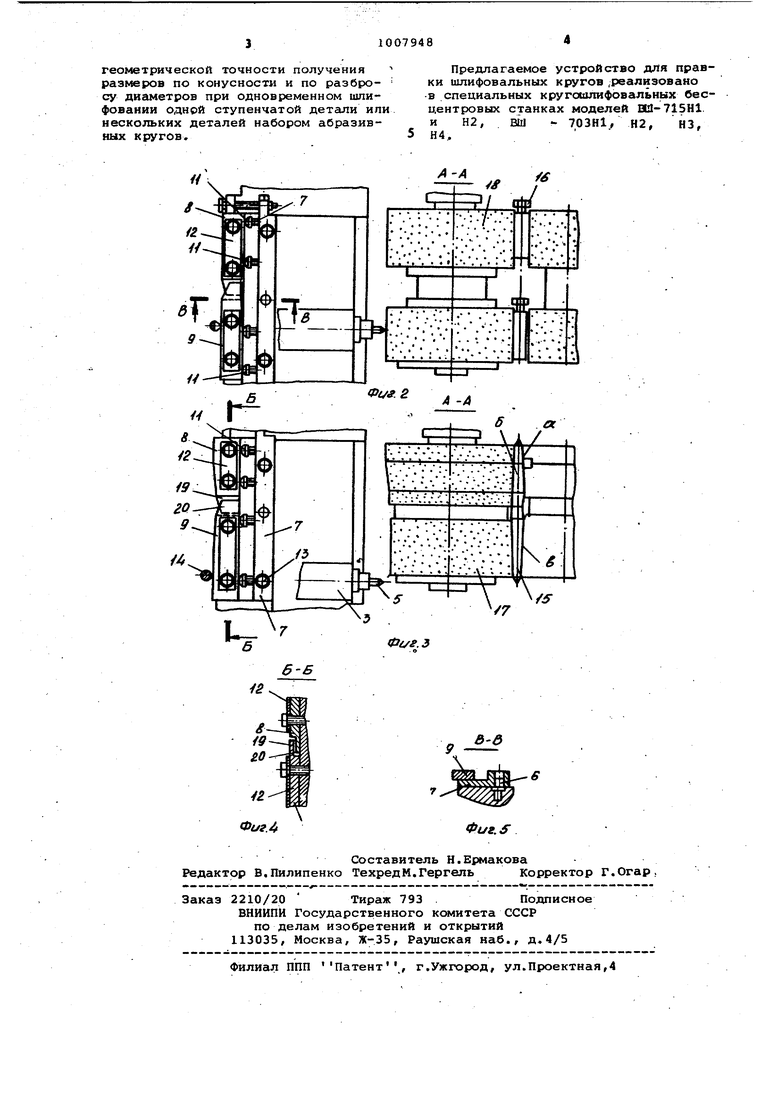
Изобретение относится к станкостроению и может быть использовано в бесцентровых круглошлифовальных станках для правки набора шлифо- . зальных кругов. Известно устройство для правки шлифовальных кругов по копиру, содер жащее установленные на основании про дольные салазки, на которых расположены поперечные каретки с держателями .правящего инструмента и копирными пальцами, находящимися в контакте с копирами, установленными с возможностью регулировочного смещения l Данное устройство не обеспечивает точной правки набора кругов одним алмазом, так как имеет независимые поперечные.каретки. Известно -также устройство для правки фасонных шлифовальнЕЛх кругов по.копиру,.содержащее установленные на основании продольные сплазкй, на которых расположена поперечная , каретка с.держателем правящего инст румента и копирным пальцем, находящимся в контакте с копиром,, закрепленным на.подкопирной плите, устано ленной с.возможностью установочного поворота относительно оси, перпендикулярной плоскости перемещения салазок, причем копир снабжен приводом поступательного перемещения параллел но направляющим каретки 2 . . . Известное устройство не обеспечивает .повышенной точности шлифования цилиндрических поверхностей деталей набором абразивных кругов, так как не .имеет .для.регулировки положения участков копира, по которому производится правка...... . Цель изобретения - повышение точности правки шлифовальных кругов. . . Указанная цель.достигается тем, что в .устройстве для правки фасонг ных шлифовальных кругов по копиру, содержащем.установленные на основании продольные салазки, на которых расположена.поперечная.каретка с дер жателем .правящего инструмента и копирным пальцем, находящимся в контак те с копиром, закрепленным на подкопирной.плите, установленной с возмож ностью установочного поворота относи тельно ocia, перпендикулярной к плрскос TjH перемещения салазок, копир выполнен, из двух.частей, установленных с возможностью взаимного смещения и имеющих.в месте.стыка расположенные одна под другой полки с сопрягающимися профилями рабочей части, при зтом ось поворота подкопирной плиты закреплена.неподвижно на основании в зоне стыка частей .копира. .На фиг.1 показано устройство, об щий.-вид; на фиг.2..вид АтА на устройство сверху при.правке.шлифоваль ных кругов прямого профиля;на фиг.З то же,-при правке кругов фасонного профиля; на фиг.4 - разрез Б-Б на фиг.З; на фиг.З - разрез В-В на фиг.2. Устройство содержит основание 1, по продольным салазкам 2 которого перемещается поперечная каретка 3, несущая держатель 4 правящего инструмента 5. На основании 1 установлено с возможностью поворота на оси 6 подкопирная плита 7, на которой располагаются составные .части.8 и 9 копира 10, регулируемые в поперечном направлении винтами 11. .Части 8 и 9 копира зажимаются после регулировки планкой 12, а подкопирная плита 7 крепится винтами 13. На каретке 3 закреплен копирный палец 14, поджимающийся к копиру 10 пружинами внутри держателя (не показаны). В зависимости от профиля обрабатываемой детали 15 или 16 на .шпинделе станка устанавливается.набор шлифовальных кругов 17 или IB. Стыкующиеся полки 19 и 20 частей В и 9 копира 10 образованы вырезами с противоположных сторон на большую половину толщины копира и установлены, перекрывая друг друга одна под другой;, Сопрягающиеся профили рабочей части полок 19 и 20 срезаны под углом для плавного перехода при движении копирного пальца 14 с одной части 8 на другую часть 9 копира 10. Ось 6 установлена в зоне стыка частей 8 и 9 копира 10. Правка шлифовальных кругов производится следукмдим образом. В зависимости от формы обрабатываемой детсши, например детали 15, устанавливаются на подкопирной плите 7 части 8 и 9 копира 10, профиль которых изготовлен в соответствии с пропрофйлем детали 15. После установки частей копира проводят правку правящим инструментом 5 шлифовальных кругов 17. Шлифуют деталь 15, подвергают ее контрольному эемеру. Если оказывается, что цилиндрический участок jg, имеет конусность более допуска и конический участок S не в размере, то бдним или другим винтом 11 регулируют часть 8 копира .10 в поперечном направлении или в поперечно-наклонном, или в продольном направлении. Также производится регулировка части 9 копира 10, если конический участок Ь не в допуске на размер. Необходимость выполнения копира из отдельных частей обусловлена тем, что в процессе работы станка происходят деформации шпинделей с кругами, узлов подачи и т.д. , в результате чего увеличиваются или уменьшаются базовые расстояния между шлифовальными и ведукицими кругами. Таким образом, установкой частей копира, их регулировкой в разных направлениях обеспечивается повышение
геометрической точности получения размеров по конусности и по разбро- су дигилетров при одновременном шлифовании одной ступенчатой детали или нескольких деталей набором абразивных кругов.
Предлагаемое устройство для правки шлифовальных кругов .реализовано в специальных кругошлифовальных бесцентровых станках моделей Ш-715Н1. и Н2, ВШ - 703Н1, Н2, НЗ. Н4,
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU952557A1 |
| Устройство для правки фасонных шлифовальных кругов | 1970 |
|
SU450711A1 |
| Устройство для правки шлифовального круга | 1989 |
|
SU1701499A1 |
| Устройство для правки фасонных шлифовальных кругов | 1960 |
|
SU141402A1 |
| Устройство для правки фасонных шлифовальных кругов | 1978 |
|
SU730556A1 |
| Масштабно-копировальное устройство для правки шлифовального круга | 1985 |
|
SU1263512A1 |
| Устройство для правки профильных шлифовальных кругов | 1978 |
|
SU727121A3 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ФАСОННОГО ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076037C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ФАСОННОГО АЛМАЗНОГО ШЛИФОВАЛЬНОГО КРУГА И СПОСОБ ПОДГОТОВКИ УСТРОЙСТВА К ПРОВЕДЕНИЮ ИЗМЕРЕНИЯ РЕЛЬЕФА ПРОФИЛЯ РАБОЧЕЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 1999 |
|
RU2183547C2 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
УСТРОЙСТВО ДЛЯ ПРАВКИ ФАСОННЫХ ШЛИФОВАЛЬНЫХ КРУГОВ ПО КОПИРУ, содержащее установленные на основании продольные салазки, на которых рас- i положена поперечная каретка с держателем правящего инструмента и копирным пальцем, находящимся в контакте с копиром, закрепленным на подкопирной плите, установленной с возможностью установочного поворота относительно оси, перпендикулярной к плоскости перемоцения салазок, о тличающееся тем, что, с целью повышения точности правки шлифовальных кругов, копир выполнен из двух частей, установленных с возможностью взаимного смещения и имеющих в месте стыка расположенные одна под другой полки с сопрягающимися профилями рабочей части, при этом $ ось поворота подкопирной плиты закреплена неподвижно на основании в зоне стыка частей копира. vl СО 4 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для правки фасонных шлифовальных кругов | 1978 |
|
SU730556A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР | |||
| Устройство для правки шлифовальныхКРугОВ | 1979 |
|
SU844254A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
