ОБЛАСТЬ ТЕХНИКИ
Изобретение касается устройства для правки шлифовального круга или рабочего шлифовального круга на основе алмазной крошки.
Оно направлено, в частности, на увеличение эффективности и надежности правки.
В частности, оно находит особое применение в бесцентрово-шлифовальном станке, функцией которого является шлифовка диаметра гранул ядерного топлива.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Бесцентровая шлифовка является известным предпочтительным способом шлифовки цилиндрических деталей, в частности, для гранул ядерного топлива.
Бесцентрово-шлифовальный станок обычно содержит два шлифовальных круга, один из которых является приводным шлифовальным кругом, который служит для обеспечения вращения гранул ядерного топлива, подавая их на направляющую, называемую продольным рядом в случае гранул ядерного топлива, а другой шлифовальный круг является рабочим шлифовальным кругом для обеспечения функции механической обработки, то есть шлифовки гранул ядерного топлива.
Рабочий шлифовальный круг содержит обычно по своей периферии в качестве шлифующих элементов пояса на основе алмазов, закрепленные металлическим связующим или полимером. Для случая рабочих шлифующих кругов для гранул ядерного топлива существуют три типа поясов: один для черновой обточки, один для полуокончательной обработки и последний для финишной обработки гранул.
Эффективность механической обработки рабочего шлифовального круга зависит от состояния алмазов и его загрязнения. Чтобы вернуть ему режущую способность, необходимо осуществить правку с помощью бруска корунда.
Обычно для рабочих шлифовальных дисков в бесцентрово-шлифовальных станках правку осуществляют вручную. Так, оператор вводит брусок корунда инструментом в люк для доступа с задней стороны рамы, в которой установлен шлифовальный станок. Оператор старается, таким образом, разместить как можно лучше брусок корунда, то есть как можно более перпендикулярно к рабочему шлифовальному кругу. Легкое подающее усилие оказывается путем надавливания вручную оператором корундовым бруском на рабочий шлифовальный круг. Во время приложения этого усилия оператор старается лучше переместить брусок корунда по всей ширине шлифовального круга. Для осуществления удовлетворительной правки оператор может использовать до десяти брусков корунда. Эта операция может явиться для оператора весьма рискованной вследствие неисправности рабочего шлифовального круга из-за разламывания корундового бруска в раме. Для исключения этих рисков и улучшения правки был разработан инструмент для правки рабочего шлифовального круга.
Кроме того, было бы желательным улучшить также качество правки рабочего шлифовального круга.
Таким образом, задачей изобретения является повышение качества правки рабочего шлифовального круга и, следовательно, шлифуемых деталей, в особенности гранул ядерного топлива, а также уменьшение рисков для оператора при ручной очистке с учетом квалификации и рисков повреждения рабочего шлифовального круга.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Для решения задачи предлагается устройство для правки рабочего шлифовального круга, которое по изобретению содержит, в основном, кожух для бокового удержания и направления по продольной оси бруска корунда, силовой цилиндр для приложения постоянного давления на брусок корунда к рабочему шлифовальному кругу, средства соединения штока цилиндра с концом бруска цилиндра и средства линейного направления кожуха для перемещения бруска корунда параллельно оси рабочего шлифовального диска путем давления на него с постоянным усилием.
Таким образом, устройство для правки по изобретению минимизирует риски и делает правку более эффективной, более точной и более надежной. Устройство для правки по изобретению увеличивает продолжительность срока службы рабочего шлифовального круга и улучшает качество очищенных этим кругом деталей, таких как ядерные гранулы.
В соответствии с вариантом осуществления кожух содержит открытую вверх прорезь и поперечное сечение U-образной формы в продольном направлении.
Предпочтительно, предусмотрены три направляющих ролика бруска корунда, установленные в кожухе, по существу, с одной продольной стороны, при этим два из роликов расположены один напротив другого и установлены каждый на U-образной ветви прорези, а третий установлен в верхней части U-образной формы прорези, при этом пространство между роликами и дном U-образной прорези имеет размеры, соответствующие номинальным поперечным размерам бруска корунда. Ролики обеспечивают, таким образом, направление бруска корунда, уменьшают трение и обеспечивают антивибрационную функцию бруска корунда в кожухе.
Силовым цилиндром является обычно силовой цилиндр двойного действия для обеспечения, кроме того, размещения бруска корунда на расстоянии от рабочего шлифовального круга.
Силовой цилиндр выполнен, предпочтительно, в виде пневматического силового цилиндра, регулируемого редукционным клапаном. Давление регулируемого пневматического силового цилиндра позволяет гарантировать эффективную правку без приложения повышенного давления к шлифовальному кругу при правке.
Линейные направляющие средства, предпочтительно, образованы направляющими, работающими всухую. Таким образом, в области секционного бокса для обработки радиоактивных отходов линейное сухое направление позволяет исключить наличие замедлителя в боксе для обработки радиоактивных отходов, то есть исключить наличие риска дополнительной критичности и исключить загрязнение упомянутым замедлителем очищаемых деталей, таких как гранулы радиоактивного топлива.
Устройство по изобретению может содержать два концевых упора хода средств линейного направления для ограничения перемещения бруска корунда по ширине рабочего шлифовального круга.
Устройство, предпочтительно, содержит каретку из двух шарнирных одна относительно другой частей, при этом нижняя часть каретки направляется постоянно средствами линейного направления, а верхняя часть каретки шарнирно перемещается между положением покоя, в котором кожух, по существу, параллелен оси шлифовального круга и положением правки, в котором кожух, по существу, перпендикулярен оси рабочего шлифовального круга.
Можно предусмотреть рычаг ручного крепления верхней шарнирной части каретки.
Изобретение касается также системы правки, предназначенной для правки рабочего шлифовального круга, содержащей брусок корунда и деталь, при этом конец детали плотно облегает корундовый брусок, и деталь содержит на другом из своих концов кольцевой паз, образующий выемку для размещения штока силового цилиндра вышеописанного устройства, формирующего соединение в виде ласточкина хвоста между стержнем и выемкой. Таким образом, при таком соединении между бруском корунда и силовым цилиндром можно создать дистанцию от бруска корунда до рабочего шлифовального круга благодаря силовому цилиндру двойного действия.
Деталь может содержать захватывающий штырь для обеспечения ручного ввода бруска корунда в кожух, когда он является новым, и его изъятия вручную, когда он использован.
Изобретение касается также бесцентрово-шлифовального станка деталей, содержащего приводной шлифовальный круг для подачи деталей и рабочий шлифовальный круг, размещенный перед приводным шлифовальным кругом для шлифования деталей, а также устройства для правки рабочего шлифовального круга, описанного выше и расположенного вблизи рабочего шлифовального круга против последнего и напротив приводного шлифовального круга.
Бесцентрово-шлифовальный станок прекрасно подходит для шлифования гранул ядерного топлива.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
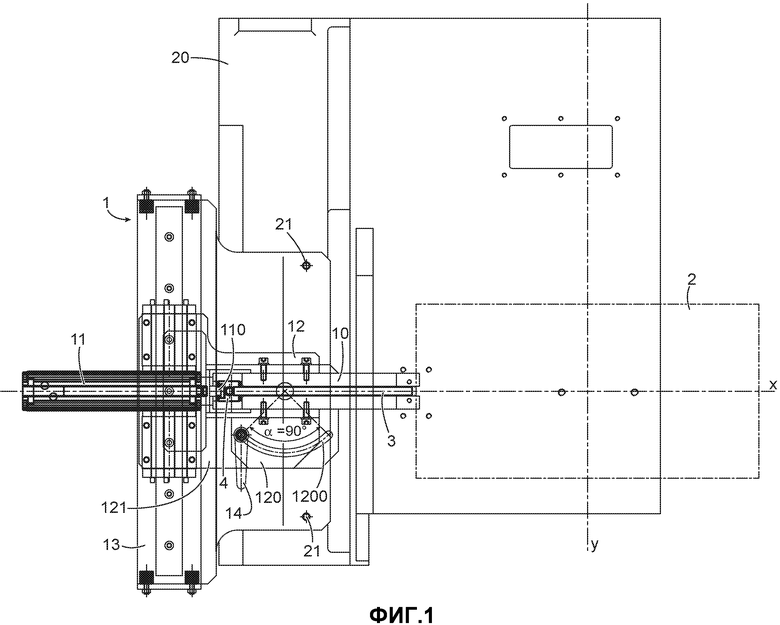
Фиг.1 изображает вид сверху устройства для правки по изобретению в конфигурации, установленной вблизи рабочего шлифовального круга, предназначенной для правки соответствующим бруском корунда;
Фиг.2 изображает вид в продольном разрезе устройства по фиг.1;
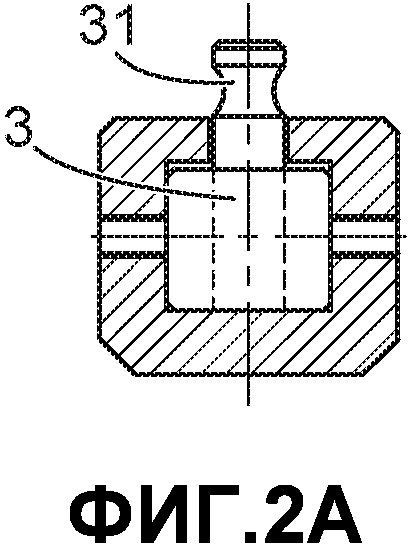
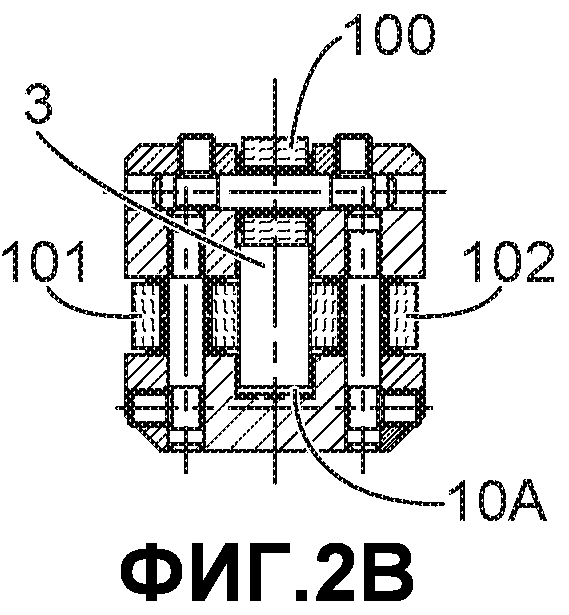
Фиг.2А и 2В изображают детальные виды по фиг.2;
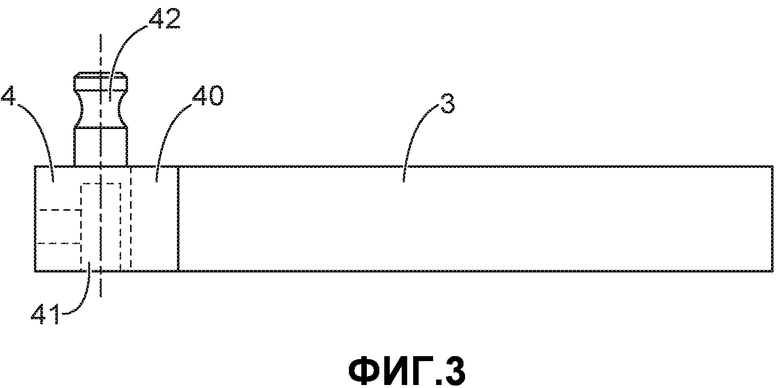
Фиг.3 изображает систему правки бруском корунда в соответствии с изобретением;
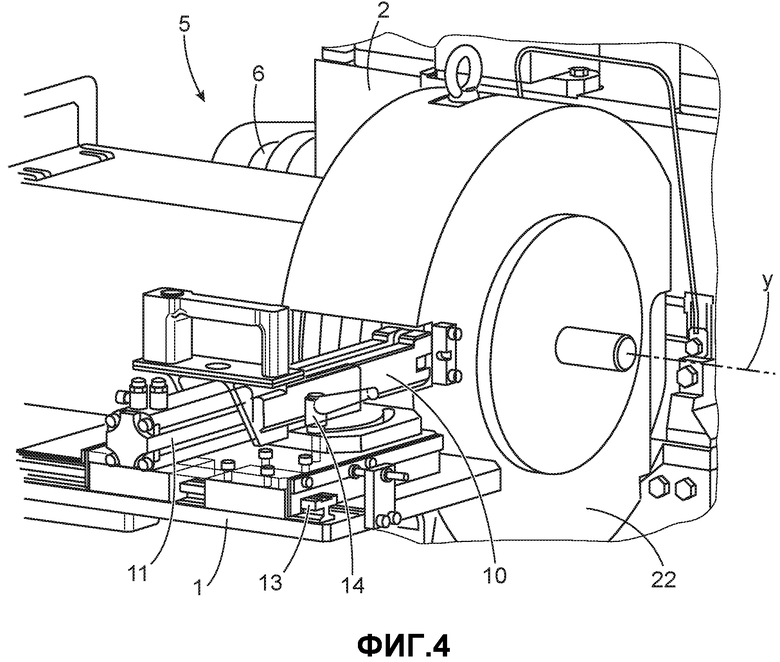
Фиг.4 изображает вид в изометрии устройства для правки по изобретению, встроенного в бесцентрово-шлифовальный станок гранул ядерного топлива в секционном боксе для обработки радиоактивных отходов.
ДЕТАЛЬНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Термины «нижний», «верхний», «снизу» и «сверху» рассматриваются в конфигурации установки устройства 1 для правки и бруска корунда, то есть когда последний размещен, по существу, горизонтально.
Устройство 1 для правки по изобретению изображено вблизи рабочего шлифовального круга 2, предназначенного для правки.
Как изображено, устройство 1 закреплено винтами 21 к раме 20, удерживающей рабочий шлифовальный круг.
Устройство 1 для правки содержит, прежде всего, кожух 10 для бокового удержания и направления по продольной оси Х бруска 3 корунда.
Как изображено, кожух 10 содержит открытую вверх направляющую прорезь U-образного поперечного сечения по продольной оси.
Как изображено на фиг.2В, три ролика 100, 101, и 102, направляющих брусок 3 корунда, установлены в кожухе 10, по существу, с одной продольной стороны с ближайшего к рабочему шлифовальному кругу, предназначенному для правки. Точнее ролик 100 установлен сверху U-образной прорези кожуха, а другие 101, 102 находятся один напротив другого и каждый находится на соответствующей ветви U-образной направляющей. Образованное таким образом пространство между роликами 101, 102 и дном 10А U-образной направляющей соответствуют поперечным номинальным размерам бруска 3 корунда (фиг.2В).
Устройство 1 содержит также пневматический силовой цилиндр 11 двойного действия для приложения постоянного усилия давления бруска 3 корунда, удерживаемого и направляемого в кожухе 10 к шлифовальному рабочему кругу 2.
Сочленение штока 110 силового цилиндра с бруском 3 корунда осуществляется системой стержень/канавка. Точнее предусмотрена промежуточная соединительная деталь 4 между бруском 3 корунда и штоком силового цилиндра 11. Как более наглядно изображено на фиг.3, конец 40 детали 4 плотно облегает брусок 3 корунда. Эта деталь 4 содержит, кроме того, на одном из своих концов, паз 41, образующий выемку, предназначенную для размещения штока 110 силового цилиндра, формирующего стержень в соединении в виде ласточкина хвоста между стержнем и канавкой. Промежуточная деталь 4 содержит, кроме того, приспособление для захвата 42, которое обеспечивает ручной ввод нового бруска корунда в кожух 10 и его извлечение после использования.
Кожух 10 и силовой цилиндр 11 двойного действия установлены на верхней части 120 каретки 12.
Каретка 12 состоит из двух частей 120, 121, шарнирно перемещающихся одна относительно другой. Нижняя часть 121 установлена с возможностью постоянного скольжения на линейных направляющих 13, которые параллельны оси Y рабочего шлифовального круга 2. Линейное направление служит для перемещения кожуха 10 по всей ширине рабочего шлифовального круга 2 без изменения расстояния между кожухом 10 в положении правки и шлифовальным кругом 2. Перемещение по направляющим осуществляется, преимущественно, всухую, когда правка осуществляется в стесненных условиях в секционном боксе для обработки радиоактивных отходов бесцентрово-шлифовального станка для шлифовки ядерных гранул: исключают, таким образом, присутствие замедлителя в секционном боксе для обработки радиоактивных отходов (риск критичности) и загрязнение гранул.
Верхняя часть 120 каретки 12 шарнирно перемещается между положением покоя, в котором кожух 10, по существу, параллелен оси Y рабочего шлифовального круга 2, и положением правки, как изображено на фиг.1, 2, 3, в котором кожух 10, по существу, перпендикулярен оси шлифовального рабочего круга 2. Таким образом, в изображенном варианте осуществления кожух 10 может поворачиваться на угол 90°.
Другими словами, в устройстве правки можно предусмотреть два положения для рабочего инструмента, а именно устройства правки, образованного кожухом 10 и силовым цилиндром двойного действия:
- положение покоя, в котором ось кожуха Х и ось Y рабочего шлифовального круга 2 параллельны: это положение применяется при замене использованного бруска корунда,
- положение правки, в котором ось кожуха Х и ось Y рабочего шлифовального круга 2 перпендикулярны.
Шарнирное перемещение между частями 120, 121 каретки 12 фиксируется путем закрепления фиксирующего рычага 14. Этот фиксирующий рычаг 14 содержит винт 140, закрепленный на верхней части 120 каретки 12, и индексируемую ручку 141, которая обеспечивает удержание в каждом из двух положений (покоя и правки) части инструмента 10, 11. Часть инструмента 10, 11 перемещается шарнирно при ослаблении фиксирующего рычага 14 и, таким образом, винта 140 с последующим скольжением последнего в отверстии 1200, выполненном на верхней части 120 каретки 12. Отверстие 1200 имеет угловую длину в 90°, что позволяет обеспечить поворот от 0° (положение покоя) до 90° (положение правки) части инструмента 10, 11.
Таким образом, с направляющими 13, размещенными параллельно оси Y рабочего шлифовального круга 2, и частью инструмента 10, 11, перемещаемого шарнирно в его положение правки, кожух 10 направлен линейно к перпендикуляру рабочего шлифовального круга по всей его ширине: брусок 3 корунда вследствие этого перемещается параллельно шлифовальному рабочему кругу и удерживается прижатым к нему постоянным усилием силового цилиндра в процессе операции правки.
Не представленные на чертежах винты закреплены с каждой стороны в нижней каретке 121 и предназначены для регулирования положения инструментальной части 10, 11 относительно рабочего шлифовального круга 2, что гарантирует, что брусок 3 корунда не выйдет за край рабочего шлифовального круга 2, предназначенного для правки.
На фиг.3 представлена система правки, которая собрана предварительно перед ее установкой в инструментальную часть 10, 11 и перед операцией собственно правки: эта система содержит брусок 3 корунда и деталь 4, в которую брусок 3 вставляется перед сжатием конца 40. Брусок 3 корунда может быть плотно вставлен в эту деталь 4. Эта деталь 4 содержит на своем конце кольцевую канавку 41, обеспечивающую соединение со штоком 110 силового цилиндра 11 в соответствии с упомянутым выше соединением стержень/канавка. Наконец, приспособление для ручного захвата 42 предусмотрено для обеспечения установки вручную нового бруска корунда в направляющую кожуха 10 и его изъятия после использования. Устройство для захвата 42 может быть, например, насажено с приклеиванием на деталь 4.
На фиг.4 представлено в перспективе устройство 1 для правки по изобретению, которое установлено в бесцентрово-шлифовальный станок 5 для гранул ядерного топлива, размещенный в секционном боксе для обработки радиоактивных отходов. Точнее говоря, бесцентрово-шлифовальный станок 5 содержит приводной шлифовальный круг 6 для подачи вращением гранул, и рабочий шлифовальный круг 2, расположенный напротив приводного круга для шлифовки гранул ядерного топлива. Устройство 1 для правки по изобретению расположено вблизи рабочего шлифовального круга 2 напротив последнего и напротив приводного шлифовального круга 6.
Рабочий шлифовальный круг 2 закрыт, в данном случае, чехлом 22. Секционный бокс для обработки радиоактивных отходов содержит люк для доступа (не изображенный на чертеже), предназначенный, обычно, для доступа к рабочему шлифовальному кругу. Устройство 1 для правки размещено перед окном для доступа к шлифовальному кругу: оператор вручную в перчатках в секционном блоке для обработки радиоактивных отходов может, таким образом, получить доступ через люк к рычагу 14 ручного фиксирования, к инструментальной части 10, 11 или любому другому элементу последнего.
Хотя описанное представлено для использования в бесцентрово-шлифовальном станке для шлифовки гранул ядерного топлива, можно представить себе применение устройства для любого использования, которое требует надежной и эффективной правки шлифовальных кругов.
Устройство по изобретению, которое было описано выше, может, кроме того, использоваться для других материалов, нежели чем корунд для правки рабочих шлифовальных кругов. Речь может идти о любом материале, эквивалентном корунду по твердости и приемлемом для правки шлифовального круга на основе алмазной крошки, таком как окись алюминия, карбид кремния или кварц.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ, НАПРАВЛЕНИЯ И УДАЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ, ТАКИХ КАК ГРАНУЛЫ ЯДЕРНОГО ТОПЛИВА, В БЕСЦЕНТРОВО-ШЛИФОВАЛЬНОМ СТАНКЕ | 2011 |
|
RU2578330C2 |
| Устройство для очистки абразивных кругов от налипания стружки | 1983 |
|
SU1161344A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2082588C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ С ПОЛИМЕРНОЙ СВЯЗКОЙ | 2012 |
|
RU2567165C2 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2004 |
|
RU2266189C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2002 |
|
RU2217293C1 |
| Полировально-шлифовальная паста | 1981 |
|
SU988848A1 |
| Устройство для правки фасонных шлифовальных кругов по копиру | 1982 |
|
SU1007948A1 |
| СПОСОБ ОЧИСТКИ ЭЛЬБОРОВОГО ШЛИФОВАЛЬНОГО КРУГА | 2011 |
|
RU2490112C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2003 |
|
RU2238840C1 |
Изобретение относится к машиностроению и может быть использовано для правки рабочего шлифовального круга, в частности, бесцентрово-шлифовального станка. Устройство в частности бесцентрово-шлифовального станка. содержит абразивный брусок, кожух для бокового удержания и направления по его продольной оси абразивного бруска, силовой цилиндр для приложения постоянного давления к бруску и направления его к рабочему шлифовальному кругу и средства линейного направления кожуха с бруском параллельно оси рабочего шлифовального круга и его удержания прижатым к последнему с постоянным усилием. Предусмотрена промежуточная соединительная деталь для разъемного соединения штока силового цилиндра с концом абразивного бруска. Устройство используется в бесцентрово-шлифовальном станке, предназначенном для шлифования деталей в виде гранул ядерного топлива. В результате повышаются эффективность и надежность процесса правки и качество обрабатываемых деталей. 3 н. и 15 з.п. ф-лы, 4 ил.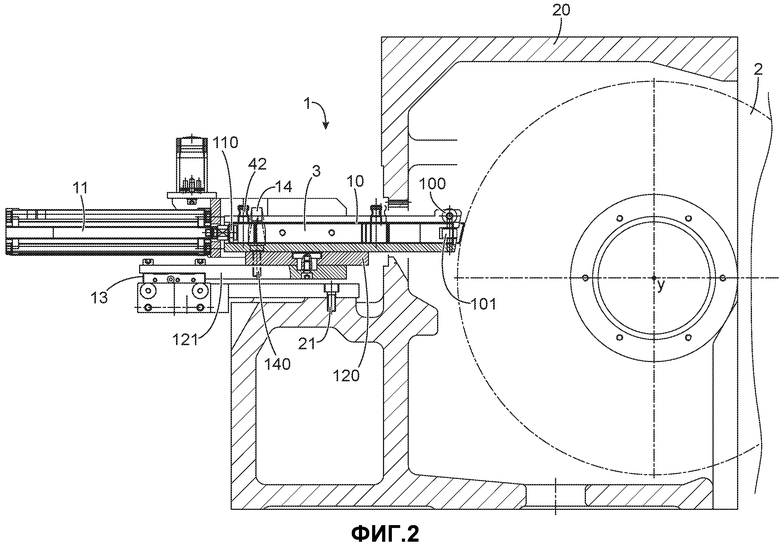
1. Устройство для правки рабочего шлифовального круга, содержащее абразивный брусок, кожух для бокового удержания абразивного бруска и его направления по продольной оси X кожуха,
силовой цилиндр для приложения постоянного усилия давления к абразивному бруску в процессе удержания и направления абразивного бруска в кожухе с возможностью удержания абразивного бруска в контакте с шлифовальным кругом, причем силовой цилиндр имеет шток,
узел правки рабочего шлифовального круга, включающий
упомянутый абразивный брусок и
промежуточную соединительную деталь для разъемного соединения штока силового цилиндра с концом абразивного бруска, причем промежуточная соединительная деталь имеет первый конец, плотно охватывающий абразивный брусок, и второй конец, противоположный первому концу, вдоль продольной оси кожуха, причем второй конец выполнен с возможностью его крепления на штоке силового цилиндра по типу соединения стержень-канавка, и
средства линейного направления кожуха для перемещения абразивного бруска и кожуха параллельно оси рабочего шлифовального круга и его удержания прижатым к последнему с постоянным усилием.
2. Устройство по п.1, в котором шток силового цилиндра образует стержень, а второй конец упомянутой соединительной детали имеет прорезь, образующую канавку для размещения штока силового цилиндра.
3. Устройство по п.2, в котором шток силового цилиндра и прорезь выполнены с возможностью образования соединения ласточкин хвост.
4. Устройство по п.1, в котором абразивный брусок содержит корунд.
5. Устройство по п.1, в котором продольная ось кожуха перпендикулярна оси рабочего шлифовального круга.
6. Устройство по п.1, в котором кожух выполнен с открытой вверх прорезью и поперечным сечением U-образной формы относительно продольной оси.
7. Устройство по п.6, которое содержит три ролика, направляющих абразивный брусок и установленных в кожухе на одном расстоянии вдоль продольной оси кожуха, причем два из роликов расположены напротив друг друга и установлены соответственно на каждой ветви U-образной прорези, а третий размещен сверху U-образной прорези, при этом пространство между роликами и дном U-образной прорези имеет размеры, соответствующие номинальным поперечным размерам абразивного бруска.
8. Устройство по п.1, в котором силовой цилиндр является силовым цилиндром двойного действия, выполненным с возможностью перемещения абразивного бруска в направлении рабочего шлифовального круга и от него.
9. Устройство по п.1, в котором силовой цилиндр является пневматическим силовым цилиндром, регулируемым регулятором давления.
10. Устройство по одному из пп.1-9, которое содержит два концевых упора хода упомянутого средства направления для ограничения перемещения абразивного бруска по ширине рабочего шлифовального круга.
11. Устройство по п.1, которое дополнительно содержит каретку, имеющую верхнюю часть и нижнюю часть, шарнирно перемещающиеся относительно друг друга, при этом нижняя часть каретки направляется постоянно средствами линейного направления, а верхняя часть каретки шарнирно перемещается между положением покоя, в котором кожух размещен параллельно оси рабочего шлифовального круга, и положением правки, в котором кожух перпендикулярен оси рабочего шлифовального круга.
12. Устройство по п.11, которое содержит блокирующий ручной рычаг для поворота верхней части каретки.
13. Узел правки рабочего шлифовального круга, предназначенный для использования в устройстве по одному из пп.1-12, содержащий
абразивный брусок и промежуточную соединительную деталь для разъемного соединения штока силового цилиндра с концом абразивного бруска, причем силовой цилиндр выполнен с возможностью приложения постоянного осевого усилия к размещенному в кожухе абразивному бруску в процессе его направленного перемещения в кожухе и контакта с шлифовальным кругом, при этом промежуточная соединительная деталь содержит первый конец, плотно охватывающий абразивный брусок, и второй конец, противоположный первому концу, вдоль продольной оси кожуха, причем второй конец выполнен с возможностью его крепления на штоке силового цилиндра по типу соединения стержень-канавка.
14. Узел правки по п.13, в котором шток силового цилиндра образует стержень, а второй конец упомянутой соединительной детали имеет прорезь, образующую канавку, в которую вставлен шток силового цилиндра.
15. Узел правки по п.14, в котором шток силового цилиндра и прорезь выполнены с возможностью образования соединения ласточкин хвост.
16. Узел правки по одному из пп.13-15, в котором промежуточная соединительная деталь содержит приспособление для захвата ее вручную.
17. Бесцентрово-шлифовальный станок для шлифования деталей, содержащий приводной круг для подачи подлежащих шлифовке деталей,
расположенный напротив приводного круга рабочий шлифовальный круг для шлифовки упомянутых деталей и
устройство для правки рабочего шлифовального круга по одному из пп.1-12,
при этом устройство для правки рабочего шлифовального круга расположено вблизи и напротив рабочего шлифовального круга и напротив приводного круга относительно шлифовального круга.
18. Бесцентрово-шлифовальный станок по п.17, в котором рабочий шлифовальный круг выполнен с возможностью шлифования деталей в виде гранул ядерного топлива.
| US 3122133 A1, 25.02.1964 | |||
| Автомат для наклеивания на бутылки проштемпелеванных этикеток | 1956 |
|
SU105626A1 |
| US 4098253 A, 04.07.1978 | |||
| Устройство надевания патронов на веретена сельфакторов | 1931 |
|
SU30112A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ АЛМАЗНОГО ОТРЕЗНОГО КРУГА | 1972 |
|
SU429943A1 |

