ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
Настоящая заявка представляет собой частичное продолжение международной патентной заявки № PCT/US2010/048558, поданной 13 сентября 2010 г., которая испрашивает приоритет предварительной патентной заявки США № 61/241,416, поданной 11 сентября 2009 г., причем обе они во всей своей полноте включены в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к термогерметизируемым образующим гибкие стенки одноразовым упаковкам, которые также являются повторно герметизируемыми.
УРОВЕНЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Известно широкое разнообразие повторно герметизируемых контейнеров. Как правило, контейнер, имеющий такую форму, как гибкий пакет или содержащий жесткие стенки корпус, снабжен отверстием, которое открывает доступ во внутреннее пространство контейнера. Колпак или крышку устанавливают поверх отверстия и присоединяют к контейнеру, как правило, путем термогерметизации, чтобы закрывать и герметизировать внутреннее пространство контейнера и его содержимого от внешней окружающей среды. Для пакетного типа контейнеров часть гибкой стенки пакета может служить в качестве крышки и складываться или иным способом располагаться поверх отверстия пакета. Свойство повторной герметизации позволяет снимать или иным способом перемещать колпак или крышку или полностью или частично, чтобы открывать доступ во внутреннее пространство контейнера. После доступа во внутреннее пространство контейнера колпак или крышку можно надлежащим образом устанавливать на отверстие и присоединять к контейнеру, чтобы в результате этого повторно герметизировать контейнер.
Многочисленные стратегии разработаны для колпака или крышки, которые закрывают отверстие контейнера и присоединяются к контейнеру, в результате внутреннее пространство контейнера герметизируется от внешней окружающей среды. Пример стратегии герметизации представляет собой устройство, состоящее из соответствующих структур, соединяющихся, например, по типу выпуклости и впадины, на соответствующих соприкасающихся поверхностях контейнера и крышки. Еще один пример представляет собой использование слоя самоклеящегося материала на соприкасающихся поверхностях колпака или крышки и/или соответствующей области контейнера, расположенной вокруг периферии отверстия. Эту последнюю стратегию широко используют, в частности, для одноразовых упаковок, которые применяют для хранения и консервации скоропортящиеся предметов, таких как продукты питания, где желательно сводить к минимуму воздействие воздуха.
Несмотря на то, что они являются удовлетворительными во многих отношениях, герметизируемые упаковки являются относительно дорогостоящими в производстве. В настоящее время известны повторно герметизируемые имеющие гибкие стенки одноразовые упаковки с использованием различных связующих составов в различных местах упаковки. Например, постоянный связующий материал можно использовать вдоль швов или других краевых областей для герметизации, и самоклеящийся материал можно использовать в области повторно герметизируемого колпака или крышки. Это увеличивает сложность и стоимость производства и также уменьшает скорость изготовления упаковок. Соответственно, было бы желательно предложить новые одноразовые упаковочные контейнеры или изделия и, в частности, такие, которые являются повторно герметизируемыми, и которые можно изготавливать в условиях высокого объема производства. Кроме того, было бы желательно предложить конфигурацию повторно герметизируемой упаковки, которая является относительно дешевой по сравнению с известными в настоящее время повторно герметизируемыми упаковками.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Трудности и недостатки, связанные с предшествующими системами и способами, преодолеваются настоящим изобретением повторно герметизируемого упаковочного изделия.
В одном аспекте настоящее изобретение предлагает многослойный упаковочный материал, включающий первый полимерный слой, второй полимерный слой, и адгезионный слой, расположенный между первым слоем и вторым слоем. Первый полимерный слой и второй полимерный слой показывают значение Q двухмерного вектора ΔCTE (или CTS), составляющее менее чем 1000 мкм/м°C.
В еще одном аспекте настоящее изобретение предлагает повторно герметизируемый многослойный упаковочный материал, включающий внешний слой, причем внешний слой образует внешнюю поверхность, самоклеящийся слой, прилегающий к внешнему слою, внутренний герметизирующий слой, причем внутренний герметизирующий слой образует внутреннюю поверхность, пленочный слой, прилегающий к внутреннему герметизирующему слою, и разделительный слой, расположенный между самоклеящимся слоем и пленочным слоем. Разделительный слой находится, по меньшей мере, в частичном контакте с самоклеящимся слоем. Внутренняя поверхность имеет внутреннюю штампованную просечку, проходящую через герметизирующий слой, пленочный слой и разделительный слой, в результате чего образуется внутренняя часть клапана. Внешняя поверхность имеет внешнюю штампованную просечку, проходящую через внешний слой и самоклеящийся слой, в результате чего образуется внешняя часть клапана. Внутренняя часть клапана и внешняя часть клапана прикреплены друг к другу, в результате чего получается устанавливаемый клапан, частично присоединенный к многослойному упаковочному материалу. Внешняя штампованная просечка и внутренняя штампованная просечка образуют повторно герметизируемую область, находящуюся между внешней штампованной просечкой и внутренней штампованной просечкой. Повторно герметизируемая область в клапане включает часть самоклеящегося слоя, и повторно герметизируемая область в многослойном упаковочном материале включает часть разделительного слоя. Внешний слой и пленочный слой показывают значение Q двухмерного вектора ΔCTE (или CTS), составляющее менее чем 1000 мкм/м°C.
В еще одном аспекте настоящее изобретение предлагает повторно герметизируемый пакетный контейнер. Контейнер включает две концевые секции и, по меньшей мере, одну проходящую между ними многослойную боковую стенку, в результате чего образуется полое внутреннее пространство. Контейнер включает произвольно устанавливаемый клапан. Клапан, по меньшей мере, частично присоединяют к части боковой стенки контейнера и устанавливают поверх отверстия, образованного в боковой стенке. Клапан содержит первую область герметизации, находящуюся на внутренней поверхности клапана. Клапан включает адгезионный слой, открытый в первой области герметизации. Боковая стенка содержит вторую область герметизации, расположенную вокруг отверстия. Боковая стенка включает разделительный слой, открытый во второй области герметизации. Клапан предназначен для повторной герметизации посредством контакта боковой стенки с открытым адгезионным слоем клапана с открытым разделительным слоем боковой стенки. Многослойная боковая стенка контейнера включает адгезионный слой, имеющий такой же состав, как адгезионный слой в клапане. Клапан дополнительно содержит остающуюся область клапана, не включающую первую область герметизации. Клапан включает множество слоев в остающейся области клапана. Множество слоев в остающейся области клапана составляют внешний слой, адгезионный слой, прилегающий к внешнему слою, внутренний герметизирующий слой, пленочный слой, прилегающий к внутреннему герметизирующему слою, и разделительный слой, расположенный между адгезионным слоем и пленочным слоем. Разделительный слой соприкасается с адгезионным слоем. Внешний слой и пленочный слой показывают значение Q двухмерного вектора ΔCTE (или CTS), составляющее менее чем 1000 мкм/м°C.
В еще одном аспекте настоящее изобретение предлагает повторно герметизируемый многослойный упаковочный материал, включающий внешнюю часть многослойного материала, которая включает самоклеящийся слой. Внешняя часть многослойного материала содержит внешнюю штампованную просечку. Внешняя штампованная просечка проходит по области внешнего многослойного материала, образуя внешнюю часть клапана. Внешняя часть клапана, по меньшей мере, частично присоединена к многослойному упаковочному материалу. Многослойный материал дополнительно включает внутреннюю часть многослойного материала, которая включает разделительный слой, находящийся, по меньшей мере, частично в контакте с самоклеящимся слоем. Внутренняя часть многослойного материала содержит внутреннюю штампованную просечку, причем внутренняя штампованная просечка проходит по области внутреннего многослойного материала, образуя внутреннюю часть клапана. Внутренняя часть клапана, по меньшей мере, частично присоединена к многослойному упаковочному материалу. Внешняя часть клапана покрывает внутреннюю часть клапана и прикреплена к нему, образуя клапан, по меньшей мере, частично присоединенный к многослойному упаковочному материалу. Внешняя штампованная просечка и внутренняя штампованная просечка образуют (i) область повторной герметизации клапана в клапане, находящуюся между внешней штампованной просечкой и внутренней штампованной просечкой, причем часть самоклеящегося слоя произвольно открывается в области повторной герметизации клапана, и (ii) принимающую клапан область в многослойном упаковочном материале, находящуюся между внешней штампованной просечкой и внутренней штампованной просечкой. Часть разделительного слоя произвольно открывается в принимающей клапан области. Клапан произвольно устанавливают в (i) закрытое положение, в котором самоклеящийся слой в области повторной герметизации клапана находится в контакте с разделительным слоем в принимающей клапан области многослойной упаковки, и (ii) открытое положение, в котором клапан, по меньшей мере, частично отделен от многослойного упаковочного материала, в результате чего открывается, по меньшей мере, часть самоклеящегося слоя в области повторной герметизации клапана и часть разделительного слоя в принимающей клапан области многослойной упаковки. Внешняя часть многослойного материала дополнительно включает внешний слой, прилегающий к самоклеящемуся слою, и внутренняя часть многослойного материала дополнительно включает внутренний герметизирующий слой и пленочный слой, расположенный между внутренним герметизирующим слоем и разделительным слоем. Внешний слой и пленочный слой показывают значение Q двухмерного вектора ΔCTE (или CTS), составляющее менее чем 1000 мкм/м°C.
Как будет понятно, настоящее изобретение может существовать в других и отличающихся вариантах осуществления, и для некоторых из его деталей могут существовать модификации, причем ни одна из них не отклоняется от настоящего изобретения. Соответственно, чертежи и описание следует рассматривать в качестве иллюстративных, а не ограничительных.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 представляет схематическое изображение, иллюстрирующее предпочтительный вариант осуществления повторно герметизируемого многослойного упаковочного материала и устанавливаемого клапана в соответствии с настоящим изобретением.
Фиг. 2 представляет вид поперечного сечения, взятый вдоль линии 2-2 на фиг. 1, иллюстрирующий более подробно предпочтительную конфигурацию герметизирующего клапана.
Фиг. 3 представляет покомпонентное схематическое изображение предпочтительного изделия с использованием многослойных материалов, описанных в настоящем документе.
Фиг. 4 представляет схематический перспективный вид предпочтительного варианта осуществления повторно герметизируемого пакетного контейнера и устанавливаемого клапана в соответствии с настоящим изобретением.
Фиг. 5-10 представляют различные предпочтительные конфигурации устройств язычка и индикатора открывания в соответствии с настоящим изобретением.
Фиг. 11 представляет подробное схематическое изображение, иллюстрирующее изделие на фиг. 3, изготовленное из предпочтительных многослойных материалов, и повторно герметизируемый клапан в соответствии с настоящим изобретением.
Фиг. 12 представляет схематический вид поперечного сечения предпочтительного варианта осуществления многослойного материала или части многослойного материала в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Настоящее изобретение предлагает повторно герметизируемое упаковочное изделие, необязательно обладающее высокими свойствами непроницаемости, которое является относительно простым в конструкции и изготовлении, и которое можно легко открывать первоначально и затем надежно повторно герметизировать. Настоящее изобретение также предлагает многослойное изделие с повторно герметизируемым клапаном, которое можно использовать в широком разнообразии упаковочных приложений. Упаковочные изделия и многослойные материалы, описанные в настоящем документе, являются особенно полезными для изготовления термогерметизируемых имеющих гибкие стенки одноразовых пакетов или пакетоподобных контейнеров, которые являются повторно герметизируемыми.
Значительная отличительная особенность настоящего изобретения представляет собой введение в многослойный материал разделительного слоя, который предпочтительно непосредственно прилегает к самоклеящемуся слою. Как разъясняется более подробно в настоящем документе, использование разделительного слоя в многослойном материале и, в частности, в детали соответствующего клапана значительно уменьшает величину силы, которая в иных условиях потребовалась бы для первоначального открывания герметизированного контейнера. Эта отличительная особенность обеспечивает легкость использования упаковочной системы, имеющей предпочтительную конфигурацию многослойного материала и клапана. Введение разделительного слоя в сочетании с заданными линиями разреза, как описано в настоящем документе, также обеспечивает заданную границу разрыва или разделения между частями многослойного материала во время первоначального открывания герметизированной упаковки или контейнера. Создание такой границы разделения значительно уменьшает частоту непреднамеренных разрывов или повреждений многослойного материала, в результате чего сохраняется целостность герметизации упаковки. Эти и другие преимущества предпочтительного варианта осуществления многослойных материалов, конфигураций клапана и упаковочных изделий описаны более подробно в настоящем документе.
Многослойные упаковочные материалы, которые описаны в настоящем документе, как правило, включают множество слоев, например, от 2 до 12 или более, и предпочтительно от 5 до 7. Как правило, многослойные материалы включают внешний слой, необязательный непроницаемый слой, самоклеящийся слой, разделительный слой, пленочный слой и герметизирующий слой. Можно также включать необязательный покровный печатный слой. Слои могут иметь разнообразие различных конфигураций, однако, как правило, внешний слой образует внешнюю поверхность многослойного упаковочного материала, и герметизирующий слой образует внутреннюю поверхность для контакта и герметизации. Самоклеящийся слой и разделительный слой предпочтительно непосредственно прилегают друг к другу, выполняя функцию повторной герметизации, как описано в настоящем документе. Необязательный непроницаемый слой, как правило, расположен рядом с внешним слоем, но настоящее изобретение включает многослойные материалы, в которых непроницаемый слой занимает другое положение. Аналогичным образом, пленочный слой может занимать почти любое положение в многослойный материал, однако, как правило, он расположен рядом с герметизирующим слоем.
В соответствии с настоящим изобретением, предложены уникальная конфигурация и способ изготовления для произвольно устанавливаемой и повторно герметизируемой детали клапана. Термин «клапан» при использовании в настоящем документе означает часть многослойного материала, например, часть боковой стенки, когда многослойный материал используют для изготовления контейнера или упаковка, которая частично отделяется от остальной части многослойного материала, таким образом, что часть произвольно устанавливается по отношению к оставшейся части. Часть клапана остается соединенной с оставшейся частью, как описано более подробно в настоящем документе.
Различные предпочтительные клапаны можно легко изготавливать быстрым и экономичным образом. В соответствии с настоящим изобретением, уникальное сочетание разрезов, просечек и т.п., образованных в определенных слоях многослойных материалов, обеспечивает дешевое изготовление повторно герметизируемых отверстий для упаковок.
В соответствии с другими отличительными особенностями настоящего изобретения, для клапанов предусмотрены различные язычки, которые упрощают открывание и захват клапанов. Еще одна отличительная особенность, описанная в настоящем документе, служит для уменьшения степени сцепления связующего материала между клапаном и соответствующей принимающей поверхностью.
Настоящее изобретение также предлагает различные индикаторы открывания. Индикаторы открывания обеспечивают доказательство первоначального открывания упаковки, клапана или многослойного материала. Все эти и другие аспекты описаны более подробно в настоящем документе.
Внешний слой
Предпочтительный многослойный материал включает внешний материал, который обеспечивает опору для клапана и боковой стенки упаковки и, в частности, для наиболее внешней части клапана в результате первоначального открывания контейнера и, таким образом, по меньшей мере, частичного отделения клапана от боковой стенки. Внешний материал можно выбирать из широкого разнообразия материалов, таких как полиолефиновые пленочные материалы или бумага, картон, или другие материалы на бумажной основе. Представительные материалы в качестве внешнего материала включают, но не ограничиваются этим, полиэтилен (PE), полипропилен (PP), в том числе ориентированный и неориентированный, и соэкструдированный с сополимерами или без них. В зависимости от конкретного конечного применения изделия, еще один пример потенциально подходящей пленки для внешнего материала крышки представляет собой слой поливинилхлорида (PVC) и его сополимеров. Дополнительные материалы включают, но не ограничиваются этим, полиэтилентерефталат (PET), ориентированный полипропилен (OPP), поливинилхлорид (PVC) и ортофталевый альдегид (OPA). Для многих применений предпочтительным является PET.
Внешний материал или слой можно использовать при различной толщине в многослойном материале. Внешний материал может иметь типичную толщину, составляющую от приблизительно 12 до приблизительно 60 мкм, причем его предпочтительная толщина составляет от приблизительно 12 до приблизительно 25 мкм.
Поскольку внешняя поверхность внешнего материала будет, вероятно, представлять наиболее внешнюю поверхность клапана или боковой стенки, желательно, чтобы материал, выбранный в качестве внешнего материала, по меньшей мере, на этой обращенной наружу поверхности, обладал привлекательными характеристиками, пригодными для печати.
Пригодность к печати, как правило, определяется резкостью и яркостью изображения и адгезией краски. Резкость тесно связана с поверхностным натяжением печатной поверхности. Адгезию краски часто определяют, используя испытание методом клейкой ленты (заключительное испытание FTM21). Как правило, PVC пригоден к печати разнообразными красками, предназначенными для нанесения на PVC. В большинстве случаев используют краски, имеющие водную основу (особенно в США) или предназначенные для сушки ультрафиолетовым светом (особенно в Европе). Как правило, все полиолефиновые пленки пригодны для печати красками, предназначенными для сушки ультрафиолетовым светом, после обработки коронным разрядом в процессе печати, причем PE превосходит PP, главным образом, по адгезии краски. Для красок на водной основе предпочтительно использовать дополнительное грунтовочное или верхнее покрытие, чтобы обеспечить хорошую адгезию краски.
Как разъясняется в настоящем документе, клапан или боковая стенка многослойного материала может включать необязательный печатный слой, расположенный на внешней поверхности внешнего материала.
Непроницаемый слой
Предпочтительный многослойный материал включает необязательный слой непроницаемого материала для обеспечения герметичных характеристик клапана и боковой стенки и получаемого в результате изделия с герметизированным клапаном и боковой стенкой. Как правило, желательно, чтобы непроницаемый материал проявлял сопротивление переносу или диффузии кислорода через материал. Это является особенно желательным для применений в герметизации определенных продуктов питания. Широкое разнообразие непроницаемых материалов можно использовать для слоя непроницаемого материала. Выбор непроницаемого материала (материалов) обусловлен, в основном, требуемой степенью герметизации и, таким образом, содержимым, которое предназначается для герметизации в данном изделии. Представительные материалы для использования в слое непроницаемого материала включают, но не ограничиваются этим, поливиниловый спирт (PVOH) и сополимеры этилена и винилового спирта (EVOH). Хорошо известный и предпочтительный непроницаемый материал представляет собой поливинилиденхлорид (PVDC). Кроме того, предусмотрено, что можно использовать нейлон и различные полимеры на основе нейлона, которые известны в технике. Можно использовать различные металлизированные слои, например, содержащие алюминий. Предусмотрено также, что можно использовать сочетания этих материалов и, в частности, множество пленок из этих материалов. Всестороннее обсуждение непроницаемых материалов и их характеристик представлено в публикации патентной заявки США № 2004/0033379, принадлежащей правообладателю настоящей заявки. Предпочтительные материалы в качестве непроницаемого материала включают PVDC, EVOH и их сочетания. Еще один предпочтительный материал в качестве непроницаемого материала представляет собой металлизированный алюминиевый слой.
Непроницаемый материал, как правило, при относительно малой толщине предпочтительно в многослойной крышке. Например, толщина слоя непроницаемого материала составляет предпочтительно от приблизительно 0,4 до приблизительно 6 мкм, предпочтительнее от приблизительно 1 до приблизительно 5 мкм, и наиболее предпочтительно от приблизительно 1 до приблизительно 3 мкм.
Как отмечено выше, предпочтительно непроницаемый материал показывает относительно низкую проницаемость кислорода и/или водопроницаемость. Наиболее предпочтительно проницаемость кислорода равна нулю. Предпочтительная максимальная проницаемость кислорода составляет приблизительно 50 см3/(м2·сутки). Предпочтительная максимальная водопроницаемость составляет приблизительно 50 см3/(м2·сутки).
Для определенных применений предусмотрено, что в многослойном материале согласно настоящему изобретению может не содержаться непроницаемый слой. Однако предпочтительный вариант осуществления включает непроницаемый слой. Таким образом, непроницаемый слой описан в качестве необязательного.
В определенных приложениях может оказаться предпочтительным использование непроницаемого материала, такого как PVDC или металлизизированный алюминием материал, на наиболее внешней поверхности пленочного или внешнего слоя. Без такого непроницаемого слоя скорость пропускания кислорода или скорость пропускания воды будет относительно высокой по сравнению с внешней поверхностью одного или более слоев многослойного материала. Как разъясняется более подробно в настоящем документе, после образования разреза или просечки в адгезионном слое многослойного материала, свойства непроницаемости, как правило, ухудшаются в области разреза. Таким образом, введение непроницаемого материала в многослойный материал может улучшать свойства непроницаемости разрезанного многослойного материала.
Кроме того, если используют многослойный материал и упаковочное изделие согласно настоящему изобретению для скоропортящихся продуктов, которым требуется контролируемая атмосфера, кислородонепроницаемый слой предпочтительно используют во множестве мест многослойного материала. Для нескоропортящихся продуктов вряд ли потребуется такой непроницаемый слой.
Самоклеящийся слой
Предпочтительный многослойный материал включает слой самоклеящегося материала (PSA). Самоклеящийся материал создает клейкую поверхность, обеспечивая соединение с другой соприкасающейся поверхностью. Предпочтительно свойства самоклеящегося материала являются такими, что соединение также обеспечивает герметизацию, чтобы предотвратить или, по меньшей мере, в значительной степени уменьшить поток воздуха или других веществ через область самоклеящегося материала.
Широкое разнообразие самоклеящихся материалов можно использовать для этого слоя при том условии, что их свойства и характеристики соответствуют требованиям получаемого в результате упаковочного изделия. Самоклеящийся материал может представлять собой тугоплавкий самоклеящийся материал, такой как, например, самоклеящийся материал на каучуковой основе или на акриловой основе. Самоклеящийся материал может представлять собой отверждаемый ультрафиолетовым излучением тугоплавкий материал. Самоклеящийся материал может иметь в качестве основы каучуковый тугоплавкий состав, растворимый каучуковый связующий материал, растворимый акриловый связующий материал или растворимый полиуретановый связующий материал. Самоклеящийся материал может содержать эмульсионную основу, например, эмульсионный акриловый связующий материал. Как отмечено выше, можно использовать широкое разнообразие связующих материалов. Каждый из вышеупомянутых связующих материалов предпочтительно имеет форму самоклеящегося материала. Широкий выбор различных самоклеящихся материалов обсуждается в патентах США №№ 5,623,011; 5,830,571 и 6,147,165, которые принадлежат правообладателю настоящей заявки и включены в настоящий документ посредством ссылки.
Предпочтительный самоклеящийся материал для использования в самоклеящемся слое имеется в продаже под наименованием Fasson® S692N. Связующий материал S692N представляет собой связующий материал на основе акриловой эмульсии. Как правило, этот связующий материал представляет собой полимерную смесь на основе мономеров бутилакрилата и 2-этилгексилакрилата с различными веществами для повышения клейкости и технологическими добавками. Другие предпочтительные самоклеящиеся материалы включают, но не ограничиваются этим, эмульсионные акриловые связующие материалы и имеющие каучуковую основу тугоплавкие связующие материалы.
Толщина самоклеящегося слоя, как правило, составляет от приблизительно 12 до приблизительно 40 мкм и предпочтительно от приблизительно 12 до приблизительно 20 мкм. Однако следует понимать, что настоящее изобретение включает многослойные крышки, в которых используется самоклеящийся слой, имеющий большую или меньшую толщину, чем указано выше.
Разделительный слой
Предпочтительный многослойный материал включает разделительный слой. Предпочтительно разделительный слой расположен непосредственно рядом с самоклеящимся слоем в многослойном материале. Наиболее предпочтительно разделительный слой расположен между самоклеящимся слоем и внутренним герметизирующим слоем, и предпочтительно между самоклеящимся слоем и пленочным слоем. Разделительный слой обеспечивает разделительную поверхность, которая, как отмечено выше, непосредственно прилегает к самоклеящемуся слою и находится с ним в контакте.
Известно широкое разнообразие разделительных материалов, такое как материалы, которые, как правило, используют для самоклеящихся лент и этикеток, включая кремнийорганические соединения, алкиды, стеарильные производные виниловых полимеров (такие как поливинилстеарилкарбамат), стеаратохлорид хрома(III), стеарамиды и т.п. Также известны покрытые фторуглеродным полимером разделительные пленки, но они являются относительно дорогостоящими. Пленочный слой можно модифицировать, добавляя один или несколько понижающих трение кремнийорганических соединений в процессе соэкструзии пленок. В разделительный слой можно вводить модифицированный понижающим трение веществом пленочный слой. Более конкретно, разделительный слой можно изготовить в форме модифицированного понижающим трение кремнийорганическим соединением соэкструдированного полипропиленового пленочного слоя. Для большинства применений самоклеящихся материалов кремнийорганические соединения представляют собой наиболее часто используемые материалы. Кремнийорганические разделительные покрытия одинаково легко снимаются при высоких и низких скоростях отслаивания, что делает их подходящими для разнообразных способов производства и применений.
Известные кремнийорганические разделительные покровные системы включают реакционноспособный кремнийорганический полимер, например, органополисилоксан (часто называется термином «полисилоксан» или просто «силоксан»), сшивающий реагент и катализатор. После нанесения на прилегающий слой или другой материал покрытие, как правило, необходимо отверждать, получая сшитые кремнийорганические полимерные цепи, используя нагревание или облучение (например, ультрафиолетовое или электроннолучевое).
В зависимости от способа их использования, известны три основных типа кремнийорганических разделительных покрытий, используемых в отрасли самоклеящихся материалов: содержащие растворители и содержащие воду эмульсионные покрытия, а также не содержащие растворителей покрытия. Содержащие растворители кремнийорганические разделительные покрытия широко использовали, но поскольку они содержат углеводородный растворитель, их использование в последние годы сократилось вследствие все более строгих положений о загрязнении воздуха, высокого энергопотребления и высокой стоимости. По существу, энергопотребление на восстановление растворителя или сжигание, как правило, превышает энергопотребление самой операции покрытия.
Водосодержащие кремнийорганические эмульсионные разделительные системы также хорошо известны, как и содержащие растворители системы, и применяются в разнообразных самоклеящихся изделиях, включающих ленты, напольные плитки и виниловые стенные покрытия. Однако их использование ограничено проблемами, связанными с их нанесением на бумажные материалы. Вода пропитывает бумажные волокна, разрушая устойчивость размеров разделительной пленочной основы, заставляя лист сворачиваться и вызывая впоследствии технологические затруднения.
Не содержащие растворителей кремнийорганические разделительные покрытия разработаны в последние годы и представляют в настоящее время основной сегмент рынка кремнийорганических разделительных покрытий. Как и другие кремнийорганические покрытия, их необходимо отверждать после нанесения на гибкий пленочный материал. Отверждение приводит к сшиванию пленки, которая сопротивляется проникновению самоклеящегося материала.
Информативные описания различных разделительных материалов, их характеристики и введение в многослойные изделия представлены в патентах США №№ 5,728,469 и 6,486,267, а также в опубликованной патентной заявке США № 2005/0074549, которая принадлежит правообладателю настоящей заявки. Кроме того, предусмотрено, что различные воски, известные в технике, можно использовать в качестве разделительного материала или вводить в разделительный слой.
В предпочтительных многослойных материалах используют разделительные слои, которые являются относительно тонкими. Например, типичная толщина разделительного слоя составляет от приблизительно 1 до приблизительно 4 мкм. Предпочтительно толщина разделительного слоя составляет от приблизительно 1 до приблизительно 2 мкм.
Пленочный слой
Предпочтительный многослойный материал включает пленочный слой или внутренний материал. Внутренний материал обеспечивает опору для многослойного клапана и боковой стенки и, в частности, для слоев, расположенных рядом с внутренним материалом. Представительные материалы в качестве внутреннего материала включают те, которые упомянуты в настоящем документе в качестве внешнего материала. Кроме того, может оказаться предпочтительным использование соэструдированного двуосноориентированного полипропиленового (BOPP) материала. Эти материалы обеспечивают экономию расходов, поскольку они имеют относительно невысокую стоимость и достаточную жесткость для хорошего распределения и поддерживают слой повторной герметизации. Еще один предпочтительный материал для использования в слое внутреннего материала представляет собой соэкструдированный двуосноориентированный полиэтилентерефталат (BOPET). Предусмотрено, что можно использовать ориентированные или неориентированные варианты пленок. Еще один предпочтительный материал для использования в слое внутреннего материала представляет собой полиэтилентерефталат (PET). Вышеупомянутые полимерные материалы PVC и OPA могут также оказаться подходящими для использования в данном слое.
Толщина внутреннего материала, как правило, составляет от приблизительно 12 до приблизительно 60 мкм и предпочтительно от приблизительно 12 до приблизительно 25 мкм. Настоящее изобретение включает использование толщины, которая составляет больше или меньше, чем данные значения толщины.
Герметизирующий слой
Предпочтительный многослойный материал включает термогерметизируемый слой. Предпочтительно термогерметизируемый слой расположен на нижней или внутренней поверхности многослойного материала, которая вступает в контакт с соответствующей поверхностью контейнера при термическом соединении одной части многослойного материала с другой частью многослойного материала.
Термогерметизируемый слой представляет собой слой, который активируется при нагревании, позволяющем слою прикрепляться к пластмассовому материалу. Материалы для термогерметизируемого слоя включают, но не ограничиваются этим, следующие пленкообразующие материалы, используемые в чистом виде или в сочетании, такие как полиэтилен, полученные металлоценовым катализом полиолефины, такие как, например, сополимеры полипропилена (Co-PP) или терполимеры полипропилена (Ter-PP), синдиотактический полистирол, синдиотактический полипропилен, циклические полиолефины, полиэтиленметилакриловая кислота, полиэтиленэтилакрилат, полиэтиленметилакрилат, сополимер акрилонитрила, бутадиена и стирола, сополимер полиэтилена и винилового спирта, полиэтиленвинилацетат, нейлон, полибутилен, полистирол, полиуретан, полисульфон, поливинилиденхлорид, полипропилен, поликарбонат, полиметилпентен, сополимер стирола и малеинового ангидрида, сополимер стирола и акрилонитрила, иономеры на основе натриевой или цинковых солей этиленметакриловой кислоты, полиметилметакрилаты, целлюлозные полимеры, фторопласты, полиакрилонитрилы и термопластические сложные полиэфиры. Другие предусмотренные материалы для термогерметизируемого слоя включают, но не ограничиваются этим, модифицированный гликолем полиэтилентерефталат (PETG), который особенно хорошо подходит для использования, когда один или более другие материалы изготовлены из полиэтилентерефталата (PET). В термогерметизируемом слое используют предпочтительно PE, предпочтительнее смесь PE и EVA, такую как, например, смесь PE и EVA с особыми антиадгезионными и антистатическими добавками. Еще один предпочтительный материал для использования в термогерметизируемом слое представляет собой модифицированный гликолем полиэтилентерефталат (PETG). Дополнительные предпочтительные материалы для использования в термогерметизируемом слое включают Co-PP или Ter-PP. Наиболее предпочтительный материал для термогерметизируемого слоя представляет собой линейный полиэтилен низкой плотности (LLDPE).
Толщина термогерметизируемого слоя может изменяться согласно требованиям упаковочного изделия. Типичная толщина данного слоя составляет от приблизительно 15 до приблизительно 90 мкм и предпочтительно от приблизительно 30 до приблизительно 60 мкм. При использовании соэкструдированного пленочного слоя толщина пленочного слоя, как правило, составляет приблизительно 1,5 мкм.
Термогерметизируемый слой предназначен для активации при температурах, которые известны специалистам в данной области техники. Хотя термогерметизируемый слой можно активировать при температурах ниже тех, которые предусмотрены для активации, термогерметизируемый слой предназначен для активации при определенных температурах в зависимости от данного материала. Предпочтительно термогерметизируемый слой активируется при температурах, составляющих от приблизительно 90°C до приблизительно 160°C, предпочтительнее от приблизительно 100°C до приблизительно 150°C; предпочтительнее термогерметизируемый слой активируется при температурах, составляющих от приблизительно 110°C до приблизительно 140°C, и наиболее предпочтительно термогерметизируемый слой при температурах, составляющих от 120°C до приблизительно 130°C. Время контакта является относительно коротким, составляя, например, от приблизительно 0,1 секунды до приблизительно 5 секунд и, как правило, приблизительно 2 секунды. Предпочтительно давление также прилагают к соответствующим поверхностям во время термогерметизации.
Печатный слой крышки
Необязательный печатный слой может быть расположен на вышеописанном внешнем материале. Печатный слой служит для приема и удерживания одной или нескольких красок, наносимых на печатный слой. Из краски (красок) образуются символы или другие знаки для многослойной крышки и упаковочного изделия. Печатный слой можно изготавливать из широкого разнообразия материалов, как правило, известных специалистам в данной области техники. Например, для печатного слоя можно использовать разнообразные материалы на основе поливинилового спирта (PVA) и целлюлозы.
Толщина печатного слоя составляет, как правило, от приблизительно 3 до приблизительно 20 мкм и предпочтительно от приблизительно 3 до приблизительно 8 мкм.
Предпочтительные аспекты клапана и многослойного корпуса или боковой стенки
Еще одна значительная отличительная особенность предпочтительного варианта осуществления многослойного материала и изготавливаемых в результате контейнеров и упаковок представляет собой наличие одного или нескольких разрезов, надрезов или щелей в определенных слоях. Разрез, надрез или щель в многослойном материале можно сделать разнообразными способами, однако предпочтительный способ представляет собой надрез в виде штампованной просечки через определенные слои, такие как герметизирующий слой, внутренний материал и разделительный слой. В других слоях предпочтительно делать разрез, надрез или щель через внешний слой и адгезионный слой. Предпочтительно эти разрезы делают в виде штампованной просечки. Эти аспекты описаны более подробно в настоящем документе. Данное сочетание форм разрезов образует уникальную конфигурацию клапана и герметизации.
Кроме того, предусмотрено, что при отсутствии разреза, надреза или щели в выбранных областях многослойной крышки можно изготовить петельную или соединительную часть клапана. Таким образом, например, разрез может проходить по трем из четырех сторон прямоугольной формы. Не содержащая разреза сторона многослойного материала будет тогда служить в качестве петли для получаемого в результате клапана при первоначальном и последующем открывании упаковки.
Еще одна причина для предпочтительного наличия разрезов, надрезов или щелей в указанном слое (слоях) многослойной крышки заключается в том, что такой разрез позволяет контролировать площадь поверхности контакта между самоклеящимся слоем и разделительным слоем. Способность легко контролировать величину, конфигурацию, и форму площади контакта обеспечивает непосредственный контроль прочности повторной герметизации между внешней отделяемой частью многослойного материала и внутренней отделяемой частью многослойного материала. Как можно оценить, для применений, в которых является желательной более высокая прочность повторной герметизации, площадь контакта можно легко увеличивать в процессе проектирования и/или производства. Что касается применений, в которых является желательной меньшая прочность повторной герметизации, площадь контакта можно легко уменьшать в процессе проектирования и/или производства.
Еще один предпочтительный аспект предпочтительного варианта осуществления многослойной крышки заключается в том, что посредством надлежащего выбора материалов, с которыми соприкасается самоклеящийся материал, т.е. слоев материалов, расположенных непосредственно рядом с самоклеящимся материалом в многослойной крышке, поверхностную энергию открытой поверхности каждого слоя материала можно регулировать, чтобы обеспечивать желательные характеристики герметизации, такие как определенная прочность повторной герметизации. Например, если оказывается желательной низкая прочность повторной герметизации, можно использовать разделительный материал, имеющий относительно низкую поверхностную энергию, такой как кремнийорганический разделительный материал, непосредственно прилегающий к самоклеящемуся слою. Кроме того, можно использовать выбор и расположение надлежащим образом спроектированных материалов для применения в слоях, непосредственно прилегающих к самоклеящемуся материалу для создания разности сцепления, чтобы обеспечить или, по меньшей мере, способствовать удержанию связующего материала с одним слоем, а не с другим слоем. Например, посредством надлежащего выбора и использования материалов для разделительного слоя и слоя, расположенного на противоположной поверхности самоклеящегося слоя, можно обеспечить удержание связующего материала с внешней отделяемой частью крышки, чтобы он не оставался на внутренней части крышки, прикрепленной к контейнеру.
В частности, в соответствии с настоящим изобретением, регулируется уровень адгезии между самоклеящимся материалом и одним слоем или несколькими слоями, непосредственно прилегающими к связующему материалу, такими как, например, разделительный слой. Уровень адгезии предпочтительно регулируется следующими факторами: (i) использование разделительного слоя, расположенного непосредственно рядом с самоклеящимся слоем и наиболее предпочтительно расположенного между адгезионным слоем и внутренним материалом в многослойной крышке; (ii) конфигурация и площадь поверхности разделительного слоя, открытого после первоначального открывания крышки; (iii) соответствующий выбор разделительных материалов и/или материалов, имеющих желательные поверхностные энергии, для использования в разделительном слое; (iv) соответствующий выбор других материалов в многослойной крышке, а именно самоклеящегося материала и материала слоя, расположенного непосредственно рядом с поверхностью самоклеящегося материала на противоположной стороне от указанного разделительного слоя; (v) конфигурация и площадь поверхности самоклеящегося материала, открытого после первоначального открывания крышки; и (vi) толщина самоклеящегося слоя.
Посредством регулирования уровня адгезии, используя предпочтительно один, или несколько, или все из факторов (i)-(vi), самоклеящийся слой можно более надежно удерживать с внешней отделяемой частью крышки.
Предпочтительно, чтобы существовали определенные характеристики клейкости и отслаивания в отношении самоклеящегося материала и слоев, расположенных на противоположных сторонах или поверхностях самоклеящегося слоя. Желательно, чтобы существовало различие в отношении этих характеристик между двумя слоями на противоположных сторонах самоклеящегося слоя. В частности, желательно, чтобы существовало определенное минимальное различие между характеристиками клейкости и отслаивания в отношении (i) самоклеящегося материала и слоя, непосредственно прилегающего к одной поверхности связующего материала, и (ii) самоклеящегося материала и слоя, непосредственно прилегающего к противоположной поверхности связующего материала.
Для многослойной крышки, в которой используется самоклеящийся слой, расположенный между внутренним материалом из соэкструдированного двуосноориентированного полипропилена (BOPP) и внешним материалом из полиэтилентерефталата (PET), предпочтительно, чтобы различие характеристик клейкости и отслаивания между этими двумя материалами и соответствующими поверхностями самоклеящегося материала составляло, по меньшей мере, 1,5 Н/дюйм (59,1 Н/м) и предпочтительно, по меньшей мере, 3,0 Н/дюйм (118 Н/м). Более прочное адгезионное соединение предпочтительно существует между внешним материалом и соответствующей поверхностью самоклеящегося материала по сравнению с адгезионным соединением, существующим между внутренним материалом и противоположной поверхностью самоклеящегося материала.
Соответствующий выбор самоклеящегося материала и материала разделительного слоя в первую очередь определяет величину силы, необходимой для первоначального открывания герметизированного контейнера, и также силы, необходимой для следующих операций открывания после первоначального открывания. Эта сила, которая называется термином «сила открывания», представляет собой силу, которую потребитель должен приложить к крышке, чтобы разделить многослойную крышку на ее соответствующие части и тем самым открыть контейнер. Как правило, чтобы обеспечить относительно легкое открывание контейнера, сила открывания должна составлять менее чем 15 Н/дюйм (591 Н/м). Кроме того, желательна необходимость некоторой минимальной силы, чтобы, таким образом, предотвращать непреднамеренные открывания контейнера. Таким образом, как правило, требуется минимальная сила, составляющая, по меньшей мере, 1 Н/дюйм (39,4 Н/м) до 2 Н/дюйм (78,7 Н/м) и предпочтительно более чем 3 Н/дюйм (118 Н/м). Для многих применений предпочтительно, чтобы при повторной герметизации требовалась сила, составляющая от приблизительно 1 Н/дюйм (39,4 Н/м) до приблизительно 2 Н/дюйм (78,7 Н/м).
Еще один предпочтительный аспект представляет собой наличие одного или нескольких язычков, которые упрощают захват и/или открывание клапана. Язычки предпочтительно изготавливают во время изготовления внешней штампованной просечки, и они проходят через несколько внешних слоев многослойного материала, таких как внешний слой и самоклеящийся слой. Язычки могут иметь разнообразие различных форм в зависимости от требований конечного применения многослойного материала и/или упаковочного изделия.
В том случае, если язычок используют в сочетании с клапаном, предпочтительно использовать отверждающий клей материал между нижней поверхностью клапана и/или язычка и соответствующим разделительным слоем, обращенным к клапану и/или язычку. В качестве отверждающего клей материала можно использовать широкое разнообразие материалов, таких как нелетучие углеводороды и неклейкие полимерные соединения. Пример такого материала представляет собой нетоксичный лак или маслянистый материал.
Следующий предпочтительный аспект повторно герметизируемых клапанов и многослойных материалов представляет собой наличие одного или нескольких индикаторов открывания. Эти устройства обеспечивают визуальную проверку предшествующего открывания клапана. Предпочтительная форма индикатора открывания представляет собой наличие одного, двух или более мелких прерывистых надрезанных сегментов в штампованной просечке и, в частности, во внешней штампованной просечке, как разъясняется в настоящем документе. При первоначальном открывании клапана для получения доступа внутрь упаковки один или более прерывистых надрезанных сегментов повреждаются или разрываются, в результате чего получается свидетельство операции первого открывания. Еще одна предпочтительная форма индикатора открывания представляет собой наличие одной или более вырезанных форм в повторно герметизируемой области клапана. При первоначальном открывании клапана вырезанные формы остаются с корпусом упаковки, и соответствующий ряд отверстий образуется в клапане. Эти отверстия и последующая несовместимость между вырезанными формами и отверстиями представляет собой еще одно свидетельство того, что произошло первоначальное открывание клапана.
В особенно предпочтительном варианте осуществления предложен многослойный материал, включающий, по меньшей мере, две полимерные пленки и содержащий слой самоклеящегося материала, расположенный между полимерными пленками. Материалы для двух полимерных пленок предпочтительно выбирают таким образом, чтобы они проявляли определенные физические характеристики по отношению друг к другу. В частности, эти физические характеристики относятся к коэффициенту теплового расширения (CTE) для каждого из пленочных материалов. Как правило, термин «коэффициент теплового расширения» означает соотношение размера материала при увеличенной температуре и исходного размера материала при изменении температуры на 1°C. Поскольку почти все материалы расширяются при нагревании, после нагревания материала происходит увеличение размера материала. Аналогичным образом, еще один термин «коэффициент тепловой усадки» (CTS) означает соотношение уменьшенного размера материала при данной температуре и исходного размера материала при изменении температуры на 1°C.
Термины «дельта CTE» или «дельта CTS» (также обозначаются как ΔCTE или ΔCTS) означают абсолютную разность между двумя значениями CTE (или значениями CTS) для двух материалов. При определении значения ΔCTE (или ΔCTS) важно всегда сравнивать значения CTE (или CTS), которые относятся к одинаковой ориентации или направлению материала. Например, известны пленки, которые проявляют различные степени или величины усадки в зависимости от того, измеряют ли усадку в продольном направлении (MD) или в поперечном направлении (CD). Таким образом, при определении значения ΔCTE в продольном направлении (также обозначается как MD ΔCTE) по двум значениям CTE для пленок, важно сравнивать значение CTE в продольном направлении (MD CTE) для одной пленки и значение CTE в продольном направлении (MD CTE) для другой пленки. Аналогичным образом, при определении значение ΔCTE в поперечном направлении (также обозначается как CD ΔCTE) по двум значениям CTE для пленок, важно сравнивать значение CTE в поперечном направлении (CD CTE) для одной пленки и значение CTE в поперечном направлении (CD CTE) для другой пленки. Такую же практику используют при определении значений ΔCTS в продольном направлении и значений ΔCTS в поперечном направлении.
В соответствии с настоящим изобретением, было обнаружено, что повышенная эффективность герметизации и другие преимущества возникают, когда многослойный материал содержит пару полимерных пленок, разделенных слоем самоклеящегося материала, показывает значение двухмерного вектора ΔCTE (или CTS) (периодически обозначается в настоящем документе как Q), составляющее менее чем 1000 мкм/м°C, предпочтительно менее чем 500 мкм/м°C и наиболее предпочтительно менее чем 100 мкм/м°C. Значение Q двухмерного вектора ΔCTE (или ΔCTS) определяется следующей формулой (I):
Q=[(MD ΔCTE)2+(CD ΔCTE)2]1/2

Как очевидно при рассмотрении формулы (I), значение Q является функцией значения ΔCTE, измеренного в продольном направлении, и значения ΔCTE, измеренного в поперечном направлении. В частности, Q представляет собой квадратный корень суммы квадрата значения ΔCTE в продольном направлении для двух пленок и квадрата значения ΔCTE в поперечном направлении для тех же двух пленок. Значение Q, таким образом, основано на двух различных материалах. Кроме того, значение Q также основано на значениях ΔCTE, измеренных в продольном направлении и поперечном направлении, для тех же двух пленок. Следует отметить, что значение Q на основе значений CTS можно также легко определить.
Исследовали набор из четырех полимерных пленок и получили следующие данные, дающие дополнительное понимание для определения пары пленок, которые удовлетворяют предпочтительным значениям Q. Приведенные ниже таблицы 1-4 представляют изменения размеров (таблица 1), значения коэффициента теплового расширения (CTE) (таблица 2), значения ΔCTE (таблица 3) и значения Q (таблица 4) для четырех образцов полимерных пленок, обозначенных как образцы A-D. Образец A представляет собой пленку из полиэтилентерефталата (PET). Образец B представляет собой другой сорт пленки PET. Образец C представляет собой еще один сорт пленки PET. Образец D представляет собой пленку из двуосноориентированного полипропилена.
В частности, образцы, полученные из каждой из пленок A-D, нагревали от 0°C до 155°C, и изменения их размеров в продольном направлении (MD) и в поперечном направлении (CD) записывали через каждые 5°C. Как правило, образцы можно нагревать при скорости 10°C/мин в термомеханическом анализаторе, используя нагрузку 0,05 Н, таком как система Q400, которую поставляет фирма TA Instruments (Ньюкасл, штат Делавэр).
Изменения размеров
После этого коэффициент теплового расширения (CTE) для каждого из образцов определяли в продольное направление и поперечное направление через каждые 5°C. Значения CTE представлены в таблице 2.
Коэффициент теплового расширения (CTE)
После определения значений CTE для каждого набора образцов пленок A-D определяли значения ΔCTE. В частности, значения ΔCTE в продольном направлении и в поперечном направлении определяли для образцов A и B (обозначается как ΔCTE для образцов A/B), образцов A и C и образцов A и D. Эти значения ΔCTE представлены ниже в таблице 3.
Значения ΔCTE
После определения различных указанных значений ΔCTE определяли значения Q для каждой из трех пар пленок. В частности, значение Q для пленок A и B, пленок A и C и пленок A и D вычислены и представлены в таблице 4.
Значения двухмерного вектора ΔCTE или Q
Представительное определение Q для пары пленок A и B при 5°C приведено ниже. Используя таблицы 2, 3 и 4, значения ΔCTE для пленок A и B при 5°C и соответствующее значение Q определяли следующим образом:
MD ΔCTEAB, 5°C=(36,51-8,93)=27,58
CD ΔCTEAB, 5°C=(24,31-7,08)=17,23
QAB, 5°C=[(27,58)2+(17,23)2]1/2=32,52
Далее, используя таблицы 3 и 4, значения ΔCTE для пленок A и D при 5°C и соответствующее значение Q определяли следующим образом:
MD ΔCTEAD, 5°C=(53,59-8,93)=44,65
CD ΔCTEAD, 5°C=(32,31-7,08)=25,23
QAD, 5°C=[(44,65)2+(25,23)2]1/2=51,29
Еще одна предпочтительная характеристика предпочтительного варианта осуществления многослойных материалов, имеющих указанные значения Q, заключается в том, что многослойные материалы проявляют силу T-отслаивания в определенном интервале. Как правило, предпочтительные многослойные материалы проявляют силу T-отслаивания в интервале от приблизительно 1,0 Н/дюйм (39,4 Н/м) до приблизительно 10 Н/дюйм (394 Н/м) и предпочтительнее в интервале от приблизительно 1,0 Н/дюйм (39,4 Н/м) до приблизительно 3,0 Н/дюйм (118 Н/м).
Силу T-отслаивания многослойного материала определяют следующим образом. Получают образцы многослойного материала для испытания. Например, получают многослойные образцы, включающие, по меньшей мере, две полимерные пленки, а также содержащие слой самоклеящегося материала, расположенный между пленками. Каждый многослойный образец имеет ширину 25 мм и длину 200 мм. Каждую из двух полимерных пленок на краю образца затем отделяют друг от друга путем растягивания краев пленки в противоположных направлениях друг от друга, причем это направление, как правило, является перпендикулярным продольной оси образца. Полученная конфигурация образца напоминает букву T. Растягивание пленок на краях образца продолжают до тех пор, пока не будут разделения имеющие длину 50 мм части каждой пленки, и остается часть многослойного образца длиной 150 мм.
Образец затем помещают в испытательное устройство, способное измерять растягивающую силу при различных скоростях. Предпочтительно в испытаниях используют следующие условия: температура составляет 23°C +/- 3°C и относительная влажность составляет 50% +/- 5%. Устройство для испытания при растяжении предназначено для измерения силы при растяжении на расстоянии 200 мм от первоначального расстояния между зажимами, составляющего 40 мм. Скорость растяжения или движения зажимов составляет 300 мм/мин. Образец помещают в испытательное устройство таким образом, что каждая из пленок растягивается по направлению друг от друга, причем это направление перпендикулярно продольной оси образца. В ходе испытания каждого образца определяли среднее значение растягивающей силы и стандартное отклонение.
В соответствии с настоящим изобретением, при проектировании и/или изготовлении многослойных материалов, имеющих, по меньшей мере, один внутренний адгезионный слой, и, в частности, многослойных материалов для применения в герметизации, предпочтительно выбирать пленки на противоположных сторонах адгезионного слоя таким образом, чтобы значение Q для выбранных пленок составляло менее чем 1000 мкм/м°C, предпочтительно менее чем 500 мкм/м°C и наиболее предпочтительно менее чем 100 мкм/м°C. Как правило, пленки находятся в непосредственной близости к адгезионному слою, однако настоящее изобретение включает варианты осуществления, в которых один или более дополнительных слоев или областей материалов находятся между адгезионным слоем и одним слоем или обоими слоями пленки. Предпочтительно адгезионный слой включает один или более самоклеящихся материалов.
Посредством использования этих ключевых аспектов можно обеспечить, потенциально с помощью других отличительных особенностей предпочтительного варианта осуществления многослойной крышки, согласно описанию в настоящем документе, весьма специфические характеристики адгезии, повторной герметизации и открывания многослойной крышки. Многослойные материалы и повторно герметизируемые клапаны, описанные в настоящем документе, можно использовать для изготовления ассортимента различных повторно герметизируемых упаковок и контейнеров.
ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗДЕЛИЯ
Фиг. 1 иллюстрирует предпочтительный вариант осуществления повторно герметизируемого многослойного упаковочного изделия 10 в соответствии с настоящим изобретением. Многослойное упаковочное изделие 10 включает многослойный корпус 20, содержащий, как правило, полое внутреннее пространство (не показано) и открывающее в него доступ отверстие 60. Многослойное изделие 10 также включает устанавливаемый клапан 30, имеющий ближнюю область 34 и дальнюю область 36. Ближняя область, как правило, расположена между первым ближним положением 34a и вторым ближним положением 34b. Клапан 30 соединен или иным способом зафиксирован или прикреплен к корпусу 20 многослойного изделия 10 вдоль, по меньшей мере, части его ближней области 34. Клапан 30 устанавливают таким образом, что клапан можно перемещать из открытого положения, которое представлено на фиг. 1, в закрытое положение, в котором клапан 30 закрывает отверстие 60 и предпочтительно герметично присоединяется к многослойному корпусу 20.
Предпочтительно, клапан 30 имеет повторно герметизируемую область 32, расположенную вокруг внешней периферии клапана 30. То есть предпочтительно, чтобы повторно герметизируемая область 32 находилась под нижней поверхностью клапана 30 от первого ближнего положения 34a до дальней области 36 клапана и до второго ближнего положения 34b. Как разъясняется более подробно в настоящем документе, повторно герметизируемая область 32 предпочтительно включает открытый самоклеящийся материал. Остающаяся область клапана 30, за исключением повторно герметизируемой области 32 клапана, называется в настоящем документе как остающаяся область клапана 38 и описывается более подробно в настоящем документе.
Многослойный корпус 20 имеет повторно герметизируемую область 62, расположенную вокруг отверстия 60. Как разъясняется более подробно в настоящем документе, повторно герметизируемая область 62 предпочтительно включает открытый разделительный материал. Повторно герметизируемая область 62 предпочтительно имеет такие формы и размеры, которые соответствуют повторно герметизируемой области 32 клапана 30. Кроме того, предпочтительно, чтобы повторно герметизируемая область 62 многослойного корпуса была направлена к повторно герметизируемой области 32 клапана. Таким образом, при закрывании клапана 30, в результате которого закрывается отверстие 60, повторно герметизируемая область 32 клапана вступает в контакт с повторно герметизируемой областью 62 многослойного корпуса 20. Предпочтительно степень контакта между повторно герметизируемыми областями 32 и 62 является такой, что, по меньшей мере, 80%, предпочтительно, по меньшей мере, 90%, предпочтительнее, по меньшей мере, 95% и наиболее предпочтительно, по меньшей мере, 98% суммарной площади поверхности двух повторно герметизируемых областей 32 и 62 находятся в контакте друг с другом. Данная конфигурация способствует герметизации и надежности соединения между клапаном 30 и многослойным корпусом 20.
Можно использовать широкое разнообразие конструкций и конфигураций для клапана 30. Предпочтительно клапан 30 включает внешнюю часть 50 клапана и внутреннюю часть 40 клапана, которые предпочтительно присоединены или иным способом прикреплены друг к другу, образуя единый клапан или аналогичную деталь. Как представлено на фиг. 1, предпочтительно, чтобы внешняя часть 50 клапана была больше, т.е. имела поверхность большей площади, чем внутренняя часть 40 клапана. Кроме того, предпочтительно, чтобы внутренняя часть 40 клапана занимала центральное положение на нижней поверхности внешней части 50 клапана. Остающаяся открытой нижняя поверхность внешней части 50 клапана, расположенная вокруг внутренней части 40 клапана, может представлять собой вышеописанную повторно герметизируемую область 32 клапана 30. Такая получаемая в результате конфигурация содержит клапан, имеющий уменьшенную толщину около его внешнего края и увеличенную толщину во внутренних областях.
Для клапанов, включающих внешнюю и внутреннюю части 50 и 40 клапана, и в частности, тех, которые содержат области различной толщины, как отмечено выше, предпочтительно наличие области уменьшенной толщины в многослойном корпусе 20, которая расположена вокруг отверстия 60. Эта область уменьшенной толщины может представлять собой повторно герметизируемую область 62 многослойного корпуса 20. Предпочтительно сумма толщины многослойного материала в повторно герметизируемой области 62 и толщины внешней части 50 клапана в повторно герметизируемой области 32 равняется толщине клапана 30 в остающейся области 38.
Фиг. 2 представляет частичный вид поперечного сечения повторно герметизируемого многослойного упаковочного изделия 10, проиллюстрированного на фиг. 1. В частности, поперечное сечение, взятое вдоль линии 2-2 на фиг. 1, представляет собой поперечное сечение внешней части 50 клапана и внутренней части 40 клапана, а также соответствующую конфигурацию отверстия 60 и повторно герметизируемой области 62 многослойного корпуса 20, которая расположена вокруг отверстия 60. Фиг. 2 также иллюстрирует клапан 30 в положении A и закрытие клапана 30 в положении B, в котором он закрывает отверстие 60. При установке клапана 30 в его закрытое положение, определенное как положение B на фиг. 2, можно видеть, что повторно герметизируемая область 32 клапана вступает в контакт с повторно герметизируемой областью 62 многослойного корпуса. Следует отметить, что клапан 30, представленный на фиг. 2, можно открывать в значительно большей степени, чем показано на фиг. 2. Кроме того, следует отметить, что клапан 30 может в открытом положении иметь дугообразную или изогнутую форму вследствие гибких свойств многослойного материала.
Фиг. 3 представляет покомпонентное схематическое изображение предпочтительного многослойное изделия 110 в соответствии с настоящим изобретением. Предпочтительное изделие 110 включает множество слоев, которые можно располагать в широком разнообразии различных порядков и конфигураций. Однако примерное предпочтительное расположение представлено на фиг. 3. Изделие 110 включает внешний слой 120, образующий внешнюю поверхность 122, адгезионный слой 130, разделительный слой 140, пленочный слой 150 и внутренний герметизирующий слой 160. Внутренний герметизирующий слой 160 образует внутреннюю поверхность 162. Предпочтительно адгезионный слой 130 расположен непосредственно рядом с разделительным слоем 140. Один или более непроницаемых слоев (не показано) можно включать в многослойный материал 110 рядом с любым слоем или между любыми слоями, проиллюстрированными на чертеже.
Множество слоев 120, 130, 140, 150, 160 и один или более дополнительных слоев предпочтительно образуют гибкий многослойный материал, который используют для вышеописанного многослойного упаковочного изделия 10 и, в частности, клапана 30 и многослойного корпуса 20, описанного в связи с фиг. 1 и 2.
В соответствии с настоящим изобретением, делают один или более разрезов, щелей или других прорезей в слоях для изготовления детали клапана. Предпочтительно делают различные разрезы таким образом, чтобы изготовить клапан с повторно герметизируемой или повторно закрываемой областью и многослойный корпус, имеющий соответствующую повторно герметизируемую или повторно закрываемую область для герметичного присоединения к ней клапана. Предпочтительная конфигурация для таких разрезов представлена на фиг. 3. Предпочтительно разрез, щель или прорезь, как правило, называют в настоящем документе термином «штампованная просечка», обозначают номером 170 на фиг. 3 и образуют в одном или нескольких внешних слоях, таких как внешний слой 120 и адгезионный слой 130. Предпочтительно штампованная просечка 170 в каждом из слоев 120 и 130 имеет одинаковый размер, одинаковую форму и одинаковую ориентацию. Штампованная просечка 170, как правило, называется в настоящем документе термином «внешняя штампованная просечка». Предпочтительно еще один разрез, щель или прорезь также называют в настоящем документе термином «штампованная просечка», обозначают на фиг. 3 номером 180 и образуют в одном или нескольких внутренних слоях, таких как разделительный слой 140, пленочный слой 150 и внутренний герметизирующий слой 160, как показано на чертеже. Предпочтительно штампованная просечка 180 в каждом из слоев 140, 150 и 160 имеет одинаковый размер, одинаковую форму и одинаковую ориентацию. Штампованная просечка 180, как правило, называется в настоящем документе термином «внутренняя штампованная просечка». При изготовлении слоев штампованная просечка 170 в слоях 120 и 130 образует внешнюю часть клапана, такую как внешняя часть 50 клапана, представленная на фиг. 1 и 2. Кроме того, штампованная просечка 180 в слоях 140, 150 и 160 образует внутреннюю часть клапана, такую как внутренняя часть 40 клапана, представленная на фиг. 1 и 2.
Следует отметить, что каждая из штампованных просечек 170 и 180 может относиться к разнообразию различных форм, помимо U-образных конфигураций, представленных на фиг. 3. Например, можно использовать штампованные просечки, которые имеют дугообразную форму. В качестве альтернативы, для различных штампованных просечек можно использовать многосторонние непрямоугольные конфигурации. Следует отметить, что форма, выбранная для внешней штампованной просечки 170, будет определять форму получаемого в результате клапана. Кроме того, форма, выбранная для внутренней штампованной просечки 180, будет определять форму получаемого в результате отверстия в многослойном материале.
Фиг. 4 иллюстрирует предпочтительный вариант осуществления повторно герметизируемого пакетного контейнера 210 в соответствии с настоящим изобретением. Пакетный контейнер 210 включает первый край 220, второй край 230 и один или более боковых стенок 240, расположенных между краями 220 и 230. Края 220 и 230 предпочтительно являются термогерметизируемыми, в результате чего образуется закрытая и герметизированная упаковка или контейнер. В боковой стенке 240 образовано отверстие 260. Повторно герметизированная область 262 расположена вокруг периферии отверстия 260. Контейнер 210 также содержит устанавливаемый клапан 250, который включает повторно герметизируемую область 252. Как представлено на фиг. 4, повторно герметизируемая область 252 клапана расположена вокруг внешней периферии клапана 250. Как описано выше в настоящем документе, предпочтительно, чтобы повторно герметизируемые области 262 и 252 имели аналогичные размеры, формы и конфигурации, чтобы образовывать герметичный контакт друг с другом при закрывании клапана 250.
Как также показано на фиг. 4, предпочтительно, чтобы область связующего материала и предпочтительно самоклеящийся материал, открывался в повторно герметизируемой области 252 клапана 250. Кроме того, предпочтительно, чтобы область разделительного материала открывалась в повторно герметизируемой области 262 боковой стенки 240. Эта конфигурация способствует герметичному соединению между клапаном 250 и боковой стенкой 240 при закрывании клапана 250 и закрывании отверстия 260.
Фиг. 5-10 иллюстрируют дополнительные отличительные особенности настоящего изобретения, включающие, например, различные язычки для захвата клапанов и приспособления для определения того, что произошло проникновение или предшествующее открывание клапана с прилегающей боковой стенки или многослойного корпуса. Каждый из фиг. 5-10 иллюстрирует внешнюю штампованную просечку 370a, 370b, 370c, 370d, 370e, 370f и внутреннюю штампованную просечку, представленную штриховыми линиями как 380a, 380b, 380c, 380d, 380e и 380f. Эти штампованные просечки, как будет понятно, образуют клапаны 330a, 330b, 330c, 330d, 330e и 330f, которые представлены на фиг. 5-10, соответственно. Можно предусмотреть один или более язычков 374, 376 и 378, чтобы упростить захват клапана. Один или более язычков получаются в результате образования внешней штампованной просечки. Язычки предпочтительно расположены на дальнем краю клапана или рядом с ним. Язычки могут иметь разнообразные формы, такие как, но не ограничиваясь этим, дугообразная форма, треугольная форма или прямоугольная форма, как представлено на фиг. 5, 7 и 8, соответственно. Кроме того, предусмотрено, что можно изготовить язычок, который не выступает за пределы внешней штампованной просечки, такой как на фиг. 6.
Предпочтительно, в соответствии с еще одним аспектом настоящего изобретения, захват язычка можно дополнительно упростить путем соответствующего нанесения эффективного количество отверждающего клей материала. Как показано на фиг. 5-10, следует понимать, что между внешней штампованной просечкой и внутренней штампованной просечкой находятся повторно герметизируемые области. Кроме того, эти повторно герметизируемые области соответствуют областям контакта между открытой областью самоклеящегося материала и открытой областью разделяющего материала. Таким образом, путем соответствующего расположения области отверждающего клей материала в пределах повторно герметизируемой области и вблизи язычка клапана и между связующим материалом и разделяющим материалом, язычок можно легче захватывать, и он будет в меньшей степени прилипать к нижележащей поверхности. Фиг. 5 иллюстрирует область 360a отверждающего клей материала, нанесенного на открытый разделяющий материал в пределах повторно герметизируемой области, находящейся между внешней штампованной просечкой 370a и внутренней штампованной просечкой 380a. Область 360a отверждающего материала находится вблизи дугообразного язычка 374 клапана 330a. Кроме того, фиг. 6 иллюстрирует область 360b отверждающего клей материала, нанесенного на открытый разделяющий материал в пределах повторно герметизируемой области, находящейся между внешней штампованной просечкой 370b и внутренней штампованной просечкой 380b. Область 360b отверждаюшего материала находится вблизи язычка, образуя угловую область внешней штампованной просечки 370b клапана 330b. Аналогичным образом, фиг. 7 иллюстрирует область 360c отверждающего клей материала, нанесенного на открытый разделяющий материал в пределах повторно герметизируемой области, находящейся между внешней штампованной просечкой 370c и внутренней штампованной просечкой 380c. Область 360c отверждающего материала находится вблизи треугольного язычка 376 клапана 330c. Аналогичным образом, фиг. 8 иллюстрирует область 360d отверждающего клей материала, нанесенного на открытый разделяющий материал в пределах повторно герметизируемой области, находящейся между внешней штампованной просечкой 370d и внутренней штампованной просечкой 380d. Область 360d отверждающего материала находится вблизи прямоугольного язычка 378 клапана 330d.
Настоящее изобретение также предлагает устройство в качестве индикатора открывания, которое показывает, был ли клапан первоначально открыт. Эти устройства имеют форму одного или более прерывистых сегментов штампованной просечки. Эти небольшие прерывистые сегменты штампованной просечки находятся между соседними штампованными просечками и первоначально принимают форму неразрезанного или иным способом оставшегося целым материала в объединенных слоях. При первоначальном открывании клапана от соответствующего корпуса или боковой стенки небольшие прерывистые сегменты штампованной просечки рвутся, разрушаются или иным способом разделяются, как правило, вдоль линии, проходящей между расположенными рядом с сегментами штампованной просечки. Таким образом, разорванные или поврежденные прерывистые сегменты штампованной просечки свидетельствуют, что клапан подвергался первоначальному открыванию.
Фиг. 5, 7 и 8 представляют представительные индикаторы открывания в форме прерывистых сегментов штампованной просечки. Как показано на фиг. 5, прерывистые сегменты штампованной просечки 372a разделяют дугообразную штампованную просечку, образуя язычок 374 из остающихся частей внешней штампованной просечки 370a. Как будет понятно, при первоначальном открывании клапана 330a язычок 374, образующийся из дугообразного сегмента, захватывают и тянут. Эта операция приводит к разрыву сегментов 372a. Фиг. 7 представляет прерывистые сегменты 372c, отделяющие треугольный сегмент штампованной просечки, образуя язычок 376 из внешней штампованной просечки 370c. В свою очередь, фиг. 8 иллюстрирует прерывистые сегменты 372d, отделяющие прямоугольный сегмент штампованной просечки, образуя язычок 378 из внешней штампованной просечки 370d.
Настоящее изобретение также предлагает устройства для индикации открывания в форме одного или нескольких «островков» штампованной просечки, которые расположены в пределах повторно герметизируемой области, находящейся между внешней штампованной просечкой и внутренней штампованной просечкой. Эти островки представляют собой штампованную просечку через всю толщину клапана и находятся предпочтительно в области уменьшенной толщины повторно герметизируемой клапаном области. Эти открывающиеся штампованные просечки предпочтительно проходят через внешний слой и адгезионный слой. Открывающиеся штампованные просечки могут также проходить через разделительный слой. Можно изготавливать идентифицирующие открывание островки в любом числе, любой формы и площади в пределах повторно герметизируемой области. Фиг. 6 иллюстрирует три индикатора открывания 350a, имеющих форму овалов и общую ориентацию под острым углом к одной или нескольким сторонам внешней штампованной просечки 370b. Фиг. 7 иллюстрирует два индикатора открывания 350b, имеющих форму прямоугольников и расположенных в повторно герметизируемой области. Фиг. 9 представляет три имеющих овальную форму индикатора открывания 350c. Кроме того, фиг. 10 иллюстрирует три круглых индикатора открывания 350d, расположенных в повторно герметизируемой области. Следует понимать, что островные индикаторы открывания функционируют, обеспечивая визуальное свидетельство того, что соответствующий клапан ранее открывался. Когда клапан открывается, островки штампованной просечки остаются в принимающей клапан области корпуса или боковой стенки. При закрывании клапана практически невозможно совместить образующиеся отверстия в клапане с выступающими островками, и также почти невозможно вставить каждый из островков в соответствующие им отверстия в клапане. Эти аспекты описаны более подробно при обсуждении фиг. 11.
Фиг. 11 схематически иллюстрирует многослойное изделие 110, представленное покомпонентным образом на фиг. 3, после изготовления многослойного корпуса 114 и присоединенного к нему клапана 190. Как показано на фиг. 11, клапан 190 включает внешний слой 120 и адгезионный слой 130. Часть связующего материала открывается в повторно герметизируемой области 192 клапана, находящейся вокруг внешней периферии клапана 190. Слои 120 и 130, как правило, соответствуют внешней части клапана, как описано выше. Клапан 190 дополнительно включает разделительный слой 140, пленочный слой 150 и герметизирующий слой 160. Слои 140, 150 и 160 предпочтительно занимают центральное положение на нижней поверхности клапана 190. Слои 140, 150 и 160, как правило, соответствуют внутренней части клапана, описанной в настоящем документе. Как будет понятно при дальнейшем рассмотрении фиг. 3, форма внешней части клапана определяется формой внешней штампованной просечки 170, и форма внутренней части клапана определяется формой внутренней штампованной просечки 180.
Клапан 190 может быть также снабжен имеющим дугообразную форму язычком 374. Предпочтительно язычок расположен на дальнем краю клапана 190. Клапан 190 может также содержать одно или более отверстий 352, образующихся при штампованной просечке соответствующих определяющих открывание островков 350 и открывании клапана 190.
Многослойный корпус 114 также включает внешний слой 120, адгезионный слой 130, разделительный слой 140, пленочный слой 150 и герметизирующий слой 160. Отверстие 182 образовано в многослойном корпусе 114 и возникает в результате внутренней штампованной просечки 180, показанной наилучшим образом на фиг. 3. Повторно герметизируемая область 184 проходит вокруг отверстия 182 и, как правило, между внешней штампованной просечкой 170 и внутренней штампованной просечкой 180. Часть разделительного слоя 140 открывается в пределах повторно герметизируемой области 184. Эффективное количество отверждающего клей материала 360 нанесено в повторно герметизируемой области 184 и предпочтительно в месте, соответствующем язычку 374 при закрывании клапана 190. Многослойный корпус 114 также включает множество идентифицирующих открывание островков 350, как описано выше в настоящем документе.
Фиг. 12 представляет схематический вид поперечного сечения многослойного материала или части многослойного материала, в котором два слоя, расположенных на противоположных поверхностях адгезионного слоя, обладают определенными характеристики теплового расширения относительно друг друга. В частности, фиг. 12 представляет многослойный материал 400, включающий первую полимерную пленку или слой 410, адгезионный слой 420 и вторую полимерную пленку или слой 430. Первый полимерный слой 410 имеет внешнюю поверхность 408. Второй полимерный слой 430 имеет внешнюю поверхность 432. Характеристики теплового расширения слоев 410 и 430 являются такими, что значение двухмерного вектора ΔCTE (или CTS) или значение Q, которое определено в настоящем документе, составляет менее чем 1000 мкм/м°C, предпочтительно менее чем 500 мкм/м°C и наиболее предпочтительно менее чем 100 мкм/м°C. Кроме того, как разъясняется выше, многослойный материал 400 предпочтительно показывает силу T-отслаивания, составляющую от приблизительно 0,2 Н/дюйм (7,87 Н/м) до приблизительно 7 Н/дюйм (276 Н/м), и предпочтительнее в интервале от приблизительно 1,8 Н/дюйм (70,9 Н/м) до приблизительно 2,8 Н/дюйм (110 Н/м). Определение силы T-отслаивания осуществляют, как описано в настоящем документе.
Настоящее изобретение также предлагает способ открывания и повторной герметизации ранее термогерметизированной упаковки. Способ включает отделение первой части многослойного материала, т.е. клапана от остающейся второй части многослойного материала. Это приводит к отделению самоклеящегося слоя от разделительного слоя в указанной повторно герметизируемой области (областях), в результате чего открывается область самоклеящегося материала и соответствующая область разделительного слоя. Поскольку разделение многослойного материала не происходит в каком-либо другом месте, упаковка легко открывается, и становится доступным внутреннее пространство контейнера. Способ также включает сопряженный контакт открытой области самоклеящегося материала и открытой области разделительного слоя, в результате чего упаковка повторно герметизируется. Термин «сопряженный контакт» означает расположение клапана, имеющего открытую область самоклеящегося материала, таким образом, что данная область совмещается с соответствующей открытой областью разделительного слоя в остающейся части многослойного материала. Предпочтительно при сопряженном контакте этих областей друг с другом все или почти все площади каждой из этих областей вступают в контакт друг с другом.
Выбранные области многослойного материала термически соединяются друг с другом посредством контакта первой области герметизирующего слоя многослойного материала и другой области многослойного материала и предпочтительно еще одной области герметизирующего слоя многослойного материала. Способ также включает нагревание герметизирующего слоя до температуры, составляющей от приблизительно 120°C до приблизительно 130°C, в течение периода времени, составляющего, по меньшей мере, 2 секунды.
Предпочтительные многослойные материалы изготавливают посредством соответствующего расположения и желательного порядка слоев. Как правило, набор из одного или более внешних слоев, таких как внешний слой и самоклеящийся слой, складывают друг с другом. После этого делают внешнюю штампованную просечку в данном наборе слоев. Если необходимо предусмотреть один или более язычков и/или прерывистых неразрезанных индикаторов открывания, рисунок внешней штампованной просечки, имеющий соответствующую конфигурацию, как описано в настоящем документе, должен обеспечить эти условия. Кроме того, если используют один или более индикаторов открывания островного типа, их вырезают или иным способом изготавливают во внешних слоях, как описано в настоящем документе. Одновременно или раздельно складывают друг с другом набор из одного или более внутренних слоев, таких как внутренний герметизирующий слой, пленочный слой и разделительный слой. Затем в этом наборе слоев делают внутреннюю штампованную просечку. После этого два набора слоев складывают друг с другом таким образом, что самоклеящийся слой вступает в контакт с разделительным слоем, и при этом обеспечивается надлежащее совмещение, происходящее между соответствующими внешними и внутренними штампованными просечками. В том случае, когда требуется использовать некоторое количество отверждающего клей материала, данный материал соответствующим образом помещают в повторно герметизируемую область, образованную между внешними и внутренними штампованными просечками.
Имеющий гибкие стенки контейнер или упаковку можно изготавливать из многослойного материала, описанного в настоящем документе, путем изготовления относительно длинной и непрерывной трубки из вышеописанного многослойного материала.
Предпочтительно это обеспечивается термогерметизацией продольного края герметизирующего слоя и противоположного продольного края герметизирующего слоя. Один край, т.е. нижнюю часть изготавливаемого в результате пакета, затем термогерметизируют. После этого пакет заполняют содержимым, и затем термогерметизируют другой край, т.е. верхнюю часть пакета.
Настоящее изобретение включает создание множества клапанов в одной упаковке или контейнере. Эта конфигурация может оказаться предпочтительной для контейнеров, имеющих разделенное на части внутреннее пространство.
Другие многочисленные преимущества, несомненно, станут очевидными в результате последующего применения и развития данной технологии.
Все патенты, опубликованные заявки, способы и стандарты испытаний, а также статьи, упомянутые в настоящем документе, во всей своей полноте включаются в него посредством соответствующей ссылки.
Как описано выше в настоящем документе, данное изобретение решает многочисленные проблемы, связанные с устройствами предшествующих типов. Однако следует отметить, что различные изменения деталей, материалов и устройств частей, которые описаны и проиллюстрированы в настоящем документе, чтобы разъяснить природу данного изобретения, могут быть осуществлены специалистами в данной области техники без отклонения от принципа и объема настоящего изобретения, которое определено в прилагаемой формуле изобретения.
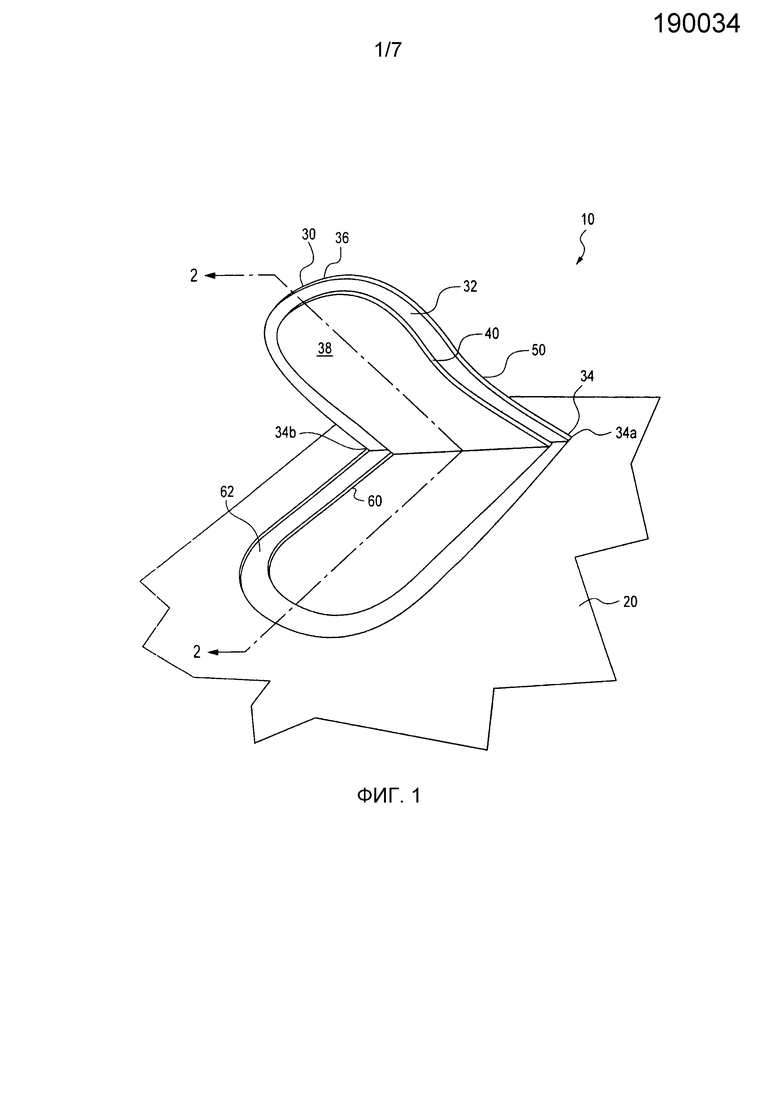
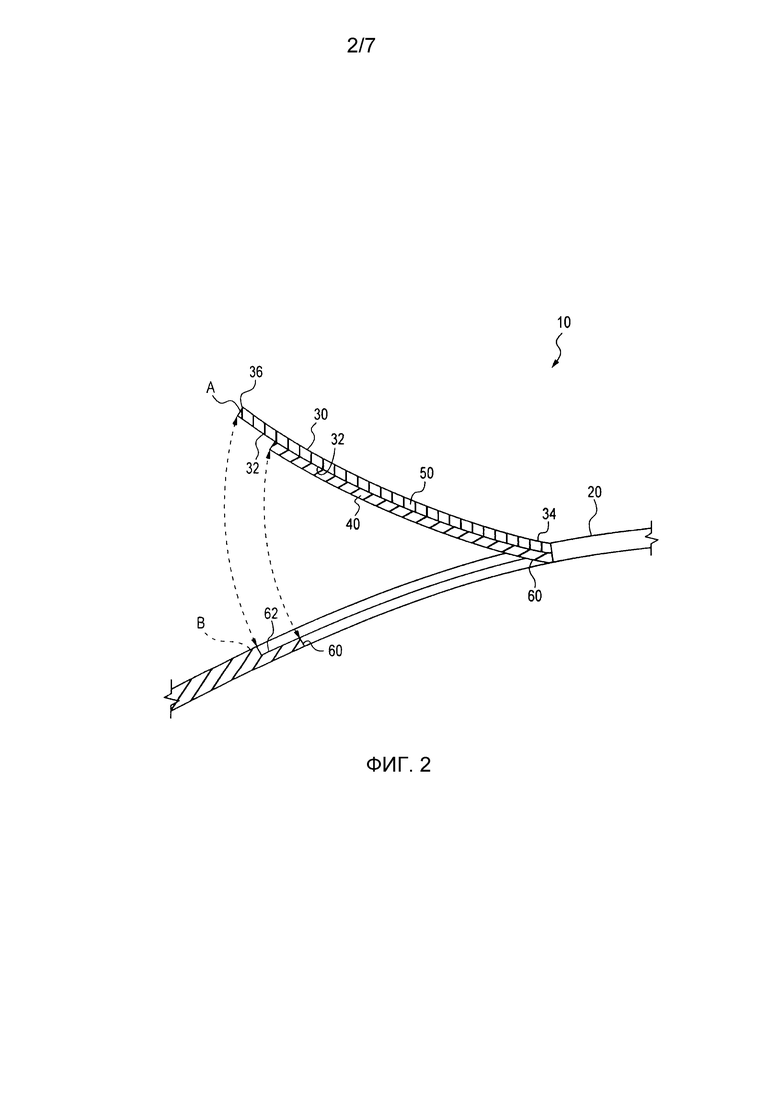
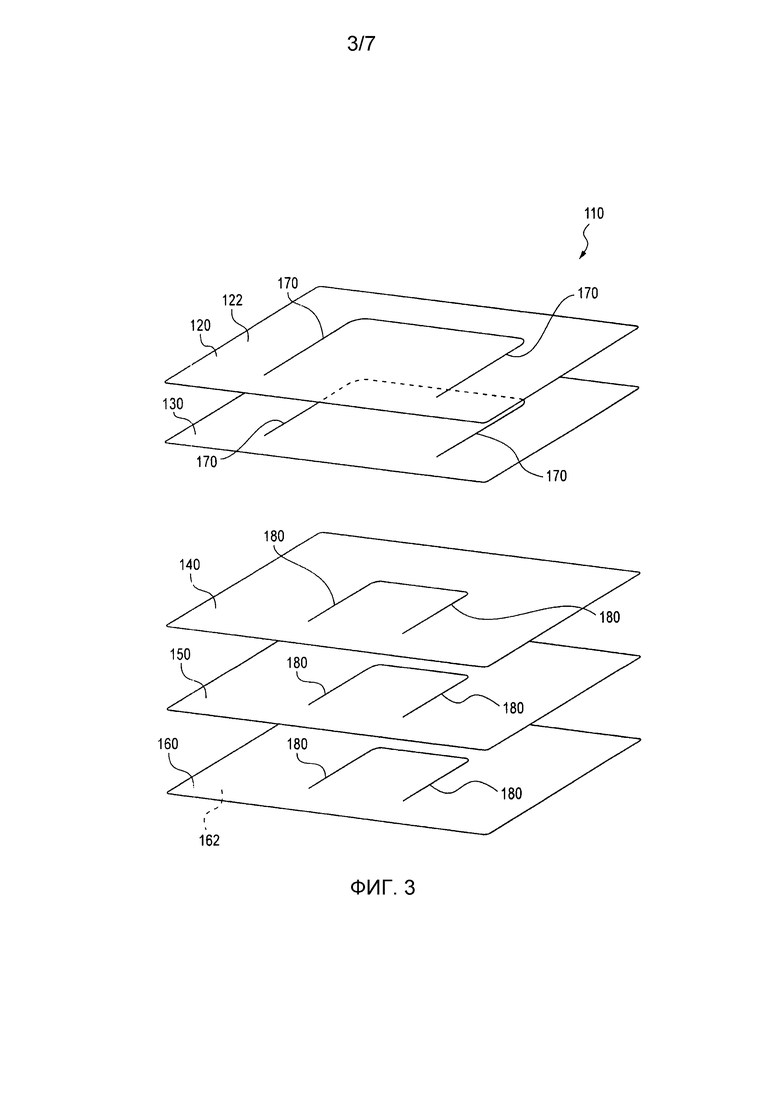
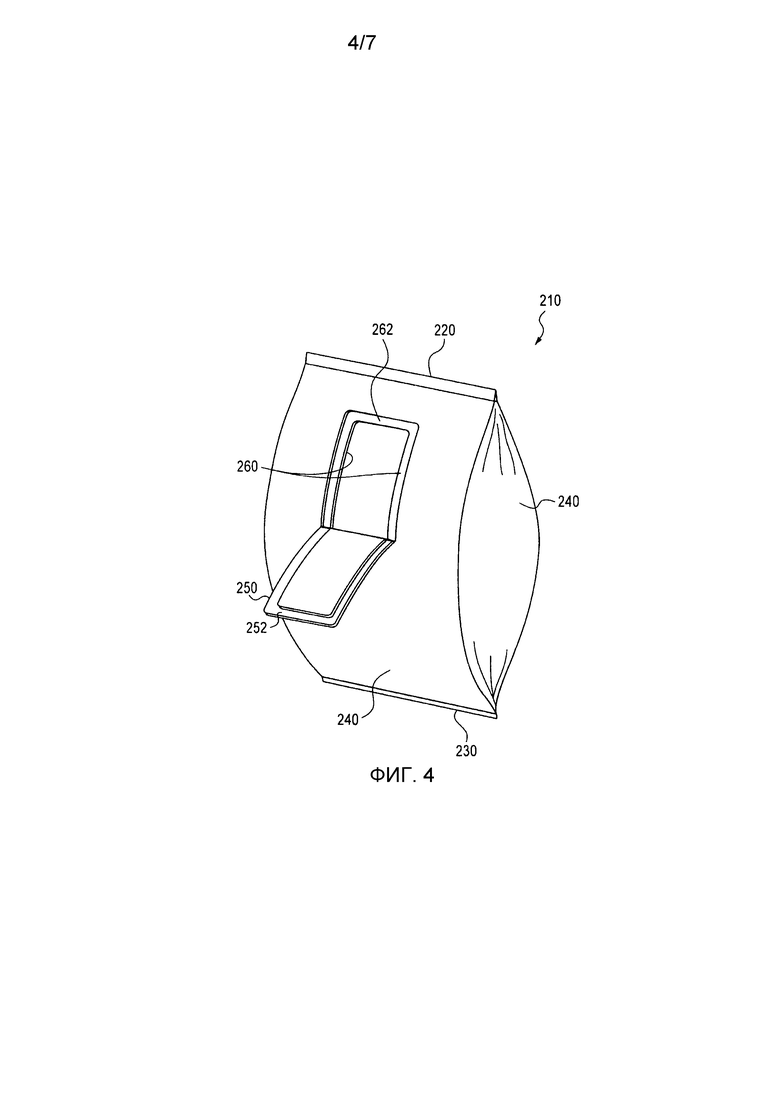
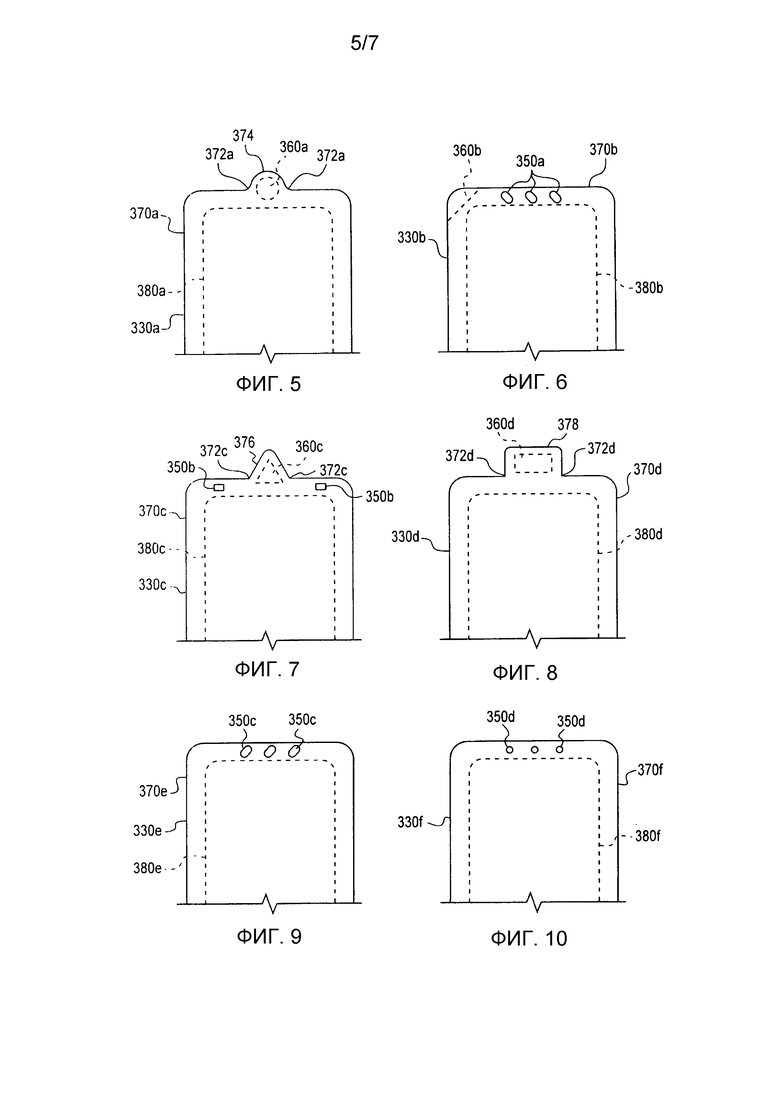
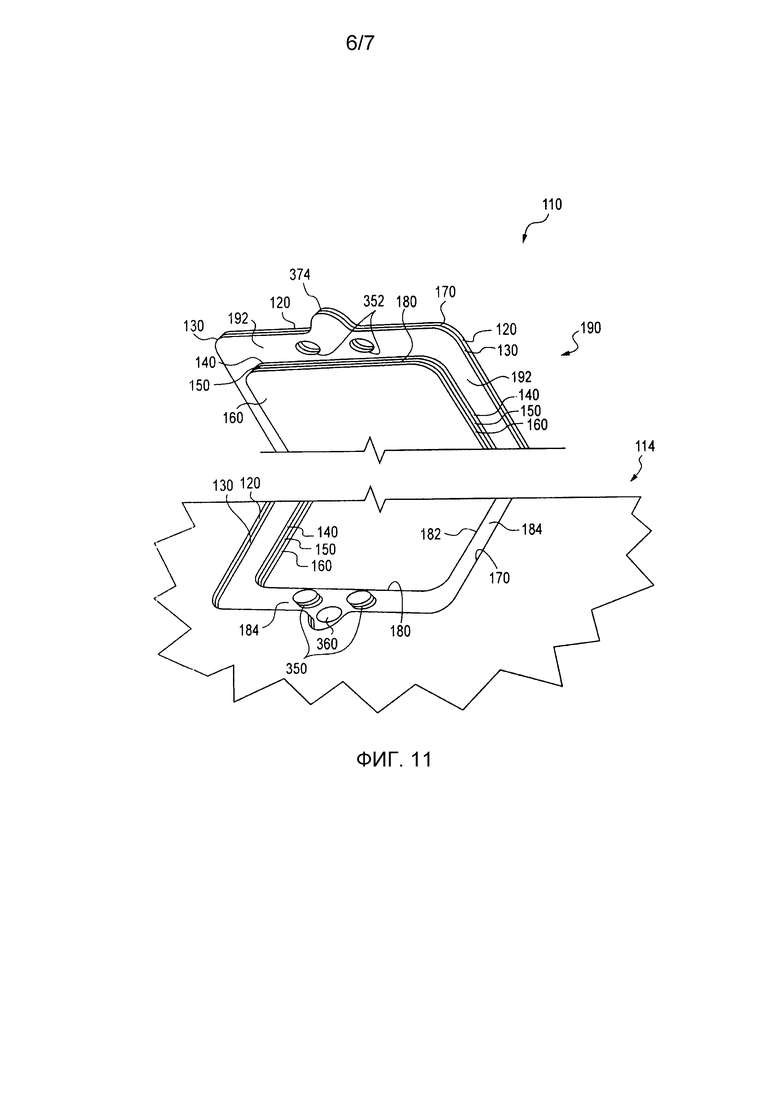
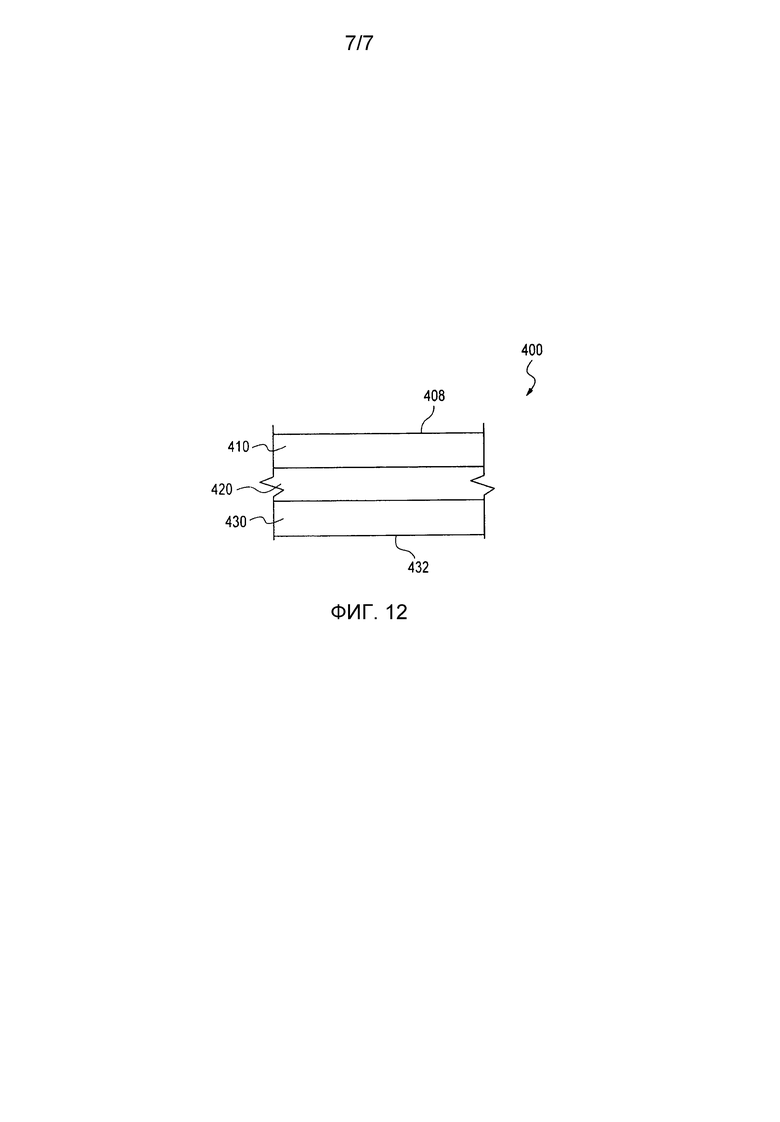
Изобретение относится к термогерметизируемым образующим гибкие стенки одноразовым упаковкам, которые также являются повторно герметизируемыми. Многослойный упаковочный материал включает 2 пленки и адгезионный слой, расположенный между ними. Многослойный материал имеет значение Q двухмерного вектора, составляющее менее 1000 мкм/м °С и определяется по формуле. Изобретение позволяет упростить и снизить стоимость производства одноразовых упаковок, которые можно повторно герметизировать. 4 н. и 87 з.п. ф-лы, 12 ил.,4 табл.
1. Многослойный упаковочный материал, включающий, по меньшей мере, две полимерные пленки и адгезионный слой, расположенный между ними,
где многослойный материал, имеющий пару полимерных пленок, разделенных адгезионным слоем, имеет значение Q двухмерного вектора ΔСТЕ (или CTS), составляющее менее чем 1000 мкм/м°С,
где значение Q определяется следующей формулой (I):

в которой
СТЕ - коэффициент теплового расширения,
MD ΔСТЕ - абсолютная разность между двумя значениями СТЕ для двух материалов в продольном направлении,
CD ΔСТЕ - абсолютная разность между двумя значениями СТЕ для двух материалов в поперечном направлении.
2. Многослойный упаковочный материал по п. 1, в котором Q составляет менее чем 500 мкм/м°С.
3. Многослойный упаковочный материал по п. 1, в котором Q составляет менее чем 100 мкм/м°С.
4. Многослойный упаковочный материал по п. 1, в котором многослойный материал имеет силу Т-отслаивания, составляющую от приблизительно 0,2 Н/дюйм (7,87 Н/м) до приблизительно 7 Н/дюйм (276 Н/м).
5. Многослойный упаковочный материал по п. 1, в котором многослойный материал имеет силу Т-отслаивания, составляющую от приблизительно 1,8 Н/дюйм (70,9 Н/м) до приблизительно 2,8 Н/дюйм (110 Н/м).
6. Повторно герметизируемый многослойный упаковочный материал, включающий:
внешний слой, причем внешний слой образует внешнюю поверхность;
самоклеящийся слой, прилегающий к внешнему слою;
внутренний герметизирующий слой, причем внутренний герметизирующий слой образует внутреннюю поверхность;
пленочный слой, прилегающий к внутреннему герметизирующему слою;
разделительный слой, расположенный между самоклеящимся слоем и пленочным слоем, причем разделительный слой находится, по меньшей мере, в частичном контакте с самоклеящимся слоем;
внутреннюю поверхность, имеющую внутреннюю штампованную просечку, проходящую через герметизирующий слой, пленочный слой и разделительный слой, в результате чего образуется внутренняя часть клапана;
внешнюю поверхность, имеющую внешнюю штампованную просечку, проходящую через внешний слой и самоклеящийся слой, в результате чего образуется внешняя часть клапана;
внутренняя часть клапана и внешняя часть клапана прикреплены друг к другу, в результате чего образуется устанавливаемый клапан, частично присоединенный к многослойному упаковочному материалу;
где внешняя штампованная просечка и внутренняя штампованная просечка образуют повторно герметизируемую область, проходящую между внешней штампованной просечкой и внутренней штампованной просечкой, причем повторно герметизируемая область в клапане включает часть самоклеящегося слоя, и повторно герметизируемая область в многослойном упаковочном материале включает часть разделительного слоя;
где внешний слой и пленочный слой имеет значение Q двухмерного вектора ΔСТЕ (или CTS), составляющее менее чем 1000 мкм/м°С.
7. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором Q составляет менее чем 500 мкм/м°С.
8. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором Q составляет менее чем 100 мкм/м°С.
9. Повторно герметизируемый многослойный упаковочный материал по п. 6, где многослойный материал имеет силу Т-отслаивания, составляющую от приблизительно 1,0 Н/дюйм (39,4 Н/м) до приблизительно 10 Н/дюйм (394 Н/м).
10. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором многослойный материал имеет силу Т-отслаивания, составляющую от 1,0 Н/дюйм (39,4 Н/м) до приблизительно 3,0 Н/дюйм (118 Н/м).
11. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором самоклеящийся слой имеет относительно однородный состав во всех местах многослойного материала.
12. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором позиционируемый клапан произвольно устанавливается в (i) открытое положение, в котором, по меньшей мере, часть клапана отделена от многослойной упаковки, и (ii) закрытое положение, в котором клапан находится в герметичном контакте с многослойной упаковкой.
13. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором при установке позиционируемого клапана в открытое положение открывается, по меньшей мере, часть самоклеящегося слоя в повторно герметизируемой области клапана.
14. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором при установке позиционируемого клапана в открытое положение открывается, по меньшей мере, часть разделительного слоя в повторно герметизируемой области многослойного упаковочного материала.
15. Повторно герметизируемый многослойный упаковочный материал по п. 6, дополнительно включающий:
непроницаемый слой, расположенный между пленочным слоем и внутренним герметизирующим слоем.
16. Повторно герметизируемый многослойный упаковочный материал по п. 15, в котором непроницаемый слой, расположенный между пленочным слоем и внутренним герметизирующим слоем, представляет собой первый непроницаемый слой, причем многослойный материал дополнительно включает:
второй непроницаемый слой, расположенный между внешним слоем и самоклеящимся слоем.
17. Повторно герметизируемый многослойный упаковочный материал по п. 15, в котором внешняя штампованная просечка проходит через непроницаемый слой.
18. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором внутренняя часть клапана и внешняя часть клапана прикреплены друг к другу посредством контакта между самоклеящимся слоем и разделительным слоем.
19. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором внутренняя штампованная просечка имеет отверстие, проходящее через многослойную упаковку.
20. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором внутренний герметизирующий слой включает материал, выбранный из группы, состоящей из линейного полиэтилена низкой плотности (LLDPE), сополимеров полипропилена (Со-РР), терполимеров полипропилена (Ter-РР), модифицированного гликолем полиэтилентерефталата (PETG) и их сочетания.
21. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором пленочный слой включает материал, выбранный из группы, состоящей из соэкструдированного ориентированного полипропилена (ОРР), соэкструдированного ориентированного полиэтилентерефталата (ВОРЕТ), поливинилхлорида (PVC), ортофталевого альдегида (ОРА) и их сочетания.
22. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором самоклеящийся слой включает полимерную смесь на основе мономеров бутилакрилата и 2-этилгексилакрилата.
23. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором разделительный слой включает кремнийорганическое соединение.
24. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором разделительный слой включает модифицированный понижающим трение кремнийорганическим соединением соэкструдированный полипропиленовый пленочный слой.
25. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором внешний слой включает материал, выбранный из группы, состоящей из полиэтилентерефталата (PET), ориентированного полипропилена (ОРР), поливинилхлорида (PVC), ортофталевого альдегида (ОРА), их сополимеров и их сочетания.
26. Повторно герметизируемый многослойный упаковочный материал по п. 15, в котором непроницаемый слой показывает проницаемость кислорода, составляющую менее чем 50 см3/(м2·сутки).
27. Повторно герметизируемый многослойный упаковочный материал по п. 15, в котором непроницаемый слой показывает водопроницаемость, составляющую менее чем 50 см3/(м2·сутки).
28. Повторно герметизируемый многослойный упаковочный материал по п. 15, в котором непроницаемый слой включает материал, выбранный из группы, состоящей из поливинилиденхлорида (PVDC), сополимера этилена и винилового спирта (EVOH, PVA), полимеров на основе нейлона и их сочетания.
29. Повторно герметизируемый многослойный упаковочный материал по п. 15, в котором непроницаемый слой включает металлизированный алюминиевый слой.
30. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором сила открывания позиционируемого клапана составляет от приблизительно 1 Н/дюйм (39,4 Н/м) до приблизительно 10 Н/дюйм (394 Н/м).
31. Повторно герметизируемый многослойный упаковочный материал по п. 6, где позиционируемый клапан герметично присоединяется к многослойному упаковочному материалу.
32. Повторно герметизируемый многослойный упаковочный материал по п. 6, дополнительно включающий:
печатный слой, расположенный на внешнем слое, в котором печатный слой образует внешнюю поверхность клапана.
33. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором внешняя поверхность дополнительно содержит, по меньшей мере, один индикатор открывания, причем индикатор открывания содержится в повторно герметизируемой области.
34. Повторно герметизируемый многослойный упаковочный материал по п. 33, где индикатор открывания включает открывающуюся штампованную просечку, проходящую через внешний слой, самоклеящийся слой и разделительный слой.
35. Повторно герметизируемый многослойный упаковочный материал по п. 33, где открывающаяся штампованная просечка проходит через непроницаемый слой, расположенный между внешним слоем и самоклеящимся слоем.
36. Повторно герметизируемый многослойный упаковочный материал по п. 33, где по меньшей мере, один индикатор открывания имеет форму, выбранную из группы, состоящей из круга, квадрата, прямоугольника, овала, треугольника и их сочетания.
37. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором внутренняя штампованная просечка является непрерывной.
38. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором внешняя штампованная просечка включает, по меньшей мере, одну область прерывистой штампованной просечки, причем каждая область прерывистой штампованной просечки предназначена для разрыва при операции первого открывания, в которой первоначально открывается позиционируемый клапан многослойного упаковочного материала.
39. Повторно герметизируемый многослойный упаковочный материал по п. 6, в котором внешняя штампованная просечка включает две области прерывистой штампованной просечки, причем две области прерывистой штампованной просечки разделены частью внешней штампованной просечки.
40. Повторно герметизируемый многослойный упаковочный материал по п. 39, в котором часть внешней штампованной просечки, разделяющая две области прерывистой штампованной просечки, имеет форму дуги.
41. Повторно герметизируемый многослойный упаковочный материал по пп. 6-40, где многослойный упаковочный материал дополнительно включает область отверждающего клей материала, расположенную в пределах повторно герметизируемой области между самоклеящимся слоем и разделительным слоем.
42. Повторно герметизируемый многослойный упаковочный материал по п. 41, в котором отверждающий клей материал прилегает, по меньшей мере, к одной области прерывистой штампованной просечки.
43. Повторно герметизируемый многослойный упаковочный материал по п. 41, в котором отверждающий клей материал расположен вблизи дугообразной части внешней штампованной просечки, разделяющей две области прерывистой штампованной просечки.
44. Повторно герметизируемый пакетный контейнер, где контейнер включает две концевые секции и, по меньшей мере, одну многослойную боковую стенку, проходящую между ними, в результате чего образуется полое внутреннее пространство, причем контейнер включает произвольно устанавливаемый клапан, где клапан, по меньшей мере, частично присоединяется к части боковой стенки контейнера и устанавливается поверх отверстия, образованного в боковой стенке,
клапан образует первую область герметизации, проходящую по внутренней поверхности клапана, причем клапан включает адгезионный слой, открытый в первой области герметизации;
боковая стенка образует вторую область герметизации, проходящую вокруг отверстия, причем боковая стенка включает разделительный слой, открытый во второй области герметизации;
клапан предназначен для повторной герметизации посредством контакта боковой стенки с открытым адгезионным слоем клапана с открытым разделительным слоем боковой стенки;
где многослойная боковая стенка контейнера включает адгезионный слой, имеющий такой же состав, как адгезионный слой в клапане;
в котором клапан дополнительно содержит остающуюся область клапана, исключающую первую область герметизации, причем клапан включает множество слоев в остающейся области клапана, где множество слоев в остающейся области клапана составляют: внешний слой, адгезионный слой, прилегающий к внешнему слою, внутренний герметизирующий слои, пленочный слои, прилегающий к внутреннему герметизирующему слою, и разделительный слой, расположенный между адгезионным слоем и пленочным слоем, причем разделительный слой соприкасается с адгезионным слоем, где внешний слой и пленочный слой показывают значение Q двухмерного вектора ΔСТЕ (или CTS), составляющее менее чем 1000 мкм/м°С.
45. Повторно герметизируемый пакетный контейнер по п. 44, в котором Q составляет менее чем 500 мкм/м°С.
46. Повторно герметизируемый пакетный контейнер по п. 45, в котором Q составляет менее чем 100 мкм/м°С.
47. Повторно герметизируемый пакетный контейнер по п. 44, в котором многослойный материал показывает силу Т-отслаивания, составляющую от приблизительно 0,2 Н/дюйм (7,87 Н/м) до приблизительно 7 Н/дюйм (27 6 Н/м).
48. Повторно герметизируемый пакетный контейнер по п. 44, в котором многослойный материал показывает силу Т-отслаивания, составляющую от приблизительно 1,8 Н/дюйм (70,9 Н/м) до приблизительно 2,8 Н/дюйм (110 Н/м).
49. Повторно герметизируемый пакетный контейнер по п. 44, в котором клапан включает множество слоев в первой области герметизации, причем множество слоев в первой области герметизации включает:
внешний слой и адгезионный слой.
50. Повторно герметизируемый пакетный контейнер по п. 44, в котором остающаяся область клапана дополнительно включает:
непроницаемый слой, расположенный между внешним слоем и адгезионным слоем.
51. Повторно герметизируемый пакетный контейнер по п. 44, в котором первая область герметизации клапана дополнительно включает:
непроницаемый слой, расположенный между внешним слоем и адгезионным слоем.
52. Повторно герметизируемый пакетный контейнер по п. 44, в котором боковая стенка дополнительно содержит остающуюся область боковой стенки, исключающую вторую область герметизации, причем боковая стенка включает множество слоев в остающейся области боковой стенки, множество слоев в остающейся области боковой стенки составляют:
внешний слой;
адгезионный слой, прилегающий к внешнему слою;
внутренний герметизирующий слой;
пленочный слой, прилегающий к внутреннему герметизирующему слою; и
разделительный слой, расположенный между адгезионным слоем и пленочным слоем, причем разделительный слой соприкасается с адгезионным слоем.
53. Повторно герметизируемый пакетный контейнер по п. 44, в котором боковая стенка включает множество слоев во второй области герметизации, причем множество слоев во второй области герметизации включает:
внутренний герметизирующий слой;
разделительный слой; и
пленочный слой, расположенный между внутренним герметизирующим слоем и разделительным слоем.
54. Повторно герметизируемый пакетный контейнер по п. 44, в котором остающаяся область боковой стенки дополнительно включает:
непроницаемый слой, расположенный между пленочным слоем и герметизирующим слоем.
55. Повторно герметизируемый пакетный контейнер по п. 54, в котором непроницаемый слой, расположенный между пленочным слоем и герметизирующим слоем, представляет собой первый непроницаемый слой, причем остающаяся область боковой стенки дополнительно включает:
второй непроницаемый слой, расположенный между внешним слоем и адгезионным слоем.
56. Повторно герметизируемый пакетный контейнер по п. 44, в котором внутренний герметизирующий слой включает материал, выбранный из группы, состоящей из линейного полиэтилена низкой плотности (LLDPE), сополимеров полипропилена (Со-РР), терполимеров полипропилена (Ter-РР) и модифицированного гликолем полиэтилентерефталата (PETG) и их сочетания.
57. Повторно герметизируемый пакетный контейнер по п. 44, в котором пленочный слой включает материал, выбранный из группы, состоящей из соэкструдированного ориентированного полипропилена (ОРР), соэкструдированного ориентированного полиэтилентерефталата (ВОРЕТ), поливинилхлорида (PVC), ортофталевого альдегида (ОРА) и их сочетания.
58. Повторно герметизируемый пакетный контейнер по п. 44, в котором адгезионный слой включает полимерную смесь на основе мономеров бутилакрилата и 2-этилгексилакрилата.
59. Повторно герметизируемый пакетный контейнер по п. 44, в котором разделительный слой включает кремнийорганическое соединение.
60. Повторно герметизируемый пакетный контейнер по п. 44, в котором разделительный слой включает модифицированный понижающим трение кремнийорганическим соединением соэкструдированный полипропиленовый пленочный слой.
61. Повторно герметизируемый пакетный контейнер по п. 44, в котором внешний слой включает материал, выбранный из группы, состоящей из полиэтилентерефталата (PET), ориентированного полипропилена (ОРР), поливинилхлорида (PVC), ортофталевого альдегида (ОРА), их сополимеров и их сочетания.
62. Повторно герметизируемый пакетный контейнер по п. 50, в котором непроницаемый слой показывает проницаемость кислорода, составляющую менее чем 50 см3/(м2·сутки).
63. Повторно герметизируемый пакетный контейнер по п. 50, в котором непроницаемый слой показывает водопроницаемость, составляющую менее чем 50 см3/(м2·сутки).
64. Повторно герметизируемый пакетный контейнер по п. 50, в котором непроницаемый слой включает материал, выбранный из группы, состоящей из поливинилиденхлорида (PVDC), сополимера этилена и винилового спирта (EVOH, PVA), полимеров на основе нейлона и их сочетания.
65. Повторно герметизируемый пакетный контейнер по п. 50, в котором непроницаемый слой включает металлизированный алюминиевый слой.
66. Повторно герметизируемый пакетный контейнер по п. 44, в котором сила открывания клапана составляет от приблизительно 1 Н/дюйм (39,4 Н/м) до приблизительно 10 Н/дюйм (394 Н/м).
67. Повторно герметизируемый пакетный контейнер по п. 44, в котором клапан герметично присоединяется к боковой стенке.
68. Повторно герметизируемый пакетный контейнер по п. 44, дополнительно включающий:
печатный слой, расположенный на внешнем слое, где печатный слой образует внешнюю поверхность клапана.
69. Повторно герметизируемый пакетный контейнер по п. 44, дополнительно содержащий, по меньшей мере, один индикатор открывания, причем индикатор открывания находится в первой области герметизации позиционируемого клапана.
70. Повторно герметизируемый пакетный контейнер по п. 69, где индикатор открывания, включающий открывающуюся штампованную просечку, проходит через внешний слой, адгезионный слой и разделительный слой.
71. Повторно герметизируемый пакетный контейнер по п. 44, дополнительно включающий область отверждающего клей материала, расположенную между открытым связующим слоем в позиционируемом клапане и открытым разделительным слоем в боковой стенке.
72. Повторно герметизируемый многослойный упаковочный материал, включающий:
внешнюю часть многослойного материала, включающую самоклеящийся слой, причем внешняя часть многослойного материала содержит внешнюю штампованную просечку, внешняя штампованная просечка проходит через область внешнего многослойного материала, образуя внешнюю часть клапана, и внешняя часть клапана, по меньшей мере, частично присоединена к многослойному упаковочному материалу;
внутреннюю часть многослойного материала, включающую разделительный слой, находящийся, по меньшей мере, частично в контакте с самоклеящимся слоем, причем внутренняя часть многослойного материала содержит внутреннюю штампованную просечку, внутренняя штампованная просечка проходит через область внутреннего многослойного материала, образуя внутреннюю часть клапана, и внутренняя часть клапана, по меньшей мере, частично присоединена к многослойному упаковочному материалу;
где внешняя часть клапана покрывает внутреннюю часть клапана и прикрепляется к ней, образуя клапан, по меньшей мере, частично присоединенный к многослойному упаковочному материалу;
внешняя штампованная просечка и внутренняя штампованная просечка образуют (i) область повторной герметизации клапана, находящуюся между внешней штампованной просечкой и внутренней штампованной просечкой, причем часть самоклеящегося слоя произвольно открывается в области повторной герметизации клапана, и (ii) принимающую клапан область в многослойном упаковочном материале, находящуюся между внешней штампованной просечкой и внутренней штампованной просечкой, причем часть разделительного слоя произвольно открывается в принимающей клапан области;
где клапан произвольно устанавливается в (i) закрытое положение, в котором самоклеящийся слой в области повторной герметизации клапана находится в контакте с разделительным слоем в принимающей клапан области многослойной упаковки, и (ii) открытое положение, в котором клапан, по меньшей мере, частично отделяется от многослойного упаковочного материала, в результате чего открывается, по меньшей мере, часть самоклеящегося слоя в области повторной герметизации клапана и часть разделительного слоя в принимающей клапан области многослойной упаковки;
внешняя часть многослойного материала дополнительно включает внешний слой, прилегающий к самоклеящемуся слою, и внутренняя часть многослойного материала дополнительно включает внутренний герметизирующий слой и пленочный слой, расположенный между внутренним герметизирующим слоем и разделительным слоем;
где внешний слой и пленочный слой показывают значение Q двухмерного вектора ΔСТЕ (или CTS), составляющее менее чем 1000 мкм/м°С.
73. Многослойный упаковочный материал по п. 72, в котором Q составляет менее чем 500 мкм/м°С.
74. Многослойный упаковочный материал по п. 73, в котором Q составляет менее чем 100 мкм/м°С.
75. Многослойный упаковочный материал по п. 72, в котором внутренняя штампованная просечка и внешняя штампованная просечка образуют отверстие, проходящее через многослойную упаковку.
76. Многослойный упаковочный материал по п. 75, в котором при установке клапана в закрытое положение позиционируемый клапан закрывает отверстие.
77. Многослойный упаковочный материал по п. 72, дополнительно включающий:
область отверждающего клей материала, расположенную между областью повторной герметизации клапана в клапане и принимающей клапан областью в многослойном упаковочном материале при установке позиционируемого клапана в закрытое положение.
78. Многослойный упаковочный материал по п. 72, дополнительно включающий, по меньшей мере, один индикатор открывания, причем индикатор открывания находится в области повторной герметизации позиционируемого клапана в клапане.
79. Многослойный упаковочный материал по п. 72, в котором внутренний герметизирующий слой включает материал, выбранный из группы, состоящей из линейного полиэтилена низкой плотности (LLDPE), сополимеров полипропилена (Со-РР), терполимеров полипропилена (Ter-РР) и модифицированного гликолем полиэтилентерефталата (PETG) и их сочетания.
80. Многослойный упаковочный материал по п. 72, в котором пленочный слой включает материал, выбранный из группы, состоящей из соэкструдированного ориентированного полипропилена (ОРР), соэкструдированного ориентированного полиэтилентерефталата (ВОРЕТ), поливинилхлорида (PVC), ортофталевого альдегида (ОРА) и их сочетания.
81. Многослойный упаковочный материал по п. 72, в котором самоклеящийся слой включает полимерную смесь на основе мономеров бутилакрилата и 2-этилгексилакрилата.
82. Многослойный упаковочный материал по п. 72, в котором разделительный слой включает кремнийорганическое соединение.
83. Многослойный упаковочный материал по п. 72, в котором разделительный слой включает модифицированный понижающим трение кремнийорганическим соединением соэкструдированный полипропиленовый пленочный слой.
84. Многослойный упаковочный материал по п. 72, в котором внешний слой включает материал, выбранный из группы, состоящей из полиэтилентерефталата (PET), ориентированного полипропилена (ОРР), поливинилхлорида (PVC), ортофталевого альдегида (ОРА), их сополимеров и их сочетания.
85. Многослойный упаковочный материал по п. 72, в котором внутренняя часть многослойного материала дополнительно включает непроницаемый слой, причем непроницаемый слой показывает проницаемость кислорода, составляющую менее чем 50 см3/(м2·сутки).
86. Многослойный упаковочный материал по п. 72, в котором внутренняя часть многослойного материала дополнительно включает непроницаемый слой, причем непроницаемый слой показывает водопроницаемость, составляющую менее чем 50 см3/(м2·сутки).
87. Многослойный упаковочный материал по п. 86, в котором непроницаемый слой включает материал, выбранный из группы, которую составляют поливинилиденхлорид (PVDC), сополимер этилена и винилового спирта (EVOH, PVA), полимеры на основе нейлона и их сочетания.
88. Многослойный упаковочный материал по п. 86, в котором непроницаемый слой включает металлизированный алюминиевый слой.
89. Многослойный упаковочный материал по п. 72, в котором сила открывания позиционируемого клапана составляет от приблизительно 1 Н/дюйм (39,4 Н/м) до приблизительно 10 Н/дюйм (394 Н/м).
90. Многослойный упаковочный материал по п. 72, в котором позиционируемый клапан герметично присоединяется к контейнеру.
91. Многослойный упаковочный материал по п. 72, дополнительно включающий:
печатный слой, расположенный на внешнем слое, причем печатный слой образует внешнюю поверхность позиционируемого клапана.
| Приспособление для крепления сетки настольного тенниса | 1989 |
|
SU1775122A1 |
| WO 2006135315 A1,21.12.2006 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2007 |
|
RU2360764C1 |
| JP 2007314187 A,06.12.2007 | |||
| УСТРОЙСТВО ГЕРМЕТИЗАЦИИ ДЛЯ СОЗДАНИЯ ЗОНЫ ГЕРМЕТИЗАЦИИ (ВАРИАНТЫ) И СПОСОБ СОЗДАНИЯ ЗОНЫ ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2196089C2 |
| СЛОИСТЫЕ МАТЕРИАЛЫ ДЛЯ УПАКОВКИ ПИЩЕВЫХ ПРОДУКТОВ | 2001 |
|
RU2274553C2 |

