В целом настоящее изобретение относится к специальному способу изготовления рулона многослойной клеящей ленты, причем плоские рулоны многослойной клеящей ленты удобны для транспортировки и позволяют экономить место при транспортировке.
Обычные клеящие ленты имеют круглый сердечник, например, из бумаги, пластика и т.п. Недавние разработки японской фирмы SLICONTEC Со. привели к созданию плоских рулонов клеящих лент 12. Полые прямоугольные пластиковые трубки изготавливают методом литья под давлением или же полые квадратные бумажные трубки изготавливают путем сгибания картона, как показано позицией 10 на фиг.1. Затем клеящую ленту сматывают из большого рулона и нарезают на полосы. На каждую трубку 10 по отдельности наматывают плоскую клеящую ленту 12 (см. "The technical bulletin", октябрь 1998). Однако такой способ изготовления отнимает много времени и является дорогостоящим. Кроме того, плоская клеящая лента такого типа не может обеспечить необходимые физические свойства, например, сверхпрозрачность и хорошее склеивание, поскольку при намотке каждой ленты по отдельности в рулон попадают пузырьки воздуха.
Если обычные клеящие ленты подвергают прямому сжатию для того, чтобы они стали плоскими, то внутренняя часть трубок перекашивается, а наружная поверхность лент деформируется под давлением. Кроме того, в деформированной трубке и ленте продолжает действовать сила упругого восстановления после деформации. Чем сильнее деформация в течение короткого периода времени, тем больше сила упругого восстановления после деформации. Кроме того, вследствие таких присущих материалам свойств, как вязкоупругость и стремление основы и клеящего слоя ленты к восстановлению, после того, как усилие сжатия прекращает воздействие на ленту, начинается ослабление напряжения и сила упругого восстановления после деформации приводит клеящую ленту в стабильное состояние. Сила упругого восстановления после деформации заставляет клеящую ленту восстанавливать изначальную форму ленты. Величина силы упругого восстановления после деформации зависит от степени деформации на каждом участке клеящей ленты. Величина силы упругого восстановления после деформации зависит также от толщины подложки, механической прочности подложки, физических свойств клеящего слоя, адгезии, суммарной длины, длины в центре по плоскости симметрии (внутреннего диаметра до сжатия), от натяжения клеящей ленты в процессе намотки.
Способ изготовления удобной для транспортировки многослойной клеящей ленты по настоящему изобретению применяется для расплющивания любых рулонов клеящей ленты и пригоден для автоматического производства и изготовления высококачественных плоских рулонов клеящих лент.
Плоские рулоны удобны для транспортировки, и многослойную клеящую ленту в форме плоских рулонов по настоящему изобретению изготавливают в основном путем расплющивания рулонов многослойной клеящей ленты, которые изначально не были плоскими и имели круглую или иную форму. В процессе расплющивания рулон многослойной клеящей ленты, не являющийся плоским, сжимают и симметрично склеивают, или же перед сжатием неплоского рулона многослойной клеящей ленты создают жесткий пограничный слой, обладающий высокой адгезионной способностью, или не обладающий этим свойством. Наличие жесткого пограничного слоя создает растягивающее усилие вдоль плоскости симметрии плоского рулона клеящей ленты, удобной для транспортировки. Это растягивающее усилие частично снижает силу упругого восстановления после деформации, которая вызывает деформацию плоского рулона клеящей ленты. Если суммарная длина плоского рулона клеящей ленты не слишком велика, то сила упругого восстановления после деформации также будет небольшой. Поэтому неплоский рулон клеящей ленты без бумажного сердечника может подвергаться сжатию и склеиванию непосредственно по обеим внутренним клеящим поверхностям, или же жесткий и твердый пограничный слой размещают внутри плоского рулона клеящей ленты так, что получают высококачественный плоский рулон клеящей ленты, удобный для транспортировки. Жесткий и твердый пограничный слой представляет собой, например, клей, картон, пластиковую пластинку, металлическую пластинку или их сочетания, и т.п. Если повысить прочность плоского рулона клеящей ленты, например, путем увеличения толщины подложки, так что она будет обладать высокой механической прочностью, путем увеличения суммарной длины ленты или путем уменьшения внутреннего диаметра, то сила упругого восстановления после деформации также возрастет. В таких условиях в области плоскости симметрии клеящей ленты можно нанести слой материала с высокой адгезионной способностью. Слой материала с высокой адгезионной способностью может представлять собой, например, полимерные материалы с высокой температурой стеклования, термореактивные материалы, термоплавкие материалы или клеящие материалы, отверждаемые ультрафиолетовым светом; такие материалы обеспечивают симметричное склеивание внутренней части плоского рулона клеящей ленты. Предпочтительным материалом из числа материалов с высокой адгезионной способностью является цианоакрилатный клей или эпоксидный клей с высокой плотностью поперечного сшивания после отверждения. После отверждения все клеящие материалы с высокой адгезионной способностью не только обеспечивают приклеивание, но и создают растягивающее усилие, поддерживающее стабильность плоского рулона клеящей ленты и частично уравновешивающее силу упругого восстановления после деформации. Конечно, если материал с высокой адгезионной способностью применяют в сочетании с жестким пограничным слоем, то сила упругого восстановления после деформации уравновешивается еще больше, и стабильность плоского рулона клеящей ленты таким образом повышается.
По одному из вариантов изобретения предложенный способ изготовления плоского рулона клеящей ленты заключается в том, что создают в плоскости симметрии жесткий пограничный слой, имеющий плоскую форму и являющийся твердым; окружают жесткий пограничный слой в плоскости симметрии многослойным клеем; и создают слой материала с высокой адгезионной способностью среди жесткого пограничного слоя и клеящего слоя, имеющего внутреннюю клеящую поверхность, при этом способ включает в себя введение пленки между клеящим слоем и слоем материала с высокой адгезионной способностью и включает в себя изготовление множества перфорированных отверстий вдоль ширины клеящей ленты для обеспечения возможности легкого отрыва сегментов клеящей ленты.
Способ дополнительно включает в себя обеспечение хомута с приспособлением для отрезки с возможностью закрепления на клеящей ленте и ее связывания для обеспечения возможности легкого отрыва сегментов клеящей ленты, а также обеспечение контейнера прямоугольной и плоской формы для хранения клеящей ленты.
Клеящий слой является прозрачным, а жесткий пограничный слой имеет нанесенный на него знак, при этом ширина клеящего слоя по существу равна ширине жесткого пограничного слоя.
Клеящий слой имеет клеящую поверхность, обращенную к жесткому пограничному слою, а способ дополнительно включает в себя создание слоя материала между клеящим слоем и жестким пограничным слоем.
Слой материала выбирают из группы, в которую входят бумага, синтетическая бумага, ткань, нетканое полотно, пластик, рельефный пластик, металл.
Клеящий слой может иметь клеящую поверхность, расположенную обособленно от жесткого пограничного слоя, а ширина клеящего слоя меньше, чем ширина жесткого пограничного слоя, при этом часть жесткого пограничного слоя выступает за пределы клеящего слоя и приспособлена для маркировки.
Способ изготовления плоского рулона клеящей ленты по второму варианту заключается в том, что создают в плоскости симметрии жесткий пограничный слой, имеющий материал с высокой адгезионной способностью, выбираемый из группы, состоящей из полимера с высокой температурой стеклования, термореактивного материала, термоплавкого материала и клеящего материала, отверждаемого ультрафиолетовым светом, окружают жесткий пограничный слой в плоскости симметрии клеящим слоем, имеющим некоторую ширину, и сжимают клеящую ленту для уменьшения силы упругого восстановления после деформации клеящей ленты.
По третьему варианту изготавливают множество рулонов многослойной клеящей ленты, располагают рулоны многослойной клеящей ленты в ряд, вставляют жесткий пограничный слой, имеющий плоскую форму и являющийся твердым, в центральный зазор внутри рулонов многослойной клеящей ленты, и сжимают рулоны многослойной клеящей ленты, получая плоские рулоны клеящей ленты, при этом между внутренней клеящей поверхностью и поверхностью жесткого пограничного слоя размещают слой материала с высокой адгезионной способностью.
Согласно следующему варианту формируют многослойную клеящую ленту, имеющую плоскость симметрии и намотанную вокруг этой плоскости симметрии, при этом внутренняя часть многослойной клеящей ленты и части, обращенные друг к другу, склеены.
Внутренняя часть и части, обращенные друг к другу, представляют собой клеящие поверхности, а клеящие поверхности многослойной клеящей ленты размещены внутри, и внутренняя часть многослойной клеящей ленты и части, обращенные друг к другу, склеены при помощи клеящих поверхностей.
Многослойная клеящая лента дополнительно включает в себя клеящую поверхность и пограничный слой, причем клеящая поверхность многослойной клеящей ленты размещена снаружи, а внутренняя часть многослойной клеящей ленты и части, обращенные друг к другу, склеены при помощи пограничного слоя.
Многослойная клеящая лента дополнительно может включать в себя клеящую поверхность, размещенную внутри, а также слой материала и пограничный слой, причем клеящая поверхность расположена на одной стороне слоя материала, а пограничный слой расположен на другой стороне слоя материала.
Прочие объекты изобретения, его признаки и преимущества будут раскрыты в приведенном ниже подробном описании предпочтительных вариантов осуществления изобретения, которыми не ограничиваются его рамки. Описание содержит ссылки на прилагаемые чертежи.
Фиг. 1 представляет собой схематичный вид в разрезе обычного рулона клеящей ленты с бумажным сердечником или пластиковым сердечником, имеющим форму полого прямоугольника.
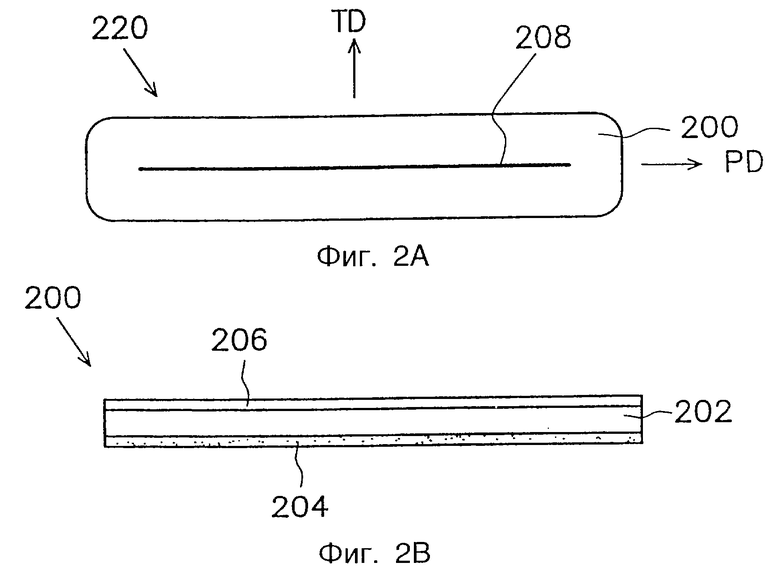
Фиг.2А представляет собой схематичный вид в разрезе плоского рулона клеящей ленты без бумажного сердечника или пластикового сердечника по первому предпочтительному варианту осуществления изобретения.
Фиг.2В представляет собой схему поперечного разреза плоского рулона клеящей ленты по фиг.2А.
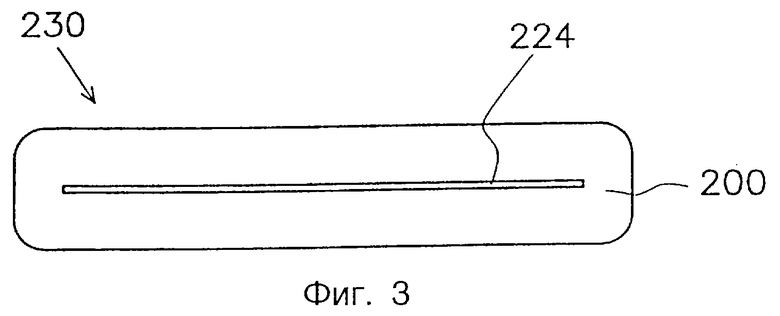
Фиг. 3 представляет собой схематичный вид в разрезе плоского рулона клеящей ленты, в котором слой материала с высокой адгезионной способностью находится в плоскости симметрии плоского рулона клеящей ленты по фиг.2.
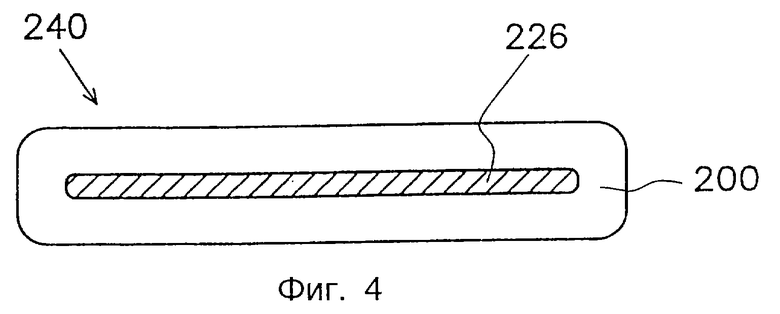
Фиг. 4 представляет собой схематичный вид в разрезе плоского рулона клеящей ленты, имеющего жесткий слой в плоскости симметрии плоского рулона клеящей ленты по фиг.2.
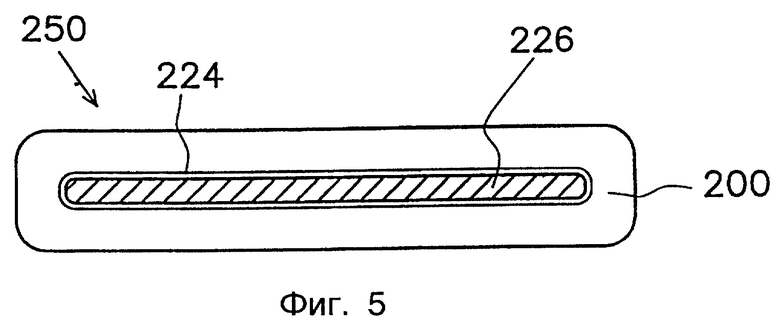
Фиг. 5 представляет собой схематичный вид в разрезе плоского рулона клеящей ленты, имеющего слой материала с высокой адгезионной способностью и жесткий слой в плоскости симметрии плоского рулона клеящей ленты по фиг.2.
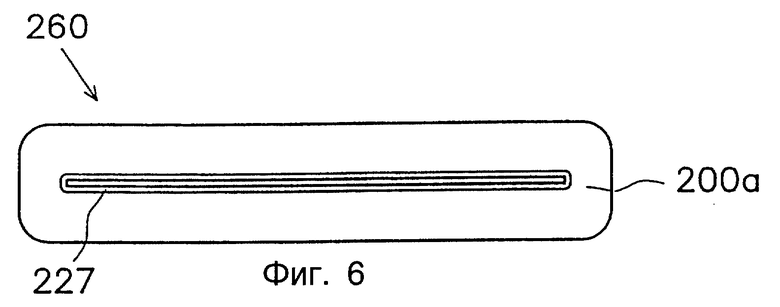
Фиг. 6 представляет собой схематичный вид в разрезе плоского рулона клеящей ленты с бумагой или пластиковой пленкой, причем слой материала с высокой адгезионной способностью расположен в плоскости симметрии плоского рулона клеящей ленты.
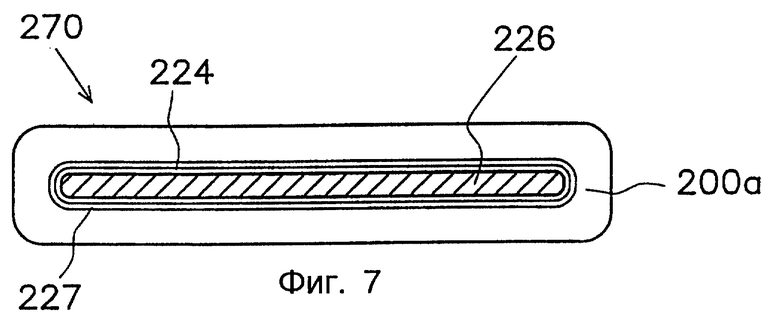
Фиг. 7 представляет собой схематичный вид в разрезе плоского рулона клеящей ленты, имеющего слой материала с высокой адгезионной способностью и жесткий слой в плоскости симметрии плоского рулона клеящей ленты по фиг.6.
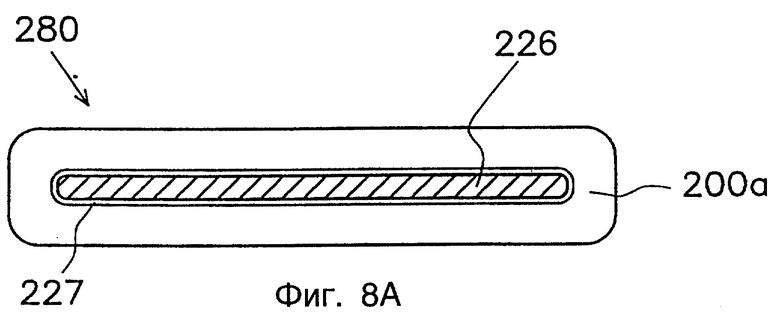
Фиг.8А представляет собой схематичный вид в разрезе плоского рулона клеящей ленты, имеющего жесткий слой в плоскости симметрии плоского рулона клеящей ленты по фиг.6.
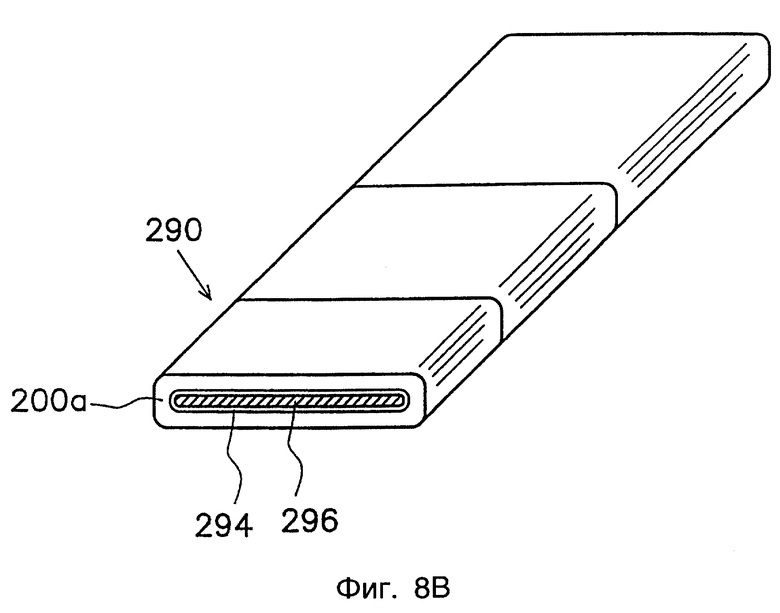
Фиг. 8В представляет собой аксонометрическую проекцию плоских рулонов клеящей ленты различной ширины, причем плоские рулоны клеящей ленты расположены в ряд.
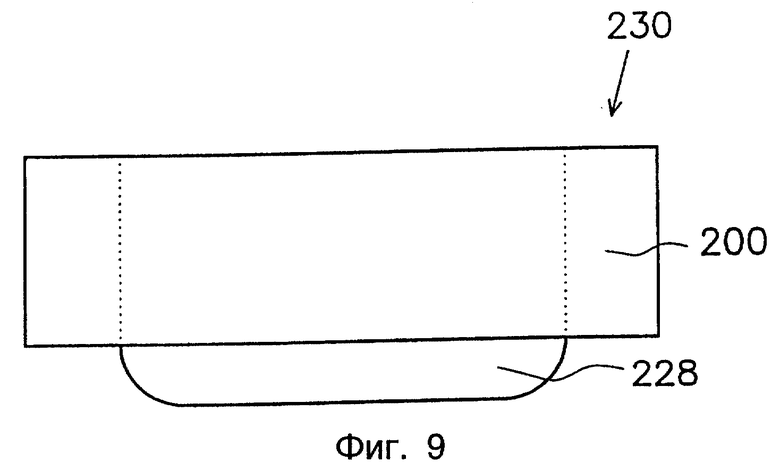
Фиг.9 представляет собой вид сверху плоского рулона клеящей ленты с жестким слоем в плоскости симметрии плоского рулона клеящей ленты, причем жесткий слой шире, чем клеящая лента.
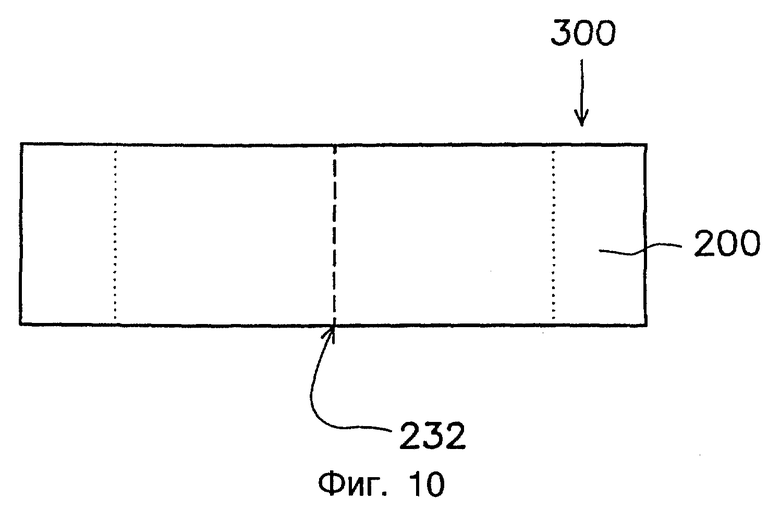
Фиг. 10 представляет собой вид сверху плоского рулона клеящей ленты с перфорированными отверстиями.
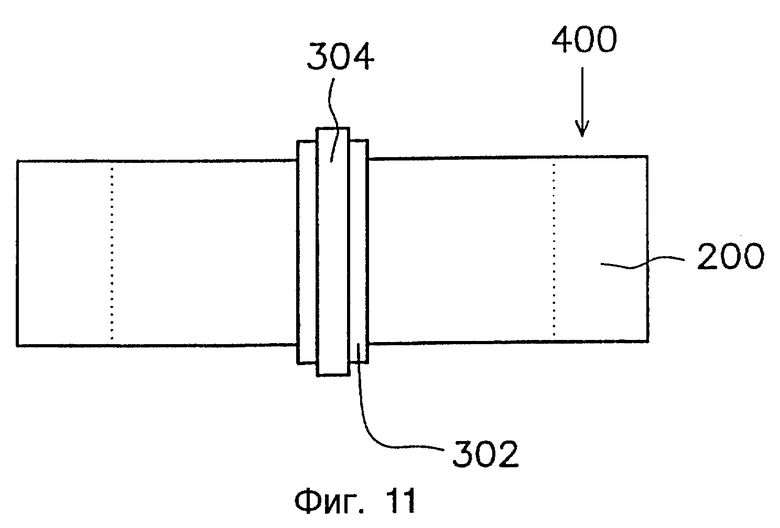
Фиг.11 представляет собой вид сверху плоского рулона клеящей ленты, имеющего хомут и приспособление для отрезания.
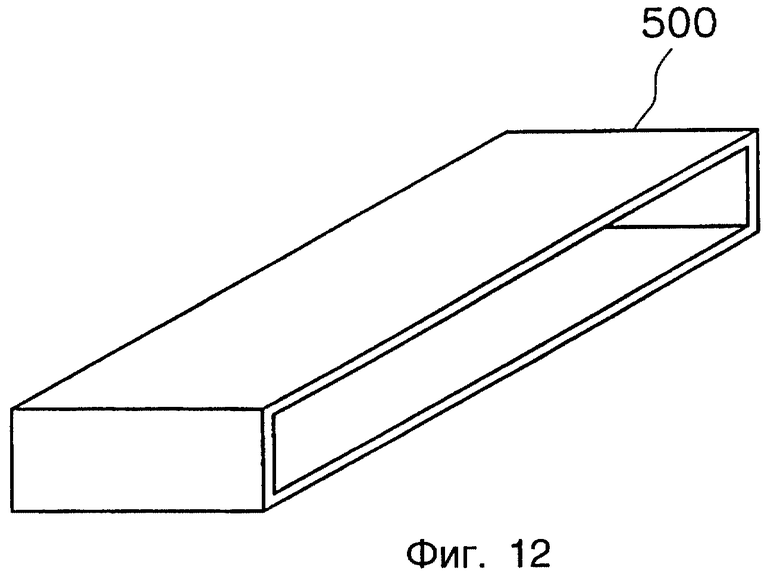
Фиг.12 представляет собой аксонометрическую проекцию контейнера для хранения плоского рулона клеящей ленты.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ.
ПЕРВЫЙ ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ.
На фиг.2А и 2В даны схематичные разрезы плоского рулона клеящей ленты по первому предпочтительному варианту осуществления изобретения.
На фиг. 2В показана клеящая лента 200, имеющая подложку 202, удаляемый слой 206 и клеящий слой 204. Клеящая лента 200, описанная далее, представляет собой размотанную клеящую ленту. Подложка 202 может быть изготовлена, например, из бумаги, синтетической бумаги, ткани, нетканого полотна, пластиковой пленки, рельефной пластиковой пленки или из других материалов, обладающих аналогичными свойствами, причем пластиковая пленка может быть изготовлена, например, из полипропилена, полиэтилентерефталата, полиэтилена, нафталата полиэтилена, полиимида, поливинилхлорида и т.п. В рамках настоящего изобретения предпочтительная подложка 202 может также быть изготовлена из металлической фольги, например медной фольги, алюминиевой фольги, медной фольги, посеребренной с одной или с двух сторон, или из олова, хрома, никеля или позолоченной медной фольги. Далее, подложка 202 может быть изготовлена из многослойной пленки, состоящей из металлической фольги указанных типов и пластиковой пленки. Клеящий слой 204 нанесен на одну сторону подложки 202, а съемный слой 206 нанесен на другую сторону подложки 202. Рулон клеящей ленты 200 затем наматывают, получая полуфабрикат рулона многослойной клеящей ленты без сердечника, имеющий заданную длину и диаметр. Затем полуфабрикат рулона многослойной клеящей ленты без сердечника нарезают на несколько рулонов многослойной клеящей ленты нужной ширины. Эти рулоны многослойной клеящей ленты затем подвергают сжатию до получения плоских рулонов ленты. Буквами TD показано поперечное направление, которое перпендикулярно плоскости симметрии плоского рулона клеящей ленты 220, которая является многослойной (далее термин "плоский рулон клеящей ленты" означает "плоский рулон многослойной клеящей ленты"). Буквами PD обозначено параллельное направление, которое параллельно плоскости симметрии плоского рулона клеящей ленты 220. Симметричный рулон плоской клеящей ленты 220 получен путем сжатия и самосклеивания внутренней поверхности клеящего слоя в плоскости симметрии 208, как показано на фиг.2А.
ВТОРОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ.
В следующем варианте осуществления изобретения слой материала с высокой адегизонной способностью 224 помещают в плоскость симметрии 208 плоского рулона клеящей ленты 220 без бумажного сердечника, как описано в первом варианте осуществления изобретения. Предпочтительным материалом для слоя с высокой адгезионной способностью 224 является полимер с высокой температурой стеклования, термореактивный материал, термоплавкий материал или клеящий материал, отверждаемый ультрафиолетовым светом. В качестве материала с высокой адгезионной способностью предпочтительно использовать цианоакрилатный клей или эпоксидный клей. В результате этапов сжатия и склеивания, образуется плоский рулон клеящей ленты 230, как показано на фиг.3. Цианоакрилатный или эпоксидный клеи в плоскости симметрии легко поддаются отверждению, в результате чего получают жесткий пограничный слой 224. Жесткий пограничный слой 224 частично устраняет воздействие силы упругого восстановления после деформации.
ТРЕТИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ.
Жесткий пограничный слой 226 можно поместить в плоскость симметрии плоского рулона клеящей ленты 220 без бумажного сердечника, как описано в первом варианте осуществления изобретения, перед этапом сжатия. Длина предпочтительного пограничного слоя 226 равна или немного больше, чем половина длины окружности внутренней части рулона клейкой ленты без бумажной сердцевины. Длина пограничного слоя 226 может быть больше половины длины окружности внутренней части рулона клейкой ленты, поскольку еще существуют такие характеристики клейкого слоя как сцепление и растягивание. После того, как завершения этапа сжатия образуется плоский рулон клеящей ленты, как показано на фиг.4. Жесткий пограничный слой 226 является плоским и твердым и может быть изготовлен, например, из полиэтилена, полипропилена, полистирола, полиэфира, поликарбоната, поливинилхлорида, акрилонитрил-бутадиен-стирола, металла и т. п. Предпочтительным материалом для изготовления пограничного слоя 226 является пластик или металл с высокой поверхностной энергией и полярностью. Следовательно, сила упругого восстановления после деформации частично уменьшается благодаря тому, что поверхность внутренней части рулона клеящей ленты без сердечника прилипает к противоположной поверхности жесткого пограничного слоя.
ЧЕТВЕРТЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ.
Жесткий пограничный слой 226, наружная поверхность которого обладает высокой адгезионной способностью, можно разместить в плоскости симметрии плоского рулона клеящей ленты 220 без бумажной сердцевины, как описано в третьем варианте осуществления изобретения, перед осуществлением этапа сжатия. Например, слоем материала с высокой адгезионной способностью 224 покрывают наружную поверхность жесткого пограничного слоя 226, после чего размещают жесткий пограничный слой 226 в плоскости симметрии клейкого слоя 224. В результате сжатия образуется плоский рулон клеящей ленты 250, как показано на фиг. 5. Слой материала с высокой адгезионной способностью 224 может быть изготовлен из материалов, в число которых входит, например, полимер с высокой температурой стеклования, термореактивный материал, термоплавкий материал или клеящий материал, отверждаемый ультрафиолетовым светом. В качестве материалов с высокой адгезионной способностью предпочтительно использовать цианоакрилатный клей или эпоксидный клей, которые обладают высокой интенсивностью поперечного сшивания после отверждения.
ПЯТЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ.
Фиг. 6 представляет собой схематичный вид в разрезе плоского рулона клеящей ленты по пятому предпочтительному варианту осуществления настоящего изобретения.
В варианте по фиг.6 использовали тот же клей, что и в варианте по фиг. 2В, поэтому описание клея опускается. Клейкая лента представляет собой рулон намотанных друг на друга нескольких слоев ленты заданной длины и имеет заданный диаметр; такой рулон является заготовкой, содержащей один слой материала 227 на внутренней поверхности рулона. Слой материала 227 может представлять собой бумагу, синтетическую бумагу, ткань, нетканое полотно, пластик, рельефный пластик, металл. После изготовления заготовки, ее нарезают на рулоны клейкой ленты 200а заданной ширины. После этого слой материала с высокой адгезионной способностью или двустороннюю клеящую ленту размещают между поверхностями слоев бумаги или между поверхностью слоя бумаги и слоя пластика, после чего осуществляют этап сжатия. В качестве материала с высокой адгезионной способностью, предпочтительно, используют клей, выбираемый из группы, в которую входят следующие материалы: полимер с высокой температурой стеклования, термореактивный материал, термоплавкий материал и клей, отверждаемый ультразвуком. Наиболее предпочтительными материалами с высокой адгезионной способностью являются цианоакрилатный клей или эпоксидный клей с высокой интенсивностью поперечного сшивания после отверждения. Рулон клейкой ленты, имеющий круглую или некруглую форму, сжимают в плоский рулон клейкой ленты 260 плоской формы.
Кроме того, пограничный слой со слоем материала с высокой адгезионной способностью, например, жесткий пограничный слой 226, покрытый слоем материала с высокой адгезионной способностью 224, также можно разместить в плоскости симметрии клейкой ленты 260 перед этапом сжатия. В результате сжатия образуется плоский рулон клеящей ленты 270, как показано на фиг.7. Вместо пограничного слоя, порытого материалом с высокой адгезионной способностью может быть использован пограничный слой 226, не имеющий покрытия из материала с высокой адгезионной способностью. Пограничный слой 226 может растягивать и разглаживать клейкую ленту вдоль плоскости симметрии. Благодаря этому рулон клейкой ленты превращается в плоский рулон клейкой ленты 280, причем длина пограничного слоя 226 больше, чем половина длины окружности внутренней части рулона клейкой ленты или равна ей, как показано на фиг.8А.
Более того, перед сжатием несколько рулонов клейких лент различной ширины можно разместить в ряд. Жесткий пограничный слой 296 размещают в центральном зазоре, то есть в плоскости симметрии внутри всех рулонов клейких лент, причем жесткий пограничный слой 296 может быть покрыт, например, слоем материала с высокой адгезионной способностью 294. Рулоны клеящей ленты после этого сжимают до получения рулонов клеящей ленты 290, удобных для транспортировки, причем рулоны клеящих лент расположены в ряд, как показано на фиг.8В
Далее, в плоскости симметрии рулона клеящей ленты можно разместить жесткий пограничный слой 228, который шире, чем рулон клеящей ленты, чтобы нанести товарный знак компании или продукта на плоском рулоне клеящей ленты, особенно на рулоне из непрозрачной клеящей ленты. Товарный знак компании или продукта наносят на широкой части жесткого пограничного слоя 228, которая выступает из рулона клеящей ленты. В том случае, если жесткий пограничный слой 228 не покрыт клеем, длина жесткого пограничного слоя 228 должна быть больше, чем половина длины окружности внутренней части рулона клеящей ленты или равной ей, как показано на фиг.9. Конечно, слой клея (не обозначен) можно нанести на наружную поверхность жесткого пограничного слоя 228 для того, чтобы частично уменьшить силу упругого восстановления после деформации, которая вызывает деформацию клеящей ленты 230.
Для того, чтобы облегчить использование ленты, по ширине ленты могут быть выполнены отверстия, как в 1-5 вариантах осуществления изобретения. Благодаря этому плоский рулон клеящей ленты становится плоским рулоном клеящей ленты 300, которую удобно отрывать, как показано на фиг.10. Вместо перфораций на клеящих лентах может быть применен хомут 302 с приспособлением для отрезки ленты 304, как показано на фиг.11. Более того, описанный плоский рулон клеящей ленты можно поместить в плоский прямоугольный контейнер 500, как показано на фиг.12.
Если плоский рулон представляет собой рулон прозрачной клеящей ленты, то товарный знак компании или продукта можно нанести на поверхности пограничного слоя 226. Более того, если рулон клеящей ленты имеет жесткий пограничный слой, например, слой из полиэфира или металлической фольги, не возникнет никакой деформации рулона клеящей ленты, даже если лента почти полностью использована. Следовательно, плоский рулон клеящей ленты можно будет продолжать использовать без всяких затруднений.
Далее, клейкая поверхность рулона клеящей ленты может находиться внутри или снаружи, в любом варианте осуществления изобретения. Если клейкая поверхность рулона клеящей ленты находится снаружи, то плоский рулон клеящей ленты может быть использован для удаления ниточек или пыли с одежды или ковра. Плоский рулон клеящей ленты обладает также другими преимуществами: например, на плоском рулоне клеящей ленты очень легко найти край клеящей ленты, благодаря адгезии.
На основании данного описания специалисты смогут предложить другие варианты осуществления данного изобретения. Описание и примеры не ограничивают собой рамки изобретения, оговоренные приложенной формулой изобретения.
Плоский рулон удобной для транспортировки многослойной клеящей ленты изготовлен путем сжатия рулона клеящей ленты, имеющего круглую или иную форму. Рулон клеящей ленты сжимают и склеивают на этапе сжатия. Жесткий пограничный слой, например, обладающий способностью склеиваться при соединении двух внутренних клеящих поверхностей, или при использовании более сильного клеящего материала, или путем вставки жесткого и твердого материала или жесткого и твердого материала, покрытого клеящим материалом с высокой адгезионной способностью, наносят в области плоскости симметрии клеящей ленты в ходе этапа сжатия. Предпочтительным материалом с высокой адгезионной способностью является цианоакрилатный клей или эпоксидный клей. Изобретение обеспечивает высокое качество удобного для транспортировки плоского рулона клеящей ленты. 4 с. и 28 з.п. ф-лы, 12 ил.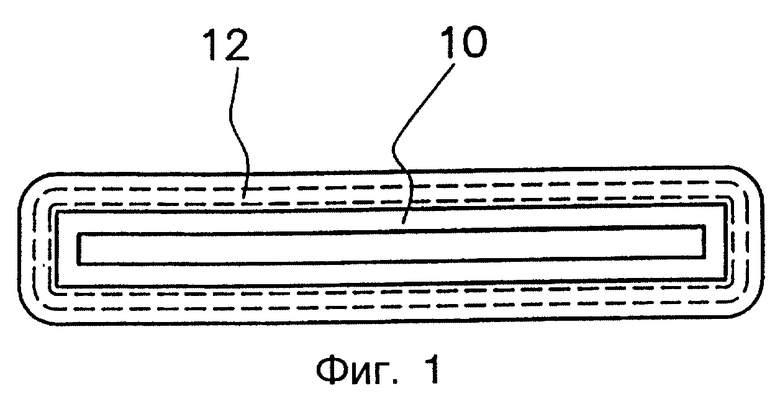
| US 5269421 А, 14.12.1993 | |||
| WO 00/26316 А1, 11.05.2000 | |||
| Чувствительный к температуре рулонный склеивающий материал | 1974 |
|
SU523925A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОУСАЖИВАЮЩЕЙСЯ МНОГОСЛОЙНОЙ АДГЕЗИОННОЙ ЛЕНТЫ "ДОНРАД-1" | 1996 |
|
RU2074875C1 |
| FR 1531603 А, 18.05.1967 | |||
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛА ИЛИ КРЕМНИЯ | 2006 |
|
RU2339710C2 |
| СПОСОБ ПОЛУЧЕНИЯ СПИРТОВОГО ЭКСТРАКТА ЧАГИ | 2007 |
|
RU2341277C1 |

