Настоящее изобретение относится к способу конверсии углеводородного сырья, содержащего сланцевое масло, в более легкие продукты, которые могут применяться в качестве топлива и/или сырья для нефтехимии. Более конкретно, настоящее изобретение относится к способу конверсии углеводородного сырья, содержащего сланцевое масло, который содержит стадию гидроконверсии сырья в кипящем слое, с последующей стадией фракционирования с помощью атмосферной дистилляции с получением легкой фракции, фракции лигроина и фракции газойля и с получением более тяжелой фракции, чем фракция газойля, и стадию экстракции жидкость/жидкость фракции, более тяжелой, чем фракция газойля, и специализированную гидрообработку для каждой из фракций лигроина и газойля. Этот способ делает возможным превращение сланцевых масел в топливную базу очень высокого качества, и, более конкретно, характеризуется отличным выходом.
Ввиду высокой неустойчивости цен за баррель и снижения обнаружения обычных областей нефтепродуктов, нефтяные компании обращаются в сторону нестандартных источников. Вслед за нефтегазоносными песками и глубоководными областями, нефтеносные сланцы, хотя относительно плохо известны, становится все более желанными.
Нефтеносные сланцы представляют собой осадочные породы, которые содержат нерастворимое органическое вещество, называемое керогеном. При высокой температуре in situ или ex situ ("перегонка в реторте") в отсутствие воздуха, при температурах от 400 до 500°C, эти сланцы выделяют масло, сланцевое масло, общего вида, подобного сырой нефти.
Несмотря на состав, отличный от сырой нефти, сланцевые масла могут стать заменой последней, а также источником химических промежуточных веществ.
Сланцевые масла не могут непосредственно применяться вместо сырой нефти. На самом деле, хотя эти масла имеют сходство с нефтью в некоторых отношениях (например, подобное Н/С отношение), они отличаются по химической природе и намного более высоким уровнем металлических и/или неметаллических примесей, таким образом, делая конверсию этого нестандартного источника намного более сложной, чем нефти. Сланцевые масла имеют, в частности, уровни кислорода и азота, намного более высокие, чем в нефти. Они могут также содержать более высокие концентрации олефинов, серы или соединений металлов (особенно соединений, содержащих мышьяк).
Сланцевые масла, полученные пиролизом керогена, содержат большое число олефиновых соединений, полученных в результате крекинга, и это приводит к необходимости дополнительного водорода на стадии очистки. Например, бромный индекс, который дает возможность вычисления концентрации по массе олефиновых углеводородов (путем добавления брома к этиленовой двойной связи), как правило, больше, чем 30 г/100 г углеводородного сырья для сланцевых масел, тогда как он составляет от 1 до 5 г/100 г углеводородного сырья для остатков нефти. Олефиновые соединения, полученные в результате крекинга, по существу состоят из моноолефинов и диолефинов. Ненасыщенности, присутствующие в олефинах, являются потенциальным источником нестабильности при полимеризации и/или окислении.
Содержание кислорода, как правило, выше, чем в тяжелой нефти, и может составлять почти 8 мас.% от сырья. Соединениями кислорода часто являются фенолы и карбоновые кислоты. Поэтому сланцевые масла могут иметь заметную кислотность.
Содержание серы варьируется от 0.1 мас.% до 6.5 мас.%, делая необходимым сильные обессеривающие обработки, чтобы соответствовать техническим условиям для топливной базы. Соединения серы находятся в форме тиофенов, сульфидов или дисульфидов. Более того, профиль распределения серы в сланцевом масле может отличаться от полученного в обычной нефти.
Наиболее отличительным признаком сланцевых масел, тем не менее, является более высокое содержание азота, что делает их неподходящими в качестве обычного сырья для нефтеперерабатывающего завода. Нефть, как правило, содержит около 0.2 мас.% азота, тогда как неочищенные сланцевые масла содержат, как правило, порядка 1 мас.% до около 3 мас.% или более азота. Более того, соединения азота, присутствующие в нефти, как правило, сконцентрированы в относительно более высоких диапазонах кипения, тогда как азотные соединения, присутствующие в неочищенных сланцевых маслах, как правило, распределены по всем диапазонам кипения материала. Азотными соединениями в нефти являются главным образом неосновные соединения, тогда как, в общем, около половины азотных соединений, присутствующих в неочищенных сланцевых маслах, являются основными. Эти основные соединения азота особенно нежелательны в сырье для нефтепереработки, так как эти вещества часто действуют в качестве отравителей катализатора. Кроме того, стабильность продуктов является проблемой, которая является общей для множества продуктов, получаемых из сланцевого масла. Такая нестабильность, включая фоточувствительность, как оказалось, по существу является результатом присутствия соединений азота. Следовательно, неочищенные сланцевые масла должны, как правило, подвергаться сильной очищающей обработке (высокое общее давление), чтобы получить синтетическую сырую нефть или продукты топливной базы, которые соответствуют действующим условиям.
Также известно, что сланцевые масла могут содержать множество следов соединений металлов, в общем, присутствующих в форме металлорганических комплексов. Соединения металлов включают обычные загрязнители, такие как никель, ванадий, кальций, натрий, свинец или железо, а также металлические соединения мышьяка. На самом деле, сланцевые масла могут содержать количество мышьяка, равное более 20 частей на миллион, тогда как количество мышьяка в сырой нефти, как правило, лежит в диапазоне частей на миллион (частей на биллион). Все эти соединения металлов являются отравителями катализаторов. Более конкретно, они необратимо отравляют катализаторы гидрообработки и катализаторы гидрирования посредством равномерного осаждения на активной поверхности. Обычные соединения металлов и часть мышьяка обнаруживаются, главным образом, в тяжелых фракциях, и удаляются путем осаждения на катализаторе. С другой стороны, когда продукты, содержащие мышьяк, способны создавать летучие соединения, эти соединения могут частично обнаруживаться в более легких фракциях и могут, как результат, отравлять катализаторы в последующих процессах конверсии, в ходе очистки или в нефтехимии.
Кроме того, сланцевые масла, как правило, содержат песчаные осадки, происходящие из областей битуминозного сланца, из которых сланцевые масла экстрагируются. Эти песчаные осадки могут вызывать проблемы, связанные с засорением, особенно в реакторах с фиксированным слоем.
Наконец, сланцевые масла могут содержать воски, которые делают их температуру застывания выше, чем температура окружающей среды, таким образом, препятствуя их перемещению в трубопроводе.
Ввиду значительных ресурсов и в виду их оценки, как являющихся многообещающим источником нефти, существует истинная потребность в превращении сланцевых масел в легкие продукты, которые могут применяться в качестве топлива и/или сырья для нефтехимии. Способы конверсии сланцевых масел известны. Обычно конверсия осуществляется на практике альтернативно путем коксования, гидрокрекинга (термический крекинг в присутствии водорода) или путем гидроконверсии (каталитическое гидрирование). Процессы экстракции жидкость/жидкость также известны.
Например, в патенте US 4483763 раскрывается способ конверсии сланцевых масел с помощью уменьшения в них содержания азота. Этот способ включает стадию частичного гидрирования с последующей стадией экстракции жидкость/жидкость с помощью смеси полярного органического растворителя, кислоты и воды. Экстракция осуществляется либо на фракциях средних дистиллятов (400-680°F=204-360°C), либо на всем выходе, полученном посредством гидрирования.
В патенте US5059303 раскрывается способ конверсии сланцевых масел, который содержит стадию гидроконверсии в кипящем слое или фиксированном слое, при необходимости стадию фракционирования, стадию экстракции жидкость/жидкость на жидкой фракции или на всем жидком выходе с помощью растворителя, таким образом, обеспечивая экстракцию конденсированных ароматических веществ. Очищенный нефтепродукт, полученный после испарения растворителя, затем подвергается фракционированию с получением с получением фракции средних дистиллятов, содержащей до 1000 частей на миллион азота, и более тяжелой фракции, содержащей от 500 до 3000 частей на миллион азота. В патенте US 5059303 также раскрывается вариант способа, который содержит стадию гидроконверсии в кипящем слое, стадию разделения газ/жидкость без понижения давления, стадию экстракции жидкость/жидкость жидкой фазы, и стадию гидрообработки газообразной фазы.
Задача изобретения
Конкретный признак сланцевых масел, состоящий в определенном числе металлических и/или неметаллических примесей, делает намного более сложной конверсию этого нестандартного источника, чем нефти Промышленное развитие способов конверсии сланцевых масел поэтому нуждается в разработке способов, которые подходят для сырья, обеспечивающих максимизацию выхода топливной базы высокого качества. Обычные очищающие обработки, известные для нефти, должны быть адаптированы к специфической композиции сланцевых масел.
Настоящее изобретение способствует улучшению известных способов конверсии углеводородного сырья, содержащего сланцевое масло, путем увеличения, в особенности, выхода топливной базы для комбинации стадий, имеющих специфическую связь, и обработки, соответствующей каждой фракции, полученной из сланцевых масел. Подобным образом, задачей настоящего изобретения является получение продуктов высокого качества, имеющих, более конкретно, низкое содержание серы, азота и мышьяка, предпочтительно согласно описанию. Другой задачей является обеспечение способа, который является простым, то есть имеет так мало стадий, как необходимо, при этом оставаясь эффективным, позволяя ограничивать затраты на капиталовложения.
В наиболее широкой форме настоящее изобретение относится к способу конверсии углеводородного сырья, содержащего по меньшей мере одно сланцевое масло, имеющее содержание азота по меньшей мере 0.1%, часто по меньшей мере 1% и очень часто по меньшей мере 2 мас.%, отличающемуся тем, что он содержит следующие стадии:
a) сырье обрабатывается в части для гидроконверсии в присутствии водорода, причем указанная часть содержит по меньшей мере один реактор с кипящим слоем, работающий в режиме газообразного и жидкого восходящего потока и содержащий по меньшей мере один катализатор гидрообработки на носителе;
b) выходящий поток, полученный на стадии а), вводится, по меньшей мере частично и часто полностью, в зону фракционирования, из которой, посредством атмосферной дистилляции, выходят газообразная фракция, фракция лигроина, фракция газойля и фракция, более тяжелая, чем газойль;
c) указанная фракция лигроина обрабатывается, по меньшей мере частично и часто полностью, в части для гидрообработки в присутствии водорода, причем указанная часть содержит по меньшей мере один реактор с фиксированным слоем, содержащий по меньшей мере один катализатор гидрообработки; и
d) указанная фракция газойля обрабатывается, по меньшей мере частично и часто полностью, в другой части для гидрообработки в присутствии водорода, причем указанная часть содержит по меньшей мере один реактор с фиксированным слоем, содержащий по меньшей мере один катализатор гидрообработки;
e) фракция, более тяжелая, чем фракция газойля, подвергается экстракции жидкость/жидкость с получением очищенного нефтепродукта и экстракта.
В части для обработки на стадии а), как правило, от одного до трех, предпочтительно два, реактора последовательно, и часть для обработки на стадиях с) и d) также содержит от одного до трех реакторов последовательно.
Исследовательская работа, проведенная авторами, по превращению сланцевых масел, привела к неожиданному открытию, что улучшение существующих способов, с точки зрения выхода топливной базы и с точки зрения чистоты продукта, возможно путем объединения различных стадий, связанных особым образом, и последующей части для обработки каждой фракции, полученной способом.
Первая стадия содержит гидроконверсию в кипящем слое. Методика на основе кипящего слоя, относительно методики на основе фиксированного слоя, способствует обработке сырья, которое сильно загрязнено металлами, гетероатомами и осадками, как например, сланцевые масла, при этом проявляя скорость конверсии, которая, как правило, больше чем 50%. На самом деле, на этой первой стадии, сланцевое масло превращается в молекулы, которые способны в будущем создать топливную базу. Большинство металлических соединений, остатков и гетероциклических соединений удаляется. Поток, выходящий из кипящего слоя, таким образом, содержит большинство устойчивых соединений азота и серы, и возможно летучие соединения мышьяка, которые присутствуют в более легких компонентах.
Выходящий поток, полученный на стадии гидроконверсии, затем фракционируется посредством атмосферной дистилляции, создавая различные фракции, для которых последовательно осуществляется обработка, специфическая для каждой фракции. Ключевой стадией в способе, который осуществляется, является фракционирование посредством атмосферной дистилляции перед стадией экстракции жидкость/жидкость, чтобы по отдельности максимизировать более легкие фракции (лигроин, газойль), впоследствии делая необходимым умеренную гидрообработку, которая адаптируется для каждой фракции, и минимизировать фракцию, более тяжелую, чем фракция газойля, делая необходимым более строгую обработку посредством экстракции жидкость/жидкость. Таким образом, атмосферная дистилляция делает возможным получение за одну стадию различных желательных фракций (лигроин, газойль), таким образом, облегчая следующую ниже по ходу потока гидрообработку, адаптированную для каждой фракции, и, следовательно, прямое производство газойлевых или лигроиновых продуктов топливной базы, которые удовлетворяют различным техническим условиям. Поэтому фракционирование после гидрообработки не является необходимым.
Благодаря высокому уровню уменьшения загрязнений в кипящем слое легкие фракции (лигроин и газойль) содержат меньше загрязнителей и могут поэтому обрабатываться в части с фиксированным слоем, которая, как правило, имеет улучшенную кинетику гидрирования по сравнению с кипящем слоем. Подобным образом, рабочие условия могут быть мягкими, благодаря ограниченному содержанию загрязнителей. Обработка для каждой фракции позволяет более хорошую работоспособность в отношении желательных продуктов. В зависимости от выбранных рабочих условий (более или менее строгих), возможно получить либо фракцию, которая может вводиться в топливный бассейн, либо конечного продукта, который удовлетворяет действующим техническим условиям (содержание серы, максимальная высота некоптящего пламени, цетан, ароматические составляющие и т.д.).
Выше по ходу потока каталитических слоев гидрообработки, части гидрообработки с фиксированным слоем предпочтительно содержат специфические защитные слои для любых соединений мышьяка или соединений кремния, содержащихся внутри дизеля и/или лигроинов. Соединения мышьяка, которые выделились из кипящего слоя (потому что они, как правило, являются относительно летучими), захватываются защитными слоями, таким образом, предотвращая отравление расположенных ниже по ходу потока катализаторов, и способствуя производству весьма обедненной мышьяком топливной базы.
Атмосферная дистилляция также способствует превращению большинства остаточных соединений азота в фракцию, более тяжелую, чем газойль, таким образом, ограничивая количество, подлежащее обработке экстракцией жидкость/жидкость. Оборудование, а также количество растворителя, необходимые для стадии экстракции жидкость/жидкость, таким образом, минимизируются.
Фракция, более тяжелая, чем дизельная фракция, которую получают путем стадии фракционирования, подвергают экстракции жидкость/жидкость с помощью полярного растворителя. Применяемым растворителем является растворитель для преимущественной экстракции ароматических соединений. Так как устойчивый остаточный азот, главным образом, локализован в ароматических соединениях, поэтому стадия экстракции жидкость/жидкость способствует уменьшению ароматических азотных соединений, которые устойчивы к гидродеазотированию (деазотирование посредством каталитического гидрирования). Также важным является то, что в отличие от уровня техники, экстракция жидкость/жидкость осуществляется только для тяжелой фракции, чтобы избежать потерь выхода топливной базы в ходе извлечения растворителя после экстракции. Продукты, которые желательно экстрагировать из тяжелой фракции, предпочтительно имеют точку кипения выше, чем точка кипения растворителя, чтобы избежать каких-либо потерь выхода в ходе отделения растворителя от очищенного нефтепродукта после экстракции. Причиной является то, что в ходе отделения растворителя от очищенного нефтепродукта, любое соединение, имеющее точку кипения меньше, чем точка кипения растворителя, будет неизбежно уходить с растворителем, и поэтому будет получено меньшее количество очищенного нефтепродукта (и, следовательно, меньшей выход топливной базы). В случае фурфураля в качестве растворителя для экстракции, например, имеющие точку кипения 162°C C10-соединения, соединения, которые представляют фракцию бензин/лигроин, будут потеряны. Посредством обработки только тяжелой фракции, содержащей соединения, имеющие точки кипения выше, чем точка кипения растворителя для экстракции, не происходит потеря этих C10-соединений. Более того, загрязнение растворителя C10-соединениями не происходит, и возможны стадии обработки этого растворителя в целях рециклизации. Извлечение растворителя, поэтому, является более эффективным и экономичным.
Другим преимуществом способа является тот факт, что очищенный нефтепродукт, полученный на стадии экстракции жидкость/жидкость е), с последующим испарением растворителя, предпочтительно вводится в часть для каталитического крекинга [стадия f)], в которой он обрабатывается в условиях, которые способствуют получению газообразной фракции, бензиновой фракции, фракции газойля и остаточной тяжелой фракции, которая упоминается как "суспензия". Этот вариант способствует выходу топливной базы, подлежащей максимизации.
Другим преимуществом является тот факт, что экстракт, полученный после экстракции жидкость/жидкость, может быть по меньшей мере частично рециклизован на стадию гидроконверсии а). Рециклизация способствует увеличению выхода топливной базы.
Подробное описание изобретения
Углеводородное сырье
Углеводородное сырье содержит по меньшей мере одно сланцевое масло или смесь сланцевых масел. Термин "сланцевое масло" применяется в настоящей заявке в его самом широком смысле и, как подразумевается, включает любое сланцевое масло или фракцию сланцевого масла, которая содержит азотные примеси. Он включает неочищенное сланцевое масло, полученное либо путем пиролиза, путем экстракции растворителем, или другими средствами, или сланцевое масло, которое было отфильтровано для удаления твердых веществ, или которое было обработано одним или более растворителями, химическими продуктами или другими обработками, и которое содержит азотные примеси. Термин "сланцевое масло" также содержит фракции сланцевого масла, полученные дистилляцией или другой методикой фракционирования.
Сланцевые масла, применяемые согласно настоящему изобретению, как правило, имеют содержание углеродистого остатка по Конрадсону по меньшей мере 0.1 мас.% и, как правило, по меньшей мере 5 мас.%, содержание асфальтенов (IP143 стандарт/с C7) по меньшей мере 1%, часто по меньшей мере 2 мас.%. Содержание серы в них, как правило, составляет по меньшей мере 0.1%, часто по меньшей мере 1% и очень часто по меньшей мере 2%, и даже до 4% или даже 7 мас.%. Количество металлов, которое они содержат, как правило, составляет по меньшей мере 5 массовых частей на миллион, часто по меньшей мере 50 массовых частей на миллион, и, как правило, по меньшей мере 100 массовых частей на миллион или по меньшей мере 200 массовых частей на миллион. Содержание азота в них, как правило, составляет по меньшей мере 0.5%, часто по меньшей мере 1% и очень часто по меньшей мере 2 мас.%. Содержание мышьяка в них, как правило, больше, чем 1 массовых частей на миллион и до 50 массовых частей на миллион.
Способ согласно настоящему изобретению предназначен для конверсии сланцевых масел. Тем не менее, сырье может дополнительно содержать, в дополнение к сланцевому маслу, другие синтетические жидкие углеводороды, более конкретно те, которые содержат существенное количество циклических органических соединений азота. Сюда входят масла, полученные из угля, масла на основе тяжелых смол, битуминозного песка, пиролитические масла древесных остатков, таких как древесные отходы, сырая нефть, полученная из биомассы ("биосырье"), растительные масла и животные жиры.
Другое углеводородное сырье может также обеспечивать сланцевое масло. Сырье выбирается из группы, состоящей из вакуумных дистиллятов и остатков прямой дистилляции, вакуумных дистиллятов и непревращенных остатков, полученных в ходе процессов превращения, таких как, например, полученных в ходе дистилляции до точки кокса (коксования), продуктов, полученных из гидроконверсии тяжелых фракций с фиксированным слоем, продуктов, полученных из процесса гидроконверсии тяжелых фракций с кипящем слоем, и масел, деасфальтированных с применением растворителей (например, масла, деасфальтированные пропаном, бутаном и пентаном, происходящие в ходе процесса деасфальтизации вакуумных остатков прямой дистилляции или вакуумных остатков, полученных из процессов гидроконверсии).
Сырье может дополнительно содержать легкое циклическое масло (LCO) различного происхождения, тяжелое циклическое масло (НСО) различного происхождения, а также фракции газойля, которые происходят из каталитического крекинга и имеют, как правило, интервал дистилляции от около 150°C до около 650°C. Сырье может также содержать ароматические экстракты, полученные при производстве смазочных масел. Сырье может также быть получено и применяться в смеси, в любых пропорциях.
Углеводороды, добавленные к сланцевому маслу или к смеси сланцевых масел, могут составлять от 20% до 60 мас.% от всего сырья (сланцевое масло или смесь сланцевых масел+добавленные углеводороды), или от 10% до 90 мас.%.
Гидроконверсия
Согласно настоящему изобретению сырье прежде всего подвергается стадии гидроконверсии в кипящем слое [стадия а)]. Под гидроконверсией понимаются реакции гидрирования, гидрообработки, гидродесульфуризации, гидроденитрогенации, гидродеметаллизации и гидрокрекинга.
Работа каталитического реактора с кипящим слоем, включая рециклизацию жидкостей из реактора на вершину через перемешиваемый каталитический слой, хорошо известна. В методиках на основе кипящего слоя применяются катализаторы на подложке, как правило, в форме экструдатов, имеющих диаметр, как правило, порядка 1 мм или менее, чем 1 мм, например, больше или равный 0.7 мм. Катализаторы остаются внутри реакторов и не удаляются с продуктами. Каталитическая активность может сохраняться постоянной в силу непрерывного замещения (добавление и вывод) катализатора. Поэтому существует необходимость в выключении узла, чтобы заменить использованный катализатор, или повышении температуры реакции в ходе цикла, чтобы компенсировать дезактивацию. Более того, работа с постоянными рабочими условиями делает возможным согласование качества продукта и выходов, получаемых за цикл катализатора. Так как катализатор сохраняется в состоянии перемешивания посредством существенной рециклизации жидкости, потеря напора по реактору остается низкой и постоянной, и теплота реакции быстро усредняется по слою катализатора, который, поэтому, является почти изотермическим и не требует охлаждения посредством впрыска гасителей. Осуществление гидроконверсии в кипящем слое позволяет избежать проблем загрязнения катализатора, которые связаны с осаждением примесей, естественным образом присутствующих в сланцевых маслах.
Условия на стадии а) обработки сырья в присутствии водорода представляют собой стандартные условия гидроконверсии в кипящем слое фракции жидких углеводородов. Обычно работают при общем давлении от 2 до 35 МПа, предпочтительно от 10 до 20 МПа, при температуре от 300°C до 550°C и часто от 400°C до 450°C. Среднечасовая скорость подачи сырья (HSV) и парциальное давление водорода являются важными факторами, которые выбираются согласно характеристикам продукта, который подлежит обработке, и согласно желательной конверсии. HSV, как правило, лежит в интервале от 0.2 ч-1 до 1.5 ч-1 и предпочтительно от 0.4 ч-1 до 1 ч-1. Количество водорода, смешанного с сырьем, обычно составляет от 50 до 5000 нормальных кубических метров (Нм3) на кубический метр (м3) жидкого сырья, и, как правило, от 100 до 1000 Нм3/м3, и предпочтительно от 300 до 500 Нм3/м3.
Эта стадия гидроконверсии а) может, как правило, осуществляться при условиях процесса T-STAR®, как описано, например, в статье Heavy Oil Hydroprocessing, опубликованной AlChE, March 19-23, 1995, Houston, Texas, paper number 42d. Он также может осуществляться при условиях процесса H-OIL®, как описано, например, в статье, опубликованной NPRA, Annual Meeting, March 16-18, 1997, J.J. Colyar and L.I. Wisdom под названием The H-Oil®Process, A Worldwide Leader In Vacuum Residue Hydroprocessing.
Водород, требуемый для гидроконверсии (и для последующих операций гидрообработки), может поступать от парового реформинга углеводородов (метан) или еще из газа, полученного из нефтеносных сланцев в ходе производства сланцевых масел.
Катализатором на стадии а) предпочтительно является обычный гранулированный катализатор гидроконверсии, содержащий, на аморфной подложке, по меньшей мере один металл или соединение металла, имеющий (имеющее) функцию гидродегидрогенизации. Говоря в общем, применяется тот катализатор, распределение пор которого подходит для обработки сырья, содержащего металлы.
Функция гидродегидрогенизации может быть обеспечена посредством по меньшей мере одного металла группы VIII, выбранного из группы, состоящей из никеля и/или кобальта, при необходимости в комбинации с по меньшей мере одним металлом группы VIB, выбранным из группы, состоящей из молибдена и/или вольфрама. Возможно, например, применять катализатор, содержащий от 0.5% до 10 мас.% никеля и предпочтительно от 1% до 5 мас.% никеля (в виде оксида никеля, NiO) и от 1% до 30 мас.% молибдена, предпочтительно от 5% до 20 мас.% молибдена (в виде оксида молибдена, МоO3), на аморфной неорганической подложке. Общее количество оксидов металлов групп VIB и VIII часто составляет от 5% до 40 мас.% и в общем от 7% до 30 мас.%. Массовое отношение, выраженное как оксид металла группы VI (или металлов) к оксиду металла группы VIII (или металлов), как правило, составляет от около 20 до около 1 и, как правило, от около 10 до около 2.
Подложка катализатора будет выбираться, например, из группы, состоящей из оксида алюминия, оксида кремния, алюмосиликатов, оксида магния, глин и смесей по меньшей мере двух этих минералов. Эта подложка может также включать другие соединения, например, оксиды, выбранные из группы, состоящей из оксида бора, оксида циркония, оксида титана и фосфорного ангидрида. Как правило, применяется подложка из диоксида алюминия, и очень часто подложка из диоксида алюминия, легированного фосфором и при необходимости бором. В этом случае концентрация фосфорного ангидрида, P2O5, обычно меньше, чем около 20 мас.% и обычно меньше, чем около 10 мас.%, и по меньшей мере 0.001 мас.%. Концентрация триоксида бора, B2O3, как правило, составляет от около 0% до около 10 мас.%. Применяемым оксидом алюминия обычно является γ (гамма) или η (эта) оксид алюминия. Этот катализатор, как правило, применяется в форме экструдата. Катализатор на стадии а) предпочтительно основан на никеле и молибдене, легированном фосфором, и на подложке из оксида алюминия. Может применяться, например, катализатор HTS 458, продаваемый Axens.
Перед введением сырья катализаторы, применяемые в способе согласно настоящему изобретению, предпочтительно подвергаются обработке сульфуризацией, для превращения по меньшей мере части металлических групп в сульфиды до их контакта с сырьем, подлежащем обработке. Эта активизирующая обработка путем сульфуризации хорошо известна специалистам в данной области техники и может осуществляться способом, уже описанным в литературе, либо in situ, то есть внутри реактора, либо ex situ.
Отработавший катализатор часто заменяется свежим катализатором путем вывода со дна реактора и ввода вверху реактора свежего или нового катализатора, через регулярные интервалы, например, посредством обычного или квазинепрерывного добавления. Возможно, например, вводить свежий катализатор каждый день. Уровень замещения отработавшего катализатора на свежий катализатор может составлять, например, от около 0.05 кг до около 10 кг на м3 сырья. Этот вывод и это замещение осуществляются с применением устройств, которые обеспечивают непрерывную работу этой стадии гидроконверсии. Узел обычно содержит рециркуляционный насос для поддержания катализатора в кипящем слое посредством непрерывной рециркуляции по меньшей мере части жидкости, удаляемой с вершины реактора, и повторного ввода на дне реактора. Также возможно транспортировать отработавший катализатор, отводимый из реактора, в регенерирующую зону, в которой удаляется углерод и серы, которые он содержит, и затем вводить этот регенерированный катализатор назад на стадию гидроконверсии а).
Рабочие условия, связанные с каталитической активностью, обеспечивают возможные степени превращения сырья от 50% до 95%, предпочтительно от 70% до 95%. Вышеупомянутая степень превращения определяется как массовая фракция сырья в начале реакции за вычетом массовой фракции, тяжелой фракции, имеющей точку кипения более 343°C, в конце реакции, причем это значение делится на массовую фракцию сырья в начале реакции.
Методика на основе кипящего слоя позволяет обработку сырья, которое сильно загрязнено металлами, осадками и гетероатомами, без возникновения проблем потери напора или проблем засорения, которые известны при применении фиксированного слоя. Металлы, такие как никель, ванадий, железо и мышьяк, в значительной степени удаляются из сырья посредством осаждения на катализаторах в ходе реакции. Удаляемый (летучий) мышьяк будет удаляться на стадиях гидрообработки с помощью специфических защитных слоев. Осадки, присутствующие в сланцевых маслах, также удаляются путем замещения катализатора в кипящем слое без нарушения реакций гидроконверсии. Эти стадии также обеспечивают удаление, гидроденитрогенация, основной части азота, оставляя только большинство устойчивых азотных соединений.
Гидроконверсия на стадии а) делает возможным, чтобы получаемый выходной поток содержал не более 3000 массовых частей на миллион азота, предпочтительно не более 2000 массовых частей на миллион азота.
Фракционирование с помощью атмосферной дистилляции
Выходящий поток, полученный на стадии гидроконверсии, вводится по меньшей мере частично, и предпочтительно полностью, в зону для фракционирования, из которой газообразная фракция, лигроин, фракция газойля и фракция, более тяжелая, чем фракция газойль, выделяются посредством атмосферной дистилляции.
Выходящий поток, полученный на стадии а), предпочтительно фракционируется посредством атмосферной дистилляции на газообразную фракцию, имеющую точку кипения менее, чем около 50°C, лигроин, кипящий от около 50°C до около 150°C, фракцию газойля, кипящую от около 150°C до около 370°C, и фракцию, которая является более тяжелой, чем фракция газойля, и которая, как правило, кипит при температуре выше 340°C, предпочтительно при температуре выше 370°C.
Лигроин и дизельные фракции затем по отдельности вводятся в части для гидрообработки. Тяжелая фракция подвергается экстракции жидкость/жидкость.
Газообразная фракция содержит газы (Н2, H2S, NH3, Н2O, СO2, CO, C1-C4 углеводороды и т.д.). Она предпочтительно может подвергаться очистке для восстановления водорода и его рециклизации в часть для гидроконверсии на стадии а) или в части для гидрообработки на стадиях с) и d). После очистки C3 и C4 углеводороды могут применяться для формирования продуктов LPG (сжиженный нефтяной газ). Неконденсированные газы (C1-C2), как правило, применяются в качестве внутреннего топлива для нагрева печей реакторов гидроконверсии и/или гидрообработки.
Гидрообработка лигроина и фракции газойля
Фракции лигроина и газойля затем по отдельности подвергаются гидрообработке с фиксированным слоем [стадии с) и d)]. Гидрообработка относится к реакциям гидродесульфуризации, гидроденитрогенизации и гидродеметаллизации. Задача, в зависимости от рабочих условий, которые выбираются более или менее строгими, состоит в получении различных фракций согласно техническим условиям (содержание серы, максимальная высота некоптящего пламени, цетан, содержание ароматических веществ и т.д.) или в получении синтетической неочищенной нефти. Обработка лигроина в одной части для гидрообработки и фракции газойля в другой части для гидрообработки обеспечивает улучшенную работоспособность с точки зрения рабочих условий, так чтобы обеспечить соответствие каждой фракции требуемым техническим условиям с максимальным выходом и в одну стадию на фракцию. Таким образом, фракционирование после гидрообработки не является необходимым. Различие между двумя частями для гидрообработки больше основано на различиях в рабочих условиях, чем на выборе катализатора.
Части для гидрообработки с фиксированным слоем предпочтительно содержат выше по ходу потока каталитических слоев гидрообработки специфические защитные слои для соединений мышьяка (соединений, содержащих мышьяк) и соединений кремния, которые необязательно присутствуют в лигроине и/или дизельных фракциях. Соединения, содержащие мышьяк, выделившиеся из кипящего слоя (будучи, как правило, относительно летучими) захватываются защитными слоями, таким образом, предотвращая отравление расположенных ниже по ходу потока катализаторов и делая возможным получение топливной базы, весьма обедненной мышьяком
Защитные слои, которые обеспечивают удаление мышьяка и кремния из фракций лигроина или газойля хорошо известны специалистам в данной области техники. Они содержат, например, абсорбирующий материал, содержащий никель, осажденный на соответствующей подложке (оксид кремния, оксид магния или оксид алюминия), как описано в FR 2617497, или еще абсорбирующий материал, содержащий медь на подложке, как описано на FR 2762004. Также можно упомянуть защитные слои, поставляемые фирмой Axens: ACT 979, ACT 989, ACT 961, ACT 981.
Рабочие условия в каждой части для гидрообработки адаптируются для сырья, подлежащего обработке. Рабочие условия для гидрообработки лигроина, как правило, мягче рабочих условий для гидрообработки фракции газойля.
На стадии гидрообработки лигроина [стадия с)] обычно работают при абсолютном давлении от 4 до 15 МПа, часто от 10 до 13 МПа. Температура в ходе этой стадии с) обычно составляет от 280°C до 380°C, часто от 300°C до 350°C. Эта температура обычно устанавливается в соответствии с желательным уровнем гидродесульфуризации. Среднечасовая скорость подачи сырья (HSV), как правило, находится в интервале от 0.1 ч-1 до 5 ч-1, и предпочтительно от 0.5 ч-1 до 1 ч-1. Количество водорода, смешанного с сырьем, обычно составляет от 100 до 5000 нормальных кубических метров (Нм3) на кубический метр (м3) жидкого сырья, и, как правило, от 200 до 1000 Нм3/м3, и предпочтительно от 300 до 500 Нм3/м3. Полезно работать в присутствии сероводорода (для сульфуризации катализатора), и парциальное давление сероводорода, как правило, от 0.002 кратно до 0.1 кратно, и предпочтительно от 0.005 кратно до 0.05 кратно общему давлению.
На стадии гидрообработки фракции газойля [стадия d)] обычно работают при абсолютном давлении от 7 до 20 МПа, часто от 10 до 15 МПа. Температура в ходе этой стадии с) обычно составляет от 320°C до 450°C, часто от 340°C до 400°C. Эта температура обычно устанавливается в соответствии с желательным уровнем гидродесульфуризации. Массовый ежечасный расход ((время сырья/час)/время катализатора) равен от 0.1 до 1 ч-1. Среднечасовая скорость подачи сырья (HSV), как правило, находится в интервале от 0.2 ч-1 до 1 ч-1 и предпочтительно от 0.3 ч-1 до 0.8 ч-1. Количество водорода, смешанного с сырьем, обычно составляет от 100 до 5000 нормальных кубических метров (Нм3) на кубический метр (м3) жидкого сырья, и, как правило, от 200 до 1000 Нм3/м3, и предпочтительно от 300 до 500 Нм3/м3. Полезно работать в присутствии сероводорода (для сульфуризации катализатора), и парциальное давление сероводорода, как правило, от 0.002 кратно до 0.1 кратно, и предпочтительно от 0.005 кратно до 0.05 кратно общему давлению.
В частях для гидрообработки идеальный катализатор должен иметь высокую гидрирующую способность, так чтобы производить тщательно очищенные продукты и достигать существенного снижения содержания серы и содержания азота. В предпочтительном варианте выполнения настоящего изобретения части для гидрообработки работают при относительно низкой температуре, которая способствует тщательному гидрированию и ограничению коксования катализатора. Применение одного катализатора или двух или более различных катализаторов, одновременно или последовательно, в частях для гидрообработки не будет выходить за объем настоящего изобретения. Гидрообработка на стадиях с) и d) обычно осуществляется промышленным путем в одном или более реакторах с жидким нисходящим потоком.
В двух частях для гидрообработки [стадии с) и d)] применяется один и тот же тип катализатора; катализаторы в каждой части могут быть одинаковыми или различными. Применяется по меньшей мере один фиксированный слой обычного катализатора для гидрообработки, содержащий, на аморфной подложке, по меньшей мере один металл или соединение металла, имеющие функцию гидродегидрогенизации.
Функция гидродегидрогенизации может быть обеспечена посредством по меньшей мере одного металла группы VIII, выбранного из группы, состоящей из никеля и/или кобальта, при необходимости в комбинации с по меньшей мере одним металлом группы VIB, выбранным из группы, состоящей из молибдена и/или вольфрама. Возможно, например, применять катализатор, содержащий от 0.5% до 10 мас.% никеля и предпочтительно от 1% до 5 мас.% никеля (в виде оксида никеля, NiO) и от 1% до 30 мас.% молибдена, предпочтительно от 5% до 20 мас.% молибдена (в виде оксида молибдена, MoO3), на аморфной неорганической подложке. Общее количество оксидов металлов групп VIB и VIII часто составляет от 5% до 40 мас.% и в общем от 7% до 30 мас.%. Массовое отношение, выраженное как оксид металла группы VI (или металлов) к оксиду металла группы VIII (или металлов), как правило, составляет от около 20 до около 1 и, как правило, от около 10 до около 2.
Подложка катализатора будет выбираться, например, из группы, состоящей из оксида алюминия, оксида кремния, алюмосиликатов, оксида магния, глин и смесей по меньшей мере двух этих минералов. Эта подложка может также включать другие соединения, например, оксиды, выбранные из группы, состоящей из оксида бора, оксида циркония, оксида титана и фосфорного ангидрида. Как правило, применяется подложка из диоксида алюминия, и очень часто подложка из диоксида алюминия, легированного фосфором и при необходимости бором. В этом случае концентрация фосфорного ангидрида, P2O5, обычно меньше чем около 20 мас.% и обычно меньше чем около 10 мас.% и по меньшей мере 0.001 мас.%. Концентрация триоксида бора, B2O3, как правило, составляет от около 0% до около 10 мас.%. Применяемым оксидом алюминия обычно является γ (гамма) или η (эта) оксид алюминия. Этот катализатор, как правило, применяется в форме экструдатов.
До ввода сырья катализаторы, применяемые в способе согласно настоящему изобретению, могут подвергаться обработке сульфуризацией для превращения, по меньшей мере частично, металлических групп в сульфиды до их контакта с сырьем, подлежащем обработке. Эта активизирующая обработка путем сульфуризации хорошо известна специалистам в данной области техники и может осуществляться способом, уже описанным в литературе, либо in situ, то есть внутри реактора, либо ex situ.
Гидрообработка на стадии с) фракции лигроина приводит к фракции, содержащей не более чем 1 массовую часть на миллион азота, предпочтительно не более чем 0.5 массовых частей на миллион азота, и не более чем 5 массовых частей на миллион серы, предпочтительно не более чем 0.5 массовых частей на миллион серы.
Гидрообработка на стадии d) фракции газойля приводит к фракции, содержащей не более чем 100 массовых частей на миллион азота, и не более чем 20 массовых частей на миллион азота, и не более чем 50 массовых частей на миллион серы, предпочтительно не более чем 10 массовых частей на миллион серы.
Экстракция жидкость/жидкость
Фракция, более тяжелая, чем фракция газойля, которая выходит из части для фракционирования посредством атмосферной дистилляции, затем направляется на стадию экстракции жидкость/жидкость [стадия е)]. Задачей этой стадии является экстракция ароматических соединений, включающих остаточный азот, из тяжелой фракции, с получением очищенного нефтепродукта, который может применяться в качестве сырья для каталитического крекинга в узле для каталитического крекинга с кипящим слоем. Это делает возможным максимизировать выход топливной базы. Соответственно, экстракция жидкость/жидкость обеспечивает величину, полученную из фракции, которая обычна очень резистентна в отношении гидрообработки.
Экстракция осуществляется посредством растворителя, который известен для преимущественной экстракции ароматических соединений. В качестве растворителя возможно использовать фурфурол, N-метил-2-пирролидон (NMP), сульфолан, диметилформамид (DMF), диметилсульфоксид (DMSO), фенол или смесь этих растворителей в равных или различных пропорциях.
Экстракция жидкость/жидкость может осуществляться способами, известными специалистам в данной области техники. Экстракция, как правило, осуществляется в смесителе-отстойнике или в экстракционной колонне. Экстракция предпочтительно осуществляется в экстракционной колонне.
Рабочими условиями, как правило, является отношение растворитель/сырье, равное от 1/1 до 3/1, предпочтительно от 1/1 до 1.8/1, температурный профиль от температуры окружающей среды до 150°C, предпочтительно от 50°C до 150°C. Давление находится между атмосферным давлением и 2 МПа, предпочтительно между атмосферным давлением и 1 МПа.
Растворитель имеет точку кипения, которая достаточно высока, чтобы позволить тяжелой фракции, полученной после фракционирования, ожижаться без испарения, причем тяжелая фракция, как правило, осуществляется при температурах от 200°C до 300°C.
После контакта растворителя с тяжелой фракцией формируются две фазы: (i) экстракт, состоящий из частей тяжелой фракции, которые нерастворимы в растворителе (и с высокой концентрацией ароматических веществ, содержащих остаточный азот), и (ii) очищенный нефтепродукт, состоящий из растворителя и растворимой фракции, которая составляет сырье, из которого продукт может быть получен путем каталитического крекинга для увеличения выхода топливной базы. Растворитель отделяется посредством дистилляции от растворимых частей, и рециклизуется внутри процесса экстракции жидкость/жидкость; работа с растворителем известна специалистам в данной области техники.
С помощью экстракции получают очищенный нефтепродукт, содержащий не более 1500 частей на миллион, предпочтительно не более 1000 частей на миллион, азота. По меньшей мере часть, и предпочтительно полный объем, очищенного нефтепродукта, полученного из экстракции жидкость/жидкость, предпочтительно вводится на стадию каталитического крекинга.
Согласно предпочтительному варианту, по меньшей мере часть и предпочтительно весь объем, экстракта, полученного на стадии экстракции жидкость/жидкость е) рециклизуется в начало стадии а).
Согласно другому варианту выполнения настоящего изобретения экстракт вводится в часть парокислородной газификации, в которой он превращается в газ, содержащий водород и монооксид углерода. Эта газовая смесь может применяться для синтеза метанола или для синтеза углеводородов посредством реакции Фишера-Тропша. Эта смесь, в контексте настоящего изобретения, предпочтительно вводится в часть конверсии "сдвига" (конверсия паром), в которой, в присутствии пара, она превращается в водород и в диоксид углерода. Полученный водород может применяться на стадиях а), с) и d) способа согласно настоящему изобретению. Экстракт, полученный на стадии е), может также применяться в качестве твердого топлива или, после флюсования, в качестве жидкого топлива, или может образовывать часть композиции битумов (после необязательной стадии продувки) и/или тяжелых топливных масел.
Экстракция жидкость/жидкость тяжелой фракции, поэтому, делает возможной экстракцию устойчивых ароматических соединений, содержащих азот и загрязнители (металлы). Осуществление экстракции только в отношении тяжелой фракции делает возможным предупреждение потерь сырья для каталитического крекинга и, таким образом, увеличение общего выхода способа. Рециклизация экстракта на стадию гидроконверсии а) также обеспечивает увеличение выхода.
Каталитический крекинг
Наконец, согласно вышеупомянутому варианту, в каталитическом крекинге [стадия f)], по меньшей мере часть, предпочтительно весь объем, очищенного нефтепродукта, полученного на стадии е), может вводиться, после испарения растворителя, в часть для обычного каталитического крекинга, в которой указанный очищенный нефтепродукт обрабатывается обычным образом, в условиях, хорошо известных специалисту в данной области техники, с получением газообразной фракции, бензиновой фракции, фракции газойля и фракции, более тяжелой, чем газойль, упоминаемой как "суспензия". Фракция газойля будет, например, по меньшей мере частично вводиться в топливные резервуары (бассейны) и/или рециклизоваться, по меньшей мере частично, или даже полностью, на стадию гидрообработки газойля d). Фракция, более тяжелая, чем газойль, будет, например, по меньшей мере частично или даже полностью, вводится в резервуар для тяжелого топливного масла (бассейн) и/или рециклизоваться, по меньшей мере частично, или даже полностью, на стадию каталитического крекинга f). В контексте настоящего изобретения выражение "обычный каталитический крекинг" охватывает способы крекинга, которые содержат по меньшей мере одну стадию регенерации катализатора путем частичного сгорания, и способы, которые содержат по меньшей мере одну стадию регенерации катализатора путем полного сгорания, и/или способы, содержащие как по меньшей мере одну стадию частичного сгорания, так и по меньшей мере одну стадию полного сгорания.
Например, обобщенное описание каталитического крекинга (первое промышленное применение которого произошло в 1936 году (процесс Houdry) или в 1942 году в случае применения катализатора во псевдоожиженном слое) можно найти в Ullmans Encyclopedia of Industrial Chemistry Volume A 18, 1991, страницы 61-64. Обычным является применение стандартных катализаторов, содержащих матрикс, при необходимости добавку и по меньшей мере один цеолит. Количество цеолита изменяется, но, как правило, составляет от около 3% до около 60 мас.%, часто от около 6% до около 50 мас.%, и обычно применяется от около 10% до 45 мас.%. Цеолит обычно диспергирован в матриксе. Количество добавки обычно составляет от около 0% до около 30 мас.%. Количество матрикса составляет остаток, необходимый для достижения 100 мас.%. Добавка, как правило, выбирается из группы, состоящей из оксидов металлы из группы IIA периодической таблицы элементов, как например, оксид магния или оксид кальция, оксидов редкоземельных элементов и титанатов металлов из группы IIA. Матриксом, как правило, является оксид кремния, оксид алюминия, алюмосиликат, магниевосиликат, глина или смесь двух или более из этих продуктов. Наиболее часто применяемым цеолитом является цеолит Y. Крекинг осуществляется в по существу вертикальном реакторе, в режиме либо восходящего потока, либо нисходящего потока. Выбор катализатора и рабочих условий зависит от целевых продуктов, в зависимости от обрабатываемого сырья, как описывается, например, в статье М. Marcilly, страницы 990-991, опубликованной в журнале Institut Francais du Petrole, Nov.-Dec. 1975, страницы 969-1006. Обычно работают при температуре от 450°C до 600°C при времени пребывания в реакторе менее чем 1 минута, часто от около 0.1 до около 50 секунд.
Стадией каталитического крекинга f) может также быть стадия каталитического крекинга с псевдоожиженным слоем, например, согласно способу, обозначенному R2R. Эта стадия может осуществляться обычным образом, как известно специалистам в данной области техники, при подходящих условиях крекинга для получения углеводородных продуктов с низкой молекулярной массой. Описание режима и катализаторов, которые могут применяться в контексте крекинга с псевдоожиженным слоем на этой стадии д), описываются, например, в патентных документах US-A-5286690, US-A-5324696 и ЕР-А-699224.
Реактор для каталитического крекинга с псевдоожиженным слоем может работать в режиме восходящего потока или в режиме нисходящего потока.
Хотя это не является предпочтительным вариантом выполнения настоящего изобретения, подобным образом, возможно рассматривать осуществление каталитического крекинга в реакторе с подвижным слоем. Особенно предпочтительными катализаторами каталитического крекинга являются катализаторы, содержащие по меньшей мере один цеолит, обычно в смеси с соответствующим матриксом, таким как, например, оксид алюминия, оксид кремния или алюмосиликат.
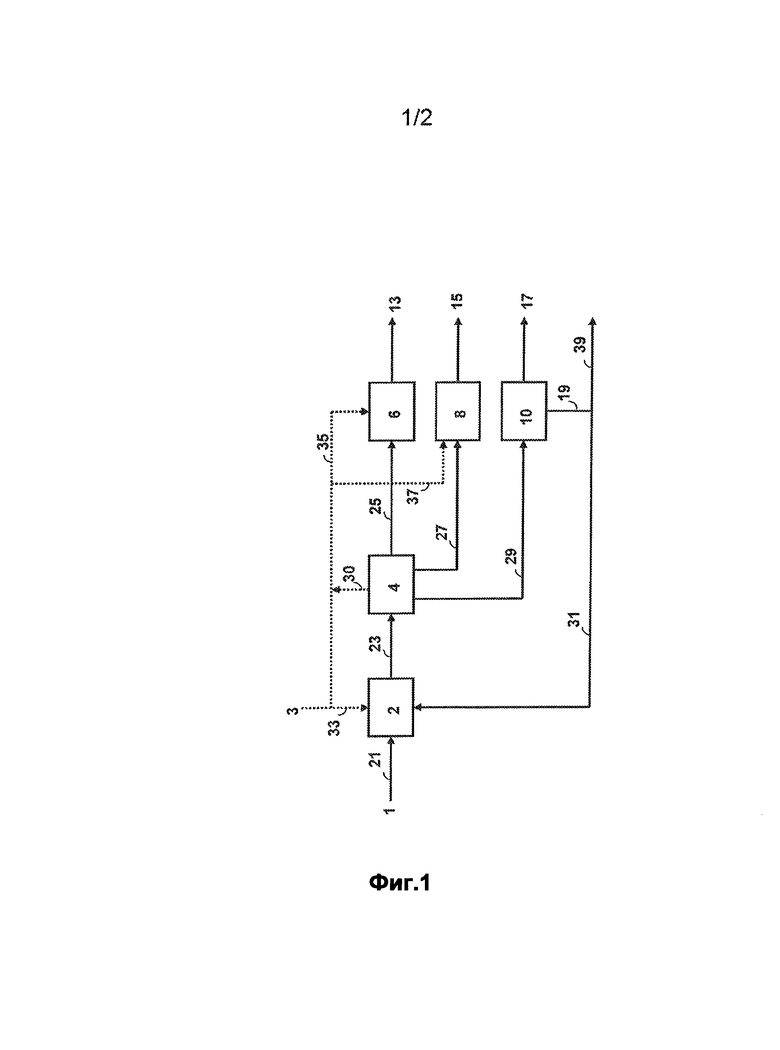
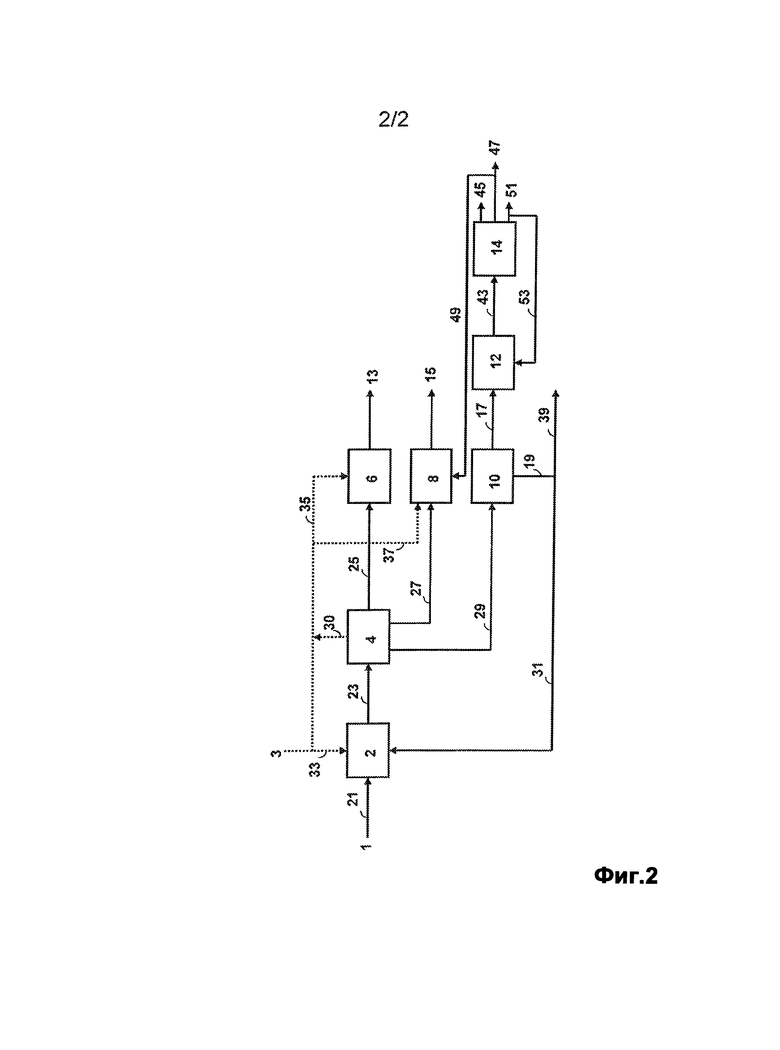
На Фиг.1 схематически показан способ согласно настоящему изобретению. На Фиг.2 схематически показан вариант способа, который включает стадию каталитического крекинга.
Согласно Фиг.1, сырье, содержащее сланцевое масло (1), подлежащее обработке, вводится по линии (21) в часть для гидроконверсии с кипящем слоем (2), в присутствии водорода (3), причем водород (3) вводится по линии (33). Поток, выходящий из части для гидроконверсии с кипящем слоем (2), вводится по линии (23) в колонну для атмосферной дистилляции (4), в конце которой выходят газообразная фракция (30), фракция лигроина (25), газообразная фракция (27) и фракция (29), более тяжелая, чем фракция лигроина. Газообразная фракция (30), содержащая водород, может быть очищена (не показано) для рециклизации водорода и его введения в часть для гидроконверсии с кипящим слоем (2) по линии (33) и/или в части для гидрообработки (6) и/или (8) по линиям (35) и (37). Фракция лигроина (25) вводится в часть для гидрообработки с фиксированным слоем (6), в конце которой выходит фракция лигроина (13), обедненная примесями. Фракция газойля (27) вводится в часть для гидрообработки с фиксированным слоем (8), в конце которой выходит фракция газойля (15) обедненная примесями. Две части для гидрообработки (6) и (8) подпитываются водородом по линиям (35) и (37). Фракция, более тяжелая, чем фракция лигроина (29), направляется на стадию экстракции жидкость/жидкость (10) для экстракции ароматических веществ. Эта стадия экстракции осуществляется посредством растворителя (не показан) и приводит к получению очищенного нефтепродукта (17) и экстракта (19). Экстракт (19), по линии (39), может применяться в качестве топлива или для питания узла газификации для продуцирования водорода и энергии. Он также может рециклизоваться в части для гидроконверсии (2) по линии (31).
На Фиг.2 стадии гидроконверсии, разделения и гидрообработки (и ссылочные символы) идентичны, приведенным на Фиг.1. Очищенный нефтепродукт (17), полученный на стадии экстракции жидкость/жидкость, может быть направлен в часть для каталитического крекинга (12). Поток, выходящий из этой части, направляется по линии (43) в часть для фракционирования (14), предпочтительно посредством атмосферной дистилляции, из которой выходят фракции топлива или средних дистиллятов, содержащие по меньшей мере одну бензиновую фракцию (45), одну фракцию газойля (47) и одну тяжелую фракцию (51). Фракция газойля (47) вводится по меньшей мере частично в топливные резервуары (бассейны) и/или рециклизуется, по меньшей мере частично или даже полностью, на стадию гидрообработки газойля d) (8) по линии (49). Тяжелая фракция ("суспензия") (51), например, по меньшей мере частично или даже полностью, вводится в резервуар для тяжелого топливного масла (бассейн) и/или рециклизуется, по меньшей мере частично или даже полностью, на стадию каталитического крекинга (12) по линии (53).
Пример
Обрабатывают сланцевое масло, которое имеет характеристики, приведенные в Таблице 1.
Сланцевое масло обрабатывают в реакторе с кипящем слоем, содержащем промышленный катализатор HTS458 от Axens. Рабочие условия являются следующими:
- Температура в реакторе: 425°C
- Давление: 195 бар (19.5 МПа)
- Отношение водород/сырье: 400 Нм3/м3
- Общий HSV: 0.3 ч-1
Жидкие продукты, полученные из реактора, фракционируются посредством атмосферной дистилляции с получением фракции лигроина (C5+ - 150°C), фракции газойля (150-370°C) и остаточной фракции 370°C+.
Фракция лигроина подвергается гидрообработке с фиксированным слоем с применением катализатора NiMo на оксиде алюминия. Рабочие условия являются следующими:
- Температура в реакторе: 320°C
- Давление: 50 бар (5 МПа)
- Отношение водород/сырье: 400 Нм3/м3
- Общий HSV: 1 ч-1
Фракция газойля подвергается гидрообработке с фиксированным слоем с применением катализатора NiMo на оксиде алюминия. Рабочие условия являются следующими:
- Температура в реакторе: 350°C
- Давление: 120 бар (12 МПа)
- Отношение водород/сырье: 400 Нм3/м3
- Общий HSV: 0.6 ч-1
Остаточная фракция подвергается экстракции жидкость/жидкость с помощью фурфураля, при отношении растворитель/сырье, равном 1.8/1, при температуре 100°C и при атмосферном давлении. Это обеспечивает очищенный нефтепродукт и экстракт.
Очищенный нефтепродукт затем подвергается каталитическому крекингу с применением катализатора, содержащего 20 мас.% цеолита Y и 80 мас.% алюмосиликатного матрикса. Это сырье, предварительно нагретое до 135°C, вводится у дна вертикального реактора с катализатором из регенератора, причем катализатор был регенерирован при горячих условиях. Входная температура катализатора в реактор составляет 720°C. Отношение скорости потока катализатора к скорости потока сырья составляет 6.0. Тепловой вклад катализатора при 720°C способствует испарению сырья и реакции крекинга, и то и другое является эндотермическим. Среднее время пребывания катализатора в реакционной зоне составляет около 3 секунд. Рабочее давление составляет 1.8 абсолютных бар. Температура катализатора, измеренная в конце повышающего регулируемого (вертикального) реактора с псевдоожиженным слоем, составляет 525°C. Крекированные углеводороды и катализатор разделяются посредством циклонов, расположенных в зоне отгонки (выпарная колонна), в которой катализатор отгоняется. Катализатор, который загружается коксом в ходе реакции и затем отгоняется в зоне отгонки, затем вводится в регенератор. Коксовое содержание твердых веществ (дельта кокс) вначале регенератора составляет 0.85%. Этот кокс сжигается посредством воздуха, вводимого в регенератор. Сгорание, которое является сильно экзотермическим, поднимает температуру твердого вещества от 525°C до 720°C. Горячий регенерированный катализатор выходит из реактора и опять вводит у дна реактора.
Углеводороды, отделенные от катализаторов, выходят из зоны отгонки. Они направляются в основную колонну дробной перегонки, на вершине которой выходят газы и бензиновые фракции, и затем, у дна колонны, для повышения точки кипения, выходят фракции LCO и НСО и суспензия (370°C+).
В Таблице 2 приводятся свойства различного сырья на каждой стадии, а также выходы, полученные в различных узлах, и общий выход. Следовательно, наблюдается, что исходя из 100 мас.% сланцевого масла, получают 87.2 мас.% продуктов (LPG, лигроин, средние дистилляты), удовлетворяющие техническим условиям Euro V.
фракции (°C)
Настоящее изобретение относится к способу конверсии сланцевого масла или смеси сланцевых масел, имеющих содержание азота по меньшей мере 1 мас. %. Способ содержит следующие стадии: a) сырье обрабатывается в части для гидроконверсии в присутствии водорода, причем указанная часть содержит по меньшей мере один реактор с кипящим слоем, работающий в режиме газообразного и жидкого восходящего потока и содержащий по меньшей мере один катализатор на носителе; b) выходящий поток, полученный на стадии а), вводится, по меньшей мере частично и часто полностью, в зону фракционирования, из которой, посредством атмосферной дистилляции, выходят газообразная фракция, фракция лигроина, фракция газойля и фракция, более тяжелая, чем фракция газойля; c) указанная фракция лигроина обрабатывается, по меньшей мере частично и часто полностью, в части для гидрообработки в присутствии водорода, причем указанная часть содержит по меньшей мере один реактор с фиксированным слоем, содержащий по меньшей мере один катализатор гидрообработки; и d) указанная фракция газойля обрабатывается, по меньшей мере частично и часто полностью, в другой части для гидрообработки в присутствии водорода, причем указанная часть содержит по меньшей мере один реактор с фиксированным слоем, содержащий по меньшей мере один катализатор гидрообработки; е) фракция, более тяжелая, чем фракция газойля, подвергается экстракции жидкость/жидкость с получением очищенного нефтепродукта и экстракта. Предлагаемый способ позволяет получить продукты высокого качества, имеющие низкое содержание серы и азота. 15 з.п. ф-лы, 2 ил., 2 табл., 1 пр.
1. Способ конверсии сланцевого масла или смеси сланцевых масел, имеющих содержание азота по меньшей мере 1 мас. %, отличающийся тем, что он содержит следующие стадии:
a) сырье обрабатывается в части для гидроконверсии в присутствии водорода, причем указанная часть содержит по меньшей мере один реактор с кипящим слоем, работающий в режиме газообразного и жидкого восходящего потока и содержащий по меньшей мере один катализатор на носителе;
b) выходящий поток, полученный на стадии а), вводится, по меньшей мере частично и часто полностью, в зону фракционирования, из которой, посредством атмосферной дистилляции, выходят газообразная фракция, фракция лигроина, фракция газойля и фракция, более тяжелая, чем фракция газойля;
c) указанная фракция лигроина обрабатывается, по меньшей мере частично и часто полностью, в части для гидрообработки в присутствии водорода, причем указанная часть содержит по меньшей мере один реактор с фиксированным слоем, содержащий по меньшей мере один катализатор гидрообработки; и
d) указанная фракция газойля обрабатывается, по меньшей мере частично и часто полностью, в другой части для гидрообработки в присутствии водорода, причем указанная часть содержит по меньшей мере один реактор с фиксированным слоем, содержащий по меньшей мере один катализатор гидрообработки;
е) фракция, более тяжелая, чем фракция газойля, подвергается экстракции жидкость/жидкость с получением очищенного нефтепродукта и экстракта.
2. Способ по п. 1, в котором сланцевое масло или смесь сланцевых масел имеют содержание азота по меньшей мере 2 мас. %.
3. Способ по п. 1, в котором выходящий поток, полученный на стадии а), фракционируется посредством атмосферной дистилляции на газообразную фракцию, имеющую точку кипения менее 50°С, фракцию лигроина, кипящую при температуре от около 50°С до около 150°С, фракцию газойля, кипящую при температуре от около 150°С до около 370°С, и фракцию, которая является более тяжелой, чем фракция газойля, и которая кипит, как правило, при температуре выше 370°С.
4. Способ по п. 1, в котором растворитель на стадии экстракции жидкость/жидкость е) выбирается из группы, состоящей из фурфурола, N-метил-2-пирролидона, сульфолана, диметилформамида, диметилсульфоксида, фенола или смесей этих растворителей в равных или различных пропорциях.
5. Способ по п. 1, в котором стадия экстракции жидкость/жидкость е) осуществляется при отношении растворитель/сырье, равном от 1/1 до 3/1, предпочтительно от 1/1 до 1.8/1, при температуре от температуры окружающей среды до температуры 150°С и при давлении от атмосферного давления до давления 2 МПа, предпочтительно от атмосферного давления до давления 1 МПа.
6. Способ по п. 1, в котором части для гидрообработки с фиксированным слоем на стадиях с) и/или d) содержат, выше по ходу потока каталитических слоев гидрообработки, специфические защитные слои для соединений мышьяка и соединений кремния.
7. Способ по п. 1, в котором по меньшей мере часть очищенного нефтепродукта, полученного на стадии экстракции жидкость/жидкость е), после испарения растворителя вводится в часть для каталитического крекинга, обозначаемую часть f), в которой она обрабатывается в условиях, способствующих получению газообразной фракции, бензиновой фракции, фракции газойля и тяжелой фракции.
8. Способ по п. 7, в котором по меньшей мере часть тяжелой фракции, полученной на стадии каталитического крекинга f), рециклизуется в начало стадии f).
9. Способ по п. 7, в котором по меньшей мере часть фракции газойля, полученной на стадии каталитического крекинга f), рециклизуется на стадию гидрообработки газойля d).
10. Способ по п. 1, в котором по меньшей мере часть экстракта, полученного на стадии экстракции жидкость/жидкость е), рециклизуется в начало стадии а).
11. Способ по п. 1, в котором стадия гидроконверсии а) осуществляется при температуре от 300°С до 550°С, предпочтительно от 400°С до 450°С, при общем давлении от 2 до 35 МПа, предпочтительно от 10 до 20 МПа, при массовом ежечасном расходе ((время сырья/час)/время катализатора), равном от 0.2 до 1.5 ч-1, предпочтительно от 0.3 до 1 ч-1 и при отношении водород/сырье от 50 до 5000 Нм3/м3, предпочтительно от 100 до 1000 Нм3/м3.
12. Способ по п. 1, в котором стадия гидрообработки фракции лигроина с) осуществляется при температуре от 280°С до 380°С, предпочтительно от 300°С до 350°С, при общем давлении от 4 до 15 МПа, предпочтительно от 10 до 13 МПа, при массовом ежечасном расходе ((время сырья/час)/время катализатора), равном от 0.1 до 5 ч-1, предпочтительно от 0.5 до 1 ч-1, и при отношении водород/сырье от 100 до 5000 Нм3/м3, предпочтительно от 200 до 1000 Нм3/м3.
13. Способ по п. 1, в котором стадия гидрообработки фракции газойля d) осуществляется при температуре от 320°С до 450°С, предпочтительно от 340°С до 400°С, при общем давлении от 7 до 20 МПа, предпочтительно от 10 до 15 МПа, при массовом ежечасном расходе ((время сырья/час)/время катализатора), равном от 0.1 до 1 ч-1, предпочтительно от 0.3 до 0.8 ч-1, и при отношении водород/сырье от 100 до 5000 Нм3/м3, предпочтительно от 200 до 1000 Нм3/м3.
14. Способ по п. 1, в котором катализатор на стадии гидроконверсии а) содержит металл группы VIII, выбранный из группы, состоящей из Ni и/или Со, при необходимости металл группы VIB, выбранный из группы, состоящей из Мо и/или W, на аморфной подложке, выбранной из группы, состоящей из оксида алюминия, оксида кремния, алюмосиликатов, оксида магния, глин и смесей по меньшей мере двух из этих минералов.
15. Способ по п. 1, в котором катализатор на стадиях гидрообработки с) и d) содержит металл группы VIII, выбранный из группы, состоящей из Ni и/или Со, при необходимости металл группы VIB, выбранный из группы, состоящей из Мо и/или W, на аморфной подложке, выбранной из группы, состоящей из оксида алюминия, оксида кремния, алюмосиликатов, оксида магния, глин и смесей по меньшей мере двух из этих минералов.
16. Способ по любому из предшествующих пунктов, в котором сланцевое масло или смесь сланцевых масел обеспечивается из углеводородного сырья, выбранного из группы, состоящей из масел, полученных из угля, масел, полученных из тяжелых смол и битуминозного песка, вакуумных дистиллятов и остатков прямой дистилляции, вакуумных дистиллятов и непревращенных остатков, полученных из процесса переработки мазута, масел, деасфальтированных с помощью растворителей, легких циклических масел, тяжелых циклических масел, фракций газойля, происходящих из каталитического крекинга и имеющих, как правило, температурный интервал кипения фракции от около 150°С до около 650°С, ароматических экстрактов, полученных при производстве смазочных масел, или смесей такого сырья.
| US5980730 A, 09.11.1999 | |||
| US4592827 А, 03.06.1986 | |||
| US5059303 A, 22.10.1991 | |||
| US4272362 A, 09.01.1981 | |||
| US2846358 A, 05.08.1958 | |||
| Цепная пила | 1925 |
|
SU1407A1 |

