Предлагаемое изобретение относится к области металлургии и может быть использовано при получении паяных конструкций из алюминия и его сплавов.
Известен припой состава (мас. %): кремний 1-10, германий 4,6-25, стронций 0,001-0,01, церий 0,02-0,15, по меньшей мере один элемент из ряда: медь 0,03-40, цинк 0,03-40, серебро 0,03-5, алюминий - остальное (патент РФ 2441736, B23K 35/26, С22С 21/04, опубл. 10.02.2012), аналог. Кремний, германий, цинк, медь, никель обеспечивают снижение температурного интервала плавления припоя. Стронций является модификатором, способствующим измельчению выделений эвтектического кремния и повышению пластических свойств. Церий способствует связыванию водорода при литье и при прокатке фольги припоя улучшает технологические свойства и прочность за счет дисперсных фаз типа Al4Ce. Недостатками известного припоя является низкая механическая прочность паяных соединений.
Известен припой состава (мас. %): кремний 4-12, германий 4,6-25, стронций 0,003-0,01, церий 0,02-0,15, алюминий - остальное (патент РФ 2297907, B23K 35/28, С22С 21/02, опубл. 27.04.2007), прототип. В случае пайки данным припоем при температуре ниже 580°С механическая прочность паяных соединений снижается из-за недостаточных технологических свойств (смачивания припоем основного металла, растекаемости припоя).
Задачей изобретения является повышение прочности паяных соединений. Технический результат состоит в понижении температуры плавления припоя и улучшении технологических свойств (смачивания припоем основного металла и растекаемости припоя).
Технический результат достигается тем, что припой для пайки на основе алюминия, содержащий кремний, германий, стронций, дополнительно содержит медь, железо, хром, марганец и по меньшей мере один элемент из группы: кобальт, молибден, титан, ванадий, натрий и бериллий при следующем соотношении компонентов (мас. %):
причем суммарное содержание меди и германия не превышает 14 мас. %, отношение содержания железа к марганцу составляет 1:1, а отношение содержания хрома к железу составляет от 1:1 до 1:1,2.
При вакуумной пайке припой дополнительно содержит магний в количестве 0,1-1 мас. %.
Снижение температуры плавления достигается за счет совместного действия таких легирующих компонентов, как кремний, германий, медь.
При одновременном присутствии кремния и германия, образующих между собой непрерывный ряд твердых растворов, в сплаве формируется эвтектика Al-(Si,Cu), более низкотемпературная, чем эвтектика Al-Si. Однако германий снижает коррозионные свойства припоя вследствие образования фазы, содержащей германий и кремний. Удовлетворительный уровень коррозионных свойств сохраняется при содержании в припое германия до 8 мас. %.
Медь, наряду с кремнием и германием, эффективно понижает температуру плавления припоя. Одновременно медь снижает технологические свойства (смачивание основного металла). Из-за большой разности стандартных электродных потенциалов по сравнению с алюминиевой основой медь ухудшает коррозионные свойства паяных соединений. В связи с этим припой предпочтительно легировать германием в большем по сравнению с медью количестве. Для обеспечения удовлетворительных коррозионных свойств паяных соединений совместное легирование германием и медью должно составлять 12-14 (мас. %). Исходя из изложенного легирование припоя германием выбрано в пределах 1,5-8 мас. %, медью - от 0,1 до 10 мас. %, при суммарном содержании меди и германия, не превышающем 14 мас. %.
Железо и хром при совместном легировании в количестве 0,5-3 и 0,1-2,15 (мас. %) увеличивают прочностные характеристики при незначительном снижении пластических свойств металла. Это связано с тем, что они образуют сложный интерметаллид, кристаллизующийся в форме равноосных включений. Оптимальным отношением хрома к железу для формирования равноосных фаз является 1:1-1:1,2. При меньшем содержании хрома возможно образование грубых игольчатых фаз на основе железа. Избыток хрома приводит к формированию грубых фаз, содержащих хром.
Для предотвращения образования грубых фаз, содержащих кремний и железо, в сплав вводятся добавки марганца в количестве 0,5-3 мас. %, который связывает кремний и железо в фазу Al(Mn,Fe,Si), включения которой имеют вид китайских иероглифов и не влияют существенно на механические свойства припоя. Оптимальным соотношением железа к марганцу является 1:1. При избытке марганца возможно образование грубых фаз, содержащих марганец и хром.
Улучшению механических и технологических свойств припоя способствуют добавки модификаторов: натрия, стронция, титана, ванадия, церия.
Стронций и натрий измельчают выделения эвтектического кремния, германия и повышают пластические свойства. Обычно в эвтектические силумины вводится 0,001-0,2 мас. % стронция и/или натрия. Титан и ванадий в количестве 0,01-0,3 мас. % вводят для измельчения зерна α-твердого раствора на основе алюминия. Из условия предотвращения образования грубых интерметаллидов типа Al4Ti, Al4V и снижения пластичности количество титана в припое ограничено 0,1 мас. %, а ванадия - 0,2 мас. %.
Добавки кобальта и молибдена позволяют замедлить распад α-твердого раствора на основе алюминия и повысить механические свойства паяного соединения. Из-за крайне ограниченной растворимости в алюминии их содержание не должно превышать 0,8 мас. %. При большем содержании кобальт и молибден образуют грубые интерметаллидные фазы. При содержании в количестве, меньшем 0,001 мас. %, они не оказывают влияния на свойства припоя и паяных соединений. Наилучшие свойства обеспечиваются при содержании одного или обоих компонентов в сумме 0,18-0,25 мас. %.
Микродобавка бериллия в количестве 0,001-0,1 мас. % обеспечивает защиту расплавленного припоя от окисления, особенно в печах с воздушной атмосферой.
Включение магния в состав припоя требуется для проведения бесфлюсовой пайки в вакуумных печах. При вакуумной пайке разрушение плотной оксидной пленки на поверхности соединяемых деталей происходит за счет разрыхления под воздействием паров металла-активатора. Легко испаряющимся металлом-активатором (с температурой начала испарения ниже температуры плавления припоя) является магний. Добавки магния в количестве до 1 мас. % при нагреве до температур выше 400°С приводят к его испарению, разрыхлению оксидной пленки на его поверхности и поверхности паяемой детали и обеспечивают проникновение припоя к паяемым поверхностям.
Предлагаемый припой обеспечивает повышение уровня прочности паяного соединения при возможности проведения процесса пайки при температурах 550-580°С, что позволяет использовать в паяных конструкциях большинство современных конструкционных алюминиевых сплавов.
Примеры конкретного применения
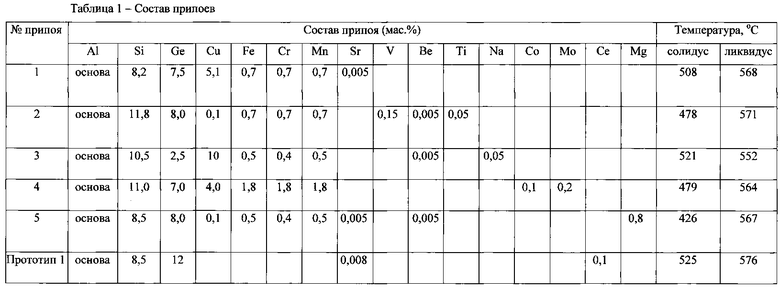
Слитки припоя пяти предлагаемых составов (таблица 1) получали расплавлением чушки АК12 (Al-12Si) и введением в расплав германия, меди, марганца, железа, кобальта и лигатур хрома, молибдена, стронция, ванадия, бериллия, натрия и титана.
Слитки разрезали на заготовки, которые подвергались горячей и холодной прокатке до толщины 0,3-1,0 мм.
Для сравнительных испытаний использована фольга припоя-прототипа аналогичной толщины.
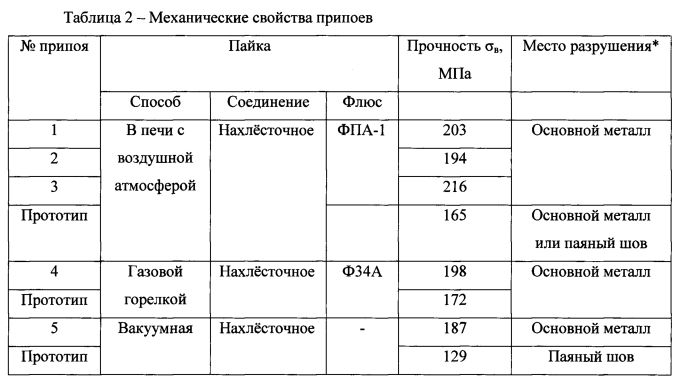
Пример 1. Пайка нахлесточных образцов из сплава 1915 припоями состава 1-3 с использованием флюса ФПА-1 осуществлялась по капиллярному зазору в печи с воздушной атмосферой. Температура пайки составляла 575-580°С, выдержка 10 мин. После пайки проводились испытания на разрыв (таблица 2). Предлагаемый припой позволяет повысить прочность паяных соединений по сравнению с прототипом как минимум на 20%. Непропай отсутствовал, в то время как часть образцов, паяных припоем-прототипом, разрушалась по дефектам шва, обусловленным недостаточной смачиваемостью припоем основного металла и растекаемостью припоя.
Пример 2. Пайка нахлесточных образцов из сплава типа 1915 припоем 4 с использованием флюса Ф34А осуществлялась с помощью газовой горелки. Нагрев проводился до полного расплавления припоя, охлаждение осуществлялось на воздухе. Испытания паяных соединений на разрыв установили, что прочность паяных соединений по сравнению с прототипом выше на 15%. Непропай отсутствовал в обоих случаях (см. таблицу 2).
Пример 3. Пайка в вакууме нахлесточных образцов из сплава АД31 припоем 5 в сравнении припоем-прототипом без использования флюса осуществлялась в вакуумной печи типа СГВ-2 при остаточном давлении в камере 10-3 Па. Выдержка при температуре пайки составляла 2 мин. При пайке припоем-прототипом в вакуумной печи было проведено размешивание навески магния Мг-90.
Испытания паяных соединений на разрыв установили, что прочность паяных соединений по сравнению с прототипом выше более чем на 50% (см. таблицу 2). Непропай отсутствовал, в то время как образцы, паяные припоем-прототипом, разрушались по непропаям.
Таким образом, применение предлагаемого припоя позволяет снизить температуру плавления припоя до 570°С, улучшить технологические свойства и обеспечить более высокую прочность паяной конструкции по сравнению с припоем-прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2585598C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2596535C2 |
| Припой для пайки алюминия и его сплавов | 2016 |
|
RU2622477C1 |
| Припой для пайки алюминия и его сплавов | 2017 |
|
RU2661975C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ПАЯНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2551721C1 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| ДЕФОРМИРУЕМЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ПАЯНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2557043C1 |
| ТИТАНОВО-ЦИРКОНИЕВЫЙ СПЛАВ | 1993 |
|
RU2077601C1 |
| ПРИПОЙ НА ОСНОВЕ НИКЕЛЯ | 2011 |
|
RU2452600C1 |
| ФОЛЬГИРОВАННЫЙ МИКРОКРИСТАЛЛИЧЕСКИЙ ПРИПОЙ НА ОСНОВЕ АЛЮМИНИЯ | 2007 |
|
RU2338637C1 |
Изобретение может быть использовано при получении паяных конструкций из алюминия и его сплавов. Припой содержит компоненты в следующем соотношении, мас.%: кремний 8-13, медь 0,1-10, германий 1,5-8, железо 0,5-3, хром 0,1-2,1, марганец 0,5-3, кобальт 0,001-0,8, молибден 0,001-0,8, стронций 0,001-0,2, бериллий 0,001-0,1, титан 0,001-0,1, натрий 0,001-0,2 и ванадий 0,001-0,2, алюминий остальное. Суммарное содержание меди и германия не превышает 14 мас.%. Отношение содержания железа к марганцу составляет 1:1. Отношение содержания хрома к железу составляет от 1:1 до 1:1,2. При вакуумной пайке припой дополнительно содержит магний в количестве 0,1-1 мас.%. Изобретение обеспечивает понижение температуры плавления припоя, повышение прочности паяных конструкций, что позволяет увеличить срок их службы. 1 з.п. ф-лы, 2 табл., 3 пр.
1. Припой для пайки алюминия и его сплавов, содержащий кремний, германий, стронций, алюминий, отличающийся тем, что он дополнительно содержит медь, железо, хром, марганец, по меньшей мере один элемент из группы, включающей кобальт, молибден, бериллий, титан, натрий и ванадий, при следующем соотношении компонентов, мас.%:
по меньшей мере один элемент из группы:
причем суммарное содержание меди и германия не превышает 14 мас.%, отношение содержания железа к марганцу составляет 1:1, а отношение содержания хрома к железу составляет от 1:1 до 1:1,2.
2. Припой по п. 1, отличающийся тем, что он дополнительно содержит магний в количестве 0,1-1 мас.%.
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЕВЫХ СПЛАВОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2297907C1 |
| ПРИПОЙ НА ОСНОВЕ АЛЮМИНИЯ | 0 |
|
SU277953A1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ И МАТЕРИАЛ ДЛЯ ПАЙКИ АЛЮМИНИЯ | 1996 |
|
RU2164460C2 |
| JP 2006123001 A, 18.05.2006 | |||
| US 5286314 A, 15.02.1994. | |||

