Область техники
Настоящее изобретение относится к упаковочному материалу, содержащему по меньшей мере одну регистрируемую несущую информацию метку на упаковочной емкости, выполненной с возможностью формирования из этого материала. Более конкретно, изобретение относится к упаковочному материалу со множеством участков намагничиваемой краски, устройству для намагничивания упаковочного материала, системе изготовления этого упаковочного материала и способу намагничивания упаковочного материала.
Уровень техники
Множество текучих пищевых продуктов, таких как фруктовый сок, молоко, обработанное при высокой температуре, вино, томатный соус и т.д., продается в упаковках, изготовленных из стерилизованного упаковочного материала. Упаковочный материал может поставляться в виде отдельных листов или заготовок, вырезанных из полотна, перед заполнением пищевым продуктом или в виде полотна для формирования трубочки по ходу заполнения, запечатывания и формирования упаковки.
Оптические указующие метки (маркировка) предусмотрены на отдельном листе или полотне для передачи информации, связанной с использованием, указывающей порядок действий, когда упаковочный материал сложен и запечатан в виде упаковки. Оптические метки обеспечиваются во время печати при нанесении на лист или полотно цветового оформления или информации о продукте. Неприемлемо то, что оптические метки занимают значительную площадь того, что становится внешней частью упаковки. Были сделаны попытки сократить такое нежелательное использование внешней поверхности за счет уменьшения физического размера метки. Однако уменьшение физического размера ограничено нижним критическим пределом, ниже которого метка слишком мала, чтобы зарегистрировать ее по меньшей мере с минимальной требуемой точностью посредством имеющегося оптического оборудования.
Разработка упаковочных материалов с магнитными метками позволяет преодолеть упомянутые выше проблемы оптических меток.
В публикации WO 2012/072309 предлагается упаковочный материал, содержащий по меньшей мере один регистрируемый намагничиваемый участок на упаковку. Этот участок может быть напечатан на стороне листа или полотна, предназначенной для внутренней части упаковки, т.е. обращен внутрь относительно потребителя. Однократное намагничивание участка обеспечивает магнитную метку, передающую картину силовых линий магнитного поля, связанную с особенностями изготовления для улучшения формирования и обработки поверхностей упаковок. Особенности изготовления включают линии сгиба, отверстия или печать на внешней стороне упаковки.
Намагничиваемый участок может быть получен на раннем этапе способа изготовления упаковочного материала. В альтернативном варианте магнитное поле может быть приложено к этому участку во время формирования особенности изготовления, тем самым, обеспечивая связь магнитной метки с использованием особенности изготовления. Например, в сложенном листе или полотне магнитные метки приобретают свою намагниченность за счет магнитов в фальцующем ролике. Магниты могут быть расположены на периферии фальцующего ролика, как предложено в публикации WO 2016/045994. Магнитное поле магнитов прикладывается к намагничиваемому участку на листе (или полотне) по мере того, как лист проходит через фальцующий ролик для формирования сгибов.
Иногда несложенное полотно или лист используется для формирования упаковки типа подушки, такой как упаковка Tetra Fino Aseptic® (TFA), поставляемая подателем настоящей заявки. Фальцующий ролик или инструмент не используется или не требуется во время формирования упаковок из несложенных листов. Кроме того, использование:
(i) псевдо-фальцующего ролика с магнитами, но без способности загибать складки; или
(ii) отдельного ролика с магнитами, синхронизированными с печатью магнитной краски на лист;
для намагничивания намагничиваемого участка в несложенном упаковочном материале, одновременно является дорогостоящим и сложным для обращения и осуществления.
Следовательно, существует потребность в альтернативных способах и устройствах для приложения магнитного поля к намагничиваемым участкам несложенных упаковочных материалов.
Сущность изобретения
По первому аспекту настоящего изобретения предлагается устройство для намагничивания упаковочного материала для содержащих пищевые продукты упаковок, устройство содержит:
подающее приспособление для подачи упаковочного материала через устройство, упаковочный материал содержит множество участков намагничиваемой краски; и
неподвижную перекладину по меньшей мере с одним магнитом для намагничивания участков краски, нанесенной на упаковочный материал.
В некоторых вариантах осуществления первого аспекта устройством является печатная машина. В других вариантах осуществления первого аспекта настоящего изобретения устройством является фасовочная машина.
По второму аспекту настоящего изобретения предлагается система для изготовления упаковочного материала, система содержит:
устройство по любому из предшествующих пунктов для намагничивания упаковочного материала; и
по меньшей мере одну станцию ламинирования, содержащую экструдер и зону контакта вальцов для обеспечения ламинирующего слоя для прокатки намагниченного упаковочного материала.
По третьему аспекту настоящего изобретения предлагается способ намагничивания упаковочного материала для содержащей пищевой продукт упаковки, способ включает:
нанесение множества участков намагничиваемой краски на упаковочный материал; и
перемещение упаковочного материала с нанесенными участками краски через множество неподвижных магнитов для намагничивания участков краски и формирования намагниченного упаковочного материала.
По четвертому аспекту настоящего изобретения предлагается упаковочный материал для изготовления запечатанной упаковки пищевого продукта, упаковочный материал содержит:
слой основания для придания жесткости упаковочному материалу;
по меньшей мере один прямоугольный участок намагничиваемой краски, нанесенной на слой основания; и
по меньшей мере один ламинирующий слой, нанесенный на и покрывающий слой основания, и участок намагничиваемой краски;
причем длина более короткой стороны прямоугольного участка намагничиваемой краски составляет от примерно 2 до 6 мм, предпочтительно от примерно 3 до 5 мм и более предпочтительно от примерно 3,9 до 4,1 мм; и
длина более длиной стороны прямоугольного участка намагничиваемой краски составляет от примерно 7 до 13 мм, предпочтительно от примерно 8 до 12 мм и более предпочтительно от примерно 9 до 11 мм.
В некоторых вариантах осуществления четвертого аспекта длина более короткой стороны прямоугольного участка намагничиваемой краски составляет примерно 4 мм. В предпочтительном варианте осуществления более короткая сторона прямоугольного участка намагничиваемой краски, нанесенной на слой основания, ориентирована параллельно направлению перемещения упаковочного материала. В некоторых вариантах осуществления четвертого аспекта по меньшей мере один прямоугольный участок намагничиваемой краски обладает размерами примерно 4 мм × 10 мм.
Краткое описание чертежей
Некоторые предпочтительные, не подразумевающие ограничения ими варианты осуществления настоящего изобретения будут описаны в качестве примера со ссылкой на сопроводительные чертежи, на которых:
на фиг. 1 показана система для изготовления упаковочного материала по одному варианту осуществления настоящего изобретения;
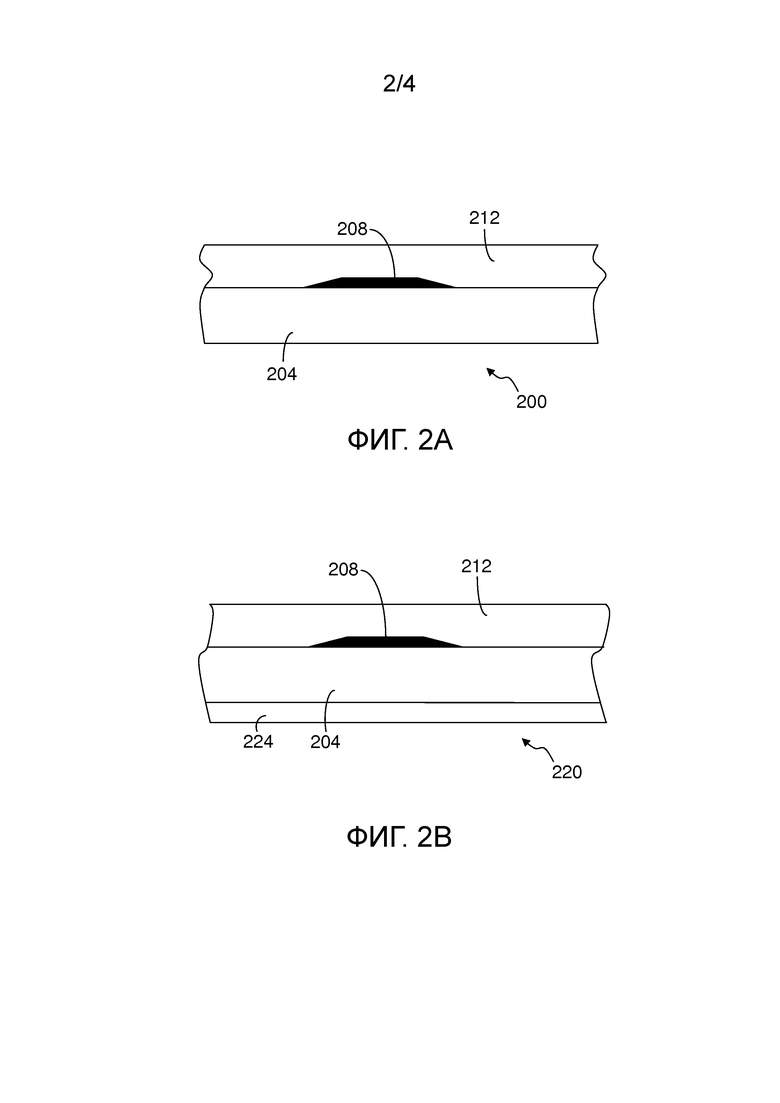
на фиг. 2A показан вид сбоку в разрезе упаковочного материала, который сформирован во время использования системы по фиг. 1;
на фиг. 2B показан упаковочный материал по фиг. 2A с нанесенным на него дополнительным слоем;
на фиг. 3A показан вид сверху и вид в перспективе в частичном разрезе печатной машины для нанесения намагничиваемой краски на полотно упаковочного материала и намагничивания нанесенной краски по одному варианту осуществления настоящего изобретения;
на фиг. 3B показан вид спереди печатной машины по фиг. 3A из положения Y (рулонная подача упаковочного материала не показана для ясности);
на фиг. 3C показан вид сбоку печатной машины по фиг. 3A из положения Z (средство нанесения намагничиваемой краски и рулонная подача упаковочного материала не показаны для ясности); и
на фиг. 4 показана фасовочная машина для формирования и заполнения упаковки из упаковочного материала, изготовленного по одному варианту осуществления настоящего изобретения.
Подробное описание
На фиг. 1 показана система 100 для изготовления упаковочного материала 104. В системе 100 рулон 108 обеспечивает слой основания упаковочного материала 104, например, бумаги, для жесткости. Слой основания от рулона 108 проходит через печатную машину 109 с намагничиваемой краской. Печатная машина 109 содержит средство 112 нанесения намагничиваемой краски и неподвижную перекладину 116 с магнитом 120. Хотя это не показано, перекладина 116 может содержать множество магнитов 120. По мере прохождения слоя основания через средство 112 нанесения, один или более участков намагничиваемой краски (не показана) накладываются на поверхность слоя основания. Наложенный участок(ки) затем проходят вблизи магнита 120 для намагничивания этого участка, тем самым, обеспечивая одну или более меток магнитного поля на слое основания. Каждый участок может обеспечивать свою собственную уникальную картину силовых линий магнитного поля, которая отличается от другого участка на слое 104 основания. Однако предпочтительно, чтобы каждый участок обеспечивал одну и ту же картину силовых линий магнитного поля. Печатная машина 109 будет описана более подробно далее со ссылкой на фиг. 3A, 3B и 3C.
Упаковочный материал 104 с одним или более участками намагниченной краски от печатной машины 109 затем проходит между роликами 124 и 128. В это же время ламинирующий слой 132 от экструдера 136 наносится на материал 104 поверх одного или более участков намагниченной краски. Сразу после прохождения через ролики 124 и 128 упаковочный материал 104 обладает многослойной структурой, как показано на фиг. 2A. Упаковочный материал 200 на фиг. 2A содержит слой 204 основания и участок 208 намагниченной краски. Ламинирующий слой 212 покрывает слой 204 основания и участок 208 краски. Ламинирующим слоем 212 может быть термосвариваемый полимерный материал, например, содержащий прочный, полученный с катализатором металлоценом полиэтилен с низкой линейной плотностью (LLD) с высокой степенью вытягивания. Предпочтительно слой 212 нанесен на слой основания в расплавленном состоянии путем экструзионного покрытия перед охлаждением. Хотя это не показано на фиг. 1 и 2A, также можно нанести слой кислородонепроницаемого материала, например, алюминиевой фольги, на ламинирующий слой 212. Этот кислородонепроницаемый слой в свою очередь может быть покрыт другим ламинирующим слоем термосвариваемого полимерного материала, который будет формировать внутренний слой в контакте с пищевым продуктом после формирования упаковки. Таким образом, в упаковочном материале 200, как показано на фиг. 2A, участок 208 краски нанесен на поверхность слоя 204 основания, который будет обращен внутрь или во внутреннее пространство упаковки, которая в итоге будет сформирована из упаковочного материала 200. В альтернативном варианте осуществления участок 208 краски нанесен на поверхность слоя 204 основания, который будет обращен наружу или на внешнюю поверхность упаковки, которая в итоге будет сформирована из упаковочного материала. В этом альтернативном варианте осуществления участок 208 затем покрывается термосвариваемым слоем термопластичного полимера, такого как полиолефины, такие как полиэтилен или полипропилен, такие как полиэтилен с низкой плотностью (LDPE), полиэтилен с низкой линейной плотностью (LLDPE), LLDPE, полимеризованный в присутствии катализатора с ограничениями по его геометрии, такого как катализатор металлоцен (m-LLDPE), или полиэтилен высокой плотности (HDPE) или гомо- или сополимер полипропилена, или смесь полимеров, содержащая любой из этих полимеров.
Форма и площадь участка 208 намагничиваемой краски не имеет конкретных ограничений. Например, форма участка(ов) 208 краски может быть выбрана из группы, включающей прямоугольную, квадратную, круглую, овальную, удлиненную форму и их комбинации. Площадь участка 208 обычно будет менее 250 мм2, предпочтительно менее 150 мм2 и более предпочтительно менее 25 мм2. В некоторых вариантах осуществления участок(ки) 208 краски является прямоугольным. Когда участок(ки) 208 краски является прямоугольным, предпочтительно, чтобы более короткая сторона прямоугольника обладала длиной от примерно 2 до 6 мм, предпочтительно от примерно 3 до 5 мм и более предпочтительно от примерно 3,9 до 4,1 мм. Более длинная сторона прямоугольника обладает длиной от примерно 7 до 13 мм, предпочтительно от примерно 8 до 12 мм и более предпочтительно от примерно 9 до 11 мм. Наиболее предпочтительные размеры прямоугольного участка(ков) 208 краски составляют 4 мм × 10 мм. Неожиданно было обнаружено, что прямоугольные участки краски излучают профиль магнитного поля или сигнал, который легко зарегистрировать и измерить. Другое преимущество состоит в том, что профиль магнитного поля регистрируется существующими устройствами для считывания, тем самым устраняя необходимость в дорогостоящем новом считывающем оборудовании.
Намагничиваемая краска содержит намагничиваемые частицы, растворитель и связующее вещество. Намагничиваемые частицы могут представлять собой магнетит или маггемит или гематит. Связующее вещество может быть выбрано из группы, состоящей из акрилата, акриликов, таких как акриловый сополимер стирола, полиуретан, нитроцеллюлозу, полиамид и латекс. Два связующих вещества могут быть выбраны из этой группы, причем одно связующее вещество служит в качестве диспергирующего вещества, чтобы намагниченные частицы были равномерно распределены в краске, а другое связующее вещество служит в качестве адгезива для упаковочного материала. Количество связующего вещества может составлять от 15 до 70 процентов по весу краски, предпочтительно от 15 до 60 процентов, предпочтительно от 20 до 55 процентов. Краска может дополнительно содержать такие добавки, как воск и/или противовспенивающее вещество. Воск может быть выбран из группы, состоящей из полиэтилена, полипропилена, силикона, полиамида, сополимера этилена и винилацетата, сополимера этилена и бутилацетата, сополимера этилена и акриловой кислоты и политетрафторэтилена. Противовспенивающее вещество может содержать силикон или минеральное масло. Растворитель может быть выбран из группы, содержащей этанол, этиловый ацетат, воду, изопропанол, гликоль или раствор добавки-замедлителя. Количество намагничиваемых частиц может составлять от 15 до 40 процентов по весу краски, предпочтительно от 30 до 35 процентов по весу. Размер намагничиваемых частиц может составлять от 0,1 до 2,5 мкм, предпочтительно от 0,1 до 0,8 мкм или предпочтительно от 0,4 до 1,5 мкм, предпочтительно примерно 0,3 мкм или 1 мкм.
Как показано на фиг. 1, упаковочный материал 104 затем проходит вокруг другого ролика 140 перед прохождением между роликами 152 и 156. Ламинирующий слой 144 из экструдера 148 также наносится на упаковочный материал 104 по мере того, как материал 104 проходит между роликами 152 и 156. Слой 144 наносится на лицевую поверхность материала 104 напротив слоя 132. Упаковочный материал 104 обладает многослойной структурой, показанной на фиг. 2B, после прохождения через ролики 152 и 156. Упаковочный материал 220, показанный на фиг. 2B, содержит слой 204 основания, участок 208 намагниченной краски и ламинирующий слой 212, как указано выше в отношении фиг. 2A. Ламинирующий слой 224 покрывает лицевую поверхность слоя 204 основания напротив ламинирующего слоя 212. Ламинирующим слоем 224 может быть термоуплотняемый полимерный материал, описанный выше в отношении ламинирующего слоя 212.
Один или более функциональных блоков 160 предусмотрены в системе 100 после того, как упаковочный материал 104 проходит через ролики 152 и 156, для модификации намагниченного и ламинированного упаковочного материала 220. Примеры операций, выполненных блоком(ами) 160 включают устранение недостатков упаковочного материала или печать декоративных элементов на упаковочном материале 220. Однако необязательно функциональный блок 160 включен в систему 100.
После функционального блока(ов) 160 и прохождения через ролики 164 и 168, упаковочный материал наматывается на рулон 169 для дальнейшего использования, например, с фасовочной машиной 170, показанной на фиг. 4 далее.
Хотя это не показано на фиг. 1, дополнительный экструдер может быть введен в систему 100 между функциональным блоком(ами) 160 и направляющими роликами 164 и 168. Этот дополнительный экструдер используется для экструзионного покрытия наружного ламинирующего слоя поверх печатного декорирующего узора и печатной магнитной метки упаковочного материала 104.
На фиг. 3A, 3B и 3C показана печатная машина 300 с магнитной краской и ее использование при нанесении и намагничивании участков 324 краски на упаковочный материал 304. Печатная машина 300 содержит средство 316 нанесения намагничиваемой краски и неподвижную перекладину 320 с множеством магнитов 328. Магнитами 328 могут быть электромагниты или постоянные магниты, например, полосовые магниты. Магниты 328 могут находиться на поверхности перекладины 320 или же вместо этого могут быть расположены внутри перекладины 320, например, в выемке на перекладине 320. Перекладина 320 расположена около средства 316 нанесения, как показано на фиг. 3A и 3B. Однако расстояние между перекладиной 320 и средством 316 нанесения не является слишком важным. Например, перекладина 320 может примыкать к средству 316 нанесения, или перекладина 320 может быть отделена от средства 316 нанесения примерно на 1000, 500, 200, 100, 50, 25, 10 или 5 мм. Перекладина 320 также позиционирована таким образом, чтобы магниты 328 были расположены как можно ближе к упаковочному материалу 304. Предпочтительно расстояние ʺDʺ на фиг. 3C между магнитами 328 и материалом 304 составляет примерно 2 мм или примерно 1 мм или менее 1 мм. Это приводит к намагничиванию участков 324 краски, когда материал 304 проходит через и близко от перекладины 320.
Штриховые линии 308 на фиг. 3A определяют отдельные формируемые упаковочные емкости. Каждая упаковочная емкость содержит участок 324 намагниченной краски. Хотя участки 324 намагниченной краски на фиг. 3A имеют прямоугольную форму, участки 324 краски также могут быть квадратной формы или любой другой подходящей формы. Предпочтительно участки 324 краски имеют прямоугольную форму. Более предпочтительно прямоугольные участки 324 краски обладают размером примерно 4 мм x 10 мм с более короткой стороной 4 мм прямоугольника, ориентированной параллельно направлению перемещения упаковочного материала 304, как показано сплошными линиями на фиг. 3A.
Печатная машина 300 используется следующим образом. Упаковочный материал 304, а точнее образующая слой основания часть упаковочного материала, подается с рулона 312 к печатной машине 300, как показано сплошными стрелками на фиг. 3A и 3B. По мере того как упаковочный материал или слой 304 основания проходит под средством 316 нанесения, участки 324 намагничиваемой краски наносятся на материал 304. Нанесенные участки 324 затем проходят под магнитами 328 на неподвижной перекладине 320 для намагничивания участков 324, тем самым, обеспечивая одну или более меток магнитного поля на упаковочном материале или слое 304 основания. Упаковочный материал 304 затем претерпевает дополнительную обработку в системе 100, показанной на фиг. 1, или альтернативные операции до заполнения и формирования упаковок.
Не ограничиваясь какой-либо теорией, предполагается, что поле, излучаемое участками 324 намагниченной краски, полученными после печатной машины 300, не будет напоминать поле от других намагниченных меток, полученных существующими способами, включающими, например, фальцующий ролик, причем размер и площадь участка намагничиваемой краски больше, чем геометрический размер метки магнитного поля, т.е. части участка краски, который обладает намагниченностью. Профиль магнитного поля, испускаемого участками 324 намагниченной краски, скорее будет зависеть от физической границы (т.е. размера, формы и площади) участка 324 напечатанной краски, поскольку весь или по существу весь участок 324 напечатанной краски становится намагниченным за счет печатных машин 109 и 300. Размер и форма профиля магнитного поля не зависят от скорости упаковочного материала или слоя основания по мере того, как он проходит под магнитами на неподвижной перекладине. Предпочтительно размер магнита(ов) 328 больше, чем размер участков 324 краски, чтобы помогает гарантировать, что весь участок 324 напечатанной краски будет намагничен.
Как показано на фиг. 4, упаковочный материал 104, изготовленный системой по фиг. 1, отматывается с рулона 169 и подается на фасовочную машину 170, в которой упаковочный материал формируется в виде трубки, которая запечатывается на одном конце, заполняется пищевым продуктом из трубки 172, повторно запечатывается, чтобы вмещать пищевой продукт, отрезается и формуется в виде упаковки 176. При заполнении устройство считывания магнитной метки (не показано на фиг. 4) регистрирует магнитное поле, испускаемое участком(ами) 208 намагниченной краски на упаковочном материале 104, 220 для синхронизации положения упаковочного материала 104 с трубкой 172 и другими запечатывающими и режущими элементами (не показаны). Также регистрируется любое перекручивание, сформированное в трубке при изготовлении и заполнении упаковок. Такое нежелательное перекручивание затем исправляется для улучшения работы и увеличения выхода правильно сформированных, заполненных и запечатанных упаковок 176. Другие операции (не показаны), которые могут возникать, как часть работы фасовочной машины 170, включают стерилизацию упаковочного материала, позиционное совмещение с магнитной меткой (и печатным изображением) для исправления любого перекручивания трубки, применение открывающих устройств, позиционного совмещения отверстий, загиб кромок по требованию заказчика, тиснение или печать на наружной стороне готового упаковочного материала и/или разрезание упаковочного материала. Фасовочная машина также может содержать неподвижную перекладину (не показана) по меньшей мере с одним магнитом для намагничивания участков краски, нанесенной на упаковочный материал.



Изобретение относится к пищевой промышленности. Предложено устройство для намагничивания упаковочного материала для пищевых продуктов, которое содержит подающее приспособление для подачи упаковочного материала через устройство, при этом упаковочный материал содержит множество участков с намагничиваемой краской. Устройство также содержит неподвижную перекладину по меньшей мере с одним магнитом для намагничивания участков краски, нанесенной на упаковочный материал. Также представлена система для изготовления упаковочного материала и способ намагничивания упаковочного материала. Изобретение обеспечивает высокую эффективность при использовании. 3 н. и 9 з.п. ф-лы, 7 ил.
1. Устройство (109, 300) для намагничивания упаковочного материала (104, 200, 220, 304) для содержащих пищевые продукты упаковок (176), содержащее:
подающее устройство для подачи упаковочного материала (104, 200, 220, 304) через устройство (109, 300), при этом упаковочный материал содержит множество участков (208, 324) намагничиваемой краски; и
неподвижную перекладину (116, 320) по меньшей мере с одним магнитом (120, 328) для намагничивания участков (208, 324) краски, нанесенной на упаковочный материал (104, 200, 220, 304),
отличающееся тем, что устройство (109, 300) дополнительно содержит средство (112, 316) нанесения намагничиваемой краски для нанесения множества участков (324) намагничиваемой краски на упаковочный материал (104, 200, 220, 304), проходящий под средством (112, 316) нанесения намагничиваемой краски, при этом упаковочный материал (104, 200, 220, 304) является несложенным упаковочным материалом.
2. Устройство (109, 300) по п. 1, в котором средство (112, 316) нанесения намагничиваемой краски выполнено с возможностью нанесения участков (324) намагничиваемой краски прямоугольной формы на упаковочный материал (104, 200, 220, 304), предпочтительно участков (324) намагничиваемой краски прямоугольной формы, у которых длина более короткой стороны составляет от примерно 2 до 6 мм, предпочтительно от примерно 3 до 5 мм и более предпочтительно от примерно 3,9 до 4,1 мм.
3. Устройство (109, 300) по любому из предшествующих пунктов, в котором неподвижная перекладина (116, 320) содержит множество магнитов (120, 328).
4. Устройство (109, 300) по любому из предшествующих пунктов, в котором размер магнита или магнитов (120, 328) больше, чем размер участков (208, 324) намагничиваемой краски.
5. Устройство (109, 300) по любому из предшествующих пунктов, в котором магнит или магниты (120, 328) выполнены таким образом, чтобы при использовании расстояние между магнитом или магнитами (120, 328) и упаковочным материалом (104, 200, 220, 304) было менее 5 мм, предпочтительно менее 2 мм и более предпочтительно менее 1 мм.
6. Устройство (109, 300) по любому из предшествующих пунктов, причем устройство (109, 300) выполнено с возможностью нанесения только одного участка (208, 324) намагничиваемой краски на упаковочную емкость (176), формируемую из упаковочного материала (104, 200, 220, 304).
7. Система (100) для изготовления упаковочного материала (104), содержащая:
устройство (109) по любому из предшествующих пунктов для намагничивания упаковочного материала (104); и
по меньшей мере одну станцию ламинирования, содержащую экструдер (136, 148) и зону (124, 128; 152, 158) контакта вальцов для обеспечения ламинирующего слоя (132, 144) для ламинирования намагниченного упаковочного материала.
8. Система (100) по п. 7, дополнительно содержащая по меньшей мере один функциональный блок (160) для модификации намагниченного и ламинированного упаковочного материала (200, 220), причем по меньшей мере один функциональный блок (160) выбран из группы, состоящей из блока отладки, блока печати для нанесения декоративных элементов на упаковочный материал и их комбинаций.
9. Система (100) по п. 7 или 8, содержащая по меньшей мере две станции ламинирования, каждая станция содержит экструдер (136, 148) и зону (124, 128; 152, 158) контакта вальцов для обеспечения ламинирующих слоев (132, 144) для ламинирования намагниченного упаковочного материала.
10. Способ намагничивания упаковочного материала для содержащей пищевой продукт упаковки с использованием устройства по любому из пп. 1-6, включающий:
нанесение множества участков намагничиваемой краски на упаковочный материал путем пропускания упаковочного материала под средством нанесения намагничиваемой краски; и
перемещение упаковочного материала с нанесенными участками краски мимо множества неподвижных магнитов для намагничивания участков краски и формирования намагниченного упаковочного материала, причем упаковочный материал является несложенным упаковочным материалом.
11. Способ по п. 10, в котором упаковочный материал проходит мимо средства нанесения намагничиваемой краски для нанесения множества участков краски, предпочтительно посредством флексографической печати или струйной печати.
12. Способ по п. 10 или 11, в котором упаковочный материал с нанесенными участками краски перемещают на расстоянии в пределах 5 мм от множества неподвижных магнитов, предпочтительно на расстоянии в пределах 2 мм от множества неподвижных магнитов и более предпочтительно на расстоянии в пределах 1 мм от множества неподвижных магнитов.
| US 5458062 A, 17.10.1995 | |||
| НАМАГНИЧИВАЮЩИЕСЯ ЧЕРНИЛА | 2010 |
|
RU2533289C2 |
| ЛАМИНАТ С ПРОДОЛЬНО-ПОПЕРЕЧНОЙ ОРИЕНТАЦИЕЙ СЛОЕВ ИЗ ОРИЕНТИРОВАННЫХ ПЛЕНОК, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ГОЛОВКА ДЛЯ СОВМЕСТНОЙ ЭКСТРУЗИИ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2003 |
|
RU2314205C2 |
| US 2013228614 A1, 05.09.2013. | |||

