Область техники, к которой относится изобретение
Изобретение относится к способу эксплуатации пресс-подборщика, в частности пресс-подборщика для формирования прямоугольных тюков, содержащего прессовальную камеру для прессования убранной массы в виде соломы, в котором убранную массу уплотняют посредством прессования с регулируемым давлением и обвязывают удерживающим материалом.
Кроме того, изобретение относится к пресс-подборщику, в частности к пресс-подборщику для формирования цилиндрических или прямоугольных тюков, содержащему прессовальную камеру для прессования убранной массы в виде соломы посредством прессования с регулируемым давлением и для обвязки уплотненной убранной массы.
Уровень техники
На рынке сельскохозяйственной техники имеются пресс-подборщики для формирования как цилиндрических, так и прямоугольных тюков, в которых регулируется давление прессования в прессовальной камере, а следовательно, и плотность спрессованной убранной массы. Несмотря на регулируемое давление прессования в этих имеющихся на рынке пресс-подборщиках, вполне возможен случай, когда давление прессования не соответствует характеристикам материала, в частности прочности обвязочного шпагата на разрыв. Так, например, возможна слишком высокая настройка давления прессования, так что обвязочный шпагат не выдерживает давления сжатой убранной массы по своей прочности на разрыв. В этом случае шпагат разрывается. Возможно также, что давление прессования установлено слишком низко и способность обвязочного шпагата не используется полностью. В отношении существующих высокопроизводительных пресс-подборщиков для пользователя представляет чрезвычайную трудность и занимает много времени согласование рабочей характеристики пресс-подборщика с прочностью обвязочного шпагата. Это может быть осуществлено только опытным путем в ходе уборочной операции.
Раскрытие изобретения
Задачей изобретения является усовершенствование известных решений уровня техники простыми средствами.
Во-первых, решение поставленной задачи достигается за счет признаков пункта 1 формулы, согласно которому создан способ эксплуатации пресс-подборщика, в частности пресс-подборщика для формирования прямоугольных тюков, содержащего прессовальную камеру для прессования убранной массы в виде соломы, в котором убранную массу уплотняют посредством прессования с регулируемым давлением и обвязывают удерживающим материалом, при этом давление прессования ограничивают до максимальной величины и управляют им с помощью цепи управления, в которой опорной переменной является нагрузочная характеристика удерживающего материала.
Кроме того, решение поставленной задачи достигается за счет признаков пункта 11 формулы, согласно которому пресс-подборщик, в частности пресс-подборщик для формирования цилиндрических или прямоугольных тюков, содержащий прессовальную камеру для уплотнения убранной массы в виде соломы посредством прессования с регулируемым давлением и для обвязки уплотненной убранной массы с использованием удерживающего материала, содержит операторский блок для установки нагрузочной характеристики удерживающего материала, цепь управления для приема этой нагрузочной характеристики в качестве опорной переменной и детектируемой нагрузки на удерживающем материале в качестве переменной обратной связи и выдачи исполнительной переменной, представляющей давление прессования, на основе опорной переменной и переменной обратной связи, и блок оценки для приема этой исполнительной переменной и ограничения ее до предварительно заданной максимальной величины, которая отражает характеристику пресс-подборщика по максимальной нагрузке.
Благодаря изобретению, с одной стороны, давление прессования оптимизируется с помощью цепи управления до максимальной нагрузочной характеристики, в частности прочности на разрыв удерживающего материала, в частности обвязочного шпагата, так что может предотвращаться перегрузка удерживающего материала и его разрыв. В то же время благодаря изобретению достигается степень использования высокопроизводительного пресс-подборщика, в частности пресс-подборщика для формирования цилиндрических или прямоугольных тюков, которая обеспечивает оптимизированное уплотнение убранной массы в виде соломы.
Помимо оптимизированного использования удерживающего материала, в частности обвязочного шпагата, в сочетании с оптимизированной плотностью прессования убранной массы за счет изобретения дополнительно устраняется риск повреждения пресс-подборщика и особенно его механических компонентов во время операции прессования в том случае, когда, например, ошибочно используется чрезвычайно прочный удерживающий материал, прочность которого на разрыв допускает давление прессования выше предельной нагрузки пресс-подборщика, особенно его механических компонентов.
Предпочтительно в первой предварительно определенной фазе прессования давление прессования снижают до величины, меньшей максимальной величины.
За счет такого снижения давления прессования путем умножения на регулируемый коэффициент безопасности особенно надежно устраняется риск повреждения удерживающего материала, в частности обвязочного шпагата, и самого пресс-подборщика. В то же время исходя из этого давления прессования в качестве опорной переменной для цепи управления, цепью управления может быть оптимизированным образом особенно быстро и надежно установлено давление прессования, которое подходит для соответствующих удерживающих средств, в частности для обвязочного шпагата.
Согласно предпочтительному примеру осуществления изобретения предусмотрено, что максимальная величина является характеристикой пресс-подборщика. Эта характеристика может быть, например, предельной нагрузкой чувствительных механических компонентов высокопроизводительного пресс-подборщика. Для такого пресс-подборщика безопасно даже использование удерживающих средств, в частности высокопрочного обвязочного шпагата, предельная нагрузка которого допускала бы разрушительное для пресс-подборщика давление прессования, поскольку действительное давление прессования никогда не может превышать предельную нагрузку пресс-подборщика.
Особенно предпочтительно, чтобы максимальная характеристика пресс-подборщика и/или нагрузочная характеристика удерживающего материала были записаны в операторском терминале, в частности в операторском терминале с дисплеем. При этом, по меньшей мере, нагрузочная характеристика удерживающего материала может быть доступна для оператора пресс-подборщика и может быть отрегулирована для приведения в соответствие с конкретными характеристиками удерживающего материала, используемого в пресс-подборщике в данной конкретной операции.
Удерживающий материал может быть подвергнут нагрузке специфическим образом, особенно если он представляет собой обвязочный шпагат, в том случае когда согласно следующему предпочтительному примеру осуществления предусмотрено, что нагрузочная характеристика удерживающего материала является максимальной прочностью удерживающего материала на разрыв.
Особенно предпочтительно, чтобы множество удерживающих материалов и их специфические характеристики, предпочтительно их пределы прочности на разрыв, были записаны в памяти в операторском терминале, при этом удерживающий материал может быть выбран из них и предпочтительно записан в памяти.
Согласно следующему примеру осуществления изобретения предусмотрено, что удерживающим материалом является обвязочный шпагат.
Особенно предпочтительно, чтобы по меньшей мере одно усилие, которое создается на удерживающем материале, определялось по меньшей мере одним датчиком и было использовано в качестве управляющей количественной величины для цепи управления.
За счет этой меры может быть, по меньшей мере, надежно определена степень использования удерживающего материала, особенно обвязочного шпагата, в результате чего достигается оптимизированное использование удерживающего материала.
Согласно следующему примеру осуществления изобретения предусмотрено, что усилие, которое создается на обвязочном шпагате, определяют на вязальном устройстве пресс-подборщика, в частности пресс-подборщика для формирования прямоугольных тюков, предпочтительно на его крюке-узловязателе или на вязальной раме, с помощью по меньшей мере одного датчика.
За счет такого определения нагрузки на обвязочном шпагате она определяется в том месте пресс-подборщика, которое является критическим для нагрузочной способности обвязочного шпагата. В том случае когда эта критическая нагрузочная способность оказывает влияние на цепь управления в качестве количественной величины для управления, особенно простым образом надежно устраняется возможность разрыва обвязочного шпагата.
Особенно предпочтительно, чтобы цепь управления содержала пропорционально-интегральный регулятор или пропорционально-интегрально-дифференциальный регулятор.
Согласно предпочтительному примеру осуществления изобретения предусмотрено, что цепь управления в качестве управляющей секции содержит элемент выдержки времени первого порядка или свободный от колебаний элемент выдержки времени второго порядка.
В пресс-подборщике по изобретению, в частности в пресс-подборщике для формирования цилиндрических или прямоугольных тюков, который содержит прессовальную камеру для уплотнения убранной массы в виде соломы посредством прессования с регулируемым давлением и для обвязки уплотненной убранной массы с использованием удерживающего материала, операторский блок для установки нагрузочной характеристики удерживающего материала, цепь управления для приема этой нагрузочной характеристики в качестве опорной переменной и детектируемой нагрузки на удерживающем материале в качестве переменной обратной связи и выдачи исполнительной переменной, представляющей давление прессования, на основе опорной переменной и переменной обратной связи, и блок оценки для приема этой исполнительной переменной и ограничения ее до предварительно заданной максимальной величины, которая отражает характеристику пресс-подборщика по максимальной нагрузке, надежная защита от повреждения сочетается с эффективным использованием удерживающего материала.
Предпочтительно удерживающий материал представляет собой обвязочный шпагат.
Особенно предпочтительно, чтобы максимальная нагрузка пресс-подборщика являлась сопротивлением деформации одного или множества механических компонентов пресс-подборщика.
Согласно предпочтительному примеру изобретения предусмотрен по меньшей мере один датчик усилия для вязального устройства пресс-подборщика, предпочтительно для его крючка-узловязателя или его вязальной рамы, для определения усилия, создающегося на обвязочном шпагате.
Особенно предпочтительно предусмотрен датчик для определения давления прессования, который предпочтительно расположен на прессующем поршне пресс-подборщика для формирования прямоугольных тюков.
Краткий перечень чертежей
Далее изобретение поясняется на примере осуществления, показанном в упрощенном виде на прилагаемых чертежах.
На чертежах:
фиг.1 изображает базовую блок-схему, которая представляет способ по изобретению в первом примере осуществления,
фиг.2 также изображает блок-схему, которая представляет способ по изобретению во втором примере осуществления,
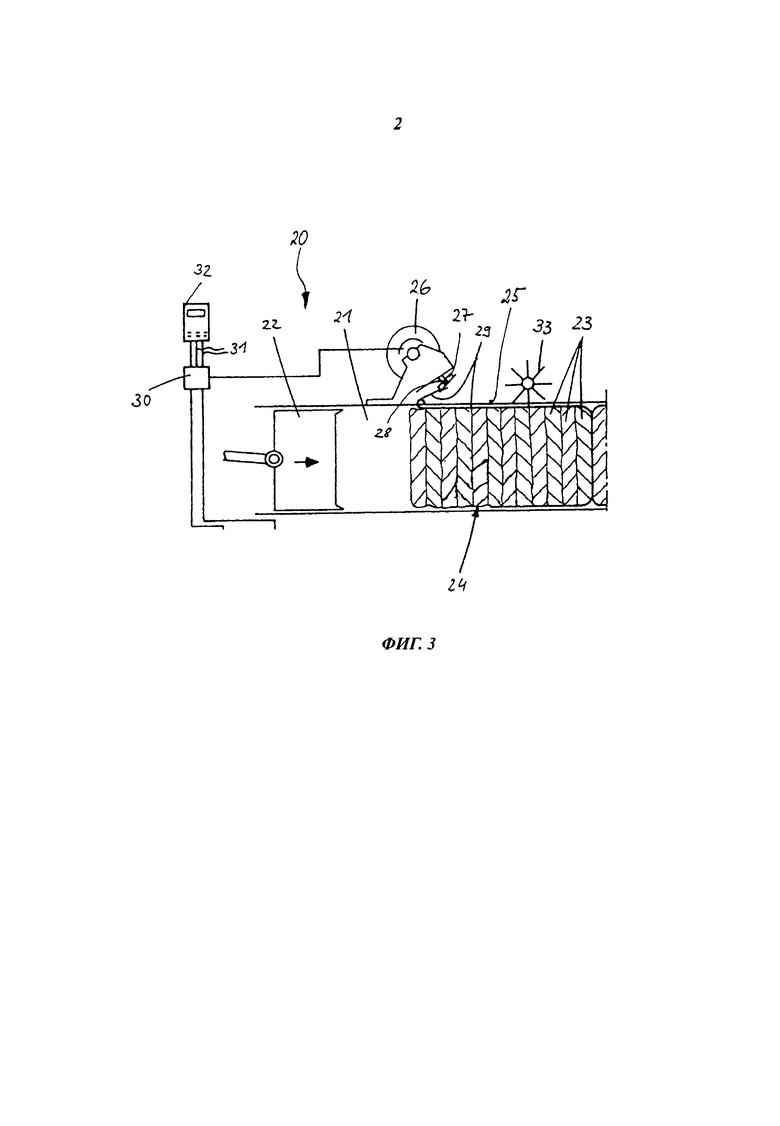
фиг.3 схематично изображает на виде сбоку в разрезе пресс-подборщик для формирования прямоугольных тюков в соответствии с изобретением.
Осуществление изобретения
На фиг.1 показан модуль 10, содержащий цепь управления, которая подробно не описывается и предпочтительно образована из электронных компонентов. В данном случае цепь управления содержит пропорционально-интегрально-дифференциальный регулятор (ПИД-регулятор), также не показанный, и свободный от колебаний элемент выдержки времени второго порядка, служащий в качестве секции управления. В сигнальной связи с модулем 10 состоит операторский терминал 11 высокопроизводительного пресс-подборщика, который в данном контексте подробно не описывается, в частности пресс-подборщика для формирования прямоугольных тюков. Операторский терминал 11 может быть установлен на тягаче пресс-подборщика, который не показан и также подробно не описывается.
В сигнальной связи с модулем 10 состоит также датчик 12 давления прессования, который предпочтительно воспринимает давление прессующего поршня пресс-подборщика для формирования прямоугольных тюков и направляет сигнал к модулю 10 для оценки. Модуль 10 оценивает также сигналы датчика 13 нагрузки на обвязочном шпагате. Предпочтительно датчик 13 выполнен в виде датчика усилия.
Сигналы от измерительного колеса 14 убранной массы также передаются на модуль 10, который дополнительно к цепи управления предпочтительно содержит также блок оценки, который посредством своей цепи управления управляет расходом через клапан 15 давления прессования прессующего поршня.
В начале операции прессования после того как прочность обвязочного шпагата на разрыв введена в операторский терминал 11 оператором, операторский терминал 11 или модуль 10 предварительно задает так называемое начальное давление прессования, которое всегда выбирается таким, чтобы операция прессования не сопровождалась ни разрывом обвязочного шпагата, ни повреждением механических компонентов пресса. Можно сделать допущение, что упругая сила, которую тюк может оказывать на шпагат, не превышает давления, которому тюк до этого был подвергнут поршнем, и что если, например, вокруг тюка было обернуто число витков шпагата n=2, то каждый виток шпагата подвержен воздействию упругой силы, примерно равной 1/2 n. Соответственно начальное давление прессования может быть выбрано равным максимальной силе прессования, допустимой для пресс-подборщика, или равным 2n, умноженному на прочность шпагата на разрыв, в зависимости от того, что из них ниже, причем эту величину умножают на коэффициент безопасности меньше 1. Начиная с этого начального давления прессования, модуль 10 на основе сигналов датчика давления прессования и сигналов датчика 13 усилия на обвязочном шпагате управляет клапаном 15 для регулирования давления прессования прессующего поршня пресс-подборщика для формирования прямоугольных тюков на основе предварительно заданного числа метров прессования, отслеживаемых датчиком 14 измерительного колеса убранной массы. Это обеспечивает оптимизированную эксплуатацию пресс-подборщика и оптимизированное использование обвязочного шпагата без повреждений обвязочного шпагата и/или пресс-подборщика с постепенным увеличением давления прессования до тех пор, пока давление поршня не достигнет максимальной номинальной величины в соответствии с характеристикой пресс-подборщика или пока усилие, определяемое датчиком 13 усилия на обвязочном шпагате, не подойдет вплотную к установленной прочности на разрыв.
На фиг.2 показана блок-схема эксплуатации пресс-подборщика высокого давления во втором примере осуществления. Отличие от примера осуществления по фиг.1 заключается лишь в том, что в этом примере нет измерительного колеса убранной массы в качестве датчика, так что для тех же компонентов в этом примере использованы те же позиции.
В данном случае для функционирования регулирования давления прессования отсутствует входной сигнал измерительного колеса убранной массы. В результате этого начальное давление прессования, которое проявляется вводом нагрузки, в частности вводом максимальной прочности на разрыв в операторский терминал 11 модуля 10, управляется не в соответствии с предварительно заданным числом метров спрессованной убранной массы. В отличие от этого непосредственно после начала операции прессования давление прессования управляется цепью управления, предусмотренной в модуле 10 для обвязочного шпагата и пресс-подборщика для формирования прямоугольных тюков в соответствии с их оптимизированным использованием.
На фиг.3 показана часть крупного пресс-подборщика 20 для формирования прямоугольных тюков, содержащего прессовальный канал 21, в котором с помощью линейно движущегося в нем прессующего поршня 22 убранная масса 23, передаваемая через не показанный питающий канал, уплотняется в прямоугольный тюк 24. После ввода в прессовальный канал 21 определенного числа порций убранной массы 23 в виде соломы запускается операция обвязки вязальным устройством 26, расположенным на верхней стенке 25 прессовального канала 21. Для этой цели вязальное устройство 26 снабжено крючком-узловязателем 27, в данном случае показанным в сильноупрощенном виде. На нем предусмотрен датчик 28 усилия, который служит для определения усилий на обвязочном шпагате, удерживаемом крючком-узловязателем 27. Усилия на обвязочном шпагате, определяемые датчиком 28 усилия, передаются в электронный блок 30 обработки данных для дальнейшей обработки, причем этот блок связан с операторским терминалом 32 линиями 31 обмена данными. Кроме того, электронный блок 30 обработки данных связан не показанной сигнальной линией с не показанным датчиком определения оборотов измерительного колеса 33 убранной массы.
В начале операции прессования оператор вводит на операторском терминале 32 предел максимальной нагрузки, в частности максимальную допустимую прочность на разрыв обвязочного шпагата, выбранного для намеченной операции прессования. После этого, например, электронный процессор 30 выдает начальное давление прессования в качестве предварительной опорной переменной в цепь управления, которая подробно не показана и предпочтительно заключена в модуле 10 для управления давлением прессования. После того как измерительное колесо 33 убранной массы сигнализирует электронному процессору 30 о том, что пройдено заданное число метров прессования, электронный процессор 30 снимает установленное начальное давление прессования и при дальнейших операциях прессования управляет давлением прессования на основе сигналов усилия от датчика усилия на обвязочном шпагате и сигналов датчика усилия прессующего поршня. Это давление прессования, основанное на сигналах усилий от датчиков усилий, управляется с настройкой на величину, которая гарантирует при циклическом прессовании убранной массы типа стеблей растений отсутствие повреждения как обвязочного шпагата, так и самого пресс-подборщика для формирования прямоугольных тюков и, в частности, его чувствительных к нагрузке механических компонентов.
Перечень позиций:
10 Модуль
11 Операторский терминал
12 Датчик давления прессования
13 Датчик нагрузки на обвязочном шпагате
14 Датчик измерительного колеса убранной массы
15 Клапан
20 Пресс-подборщик для формирования прямоугольных тюков
21 Прессовальный канал
22 Прессующий поршень
23 Убранная масса
24 Тюк
25 Верхняя стенка
26 Вязальное устройство
27 Крюк-узловязатель
28 Датчик усилия
29 Обвязочный шпагат
30 Электронный процессор
31 Линии связи
32 Операторский терминал
33 Измерительное колесо убранной массы
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБВЯЗОЧНОЕ УСТРОЙСТВО СЕЛЬСКОХОЗЯЙСТВЕННОГО ПРЕССА ДЛЯ ФОРМИРОВАНИЯ КРУПНЫХ ТЮКОВ | 2009 |
|
RU2419279C1 |
| СЦЕПКА ИЗ ТЯГАЧА И СЕЛЬСКОХОЗЯЙСТВЕННОГО ПРЕСС-УПАКОВЩИКА | 2014 |
|
RU2652151C2 |
| ПОРШНЕВОЙ ПРЕСС И СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ ТЮКОВ | 2010 |
|
RU2536880C2 |
| МАШИНА ДЛЯ ПРЕССОВАНИЯ ТЮКОВ С ВЯЗАЛЬНЫМ УСТРОЙСТВОМ | 2008 |
|
RU2464769C2 |
| МАШИНА ДЛЯ ПРЕССОВАНИЯ ТЮКОВ | 2013 |
|
RU2603021C2 |
| ТЮКОВЫЙ ПРЕСС-ПОДБОРЩИК И СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ ТЮКОВ | 2012 |
|
RU2611817C2 |
| МАШИНА ДЛЯ ПРЕССОВАНИЯ ТЮКОВ | 2013 |
|
RU2605338C2 |
| СИСТЕМА УЗЛОВЯЗАТЕЛЯ ШПАГАТА ДЛЯ ВЯЗАНИЯ УЗЛОВ ШПАГАТА И УСТРОЙСТВО ПРЕССОВАНИЯ ТЮКОВ | 2019 |
|
RU2758012C1 |
| УЗЛОВЯЗАТЕЛЬ ДЛЯ ШПАГАТА | 2012 |
|
RU2599644C2 |
| МАШИНА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ТЮКОВ | 2008 |
|
RU2476062C2 |

Группа изобретений относится к области сельскохозяйственного машиностроения. Способ эксплуатации пресс-подборщика, содержащего прессовальную камеру для прессования убранной массы в виде соломы, в котором убранную массу уплотняют посредством прессования с регулируемым давлением и обвязывают удерживающим материалом, причем давление прессования ограничивают максимальной величиной и управляют им с помощью цепи управления, в которой опорной переменной является нагрузочная характеристика удерживающего материала. Пресс-подборщик содержит операторский блок для установки нагрузочной характеристики удерживающего материала, цепь управления для приема этой нагрузочной характеристики в качестве опорной переменной и детектируемой нагрузки на удерживающем материале в качестве переменной обратной связи и выдачи исполнительной переменной, представляющей давление прессования, на основе опорной переменной и переменной обратной связи, и блок оценки для приема этой исполнительной переменной и ограничения ее до предварительно заданной максимальной величины, которая отражает характеристику пресс-подборщика по максимальной нагрузке. Обеспечивается предотвращение перегрузки удерживающего материала и его разрыв, а также оптимизированное уплотнение убранной массы в виде соломы. 2 н. и 13 з.п. ф-лы, 3 ил.
1. Способ эксплуатации пресс-подборщика (20), в частности пресс-подборщика для формирования прямоугольных тюков, содержащего прессовальную камеру (21) для прессования убранной массы (23) в виде соломы, в котором убранную массу (23) уплотняют посредством прессования с регулируемым давлением и обвязывают удерживающим материалом (29), отличающийся тем, что давление прессования ограничивают максимальной величиной и управляют им с помощью цепи управления, в которой опорной переменной является нагрузочная характеристика удерживающего материала (29).
2. Способ по п.1, отличающийся тем, что в первой предварительно определенной фазе прессования давление прессования снижают до величины, меньшей максимальной величины.
3. Способ по п.1 или 2, отличающийся тем, что максимальная величина является характеристикой пресс-подборщика.
4. Способ по п.1, отличающийся тем, что характеристика пресс-подборщика и/или нагрузочная характеристика удерживающего материала (29) записаны в операторском терминале (32).
5. Способ по п.1, отличающийся тем, что нагрузочная характеристика удерживающего материала является максимальной прочностью удерживающего материала (29) на разрыв.
6. Способ по п.1, отличающийся тем, что множество удерживающих материалов (29) и их нагрузочные характеристики, предпочтительно их пределы прочности на разрыв, записаны в памяти в операторском терминале (32), а удерживающий материал (29) выбран из этих записанных в памяти удерживающих материалов.
7. Способ по п.1, отличающийся тем, что определяют по меньшей мере одно усилие, создаваемое на удерживающем материале (29), с помощью по меньшей мере одного датчика (28) и используют его в качестве управляющей количественной величины для цепи управления.
8. Способ по п.7, отличающийся тем, что усилие, создаваемое на обвязочном материале (29) в виде шпагата, определяют на вязальном устройстве (26) пресс-подборщика (20), в частности пресс-подборщика для формирования прямоугольных тюков, предпочтительно на его крюке-узловязателе (27) или на вязальной раме, с помощью по меньшей мере одного датчика (28).
9. Способ по п.1, отличающийся тем, что цепь управления содержит пропорционально-интегральный регулятор или пропорционально-интегрально-дифференциальный регулятор.
10. Способ по п.1, отличающийся тем, что цепь управления содержит элемент выдержки времени первого порядка или свободный от колебаний элемент выдержки времени второго порядка.
11. Пресс-подборщик, в частности пресс-подборщик для формирования цилиндрических или прямоугольных тюков, содержащий прессовальную камеру (21) для уплотнения убранной массы (23) в виде соломы посредством прессования с регулируемым давлением и для обвязки уплотненной убранной массы (23) с использованием удерживающего материала (29), отличающийся тем, что содержит операторский блок (32) для установки нагрузочной характеристики удерживающего материала (29), цепь управления для приема этой нагрузочной характеристики в качестве опорной переменной и детектируемой нагрузки на удерживающем материале (29) в качестве переменной обратной связи и выдачи исполнительной переменной, представляющей давление прессования, на основе опорной переменной и переменной обратной связи, и блок (30) оценки для приема этой исполнительной переменной и ограничения ее до предварительно заданной максимальной величины, которая отражает характеристику пресс-подборщика (20) по максимальной нагрузке.
12. Пресс-подборщик по п.11, отличающийся тем, что удерживающий материал (29) представляет собой обвязочный шпагат.
13. Пресс-подборщик по п.11 или 12, отличающийся тем, что максимальная нагрузка пресс-подборщика (20) является сопротивлением деформации одного или множества механических компонентов пресс-подборщика (20).
14. Пресс-подборщик по п.12, отличающийся тем, что предусмотрен по меньшей мере один первый датчик (28) усилия, который предназначен для вязального устройства (26) пресс-подборщика (20), предпочтительно для его крючка-узловязателя (27) или его вязальной рамы, и детектирует усилие, создаваемое на обвязочном шпагате (29).
15. Пресс-подборщик по п.14, отличающийся тем, что предусмотрен по меньшей мере один второй датчик усилия, который детектирует усилие прессования, в частности давление прессующего поршня (22).
| Турбобур | 1978 |
|
SU857414A1 |
| WO 2011032980 A1, 24.03.2011 | |||
| Устройство для питания электрофильтра | 1984 |
|
SU1230693A1 |
| ОБВЯЗОЧНОЕ УСТРОЙСТВО СЕЛЬСКОХОЗЯЙСТВЕННОГО ПРЕССА ДЛЯ ФОРМИРОВАНИЯ КРУПНЫХ ТЮКОВ | 2009 |
|
RU2419279C1 |

