первых нижних нагнетательных ящиков 26 и такое же количество первых верхних нагнетательных ящиков 28, хотя на фиг.1 в целях сохранения ясности иллюстрации изображено лишь несколько нагнетательных ящиков. Первые нижние нагнетательные ящики 26 выполняют функцию удержания полотна 18 в «плавающем» состоянии и с заданным местоположением так, что полотно 18 находится в воздухе на расстоянии от первых нижних нагнетательных ящиков 26 в процессе сушки, как будет более подробно описано ниже.
Вторая зона 6 сушки содержит по меньшей мере одну вторую сушильную площадь 30, а обычно 5-40 вторых сушильных площадей 30. В варианте осуществления, представленном на фиг.1, вторая зона 6 сушки содержит 11 вторых сушильных площадей 30. Каждая такая вторая сушильная площадь 30 содержит ряд нагнетательных ящиков, как будет более подробно описано далее, и выполняет функцию сушки полотна 18, в то время как это полотно 18 перемещается горизонтально от одного вращающегося вала 12, 16 до следующего вращающегося вала 16, 12. Каждая вторая сушильная площадь 30 содержит ряд вторых нижних нагнетательных ящиков 32 и ряд вторых верхних нагнетательных ящиков 34, которые размещены для вдувания горячего осушающего газа к полотну 18 целлюлозной массы. Как правило, каждая вторая сушильная площадь 30 содержит 20-300 вторых нижних нагнетательных ящиков 32 и такое же количество вторых верхних нагнетательных ящиков 34, хотя на фиг.1 в целях сохранения ясности иллюстрации изображено только несколько нагнетательных ящиков. Вторые нижние нагнетательные ящики 32 выполняют функцию удержания полотна 18 в «плавающем» состоянии так, что полотно 18 находится в воздухе на расстоянии от вторых нижних нагнетательных ящиков 32 в процессе сушки, как будет более подробно описано ниже.
Первые сушильные площади 24 первой зоны 4 сушки имеют иную механическую конструкцию, нежели вторые сушильные площади 30 второй зоны 6 сушки, как будет более подробно описано ниже. Зачастую первые нижние нагнетательные ящики 26 первых сушильных площадей 24 будут иметь иную механическую конструкцию, чем вторые нижние нагнетательные ящики 32 вторых сушильных площадей 30, как будет проиллюстрировано ниже с помощью примера.
Зона 8 охлаждения содержит по меньшей мере одну охлаждающую площадь 36; на фиг.2 изображены две такие охлаждающие площади 36, каждая такая площадь 36 содержит некоторое количество третьих нижних нагнетательных ящиков 38 и третьих верхних нагнетательных ящиков 40, которые предназначены для вдувания охлаждающего газа к полотну 18 целлюлозной массы. Нижние нагнетательные ящики 38 выполняют функцию удержания полотна 18 в «плавающем» состоянии так, что полотно 18 находится в воздухе в процессе охлаждения. Как правило, в качестве охлаждающего газа для охлаждения используют воздух с температурой от 15 до 40°C. Изолированная стенка 42 отделяет вторую зону 6 сушки от зоны 8 охлаждения.
На фиг.2 изображен увеличенный вид сбоку участка II на фиг.1 и показана первая сушильная площадь 24 первой зоны 4 сушки, показанной на фиг.1. Первая сушильная площадь 24 содержит первые нижние нагнетательные ящики 26, расположенные под полотном 18, и первые верхние нагнетательные ящики 28, расположенные над полотном 18. Первые нижние нагнетательные ящики 26 вдувают горячий осушающий воздух к полотну 18 как по вертикали вверх по направлению к полотну 18, показанному стрелками VU на фиг.2, так и под наклоном с углом, составляющим обычно от 5 до 60° к горизонтальной плоскости, как показано с помощью стрелок IU на фиг.2. Обдувка осушающим воздухом под углом к горизонтальной плоскости с помощью первых нижних нагнетательных ящиков 26 создает как силы, продвигающие полотно 18 вверх от нагнетательных ящиков 26, так и силы, продвигающие полотно 18 вниз по направлению к нагнетательным ящикам 26. Последний эффект иногда упоминается как эффект флотации. Это приводит к тому, что нагнетательные ящики 26, действующие силами фиксации на полотно 18, удерживают это полотно на сравнительно хорошо определенном расстоянии от нагнетательных ящиков 26. Как правило, среднее расстояние, или высота H1, между нижней стороной полотна 18 и верхней поверхностью первых нижних нагнетательных ящиков 26 во время работы сушильной камеры 1 составляет 3-6 мм. Если полотно 18 проявит тенденцию к движению вверх, силы фиксации нагнетательными ящиками 26 будут увлекать полотно 18 вниз, а если полотно 18 проявит тенденцию к движению вниз, воздух, вдуваемый этими нагнетательными ящиками 26, повлечет полотно 18 вверх. Таким образом, полотно 18 перемещается в горизонтальном направлении вдоль первой сушильной площади 24 в относительно стабильном режиме с незначительными движениями в вертикальном направлении, принимая во внимание то, что полотно 18 подвержено действию ограниченных растягивающих сил. Верхние нагнетательные ящики 28 первого типа вдувают горячий осушающий воздух к полотну 18 вертикально вниз к полотну 18, как показано стрелками VD на фиг.2. Как правило, среднее расстояние, или высота H2, между верхней стороной полотна 18 и нижней поверхностью первых верхних нагнетательных ящиков 28 составляет от 10 до 80 мм. Горячий осушающий воздух, выдуваемый нагнетательными ящиками 26, 28, отводится через зазоры S, образованные между соседними по горизонтали нагнетательными ящиками 26, 28.
На фиг.3 изображен схематический вид сверху первого нижнего нагнетательного ящика 26 так, как он виден по направлению стрелок III-III на фиг.2. Стрелка P указывает заданный путь, вдоль которого полотно, не показанное на фиг.3, должно пройти над верхней поверхностью 44 первого нижнего нагнетательного ящика 26. Эта верхняя поверхность 44 содержит расположенные в центральной части отверстия 46 первого типа, которые являются «наклонными» отверстиями, иногда называемыми «отверстиями в форме паза». «Наклонными» отверстиями считаются такие, что по меньшей мере 25% от воздуха, выдуваемого из этих отверстий 46, нагнетается под углом α менее 60° по отношению к верхней поверхности 44 первого нижнего нагнетательного ящика 26, как это лучше всего показано на поперечном сечении B-B на фиг.3. В этом первом нижнем нагнетательном ящике 26 по меньшей мере 30%, зачастую по меньшей мере 40%, от общего потока воздуха, подаваемого в него, вдувают из этих «наклонных» отверстий, например, через отверстия 46 в форме паза. Как лучше всего показано в поперечном сечении B-B, помещенном в нижней части фиг.3, эти отверстия 46 в форме паза могут быть круглыми отверстиями, которые расположены в пазу 47, который размещен по центру на верхней поверхности 44 первого нижнего нагнетательного ящика 26. Пример нагнетательного ящика с пазом и содержащего отверстия в форме паза, расположенные в этом пазу, представлен в документе US 4837947. Часть потока воздуха, выдуваемого через отверстия 46 в форме паза, может быть подана под углом, который больше чем 60°. Из общего потока воздуха, подаваемого в нижний нагнетательный ящик 26, по меньшей мере 25% может быть подано под углом α менее 60° по отношению к верхней поверхности 44 первого нижнего нагнетательного ящика 26.
Отверстия 46 в форме паза подают вдуваемый через них под наклоном горячий осушающий воздух так, что создаются наклонные потоки IU, показанные на фиг.2 и 3. Как видно из фиг.3 настоящей заявки, отверстия 46 расположены в пазу 47 попеременно, так что каждый второй поток IU будет направлен влево, как показано на фиг.3, и каждый первый поток IU будет направлен вправо.
Продолжим описание фиг.3 настоящей заявки; верхняя поверхность 44 снабжена отверстиями 48 второго типа, которые расположены между пазом 47 и соответствующими сторонами 50, 52 нагнетательного ящика 26. Отверстия 48 второго типа являются «выполненными без наклона», которые распределены по верхней поверхности 44. Под «выполненными без наклона» подразумевают, что по меньшей мере 80% от воздуха, выдуваемого из этих отверстий 48, нагнетается под углом к верхней поверхности 44, который составляет не менее 70°. Как правило, почти весь поток воздуха будет подан почти вертикально, т.е. под углом, близким к 90° к верхней поверхности 44, из отверстий 48, выполненных без наклона. Отверстия 48 могут быть круглыми отверстиями с типичным значением диаметра от 1,8 до 3,1 мм. Согласно одному варианту осуществления отверстия 48 имеют диаметр от 2,0 до 2,8 мм. В соответствии с другим вариантом осуществления отверстия 48 имеют диаметр от 2,2 до 2,7 мм. Отверстия 48 второго типа вдувают горячий осушающий воздух вверх, чтобы сформировать потоки VU, как лучше всего показано в поперечном сечении B-B на фиг.3. Как видно из поперечного сечения B-B на фиг.3, внешние части верхней поверхности 44 слегка наклонены вниз. Это сделано с целью снижения риска того, что полотно 18 прикоснется к нагнетательному ящику 26, примыкающему к нему сторонами 50, 52. Таким образом, через эти отверстия 48, которые расположены рядом со сторонами 50, 52, может вдуваться большая часть воздуха, подаваемого к нему под углом, составляющим обычно около 85° к горизонтальной плоскости.
Изменяя количество и размер отверстий 46 первого типа и количество и размер отверстий 48 второго типа, можно достичь подходящее соотношение разности давлений между отверстиями 46, 48 первого и второго типа, например, такое что 65% от общего потока воздуха, подаваемого к первому нижнему нагнетательному ящику 26, выпускается через отверстия 46 первого типа, а 35% от общего потока воздуха, подаваемого к первому нижнему нагнетательному ящику 26, выпускается через отверстия 48 второго типа. Степень перфорации нагнетательного ящика 26 может быть рассчитана путем деления общей открытой площади отверстий 46, 48 представленной части верхней поверхности 44 на горизонтально спроецированную площадь 49 представленной части верхней поверхности 44. Под «представленной частью» подразумевают часть верхней поверхности 44, которая является представленной по отношению к выдуванию воздуха к полотну 18, то есть без учета, например, участка выпуска воздуха из нагнетательного ящика. Степень перфорации, может, например, составлять 1,5%. Степень перфорации может варьироваться в зависимости от веса, влагосодержания и т.п. характеристик полотна 18, подлежащего сушке. Зачастую степень перфорации первого нижнего нагнетательного ящика 26 будет составлять 0,5-3,0%. Отверстия 48 второго типа, являющиеся выполненными без наклона отверстиями и имеющие диаметр от 1,8 до 3,1 мм, как правило, составляют по меньшей мере 20% от общей степени перфорации первых нижних нагнетательных ящиков 26, а обычно 30-70% суммарной степени перфорации первых нижних нагнетательных ящиков 26. Отверстия 46 первого типа, являющиеся наклонными отверстиями, обычно могут составлять по меньшей мере 30% от общей степени перфорации первых нижних нагнетательных ящиков 26, а обычно 40-80% от общей степени перфорации первых нижних нагнетательных ящиков 26.
Например, если положить площадь 49 представленного участка равной 5000 мм2, а степень перфорации 2%, то общая площадь отверстий 46, 48 составит 100 мм2. Если отверстия 46 первого типа будут составлять 50% от степени перфорации, это будет соответствовать 50 мм2. Это означает, что отверстия 48 второго типа будут иметь общую открытую площадь, соответствующую остальным 50 мм2, которая при отверстиях 48 диаметром 2,5 мм, будет соответствовать примерно десяти отверстиям 48, каждое из которых имеет открытую площадь около 4,9 мм2.
На фиг.4 изображен увеличенный вид сбоку участка IV на фиг.1. и показана вторая сушильная площадь 30 второй зоны 6 сушки, показанной на фиг.1. Эта вторая сушильная площадь 30 содержит вторые нижние нагнетательные ящики 32, расположенные под полотном 18, и вторые верхние нагнетательные ящики 34, расположенные над этим полотном 18. Вторые нижние нагнетательные ящики 32 нагнетают горячий воздух к полотну 18 вертикально вверх к полотну 18, как показано стрелками VU на фиг.4. Вторые нижние нагнетательные ящики 32 второй сушильной площади 30 воздействуют с меньшей силой фиксации на полотно 18 по сравнению с первыми нижними нагнетательными ящиками 26 первой сушильной площади 24, показанными на фиг.2 и 3. Сила фиксации, с которой воздействуют на полотно вторые нижние нагнетательные ящики 32, как правило, является достаточно низкой или даже отсутствует. Обратимся снова к фиг.4; горячий осушающий воздух, поступающий из вторых нижних нагнетательных ящиков 32 поднимает полотно на высоту, на которой вес полотна 18 находится в равновесии с подъемной силой горячего осушающего воздуха, подаваемого вторыми нижними нагнетательными ящиками 32. Как правило, среднее расстояние или высота H3 между нижней стороной полотна 18 и верхней поверхностью вторых нижних нагнетательных ящиков 32 составляет от 4 до 15 мм. Поскольку сила фиксации, с которой вторые нижние нагнетательные ящики 32 воздействуют на полотно 18, является достаточно низкой или даже отсутствует, вертикальное положение полотна 18 будет иметь тенденцию к отклонениям во время работы сушильной камеры 1, несколько большим при прохождении вторых сушильных площадей 30, по сравнению с теми, когда осуществлялось прохождение первых сушильных площадей 24. Таким образом, полотно 18 перемещается в горизонтальном направлении вдоль второй сушильной площади 30 относительно свободным способом, с некоторыми смещениями в вертикальном направлении, а это означает, что полотно 18 подвергается действию некоторых растягивающих сил. Верхние нагнетательные ящики 34 второго типа нагнетают горячий осушающий воздух к полотну 18 вертикально вниз к полотну 18, как показано стрелками VD на фиг.4. Как правило, среднее расстояние или высота H4 между верхней стороной полотна 18 и нижней поверхностью вторых верхних нагнетательных ящиков 34 составляет от 5 до 80 мм. Горячий осушающий воздух, выдуваемый нагнетательными ящиками 32, 34, отводится через зазоры S, образованные между соседними по горизонтали нагнетательными ящиками 32, 34.
На фиг.5 изображен схематический вид сверху второго нижнего нагнетательного ящика 32 так, как он виден по направлению стрелок V-V на фиг.4. Стрелка P указывает заданный путь, вдоль которого полотно, не показанное на фиг.5, должно пройти над верхней поверхностью 54 второго нижнего нагнетательного ящика 32. Эта верхняя поверхность 54 проходит между боковыми сторонами 56, 58 нагнетательного ящика 32 и содержит отверстия 60, «выполненные без наклона», которые распределены по верхней поверхности 54. Под «выполненными без наклона» подразумевают, в соответствии с предыдущим определением, что по меньшей мере 80% от воздуха, выдуваемого из этих отверстий 60, нагнетается под углом к верхней поверхности 54, который составляет не менее 70°. Как правило, почти весь поток воздуха будет подан почти вертикально, т.е. под углом, близким к 90° к верхней поверхности 54, из выполненных без наклона отверстий 60. Во втором нижнем нагнетательном ящике 32 по меньшей мере 75% от общего потока воздуха, подаваемого в него, вдувают из выполненных без наклона отверстий. В варианте осуществления, показанном на фиг.5, 100% общего потока воздуха, подаваемого в него, вдувается из выполненных без наклона отверстий 60. Отверстия 60 могут быть равномерно распределены по поверхности 54, но также могут быть распределены неравномерным образом. Как видно из фиг.5, концентрация отверстий 60 (количество отверстий на квадратном сантиметре верхней поверхности 54) несколько выше на участках, прилегающих к сторонам 56, 58. Отверстия 60 нагнетательного ящика 32 могут быть круглыми отверстиями с типичным значением диаметра от 1,8 до 3,1 мм. Согласно одному варианту осуществления отверстия 60 имеют диаметр от 2,0 до 2,8 мм. В соответствии с другим вариантом осуществления отверстия 60 имеют диаметр от 2,2 до 2,7 мм. Отверстия 60 вдувают горячий осушающий воздух вертикально вверх для формирования потоков VU.
Степень перфорации в соответствии с предыдущим определением может, например, составлять 1,5% во втором нижнем нагнетательном ящике 32. Степень перфорации может варьироваться в зависимости от веса, влагосодержания и т.п. характеристик полотна 18, подлежащего сушке. Зачастую степень перфорации второго нижнего нагнетательного ящика 32 будет составлять 0,5-3,0%. Отверстия 60, имеющие диаметр от 1,8 до 3,1 мм, как правило, составляют по меньшей мере 75% от общей степени перфорации вторых нижних нагнетательных ящиков 32, а обычно 80-100% суммарной степени перфорации вторых нижних нагнетательных ящиков 32. Отверстия 60, имеющие диаметр от 1,8 до 3,1 мм, составляют, например 100% суммарной степени перфорации представленного в качестве примера нижнего нагнетательного ящика 32, показанного на фиг.5.
Первые верхние нагнетательные ящики 28 первых сушильных площадей 24, показанные на фиг.2, и вторые верхние нагнетательные ящики 34 вторых сушильных площадей 30, показанные на фиг.4, могут иметь одинаковую конструкцию, такую как у второго нижнего нагнетательного ящика 32, показанного на фиг.5, что отображено пунктирными стрелками на фиг.5.
Кроме того, третьи нижние нагнетательные ящики 38 и третьи верхние нагнетательные ящики 40 из зоны 8 охлаждения также могут иметь конструкцию, аналогичную той, что у вторых нижних нагнетательных ящиков 32, показанную на фиг.5, что отображено пунктирными стрелками. В соответствии с альтернативным вариантом осуществления третьи нижние нагнетательные ящики 38 могут иметь такую же конструкцию, что и первые нижние нагнетательные ящики 26, показанные на фиг.3, как показано с помощью пунктирной стрелки.
Все указанные выше средние расстояния H1, H2, H3, H4 относятся к кратчайшим расстояниям между поверхностями 44, 54 соответствующих нагнетательных ящиков 26, 28, 32, 34 и полотном 18.
На фиг.6 изображен график относительной теплопередачи между полотном 18 и первыми нижними нагнетательными ящиками 26 первых сушильных площадей 24, а также вторыми нижними нагнетательными ящиками 32 вторых сушильных площадей 30 соответственно. Горизонтальная ось, ось X, обозначает среднее расстояние или высоту H1 и H3, соответственно, между нижней стороной полотна 18 и верхней поверхностью 44, 54 соответствующего нагнетательного ящика 26, 32. Вертикальная ось, ось Y, обозначает относительную теплопередачу от соответствующего нагнетательного ящика 26, 32 к полотну 18.
Относительная теплопередача принята за 1,0 на среднем расстоянии H3 5 мм до вторых нижних нагнетательных ящиков 32, а все другие относительные величины теплопередачи рассчитывают по отношению к этому значению теплопередачи.
Как описано выше, равновесное расстояние H1 между полотном 18 и первыми нижними нагнетательными ящиками 26 первой зоны 4 сушки обычно может составлять 3-6 мм. В одном примере расстояние H1 может составлять около 4,5 мм. Из рассмотрения кривой «26» для первых нижних нагнетательных ящиков 26 на фиг.6 видно, что значение относительной теплопередачи около 0,72 будет соответствовать высоте H1 4,5 мм. Кроме того, из предыдущего описания можно напомнить, что равновесное расстояние H3 между полотном 18 и вторыми нижними нагнетательными ящиками 32 второй зоны 6 сушки, как правило, составляет от 4 до 15 мм. В одном примере расстояние H3 может быть около 5 мм. Из рассмотрения кривой «32» для вторых нижних нагнетательных ящиков 32 на фиг.6 видно, что значение относительной теплопередачи около 1,0 будет соответствовать высоте H3 около 5 мм.
Из фиг.6 и приведенного выше примера понятно, что теплопередача во второй зоне 6 сушки значительно выше, чем в первой зоне 4 сушки. Без обращения к какой-либо теории это выглядит так, как если бы лучшая теплопередача во второй зоне 6 сушки обусловлена как тем, что большее расстояние между полотном 18 и соответствующим нагнетательным ящиком 26, 32 является благоприятным для теплопередачи по меньшей мере приблизительно до расстояния 10 мм, так и тем, что вторые нижние нагнетательные ящики 32 с горячим сушильным воздухом, нагнетаемым преимущественно в вертикальном направлении VU вверх по направлению к полотну 18, выглядят сами по себе более эффективными, чем первые нижние нагнетательные ящики 26, нагнетающие часть горячего сушильного воздуха под наклоном. Первая зона 4 сушки, с другой стороны, обеспечивает более стабильное управление подачей полотна 18, в результате чего на полотно 18 действуют меньшие силы натяжения. Предел прочности при растяжении полотна 18 имеет тенденцию к увеличению с уменьшением содержания влаги. Таким образом, полотно 18 является сравнительно непрочным у входного отверстия 20 сушильной камеры 1, показанного на фиг.1, и сравнительно прочным у выходного отверстия 22 сушильной камеры 1. Следовательно, в первой зоне 4 сушки полотно сушат в условиях более низкого натяжения, при достаточно стабильной траектории движения полотна, до тех пор, пока полотно не высушено, например, до содержания сухого вещества около 55-80%. Затем, с приобретением полотном 18 более высокой прочности на разрыв, полотно 18 сушат во второй зоне 6 сушки в условиях более высокого натяжения, но также с очень высокой теплопередачей, благодаря чему сушка является эффективной.
На фиг.7 изображен график относительной теплопередачи между полотном 18 и вторыми нижними нагнетательными ящиками 32 вторых сушильных площадей 30 в сравнении с первым расположенным сравнительно ниже нагнетательным ящиком CA и вторым расположенным сравнительно ниже нагнетательным ящиком CB. Вторые нижние нагнетательные ящики 32 имеют конструкцию, которая относится к типу, показанному на фиг.5, и снабжены отверстиями 60, которые являются круглыми и имеют диаметр 2,5 мм. Степень перфорации, в соответствии с предыдущим определением, в данном примере составляет 1,5%. Первый расположенный сравнительно ниже нагнетательный ящик CA имеет конструкцию, которая аналогична показанной на фиг.5, с той разницей, что этот нагнетательный ящик CA снабжен круглыми отверстиями, имеющими диаметр 1,0 мм. Второй расположенный сравнительно ниже нагнетательный ящик CB также имеет конструкцию, которая аналогична показанной на фиг.5, с той разницей, что этот нагнетательный ящик CB снабжен круглыми отверстиями, имеющими диаметр 5 мм. Степень перфорации этих первого и второго приведенных для сравнения нагнетательных ящиков CA и CB также составляет 1,5%.
На фиг.7 горизонтальная ось, ось X, обозначает среднее расстояние или высоту H3 между нижней стороной полотна 18 и верхней поверхностью 54 соответствующего нагнетательного ящика 32, CA и CB. Вертикальная ось, ось Y, обозначает относительную теплопередачу от соответствующего нагнетательного ящика 32, CA, CB к полотну 18. Относительная теплопередача принята за 1,0 на среднем расстоянии H3 5 мм до вторых нижних нагнетательных ящиков 32, а все другие относительные величины теплопередачи рассчитывают по отношению к этому значению теплопередачи.
Продолжим рассмотрение примера, приведенного в связи с фиг.6; из этого примера, приведенного в связи с фиг.6, можно понять, что равновесное расстояние H3 между полотном 18 и вторыми нижними нагнетательными ящиками 32 второй зоны 6 сушки составляло около 5 мм. Из рассмотрения кривой «32» для вторых нижних нагнетательных ящиков 32 на фиг.7 видно, что значение высоты H3 около 5 мм будет соответствовать значению относительной теплопередачи около 1,0. Из рассмотрения кривой «CA» на фиг.7 для первого расположенного сравнительно ниже нагнетательного ящика CA видно, что значение высоты H3 около 5 мм будет соответствовать значению относительной теплопередачи около 0,78. Из рассмотрения кривой «CB» на фиг.7 для второго расположенного сравнительно ниже нагнетательного ящика CB видно, что значение высоты H3 около 5 мм будет соответствовать значению относительной теплопередачи около 0,65.
Из фиг.7 и приведенного выше примера ясно, что теплопередача вторых нижних нагнетательных ящиков 32, имеющих отверстия 60 с диаметром 2,5 мм, значительно выше, чем у первых расположенных сравнительно ниже нагнетательных ящиков CA, имеющих отверстия с диаметром 1,0 мм, и вторых расположенных сравнительно ниже нагнетательных ящиков CB, имеющих отверстия диаметром 5 мм.
Аналогично, первые нижние нагнетательные ящики 26, описанные выше со ссылкой на фиг.3, также могут быть снабжены отверстиями 48, которые являются круглыми и имеют диаметр 2,5 мм на их верхней поверхности 44. Эти отверстия 48 будут служить таким же образом, как и отверстия 60, и обеспечивают улучшенный теплообмен по сравнению с нагнетательными ящиками известного уровня техники, имея отверстия диаметром, например, 5 мм, в соответствии со схемой, изображенной на фиг.7. Отверстия 46 в форме паза первого нижнего нагнетательного ящика 26 предназначены для несколько отличной цели, а именно, для стабилизации полотна 18; и диаметр этих отверстий 46 может, таким образом, определяться другими параметрами, что может быть причиной иного диаметра этих отверстий, нежели у отверстий 48.
На фиг.8 изображена альтернативная конструкция первого нижнего нагнетательного ящика 126. Стрелка P указывает заданный путь, вдоль которого полотно должно пройти над верхней поверхностью 144 первого нижнего нагнетательного ящика 126. Эта верхняя поверхность 144 содержит расположенные в центральной части отверстия 146 первого типа, которые являются «наклонными» отверстиями, иногда называемыми «отверстиями в виде ушка». В первом нижнем нагнетательном ящике 126 по меньшей мере 30%, зачастую по меньшей мере 40% от общего потока воздуха, подаваемого в него, вдувают через эти отверстия 146 в виде ушек. Часть потока воздуха, выдуваемого через отверстия 146 в виде ушек, может быть подана под углом, который больше чем 60°, как показано стрелкой U в поперечном сечении С-С на фиг.8. Из общего потока воздуха, подаваемого в нижний нагнетательный ящик 126, по меньшей мере 25% может быть подано под углом α менее 60° по отношению к верхней поверхности 144 первого нижнего нагнетательного ящика 126.
Отверстия 146 в виде ушек, которые могут иметь такую же конструкцию, как отверстия названные «отверстиями в виде ушек 6» в документе WO 97/16594, и которые описаны со ссылкой на фиг.2 и 3 из документа WO 97/16594, подают вдуваемый через под наклоном горячий осушающий воздух. Как видно из фиг.8 настоящей заявки отверстия 146 расположены на поверхности 144 попеременно, так что каждый второй поток IU будет направлен влево, как показано на фиг.8, и каждый первый поток IU будет направлен вправо.
Продолжим описание фиг.8 настоящей заявки; верхняя поверхность 144 снабжена отверстиями 148 второго типа, которые расположены вблизи сторон 150, 152 нагнетательного ящика 126. Отверстия 148 второго типа являются «выполненными без наклона» и распределены по верхней поверхности 144. Отверстия 148 могут быть круглыми отверстиями с типичным значением диаметра от 1,8 до 3,1 мм. Отверстия 148 второго типа вдувают горячий осушающий воздух вверх, чтобы сформировать потоки VU, как лучше всего показано в поперечном сечении C-C.
Меняя количество и размер отверстий 146 первого типа и количество и размер отверстий 148 второго типа, можно достичь подходящее соотношение разности давлений между отверстиями 146, 148 первого и второго типа, например, такое что 65% от общего потока воздуха, подаваемого к первому нижнему нагнетательному ящику 126, выпускается через отверстия 146 первого типа, а 35% от общего потока воздуха, подаваемого к первому нижнему нагнетательному ящику 126, выпускается через отверстия 148 второго типа. Степень перфорации может, например, составлять 1,5%. Степень перфорации может варьироваться в зависимости от веса, влагосодержания и т.п. характеристик полотна 18, подлежащего сушке. Часто степень перфорации первого нижнего нагнетательного ящика 126 будет составлять 0,5-3,0%.
Тип первого нижнего нагнетательного ящика 126, показанный на фиг.8 способен обеспечить более стабильную траекторию движения полотна 18, чем тип первого нижнего нагнетательного ящика 26, показанный на фиг.3, и такую же или лучшую теплопередачу.
На фиг.9 изображена сушильная камера 201 для вертикальной сушки полотна целлюлозной массы, в которой мокрое полотно 18 целлюлозной массы сушат с помощью горячего воздуха во время перемещения вдоль ряда сушильных секций 224, которые могут в вертикальной сушильной камере 201 для сушки полотна целлюлозной массы называться сушильными витками 224. В этой вертикальной сушильной камере 201 для сушки полотна целлюлозной массы полотно 18 целлюлозной массы 18 сушат во время перемещения вертикально вверх и вниз вдоль сушильных витков 224 между верхними вращающимися валами 212 и нижними вращающимися валами 216.
Вертикальная сушильная камера 201 может обычно содержать 4 -80 витков 224, например 40 витков 224. Для ясности изложения на фиг.9 изображено меньшее число витков 224, а средняя секция вертикальной сушильной камеры 201 опущена, что показано на фиг.9 вертикальными штрихпунктирными линиями.
Мокрое полотно 18 целлюлозной массы входит в сушильную камеру 201 через входное отверстие 220, расположенное в первой боковой стенке 210 корпуса 202. В варианте осуществления, представленном на фиг.9, входное отверстие 220 расположено в центральной части боковой стенки 210, но в альтернативном варианте осуществления входное отверстие 220 может быть расположено в другом положении по высоте боковой стенки 210. После ввода в корпус 202 через входное отверстие 220 полотно 18 направлено, по существу, вертикально вверх, как показано стрелкой P на фиг.9, в сушильную камера 201, пока полотно 18 не достигнет верхнего вращающегося вала 212. Полотно 18 разворачивается вокруг верхнего вращающегося вала 212 и перемещается, по существу, вертикально вниз в сушильную камеру 201, пока это полотно 18 не достигнет нижнего вращающегося вала 216, у которого полотно 18 снова разворачивается. Таким образом полотно 18 подано через корпус 202 и попеременно перемещается вертикально вверх и вниз из входного отверстия 220 на первой боковой стенке 210 корпуса 202 к выходному отверстию 222, расположенному на второй боковой стенке 214 корпуса 202. Высушенное полотно 18 покидает сушильную камеру 201 через выходное отверстие 222, которое в варианте осуществления, представленном на фиг.9, расположено в нижней части второй боковой стенки 214. В альтернативном варианте осуществления выходное отверстие 222 может быть расположено в другом положении по высоте боковой стенки 214.
Полотно 18 сушат с помощью воздуха, выдуваемого из нагнетательных ящиков 32, расположенных слева и справа от каждого из витков 224, как будет более подробно описано ниже со ссылкой на фиг.10. Как видно из фиг.9, длина витков 224 не является постоянной по всей сушильной камере 201. Те витки 224, которые расположены рядом со входным отверстием 220, имеют более короткую длину, чем витки 224, расположенные в других частях сушильной камеры 201. Как показано на фиг.9, тот виток 224, который расположен непосредственно после входного отверстия 220, является самым коротким, а за ним следует постепенное увеличение длины следующих четырех витков 224. Шестой виток 224 и витки 224, следующие за ним, имеют наибольшую длину. При постепенном увеличении длины витков 224, наблюдаемом в направлении движения полотна, снижается риск обрыва полотна в той части сушильной камеры 201, которая находится ближе ко входному отверстию 220, где полотно 18 является относительно тяжелым из-за большого содержания воды и ломким. Таким образом, наличие более коротких витков 224 вблизи входного отверстия 220 снижает риск обрыва полотна. Однако возможна одинаковая длина всех витков 224 во всей сушильной камере 201. Вертикальная длина каждого витка 224, т.е. вертикальное расстояние между верхним вращающимся валом 212 и нижним вращающимся валом 216, как правило, может составлять 2-60 метров.
Опционально в сушильной камере 201 могут быть предусмотрены первая зона 204 сушки, содержащая первые пять витков 224, и вторая зона 206 сушки, содержащая остальные витки 224. Эти две зоны 204, 206 сушки могут быть снабжены нагнетательными ящиками различной механической конструкции, и/или в них может быть подан осушающий воздух с различной температурой, и/или они могут быть снабжены различными относительными количествами осушающего воздуха, и/или они могут иметь различные длины витков 224 для снижения риска обрыва полотна и достижения оптимальной сушки как в первой зоне 204 сушки, в которой полотно 18 является относительно тяжелым и имеет высокое содержание воды, так и во второй зоне 206 сушки, в которой полотно 18 является относительно сухим, и имеет более низкий вес.
На фиг.10 изображен увеличенный вид сбоку участка X на фиг.9, и показана часть витка 224, в котором полотно 18 перемещается вертикально вниз. Нагнетательные ящики 32 расположены слева и справа от полотна 18 и выпускают горячий воздух на полотно 18 с левой стороны, что показано стрелками VL, и с правой стороны, что показано стрелками VR. Расстояние D между полотном 18 и нагнетательными ящиками 32 обычно может составлять от 4 до 50 мм, предпочтительно от 5 до 30 мм, а наиболее предпочтительно от 5 до 20 мм. Горячий осушающий воздух, выдуваемый нагнетательными ящиками 32, отводится через зазоры S, образованные между соседними по вертикали нагнетательными ящиками 32. Эти нагнетательные ящики 32 относятся к типу, который показан на фиг.5, хотя нагнетательных ящики 32 расположены в сушильной камере 201 для выдува осушающего воздуха со стороны, в горизонтальном направлении, а не вверх, как в сушильной камере 1, и содержат отверстия 60, «выполненные без наклона» и распределенные по поверхности 54 соответствующего нагнетательного ящика 32, которая обращена к поверхности полотна 18. Отверстия 60, распределенные по поверхности 54 нагнетательного ящика 32, могут быть круглыми отверстиями с типичным значением диаметра от 1,8 до 3,1 мм. Согласно одному варианту осуществления отверстия 60 имеют диаметр от 2,0 до 2,8 мм. В соответствии с другим вариантом осуществления отверстия 60 имеют диаметр от 2,2 до 2,7 мм.
Следует понимать, что возможны многочисленные разновидности описанных выше вариантов осуществления в пределах объема прилагаемой формулы изобретения.
Выше было описано, что отверстия 48, 60 являются круглыми отверстиями с типичным значением диаметра от 1,8 до 3,1 мм. Следует заметить, что другие формы, отличные от круглой, также возможны для использования в качестве отверстия. Например, отверстиям 48, 60 может быть придана форма квадрата, прямоугольника, треугольника, овальная, пятиугольника, шестиугольника и т.п. Характерный размер такой альтернативной формы всегда относится к диаметру круглого отверстия с такой же площадью живого сечения, что и рассматриваемое отверстие. Таким образом, например, квадратное отверстие со стороной 2,2 мм будет иметь площадь живого сечения около 4,9 мм2. Круглое отверстие с такой же площадью живого сечения 4,9 мм2 будет иметь диаметр 2,5 мм. Таким образом, характерный размер квадратного отверстия со стороной 2,2 мм фактически составит 2,5 мм, так как 2,5 мм - это диаметр круглого отверстия с такой же площадью живого сечения, как у рассматриваемого квадратного отверстия.
Выше было описано, что сушильная камера 1 содержит первую зону 4 сушки, снабженную первыми нижними нагнетательными ящиками 26 или 126, и вторую зону 6 сушки, снабженную вторыми нижними нагнетательными ящиками 32. Следует иметь в виду, что сушильная камера может иметь любое количество зон сушки, быть с зоной охлаждения или без зоны охлаждения. Кроме того, сушильная камера может иметь одну зону сушки. Так, например, сушильная камера может быть снабжена только первыми нижними нагнетательными ящиками 26, 126 тех типов, которые показаны на фиг.3 и 8. Кроме того, сушильная камера может быть снабжена только вторыми нижними нагнетательными ящиками 32 того типа, который показан на фиг.5.
Выше было описано со ссылкой на фиг.1, что сушильная камера 1 содержит первую зону 4 сушки, вторую зону 6 сушки и зону 8 охлаждения. Следует иметь в виду, что возможны многие альтернативные варианты осуществления. Например, можно также разработать сушильную камеру, содержащую первую зону 4 сушки и вторую зону 6 сушки, но без зоны охлаждения в случае, если охлаждение не требуется.
Как описано выше, третьи нижние нагнетательные ящики 38 зоны 8 охлаждения могут иметь в целом такую же конструкцию, что и первые нижние нагнетательные ящики 26, 126, показанные на фиг.3 и 8, соответственно, или же в целом такую же конструкцию, что и вторые нижние нагнетательные ящики 32, показанные на фиг.5.
Использование третьих нижних нагнетательных ящиков 38, имеющих в целом такую же конструкцию, что и вторые нижние нагнетательные ящики 32, как показано на фиг.5, имеет то преимущество, что теплопередача будет высокой, подобно теплопередаче вторых нижних нагнетательных ящиков 32, что описано и проиллюстрировано со ссылкой на фиг.7. Таким образом, охлаждение в зоне 8 охлаждения становится очень эффективным.
Применение третьих нижних нагнетательных ящиков 38, имеющих в целом такую же конструкцию, что и первые нижние нагнетательные ящики 26 или 126, как показано на фиг.3 и 8, соответственно, имеет то преимущество, что полотно 18, покидающее сушильную камеру 1 через выпускное отверстие 22, стабилизируется с незначительным вертикальным движением. Это может быть преимуществом для расположенного за ним оборудования, такого как узел управления положением полотна, резальное устройство для полотна и т.п., которое обрабатывает высушенное полотно 18, покидающее сушильную камеру 1.
Таким образом, если наибольший приоритет в зоне 8 охлаждения имеет теплопередача, то было бы целесообразно применять в качестве третьих нижних нагнетательных ящиков 38 конструкцию общего типа, раскрытую на фиг.5. Если, с другой стороны, наибольший приоритет в зоне 8 охлаждения имеет стабильность положения полотна, то было бы целесообразно использовать в качестве третьих нагнетательных ящиков 38 конструкцию общего типа, раскрытую на фиг.3 или 8. Дополнительная возможность заключается в устройстве зоны 8 охлаждения, которая содержит одну или более охлаждающую площадь 36, содержащую нижние нагнетательные ящики 38 конструкции, показанной на фиг.5, чтобы получить эффективное охлаждение, с такой зоной 8 охлаждения с последней охлаждающей площадью 36, размещенной непосредственно перед выходным отверстием 22 сушильной камеры 1, которая снабжена третьими нижними нагнетательными ящиками 38 конструкции общего типа, раскрытого на фиг.3 или 8, для получения хорошей стабильности положения полотна непосредственно перед тем, как полотно 18 оставляет сушильную камеру 1. Если стабильность положения полотна имеет наибольший приоритет, но сушильная камера не одержит зону охлаждения, то третья зона сушки может быть расположена далее вдоль направления перемещения полотна, чем вторая зона сушки. Такая третья зона сушки, как правило, будет содержать сушильные площади, которые будут напоминать первую сушильную площадь 24 первой зоны 4 сушки, и содержать первые нижние нагнетательные ящики 26 или 126, которые обеспечат высокую стабильность положения полотна. Такая третья зона сушки обычно будет содержать только от одного до четырех сушильных площадей.
Выше было описано, что сушильная камера 1 имеет в сумме 19 сушильных площадей. Из этих сушильных площадей в целом 8 площадей (42% от общего количества сушильных площадей) относятся к первой зоне 4 сушки, и в целом 11 площадей (58% от общего количества сушильных площадей) относятся ко второй зоне 6 сушки. В сушильной камере, содержащей две сушильные зоны 4, 6, обычно 10-70% от общего количества сушильных площадей будет принадлежать первой зоне 4 сушки и будут снабжены первыми нижними нагнетательными ящиками 26 или 126 того типа, который показан на фиг.3 и 8, соответственно, и, аналогично, обычно 30-90% от общего количества сушильных площадей будет принадлежать второй зоне 6 сушки и будут снабжены вторыми нижними нагнетательными ящиками 32 того типа, который показан на фиг.5. Как правило, первая зона 4 сушки будет содержать настолько много сушильных площадей, насколько это необходимо для того, чтобы полотно 18 приобрело прочность на разрыв, которая является достаточной для второй зоны 6 сушки. Если имеется третья и даже четвертая зона сушки, это обычно уменьшает количество сушильных площадей второй зоны сушки. Обычно первая зона 4 сушки содержит по меньшей мере две первые сушильные площади 24.
Выше было описано, что первые нижние нагнетательные ящики 26 будут снабжены наклонными отверстиями 46 типа «отверстия в форме паза», раскрытыми в документе US 4837947, или наклонными отверстиями 146 типа «отверстия в виде ушка», раскрытыми в документе WO 97/16594. Следует иметь в виду, что наклонные отверстия 46 также могут иметь альтернативное конструктивное исполнение. Пример такого альтернативного конструктивного исполнения раскрыт в документе US 5471766. На фиг.6 документа US 5471766 представлен нагнетательный ящик, который содержит центральный V-образный паз, который подобен такому же в соответствии с документом US 4837947, но который имеет несколько меньшую глубину.
Выше было описано, что газом, подаваемым в нагнетательные ящики 26, 28, 32, 34, 40, 126, является воздух. Следует понимать, что в некоторых случаях газом, подаваемым в нагнетательный ящик, может быть иной тип газа, например воздух, смешанный с газообразными продуктами сгорания.
Следует иметь в виду, что в сушильной камере могут быть осуществлены различные способы фиксации нагнетательных ящиков. Поэтому первая зона сушки может быть снабжена первыми нижними нагнетательными ящиками 26, 126 того типа, который показан на фиг.3 и фиг.8, соответственно. Таким образом, в первой зоне сушки будет доступна сравнительно большая сила фиксации. Вторая зона сушки может быть снабжена первыми нижними нагнетательными ящиками, подобными тому типу, который показан на фиг.3 и фиг.8, соответственно, но обладающими более низкими силами фиксации. Такая более низкая сила фиксации может быть достигнута, например, путем увеличения количества отверстий 48, 148 второго типа, так чтобы через наклонные отверстия 46, 146 проходил меньший объем осушающего воздуха. Это приведет к более низкой силе фиксации, которая все еще может быть приемлемой, поскольку полотно уже приобрело повышенную прочность на растяжение в первой зоне сушки. Далее начинается третья зона сушки, содержащая сушильные площади и вторые нижние нагнетательные ящики того типа, который показан на фиг.4 и 5. Следовательно, различные типы нагнетательных ящиков могут быть расположены различными способами для получения надлежащих условий в отношении силы фиксации и теплопередачи для конкретного полотна 18, которое должен быть высушено в сушильной камере 1. Таким образом, сушильная камера может быть снабжена двумя или более зонами сушки; обычно от 2 до 10 зон сушки.
На фиг.4 было показано, что каждый верхний нагнетательный ящик 34 расположен вертикально над соответствующим нижним нагнетательным ящиком 32. Следует понимать, что другие конструкции верхнего и нижнего нагнетательных ящиков также могут быть использованы. Одним из примеров такого альтернативного устройства является размещение в так называемом шахматном порядке, при котором каждый верхний нагнетательный ящик 34 размещен так, что его центр расположен над зазором S между двумя соседними нижними нагнетательными ящиками 32.
Выше было описано, что первая зона 4 сушки содержит первые нижние нагнетательные ящики 26, 126 и что вторая зона 6 сушки содержит вторые нижние нагнетательные ящики 32. Следует иметь в виду, что возможно смешение нагнетательных ящиков в соответствующей зоне сушки. Таким образом, первая зона 4 сушки может, например, содержать до 25% вторых нижних нагнетательных ящиков 32, а вторая зона 6 сушки может содержать до 25% первых нижних нагнетательных ящиков 26, 126. Кроме того, в первой и второй зонах сушки могут содержаться иные типы нижних нагнетательных ящиков. Предпочтительно в первой зоне 4 сушки по меньшей мере 75% нижних нагнетательных ящиков должны составлять первые нижние нагнетательные ящики 26, а во второй зоне 6 сушки по меньшей мере 75% нижних нагнетательных ящиков должны составлять вторые нижние нагнетательные ящики 32.
Подведем итоги: сушильная камера 1, 201 для целлюлозной массы для сушки полотна 18 целлюлозной массы содержит нагнетательные ящики 26, 32, 126, которые выполняют функцию обдувки газом полотна 18 целлюлозной массы для сушки целлюлозной массы. По меньшей мере 10% от общего количества нагнетательных ящиков сушильной камеры 1, 201 снабжены на их соответствующих поверхностях 44, 54, 144 отверстиями 48, 60, 148, имеющими характерные размеры от 1,8 до 3,1 мм. В таких нагнетательных ящиках 26, 32, 126 предусмотрены отверстия 48, 60, 148, имеющие характерные размеры от 1,8 до 3,1 мм; эти отверстия 48, 60, 148, имеющие характерные размеры от 1,8 до 3,1 мм, составляют по меньшей мере 20% от суммарной степени перфорации поверхности 44, 54, 144 соответствующего нагнетательного ящика 26, 32, 126.

Изобретение относится к способу сушки полотна целлюлозной массы и к устройству для осуществления способа. Сушильная камера целлюлозной массы для сушки полотна целлюлозной массы, где сушильная камера целлюлозной массы содержит нагнетательные ящики, которые выполняют функцию обдувки газом полотна целлюлозной массы для сушки целлюлозной массы. Согласно изобретению, по меньшей мере 10% от общего количества нагнетательных ящиков в сушильной камере снабжены отверстиями на соответствующих поверхностях, имеющими характерные размеры от 1,8 до 3,1 мм и составляющими по меньшей мере 20% от общей степени перфорации поверхности соответствующего нагнетательного ящика. 2 н. и 13 з.п. ф-лы, 10 ил.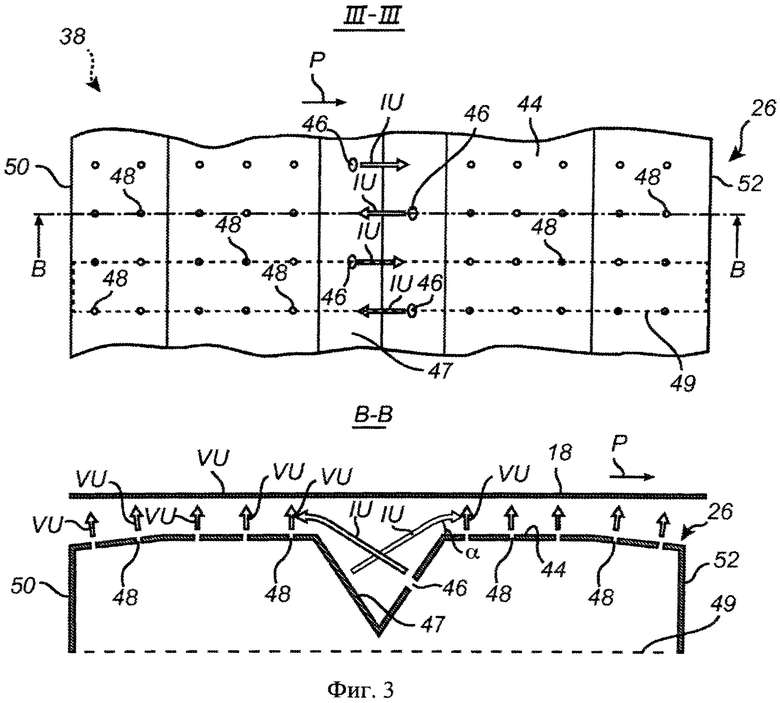
1. Сушильная камера целлюлозной массы для сушки полотна (18) целлюлозной массы, где сушильная камера целлюлозной массы содержит нагнетательные ящики (26, 32, 126), которые выполняют функцию обдувки газом полотна (18) целлюлозной массы для сушки целлюлозной массы, отличающаяся тем, что по меньшей мере 10% от общего количества нагнетательных ящиков (26, 32, 126) в сушильной камере (1; 201) снабжены отверстиями (48, 60, 148) на соответствующих поверхностях (44, 54, 144), имеющими характерные размеры от 1,8 до 3,1 мм и составляющими по меньшей мере 20% от общей степени перфорации поверхности (44, 54, 144) соответствующего нагнетательного ящика (26, 32, 126).
2. Сушильная камера по п.1, отличающаяся тем, что отверстия (48, 60, 148), имеющие характерные размеры от 1,8 до 3,1 мм, являются выполненными без наклона отверстиями.
3. Сушильная камера по п.1 или 2, отличающаяся тем, что дополнительно содержит по меньшей мере один нагнетательный ящик (32), содержащий выполненные без наклона отверстия (60), имеющие характерные размеры от 1,8 до 3,1 мм и составляющие по меньшей мере 75% от общей степени перфорации нагнетательного ящика (32).
4. Сушильная камера по п.1, отличающаяся тем, что по меньшей мере 10% от общего количества нагнетательных ящиков сушильной камеры содержат выполненные без наклона отверстия (60), имеющие характерные размеры от 1,8 до 3,1 мм и составляющие по меньшей мере 75% от общей степени перфорации соответствующего нагнетательного ящика (32).
5. Сушильная камера по п.1, отличающаяся тем, что сушильная камера (1) содержит нижние нагнетательные ящики (26, 32, 126), расположенные таким образом, чтобы удерживать полотно (18) и сушить целлюлозную массу за счет нахождения полотна в воздухе, где по меньшей мере 20% от общего количества нижних нагнетательных ящиков (26, 32, 126) сушильной камеры (1) снабжены на их соответствующей верхней поверхности (44, 54, 144) отверстиями (48, 60, 148), имеющими характерные размеры от 1,8 до 3,1 мм и составляющими по меньшей мере 20% от общей степени перфорации верхней поверхности (44, 54, 144) соответствующего нижнего нагнетательного ящика (26, 32, 126).
6. Сушильная камера по п.1, отличающаяся тем, что дополнительно содержит по меньшей мере один нижний нагнетательный ящик (26, 126), содержащий выполненные без наклона отверстия (48, 148) и наклонные отверстия (46, 146), где выполненные без наклона отверстия (48, 148) имеют характерные размеры от 1,8 до 3,1 мм и составляют по меньшей мере 20% от общей степени перфорации нижнего нагнетательного ящика (26, 126) и где наклонные отверстия (46, 146) составляют по меньшей мере 30% от общей степени перфорации нижнего нагнетательного ящика (26, 126).
7. Сушильная камера по п.1, отличающаяся тем, что по меньшей мере 10% от общего количества нижних нагнетательных ящиков сушильной камеры (1) содержат выполненные без наклона отверстия (48, 148) и наклонные отверстия (46, 146), где выполненные без наклона отверстия (48, 148) имеют характерные размеры от 1,8 до 3,1 мм и составляют по меньшей мере 20% от общей степени перфорации соответствующего нижнего нагнетательного ящика (26, 126) и где наклонные отверстия (46, 146) составляют по меньшей мере 30% от общей степени перфорации соответствующего нижнего нагнетательного ящика (26, 126).
8. Сушильная камера по п.1, отличающаяся тем, что
по меньшей мере 10% от общего количества нижних нагнетательных ящиков сушильной камеры содержат выполненные без наклона отверстия (60), имеющие характерные размеры от 1,8 до 3,1 мм и составляющие по меньшей мере 75% от общей степени перфорации соответствующего нижнего нагнетательного ящика (32), и
по меньшей мере 10% от общего количества нижних нагнетательных ящиков сушильной камеры содержат выполненные без наклона отверстия (48, 148) и наклонные отверстия (46, 146), где выполненные без наклона отверстия (48, 148) имеют характерные размеры от 1,8 до 3,1 мм и составляют по меньшей мере 20% от общей степени перфорации соответствующего нижнего нагнетательного ящика и где наклонные отверстия (46, 146) составляют по меньшей мере 30% от общей степени перфорации соответствующего нижнего нагнетательного ящика (26, 126).
9. Сушильная камера по п.1, отличающаяся тем, что дополнительно содержит по меньшей мере один сушильный виток (224), содержащий нагнетательные ящики (32), расположенные таким образом, чтобы обдувать газом с обеих сторон вертикально перемещаемое полотно (18) целлюлозной массы в соответствии с вертикальной схемой сушки целлюлозной массы.
10. Сушильная камера по п.1, отличающаяся тем, что указанные характерные размеры отверстий (48, 60, 148) составляют от 2,0 до 2,8 мм.
11. Сушильная камера по п.1, отличающаяся тем, что указанные характерные размеры отверстий (48, 60, 148) составляют от 2,2 до 2,7 мм.
12. Способ сушки полотна (18) целлюлозной массы с помощью нагнетательных ящиков (26, 32, 126), которые выполняют функцию обдувки газом полотна (18) целлюлозной массы для сушки целлюлозной массы, отличающийся тем, что применяют обдувку полотна (18) газом из нагнетательных ящиков (26, 32, 126), где по меньшей мере в 10% от общего количества нагнетательных ящиков (26, 32, 126) по меньшей мере 20% от общего объема газа, выдуваемого к полотну (18), выдувают из отверстий (48, 60, 148), имеющих характерные размеры от 1,8 до 3,1 мм.
13. Способ по п.12, отличающийся тем, что по меньшей мере в 10% от общего количества нагнетательных ящиков (26, 32), выдувающих газ к полотну (18), по меньшей мере 75% от общего объема газа, выдуваемого к полотну (18), выдувают из выполненных без наклона отверстий (60), имеющих характерные размеры от 1,8 до 3,1 мм.
14. Способ по любому из пп.12, 13, отличающийся тем, что по меньшей мере в 10% от общего количества нагнетательных ящиков (26, 32), выдувающих газ к полотну (18), по меньшей мере 20% от общего объема газа выдувают к полотну (18) из выполненных без наклона отверстий (48, 148), имеющих характерные размеры от 1,8 до 3,1 мм, и где по меньшей мере 30% от общего объема газа выдувают к полотну (18) из наклонных отверстий (46, 146).
15. Способ по п.12, отличающийся тем, что дополнительно включает обдувку полотна (18) газом из нижних нагнетательных ящиков (26, 32, 126), расположенных таким образом, чтобы удерживать полотно (18) для сушки целлюлозной массы за счет нахождения полотна в воздухе, где по меньшей мере в 20% от общего количества нижних нагнетательных ящиков (26, 32, 126) по меньшей мере 20% от общего объема газа выдувают к полотну (18) из отверстий (48, 60, 148), имеющих характерные размеры от 1,8 до 3,1 мм.
| Конвективная сушилка для ленточных материалов | 1991 |
|
SU1815558A1 |
| WO 2009154549 A1, 23.12.2009 | |||
| US 0005471766 A1, 05.12.1995 | |||
| . | |||

