Область техники
Настоящее изобретение относится к упаковочному материалу и способу получения конечных упаковок из полотна такого упаковочного материала.
Уровень техники
В рамках технологии упаковки, где упаковочный контейнер формируется из упаковочного ламината, известно обеспечение упаковочного ламината в виде полотна, которое до или во время упаковывания формируется в упаковочный контейнер. Направляющие метки, например для оптического считывания, были обеспечены, чтобы направлять операции при получении конечной упаковки, такие как, например, формирование, запечатывание, сгибание и т.д. Такие направляющие метки иногда называются приводочными метками. Приводочная метка для оптического считывания обеспечивается во время печати упаковочного ламината, когда, например, на упаковочном ламинате печатается художественное оформление или информация о продукте. Проблема с такими приводочными метками заключается в том, что они занимают заметную область, которая становится внешним видом упаковки. Дополнительная проблема заключается в том, что такая приводочная метка при печати должна быть хорошо согласована с другими операциями, выполняемыми на полотне. Поэтому требуется обеспечивать улучшенное обеспечение разметки полотна упаковочного ламината для обеспечения правильного получения конечных упаковок.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение основано на понимании того, что на упаковочном ламинате может быть обеспечена магнитная разметка. Это понимание дополнительно заключает, что согласование операций для получения конечной упаковки из такого упаковочного ламината может значительно улучшать точность и надежность завершающих операций.
Согласно первому аспекту обеспечен упаковочный материал, содержащий множество намагничиваемых участков на нем, содержащих по меньшей мере два намагничиваемых участка для каждой упаковки, формируемой из этого упаковочного материала, при этом каждый из по меньшей мере двух намагничиваемых участков для каждой формируемой упаковки обеспечивает магнитную метку, несущую картину силовых линий магнитного поля так, что обеспечивается информация о положении и ориентации, относящаяся к получению конечной соответствующей упаковки.
По меньшей мере одна из по меньшей мере двух магнитных меток может определять положение для разрезания полотна на части для образования соответствующей упаковки. В одном варианте выполнения изобретения полотно упаковочного материала снабжено первой серией магнитных меток, размещаемых вдоль первой воображаемой линии, параллельной и смежной первому продольному краю полотна, и второй серией магнитных меток, размещаемых вдоль второй воображаемой линии, параллельной и смежной второму продольному краю полотна таким образом, что каждая магнитная метка первой серии магнитных меток и каждая магнитная метка второй серии магнитных меток размещены в поперечно-противоположном отношении друг к другу вдоль третьей воображаемой линии, которая перпендикулярна указанным первому и второму продольным краям полотна. В этом варианте выполнения каждая такая пара поперечно-противоположных магнитных меток может быть использована с целью корректного расположения полотна для безошибочного разрезания полотна многократно согласующимся образом.
Формирование может включать в себя формирование трубчатого промежуточного продукта из этого материала. Магнитная метка может быть нанесена для контролирования перекоса материала, определения перекрытия в результате формирования трубчатого промежуточного элемента так, что требуемый диаметр трубчатого промежуточного элемента является контролируемым, и/или определения по меньшей мере одного положения для определения перекрутки трубы при формировании конечной упаковки.
Магнитная метка может определять по меньшей мере одно положение для сгибания конечной упаковки.
Магнитная метка может определять по меньшей мере одно положение для запечатывания конечной упаковки.
Согласно второму аспекту обеспечен способ получения конечных упаковок из упаковочного материала по первому аспекту. Способ включает этапы, на которых считывают информацию о положении с магнитных меток; разрезают полотно на части для формирования упаковок; формируют эти части в промежуточный продукт; заполняют упаковку содержимым; и запечатывают упаковку, причем любой этап из разрезания, формирования и запечатывания выполняется на основании информации о положении, считываемой с магнитной метки.
Способ может дополнительно включать, после разрезания и до формирования, этап, на котором перемещают соответствующую часть из положения разрезания в положение формирования, причем информация о положении магнитных меток используется для выравнивания этой части в положение формирования.
Считывание может быть выполнено в положении, в котором материал имеет либо отсутствие перемещения либо постоянное перемещение во время считывания, и способ может содержать управление перемещением в таком положении во время считывания обеспечением провисания материала до такого положения. Здесь «до» имеет значение в смысле потока упаковочного материала для получения конечной упаковки.
Способ может дополнительно включать этап, на котором формуют крышечный участок, на котором выравнивание формовочного инструмента может быть основано на считывании информации о положении с магнитной метки. Крышечный участок может быть отформован в выемке части полотна, причем положение выемки определяется магнитной меткой, предназначенной для и выравненной с этой выемкой.
Формирование может включать формирование трубчатого промежуточного продукта из указанного материала. Способ может включать этап, на котором контролируют перекрытие трубчатого промежуточного продукта на основании считывания магнитных меток, так что обеспечивается требуемый диаметр трубчатого промежуточного продукта, контролируют перекрутку трубы при формировании конечной упаковки на основе считывания магнитных меток, и/или контролируют перенос материала на основании считывания магнитных меток.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 схематически иллюстрирует процесс получения конечной упаковки согласно варианту выполнения.
Фиг.2а и 2b схематически иллюстрируют применение магнитных меток для выравнивания в процессе формирования трубчатого промежуточного продукта в результате получения конечной упаковки согласно варианту выполнения.
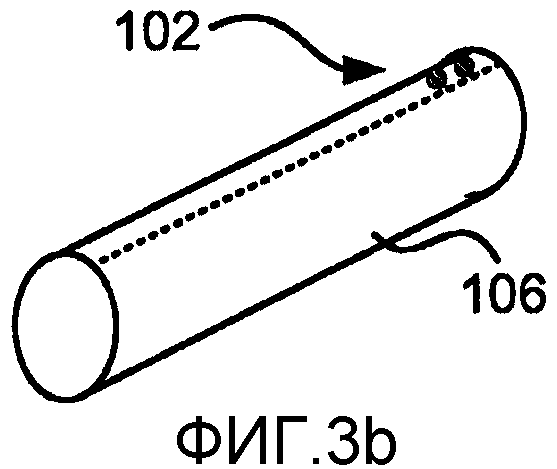
Фиг.3а и 3b схематически иллюстрируют применение магнитных меток для выравнивания в процессе формирования трубчатого промежуточного продукта в результате получения конечной упаковки согласно варианту выполнения.
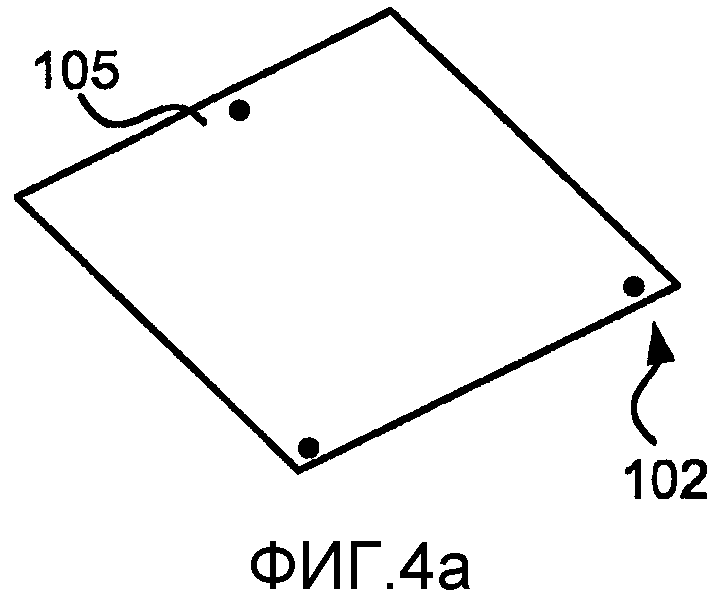
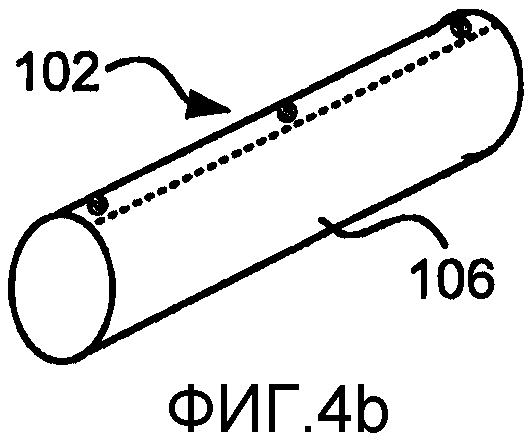
Фиг.4а и 4b схематически иллюстрирует применение магнитных меток для выравнивания в процессе формирования трубчатого промежуточного продукта в результате получения конечной упаковки согласно варианту выполнения.
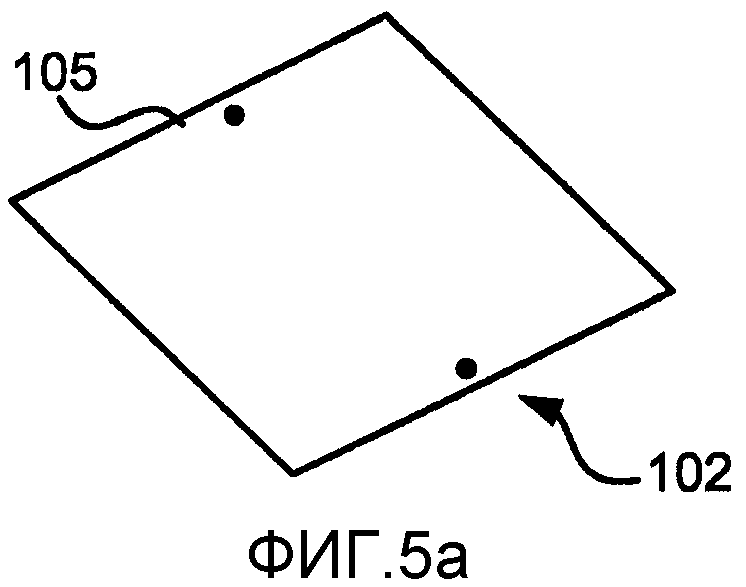
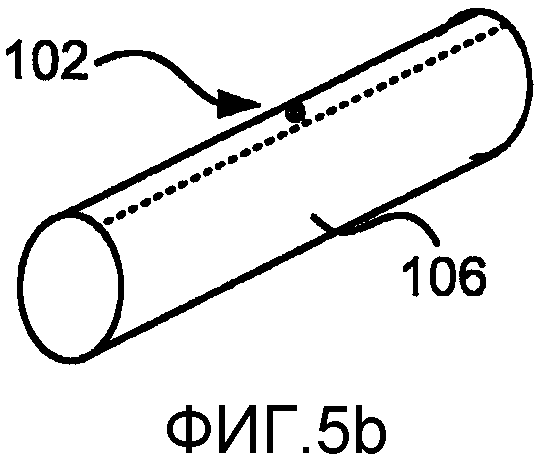
Фиг.5а и 5b схематически иллюстрируют применение магнитных меток для выравнивания в процессе формирования трубчатого промежуточного продукта в результате получения конечной упаковки согласно варианту выполнения.
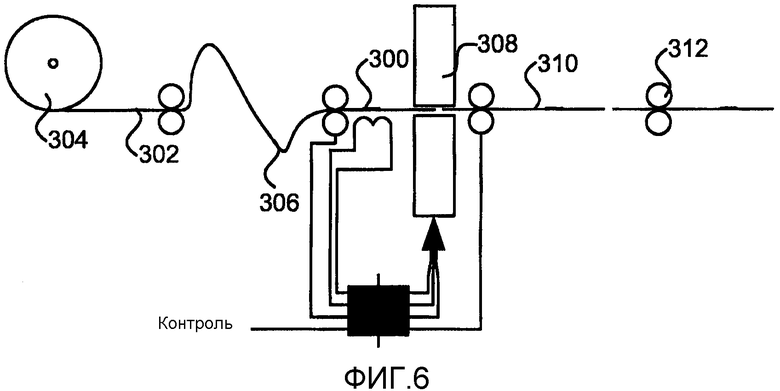
Фиг.6 схематически иллюстрирует подход к управлению скоростью в положении для считывания магнитной метки.
ПОДРОБНОЕ ОПИСАНИЕ
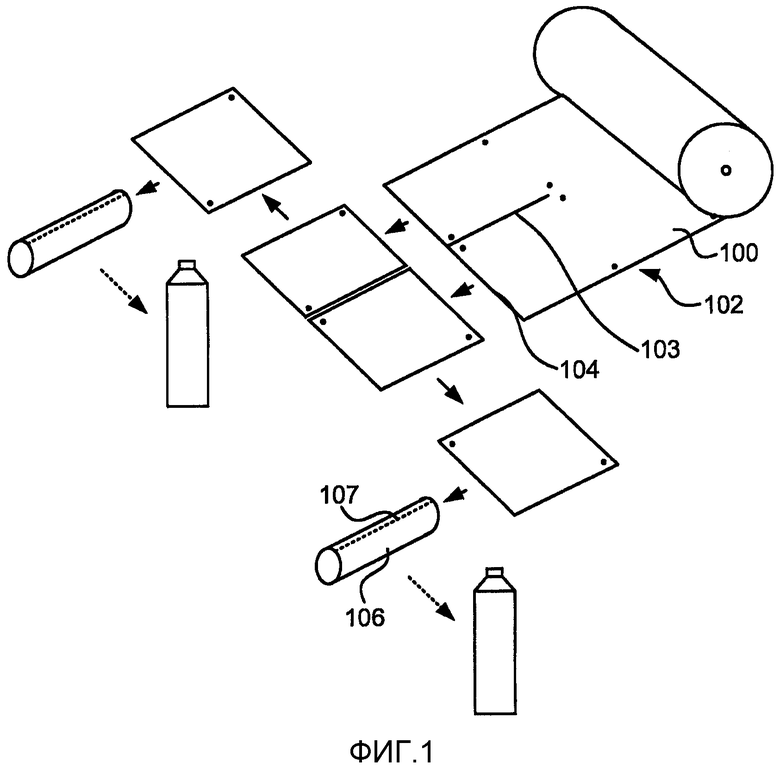
Фиг.1 схематически иллюстрирует примерный процесс получения конечной упаковки для пищевых продуктов или жидкостей. Используется полотно 100 упаковочного материала, например ламината, содержащее множество намагничиваемых участков 102. Полотно 100 содержит два намагничиваемых участка 102 для каждой упаковки, формируемой из этого упаковочного материала. Намагничиваемые участки несут магнитные метки, обозначающие положения на полотне, при этом эти метки используются для выравнивания в процессе завершающих операций. Дополнительные магнитные метки могут быть обеспечены для поддержания дополнительных завершающих операций, однако ниже будет явным образом пояснена функция двух магнитных меток. По меньшей мере два намагничиваемых участка для каждой формируемой упаковки обеспечивают магнитную метку, причем каждая содержит картину силовых линий магнитного поля для обеспечения получения конечной упаковки из полотна. Таким образом, обеспечивается информация о положении, относящаяся к вырезанию части 105 упаковочного материала для формирования соответствующей упаковки. Одна или обе магнитные метки 102 могут определять положения 103, 104 для разрезания полотна на части 105 для формирования соответствующей упаковки. Для поперечного разреза 104, в принципе, необходима только одна метка. Однако могут быть использованы дополнительные метки для повышения точности, например, применением алгоритма решения, например усреднения или компенсации перекоса на основании считываний нескольких меток. Подобным образом выполняется продольный разрез 103. Часть 105 перемещается из положения операции резания в положение формирования упаковки. Здесь предпочтительно используются по меньшей мере две из этих меток, чтобы иметь возможность определять и положение и ориентацию части 105. В положении для формирования упаковки магнитные метки 102 могут дополнительно определять положение и ориентацию для формирования упаковки. Формирование может включать в себя формирование трубчатого промежуточного продукта 106 из полотна, а магнитная метка 102 может затем определять перекрывание 107 при формировании трубчатого промежуточного продукта 106 так, что требуемый диаметр трубчатого промежуточного продукта 106 является точно контролируемым, посредством чего конечный объем упаковки удерживается в пределах требуемых границ. Магнитная метка может также определять по меньшей мере одно положение для сгибания конечной упаковки. Например, там, где магнитная метка выравнивается с линиями сгиба, образованными в полотне, и сгибание будет выравнено с этими линиями сгиба. Магнитная метка может также определять по меньшей мере одно положение для запечатывания конечной упаковки. Запечатывание может быть термической или механической операцией на конце трубы и/или формованием пластиковой открывающей части на конце трубы.
Процесс, проиллюстрированный на фиг.1, предназначен для того, чтобы схематически пояснить способ получения конечных упаковок из полотна 100. Инструменты, механизмы и другие средства для выполнения операций не проиллюстрированы, чтобы не затруднять понимание проиллюстрированного процесса получения конечной упаковки. Во время этого процесса считывание информации о положении с по меньшей мере одной магнитной метки выполняется по меньшей мере один раз, но предпочтительно выполняется на каждой операции, где необходимо какое-либо выравнивание частей. Когда полотно 100 подается для завершающей операции, в проиллюстрированном варианте выполнения первой выполняется операция разрезания полотна на части для формирования упаковок. Далее предпочтительно выполняется выравнивание в процессе разрезания на основании информации о положении от по меньшей мере одной магнитной метки. Это дает преимущество по сравнению с, например, отслеживанием границы полотна, так как граница не может быть так точно выравнена с, например, подготовленными элементами на полотне и не дает какую-либо информацию о положении в продольном направлении. Формирование может включать в себя формирование частей в промежуточный продукт 106, например трубу, где магнитная(ые) метка(и) может(гут) быть использована(ы) для обеспечения того, что размер и форма промежуточного продукта 106 становятся такими, как требуется. Дополнительные операции, т.е. заполнение упаковки содержимым и запечатывание упаковки могут быть выполнены на основании информации о положении магнитной(ых) метки(ок) подобным образом, если необходимо. Предпочтительно способ дополнительно включает после разрезания и до формирования этап, на котором перемещают соответствующую часть из положения разрезания в положение формирования. Здесь эти части могут стать разрегулированными. Однако при использовании информации о положении магнитной метки для выравнивания части в это положение формирование может быть выполнено с большей точностью и надежностью. Способ может дополнительно включать, например, этап, на котором формуют крышечный участок, причем выравнивание формовочного инструмента основано на информации о положении, считываемой с магнитной метки. Например, крышечный участок может быть отформован в выемке части полотна, причем положение этой выемки определяется магнитной меткой, предназначенной для и выравненной с этой выемкой.
В качестве альтернативы полотно может быть обеспечено магнитной(ыми) меткой(ами) на операции разрезания, которая далее будет выравниваться с вырезанной частью. Эта/эти метка(и) далее используется/ются для следующих операций, поясненных выше.
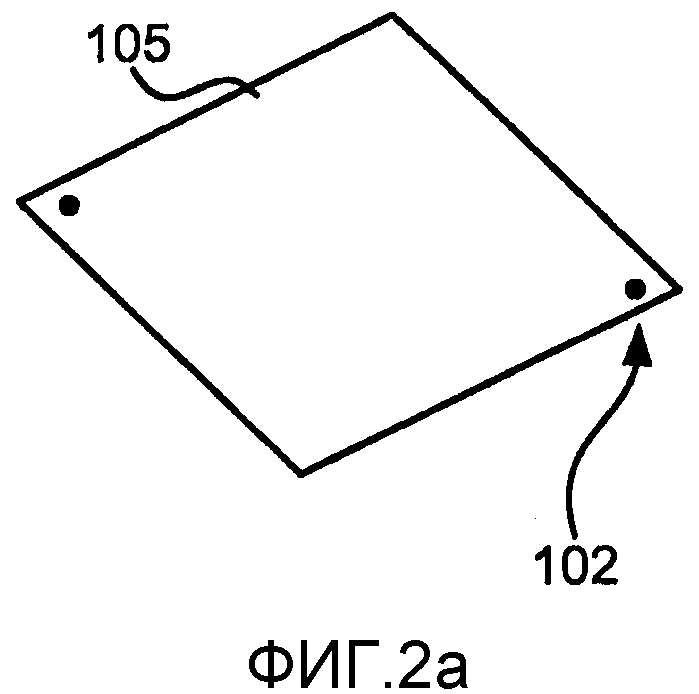
Фиг.2а и 2b схематически иллюстрируют применение магнитных меток для выравнивания в процессе формирования трубчатого промежуточного продукта в результате получения конечной упаковки согласно варианту выполнения, где фиг.2а иллюстрирует часть 105, которая распределена от операции разрезания к операции формирования, а фиг.2b иллюстрирует часть 105, формируемую в трубчатый промежуточный продукт 106. Примерные положения четырех намагничиваемых участков 102 и их магнитных меток на части 105 упаковочного материала обеспечивают предпочтительный способ контролирования перекрытием 107 трубчатого промежуточного продукта 106, который проиллюстрирован на фиг.2b. Здесь метки размещены близко к краю части 105, чтобы перекрываться, но также могут быть размещены на заданном расстоянии от края. Однако с целью иллюстрации и для более легкого понимания принципа выравнивание перекрытия будет обсуждаться в свете иллюстрируемого примера. В результате формирования трубчатого промежуточного продукта 106 магнитные метки 102 выстраиваются в линию друг с другом, как проиллюстрировано на фиг.2b. Тем самым, так как магнитные метки 102 точно выравнены и возможно измерять метки для контролирования формирования трубы 106 трубчатый промежуточный продукт 106 будет иметь необходимую форму, а значит, необходимый объем. Таким образом, меньшее количество упаковок требуется обрабатывать из-за получения ошибочного объема. Дополнительно, перекос части 105 в результате формирования трубчатого промежуточного продукта может быть контролируемым. В случае слишком большого перекоса упаковка должна бы быть отбракована, но с помощью точного контролирования, которое теперь обеспечено, меньшее количество упаковок нуждаются в отбраковывании по этой причине.
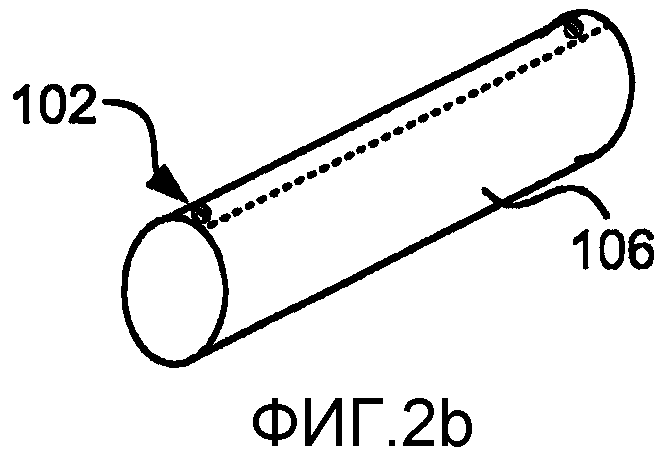
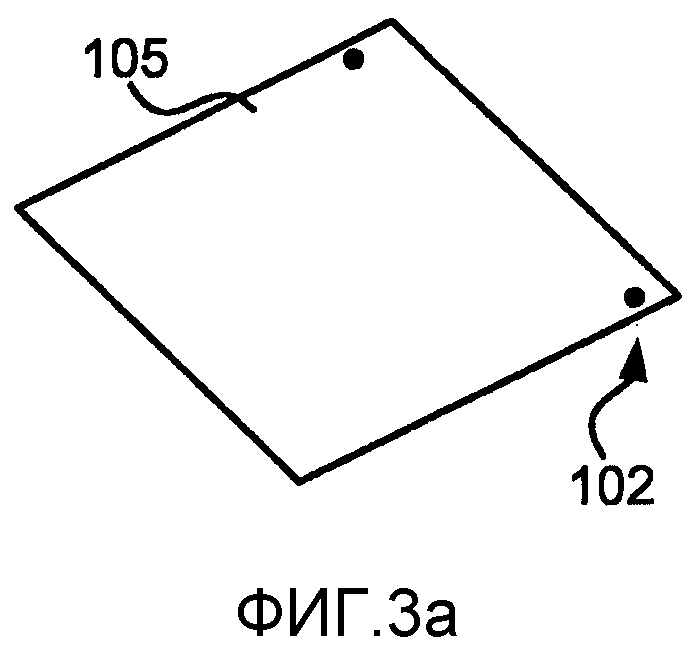
Фиг.3а и 3b схематически иллюстрируют применение магнитных меток для выравнивания в процессе формирования трубчатого промежуточного продукта в результате получения конечной упаковки согласно варианту выполнения, где фиг.3а иллюстрирует часть 105, которая распределена от операции разрезания к операции формирования, а фиг.3b иллюстрирует часть 105, формируемую в трубчатый промежуточный продукт 106. Здесь, два намагничиваемых участка, а значит, магнитные метки 102 размещены так, что в результате формирования трубы магнитные метки будут выравнены в продольном направлении для контролирования диаметра трубы, а их взаимное расстояние может быть использовано для контролирования перекоса.
Фиг.4а и 4b схематически иллюстрируют применение магнитных меток для выравнивания в процессе формирования трубчатого промежуточного продукта в результате получения конечной упаковки согласно варианту выполнения, где фиг.4а иллюстрирует часть 105, которая распределена от операции разрезания к операции формирования, а фиг.4b иллюстрирует часть 105, формируемую в трубчатый промежуточный продукт 106. Здесь, используются три намагничиваемых участка, а значит, магнитные метки 102 размещаются так, что в результате формирования трубы эти три магнитные метки будут выравнены в продольном направлении для контролирования диаметра трубы, а их выравнивание может быть также использовано для контролирования перекоса.
Фиг.5а и 5b схематически иллюстрируют применение магнитных меток для выравнивания в процессе формирования трубчатого промежуточного продукта в результате получения конечной упаковки согласно варианту выполнения, где фиг.5а иллюстрирует часть 105, как распределенную от операции разрезания к операции формирования, а фиг.5b иллюстрирует часть 105, формируемую в трубчатый промежуточный продукт 106. Здесь, два намагничиваемых участка, а значит, магнитные метки 102 размещены так, что в результате формирования трубы эти магнитные метки будут перекрываться для контролирования диаметра трубы, и это точное перекрывание может быть также использовано для контролирования перекоса.
Дополнительная информация о положении может использоваться для печати на наружной стороне упаковки. Эта информация о положении может быть благоприятна для обеспечения точного выравнивания печатного изображения с упаковкой.
В результате создания метки магнитного поля может быть благоприятным то, что средство для считывания метки магнитного поля, например конструкция катушки, не имеет или имеет небольшое относительное перемещение, или, по меньшей мере, приблизительно постоянное относительное перемещение к метке магнитного поля. Это может быть достигнуто, например, объединением считывающего средства, например, с валками для подачи полотна, причем без относительного перемещения, так как периферия валков и полотна перемещается с той же скоростью в том же направлении. Другой путь достижения отсутствия или небольшого относительного перемещения или, по меньшей мере, приблизительно постоянного относительного перемещения к метке магнитного поля заключается в управлении перемещением в положении считывания. Это может быть выполнено наличием участка провисания полотна и до и после положения считывания так, что скорость в этом положении может быть управляемой независимо от скорости полотна до и после этого положения, как проиллюстрировано на фиг.6. Фиг.6 схематически иллюстрирует подход к управлению скоростью в положении 300 считывания. Полотно 302 смотано в рулон на бобине 304, от которой полотно 302 подается для получения конечных упаковок. Провисание 306 может быть достигнуто предоставлением возможности ленте перемещаться вдоль волнообразного пути, где размеры волн являются выполняемыми с возможностью давать различное провисание. Поэтому во время операции считывания скорость может быть управляемой в положении 300 считывания, и полотно 302 может быть ускорено или замедлено между операциями считывания для адаптации к средней скорости полотна. Здесь, ускорение или замедление, конечно, выполняется не только для считывания метки магнитного поля; считывание обычно связано с операцией 308 для получения конечных упаковок, например для разрезания полотна 302 на части 310 и перемещения 312 их к операциям формирования (не показаны), как продемонстрировано выше.
По меньшей мере одна из меток магнитного поля для каждой формируемой упаковки может быть размещена на не более чем 20%, предпочтительно между 5 и 15%, от ширины материала для формирования упаковки от продольного края материала для формирования упаковки. Метка магнитного поля в таких пятнах может быть далее использована для управления закруткой материала при формировании упаковки. Формирование упаковки обычно выполняется формированием определенного вида трубы, которая далее запечатывается определенным образом на ее концах и приобретает требуемую форму. Труба может быть далее ненамеренно перекручена, что может подвергать опасности формирование упаковки. В связи с этим такая метка магнитного поля может помогать управлять любой перекруткой трубы для обеспечения формирования упаковки. Наличием этих магнитных меток соответственно вблизи продольных краев, соединяемых для формирования трубы, контролирование дополнительно улучшается, так как считывание меток магнитного поля может быть выполнено со стороны упаковки, где имеет место соединение, которое может быть благоприятным с точки зрения конструкции упаковочной машины, а также с такой точки зрения, что точность улучшается, если положение измерения находится достаточно близко к положению выравнивания.
Полотно упаковочного материала содержит по меньшей мере два намагничиваемых участка на нем для каждой упаковки, формируемой из этого материала. При этом каждый из по меньшей мере двух намагничиваемых участков обеспечивает магнитную метку, несущую картину силовых линий магнитного поля, обеспечивающую информацию о положении и ориентации, относящуюся к получению конечной упаковки. Способ получения конечных упаковок из полотна упаковочного материала, описанного выше, содержит этапы: считывание с магнитных меток информации о положении, разрезание полотна на части, формирование эти частей в трубчатый промежуточный продукт, заполнение упаковки содержимым и ее запечатывание, причем выполняют эти операции на основании информации о положении. Изобретение обеспечивает повышение качества упаковки и упрощение ее изготовления. 2 н. и 13 з.п. ф-лы, 10 ил.
1. Полотно упаковочного материала, содержащее множество намагничиваемых участков на нем, содержащих по меньшей мере два намагничиваемых участка для каждой упаковки, формируемой из этого упаковочного материала, при этом каждый из указанных по меньшей мере двух намагничиваемых участков для каждой формируемой упаковки обеспечивает магнитную метку, несущую картину силовых линий магнитного поля так, что обеспечена информация о положении и ориентации, относящаяся к получению конечной соответствующей упаковки.
2. Полотно по п.1, в котором по меньшей мере одна из по меньшей мере двух магнитных меток определяет положение для разрезания полотна на части для формирования соответствующей упаковки.
3. Полотно по п.1 или 2, в котором формирование включает формирование трубчатого промежуточного продукта из указанного материала, и магнитная метка нанесена для контролирования перекоса указанного материала.
4. Полотно по п.1 или 2, в котором формирование включает формирование трубчатого промежуточного продукта из ленты и в котором магнитная метка определяет перекрытие в результате образования трубчатого промежуточного продукта, так что требуемый диаметр трубчатого промежуточного продукта является контролируемым.
5. Полотно по п.1 или 2, в котором формирование включает формирование трубчатого промежуточного продукта из указанного материала и в котором магнитная метка определяет по меньшей мере одно положение для определения перекрутки трубы при формировании конечной упаковки.
6. Полотно по п.1, в котором магнитная метка определяет по меньшей мере одно положение для сгибания конечной упаковки.
7. Полотно по п.1, в котором магнитная метка определяет по меньшей мере одно положение для запечатывания конечной упаковки.
8. Способ получения конечных упаковок из полотна упаковочного материала по любому из пп.1-7, причем способ включает этапы, на которых считывают с магнитных меток информацию о положении, разрезают полотно на части для формирования упаковок, формируют эти части в трубчатый промежуточный продукт, заполняют упаковку содержимым и запечатывают упаковку, причем любой этап из разрезания, формирования и запечатывания выполняют на основании информации о положении, считываемой с магнитных меток.
9. Способ по п.8, дополнительно включающий, после разрезания и до формирования, этап, на котором перемещают соответствующую часть из положения разрезания в положение формирования, при этом используют информацию о положении магнитной метки для выравнивания части в положение формирования.
10. Способ по п.8 или 9, в котором считывание выполняют в положении, в котором материал имеет любое из отсутствия перемещения или постоянного перемещения во время считывания, причем способ включает этап, на котором управляют перемещением в таком положении во время считывания обеспечением провисания материала до этого положения.
11. Способ по п.8, дополнительно включающий этап, на котором формуют крышечный участок, на котором выравнивание формовочного инструмента основано на информации о положении, считываемой с магнитной метки.
12. Способ по п.11, в котором крышечный участок формуется в выемке части полотна, причем положение выемки определяется магнитной меткой, предназначенной для и выровненной с выемкой.
13. Способ по п.8 или 9, в котором формирование включает формирование трубчатого промежуточного продукта из указанного материала и контролирование перекрытия трубчатого промежуточного продукта на основании считывания магнитных меток, так что обеспечивается требуемый диаметр трубчатого промежуточного продукта.
14. Способ по п.8 или 9, в котором формирование включает формирование трубчатого промежуточного продукта из указанного материала и контролирование перекрутки трубы при формировании конечной упаковки на основании считывания магнитных меток.
15. Способ по п.8 или 9, в котором формирование включает формирование трубчатого промежуточного продукта из указанного материала и контролирование перекоса материала на основании считывания магнитных меток.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 3257973 A, 01.03.1966 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ИЗДЕЛИЙ | 2002 |
|
RU2336571C2 |

