Область техники, к которой относится изобретение
Настоящее изобретение относится к шпинделю для намотки рулонов из пластмассовой пленки без сердечников, в частности рулонов из растягиваемой пластмассовой пленки, пригодной для упаковки и/или для обертывания пакетизированных грузов или для других применений.
Описание предшествующего уровня техники
Растягиваемые пластмассовые пленки, намотанные в рулоны, обычно используются в области упаковки, например для обертывания и придания устойчивости грузам и/или изделиям, уложенным на опорные поддоны.
Обычно пластмассовую пленку наматывают на маленький жесткий трубчатый сердечник из картонного или пластмассового материала, который должен быть завинчен заранее на шпиндель намоточной машины, чтобы намотать пластмассовый рулон, или использован вручную с помощью рукоятки для разматывания рулона. Использование небольших жестких сердечников из картона или пластмассового материала является необходимым для того, чтобы обеспечить надлежащее наматывание рулонов из пластмассовой пленки, а также, чтобы облегчить их снятие в конце этапа намотки. Однако использование традиционных маленьких жестких трубчатых сердечников в обязательном порядке влечет за собой некоторые недостатки при изготовлении и хранении новых трубчатых сердечников, а также утилизацию использованных сердечников, что связано с повышенными расходами.
Замену традиционным рулонам пластмассовой пленки, намотанным на маленькие жесткие сердечники, рулонами без сердечников долго искали путем изготовления рулонов непосредственно на шпинделе, который после снятия с намоточной машины можно было бы изъять из рулона только после заданного периода времени, необходимого для обеспечения стабилизации рулона, чтобы избежать возникновения любого риска сплющивания.
В попытке улучшить эту технологию было также предложено как в области упаковки с помощью пластмассовой пленки, так и в других областях использовать просверленные шпиндели с перфорированной периферийной стенкой, содержащие трубчатую камеру, выполненную с возможностью соединения с источником сжатого воздуха, и с подачей сжатого воздуха через тот же шпиндель и перфорированную стенку для того, чтобы вызвать небольшое расширение внутренних витков рулона, и потока воздуха, который облегчает снятие рулона без необходимости удаления шпинделя из намоточной машины.
Использование перфорированного шпинделя для намотки рулонов без сердечника из растягиваемой пластмассовой пленки показано, например, в WO-A-2006/012933 того же заявителя другие примеры для намотки тонколистового материала, например бумаги или ткани, описаны в US-A-5337968; US-A-6186436 и US-A-6595458.
В частности, в WO-A-2006/012933 раскрыт шпиндель, содержащий трубчатый корпус, снабженный периферийной стенкой, которая образует внутреннюю камеру, аксиально проходящую вдоль шпинделя, и которая выполнена с возможностью соединения с источником сжатого воздуха; периферийная стенка снабжена множеством перфораций, проходящих от внутренней камеры к наружной поверхности шпинделя, для намотки пластмассовой пленки и формирования рулона.
На практике шпиндель состоит из металлического трубчатого корпуса, наружная поверхность которого для намотки пленки должна быть соответствующим образом отшлифована и изготовлена совершенно гладкой, с тем чтобы минимизировать силы трения, которые предотвращали бы скольжение и снятие рулона; кроме того, сжатый воздух, который выпускают через перфорации шпинделя, вызывает радиальное расширение и уплотнение внутренних витков рулона, обеспечивая таким образом легкое снятие рулона со шпинделя при отсутствии сил трения и не вызывая никакой деформации того же рулона или сокращения внутренних витков рулона.
Однако во время использования такого шпинделя было отмечено высокое потребление сжатого воздуха, что, с другой стороны, является необходимым, чтобы вызвать радиальное расширение внутренних витков рулона при изъятии.
Кроме сокращения потребления сжатого воздуха, существует также необходимость в автоматическом приклеивании пластмассовой пленки к наружной поверхности шпинделя в самом начале этапа намотки пленки. Эта вторая потребность, которая частично контрастирует с потребностью в сокращении сил трения при снятии рулона, несовместима с предшествующей потребностью и ее нелегко решить.
В попытке частично устранить этот недостаток в документе US-A-5337968 предложено подсоединить перфорированный шпиндель к вакуумному насосу в самом начале этапа намотки тонколистового материала, с тем чтобы создать некоторую степень вакуума путем всасывания воздуха через перфорации шпинделя, для того чтобы изначально приклеить тонколистовой материал к внешней поверхности шпинделя.
Такое решение, кроме того, что оно является конструктивно и функционально сложным, не применимо к намоточным машинам для пластмассовой пленки, в которых используется сжатый воздух, чтобы вызвать радиальное расширение внутренних витков рулона при снятии, поскольку, для того чтобы создать мощные воздушные струи, необходимые для расширения витков рулона, перфорации должны иметь малый диаметр, порядка одного миллиметра, немного больше или немного меньше; и наоборот, чтобы растянуть пленку и заставить ее пневматическим путем приклеиться к шпинделю в начале этапа намотки, перфорации должны были бы иметь значительно больший диаметр, с тем чтобы создавать некоторую степень вакуума или условия пониженного давления, необходимые для растягивания пленки. Эти два эксплуатационных условия являются взаимно несовместимыми и похоже что они не могут сосуществовать в одном шпинделе.
Наконец, в традиционных шпинделях, в которых выходные отверстия для воздушной струи выходят на гладкую поверхность, считается необходимым уменьшить силы трения при снятии рулонов, иногда трудности со снятием возникали за счет неоднородного распределения амортизации сжатым воздухом между противолежащими поверхностями шпинделя и рулона, предположительно, за счет неравномерного радиального расширения рулона.
Цели изобретения
Следовательно, существует необходимость найти новое и отличающееся решение, которое позволяет устранить указанные выше недостатки путем снижения потребления сжатого воздуха, необходимого, чтобы вызвать радиальное расширение внутренних витков рулона во время удаления.
Следовательно, цель изобретения - создать шпиндель, пригодный для намотки рулонов из пластмассовой пленки без сердечников, в частности, из растягиваемых пленок, который снабжен множеством перфораций для создания струй воздуха и поверхностью намотки пленки, соответствующим образом выполненной с возможностью создания малой силы трения, а также обеспечения создания равномерной амортизации воздуха вдоль всего шпинделя во время этапа изъятия рулона.
Дополнительной целью изобретения является создание шпинделя, как он определен ранее, который также снабжен поверхностью для намотки пленки, которая соответствующим образом обработана, чтобы обеспечить автоматическое приклеивание пластмассовой пленки в начале намотки рулона, и также снабженного высокопрочной износостойкой поверхностью и/или поверхностью, стойкой к травлению, одновременно обеспечивая такие особенности в течение удлиненного срока службы.
Краткое описание изобретения
Все что перечислено выше, может быть достигнуто с помощью шпинделя, выполненного для намотки рулонов из пластмассовой пленки без сердечников, в частности растягиваемой пленки, согласно п. 1.
Согласно изобретению был предложен шпиндель, выполненный с возможностью намотки и удаления рулонов без сердечников из пластмассовой пленки, как определено выше, при этом шпиндель содержит:
трубчатый корпус, имеющий периферийную стенку и по меньшей мере коаксиально проходящую внутреннюю камеру, соединяемую с источником сжатого воздуха,
при этом периферийная стенка шпинделя содержит множество перфораций, продолжающихся от внутренней камеры до внешней поверхности для намотки рулона,
отличающийся тем, что
периферийная стенка шпинделя имеет защитный поверхностный слой из твердого хрома, образующий внешнюю поверхность для намотки рулона, которая имеет среднюю шероховатость от 6 до 6,5 мкм, полученную путем обдувки песком.
Обдувка песком является механическим процессом, с помощью которого разрушают участок поверхности материала с помощью песка и струй воздуха, ориентированных на поверхность, которая подлежит обработке.
Обдувка песком часто используется для очистки поверхности металлов или материалов в целом или для разрушения надписей и/или изображений на мраморе и камнях, а также чтобы придать обработанной поверхности окончательный эстетический внешний вид.
В конце операции обдувки песком обработанная поверхность имеет некоторую степень шероховатости, которая зависит и от размеров зерен песка, которые используются, и от давления струи.
В целом, размеры зерен песка находятся в среднем диапазоне от 0,250 до 1 мм, обычно с использованием на твердых материалах зерен песка, имеющих большие размеры.
Типичная операция обдувки песком, в противоположность потребностям настоящего изобретения, имеет тенденцию делать шероховатой обработанную поверхность и увеличивать силу трения; кроме того, на основе первых испытаний, которые были проведены, было установлено, что некорректная обдувка песком, кроме негативно увеличивающейся силы трения, имеет тенденцию создавать излишнее потребление сжатого воздуха. Поэтому обдувка песком кажется полностью непригодной для обработки поверхности шпинделей для намотки и удаления рулонов без сердечников, в которых используются струи сжатого воздуха для того, чтобы извлекать рулон в конце этапа намотки.
Вместо этого, вопреки всем ожиданиям, было установлено, что путем осуществления обдувки песком при заданных условиях становится возможным как изначальное автоматическое приклеивание пластмассовой пленки к обработанной обдувкой песком поверхности шпинделя, так и создание однородной воздушной амортизации между рулоном и шпинделем с последующей малой силой трения между противоположными поверхностями рулона и шпинделя и сокращенным потреблением сжатого воздуха.
Краткое описание чертежей
Эти и другие характеристики шпинделя согласно настоящему изобретению будут более понятны из нижеследующего описания и приложенных чертежей, на которых
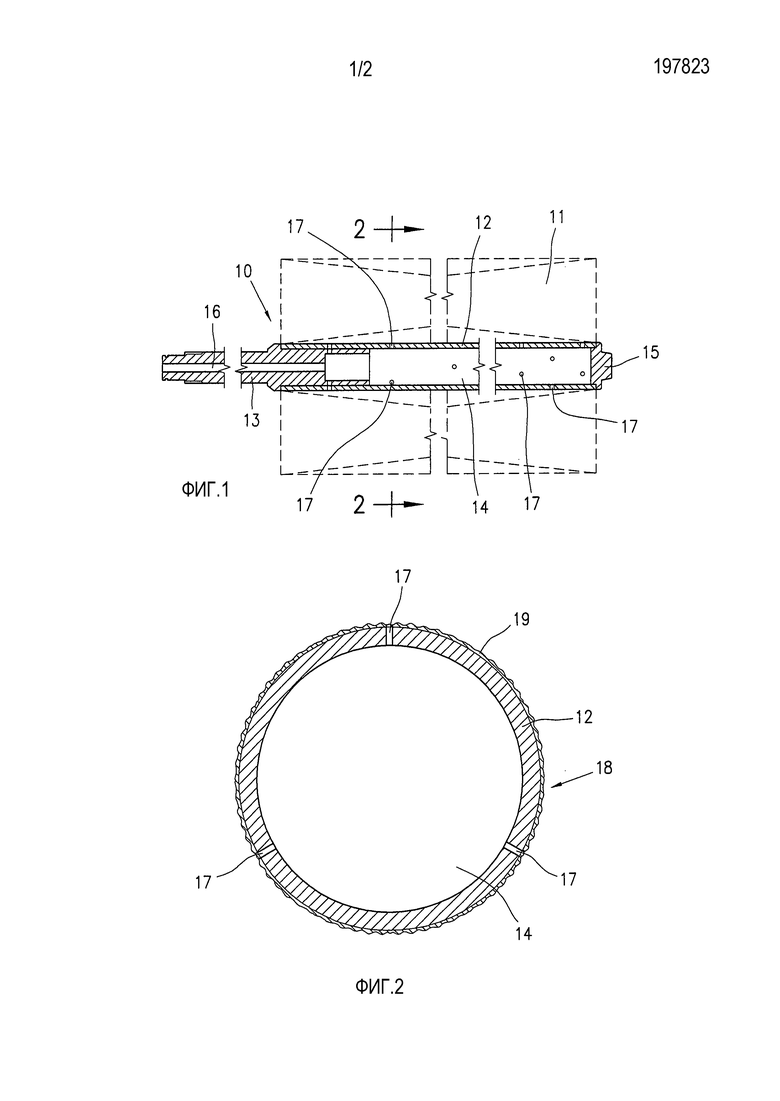
Фиг.1 представляет собой вид продольного разреза шпинделя;
Фиг.2 представляет собой увеличенный вид в разрезе по линии 2-2 на фиг.1;
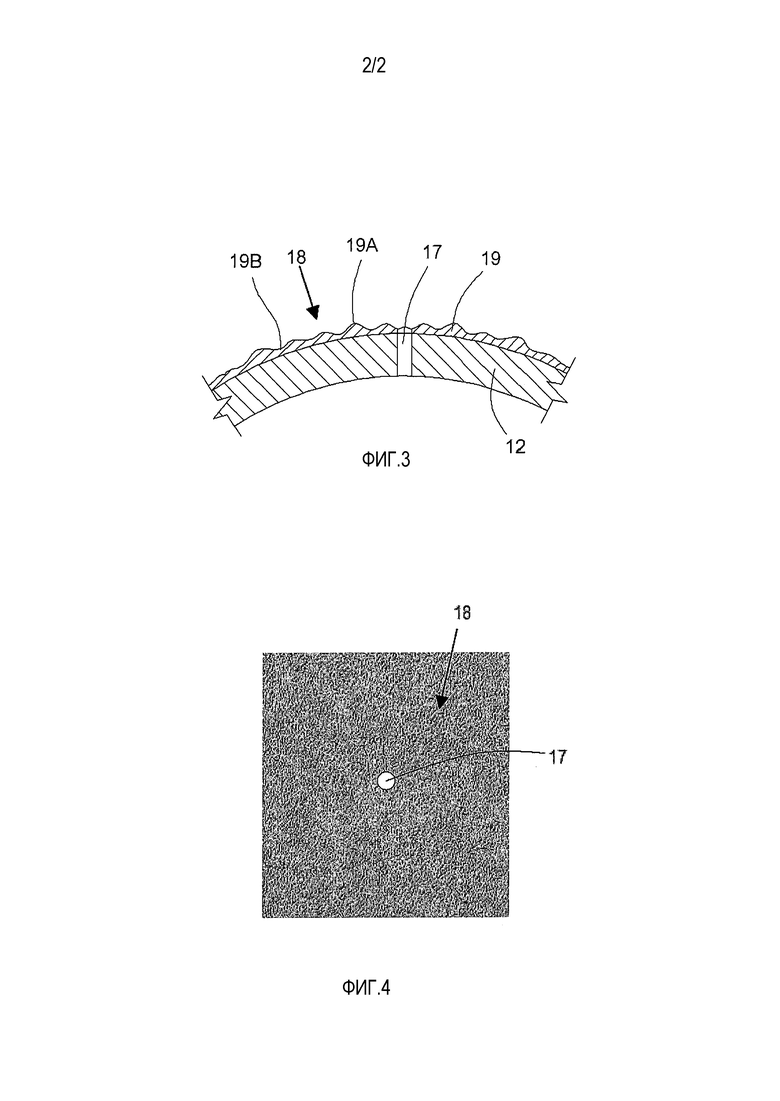
Фиг.3 представляет собой увеличенную деталь согласно фиг.2;
На Фиг.4 показан сильно увеличенный вид обработанной обдувкой песком поверхности шпинделя согласно фиг.1.
Подробное описание изобретения
На фиг.1 и 2 показан обычный шпиндель 10, выполненный с возможностью намотки одного или более рулонов 11 из пластмассовой пленки, например растягиваемой пленки. Шпиндель 10 содержит трубчатый корпус 12 из стального материала, полученный, например, путем протягивания, надлежащим образом отшлифованный с небольшим сужением, например, в размере 2 или 3 градуса, с минимальным диаметром на переднем конце для удаления рулона 11.
Трубчатый корпус 12 закреплен, например приварен, на конце вала 13, за счет чего шпиндель 10 опирается, чтобы свободно вращаться; трубчатый корпус 12 шпинделя 10 имеет периферийную стенку, образующую внутреннюю камеру 14, которая проходит коаксиально к трубчатому корпусу 12. Камера 14 шпинделя на переднем конце для удаления рулона 11 закрыта пробкой 15, в то время как задний конец может быть изготовлен с возможностью сообщения с источником сжатого воздуха через канал 16 подачи воздуха, проходящий продольно к валу 13.
Как также показано на фиг.1 и 2, периферийная стенка трубчатого корпуса 12 имеет множество перфораций 17, продолжающихся от внутренней камеры 14 к внешней поверхности 18 для намотки пластмассовой пленки.
Шпиндель 10 может иметь любой наружный диаметр, например, в диапазоне от 35 до 100 мм, в то время как диаметр отверстий или перфораций 17 может составлять около 1 мм, немного больше или немного меньше. Одно и то же число отверстий и их размещение как в угловом направлении, так и вдоль продольной оси шпинделя могут быть любыми в зависимости от длины и наружного диаметра шпинделя. В показанном примере отверстия 17 расположены с постоянным шагом путем альтернативного выполнения отверстий 17, которые разнесены в угловом направлении на угол, находящийся между 90 и 180°; однако возможно любое другое размещение отверстий 17 по отношению к тому, которое было показано.
Согласно настоящему изобретению, как показано на фиг.2 и в увеличенной детали на фиг.3, трубчатая стенка корпуса 12 шпинделя была покрыта тонким защитным слоем 19 из твердого хрома, полученного так называемым процессом FLASH осаждения, заключающимся в осаждении хрома, имеющего среднюю толщину от 8 до 15 мкм и твердость, например, от 1000 до 1200 единиц твердости по Викерсу.
После нескольких попыток выбор FLASH технологии твердого хрома был сделан как для возможности распределять точным и равномерным образом слой 19 хрома без необходимости последовательных операций шлифовки, так и малой трудности в получении требуемой шероховатости поверхности путем сухой обдувки песком, как объяснено в данном случае ниже.
Фактически, согласно наиболее инновационному аспекту настоящего изобретения для описанных ранее целей наружная поверхность слоя 19 из твердого хрома, образующая поверхность 18 для намотки рулона 11, подвергается процессу сухой обдувки песком, для того чтобы создать шероховатую поверхность, имеющую среднее значение шероховатости Ra от 6 до 6, 5 мкм.
Для целей настоящего изобретения, на основе традиционного определения, под средней шероховатостью Ra понимают среднее арифметическое абсолютных значений всех гребней 19А и всех впадин 19В слоя 19 твердого хрома, измеренных вдоль длины образца.
Было проведено некоторое число испытаний с песком, имеющим разные размеры частиц; однако хорошие результаты были получены при использовании зерен песка, имеющих один и тот же размер, составляющий от 0,15 до 0,3 мм.
После нескольких попыток было сделано заключение, что использование зерен песка, имеющих больший размер, будет приводить к риску создания излишне высокой шероховатости с последующим увеличением количества воздуха, который должен быть подан к шпинделю; кроме того, это приводило бы к риску повреждения тонкого слоя хрома во время процесса обдувки песком. Наконец, слишком большие силы трения создавались бы в тех областях, в которых не было воздушной амортизации вследствие излишней степени шероховатости, что мешало бы извлечению рулона 11.
Взамен из проведенных испытаний было замечено, что путем осуществления сухой обдувки песком таким образом, чтобы создать среднюю шероховатость Ra с указанными ранее значениями, в одном шпинделе можно удовлетворить двум конфликтующим необходимостям: первая необходимость заключается в выполнении шпинделя с шероховатой поверхностью, пригодной для изначального автоматического приклеивания пластмассовой пленки, без создания какого-либо всасывания воздуха через перфорацию; вторая потребность заключается в создании шпинделя с такой степенью шероховатости, которая пригодна для выработки однородной амортизации сжатым воздухом при извлечении рулона со значительно сокращенным потреблением сжатого воздуха.
Поскольку исключительно трудно представить неправильный профиль поверхности, обработанной обдувкой песком, деталь согласно фиг.3 должна рассматриваться как только показывающая общие особенности слоя 19 из хрома после процесса обдувки песком.
В свою очередь, на фиг.4 показаны, опять в качестве примера, характеристики шероховатости обработанной обдувкой песком поверхности 18 слоя 19 из хрома шпинделя согласно изобретению. На основании фиг.3 и 4 отмечено, что случайная последовательность гребней 19А и впадин 19В создает бесконечность поверхностных микро-дорожек с последующим однородным распределением потоков воздуха, минимизируя таким образом точки контакта и, как результат, силы трения о пластмассовую пленку во время извлечения рулона 11.
Из того, что было сказано и показано в примере на приложенных чертежах, будет понятно, что предложен шпиндель, выполненный с возможностью намотки рулонов из пластмассовой пленки без сердечников в намоточных машинах, при этом шпиндель содержит трубчатый корпус, выполненный с возможностью подсоединения к источнику сжатого воздуха, периферийная стенка которого снабжена множеством перфораций для создания струй воздуха, при этом периферийная стенка шпинделя имеет тонкое покрытие из твердого хрома, которому соответствующим образом была придана шероховатость с помощью соответствующего процесса сухой обдувки песком, для того чтобы создать заданную степень шероховатости.
Однако подразумевается, что то, что было сказано и показано со ссылкой на приложенные чертежи, было приведено только в качестве иллюстрации общих и инновационных характеристик шпинделя согласно настоящему изобретению. Следовательно, другие модификации или изменения могут быть сделаны на шпинделе или его частях, не отходя от формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕРДЕЧНИК С УЛУЧШЕННЫМ ВЗАИМОДЕЙСТВИЕМ С ЗАЖИМОМ | 2019 |
|
RU2748700C1 |
| ЛЕГКО УДАЛЯЕМАЯ БУМАЖНАЯ ВТУЛКА, ИЗДЕЛИЕ, ИСПОЛЬЗУЮЩЕЕ БУМАЖНУЮ ВТУЛКУ, И СПОСОБ ПОСЛЕДОВАТЕЛЬНОГО ИСПОЛЬЗОВАНИЯ ИЗДЕЛИЙ | 2014 |
|
RU2612435C2 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЯ РУЛОННЫМ ПОРОШКОВЫМ СПЕКАНИЕМ | 2017 |
|
RU2659049C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ, ИМЕЮЩЕЕ УЛУЧШЕННЫЕ СОПРОТИВЛЕНИЕ ИСТИРАНИЮ И СВОЙСТВА, ПРЕДОТВРАЩАЮЩИЕ РЖАВЧИНУ | 2002 |
|
RU2248495C1 |
| Оправка к машине для шлифования меховых шкурок трубчатой формы | 1977 |
|
SU690073A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПЛОСКИХ ДЕТАЛЕЙ ИЗ СПЛАВОВ ТИТАНА | 2020 |
|
RU2754622C1 |
| ВТУЛКА ДЛЯ НАМОТКИ МАГНИТНЫХ ЛЕНТ | 1996 |
|
RU2167802C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ (ВАРИАНТЫ) | 2002 |
|
RU2258859C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО РУЛОНА КЛЕЯЩЕЙ ЛЕНТЫ (ВАРИАНТЫ) | 2000 |
|
RU2186081C2 |
| ГИДРАВЛИЧЕСКИЙ ЯС | 2004 |
|
RU2288344C2 |
Изобретение относится к области намотки рулонов. Шпиндель для намотки рулонов без сердечников из растягиваемой пластмассовой пленки содержит трубчатый корпус. Корпус имеет периферийную стенку. Стенка образует по меньшей мере одну внутреннюю камеру. Камера выполнена с возможностью соединения с источником сжатого воздуха. Множество перфораций продолжаются наружу от внутренней камеры шпинделя через периферийную стенку. Корпус покрыт защитным слоем из твердого хрома. Внешняя поверхность защитного слоя обработана сухой обдувкой песком до средней шероховатости от 6 до 6,5 микрометров. Обеспечивается снижение трения и равномерная амортизация воздуха вдоль всего шпинделя во время съема рулона. 5 з.п. ф-лы, 4 ил.
1. Шпиндель (10), выполненный с возможностью намотки рулонов (11) из пластмассовой пленки, причем шпиндель содержит:
трубчатый корпус (12), имеющий периферийную стенку, выполненную с наружной поверхностью, и по меньшей мере одну коаксиально проходящую внутреннюю камеру (14), причем упомянутая внутренняя камера (14) выполнена с возможностью соединения с источником сжатого воздуха;
множество перфораций (17), которые проходят от внутренней камеры (14) до наружной поверхности (18) трубчатого корпуса (12) для намотки рулонов из пластмассовой пленки,
отличающийся тем, что
периферийная стенка трубчатого корпуса (12) шпинделя (10) снабжена слоем (19) из твердого хрома;
упомянутый слой (19) из твердого хрома имеет обработанную обдувкой песком поверхность (18) для намотки растягиваемой пластмассовой пленки, причем упомянутая обработанная обдувкой песком поверхность (18) имеет среднюю шероховатость (Ra) от 6 до 6,5 мкм.
2. Шпиндель по п. 1, отличающийся тем, что обработанная обдувкой песком поверхность (18) из слоя (19) твердого хрома имеет среднюю шероховатость (Ra) предпочтительно между 6,2 и 6,3 мкм.
3. Шпиндель по п. 1, отличающийся тем, что периферийная стенка трубчатого корпуса (12) шпинделя (10) содержит FLASH слой (19) твердого хрома, имеющий толщину от 8 до 15 мкм.
4. Шпиндель по п. 1, отличающийся тем, что слой (19) из твердого хрома имеет твердость, составляющую от 1000 до 1200 HV (число твердости по Викерсу).
5. Шпиндель по п. 1, отличающийся тем, что перфорации (17) проходят через периферийную стенку трубчатого корпуса (12) и слой (19) из твердого хрома в разнесенных в угловом направлении положениях в соответствии с пересекающимися плоскостями, разнесенными вдоль продольной оси шпинделя.
6. Шпиндель по п. 5, отличающийся тем, что угловое пространство между перфорациями (17) находится в диапазоне между 90 и 180°.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| JP 4617625 B2, 26.01.2011 | |||
| Устройство для ограничения колебанийпОдВижНОй СиСТЕМы элЕКТРОизМЕРиТЕльНОгОпРибОРА | 1979 |
|
SU800891A2 |
| Способ дублирования полотен и устройство для дублирования полотен | 1986 |
|
SU1463133A3 |

