ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ,
И ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение относится к скрепляемой конструкции, использующей тонкую металлическую пластину, в механическом устройстве, таком как устройство формирования изображения, которое представляет собой, например, принтер, факсимильную машину, копировальную машину или многофункциональную машину, имеющую функции этих машин в совокупности.
В современном механическом устройстве, таком как устройство формирования изображения (например, принтер, копировальная машина или т.п.) предполагается энергосберегающий эффект путем снижения веса и требуется, чтобы толщина металлической пластины, образующей устройство, была уменьшена. Дополнительно, по причинам того, что поддерживается прочность корпуса устройства и того, что подавляется излучение электромагнитного шума внутрь и к периферии устройства путем установления стабильного электрического заземления рамы, требуется заданная крепежная сила к контактному участку, отбортовывающему металлическую пластину, образующую устройство, и к элементу, прикрепляемому к металлической пластине. То есть крепежная металлическая пластина (далее называется "крепежный материал") и элемент, прикрепляемый к охватывающей детали 2 (этот элемент далее называется "прикрепляемый материал"), соединяются друг с другом на контактном участке (далее называется "участок крепления") для соединения крепежного материала и прикрепляемого материала. На участке крепления требуется заданная крепежная сила. Также в случае когда крепежный материал и прикрепляемый материал скрепляются друг с другом винтом, имеется необходимость крепить винт при заданном крепежном крутящем моменте. В то же время на участке крепления требуется предельный крутящий момент, способный выдерживать крепежный крутящий момент.
В традиционном случае, когда крепежный материал имеет некоторую толщину пластины, материал вытягивается отбортовкой так, что может быть обеспечена вытянутая высота (далее называется "высота отбортовки"). В результате участок вытянутой высоты контактирует с участком резьбового зацепления винта, и в связи с этим можно получить достаточную длину резьбового зацепления так, что может быть обеспечен необходимый предельный крутящий момент.
Однако в случае когда толщина пластины крепежного материала является малой, даже когда материал вытягивается отбортовкой, общая длина резьбового зацепления становится короткой соответственно для малой толщины пластины. Путем крепления винтом на участке отбортовки создается аксиальная сила, но когда участок длины резьбового зацепления, на котором прикладывается аксиальная сила, становится коротким, винтовая резьба подвергается деформированию. Кроме того, периферийный участок участка отбортовки не может выдерживать воздействия креплением винтом и, таким образом, также подвергается деформированию.
Для того чтобы решать эти проблемы, выложенная патентная заявка Японии (JP-A) 2006-177438 предлагает средство крепления крепежного материала путем обеспечения резинообразного упругого элемента между прикрепляемым материалом и головкой винта и далее путем приложения крепежного крутящего момента к винту при сжатии упругого элемента. В этом средстве за счет крепления крепежного материала винтом путем приложения крепежного крутящего момента к охватывающей детали 2 упругий элемент сжимается. В результате нормальная реакция за счет силы отталкивания упругого элемента и силы трения между упругим элементом и головкой винта посредством противодействующего ослаблению сопротивления упругого элемента увеличиваются. Крепежная сила винта улучшается за счет эффекта отбортовки на основе нормальной реакции за счет силы отталкивания упругого элемента и за счет силы трения между упругим элементом и головкой винта посредством противодействующего ослаблению сопротивления упругого элемента.
В общем, крепежный крутящий момент винта делится на крутящий момент опорной поверхности между головкой винта и прикрепляемым материалом и крутящий момент участка резьбы, созданного зацеплением участка винтовой резьбы с участком внутренней резьбы прикрепляемого материала, соответствующего участку отбортовки крепежного материала. В средстве, предложенном в JP-A 2006-177438, крутящий момент опорной поверхности увеличивается за счет увеличения силы трения между головкой винта и упругим элементом, при этом предельный крутящий момент на крепежном участке увеличивается за счет эффекта отбортовки, за счет крепления винтом, за счет расположения упругого элемента.
Однако, как в средстве, предложенном в JP-A 2006-177438, в средстве, в котором отдельно от крепежного материала и прикрепляемого материала требуется упругий элемент, существует вероятность того, что упругий элемент забывают собирать во время сборки. Дополнительно, использование упругого элемента приводит к увеличению стоимости из-за увеличения количества частей.
Дополнительно, в традиционный конструкции, в положении, где имеется необходимость установления электрического соединения между крепежным материалом и прикрепляемым материалом, крепежный материал и прикрепляемый материал крепятся винтом так, что устанавливается непосредственное электрическое соединение на контактном участке между крепежным материалом и прикрепляемым материалом. То есть крепежный материал и прикрепляемый материал электрически соединяются с помощью контактного участка между прикрепляемым материалом и головкой винта и контакта участка винтовой резьбы с участком резьбового зацепления крепежного материала. Однако в средстве, предложенном в JP-A 2006-177438, между винтом и прикрепляемым материалом используется неэлектропроводящая резина так, что на крепежном участке не может предполагаться электропроводность. Дополнительно, даже когда упругий элемент изменяется с неэлектропроводящей резины, как средства, предложенного в JP-A 2006-177438, на электропроводящую резину, электропроводность оказывается ниже, чем та, что обеспечена контактом между металлическими элементами.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Главной задачей настоящего изобретения является обеспечение скрепляемой конструкции для тонкой металлической пластины, способной крепить крепежный материал (первый элемент) и прикрепляемый материал (второй элемент) при заданном крепежном крутящем моменте без увеличения количества частей при поддержании производительности работы во время крепления винтом, даже в случае крепежного участка, где требуется стабильное электрическое соединение между крепежным материалом и прикрепляемым материалом.
Согласно одному аспекту настоящего изобретения обеспечена скрепляемая конструкция, содержащая: первый элемент, выполненный с внутренней резьбой; второй элемент, выполненный с отверстием; и охватываемый винт, крепящий первый элемент и второй элемент друг с другом и включающий участок внешней резьбы и участок головки, имеющий опорную поверхность, причем участок внешней резьбы ввинчен во внутреннюю резьбу через отверстие второго элемента, при этом второй элемент выполнен с по существу круглым согнутым участком, включающим изогнутую поверхность, определяющую отверстие, и включающим свободный конец, имеющий край, прижатый к опорной поверхности охватываемого винта.
Согласно другому аспекту настоящего изобретения обеспечена прикрепляемая конструкция, содержащая: первый элемент, выполненный с внутренней резьбой; второй элемент, выполненный с отверстием; и охватываемый винт, крепящий первый элемент и второй элемент друг с другом и включающий участок внешней резьбы и участок головки, имеющий опорную поверхность, причем участок внешней резьбы ввинчен во внутреннюю резьбу через отверстие второго элемента, при этом второй элемент выполнен с по существу круглым согнутым участком, включающим изогнутую поверхность, определяющую отверстие и включающую свободный конец, имеющий край, врезающийся в опорную поверхность охватываемого винта.
Эти и другие задачи, признаки и преимущества настоящего изобретения станут более ясны при рассмотрении следующего описания предпочтительных вариантов выполнения настоящего изобретения в сочетании с сопровождающими чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
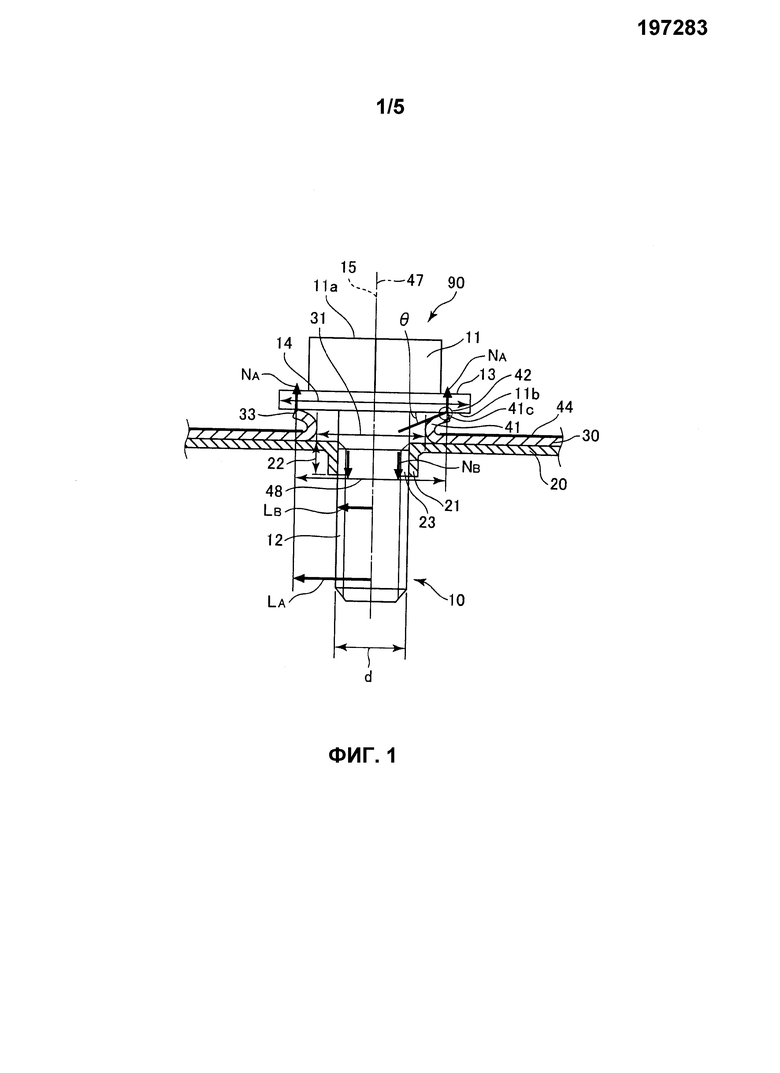
Фиг.1 представляет собой схематический вид в разрезе, показывающий пример скрепляемой конструкции согласно варианту выполнения 1 настоящего изобретения.
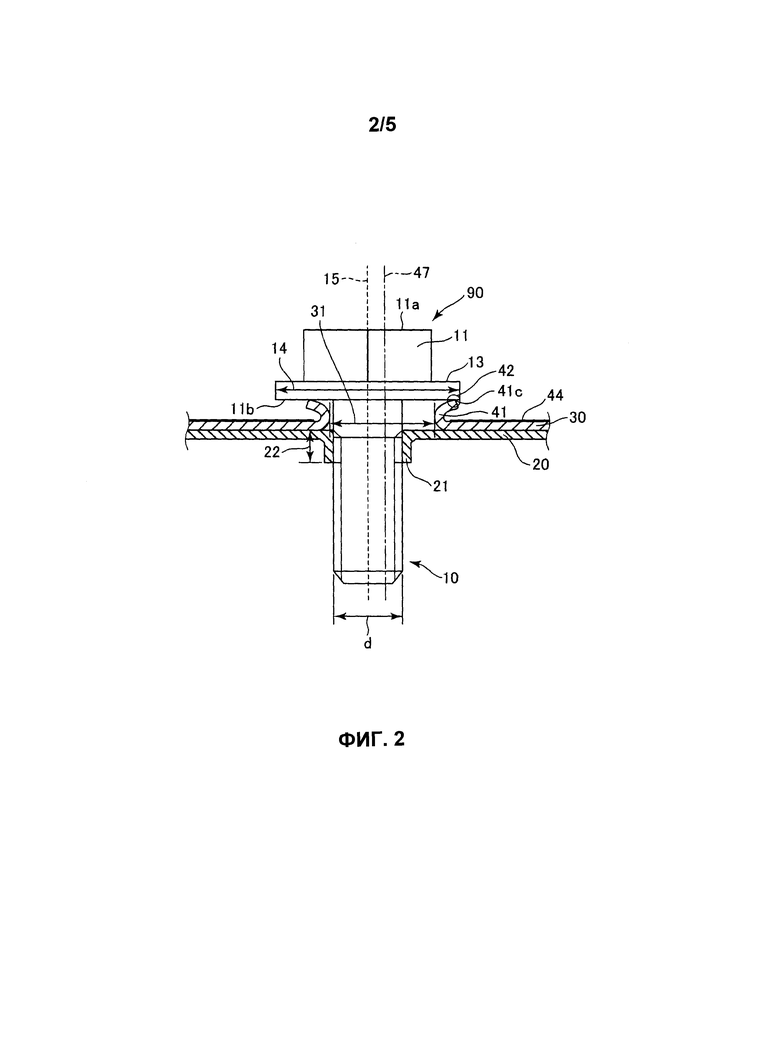
Фиг.2 представляет собой схематической вид в разрезе, показывающий скрепляемую конструкцию в варианте выполнения 1, когда крепление винтом выполнено в положении, где вращательная ось винта отклонена от вращательной оси отверстия (проема).
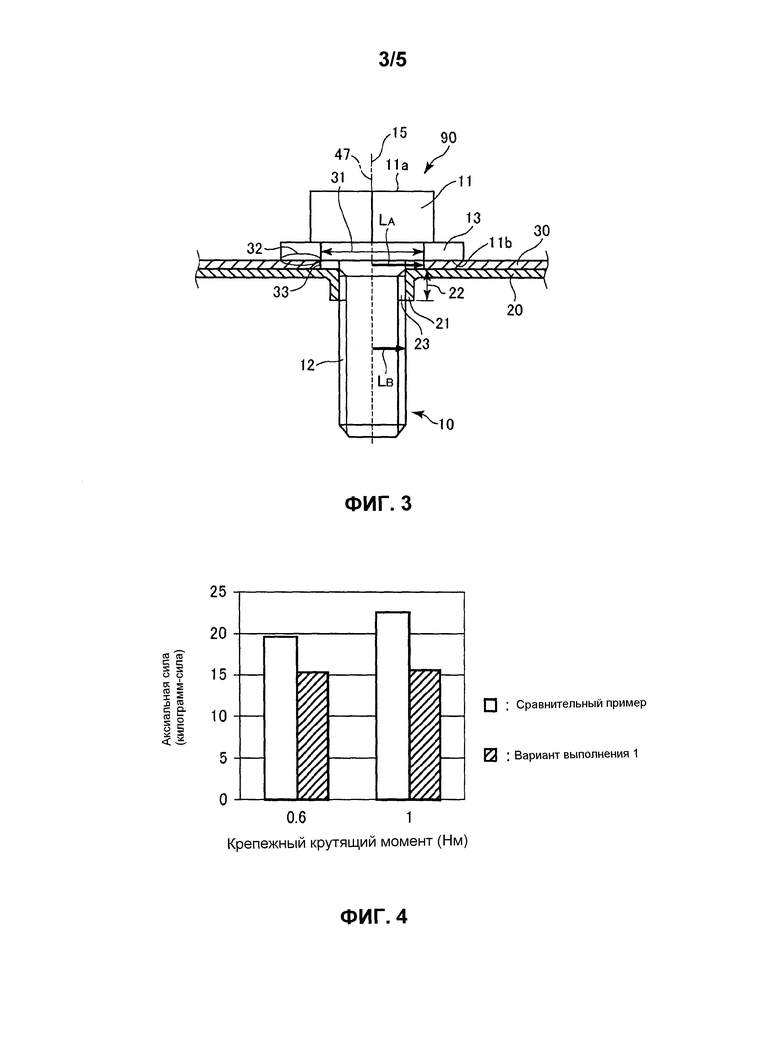
Фиг.3 представляет собой схематический вид в разрезе традиционной скрепляемой конструкции.
Фиг.4 представляет собой график для сравнения воздействий на аксиальную силу между скрепляемыми конструкциями в варианте выполнения 1 и сравнительном примере.
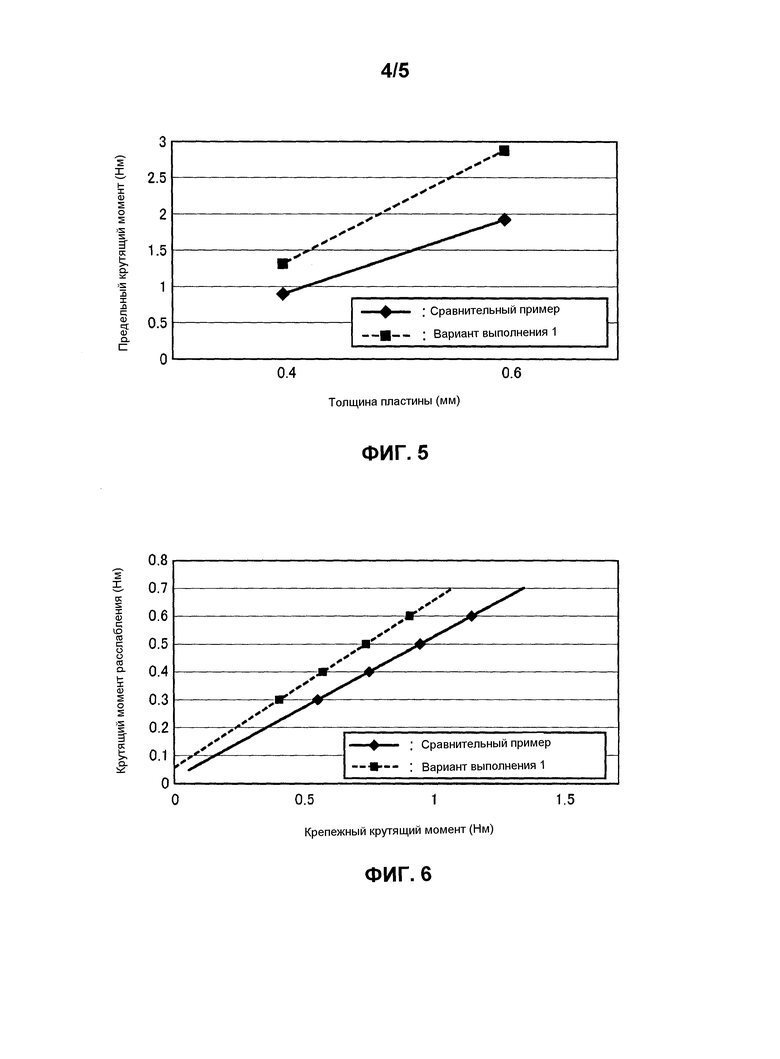
Фиг.5 представляет собой график для сравнения воздействий на предельный крутящий момент между скрепляемыми конструкциями в варианте выполнения 1 и сравнительном примере.
Фиг.6 представляет собой график для сравнения действий на крутящий момент ослабления между скрепляемыми конструкциями в варианте выполнения 1 и сравнительном примере.
Фиг.7 и 8 представляют собой схематические виды в разрезе, каждый из которых показывает скрепляемую конструкцию в другом варианте выполнения настоящего изобретения.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Варианты выполнения скрепляемой конструкции согласно настоящему изобретению будут описаны в особенности со ссылкой на чертежи.
(Вариант выполнения 1)
Фиг.1 представляет собой схематической вид в разрезе, показывающий вариант выполнения скрепляемой конструкции 90 согласно настоящему изобретению.
Винт (охватываемый винт) 10 включает головку 11 винта (участок головки) и участок 12 винтовой резьбы (участок внешней резьбы). В этом варианте выполнения головка 11 винта образована за одно целое с фланцевым участком 13 винта, имеющим большой диаметр, обеспеченный в стороне по направлению к участку 12 винтовой резьбы. Фланцевый участок 13 винта образует часть головки 11 винта и образует участок 11b опорной поверхности (опорную поверхность) головки 11 винта. Крестообразное отверстие (не показано) для вращения винта 10 крестообразной отверткой или т.п. образовано на верхнем участке 11а головки 11 винта, обеспеченной на конце участка 12 винтовой резьбы винта 10. На внешней периферийной поверхности участка 12 винтовой резьбы образованы внешние резьбы в качестве винтовых резьб. Как описано выше, фланцевый участок 13 винта, образующий участок 11b опорной поверхности головки 11 винта расположен в стороне по направлению к участку 12 винтовой резьбы и имеет форму фланца, имеющего диаметр, перпендикулярный продольному направлению участка 12 винтовой резьбы, больший, чем диаметр головки 11 винта. Дополнительно, участок 11b опорной поверхности также может представлять собой плоскую поверхность, перпендикулярную вращательной оси 15 винта, и также может иметь углубленную форму, отклоненную от вращательной оси 15 винта по направлению наружу относительно радиального направления. Это будет в особенности описано позже.
Шаг, который представляет собой расстояние для отбортовывания, между смежными (двумя) витками резьбы участка наружной резьбы винта 10, имеющего номинальный диаметр d, равный 3 мм, который представляет собой диаметр участка винта на участке 12 винтовой резьбы, составляет 0,5 мм. Кроме того, этот шаг винта 10 в случае, если номинальный диаметр d составляет 4 мм, составляет 0,75 мм. В случае когда крепежный материал 20, который представляет собой тонкую стальную пластину, крепится винтом с номинальным диаметром d, равным 3 мм или 4 мм, достаточная длина зацепления между участком 12 винтовой резьбы и крепежным материалом 20 не может обеспечиваться только толщиной 1,2 мм, которая представляет собой толщину пластины крепежного материала 20. Например, зацепление, когда шаг винта 10, имеющего номинальный диаметр d, равный 3 мм, составляет 0,5 мм, а толщина пластины крепежного материала 20 составляет, например, 1,2 мм, как описано выше, выполняется на примерно два и 2/5 оборота, так, что длина зацепления не может быть обеспечена. Кроме того, в случае когда винт 10 имеет номинальный диаметр d, равный 4 мм, шаг составляет 0,75 мм и в связи с этим зацепление на крепежном участке выполняется на примерно один и 3/5 оборота так, что длина зацепления также не может быть обеспечена. В случаях этих длин зацепления крепежная сила на крепежном участке, разумеется, является слабой. По этой причине имеется необходимость осуществлять отбортовку в винтовом отверстии крепежного материала 20, соответствующем участку резьбового зацепления, для зацепления с помощью резьбы с винтом 10. Путем подвергания крепежного материала 20 отбортовке в винтовом отверстии длина зацепления может выполняться большей, чем первоначальная толщина пластины. Крепежный материал 20, используемый в этом варианте выполнения, представляет собой тонкую стальную пластину с толщиной пластины 1,2 мм или меньше и имеет участок 21 отбортовки, полученный путем подвергания крепежного материала 20 отбортовке.
С другой стороны, прикрепляемый материал 30 включает по существу круглый загнутый участок 41 (форму), образованный путем загибания прикрепляемого материала 30 вблизи положения вращательной оси винта 10, т.е. в области, соответствующей отверстию (проему) 31, для того чтобы иметь внутрь изогнутую выпуклую форму выступа (выступ). Загнутый участок 41 образован путем загибания прикрепляемого материала 30 под углом по направлению к опорной поверхности фланцевого участка 13 винта на 90 градусов или более и 180 градусов или менее. Участок 21 отбортовки, определяющий винт крепежного материала 20, который представляет собой металлическую пластину, такую, как тонкая стальная пластина, и отверстие 31 прикрепляемого материала 30 выровнены (наложены) друг с другом. Далее, путем крепления крепежного материала и прикрепляемого материала винтом 10 при приложении крепежного крутящего момента к винту 10 креплением винтом обеспечивается скрепляемая конструкция 90. В скрепляемой конструкции 90 путем приложения крутящего момента к винту 10 участок 12 винтовой резьбы, образованный на винте 10, зацепляется с участком 23 резьбового зацепления (далее называется "внутренняя резьба (участок)"), где форма внутренней резьбы образована заранее внутри участка 21 отбортовки крепежного материала 20. Далее, участок 11b опорной поверхности фланцевого участка 13 винта 10 контактирует с краем 41с на свободном конце загнутого участка 41 прикрепляемого материала 30 на контактном участке 42 так, что край 41с прижимается или врезается в участок 11b опорной поверхности винта 10, таким образом скрепляя материал 20 и материал 30.
То есть загнутый участок включает изогнутую поверхность, определяющую отверстие 31, и включает свободный конец, который имеет край 41с, прижатый или врезающийся в опорную поверхность 11b винта 10.
Здесь, диаметр 48 отверстия 31, вдоль которого обеспечен загнутый участок 41 прикрепляемого материала 30 (далее этот диаметр 48 называется "диаметр 48 загнутого участка"), которое короче диаметра 14 фланцевого участка 13 винта, продолжающегося в направлении, перпендикулярном вращательной оси 15 винта 10 (далее, этот диаметр 14 называется "диаметр 14 фланцевого участка винта"). Причина этого состоит в том, что, как показано на фиг.2, даже когда выполнено крепление винтом в положении, где центр вращательной оси 15 винта 10 отклонен от центральной оси 47 отверстия 31, контактный участок 42 расположен внутри внешнего периферийного участка фланцевого участка 13 винта относительно направления диаметра. С этой целью максимальная длина диаметра 48 загнутого участка устанавливается так, чтобы быть короче диаметра внешнего периферийного участка головки 11 винта, который представляет собой диаметр 14 фланцевого участка винта. Например, в случае когда прикрепляемый материал 30 с диаметром отверстия 31, равным 4,5 мм, крепится винтом 10 с номинальным диаметром d, равным 3 мм, диаметр 14 фланцевого участка винта 10 с номинальным диаметром d, равным 3 мм, составляет около 8 мм. В таком случае диаметр 48 загнутого участка устанавливается в значении 6,4 мм или меньше, включая погрешность. Путем установки диаметра 48 загнутого участка в этом значении, даже когда прикрепляемый материал 30 крепится винтом 10 в любом положении отверстия 31, контактный участок 42 может располагаться внутри внешнего периферийного участка фланцевого участка 13 винта относительно направления диаметра фланцевого участка 13 винта, так что контактный участок 42 без проблем контактирует с фланцевым участком 13 винта.
Дополнительно, контактный участок 42 расположен в отдаленном положении от вращательной оси 15 винта 10 в области, в которой фланцевый участок 13 является контактируемым с прикрепляемым материалом 30.
В этом варианте выполнения причина, по которой контактный участок 42 обеспечен в отдаленном положении от вращательной оси 15 винта 10, будет описана ниже.
Фиг.3 показывает пример традиционной скрепляемой конструкции 90, в которой прикрепляемый материал 30 крепится к крепежному материалу 20 винтом 10 традиционным образом.
Винт 10 включает головку 11 винта и участок 12 винтовой резьбы. В этом варианте выполнения головка 11 винта образована за одно целое с фланцевым участком 13 винта, обеспеченным в стороне по направлению к участку 12 винтовой резьбы для образования участка 11b опорной поверхности головки 11 винта. Крестообразное отверстие (не показано) для вращения винта 10 крестообразной отверткой или т.п. образовано на верхнем участке 11а головки 11 винта, обеспеченной на конце участка 12 винтовой резьбы винта 10. На внешней периферийной поверхности участка 12 винтовой резьбы образованы внешние резьбы в качестве винтовых резьб. Фланцевый участок 13 винта имеет форму фланца, имеющего диаметр, перпендикулярный вращательной оси участка 12 винтовой резьбы, больший, чем диаметр другого участка головки 11 винта.
Крепежный материал 20 включает участок 21 отбортовки, образованный путем вытягивания части крепежного материала 20 отбортовкой для того, чтобы иметь высоту 22 отбортовки. Крепежный материал 20 зацепляется с помощью резьбы с участком 12 винтовой резьбы на участке 23 внутренней резьбы, который представляет собой участок резьбового зацепления, где участок формы внутренней резьбы образован заранее внутри участка 21 отбортовки. На участке 23 внутренней резьбы скрепляемой конструкции 90, использующей винт 10, заранее обеспечена форма внутренней резьбы, но в случае когда винт 10 представляет собой самонарезной винт, отсутствует необходимость заранее обеспечивать форму внутренней резьбы.
В этом примере крепежный материал 20 образован стальным материалом, имеющим толщину пластины 1,2 мм или меньше, и включает участок 21 отбортовки, вытянутый для того, чтобы иметь высоту 22 отбортовки на участке отверстия, перфорированном в стальном материале, образующем крепежный материал 20.
Прикрепляемый материал 30 включает отверстие 31 и контактирует с участком 13 винтовой резьбы на участке 32 контакта с фланцем вблизи отверстия. Участок 21 отбортовки, определяющий винтовое отверстие крепежного материала 20, и отверстие 31 прикрепляемого материала 30 выравниваются (накладываются) друг с другом, и далее прикрепляемый материал 30 крепится к крепежному материалу 20 винтом 10 при приложении крепежного крутящего момента к винту 10 так, что путем крепления винтом обеспечивается скрепляемая конструкция 90.
Здесь будет описано отношение между крутящим моментом и силой, когда крепежный материал 20 и прикрепляемый материал 30 крепятся винтом 10 путем вращения винта 10 при крепежном крутящем моменте Т1.
Крутящий момент Т2 опорной поверхности, созданный на участке 32 контакта с фланцем, представлен следующей формулой (1), которая представляет собой произведение коэффициента μА трения между фланцевым участком 13 винта и прикрепляемым материалом 30 на участке 32 контакта с фланцем, нормальной реакции NA и расстояния LA между центром вращательной оси 15 винта 10 и участком 32 контакта с фланцем.
Т2 = µА × NA × LA (1)
Коэффициент µА трения определяется свойством поверхности прикрепляемого материала 30 и представляет собой постоянное значение.
Крутящий момент Т3 винтового участка, созданный на участке зацепления между участком 12 винтовой резьбы и участком 23 внутренней резьбы, представлен следующей формулой (2), которая представляет собой произведение коэффициента µВ трения между участком 12 винтовой резьбы и участком 21 отбортовки на участке 23 внутренней резьбы, аксиальной силы NB, приложенной на участке 23 внутренней резьбы и расстояния LB между центром вращательной оси 15 винта 10 и участком 23 внутренней резьбы.
Т3 = µВ × NB × LB (2)
Коэффициент µВ трения определяется свойствами поверхности участка 12 винтовой резьбы и участка 21 отбортовки и представляет собой постоянное значение.
Здесь, нормальная реакция NA и аксиальная сила NB постепенно увеличиваются путем вращения винта 10 при приложении крепежного крутящего момента Т1 для крепления крепежного материала 20 и прикрепляемого материала 30 и уравновешиваются друг с другом при выполнении следующего равенства (3).
Т1 = Т2 + Т3 (NA = NB) (3)
В этом состоянии винт 10 далее не вращается.
Как описано выше, как показано в формуле (1), если коэффициент µА трения равен нормальной реакции NA, крутящий момент Т2 опорной поверхности пропорционален расстоянию между центром вращательной оси и контактным участком.
В связи с этим значение расстояния LA от центра вращательной оси 15 до контактного участка 42 может быть увеличено путем обеспечения контактного участка 42 в положении, отдаленном от вращательной оси 15 так, что становится возможно увеличивать противодействующее ослаблению сопротивление между винтом 10 и прикрепляемым материалом 30 для увеличения крутящего момента Т2 опорной поверхности.
Дополнительно, фланцевый участок 13 винта и загнутый участок 41 контактируют под контактным углом θ. Контактный угол θ образован между участком 11b опорной поверхности фланцевого участка 13 винта и противоположной поверхностью прикрепляемого материала 30, где прикрепляемый материал 30, имеющий край 41с, противолежит фланцевому участку 13 винта. Для того чтобы образовывать контактный угол θ, загнутый участок 41 обеспечивается путем сгибания (или загибания) прикрепляемого материала 30 под углом 90 градусов или меньше или под углом 90 градусов или более и 180 градусов или менее в области вблизи положения вращательной оси 15 винта 10.
За счет образования контактного угла θ, даже когда фланцевый участок 13 винта параллелен верхней поверхности 44 прикрепляемого материала 30, фланцевый участок 13 винта может надежно контактировать с загнутым участком 41 на контактном участке 42, т.е. на краю 41с загнутого участка 41. В результате становится возможно увеличивать крутящий момент Т2 опорной поверхности.
Далее будет описан результат измерения аксиальной силы, когда крепежный материал и прикрепляемый материал крепятся винтом 10 в скрепляемой конструкции 90 в этом варианте выполнения.
Фиг.4 показывает результат измерения аксиальный силы NB, когда крепежный материал 20 и прикрепляемый материал 30, каждый из которых образован тонкой стальной пластиной толщиной 0,4 мм, скреплены винтом 10, имеющим номинальный диаметр d, равный 3 мм, при постоянном крепежном крутящем моменте Т1.
Здесь, диаметр отверстия 31 прикрепляемого материала 30 составлял 4,5 мм, при этом загнутый участок 41, имеющий диаметр 48 загнутого участка, равный 6,2 мм, был образован из концевого участка отверстия 31 прикрепляемого материала 30. Дополнительно, на крепежном материале 20 был образован участок 21 отбортовки (высота 22 отбортовки = 1,4 мм). В качестве сравнительного примера также показан результат измерения аксиальной силы NB в случае, когда на прикрепляемом материале 30 загнутый участок 41 не образован.
Как понятно из графика на фиг.4, по сравнению со случаем, когда загнутый участок 41 не обеспечен, как в сравнительном примере, аксиальная сила NB снижена в случае, когда загнутый участок 41 обеспечен, как в этом варианте выполнения (вариант выполнения 1).
То есть в этом варианте выполнения понятно, что крутящий момент Т3 винтового участка снижается и что крутящий момент Т2 опорной поверхности увеличивается при условии постоянного крепежного крутящего момента Т1. В случае когда выполнено крепление винтом, для того чтобы выполнялось NA = NB, когда коэффициент трения между винтом 10 и прикрепляемым материалом 30 в этом варианте выполнения составляет µА, и коэффициент трения между винтом 10 и прикрепляемым материалом 30 в сравнительном примере составляет µА, выполняется µА>µА. В связи с этим прикрепляемый материал 30 надежно контактирует с фланцевым участком 13 винта на краю 41с, направленном вверх от верхней поверхности 44 на фиг.1, так что понятно, что коэффициент µА трения между винтом 10 и прикрепляемым материалом 30 увеличивается и, таким образом, увеличивается сила трения и, следовательно, увеличивается крутящий момент Т2 опорной поверхности.
Далее, предельный крутящий момент винта 10 был измерен в случае, когда прикрепляемый материал 30, включающий загнутый участок 41, был использован как в этом варианте выполнения, и в случае, когда прикрепляемый материал 30, который не включает загнутый участок 41, был использован как в сравнительном примере.
Фиг.5 показывает результат измерения предельного крутящего момента, когда крепежный материал 20 и прикрепляемый материал 30, каждый из которых образован тонкой стальной пластиной толщиной 0,4 мм, скреплены винтом 10, имеющим номинальный диаметр d, равный 3 мм.
Здесь, диаметр отверстия 31 прикрепляемого материала 30 составлял 4,5 мм, при этом загнутый участок 41, имеющий диаметр 48 загнутого участка, равный 6,2 мм, был образован из концевого участка отверстия 31 прикрепляемого материала 30. Дополнительно, на крепежном материале 20 был образован участок 21 отбортовки (высота 22 отбортовки = 1,4 мм). В качестве сравнительного примера на фиг.5 также показан результат измерения предельного крутящего момента в случае, когда на прикрепляемом материале 30 загнутый участок 41 не образован. Согласно результату измерения предельного крутящего момента скрепляемой конструкции 90, в которой винтовое отверстие крепежного материала 20 и отверстие прикрепляемого материала 30 выравниваются (накладываются) друг с другом и далее крепежный материал 20 и прикрепляемый материал 30 крепятся винтом 10 при приложении крепежного крутящего момента к винту в качестве эффекта от крепления винтом при приложении крепежного крутящего момента к винту 10, предельный крутящий момент улучшен по производительности на 45% в среднем.
В связи с этим, как показано на фиг.5, в случае, когда толщина каждой пластины и крепежного материала 20 и прикрепляемого материала 30 составляет 0,6 мм, когда загнутый участок 41 образован на прикрепляемом материале 30, по сравнению со случаем, когда не имеется загнутого участка 41, понятно, что предельный крутящий момент улучшен в среднем на 50%.
Далее будет описан результат измерения крутящего момента ослабления во время крепления винтом в скрепляемой конструкции в этом варианте выполнения и в скрепляемой конструкции, не включающей загнутый участок 41, в сравнительном примере.
Фиг.6 показывает результат измерения крутящего момента ослабления, когда крепежный материал 20 и прикрепляемый материал 30, каждый из которых образован тонкой стальной пластиной толщиной 0,4 мм, скреплены винтом 10, имеющим номинальный диаметр d, равный 3 мм, при крепежном крутящем моменте 0,6 Нм. Диаметр отверстия прикрепляемого материала 30 составлял 4,5 мм. Участок 21 отбортовки был образован в крепежном материале 20, при этом загнутый участок 41, имеющий диаметр 48 загнутого участка, равный 6,2 мм, был образован на прикрепляемом материале 30. В качестве сравнительного примера на фиг.6 также показан результат измерения крутящего момента ослабления в случае, когда загнутый участок 41 не образован на прикрепляемом материале 30. В качестве эффекта от загнутого участка 41 прикрепляемого материала 30, понятно, что крутящий момент расслабления улучшен на 26-36% в среднем.
Как понятно из вышеуказанных результатов, в случае когда загнутый участок 41 образован на прикрепляемом материале 30, как в этом варианте выполнения, по сравнению со случаем, где загнутый участок 41 не образован на прикрепляемом материале 30, можно было бы считать, что предельный крутящий момент улучшен, и в дополнение, также получен эффект предотвращения ослабления крутящего момента.
В связи с этим может требоваться только форма согнутого участка 41 прикрепляемого материала 30 так, что фланцевый участок 13 винта (т.е. участок 11b опорной поверхности) контактирует с краем 41с на контактном участке 42 и также может быть такая согнутая форма, как показано в скрепляемой конструкции 90 на фиг.7, так что контактный угол θ составляет 90 градусов или более. То есть прикрепляемый материал 30 также может быть согнут по направлению к участку 11b опорной поверхности головки винта под углом 90 градусов или менее в области вблизи положения вращательной оси 15 винта. Дополнительно, как показано в скрепляемой конструкции 90 на фиг.8, также является подобным образом применимым случай, когда прикрепляемый материал загнут от концевого участка отверстия 31, так что загнутый концевой участок является по существу параллельным его верхней поверхности 44. То есть даже в такой загнутой форме, что прикрепляемый материал 30 загибается по направлению к участку 11b опорной поверхности головки винта на 180 градусов в области вблизи положения вращательной оси 15, может требоваться обеспечение контактного угла θ только с использованием винта 10, включающего суженный фланцевый участок 13 винта, имеющий углубленную (наклонную) форму так, что фланцевый участок 13 винта отклоняется от вращательной оси 15 по направлению наружу относительно радиального направления. В любом случае фланцевый участок 13 винта положительно контактирует с краем 41с согнутого или загнутого участка 41, так что край 41с прижимается или врезается в участок 11b опорной поверхности винта 10, при этом контактный участок 42 располагается в положении, отдаленном от вращательной оси 15 так, что может быть получен подобный эффект.
В связи с этим на участке 23 внутренней резьбы форма внутренней резьбы образуется заранее, но в случае когда винт 10 представляет собой самонарезной винт, отсутствует необходимость образовывать форму внутренней резьбы.
Как описано выше, согласно настоящему изобретению в качестве средства улучшения крепежного крутящего момента, используется часть прикрепляемого материала 30, и в связи с этим, в состоянии, в котором электрическое соединение между крепежным материалом 20 и прикрепляемым материалом 30 стабилизировано, возможно обеспечивать достаточную крепежную силу путем использования тонкой стальной пластины толщиной 0,4-0,6 мм или других тонких металлических пластин.
Соответственно, в применениях, в которых применяется крепление винтом на крепежном участке, скрепляемая конструкция настоящего изобретения подходяще используется.
Например, в электрическом блоке, в котором установлена электрическая подложка, используемом, например, в принтере или копировальной машине с учетом свойства смены частей (замены), на рынке требуется, чтобы переустановка частей была простой, и в связи с этим применяется крепление винтом. В то же время имеется необходимость установления электрического соединения между крепежным материалом 20 и прикрепляемым материалом 30 с помощью контактного участка 42 между прикрепляемым материалом 30 и головкой 11 винта и контактом участка 12 винтовой резьбы с крепежным материалом 20.
Дополнительно, с учетом свойства сборки на производственном предприятии и заменимости (свойство замены) на рынке требуется уменьшение веса так, что необходимо, чтобы металлическая пластина, образующая электрический блок, была тонкой.
Здесь, в случае когда металлическая пластина, используемая в электрическом блоке, представляет собой тонкую стальную пластину, имеется необходимость обеспечения достаточной крепежной силы при креплении винтом, но в вышеописанных традиционных средствах, между винтом 10 и прикрепляемым материалом 30 зажимается упругий элемент и в связи с этим электрическое соединение становится нестабильным.
С другой стороны, согласно настоящему изобретению в качестве средства улучшения крепежного крутящего момента используется часть прикрепляемого материала 30 и в связи с этим в состоянии, в котором электрическое соединение между крепежным материалом 20 и прикрепляемым материалом стабилизировано, становится возможным обеспечивать достаточную крепежную силу путем использования тонкой стальной пластины.
Согласно настоящему изобретению возможно обеспечивать скрепляемую конструкцию для тонкой металлической пластины, способную скреплять крепежный материал и прикрепляемый материал при заданном крепежном крутящем моменте без увеличения количества частей при поддержании производительности работы во время крепления винтом, даже в случае крепежного участка, где требуется стабильное электрическое соединение между крепежным материалом и прикрепляемым материалом.
В то время как изобретение было описано со ссылкой на конструкции, раскрытые здесь, оно не ограничено изложенными деталями, и эта заявка предназначена для охвата таких преобразований или изменений, которые могут находиться в пределах этих усовершенствований или объема охраны следующей формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ С ИСПОЛЬЗОВАНИЕМ МНОГООСНОГО КРЕПЕЖНОГО ЭЛЕМЕНТА И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2010 |
|
RU2569710C2 |
| СРЕДСТВО ДЛЯ КРЕПЛЕНИЯ ВОДОСТОЧНЫХ ЖЕЛОБОВ (ВАРИАНТЫ) | 1998 |
|
RU2217631C2 |
| ОПОРА КОМПРЕССОРНОГО ОБОРУДОВАНИЯ | 2019 |
|
RU2735269C1 |
| ЧЕРВЯЧНЫЙ ХОМУТ | 2000 |
|
RU2194208C2 |
| КОМБИНАЦИЯ МОНТАЖНОГО ЭЛЕМЕНТА И ПЕТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ КРЕПЛЕНИЯ ПЕТЕЛЬНОГО ЭЛЕМЕНТА К РАМЕ ИЛИ СТВОРКЕ | 2006 |
|
RU2398138C2 |
| ОПОРА КОМПРЕССОРНОГО ОБОРУДОВАНИЯ | 2019 |
|
RU2726504C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ КРУТЯЩЕГО МОМЕНТА (ВАРИАНТЫ) | 1991 |
|
RU2100672C1 |
| МАХОВИКОВОЕ УСТРОЙСТВО, В ЧАСТНОСТИ ДЛЯ АВТОМОБИЛЯ | 1994 |
|
RU2201541C2 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ХВОСТОВИКА | 2007 |
|
RU2407613C1 |
| УСТРОЙСТВО ДЛЯ ГАШЕНИЯ КРУТИЛЬНЫХ КОЛЕБАНИЙ (ВАРИАНТЫ) | 1998 |
|
RU2235930C2 |

Изобретение относится к скрепляемой конструкции и направлено на повышение жесткости соединения. Скрепляемая конструкция содержит первый элемент, выполненный с внутренней резьбой; второй элемент, выполненный с отверстием; и охватываемый винт, крепящий первый элемент и второй элемент друг с другом и включающий участок внешней резьбы и участок головки, имеющий опорную поверхность. Участок внешней резьбы врезается во внутреннюю резьбу через отверстие второго элемента. Второй элемент выполнен с по существу круглым согнутым участком, включающим изогнутую поверхность, определяющую отверстие, и включающим свободный конец, имеющий край, прижатый к опорной поверхности винта. 4 з.п. ф-лы, 8 ил.
1. Скрепляемая конструкция, содержащая:
первый элемент, выполненный с внутренней резьбой;
второй элемент, выполненный с отверстием; и
охватываемый винт, крепящий указанный первый элемент и указанный второй элемент друг с другом и включающий участок внешней резьбы и участок головки, имеющий опорную поверхность, причем участок внешней резьбы ввинчен во внутреннюю резьбу через отверстие указанного второго элемента,
при этом во втором элементе посредством отгибания назад в направлении к указанной опорной поверхности под углом 90 градусов или более и 180 градусов или менее сформирован по существу круглый согнутый участок, включающий изогнутую поверхность, определяющую указанное отверстие, и свободный конец, имеющий край, врезающийся в опорную поверхность указанного охватываемого винта.
2. Скрепляемая конструкция по п. 1, в которой изогнутая поверхность сформирована сгибанием указанного второго элемента в направлении к опорной поверхности участка головки в области вблизи положения вращательной оси указанного охватываемого винта.
3. Скрепляемая конструкция по п. 2, в которой опорная поверхность участка головки представляет собой плоскую поверхность, перпендикулярную вращательной оси указанного винта, или имеет углубленную форму, отклоненную от вращательной оси по направлению наружу относительно радиального направления.
4. Скрепляемая конструкция по п. 1, в которой расстояние от центра вращательной оси указанного винта до конца указанного второго элемента, контактирующего с опорной поверхностью участка головки, больше, чем расстояние от центра вращательной оси указанного винта до внешнего периферийного участка указанного участка внешней резьбы, и меньше, чем диаметр внешнего периферийного участка головки.
5. Скрепляемая конструкция по п. 1, в которой указанный второй элемент образован тонкой металлической пластиной, имеющей толщину 1,2 мм или менее.
| US 4659246 A, 21.04.1987 | |||
| СПОСОБ ПРОИЗВОДСТВА ПЛОДОВОГО САМБУКА | 2003 |
|
RU2251325C2 |
| CN 201475100 U1, 19.05.2010 | |||
| DE 3246180 C1, 28.06.1984 | |||
| JP 2006177438 A, 06.07.2006 | |||
| СПОСОБ СОЗДАНИЯ ГВОЗДЕВОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) И ГВОЗДЬ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ СОЗДАНИЯ ГВОЗДЕВОГО СОЕДИНЕНИЯ | 2007 |
|
RU2433317C2 |

