ПЕРЕКРЕСТНАЯ ССЫЛКА НА СВЯЗАННУЮ ЗАЯВКУ
[01] В настоящей заявке выдвигается приоритет обычной заявки США No. 13/713,930, зарегистрированной 13 декабря 2012 года, в который выдвигается приоритет предварительной заявки США No. 61/578,709., зарегистрированной 21 декабря 2011 года, каждая их которых включена в данный документ посредством ссылок.
ОБЛАСТЬ ТЕХНИКИ
[02] Раскрытие относится к усовершенствованному процессу производства уксусной кислоты с помощью карбонилирования метанолом в присутствии катализатора. Конкретнее раскрытие относится к процессу, который усовершенствует разделение фаз конденсированной легкой фракции потока отогнанного продукта в том случае, если отогнанный поток содержит высокое количество уксусной кислоты и низкое количество воды. Кроме того, раскрытие относится к методу упрощения разделения фаз смеси, содержащей уксусную кислоту, йодистый метил и небольшое количество воды.
Предпосылки создания изобретения
[03] Производство уксусной кислоты с помощью карбонилирования метанолом в присутствии катализатора представляет большую значимость в промышленности, поскольку уксусная кислота применяется в широком ряду промышленных приложений. Реакция получения уксусной кислоты может быть представлена с помощью следующего уравнения:
CH3OH+CO→CH3COOH.
Однако основной химический процесс усложнен и включает многократные взаимосвязанные реакции, побочные продукты и равновесные состояния. Таким образом, для реализации на практике процесс производства должен гармонично сочетать эти реакции, связанные с ними побочные продукты, а также очистку этого продукта.
[04] До 1970 года уксусная кислота производилась с использованием кобальтового катализатора. Катализатор карбонильного комплекс родия и йода был разработан фирмой "Монсанто" в 1970 году. Родиевый катализатор в значительной степени более активен, чем кобальтовый катализатор. Самое главное, что родиевый катализатор обладает большей селективностью по отношению к уксусной кислоте.
[05] Одной из проблем, связанной с изначальным процессом Монсанто, явилось то, что необходимо большое количество воды (около 14% по весу реакционной смеси) для производства водорода в реакторе по реакции конверсии водяного пара:
CO+H2O↔CO2+H2 .
[06] Вода и водород необходимы для реакции с осажденным Rh(III) и неактивным [Rh4(CO)2] для регенерации активного катализатора Rh(I). Однако большое количество воды увеличивает образование йодистого водорода, который в свою очередь повышает образование нежелательных побочных продуктов, таких как алкилиодиды с длинной углеродной цепью, которые тяжело отделить от продукта уксусной кислоты. Кроме того, удаление большого количества воды из продукта уксусной кислоты делает процесс более дорогостоящим.
[07] В конце 70-х годов фирма "Целанез" модифицировала процесс карбонилирования вводя йодид лития в реакционную смесь. Йодид лития повышает стабильность катализатора, сводя к минимуму побочные реакции, в ходе которых образуются неактивные формы Rh(III). Вследствие этого может быть снижено количество воды, необходимое для стабилизации катализатора. Кроме того, было найдено, что йодид лития снижает тенденцию к испарению воды. Смотреть, к примеру, Европейскую публикацию 506240. Таким образом, процесс обладает преимуществами относительно сепарации воды и уксусной кислоты.
[08] Кроме того, было обнаружено, что каталитическая стабильность и производительность реактора карбонилирования могут поддерживаться на поразительно высоком уровне даже при очень низких концентрациях воды, т.е. при 4% масс. или менее в реакционной среде (несмотря на общую промышленную практику поддержания приблизительно 14 или 15 массовых процентов воды), поддерживая в реакционной среде наряду с каталитически активным содержанием родия по крайней мере конечную концентрацию воды, метилацетата и йодистого метила, а также установленную концентрацию ионов йодида выше содержания йодида, присутствующую в виде йодистого метила или других органических соединений йодида. Используя относительно высокую концентрацию метилацетата и соли йодида, удалось достичь неожиданную степень стабильности катализатора и продуктивности реактора, даже когда содержание воды в жидкой среде реакции было ниже 0,1 массового процента. См., к примеру, патент США №5,001,259, U.S. патент США №5,026,908 и патент США №5,144,068. Однако несмотря на то, что процесс карбонилирования при низком содержании воды для производства уксусной кислоты снижает концентрацию таких побочных продуктов, как диоксид углерода, водород и пропионовая кислота, количество других примесей, присутствующих в основном в следовых количествах, понижается, а качество уксусной кислоты иногда ухудшается, когда делается попытка увеличить скорость образования за счет повышения качества катализатора или изменения условий реакции.
[09] Обычно уксусная кислота производится на предприятии, процесс которой может быть условно разделен на три функциональных области, т.е. реакция, извлечение легких фракций и очистка. Как правило, участок реакции включает реактор или зону реакции и расширитель или зону испарения. Участок извлечения легких фракций включает дистилляционную колонну легких фракций или зону разделения на фракции (также называемую в отрасли как "разделитель" или "разделительная колонна"), а также резервуар для разделения фаз, например, фильтр-отстойник. Дистилляционная колонна легких фракций также может входить в зону очистки, которая в свою очередь включает трубу-сушилку и дополнительную дистилляционную колонну тяжелых фракций. См., например, патент США №6,552,221.
[010] Участок извлечения легких фракций, в числе прочего, служит для разделения нежелательных побочных продуктов, таких как алканы, примеси карбонилов, а также примеси алкилиодидов. Отогнанный продукт, регенерированный из дистилляционной колонны легких фракций, конденсируется и проходит разделение фаз в фильтре-отстойнике, чтобы получить легкую водную фазу уксусной кислоты и воды и тяжелую органическую фазу, состоящую, главным образом, из йодистого метила, метилацетата, а также примесей алканов. Водная фаза, получаемая таким способом, может быть обработана для удаления ацетальдегида и прочих примесей карбонилов перед прохождением повторного цикла, например, в дистилляционной колонне легких фракций. См., например, патент США №5,599,970, патент США №5,625,095, патент США №5,732,660, патент США №5,783,731, патент США №6,143,930, европейскую публикацию №0487284. Органическая фаза может пройти дополнительную очистку для удаления, к примеру, примесей алканов, и по крайней мере часть очищенного йодистого метила может быть возвращена в технологический процесс. См., к примеру, патент США №4,102,922, патент США №5,371,286, патент США № . 5,723,660 и патент США №7,812,191.
[011] Правильное функционирование фильтра-отстойника составляет важную составляющую всей эксплуатационной характеристики процесса получения уксусной кислоты. Период времени фазового разделения должен быть короче периода обработки смеси в реакторе для разделения фаз в реакторе, чтобы провести достаточный повторный цикл катализатора йодистого метила в реакционной зоне, который, в свою очередь, обеспечит поддержание скорости реакции в реакционной зоне. Если фазовое разделение в фильтре-отстойнике не завершено, то фаза йодистого метила, которая извлекается из фильтра-отстойника, будет разбавлена. Повторная циркуляция разбавленного йодистого метила приводит к нарушению равновесия эксплуатационных условий реактора, которое проявляется, например, в: (1) нарушении водного баланса реактора; (2) повышении потребления энергии; (3) снижении скорости реакции и/или (4) увеличении расхода катализатора. Кроме того, разбавление фазы йодистого метила изменяет его плотность, создает помехи для работы насоса на выходе реактора и другого оборудования на технологической линии.
[012] Однако по мере уменьшения концентрации воды в реакционной смеси (процесс также называется "низкая концентрация воды - высокая концентрация кислоты" или условия "низкой концентрации воды") и увеличении концентрации метилацетата, нагрузка пара в дистилляционной колонне легких фракций повышается, что, в свою очередь, приводит к большому перебросу уксусной кислоты в фильтр-отстойник. Растворимость уксусной кислоты в йодистом метиле и водной фазе затрудняет фазовое разделение, что в конечном счете приводит к образованию одной жидкой фазы в фильтре-отстойнике. При возникновении таких условий, водяной поток, возвращающийся из фильтра-отстойника, в колонну легких фракций содержит большое количество йодистого метила, а также примеси. Наличие этого йодистого метила и добавочных примесей далее создает помехи для работы колонны легких фракций и мешает точному отделению продуктов легких фракций, таких как метилацетат и примеси от уксусной кислоты. Кроме того, нарушение процесса разделения отделенных легких фракций на две фазы в фильтре-отстойнике в условиях "низкой концентрации воды - высокой концентрации кислоты" мешает извлечению нежелательных побочных продуктов процесса.
[013] Проблема эффективного и тщательного фазового разделения в фильтре-отстойнике в условиях низкой концентрации воды известна в этой сфере производства и были сделаны попытки проведения правильного фазового разделения конденсированного отделенного потока в фильтре-отстойнике. Например, патент США №5,723,660 предлагает снизить количество метилацетата, чтобы значительно снизить температуру, до которой охлаждаются отделенные легкие фракции перед подачей в фильтр-отстойник или для подачи воды партиями в колонну легких фракций, чтобы концентрация метилацетата поддерживалась ниже 40 весовых процентов. Однако эти меры увеличивают количество этапов технологического процесса, повышая его стоимость. Также, подача воды в колонну легких фракций для поддержания концентрации метилацетата ниже 40 весовых процентов вероятно значительно изменит водный баланс всего процесса каждый раз по мере добавления воды. Альтернативный подход улучшения фазового разделения в фильтре-отстойнике предполагает добавление эффективного количества диметилэфира в технологическую линию для оптимизации фазового разделения конденсированного потока отделенных фракций в фильтре-отстойнике, напр., патент США №7,208,624. Однако с диметилэфиром сложно работать и использование диметилэфира усложняет управление процессом, в особенности, в стационарных условиях из-за низкой точки кипения диметилэфира (около 24°C).
[014] Соответственно, по-прежнему требуется дальнейшее усовершенствование процесса производства уксусной кислоты в условиях "низкая концентрация воды - высокая концентрация кислоты". В особенности, необходимо улучшить и стабилизировать фазовое разделение в фильтре-отстойнике для бесперебойного и надежного удаления примесей.
КРАТКОЕ ИЗЛОЖЕНИЕ РАСКРЫТИЯ
[015] В общем, настоящее раскрытие информации представляет процесс производства уксусной кислоты. В одном из вариантов осуществления изобретения процесс производства уксусной кислоты включает этапы: (1) реакция исходных продуктов в реакционной зоне с образованием реакционной смеси, содержащей уксусную кислоту: (2) фазовое разделение реакционной смеси, включающее преобразование уксусной кислоты в газообразный поток, содержащий уксусную кислоту и поток жидкости; (3) фазовое разделение газообразного потока на продукты потока, содержащие уксусную кислоту и водную смесь, а также поток отделенных легких фракций; (4) конденсирование потока отделенных легких фракций с образованием жидкой смеси и (5) разделение жидкой смеси на легкую жидкую фазу и тяжелую органическую фазу.
[016] В дополнительном или измененном варианте осуществления изобретения процесс производства уксусной кислоты включает этапы: (1) реакция исходных продуктов в реакционной зоне с образованием реакционной смеси, содержащей уксусную кислоту: (2) фазовое разделение реакционной смеси, включающее преобразование уксусной кислоты в газообразный поток, содержащий уксусную кислоту и поток жидкости; (3) фазовое разделение газообразного потока на продукты потока, содержащие уксусную кислоту и водную смесь, а также поток отделенных легких фракций; (4) конденсирование потока отделенных легких фракций с образованием жидкой смеси; (5) разделение жидкой смеси на легкую жидкую фазу и тяжелую органическую фазу и (6) фазовое разделение тяжелой органической фазы на продукт отделенных легких фракций и остаточный продукт.
[017] В общем варианте осуществления изобретения исходные вещества включают воду, метилацетат, йодистый метил, водород, метанол и моноксид углерода. В дополнительном варианте осуществления изобретения этап реакции происходит в присутствии катализатора, стабилизатора катализатора и/или промотора катализатора. В последующих вариантах осуществления изобретения этап реакции происходит при температуре от 120°C до 250°C и/или давлении в диапазоне от приблизительно 200 до 2000 фунтов на кв. дюйм. В дополнительном варианте осуществления изобретения, в ходе этапа реакции производится реакционная смесь, содержащая уксусную кислоту, метилацетат, йодистый метил, катализатор, воду и газообразный поток.
[018] В частном случае осуществления изобретения настоящее раскрытие относится к процессу производства уксусной кислоты, содержащей:
(a) карбонилирование метанолом в присутствии катализатора в реакционной зоне для получения реакционной смеси (A), содержащей уксусную кислоту, метилацетат, йодистый метил, катализатор и воду;
(b) фазовое разделение по крайней мере части реакционной смеси (A) в зоне испарения для получения жидкого потока (BL), содержащего катализатор, и газообразного потока (BV), содержащего уксусную кислоту, метилацетат, йодистый метил и воду;
(c) отделение газообразного потока (BV) в зоне разделения на фракции для получения потока продукции (CP), содержащего уксусную кислоту и небольшое количество воды, и отделенного потока (CO), содержащего уксусную кислоту, метилацетат, йодистый метил и воду;
(d) конденсирование отделенного потока продукции (CO) и образование жидкой смеси (D), которая содержит воду не более 20% по массе на основании массы жидкой смеси и массового отношения уксусной кислоты к воде как минимум 1:1 и
(e) разделение жидкой смеси (D) при содержании алкана(ов) в смеси D от 0,1 до 15% весовых процентов на основании массы D для получения легкой водной фазы (DA), содержащей уксусную кислоту и воду, а также тяжелую органическую фазу (DO), содержащую йодистый метил, метилацетат и алкан(ы).
[019] В дополнительном варианте осуществления изобретения, настоящее раскрытие предоставляет процесс в соответствии с любым из вышеупомянутых вариантов осуществления изобретения, в котором содержание алканов в жидкой смеси (D) обеспечивается за счет добавления к CO одного или нескольких сторонних или присущих алканов, йодистого метила, уксусной кислоты или вышеупомянутой смеси, в некоторых случаях в сочетании с уже имеющейся водой, так чтобы в конечный состав D входило не менее 20% воды по массе и уксусной кислоты в массовом отношении как минимум 1:1.
[020] В конкретном варианте осуществления изобретения, настоящее раскрытие предоставляет процесс в соответствии с любым из вышеупомянутых вариантов осуществления изобретения, в котором сторонние или присущие алканы содержат по крайней мере 5 углеродных атомов.
[021] В последующем варианте осуществления изобретения, настоящее раскрытие предоставляет процесс в соответствии с любым из вышеупомянутых вариантов осуществления изобретения, который дополнительно содержит разделение фракционных фаз DA and DO для получения водного потока (EA) и органического потока (EO), таким образом, чтобы содержание алканов в D происходило за счет прямой и непрямой повторной циркуляции как минимум части органического потока (EO) в CO.
[022] В дополнительном и/или альтернативном варианте осуществления изобретения, настоящее раскрытие предоставляет процесс в соответствии с любым из вышеупомянутых вариантов осуществления изобретения, который включает разделение как минимум части органического потока (EO) для получения отделенного продукта (FO), содержащего йодистый метил и по крайней мере часть алканов, а также остаточный продукт (FB), содержащий уксусную кислоту, метилацетат и в некоторых случаях добавочную часть алканов, а также прямую или непрямую рециркуляцию отделенного продукта (FO) в реакционную зону, в которой количество органического потока и его отделение будет скорректировано таким образом, чтобы получить и поддерживать содержание алканов в CO от 0,1 до 5% по массе на основании массы конденсированного отделенного потока (CO).
[023] В конкретном варианте осуществления изобретения, настоящее раскрытие предоставляет процесс в соответствии с любым из вышеупомянутых вариантов осуществления изобретения, в котором отделенный поток (CO) содержит не более 17% воды по массе.
[024] В частном случае осуществления изобретения настоящее раскрытие предоставляет процесс в соответствии с любым из вышеупомянутых вариантов осуществления изобретения, в котором массовое отношение уксусной кислоты к воде в отделенный поток (CO) как минимум 1,5:1.
[025] В одном из вариантов осуществления изобретения настоящее раскрытие предоставляет процесс в соответствии с любым из вышеупомянутых вариантов осуществления изобретения, в котором отделенный поток (CO) содержит не менее 15% уксусной кислоты по массе.
[026] В некоторых из вариантов осуществления изобретения настоящее раскрытие предоставляет процесс в соответствии с любым из вышеупомянутых вариантов осуществления изобретения, в котором отделенный поток (CO) содержит не менее 30% йодистого метила по массе.
[027] В последующем варианте осуществления изобретения настоящее раскрытие предоставляет процесс в соответствии с любым из вышеупомянутых вариантов осуществления изобретения, в котором содержание алканов в жидкой смеси (D) как минимум 0,5% по массе.
[028] В конкретном варианте осуществления изобретения настоящее раскрытие предоставляет процесс в соответствии с любым из вышеупомянутых вариантов осуществления изобретения, в котором содержание алканов в жидкой смеси (D) не более 13% по массе.
[029] В общем варианте осуществления изобретения настоящее раскрытие предоставляет метод ускорения фазового разделения смеси, содержащей уксусную кислоту, йодистый метил и небольшое количество воды, и метод, который дает содержание алканов в смеси от 0,1 до 15% по массе на основании массы смеси.
[030] В другом варианте осуществления изобретения настоящее раскрытие предоставляет метод в соответствии с любым из вышеупомянутых вариантов осуществления изобретения, в котором смесь содержит:
(i) от 35 до 90% йодистого метила по массе,
(ii) от 5 до 35% уксусной кислоты по массе,
(iii) от 5 до 15% воды по массе,
(iv) до 15% метилацетата по массе,
массовая доля в каждом случае основана на общей массе компонентов от (i) до (iv) и в котором массовое отношение уксусной кислоты к воде в смеси как минимум 1:1.
[031] В частном случае осуществления изобретения настоящее раскрытие предоставляет процесс в соответствии с любым из вышеупомянутых вариантов осуществления изобретения, в котором содержание алканов обусловлено одним или несколькими алканами, каждый из которых имеет по крайней мере 5 углеродных атомов.
[032] В конкретном варианте осуществления изобретения настоящее раскрытие предоставляет процесс в соответствии с любым из вышеупомянутых вариантов осуществления изобретения, в котором содержание алканов в смеси составляет как минимум 0,5% по массе.
[033] В некотором варианте осуществления изобретения настоящее раскрытие предоставляет процесс в соответствии с любым из вышеупомянутых вариантов осуществления изобретения, в котором содержание алканов в смеси составляет как минимум 12% по массе.
[034] В вышеупомянутом варианте широко изложены характеристики и технические преимущества настоящего изобретения с целью детального описания изобретения, которое будет легче понять. Дополнительные характеристики и преимущества изобретения будут изложены в дальнейшем в этом документе, который составляет предмет заявки изобретения. Специалистам в данной области техники следует особо отметить, что концепция и конкретный вариант раскрытого осуществления изобретения могут быть легко использованы в качестве основы для модификации или проектирования других конструктивных элементов для реализации целей, аналогичных настоящему изобретению. Специалистам в данной области техники следует также ясно представлять, что такие эквивалентные конструктивные элементы не выйдут за пределы существа и объема изобретения, которое изложено в прилагаемой формуле изобретения. Элементы новизны, являющиеся особенностью настоящего изобретения, как его организации, так и методов работы, наряду с дальнейшими целями и преимуществами будут лучше восприняты с помощью следующего описания при рассмотрении вместе с сопроводительными рисунками. Вместе с тем, абсолютно понятно, что каждый из этих рисунков предоставлен исключительно для иллюстрации и описания и не предназначен для установления пределов настоящего изобретения.
Краткое описание чертежей
[035] Для более полного понимания настоящего изобретения делается ссылка на следующее описание вместе с прилагаемыми чертежами.
[036] На рисунке 1 показана блок-схема, иллюстрирующая течение потоков, участвующих в процессе в соответствии с настоящим раскрытием.
[037] На рисунке 2 показана блок-схема, иллюстрирующая течение потоков, участвующих в процессе в соответствии с настоящим раскрытием.
[038] Рисунок 3 иллюстрирует эффект алканов на состав тяжелой фазы смеси йодистого метила, уксусной кислоты, метилацетата, воды и различное количество алканов в условиях "низкая концентрация воды - высокая концентрация кислоты".
[039] Рисунок 4 иллюстрирует эффект алканов на время фазового разделения и плотности тяжелой фазы смеси йодистого метила, уксусной кислоты, метилацетата, воды и различное количество алканов в условиях "низкая концентрация воды - высокая концентрация кислоты".
[040] Рисунок 5 иллюстрирует эффект алканов на состав тяжелой фазы смеси йодистого метила, уксусной кислоты, метилацетата, воды и различное количество алканов в условиях "высокая концентрация воды - низкая концентрация кислоты".
[041] Рисунок 6 иллюстрирует эффект алканов на время фазового разделения и плотности тяжелой фазы смеси йодистого метила, уксусной кислоты, метилацетата, воды и различное количество алканов в условиях "высокая концентрация воды - низкая концентрация кислоты".
Подробное описание раскрытия
[042] Подробное описание осуществления настоящего процесса раскрыто в настоящем документе. Однако следует понимать, что раскрытое осуществление всего лишь иллюстрация этого процесса и что процесс может быть осуществлен путем различных и альтернативных вариантов этого раскрытого осуществления. Поэтому конкретные процедурные, конструктивные и функциональные подробности, которые рассматриваются здесь в раскрытом осуществлении, не интерпретируются как ограниченные, а как всего лишь основа для заявки и создающий представление базис идеи для специалистов в данной области техники для различного применения настоящего процесса.
[043] Если специально не указано иное, все технические термины, используемые в этом документе, имеют значение, обычно понимаемое специалистами в данной области техники.
[044] Обозначение групп Периодической таблицы элементов, используемое в этом документе, приводится в соответствии с современной конвенцией ИЮПАК.
[045] Кроме того, если специально не указано иное, следующие выражения, используемые в этом документе, подразумевают нижеследующее значение.
[046] Выражение "поток жидкости", используемое в этом документе, относится к продукту или составу, находящемуся в жидком состоянии в условиях этапа технического процесса, в ходе которого образуется этот поток.
[047] Соответственно, выражение "газообразный поток", используемое в этом документе, относится к продукту или составу, находящемуся в газообразном состоянии в условиях этапа технического процесса, в ходе которого образуется этот поток.
[048] Выражение "реакционная зона", используемое в этом документе, относится по крайней мере к одному реактору или сосуду, в котором метанол карбонилируется в присутствии катализатора с образованием уксусной кислоты при повышенном давлении и температуре, т.е. реактор(ы) предприятия, производящего метанол.
[049] Выражение "зона испарения", используемое в этом документе, относится по крайней мере к одному резервуару или сосуду, в котором находится реакционная смесь, полученная с помощью карбонилирования метанолом в присутствии катализатора для образования уксусной кислоты, и в котором по крайней мере частично было снижено давление и/или проведено охлаждение с образованием газообразного потока и потока жидкости, т.е. резервуар(ы) в реакционной зоне предприятия, производящего метанол.
[050] Выражение "зона разделения на фракции", используемое в этом документе, относится по крайней мере к одной фракционирующей или дистилляционной колонне, т.е. дистилляционная колонна(ы) легких фракций, в зоне извлечения легких фракций предприятия, производящего уксусную кислоту.
[051] В общем, выражение "присущие", используемое в этом документе с ссылкой на химическое соединение, относится к химическому соединению, которое вводится в процесс в качестве исходного вещества или составляющего потока исходного вещества, который подается в реакционную зону, а также химическое соединение, которое образуется в ходе процесса в виде продукта или побочного продукта, например, карбонилирование метанола в присутствии катализатора или выделения продукта реакции стадии очистки.
[052] Соответственно, выражение "сторонние", используемое в этом документе для химического соединения, относится к химическому соединению, которое отдельно и независимо вводится в процесс из потока исходных веществ, подаваемых в реакционную зону. Выражение "сторонние" также в особенности исключает какие-либо химические соединения, которые образуются в ходе процесса в виде продуктов или побочных продуктов.
[053] Таким образом, выражение "присущий алкан" и это же выражение во множественном числе, используемые в этом документе, относятся к одному или нескольким алканам, которые вводятся в процесс в виде компонента потока исходных веществ, например, потоки поступающих монооксида углерода и метанола, а также алканы, которые могут образоваться в ходе этого процесса в виде побочного продукта или побочных продуктов, например, карбонилирования метанола в присутствии катализатора или выделения продукта реакции или этапа очистки.
[054] Выражение "сторонний алкан" и это же выражение во множественном числе, используемые в этом документе, относятся к одному или нескольким алканам, которые отдельно и независимо вводятся в процесс из потока исходных веществ, подаваемых в реакционную зону. Выражение "сторонний алкан" и это же выражение во множественном числе также в особенности исключает алканы, которые могут образовываться в ходе этого процесса.
[055] Выражение "присущая вода", используемое в этом документе, относится к воде, которая вводится в процесс в виде исходного вещества или компонента потока исходных веществ, напр., потоки поступающих моноксида углерода и метанола, а также вода, которая образуется в ходе этого процесса, напр., в виде побочного продукта или с помощью реакции конверсии водяного пара.
[056] Соответственно, выражение "сторонняя вода", используемое в этом документе, относится к воде, которая вводится в процесс отдельно и независимо от потока исходных веществ, подаваемых в реакционную зону. Выражение "сторонняя вода" также в особенности исключает воду, которая может образовываться в ходе этого процесса.
[057] Если специально не указано иное, выражение "тяжелая фаза" относится к органической, содержащей йодистый метил фазе, такой как, например, полученной в ходе эксплуатации фильтра-отстойника на предприятии по производству уксусной кислоты. Выражение в особенности относится к тяжелой, органической фазе (DO) в соответствии с этим раскрытием.
[058] Формулы "OAc" или "AcO" используются в этом документе как аббревиатура для анион ацетата, т.е. H3CC(=O)O-.
[059] Формула "Me" используется в этом документе для метильной группы.
[060] Термин "acac" используется в этом документе для ацетоацетат-аниона, т.е. H3CC(=O)CH2C(=O)O-.
[061] Если специально не указано иное, выражение "% масс.", используемое в этом документе, относится к массовому проценту определенного компонента упоминаемого соединения.
[062] В отношении всех диапазонов, раскрытых в этом документе, такие диапазоны предполагаются для включения всех комбинаций упомянутых верхних и нижних пределов, даже если комбинация специально не приводится.
[063] Все публикации, патентные заявки и патенты, упомянутые в этом документе, включены в данный документ посредством ссылок. В случае возникновения разночтений настоящее описание изобретения, включая определения, подлежит контролю.
[064] Один из аспектов настоящего раскрытия относится к процессу производства уксусной кислоты, содержащему:
(a) карбонилирование метанолом в присутствии катализатора в реакционной зоне для получения реакционной смеси (A), содержащей уксусную кислоту, метилацетат, йодистый метил, катализатор и воду;
(b) фазовое разделение по крайней мере части реакционной смеси (A) в зоне испарения для получения жидкого потока (BL), содержащего катализатор, и газообразного потока (BV), содержащего уксусную кислоту, метилацетат, йодистый метил и воду;
(c) отделение газообразного потока (BV) в зоне разделения на фракции для получения потока продукции (CP), содержащего уксусную кислоту и небольшое количество воды, и отделенного потока продукции (CO), содержащего уксусную кислоту, метилацетат, йодистый метил и воду;
(d) конденсирование отделенного потока продукции (CO) и образование жидкой смеси (D), которая содержит воду не более 20% по массе на основании массы жидкой смеси, и массового отношения уксусной кислоты к воде как минимум 1:1, и
(e) разделение жидкой смеси (D) при содержании алкана(ов) в смеси D от 0,1 до 15% весовых процентов на основании массы D для получения легкой водной фазы (DA), содержащей уксусную кислоту и воду, а также тяжелой органической фазы (DO), содержащей йодистый метил, метилацетат и алкан(ы).
[065] Алканы экспериментально обнаруживаются в виде побочных продуктов карбонилирования метанола при обычных условиях, при которых поддерживается концентрация воды в реакционной смеси приблизительно 14 или 15% масс. В этих процессах, однако, фазовое разделение конденсированного отделенного потока, регенерированного путем дистилляции легких фракций, происходит благодаря относительно высокому содержанию воды и низкому содержанию кислоты в отделенном потоке.
[066] Как ни странно, было обнаружено, что конденсированный отделенный поток (CO), полученный при образовании уксусной кислоты с помощью карбонилирования метанолом в условиях "низкая концентрация воды - высокая концентрация кислоты", может быть эффективно и тщательно разделен на водную фазу (DA) и органическую фазу (DO) путем образования жидкой смеси (D), в которой содержание алканов составляет от 0,1 до 15% масс. на основании массы D. Кроме того, как ни удивительно, было найдено, что эффективное фазовое разделение в фильтре-отстойнике предприятия по производству уксусной кислоты может стабильно поддерживаться с помощью достаточного количества присущих или сторонних алканов в реакционной смеси. Процесс поэтому не только способствует фазовому разделению в фильтре-отстойнике, но также упрощает удаление побочных продуктов из процесса.
[067] Блох-схема на рисунках 1 и 2 схематически иллюстрирует фазовое течение потоков, участвующих в процессе настоящего раскрытия. Таким образом, исходные вещества подаются непрерывно или партиями в реакционную зону (1). По крайней мере часть реакционной смеси (A), образующаяся в реакционной зоне (1), подлежит извлечению и разделению путем однократной сепарации в зоне испарения (2), чтобы получить поток жидкости (BL), содержащий катализатор и стабилизатор катализатора, а также газообразный поток (BV), содержащий уксусную кислоту, метилацетат, йодистый метил и воду. Предпочтительно, чтобы поток жидкости (BL) прошел повторную циркуляцию в реакционной зоне (1).
[068] Газообразный поток (BV) направляется в зону разделения на фракции (3), где он проходит фазовое разделение для получения как минимум потока продукции (CP), содержащего уксусную кислоту и небольшое количество воды, и отделенного потока продукции (CO), содержащего уксусную кислоту, метилацетат, йодистый метил и воду. Средние специалисты могут заключить, что, кроме того, потоки (не показано на рисунке) могут регенерироваться в зоне разделения на фракции (3), например, нижний поток (CB), содержащий какой-либо катализатор, который может уноситься потоком BV. По мере целесообразности такой нижний поток (CB) может подлежать повторной циркуляции в реакционной зоне (1) (не показано).
[069] Отделенный поток (CO) проходит конденсацию, и образуется жидкая смесь (D), которая содержит воду не более 20% по массе на основании массы жидкой смеси и массового отношения уксусной кислоты к воде как минимум 1:1. Жидкая смесь (D) проходит фазовое разделение в разделительном сосуде (4), т.е. фильтре-отстойнике, при условии, что содержание алкана(ов) в смеси D составляет от 0,1 до 15% масс. на основании массы D для получения легкой водной фазы (DA), содержащей уксусную кислоту и воду, а также тяжелую органическую фазу (DO), содержащую йодистый метил, метилацетат и алкан(ы).
[070] Выделенные фазы подлежат DA и DO фазовому разделению для получения водного потока (EA) и органического потока (EO).
[071] Водный поток (EA) может целиком и частично быть отправлен на повторную циркуляцию в реакционную зону (1) и/или зону разделения на фракции (3). Предпочтительно, чтобы водный поток (EA) или его часть, которая прошла повторную циркуляцию, была обработана для удаления примесей и избытка воды перед повторным поступлением в процесс. Подходящие процессы обработки известны в данной области техники и включены, например, в методы, раскрытые в патенте США №5,625,095, патенте США №5,783,731, патенте США №6,143,930 и патенте США №6,339,171. Органический поток (EO) может целиком и частично быть отправлен на повторную циркуляцию в реакционную зону (1), зону испарения (2) и/или зону разделения на фракции (4).
[072] В соответствии с вариантом осуществления изобретения, иллюстрированным на блок-схеме рисунка 2, по крайней мере, часть органического потока (EO) далее проходит фазовое разделение в зоне сухой перегонки (5) для получения дистиллята (FO), содержащего йодистый метил и по крайней мере часть алканов, а также остаточного продукта (FB), содержащего уксусную кислоту, метилацетат, йодистый метил, воду и иногда дополнительную часть алканов. Отделенный продукт (FO) может быть отправлен на повторную циркуляцию в реакционную зону (1), зону испарения (2) и/или зону разделения на фракции (4). Остаточный продукт (FB) может быть удален из процесса для поддержания водного баланса реакционной системы или может пройти дальнейшую обработку для удаления избытка воды и/или примесей перед повторной циркуляцией в реакционной зоне (1), зоне испарения (2) и/или зоне разделения на фракции (4) (не показано).
[073] В то время как процесс может проводиться партиями, предпочтительно, чтобы он осуществлялся непрерывно.
[074] Реакция карбонилирования в соответствии с настоящим раскрытием проводится в присутствии катализатора карбонилирования и иногда стабилизатора карбонилирования. К подходящим катализаторам относятся катализаторы, известные в производстве уксусной кислоты. К примерам подходящих катализаторов относятся родиевый и иридиевый катализаторы.
[075] Подходящий родиевый катализатор описан, к примеру, в патенте США №5,817,869. К подходящим родиевым катализаторам относится металлический родий и соединения на основе родия. Предпочтительно, чтобы соединения на основе родия были выбраны из группы, к которой относятся родиевые соли, оксиды, ацетаты, органо-родиевые соединения, координационные соединения родия и т.п., а также смеси указанных соединений. Более предпочтительно, чтобы соединения на основе родия были выбраны из группы, к которой относятся Rh2(CO)4I2, Rh2(CO)4Br2, Rh2(CO)4Cl2, Rh(CH3CO2)2, Rh(CH3CO2)3, [H]Rh(CO)2I2 и т.п., а также смеси указанных соединений. Особенно предпочтительно, чтобы соединения на основе родия были выбраны из группы, к которой относятся [H]Rh(CO)2I2, Rh(CH3CO2)2 и т.п., а также смеси указанных соединений.
[076] Подходящий иридиевый катализатор описан, к примеру, в патенте США №5,932,764. К подходящим иридиевым катализаторам относится металлический родий и соединения на основе иридия. Примеры подходящих иридиевых катализаторов включают: IrCl3, IrI3, IrBr3, [Ir(CO)2I]2, [Ir(CO)2Cl]2, [Ir(CO)2Br]2, [Ir(CO)4Ι2]-H+, [Ir(CO)2Br2]-H+, [Ir(CO)2I2]-H+, [Ir(CH3)I3(CO)2]-H+, Ir4(CO)12, IrCl3×4H2O, IrBr3×4H2O, Ir3(CO)12, Ir2O3, IrO2, Ir(acac)(CO)2, Ir(acac)3, Ir(OAc)3, [Ir33O(OAc)6(H2O)3][OAc], а также H2[IrCl6]. Предпочтительно, чтобы соединения на основе иридия были выбраны из группы, к которой относятся ацетаты, оксалаты, ацетоацетат и т.п., а также смеси указанных соединений. Более предпочтительно, чтобы соединения на основе иридия были ацетатами.
[077] Предпочтительно, чтобы иридиевый катализатор применялся вместе с сокатализатором. В предпочитаемые сокатализаторы входят металлы и соединения на основе металлов, выбранных из группы, в которую входят осмий, рений, рутений, кадмий, ртуть, цинк, галлий, индий и вольфрам, их соединения и т.п., а также смеси указанных соединений. Более предпочтительно, чтобы сокатализаторы были выбраны из группы, к которой относятся соединения рутения и осмия. Особенно предпочтительно, чтобы сокатализаторами были соединения рутения. Предпочтительно, чтобы в качестве сокатализаторов использовались ацетаты.
[078] Скорость реакции зависит от концентрации катализатора в реакционной смеси (A). Концентрация катализатора обычно составляет от 1 до 100 ммол катализатора на литр (ммол/л) смеси (A). В некоторых из вариантов осуществления изобретения концентрация катализатора как минимум 2 ммол/л, или по крайней мере 5 ммол/л, или не менее 7,5 ммол/л. В некоторых из вариантов осуществления изобретения концентрация катализатора как минимум 75 ммол/л, или по крайней мере 50 ммол/л, или не менее 25 ммол/л. В особых вариантах осуществления изобретения концентрация катализатора составляла от приблизительно 2 до 75 ммол/л, или от приблизительно 2 до 50 ммол/л, или от приблизительно 5 до 25 ммол/л.
[079] В некоторых из вариантов осуществления изобретения, реакция проводилась в присутствии стабилизатора катализатора. К подходящим стабилизаторам катализаторов относятся известные в производстве стабилизаторы. В общем, существует два типа стабилизаторов катализаторов. К первому типу стабилизаторов катализаторов относится соль йодида металла, т.е. йодид металла 1 или 2 Группы, как, например, йодид лития. Ко второму типу стабилизаторов-катализаторов относятся несолевые стабилизаторы. Предпочтительными несолевыми стабилизаторами являются пятивалентные оксиды 15 Группы. См. патент США №5,817,869. Наиболее предпочтительными являются фосфиноксиды. Особым предпочтением пользуются трифенилфосфин оксиды.
[080] Количество йодида металла при использовании таково, что концентрация йодида металла в реакционной смеси составляет от приблизительно 1 до 20% масс. (приблизительно от 0,1 до 1,75 М). Более предпочтительно, чтобы этот дополнительный компонент присутствовал в реакционной смеси в количестве от 5 до 10% масс., что соответствует диапазону молярной концентрации от 0,5 до 1 М.
[081] Количество пятивалентного оксида 15 Группы при использовании таково, что его концентрация превосходит концентрацию родия в соотношении 60:1. Предпочтительно, чтобы концентрация пятивалентного оксида 15 Группы превышала концентрацию родия в соотношении от 60:1 до 500:1. В некоторых из вариантов осуществления изобретения в реакционной смеси присутствует от 0,1 до 3 Μ пятивалентного оксида 15 Группы. Более предпочтительно, чтобы в реакционной смеси присутствовало от 0,15 до 1,5 Μ или от 0,25 до 1,2 Μ пятивалентного оксида 15 Группы.
[082] Реакция карбонилирования проводится в присутствии подлежащего определению количества воды. Предпочтительно, чтобы концентрация воды, присутствующей в реакционной смеси A, составляла не более 10% масс. из расчета на общую массу реакционной смеси (A). Более предпочтительно, чтобы концентрация воды в реакционной смеси была не более 6% масс., или не более 4% масс., или не более 2% масс. В некоторых из вариантов осуществления изобретения концентрация воды в реакционной смеси составляет как минимум 0,1% масс., или как минимум 0,5% масс., или как минимум 1% масс. Соответственно, концентрация воды в реакционной смеси может изменяться от 0,1 до 10% масс., или от 0,1 до 6% масс., или от 0,1 до 4% масс. 0,1 до 2% масс. В качестве альтернативы, концентрация воды в реакционной смеси может изменяться от 0,5 до 10% масс., или от 0,5 до 6% масс., или от 0,5 до 4% масс., или от 0,5 до 2% масс. Аналогично, концентрация воды в реакционной смеси может изменяться от 1 до 10% масс., или от 1 до 6% масс., или от 1 до 4% масс., или от 1 до 2% масс.
[083] Предпочтительно, чтобы реакция проводилась в присутствии метилацетата в качестве катализатора скорости реакции. Метилацетат может образовываться in situ. Как правило, метилацетат добавляется в реакционную смесь в качестве исходного вещества. Предпочтительно, чтобы концентрация метилацетата, присутствующего в реакционной смеси (A), составляла приблизительно от 2 до 20% масс. из расчета на общую массу реакционной смеси (A). Более предпочтительно, чтобы концентрация метилацетата составляла приблизительно от 2 до 16% масс. Наиболее предпочтительно, чтобы концентрация метилацетата составляла приблизительно от 2 до 8% масс. В качестве альтернативы, метилацетат или смесь метилацетата и метанола из потоков побочных продуктов гидролиза/метанолиза поливинилацетата может использоваться в реакции карбонилирования.
[084] Реакция проводится в присутствии йодистого метила. Йодистый метил служит в качестве промотора катализатора. Предпочтительно, чтобы концентрация йодистого метила составляла приблизительно от 0,6 до 36% масс. из расчета на общую массу реакционной смеси (A). Более предпочтительно, чтобы концентрация йодистого метила составляла приблизительно от 4 до 24% масс. Наиболее предпочтительно, чтобы концентрация йодистого метила составляла приблизительно от 6 до 20% масс. В качестве альтернативы, йодистый метил может образовываться в реакторе карбонилирования или в реакционной зоне (1) при добавлении йодистого водорода.
[085] Водород также может подаваться в реакционную зону (1). Добавление водорода может повысить эффективность карбонилирования. Предпочтительно, чтобы концентрация водорода составляла приблизительно от 0,1 до 5 мол. % монооксида углерода в реакционной зоне (1). Более предпочтительно, чтобы концентрация водорода составляла приблизительно от 0,3 до 3 мол. % монооксида углерода в реакционной зоне (1).
[086] Метанол и монооксид углерода подаются в реакционную зону (1). Метанол, подаваемый в реакцию карбонилирования, может поступать из установки сингаз-метанол или каких-либо других установок. Метанол не реагирует напрямую с монооксидом углерода с образованием уксусной кислоты. Он превращается в йодистый метил с помощью йодистого водорода, присутствующего в реакционной зоне (1), а затем реагирует с монооксидом углерода и водой, образуя уксусную кислоту. При этом происходит регенерация йодистого водорода. Монооксид углерода становится не только частью молекулы уксусной кислоты, но также играет важную роль в образовании и стабильности активного катализатора.
[087] Предпочтительно, чтобы реакция карбонилирования проводилась при температуре от 120°C до 250°C. Более предпочтительно, чтобы реакция проводилась при температуре от 150°C до 200°C.
[088] Реакция карбонилирования проводится при давлении от 200 до 2000 фунтов на кв. дюйм. Более предпочтительно, чтобы реакция проводилась при давлении от 300 до 500 фунтов на кв. дюйм.
[089] Целесообразно, чтобы давление в зоне испарения (2) поддерживалось ниже давления реакционной зоны (1), как правило, при давлении от 10 до 100 фунтов на кв. дюйм. Предпочтительно, чтобы температура в зоне испарения (2) приблизительно поддерживалась от 100 до 160°C.
[090] Газообразный поток (BV), содержащий уксусную кислоту, йодистый метил и воду, направляется из зоны испарения (2) в зону разделения на фракции (3), где он проходит фазовое разделение для получения потока продукции (CP), содержащего уксусную кислоту и небольшое количество воды, и отделенного потока (CO), содержащего уксусную кислоту, метилацетат, йодистый метил и воду. Поток продукции (CP) обычно подлежит дальнейшей очистке известным способом.
[091] В зоне разделения на фракции (3) обычно находятся одна или несколько дистилляционных колонн. Средние специалисты могут сделать заключение о том, что температурные условия и давление, поддерживаемое в зоне разделения на фракции (3), зависят от количества и видов дистилляционных колонн, а также от количества ступеней дистилляции колонны или колонн. Когда в зоне разделения на фракции (3) находятся одна или несколько дистилляционных колонн, колонна располагает как минимум 10 ступенями. Более целесообразно, чтобы в колонне было как минимум 14 или 18 действующих ступеней. При такой системе дистилляционная колонна работает при давлении в зоне верхнего продукта в диапазоне от 20 фунтов на кв. дюйм (1.4 кг/см2) до 40 фунтов на кв. дюйм (2.8 кг/см2) или от 25 до 35 фунтов на кв. дюйм, а кубовое давление составляет от 25 до 45 фунтов на кв. дюйм или от 30 до 40 фунтов на кв. дюйм. Соответственно, температура в зоне верхнего продукта составляет от 95 до 135°C, или от 100 до 125°C, или от 110 до 120°C, а кубовая температура - от 115 до 155°C или от 125 до 135°C.
[092] Отделенный поток (CO) регенерируется в зоне разделения на фракции (3) и проходит конденсацию известным способом, например, при помощи охлаждения.
[093] В некоторых из вариантов осуществления этого процесса, отделенный поток (CO) может обладать содержанием воды не более 17% масс., или не более 15% масс., или не более 12% масс., или не более 10% масс., или не более 7% масс. Как правило, содержание воды в отделенном потоке (CO) как минимум 0,5% масс., или как минимум 1% масс., или как минимум 2% масс., или как минимум 5% масс. В особых вариантах осуществления этого изобретения, содержание воды в отделенном потоке (CO) может варьироваться от 0,5 до 20% масс., или от 0,5 до 17% масс., или от 0,5 до 15% масс., или от 0,5 до 12% масс., или от 0,5 до 10% масс., или от 0,5 до 7% масс. В других вариантах осуществления этого изобретения содержание воды в отделенном потоке (CO) может варьироваться от 1 до 20% масс., или от 1 до 17% масс., или от 1 до 15% масс., или от 1 до 12% масс., или от 1% масс до 10% масс., или от 1 до 7% масс. В других вариантах осуществления этого изобретения содержание воды в отделенном потоке (CO) может варьироваться от 2 до 20% масс., или от 2 до 17% масс., или от 2 до 15% масс., или от 2 до 12% масс., или от 2 до 10% масс., или от 2 до 7% масс. В последующих вариантах осуществления этого изобретения содержание воды в отделенном потоке (CO) может варьироваться от 5 до 20% масс., или от 5 до 17% масс., или от 5 до 15% масс., или от 5 до 12% масс. или от 5 до 10% масс., или от 5 до 7% масс.
[094] В некоторых из вариантов осуществления этого процесса массовое отношение уксусной кислоты к воде в отделенном потоке (CO) составляет как минимум 1,5:1, или как минимум 3:1, или как минимум 5:1, или как минимум 10:1.
[095] Как правило, содержание уксусной кислоты в отделенном потоке (CO) как минимум 5% масс., или как минимум 7% масс., или как минимум 10% масс., или как минимум 15% масс. Обычно содержание уксусной кислоты в отделенном потоке (CO) не превышает 35% масс., или 30% масс., или 25% масс. Соответственно, концентрация уксусной кислоты в отделенном потоке (CO) может изменяться от 5 до 35% масс., или от 7 до 35% масс., или от 10 до 35% масс., или от 15 до 35% масс. Как альтернатива, концентрация уксусной кислоты в отделенном потоке (CO) может изменяться от 5 до 30% масс., или от 7 до 30% масс., или от 10 до 30% масс., или от 15 до 30% масс. Кроме того, концентрация уксусной кислоты в отделенном потоке (CO) может изменяться от 5 до 25% масс., или от 7 до 25% масс., или от 10 до 25% масс., или от 15 до 25% масс.
[096] Концентрация метилацетата в отделенном потоке (CO) обычно не более 20% масс., или не более 15% масс., или не более 12% масс., или не более 10% масс. и обычно не менее 1,5% масс., или 4% масс., или 6% масс. Соответственно, концентрация метилацетата в отделенном потоке (CO) может изменяться от 1,5 до 20% масс.. или от 1,5 до 15% масс.. или от 1,5 до 12% масс., или от 1,5 до 10% масс. Соответственно, концентрация метилацетата в отделенном потоке (CO) может изменяться от 4 до 20% масс., или от 4 до 15% масс., или от 4 до 12% масс., или от 4 до 10% масс. Как альтернатива, концентрация метилацетата в отделенном потоке (CO) может изменяться от 6 до 20% масс., или от 6 до 15% масс., или от 6 до 12% масс., или от 6 до 10% масс.
[097] Содержание йодистого метила в отделенном потоке (CO) обычно не менее 30% масс., или не менее 40% масс., или не менее 45% масс., или не менее 50% масс. и обычно не превышает 93% масс., или 90% масс., или 75% масс. Таким образом, концентрация йодистого метила в отделенном потоке (CO) может изменяться от 30 до 93% масс., или от 40 до 93% масс., или от 45 до 93% масс., или от 50 до 93% масс. Соответственно, концентрация йодистого метила в отделенном потоке (CO) может изменяться от 30 до 90% масс., или от 40 до 90% масс., или от 45 до 90% масс., или от 50 до 90% масс. Как альтернатива, концентрация йодистого метила в отделенном потоке (CO) может изменяться от 30 до 75% масс., или от 40 до 75% масс., или от 45 до 75% масс., или от 50 до 75% масс.
[098] Специалистам в данной области техники могут сделать заключение о том, что отделенном потоке (CO) может дополнительно содержать газообразные компоненты, такие как водород, моноксид углерода и диоксид углерода, а также карбониловые компоненты, которые образуется в виде побочных продуктов в ходе этой реакции. Неконденсирующиеся, обычно находящиеся в газообразном состоянии компоненты отделенного потока (CO) могут быть удалены (не показано).
[099] Процесс настоящего раскрытия охватывает формирование жидкой смеси (D), которая содержит воду не более 20% по массе на основании массы жидкой смеси и массового отношения уксусной кислоты к воде как минимум 1:1, и предпочтительно, чтобы вода, содержащаяся в жидкой смеси (D), была исключительно уже имеющейся в процессе водой. Жидкая смесь (D) может быть образована до, во время и после конденсации отделенного потока (CO), до или во время доставки конденсированного отделенного потока (CO) в зону разделения на фракции (4) или зону разделения на фракции (4). Поскольку время фазового разделения и нахождения смеси в зоне разделения на фракции (4) непродолжительно, как правило, предпочтительно, чтобы жидкая смесь (D) была образована до, во время или после конденсации отделенного потока (CO), до или во время доставки конденсированного отделенного потока (CO) в зону разделения на фракции (4).
[0100] В соответствии с некоторыми вариантами осуществления изобретения жидкая смесь (D) образуется при добавлении к CO одного или нескольких сторонних или присущих алканов, йодистого метила, уксусной кислоты или вышеупомянутой смеси, в некоторых случаях в сочетании с уже имеющейся водой, так чтобы в конечный состав D входило не менее 20% воды по массе и уксусной кислоты в массовом отношении как минимум 1:1. Подходящие источники присущих алканов, йодистого метила, уксусной кислоты или вышеупомянутой смеси, в некоторых случаях в сочетании с уже имеющейся водой, включают поток EA и EO, а также желательно FO. При создании определенной концентрации алканов в жидкой смеси (D) на основе присущих алканов подходящая концентрация алканов в D корректируется регулированием количества EO и FO соответственно, которые соединяются с CO и/или регулированием количества EO, который подается в зону сухой перегонки (5). В особых вариантах осуществления изобретения количество и концентрация проходящих рециркуляцию потоков EO и FO регулируются таким образом, чтобы установить стационарную концентрацию алканов в CO от 0,1 до 15% масс. на основании массы конденсата CO. Таким образом, в стационарных условиях жидкая смесь (D) образуется за счет конденсации CO.
[0101] Сторонние и присущие алканы, которые содержатся в жидкой смеси, должны иметь не менее 5 или 6 атомов углерода и могут представлять прямую цепочку, разветвленную или циклическую. Алканы могут использоваться в виде чистых соединений или смеси изомеров и/или смеси алканов, имеющих различное количество углеродных атомов. Средние специалисты могут сделать заключение о том, что количество углеродных атомов алкана(ов) или их точка кипения играет вспомогательную роль с точки зрения эффекта алкана(ов) на фазовое разделение. Соответственно, основные качества алкана(ов) могут широко изменяться.
[0102] В некоторых вариантах осуществления изобретения, особенно когда требуется проводить повторную циркуляцию алкана(ов) в реакционную зону, зону испарения или зону разделения на фракции, может быть эффективно скорректировать фракцию алкана(ов) таким образом, чтобы их достаточное количество достигло отделенного потока (CO). Подходящие фракции алкана(ов), например, могут иметь точку кипения около 40°C, или не менее 50°C, или не менее 60°C. Кроме того, подходящие фракции алкана(ов), например, могут иметь точку кипения не более 130°C, или не более 125°C, или не более 120°C, или не более 115°C. Соответственно, точка кипения или диапазон кипения присущих или сторонних алканов и их смесей могут варьироваться от 40 до 130°C, или от 40 до 125°C, или от 40 до 120°C, или от 40 до 115°C. Соответственно, точка кипения или диапазон кипения присущих или сторонних алканов и их смесей могут варьироваться от 50 до 130°C, или от 50 до 125°C, или от 50 до 120°C, или от 50 до 115°C. Кроме того, точка кипения или диапазон кипения присущих или сторонних алканов и их смесей могут варьироваться от 60 до 130°C, или от 60 до 125°C, или от 60 до 120°C, или от 60 до 115°C. Средние специалисты могут сделать заключение о том, что подходящие фракции алкана(ов) могут включать небольшие количества алканов, имеющих точку кипения за пределами указанных диапазонов, т.е. точку кипения >130°C. Это небольшое количество обычно не превышает 10 молярных процентов, или 7 молярных процентов, или 5 молярных процентов.
[0103] В других вариантах осуществления изобретения, особенно когда требуется проводить повторную циркуляцию алкана(ов) из зоны сухой перегонки (5) в изолированный отделенный поток (CO) перед или во время конденсации или в зону разделения на фракции (4), точка кипения или диапазон кипения фракции алкана(ов) может находиться выше установленных диапазонов или может быть целесообразно задействовать фракцию алкана(ов), имеющую точку кипения или диапазон кипения выше 130°C.
[0104] При использовании сторонних алканов сторонний алкан может вводиться в CO непрерывно или партиями. В некоторых вариантах осуществления изобретения алкан(ы) вводится партиями в ходе всего процесса. В других вариантах осуществления изобретения алкан(ы) вводится непрерывно до установления требуемой стационарной концентрации алкана(ов) в CO, а затем вводится непрерывно или партиями.
[0105] Жидкая смесь (D), которая получена таким способом, подлежит фазовому разделению в фильтре-отстойнике (4) на легкую, водную фазу (DA), содержащую уксусную кислоту, и воду, и тяжелую, органическую фазу (DO), содержащую йодистый метил, метилацетат и алкан(ы).
[0106] Наличие алкана(ов) в жидкой смеси (D) в соответствии с настоящим раскрытием приводит к фазовому разделению D или по крайней мере его ускоряет. В настоящее время считается, что алканы понижают полярность органической фазы и, таким образом, значительно уменьшают растворимость уксусной кислоты в тяжелой фазе. По мере уменьшения количества уксусной кислоты, растворимой в органической фазе, полярность органической фазы далее уменьшается. В результате количества, в которых вода и уксусная кислота растворимы в органической фазе, уменьшаются ниже количества уксусной кислоты и воды, имеющихся в смеси (D), и происходит фазовое разделение. Кроме того, по мере того как алкан(ы) уменьшает полярность органической фазы, концентрация йодистого метила и метилацетата увеличиваются в органической фазе. В результате содержание йодистого метила и метилацетата в водной фазе уменьшается в сравнении с тем содержанием, которое бы было в отсутствие алкана(ов). Было обнаружено экспериментально, что наличие алкана(ов) даже в небольших количествах, т.е. около 0,1% масс., может быть достаточно для уменьшения времени, необходимого для фазового разделения смеси (D) на более чем 50%. С другой стороны, если содержание алкана(ов) превышает некоторую предельную концентрацию, т.е. 15% масс., время, необходимое для фазового разделения смеси (D), вновь увеличивается и фазовое разделение может быть затруднено или даже предотвращено, если концентрация алкана(ов) далее повышается. В настоящее время считается, что концентрация алкана(ов) в смеси (D), при которой фазовое разделение затруднено или даже предотвращено, зависит от плотности органической фазы и, таким образом, от соотношения алкана(ов) к йодистому метилу, а также от количества метилацетата, имеющегося в смеси (D). Плотность смеси йодистого метила и алкана(ов) уменьшается с уменьшением содержания алкана(ов), и можно ожидать аналогичного эффекта при добавлении метилацетата. Соответственно, по мере увеличения соотношения алканов к йодистому метилу и/или общего количества метилацетата в смеси (D) плотность фазы, образованной алканом(ми), йодистым метилом и метилацетатом, может быть уменьшена до того значения, при котором разница плотностей органической и водной фаз будет недостаточна для активирования фазового разделения под действием силы тяжести.
[0107] Таким образом, концентрация алкана(ов) в жидкой смеси (D) должна быть по крайней мере 0,1% масс. и не более 15% масс. Средние специалисты могут сделать заключение о том, что концентрация алкана(ов), при которой происходит оптимальное фазовое разделение жидкой фазы (D), зависит от таких факторов, как количество йодистого метила и метилацетата, имеющихся в жидкой смеси. В частности, оптимальная концентрация алкана(ов) обычно находится в верхней части диапазона, когда концентрация йодистого метила в смеси D выше и/или концентрация метилацетата в смеси D ниже. С другой стороны, оптимальная концентрация алкана(ов) обычно находится в нижней части диапазона, когда концентрация йодистого метила в смеси D ниже и/или концентрация метилацетата в смеси D выше.
[0108] Соответственно, в дополнение к корректировке концентрации алкана(ов) в жидкой смеси (D), создание оптимальных условий для фазового разделения жидкой смеси (D) может включать увеличение концентрации йодистого метила в жидкой смеси и, таким образом, уменьшение концентрации метилацетата. Йодистый метил, применяемый в этом процессе, может быть сторонним или уже имеющимся в системе. Подходящим источниками для уже имеющегося в системе йодистого метила являются потоки EO и FO. Более предпочтительным является поток FO. Кроме того, если процесс проводится в условиях непрерывного введения продуктов, часть потока, с помощью которого происходит подача йодистого метила в реакционную зону (1), может быть отделена и служить в качестве стороннего источника йодистого метила для жидкой смеси (D). Такой подход может использоваться до, во время и после этапа непрерывной подачи продукта в ходе процесса, при котором устанавливается стационарная концентрация алкана(ов) в CO.
[0109] Точный состав жидкой смеси (D), как правило, может варьироваться до тех пор, пока содержание воды не превышает 20% масс., массовое соотношение уксусной кислоты к воде не менее 1:1, а концентрация алкана(ов) составляет от 0,1 до 15% масс.
[0110] В некоторых из вариантов осуществления этого процесса жидкая смесь (D) может обладать содержанием воды не более 17% масс., или не более 15% масс., или не более 12% масс., или не более 10% масс., или не более 7% масс. Как правило, содержание воды в жидкой смеси (D) как минимум 0,5% масс., или как минимум 1% масс., или как минимум 2% масс., или как минимум 5% масс. В особых вариантах осуществления этого изобретения содержание воды в жидкой смеси (D) может варьироваться от 0,5 до 20% масс., или от 0,5 до 17% масс., или от 0,5 до 15% масс., или от 0,5 до 12% масс., или от 0,5 до 10% масс., или от 0,5 до 7% масс. В особых вариантах осуществления этого изобретения содержание воды в жидкой смеси (D) может варьироваться от 1 до 20% масс., или от 1 до 17% масс., или от 1 до 15% масс., или от 1 до 12% масс., или от 1 до 10% масс., или от 1 до 7% масс. В особых вариантах осуществления этого изобретения содержание воды в жидкой смеси (D) может варьироваться от 2 до 20% масс., или от 2 до 17% масс., или от 2 до 15% масс., или от 2 до 12% масс., или от 2 до 10% масс., или от 2 до 7% масс. В последующих вариантах осуществления этого изобретения содержание воды в жидкой смеси (D) может варьироваться от 5 до 20% масс., или от 5 до 17% масс., или от 5 до 15% масс., или от 5 до 12% масс., или от 5 до 10% масс., или от 5 до 7% масс.
[0111] В некоторых из вариантов осуществления этого процесса массовое отношение уксусной кислоты к воде в жидкой смеси (D) составляет как минимум 1,5:1, или как минимум 3:1, или как минимум 5:1, или как минимум 10:1.
[0112] Как правило, содержание алканов в жидкой смеси (D) как минимум 15% масс., или как минимум 13% масс., или как минимум 11,5% масс., или как минимум 10% масс. В некоторых из вариантов осуществления этого процесса содержание алканов в жидкой смеси (D) как минимум 0,25% масс., или как минимум 0,5% масс., или как минимум 1% масс., или как минимум 2% масс. В особых вариантах осуществления этого изобретения содержание воды в жидкой смеси (D) может варьироваться от 0,1 до 15% масс., или от 0,25 до 15% масс., или от 0,5 до 15% масс., или от 1 до 15%, или от 2 до 15% масс. В особых вариантах осуществления этого изобретения содержание воды в жидкой смеси (D) может варьироваться от 0,1 до 13% масс., или от 0,25 до 13% масс., или от 0,5 до 13% масс., или от 1 до 13% масс., или от 2 до 13% масс. В других особых вариантах осуществления этого изобретения содержание воды в жидкой смеси (D) может варьироваться от 0,1 до 11,5% масс., или от 0,25 до 11,5% масс., или от 0,5 до 11,5% масс., или от 1 до 11,5%, или от 2 до 11,5% масс. В дополнительных вариантах осуществления этого изобретения содержание воды в жидкой смеси (D) может варьироваться от 0,1 до 10% масс., или от 0,25 до 10% масс., или от 0,5 до 10% масс., или от 1 до 10% масс.,или от 2 до 10% масс.
[0113] Содержание йодистого метила в жидкой смеси (D) обычно не менее 30% масс., или не менее 40% масс., или не менее 45% масс., или не менее 50% масс. и обычно не превышает 93% масс., или 90% масс., или 75% масс. Таким образом, концентрация йодистого метила в жидкой смеси (D) может изменяться от 30 до 93% масс., или от 40 до 93% масс., или от 45 до 93% масс., или от 50 до 93% масс. Соответственно, концентрация йодистого метила в жидкой смеси (D) может изменяться от 30 до 90% масс., или от 40 до 90% масс., или от 45 до 90% масс., или от 50 до 90% масс. В качестве альтернативы, концентрация йодистого метила в жидкой смеси (D) может изменяться от 30 до 75% масс., или от 40 до 75% масс., или от 45 до 75% масс., или от 50 до 75% масс.
[0114] В особых вариантах осуществления этого изобретения массовое соотношение йодистого метила к алкану(ам) в жидкой смеси (D) составляет как минимум 3:1, или как минимум 4:1, или как минимум 5:1. В особые варианты осуществления этого изобретения также входят те, в которых массовое соотношение йодистого метила к алкану(ам) в жидкой смеси (D) составляет как минимум 800:1, или как минимум 650:1, или как минимум 500:1. Таким образом, массовое соотношение йодистого метила к алкану(ам) в жидкой смеси (D) в особых вариантах осуществления этого изобретения может варьироваться от 3:1 до 800:1, или от 4:1 до 800:1, или от 5:1 до 800:1. Соответственно, массовое соотношение йодистого метила к алкану(ам) в жидкой смеси (D) в особых вариантах осуществления этого изобретения может варьироваться от 3:1 до 650:1, или от 4:1 до 650:1, или от 5:1 до 650:1. В качестве альтернативы, массовое соотношение йодистого метила к алкану(ам) в жидкой смеси (D) в особых вариантах осуществления этого изобретения может варьироваться от 3:1 до 500:1, или от 4:1 до 500:1, или от 5:1 до 500:1.
[0115] В особых вариантах осуществления этого изобретения массовое соотношение йодистого метила к метилацетату в жидкой смеси (D) составляет как минимум 2.5:1, или как минимум 3:1, или как минимум 4:1. В особые варианты осуществления этого изобретения также входят те, в которых массовое соотношение йодистого метила к метилацетату в жидкой смеси (D) составляет как минимум 600:1, или как минимум 450:1, или как минимум 350:1. Таким образом, массовое соотношение йодистого метила к метилацетату в жидкой смеси (D) в особых вариантах осуществления этого изобретения может варьироваться от 2,5:1 до 600:1, или от 3:1 до 600:1, или от 4:1 до 600:1. Соответственно, массовое соотношение йодистого метила к метилацетату в жидкой смеси (D) в особых вариантах осуществления этого изобретения может варьироваться от 2,5:1 до 450:1, или от 3:1 до 450:1, или от 4:1 до 450:1. В качестве альтернативы, массовое соотношение йодистого метила к метилацетату в жидкой смеси (D) в особых вариантах осуществления этого изобретения может варьироваться от 2,5:1 до 350:1, или от 3:1 до 350:1, или от 4:1 до 350:1.
[0116] В специальной реализации этого процесса по крайней мере часть органического потока (EO) подлежит фазовому разделению для получения отделенного продукта (FO), содержащего йодистый метил и как минимум часть алканов, и остаточный продукт (FB), содержащий уксусную кислоту, метилацетат, воду и иногда прибавочную часть алканов. Отделенный продукт (FO) рециркулируется в реакционную зону (1). Предпочтительно, чтобы количество органического потока (EO) и продукты его фазового разделения могли быть скорректированы таким образом, чтобы стационарное содержание алканов CO было на требуемом уровне.
[0117] Фазовое разделение органического потока (EO) осуществляется в зоне сухой перегонки (5). В зоне сухой перегонки (5) обычно находятся одна или несколько дистилляционных колонн. Средние специалисты могут сделать заключение о том, что температурные условия и давление, поддерживаемое в зоне сухой перегонки (5), зависят от количества и видов дистилляционных колонн, а также от количества ступеней дистилляции колонны или колонн. Также следует принять во внимание, что температура в верхней и нижней частей дистилляционной колонны может быть скорректирована, чтобы отогнать с йодистым метилом соответствующее количество алкана(ов), которое имеется в органическом потоке (EO). Способы корректировки соответствующих параметров, таких как коэффициент противотока и температура хорошо известны в данной области техники. Например, чем ближе температура верхней части дистилляционной колонны к точке кипения йодистого метила, тем меньшее количество алкана(ов) будет в отделенном продукте (FO). Соответствующие условия дистилляции для конкретной системы могут быть определены в обычных экспериментальных работах.
[0118] Последующий аспект настоящего раскрытия использует основные принципы, рассматриваемые выше, и предоставляет метод ускорения фазового разделения смеси, содержащей уксусную кислоту, йодистый метил и небольшое количество воды, и метод, который дает содержание алканов в смеси от 0,1 до 15% по массе на основании массы смеси.
[0119] Этот метод в особенности подходит для инициирования или по крайней мере для совершенствования фазового разделения смесей, в основном содержащих или содержащих:
(i) от 40 до 94% масс. йодистого метила,
(ii) от 5 до 40% масс. уксусной кислоты и
(iii) от 1 до 20% масс. воды.
Массовая доля в каждом случае основана на общей массе компонентов от (i) to (iii), при которой массовое отношение уксусной кислоты (ii) к воде (iii) в смеси как минимум 1:1.
[0120] В некоторых вариантах осуществления этого изобретения смеси, подлежащие фазовому разделению, в основном содержат или содержат:
(i) от 50 до 90% масс. йодистого метила,
(ii) от 8 до 35% масс. уксусной кислоты и
(iii) от 2 до 15% масс. воды.
Массовая доля в каждом случае основана на общей массе компонентов от (i) to (iii), при которой массовое отношение уксусной кислоты (ii) к воде (iii) в смеси как минимум 1:1.
[0121] В последующих вариантах осуществления этого изобретения смеси, подлежащие фазовому разделению, в основном содержат или содержат:
(i) от 60 до 95% масс. йодистого метила,
(ii) от 10 до 30% масс. уксусной кислоты и
(iii) от 5 до 10% масс. воды.
Массовая доля в каждом случае основана на общей массе компонентов от (i) to (iii), при которой массовое отношение уксусной кислоты (ii) к воде (iii) в смеси как минимум 1:1.
[0122] Кроме того, этот метод в особенности подходит для инициирования или по крайней мере для совершенствования фазового разделения смесей, в основном содержащих или содержащих:
(i) от 35 до 90% масс. йодистого метила,
(ii) от 5 до 35% масс. уксусной кислоты,
(iii) от 5 до 15% масс. воды,
(iv) до 15% масс. метилацетата.
Массовая доля в каждом случае основана на общей массе компонентов от (i) to (iv), при которой массовое отношение уксусной кислоты к воде в смеси как минимум 1:1.
[0123] В некоторых вариантах осуществления этого изобретения смеси, подлежащие фазовому разделению, в основном содержат или содержат:
(i) от 43 до 85% масс. йодистого метила,
(ii) от 5 до 30% масс. уксусной кислоты,
(iii) от 5 до 12% масс. воды,
(iv) от 5 до 15% масс. метилацетата.
Массовая доля в каждом случае основана на общей массе компонентов от (i) to (iv), при которой массовое отношение уксусной кислоты к воде в смеси как минимум 1:1.
[0124] В последующих вариантах осуществления этого изобретения, смеси, подлежащие фазовому разделению, в основном содержат или содержат:
(i) от 52 до 80% масс. йодистого метила,
(ii) от 5 до 25% масс. уксусной кислоты,
(iii) от 5 до 8% масс. воды,
(iv) от 5 до 15% масс. метилацетата.
Массовая доля в каждом случае основана на общей массе компонентов от (i) to (iv), при которой массовое отношение уксусной кислоты к воде в смеси как минимум 1:1.
[0125] В некоторых из вариантов осуществления этого метода массовое отношение уксусной кислоты к воде в жидкой смеси (D) составляет как минимум 1,5:1, или как минимум 3:1, или как минимум 5:1, или как минимум 10:1.
[0126] Алкан(ы), присутствующие в смеси, подлежащей фазовому разделению, должны иметь не менее 5, или не менее 8, или не менее 10 углеродных атомов. Алканы могут представлять прямую цепочку, разветвленную или циклическую, и использоваться в виде чистых соединений или смеси изомеров и/или смеси алканов, имеющих различное количество углеродных атомов.
[0127] Как правило, содержание алканов в смеси, подлежащей фазовому разделению, как минимум 15% масс., или как минимум 13% масс., или как минимум 11,5% масс., или как минимум 10% масс. В некоторых из вариантов осуществления этого процесса содержание алканов в смеси, подлежащей фазовому разделению, как минимум 0,25% масс., или как минимум 0,5% масс., или как минимум 1% масс., или как минимум 2% масс. В особых вариантах осуществления этого изобретения содержание воды в смеси, подлежащей фазовому разделению, может варьироваться от 0,1 до 15% масс., или от 0,25 до 15% масс., или от 0,5 до 15% масс., или от 1 до 15%, или от 2 до 15% масс. В последующих вариантах осуществления этого изобретения содержание воды в смеси, подлежащей фазовому разделению, может варьироваться от 0,1 до 13% масс., или от 0,25 до 13% масс., или от 0,5 до 13% масс., или от 1.0 до 13%, или от 2.0 до 13% масс. В других особых вариантах осуществления этого изобретения содержание воды в смеси, подлежащей фазовому разделению, может варьироваться от 0,1 до 11,5% масс., или от 0,25 до 11,5% масс., или от 0,5 до 11,5% масс., или от 1.0 до 11,5%, или от 2 до 11,5% масс. В дополнительных вариантах осуществления этого изобретения содержание воды в смеси, подлежащей фазовому разделению, может варьироваться от 0,1 до 10% масс., или от 0,25 до 10% масс., или от 0,5 до 10% масс., или от 1 до 10%, или от 2 до 10% масс.
[0128] В особых вариантах осуществления этого изобретения, массовое соотношение йодистого метила к алкану(ам) в смеси, подлежащей фазовому разделению, составляет как минимум 3:1, или как минимум 4:1, или как минимум 5:1. В особые варианты осуществления этого изобретения также входят те, в которых массовое соотношение йодистого метила к алкану(ам) в жидкой в смеси, подлежащей фазовому разделению, составляет как минимум 800:1, или как минимум 650:1, или как минимум 500:1. Таким образом, массовое соотношение йодистого метила к алкану(ам) в смеси, подлежащей фазовому разделению, в особых вариантах осуществления этого изобретения может варьироваться от 3:1 до 800:1, или от 4:1 до 800:1, или от 5:1 до 800:1. Соответственно, массовое соотношение йодистого метила к алкану(ам) в смеси, подлежащей фазовому разделению, в особых вариантах осуществления этого изобретения может варьироваться от 3:1 до 650:1, или от 4:1 до 650:1, или от 5:1 до 650:1. В качестве альтернативы, массовое соотношение йодистого метила к алкану(ам) в смеси, подлежащей фазовому разделению, в особых вариантах осуществления этого изобретения может варьироваться от 3:1 до 500:1, или от 4:1 до 500:1, или от 5:1 до 500:1.
[0129] Массовое соотношение йодистого метила к метилацетату в смеси, подлежащей фазовому разделению, составляет как минимум 2,5:1, или как минимум 3:1, или как минимум 4:1. В особые варианты осуществления этого изобретения также входят те, в которых массовое соотношение йодистого метила к метилацетату в жидкой смеси, подлежащей фазовому разделению, составляет не более 600:1 или не более 450:1 или не более 350:1. Таким образом, массовое соотношение йодистого метила к метилацетату в смеси, подлежащей фазовому разделению, в особых вариантах осуществления этого изобретения, может варьироваться от 2,5:1 до 600:1, или от 3:1 до 600:1, или от 4:1 до 600:1. Соответственно, массовое соотношение йодистого метила к метилацетату в смеси, подлежащей фазовому разделению, в особых вариантах осуществления этого изобретения может варьироваться от 2,5:1 до 450:1, или от 3:1 до 450:1, или от 4:1 до 450:1. В качестве альтернативы, массовое соотношение йодистого метила к метилацетату в смеси, подлежащей фазовому разделению, в особых вариантах осуществления этого изобретения, может варьироваться от 2,5:1 до 350:1, или от 3:1 до 350:1, или от 4:1 до 350:1.
[0130] В соответствии с настоящим раскрытием процесс как минимум существенно улучшает качество фазового разделения и в некоторых случаях дает возможность фазового разделения смесей, которое не удается провести в отсутствие алкана(ов). Таким образом, качество фазового разделения улучшается как минимум при этом фазовом разделении в соответствии с раскрытым в настоящем документе процессе, которое происходит быстрее, чем в отсутствие алкана(ов). С точки зрения производства уксусной кислоты сокращение времени необходимо для уменьшения времени нахождения в фильтре-отстойнике, в котором производится фазовое разделение, что, таким образом, дает возможность увеличения скорости рециркуляции йодистого метила. Повышение скорости рециркуляции, которое возможно в результате реализации процесса в соответствии с настоящим раскрытием, в свою очередь, приводят к повышению стационарной концентрации йодистого метила в реакционной зоне и, таким образом, позволяет производить уксусную кислоту при высоких скоростях подачи.
[0131] Кроме того, процесс, проводимый в соответствии с настоящим раскрытием, позволяет улучшить качество фазового разделения в плане распределения уксусной кислоты между водной и органической фазами. С точки зрения производства уксусной кислоты это означает, что количество уксусной кислоты, которое рециркулируется в процесс через водную фазу (DA), растет, в то время как количество уксусной кислоты, которое может быть изъято из процесса через остаточный продукт (FB), снижается.
[0132] Процесс, проводимый в соответствии с настоящим раскрытием, таким образом, дает возможность более эффективного использования исходных веществ и энергетических ресурсов.
Кроме того, процесс, проводимый в соответствии с настоящим раскрытием, значительно повышает бесперебойность фазового разделения. С точки зрения производства уксусной кислоты процесс предотвращает, чтобы жидкая смесь (D) оставалась в отдельной фазе, и чтобы органическая фаза становилась "разбавленной" уксусной кислотой и водой. Таким образом, процесс стабилизирует водяной баланс в реакторе и предотвращает возникновение критических условий, которые неизбежно повлекут за собой остановку реактора.
ПРИМЕРЫ
[0133] Следующие примеры внесены для демонстрации предпочтительных вариантов осуществления настоящего изобретения. Специалистам в данной области техники следует особо отметить, что технические приемы, раскрытые в этих примерах, которые представляют технологию, раскрытую изобретателем для практической реализации изобретения, могут рассматриваться как предпочтительные режимы работы этой практической реализации. Однако, в свете настоящего раскрытия, специалисты в данной области техники должны учитывать, что можно изменить некоторые варианты осуществления раскрытого изобретения и получить похожие или аналогичные результаты без отступления от существа и объема настоящего изобретения.
[0134] Были сняты инфракрасные спектры всех образцов с помощью спектрометра Nicolet 6700, оснащенного устройством измерения спектроскопии нарушенного полного внутреннего отражения с однократным отражением на основе цинк селенида. Количественная оценка состава этих образцов проводилась с помощью калибровочных кривых, которые были получены с использованием нескольких десятков многокомпонентных стандартных образцов, в которых концентрация йодистого метила, метилацетата, воды и алканов варьируется независимо так, чтобы диапазон концентраций каждого компонента превышал экспериментально полученный диапазон действительных образцов. Для получения и проверки правильности частных наименьших квадратов (ЧНК) на основе градуировки со многими переменными, полученных для каждого компонента, использовалась программа TQ Analyst, имеющаяся в распоряжении Thermo Nicolet.
ПРИМЕР 1. ВЛИЯНИЕ АЛКАНОВ НА ВРЕМЯ ФАЗОВОГО РАЗДЕЛЕНИЯ
[0135] Предварительно установленное количество йодистого метила, уксусной кислоты, метилацетата и воды было тщательно перемешено и оставлено, чтобы дать отстояться. Было измерено время, необходимое для фазового разделения. Следующий шаг - предварительно установленное количество декана было тщательно перемешано со смесью метила, уксусной кислоты, метилацетата и воды. Вновь проводилось измерение времени, требующегося для фазового разделения. Составы исследуемых смесей и результаты исследований представлены в таблице 1.
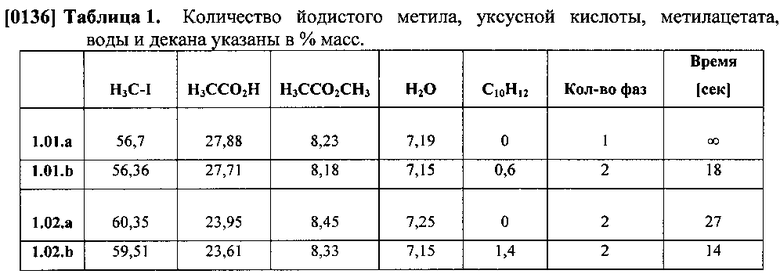
[0137] Как показывает ряд 1 и 2 в таблице 1, небольшое количество воды и алкан свободного состава (1.01.a) остается в и виде непрозрачной отдельной фазы после приготовления смеси. Добавление лишь 0,6% масс. декана (1.01.b) приводит к фазовому разделению в течение 18 секунд. Опыты (1.02.a) и (1.02.b) иллюстрируют то, что добавление 1,4% масс. декана вполовину сокращает время фазового разделения с 27 секунд (без алкана) до 14 секунд (после добавления алкана).
ПРИМЕР 2. ВЛИЯНИЕ АЛКАНОВ НА СОСТАВ ТЯЖЕЛОЙ ФАЗЫ
[0138] Предварительно установленное количество йодистого метила, уксусной кислоты, метилацетата и воды было тщательно перемешано и оставлено, чтобы дать отстояться. Был измерен объем тяжелой фазы. Следующий шаг - предварительно установленное количество декана было тщательно перемешано со смесью метила, уксусной кислоты, метилацетата и воды. Вновь проводилось измерение объема тяжелой фазы (ТФ). Составы исследуемых смесей и результаты исследований представлены в таблице 2.
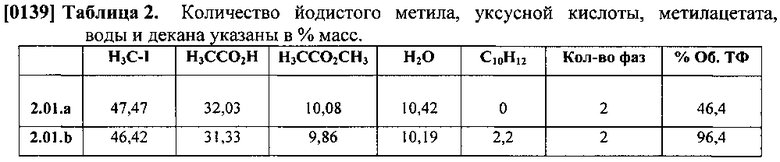
[0140] Несмотря на то, что произошло разделение раствора (2.01.a) на две фазы, объем тяжелой фазы был на 50% меньше предполагаемого на основе содержания йодистого метила в смеси, указывая на то, что йодистый метил присутствует в обеих фазах. Добавление 2,2% масс. декана (2.01.b) с последующим встряхиванием приводит фазовому разделению, а объем тяжелой фазы увеличился до 96% относительно предполагаемого объема на основе суммарного объема алкана и йодистого метила. Результаты показывают, что йодистый метил (вместе с алканом) почти полностью присутствует только в тяжелой фазе.
ПРИМЕР 3. ВЛИЯНИЕ АЛКАНОВ НА СОСТАВ И ПЛОТНОСТЬ ТЯЖЕЛОЙ ФАЗЫ, А ТАКЖЕ НА ВРЕМЯ ФАЗОВОГО РАЗДЕЛЕНИЯ
[0141] Начальная смесь, содержащая 45,6% масс. йодистого метила, 31,2% масс. уксусной кислоты, 11,6% масс. метилацетата и 11.6% масс. воды, была приготовлена при комнатной температуре. Время фазового разделения измерялось после встряхивания. Образцы тяжелой фазы отбирались с помощью шприца и анализировались с использованием Фурье-ИКС. Затем последовательно добавляли 13 аликвот смеси 50/50 декана/3-метилпентана. После каждого добавления раствор встряхивали и измеряли время фазового разделения. Также после каждого добавления отбирались образцы тяжелой фазы на Фурье-ИКС анализ. Время фазового разделения (ВФР), концентрация компонентов тяжелой фазы и плотности тяжелой фазы представлены в таблице 3.
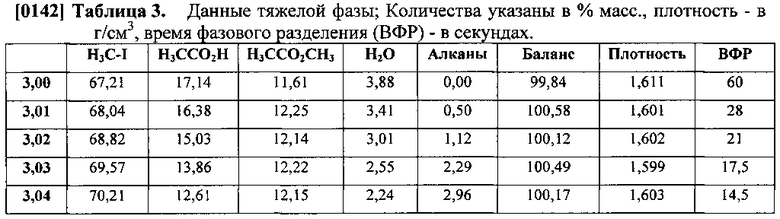
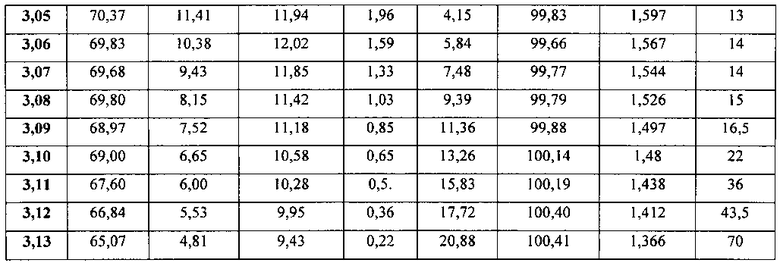
[0143] Как показывают данные таблицы 3, последовательная добавка алканов увеличивает количество различных эффектов. С другой стороны, суммарная добавка приводит к разбавлению компонентов виалы на приблизительно 20%. Поскольку алканы мигрируют исключительно в органическую фазу, можно предположить, что если алканы не влияют на распределение компонентов между фазами, то все компоненты тяжелой фазы должны быть в равной степени разбавлены на 20%. Данные свидетельствуют о том, что этого не происходит. Скорее при добавлении алканов вода и уксусная кислота - два наименее смешиваемые с алканами компонента - в первую очередь выталкиваются из тяжелой фазы. В действительности, при добавлении первых шести аликвот алканов убыль уксусной кислоты и воды в тяжелой фазе была такая высокая, что концентрация йодистого метила в тяжелой фазе незначительно повысилась несмотря на разбавление тяжелой фазы алканами. В плане плотности увеличение концентрации йодистого метила было достаточно для компенсации эффекта концентрации алканов, а плотность тяжелой фазы существенно не отклонялась от 1,60 г/см3.
[0144] Несмотря на неизменность плотности тяжелой фазы в течение первых шести добавок алканов время фазового разделения сократилось с 60 секунд до 13 секунд. Поскольку две переменные - плотность тяжелой фазы и полярность тяжелой фазы, существенно определяющие время фазового разделения, были обособлены, ясно, что увеличение полярности тяжелой фазы уменьшает время фазового разделения. Уменьшение полярности тяжелой фазы происходит в результате снижения концентрации воды и уксусной кислоты, которое сопутствует увеличению количества алканов в тяжелой фазе.
[0145] После добавления нескольких аликвот алканов до того, как количество уксусной кислоты и воды в тяжелой фазе существенно снизится, дальнейшему добавлению алканов будет сопутствовать разбавление йодистого метила, падение плотности тяжелой фазы. Обратная зависимость между концентрацией алканов и временем фазового разделения исчезнет, вместо которой возникнет простая обратная зависимость между плотностью тяжелой фазы и временем фазового разделения. В конечном результате время фазового разделения вновь начнет увеличиваться в прямой пропорциональной зависимости от концентрации алканов в тяжелой фазе. Некоторые их этих тенденций проще увидеть или установить в графическом формате. На рисунке 3 представлены графические данные концентрации нескольких компонентов тяжелой фазы в виде функции концентрации алканов. Рисунок 4 иллюстрирует взаимосвязь между концентрацией алканов, временем фазового разделения и плотностью тяжелой фазы. Обозначение "LEOC" на рисунке 3 и 4 относится к жидкой смеси йодистого метила, уксусной кислоты, метилацетата и воды.
ПРИМЕР 4 (СРАВНИТЕЛЬНЫЙ). ВЛИЯНИЕ АЛКАНОВ НА СОСТАВ И ПЛОТНОСТЬ ТЯЖЕЛОЙ ФАЗЫ, А ТАКЖЕ НА ВРЕМЯ ФАЗОВОГО РАЗДЕЛЕНИЯ В УСЛОВИЯХ ВЫСОКАЯ КОНЦЕНТРАЦИЯ ВОДЫ - НИЗКАЯ КОНЦЕНТРАЦИЯ КИСЛОТЫ
[0146] Состав легкой фазы (ЛФ) от A до E, как показано в таблице 4a, был подобран таким образом, чтобы соотношение содержания воды к уксусной кислоте изменялось в диапазоне от 57:34 до 34:57% масс.
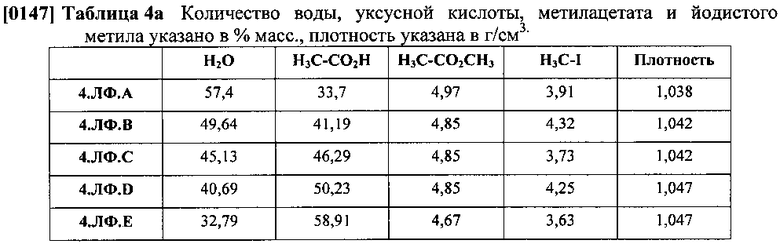
[0148] Была приготовлена одна тяжелая фаза с содержанием 73,8% % масс. йодистого метила, 11,36% % масс. метилацетата, 10,98% % масс. алканов и 3,97% % масс. уксусной кислоты. 5 мл жидкой фазы каждого состава от A до E было тщательно смешано с 5 мл тяжелой фазы. Смеси были оставлены, чтобы дать им отстояться, а затем были измерены состав и плотность полученной тяжелой фазы.
[0149] Было найдено, что время фазового разделения в каждом случае составляет 15 секунд. Данные плотности и состава полученной тяжелой фазы (ТФ) от A до E представлены в таблице 4b.

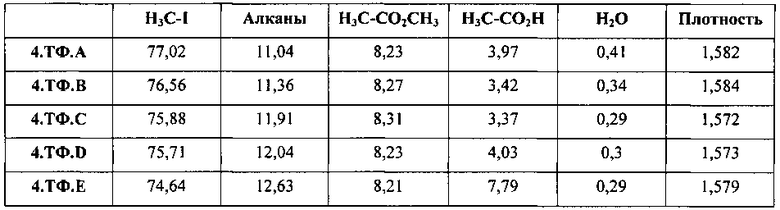
[0151] Данные показывают, что состав легкой фазы и время фазового разделения остались без изменения. Анализ тяжелой фазы с помощью Фурье-ИКС показал наличие небольших изменений состава или плотности или их отсутствие в условиях высокой концентрации воды и низкой концентрации кислоты.
ПРИМЕР 5 (СРАВНИТЕЛЬНЫЙ). ВЛИЯНИЕ АЛКАНОВ НА СОСТАВ И ПЛОТНОСТЬ ТЯЖЕЛОЙ ФАЗЫ, А ТАКЖЕ НА ВРЕМЯ ФАЗОВОГО РАЗДЕЛЕНИЯ В УСЛОВИЯХ ВЫСОКАЯ КОНЦЕНТРАЦИЯ ВОДЫ - НИЗКАЯ КОНЦЕНТРАЦИЯ КИСЛОТЫ
[0152] Были приготовлены смеси с содержанием йодистого метила, метилацетата, уксусной кислоты и воды с добавлением алканов, концентрация которых варьировалась в диапазоне от 0 до 24% % масс. Смеси были тщательно перемешаны и оставлены для фазового разделения. Затем проводилось исследование плотности и состава тяжелой фазы. Результаты представлены в таблице 5.
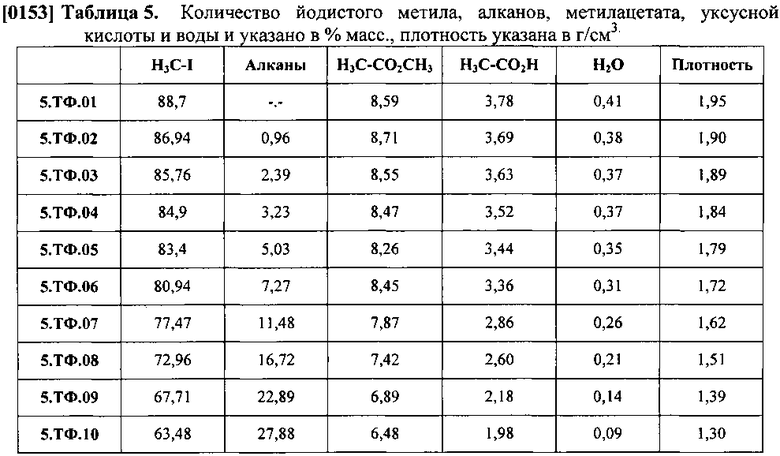
[0154] Данные состава тяжелой фазы и времени фазового разделения были получены при комнатной температуре. Если добавление алканов к различным смесям не повлияло на распределение компонентов между фазами, то их единственным эффектом будет равномерное разбавление всех компонентов тяжелой фазы. Данные таблицы 5 и рисунка 5 позволяют сравнить состав и плотности тяжелой фазы, рассчитанные на основе разбавления (пунктирные линии) и на основе измерений с помощью Фурье-ИКС (сплошные линии).
[0155] Данные таблицы 5 и рисунка 5 показывают, что измеренный состав фазы и профили плотности точно соответствуют рассчитанным величинам с помощью простого разбавления. Аналогично иллюстрации на рисунке 3 разбавление воды и уксусной кислоты в твердой фазе увеличивается с увеличением концентрации алканов. Однако при наличии большого количества воды и низкого количества уксусной кислоты эффект разбавления относительно небольшой. Как показано на рисунке 6, время фазового разделения увеличивается с увеличением концентрации алканов, показывая, что наличие алканов не имеет положительного воздействия на фазовое разделение в условиях высокого содержания воды и низкого содержания кислоты. Обозначение "LEOC" на рисунке 6 относится к жидкой смеси йодистого метила, уксусной кислоты, метилацетата и воды.
[0156] Несмотря на то, что настоящее изобретение подробно описано, следует понимать, что различные изменения, замещения и исправления могут быть внесены в настоящий документ без отступления от существа и объема настоящего изобретения в соответствии с прилагаемой формулой изобретения. Кроме того, объем настоящий заявки не ограничен конкретным осуществлением процесса, установки, производства, состава веществ, технических средств, методов и этапов, изложенных в описании. Средним специалистам в данной области техники следует особо обратить внимание на то, что раскрытое изобретение, процессы, установки, производство, состав веществ, технические средства, методы, этапы уже существующие или разработанные в будущем, которые производят такую же работу или с помощью которых получаются такие же результаты, как при осуществлении изобретения, описанного в настоящем документе, могут быть использованы в соответствии с настоящим изобретением. Таким образом, прилагаемая формула изобретения в рамках своего объема включает в себя такие процессы, установки, производство, состав веществ, технические средства, методы или этапы.
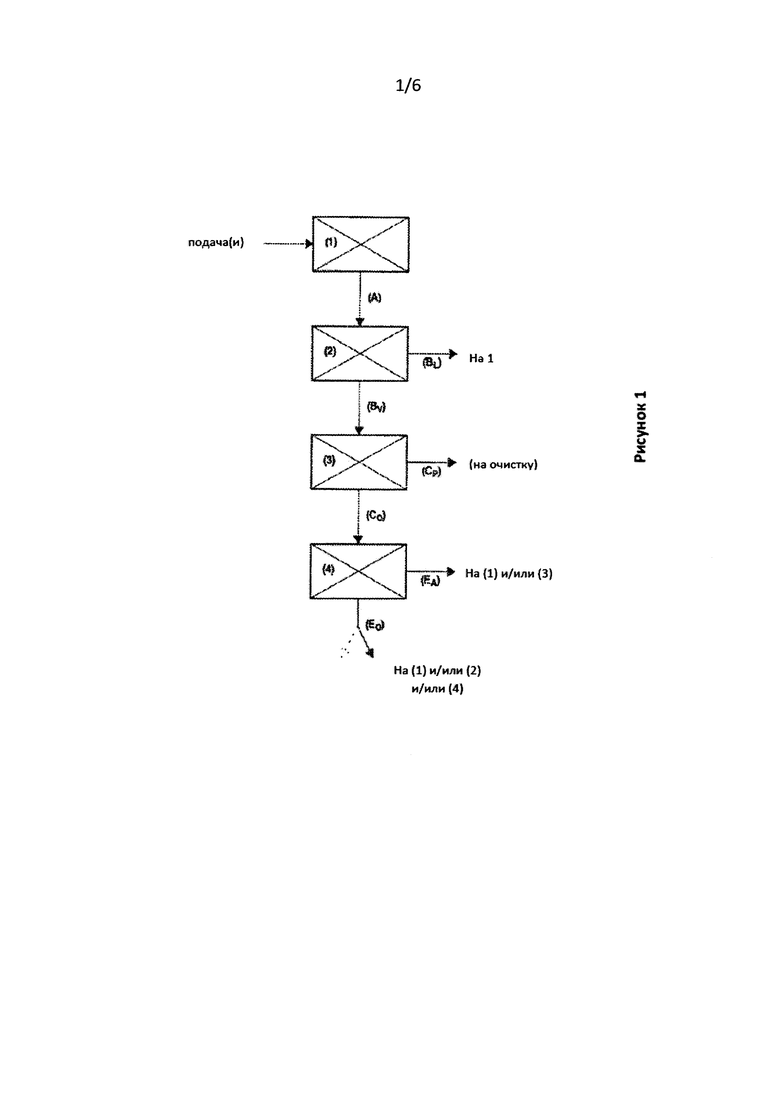
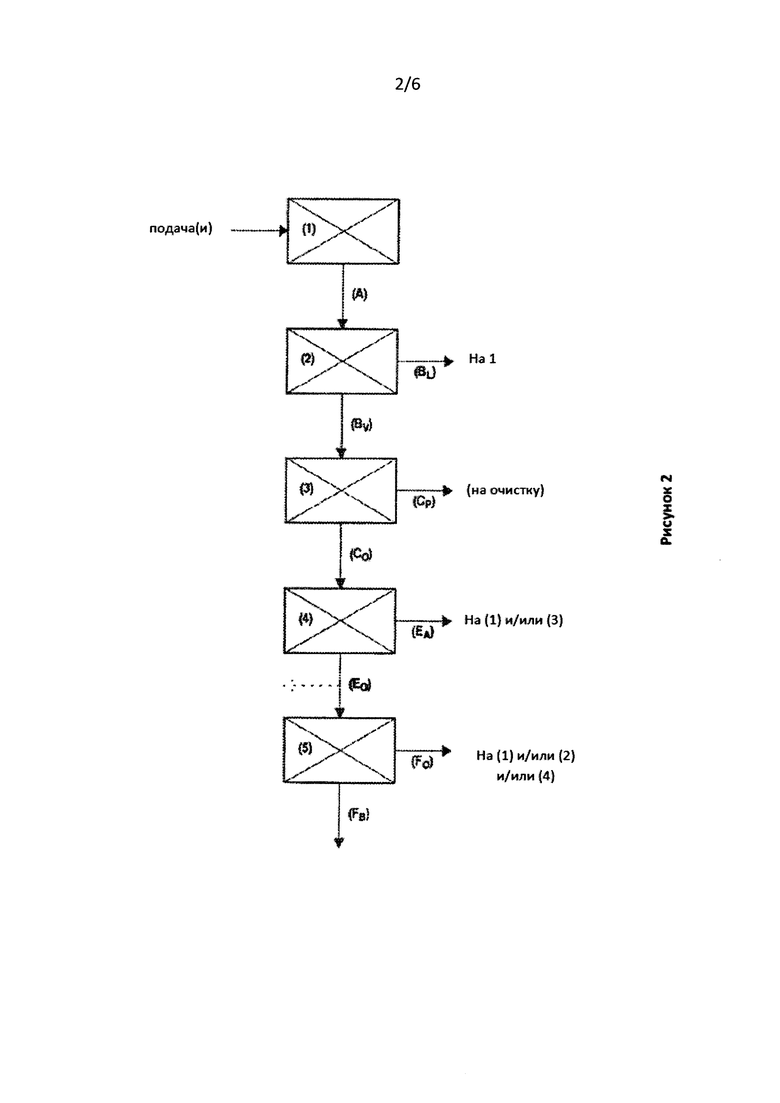
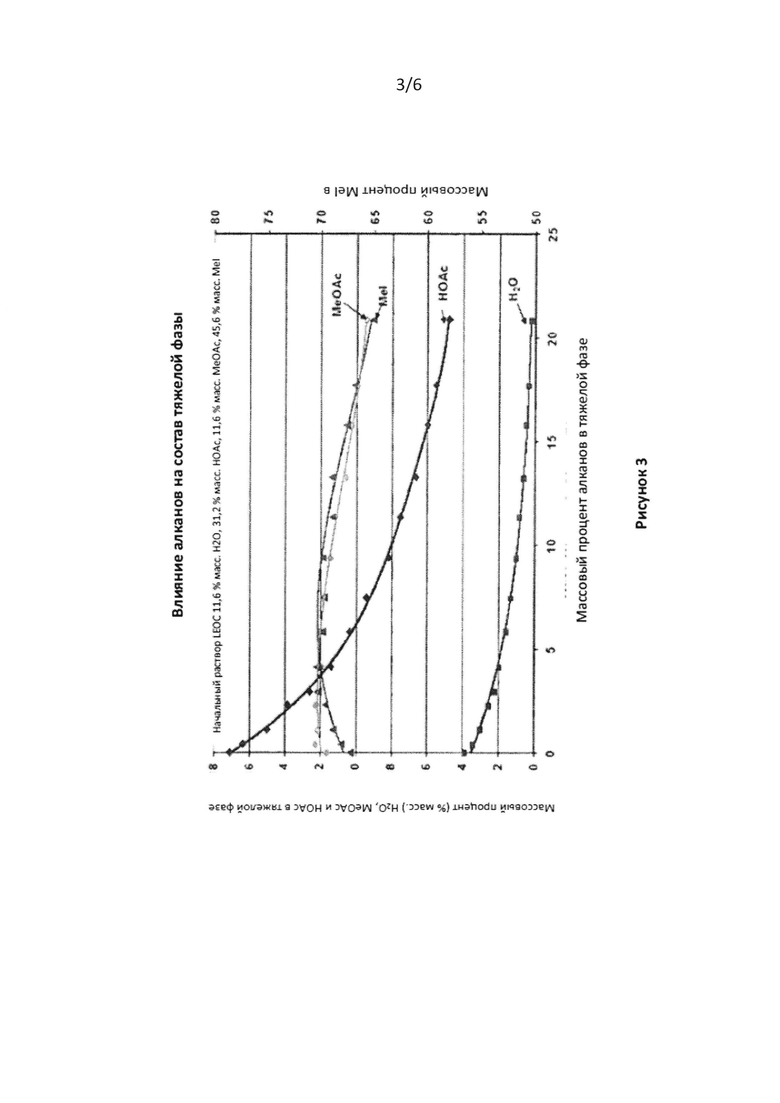
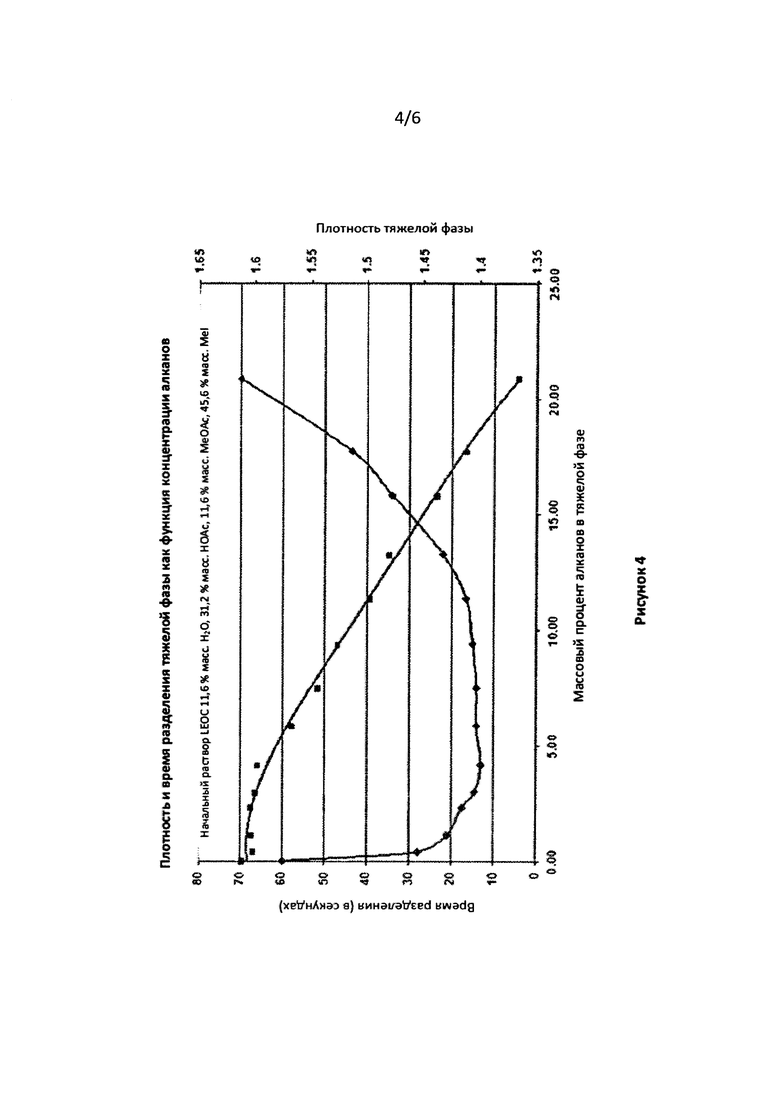
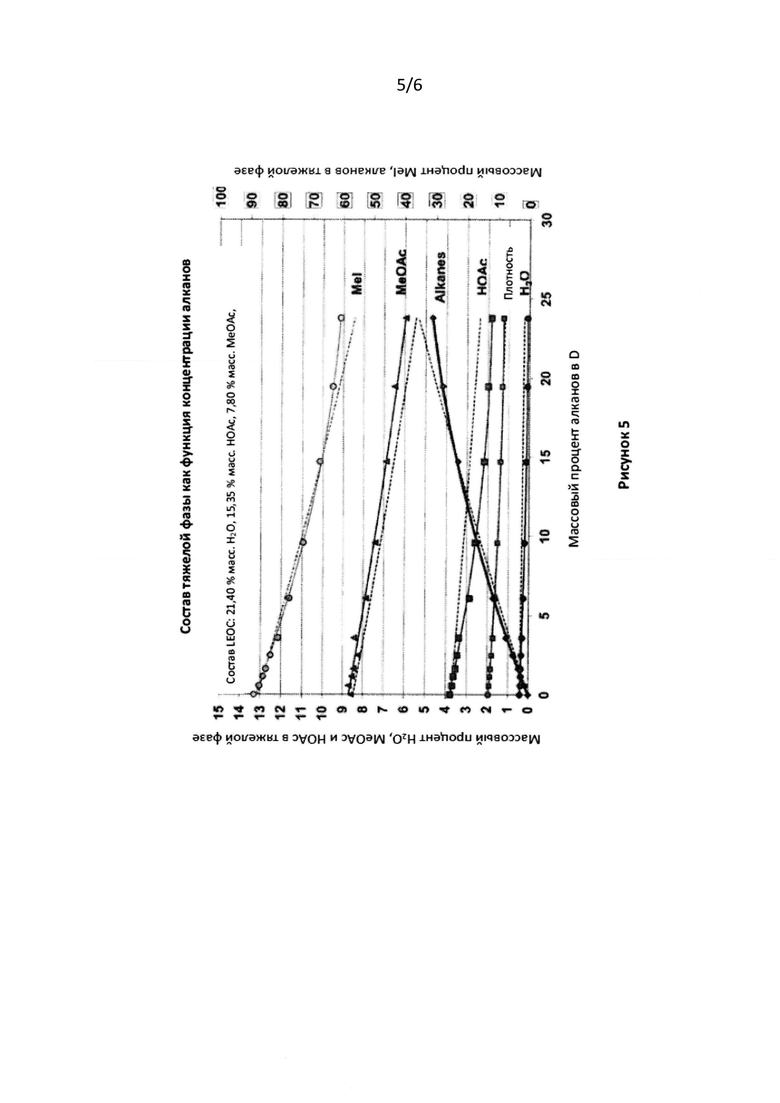
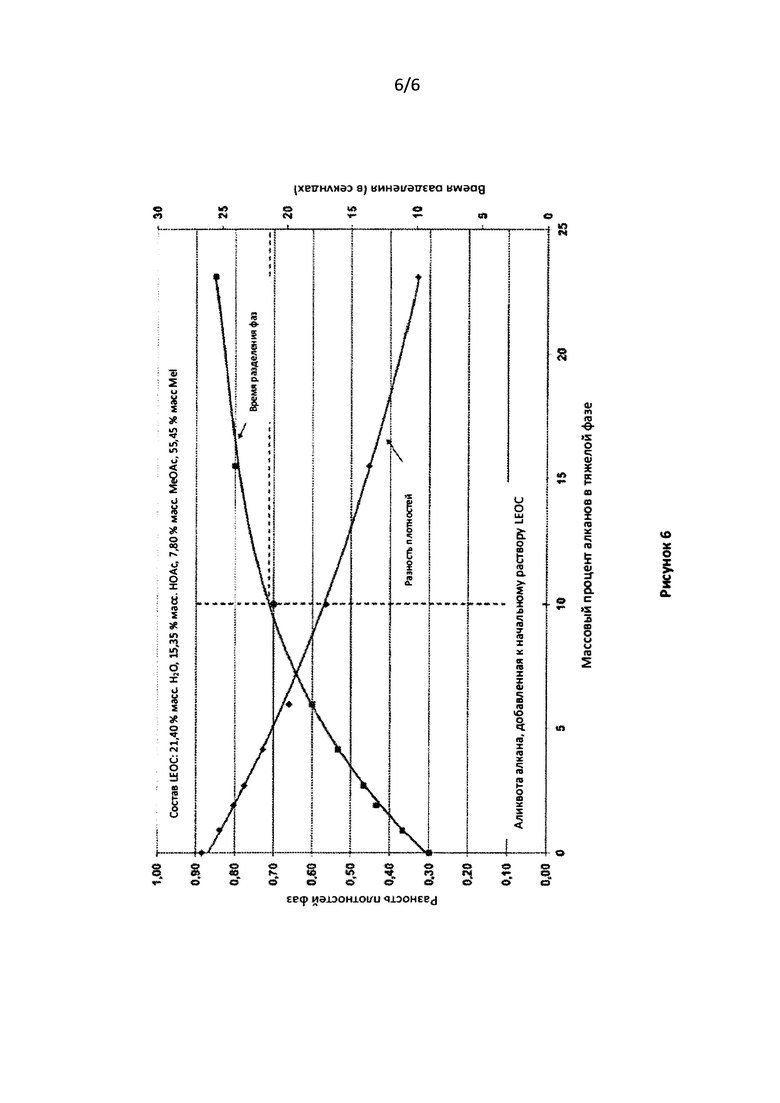
Изобретение относится к процессу производства уксусной кислоты, включающему: (a) карбонилирование метанолом в присутствии катализатора в реакционной зоне для получения реакционной смеси, содержащей уксусную кислоту, метилацетат, йодистый метил, катализатор и воду; (b) фазовое разделение как минимум части реакционной смеси в зоне испарения с получением: (i) жидкого потока, содержащего катализатор, и (ii) газообразного потока (BV), содержащего уксусную кислоту, метилацетат, йодистый метил и воду; (c) отделение газообразного потока в зоне разделения на фракции для получения: (i) потока продукции, содержащего уксусную кислоту и воду и (ii) отделенного головного потока, содержащего уксусную кислоту, метилацетат, йодистый метил и воду; (d) конденсирование отделенного головного потока и образование жидкой смеси, которая содержит воду не более 20% по массе на основании массы жидкой смеси и массового отношения уксусной кислоты к воде как минимум 1:1, и содержание алканов изменяется в диапазоне от 0,1 до 15% масс. на основании массы жидкой смеси, и (e) разделение жидкой смеси для получения водной фазы и органической фазы, где водная фаза содержит уксусную кислоту и воду, и органическая фаза содержит йодистый метил, метилацетат и алканы, где за этапом разделения жидкой смеси следует этап разделения водной и органической фаз с образованием при этом водного потока и органического потока, а также в некоторых случаях рециркуляции как минимум части органического потока для регулирования содержания алканов в жидкой смеси. Процесс фазового разделения в фильтре-отстойнике для производства уксусной кислоты с помощью карбонилирования метанолом в присутствии катализатора, в условиях "низкая концентрация воды - высокая концентрация кислоты", усовершенствован с помощью образования жидкой смеси (D), содержание воды в которой не более 20% масс., рассчитанное на основании массы жидкой смеси, а массовое соотношение уксусной кислоты к воде составляет не менее 1:1, и с помощью разделения жидкой смеси путем поддержки концентрации алкана в смеси D от 0,1 до 15% масс., рассчитанной на основании массы D, для получения легкой, водной фазы и тяжелой, органической фазы. 13 з.п. ф-лы, 6 ил., 5 пр., 6 табл.
1. Процесс производства уксусной кислоты включает этапы:
(a) карбонилирование метанолом в присутствии катализатора в реакционной зоне для получения реакционной смеси, содержащей уксусную кислоту, метилацетат, йодистый метил, катализатор и воду;
(b) фазовое разделение как минимум части реакционной смеси в зоне испарения с получением: (i) жидкого потока, содержащего катализатор, и (ii) газообразного потока (BV), содержащего уксусную кислоту, метилацетат, йодистый метил и воду;
(c) отделение газообразного потока в зоне разделения на фракции для получения: (i) потока продукции, содержащего уксусную кислоту и воду, и (ii) отделенного головного потока, содержащего уксусную кислоту, метилацетат, йодистый метил и воду;
(d) конденсирование отделенного головного потока и образование жидкой смеси, которая содержит воду не более 20% по массе на основании массы жидкой смеси и массового отношения уксусной кислоты к воде как минимум 1:1, и содержание алканов изменяется в диапазоне от 0,1 до 15% масс. на основании массы жидкой смеси, и
(e) разделение жидкой смеси для получения водной фазы и органической фазы, где водная фаза содержит уксусную кислоту и воду, и органическая фаза содержит йодистый метил, метилацетат и алканы,
где за этапом разделения жидкой смеси следует этап разделения водной и органической фаз с образованием при этом водного потока и органического потока, а также в некоторых случаях рециркуляции как минимум части органического потока для регулирования содержания алканов в жидкой смеси.
2. Процесс по п. 1, включающий этапы:
фазового разделения как минимум части органической потока с получением:
(i) отделенного продукта, содержащего йодистый метил и как минимум часть алканов; и
(ii) остаточного продукта, содержащего уксусную кислоту, метилацетат, воду и в некоторых случаях добавочную часть алканов; и
рециркуляции отделенного продукта в реакционную зону,
поддержки содержания алканов в отделенном потоке от 0,1 до 15% масс., рассчитанного на основании массы конденсированного отделенного потока, путем корректировки количества имеющегося органического потока и путем корректировки фазового разделения органического потока.
3. Процесс по п. 2, в котором этап образования жидкой смеси далее включает этап добавки компонента, в некоторых случаях в сочетании с уже имеющейся в системе водой, к конденсированному отделенному потоку, компоненты для которого подобраны следующим образом:
(i) один или несколько сторонних алканов;
(ii) йодистый метил;
(iii) уксусная кислота; или
(iv) смесь этих компонентов; и
в котором жидкая смесь содержит не более 20% масс. воды и массовое соотношение уксусной кислоты к воде составляет как минимум 1:1.
4. Процесс по п. 1, в котором этап карбонилирования метанолом далее содержит этап подачи исходных веществ в реакционную зону;
в котором в исходные вещества входят: вода, метилацетат, йодистый метил, метанол, диоксид углерода, катализатор и стабилизатор катализатора; и
в котором исходные вещества реагируют при температуре в диапазоне от 120°C до 250°C и давлении от 200 до 2000 фунтов на кв. дюйм с образованием реакционной смеси.
5. Процесс по п. 4, в котором реакционная смесь содержит:
(i) от 35 до 90% масс. йодистого метила,
(ii) от 5 до 35% масс. уксусной кислоты,
(iii) от 5 до 15% масс. воды,
(iv) до 15% масс. метилацетата,
в котором массовая доля основана на общей массе компонентов от (i) до (iv) и в котором массовое отношение уксусной кислоты к воде в смеси как минимум 1:1.
6. Процесс по п. 3, в котором сторонние и присущие алканы имеют как минимум 5 углеродных атомов.
7. Процесс по п. 1, в котором отделенный поток содержит не менее 15% масс. уксусной кислоты.
8. Процесс по п. 1, в котором отделенный поток содержит не менее 30% масс. йодистого метила.
9. Процесс по п. 1, в котором в качестве катализатора используется родиевый или иридиевый катализатор.
10. Процесс по п. 1, в котором этап карбонилирования метанолом происходит в присутствии катализатора, стабилизатора катализатора и сокатализатора.
11. Процесс по п. 10, в котором в качестве катализатора используется родиевый или иридиевый катализатор.
12. Процесс по п. 11, в котором стабилизатором катализатора является соль йодида металла или несолевой стабилизатор.
13. Процесс по п. 12, в котором сокатализатором является металл или соединение на основе металла, отобранного из группы, включающей осмий, рений, рутений, кадмий, ртуть, цинк, галлий, индий, вольфрам и их смесь.
14. Процесс по п. 5, в котором концентрация присутствующего катализатора составляет от 1,0 ммоль до 100 ммоль на литр реакционной смеси.
| US 6552221 A, 22.04.2003 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| US 20090229966 A1, 17.09.2009 | |||
| RU 2010116386 A, 10.11.2011 | |||
| US 7208624 B2, 24.04,2007 | |||
| US 20100228051 A1, 09.09.2010. | |||

