ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к первичной нефтепереработке и конверсии тяжелых фракций углеводородов, содержащих, в частности, сернистые примеси. Более предпочтительно оно относится к способу обработки тяжелого нефтяного сырья для производства жидкого топлива и базисов жидкого топлива с низким содержанием серы, предпочтительно бункерного топлива и базисов бункерного топлива.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В то время как регламентирующие требования по количеству серы, содержащейся в топливе для наземного применения, как правило, в бензине и дизельном топливе, стали за последние десятилетия очень строгими, регламентация по количеству серы в судовом топливе была до настоящего времени мало ограничивающей. Действительно, топливо морского назначения, имеющееся в продаже в настоящее время, может содержать до 3,5% и даже 4,5% масс. серы. Результатом этого оказалось, что корабли стали основным источником выбросов диоксида серы (SO2).
Для снижения этих выбросов Международная морская организация (OMI) предложила рекомендации в отношении технических условий, касающихся судового топлива (приложение VI конвенции MARPOL). Эти рекомендации были отклонены в версии стандарта ISO 8217 от 2012 года. Отныне рекомендации распространяются на выбросы SOx от топлива морского назначения. Эквивалентное содержание серы, рекомендованное на 2020 или 2025 год, меньше или равно 0,5% масс. для кораблей, находящихся вне "Зоны контроля выбросов серы" (ZCES или согласно терминологии на английском языке SECA ("Sulphur Emission Control Areas")). Внутри зоны ZCES организацией OMI на 2015 год предусмотрено эквивалентное содержание серы, меньшее или равное 0,1% масс.
В то же время другая сильно ограничивающая рекомендация относится к содержанию осадков после старения по стандарту ISO 10307-2, которое должно быть меньше или равно 0,1%.
Заявитель определил целью изобретения производство жидкого топлива и базисов жидкого топлива, предпочтительно бункерного топлива и базисов бункерного топлива, в случае которых соблюдаются рекомендации конвенции MARPOL в отношении эквивалентного содержания серы и предпочтительно соблюдаются также рекомендации по содержанию осадков после старения.
Жидкое топливо, используемое на морском транспорте, в общем случае представляет собой атмосферные дистилляты, вакуумные дистилляты, атмосферные и вакуумные остатки, поступающие после прямой перегонки или поступающие после процессов первичной переработки нефти, в частности после процессов гидрообработки и конверсии, причем эти фракции могут быть использованы индивидуально или в смеси. Одна из целей настоящего изобретения состоит в предложении способа конверсии тяжелого нефтяного сырья для производства жидкого топлива и базисов жидкого топлива с очень низким содержанием серы, предпочтительно бункерного топлива и базисов бункерного топлива. Другой целью настоящего изобретения является совместное производство, средствами того же способа, атмосферных дистиллятов (сольвент-нафты, керосина, газойля), вакуумных дистиллятов и/или легких газов (C1-C4). Базисы типа сольвент-нафты и газойля могут быть экономически эффективно переработаны на нефтеперерабатывающих предприятиях для производства автомобильного и авиационного топлива, такого, как, например, высококалорийное топливо, ракетное топливо и газойли.
Способы первичной переработки и конверсии тяжелого нефтяного сырья, включающие сначала стадию гидрообработки в неподвижном слое и затем стадию гидроконверсии в кипящем слое, описаны в FR 2764300, CA 1238005, EP 1343857 и EP 0665282. Целью EP 0665282, в котором описан способ гидрообработки тяжелых масел, является продление продолжительности срока службы реакторов. В CA 1238005 описан способ конверсии тяжелого жидкого углеводородного сырья с использованием нескольких последовательно соединенных реакторов, в котором степень конверсии улучшена благодаря особой рециркуляции полученной тяжелой фракции. Способ, описанный в FR 2764300, относится не к получению базисов жидкого топлива, в частности базисов бункерного топлива, а к топливу (бензину и дизельному топливу), имеющему, в частности, низкое содержание серы. Кроме того, исходное сырье, обработанное по этому способу, содержит малое количество асфальтенов или не содержит их. Наконец, способ, описанный в EP 1343857, описан как способ гидрообработки, в котором может быть реализована секция гидродеметаллизации, которой может предшествовать зона защиты типа взаимозаменяемых реакторов, и секция гидрообессеривания.
Ни в одном из этих документов не описано производство жидкого топлива или базисов жидкого топлива с очень низким содержанием серы, соответствующим новым рекомендациям Международной морской организации, и с низким содержанием осадков, которое требуется по новой версии стандарта ISO 8217:2012.
Одна из задач настоящего изобретения состоит в адаптации и улучшении способов конверсии, описанных на предшествующем уровне техники, для производства жидкого топлива и базисов жидкого топлива предпочтительно с низким содержанием серы.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Исследования привели заявителя к установлению того факта, что неожиданным образом улучшение существующих способов в отношении производства базисов жидкого топлива и качества указанных базисов жидкого топлива, в частности в отношении содержания серы и содержания осадков, возможно благодаря комбинации разных стадий, включенных в технологическую цепочку особым образом.
Задачей настоящего изобретения является, во-первых, способ обработки углеводородного сырья, в котором содержание серы составляет по меньшей мере 0,5% масс., начальная температура кипения равна по меньшей мере 340°C, а конечная температура кипения равна по меньшей мере 440°C, причем способ позволяет получать по меньшей мере одну жидкую углеводородную фракцию с содержанием серы, меньшим или равным 0,5% масс., и включает следующие последовательные стадии:
a) стадию гидрообработки в неподвижном слое, на которой углеводородное сырье и водород приводят в контакт по меньшей мере на одном катализаторе гидрообработки;
b) стадию разделения потока, получаемого на выходе стадии (a) гидрообработки, по меньшей мере на одну легкую фракцию и по меньшей мере на одну тяжелую фракцию;
c) стадию гидроконверсии по меньшей мере части тяжелой фракции потока, поступающего со стадии (b), по меньшей мере в одном реакторе, содержащем катализатор, поддерживаемый в состоянии кипящего слоя;
d) стадию разделения потока, поступающего со стадии (c), для получения по меньшей мере одной газовой фракции и по меньшей мере одной жидкой углеводородной фракции.
Настоящее изобретение относится также к жидкому топливу, приемлемому для применения на морском транспорте, получаемому таким способом и имеющему содержание серы, меньшее или равное 0,5% масс. и предпочтительно меньшее или равное 0,1% масс.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1 представлен вариант осуществления способа по настоящему изобретению с промежуточным разделением уходящего потока между секцией с неподвижным слоем и секцией с кипящим слоем с понижением давления тяжелой фракции.
На фиг. 2 для большей удобочитаемости в увеличенном виде представлены зоны защиты секции гидрообработки, показанной на фиг. 1.
На фиг. 3 представлен другой вариант осуществления способа по настоящему изобретению с промежуточным разделением уходящего потока между секцией с неподвижным слоем и секцией с кипящим слоем без понижения давления тяжелой фракции.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Следует уточнить, что в любой части этого описания выражение "в интервале от … до …" необходимо понимать как включающее в себя указанные границы.
Таким образом, способ по настоящему изобретению включает сначала стадию (a) гидрообработки в неподвижном слое, затем стадию (b) разделения уходящего углеводородного потока на легкую и тяжелую фракции, далее стадию (c) гидроконверсии в кипящем слое указанной тяжелой фракции и, наконец, стадию (d) разделения.
Цель гидрообработки состоит в одновременной очистке, то есть в уменьшении в значительной степени содержания металлов, серы и других примесей, при этом с улучшением соотношения содержания водорода и углерода (H/C) и с превращением углеводородного сырья в большей или меньшей мере в более легкие фракции. Уходящий поток, получаемый на стадии (a) гидрообработки в неподвижном слое, затем направляют на стадию разделения, позволяющую получать разные фракции. Это разделение позволяет удалять из потока, получаемого на выходе стадии (a) гидрообработки, наиболее легкие фракции, которые не требуют дополнительной обработки или требуют умеренной обработки, и наиболее тяжелые фракции. Эти потоки направляют на стадию (c) гидроконверсии в кипящем слое, позволяющую частично конвертировать углеводородный поток, получаемый на выходе стадии (a) гидрообработки, для получения потока, который может быть предпочтительно использован полностью или частично в качестве жидкого топлива или в качестве базиса жидкого топлива, предпочтительно в качестве бункерного топлива или в качестве базиса бункерного топлива.
Один из полезных эффектов включения в технологическую цепочку гидрообработки в неподвижном слое и последующей гидроконверсии в кипящем слое состоит в том, что исходное сырье, поступающее в реактор гидроконверсии в кипящем слое, уже по меньшей мере частично гидрообработано. Таким образом, можно обеспечить конверсию, эквивалентную углеводородным потокам лучшего качества, в частности с более низким содержанием серы. Кроме того, расход катализатора в реакторе гидроконверсии в кипящем слое значительно уменьшается по сравнению со способом без предварительной гидрообработки в неподвижном слое.
С другой стороны, способ по настоящему изобретению отличается тем, что он включает стадию (b) промежуточного разделения между стадией (a) гидрообработки и стадией (с) гидроконверсии. Эта стадия разделения позволяет эффективно минимизировать фракцию, подлежащую обработке в кипящем слое. Таким образом, мощность блока гидроконверсии в кипящем слое может быть менее значительной. Аналогичным образом, это позволяет избегать сверхкрекинга легких фракций и, следовательно, потери выхода фракций топливного типа.
Способ по настоящему изобретению позволяет эффективно производить легкие фракции, жидкое топливо и базисы жидкого топлива, предпочтительно морского назначения, с низким содержанием серы, с высоким выходом и высокой энергетической эффективностью, исходя из сернистого тяжелого углеводородного сырья.
Углеводородное сырье
Углеводородное сырье, обрабатываемое согласно способу по настоящему изобретению, может быть квалифицировано как тяжелое сырье. Оно имеет начальную температуру кипения по меньшей мере 340°C и конечную температуру кипения по меньшей мере 440°C. Ее начальная температуру кипения предпочтительно составляет по меньшей мере 350°C и предпочтительно по меньшей мере 375°C, а ее конечная температура кипения составляет по меньшей мере 450°C, предпочтительно по меньшей мере 460°C, более предпочтительно по меньшей мере 500°C и наиболее предпочтительно по меньшей мере 600°C.
Углеводородное сырье может быть выбрано из атмосферных остатков, вакуумных остатков, поступающих от прямой перегонки, сырой нефти, сырой нефти, лишенной наиболее легких фракций, деасфальтизированнных масел, смол, образующихся при деасфальтировании, асфальтов или асфальтовых битумов, образующихся при деасфальтировании, остатков, поступающих из процессов конверсии, экстрактов ароматических соединений, поступающих из установок производства базисов для смазочных веществ, битуминозных песков или их производных, битуминозных сланцев или их производных, масел, получаемых из нефтематеринских пород, или их производных, используемых индивидуально или в смеси. По настоящему изобретению обрабатываемое исходное сырье предпочтительно представляет собой атмосферные или вакуумные остатки или смеси этих остатков.
Кроме того, углеводородное сырье, обрабатываемое согласно способу по настоящему изобретению, является сернистым. Содержание серы в нем составляет по меньшей мере 0,5% масс., предпочтительно по меньшей мере 1% масс., более предпочтительно по меньшей мере 4% масс. и наиболее предпочтительно по меньшей мере 5% масс.
Кроме того, углеводородное сырье, обрабатываемое согласно способу по настоящему изобретению, может содержать асфальтены. Содержание в нем асфальтенов может составлять по меньшей мере 2% масс. Под термином "асфальтен" в настоящем описании понимают тяжелые углеводородные соединения, нерастворимые в н-гептане (говорят также об асфальтенах C7), но растворимые в толуоле. Количественное определение асфальтенов в общем случае осуществляют стандартными методами анализа, такими, как методы, определенные, например, в стандартах AFNOR T 60-115 (Франция) или ASTM 893-69 (США).
Содержание никеля и ванадия (Ni+V) в исходном сырье предпочтительно составляет больше 110 млн-1 и более предпочтительно больше 150 млн-1 масс.
Это исходное сырье предпочтительно может быть использовано без предварительно подготовки. Альтернативным образом оно может быть разбавлено сопутствующим исходным сырьем. Это сопутствующее исходное сырье может представлять собой одну углеводородную фракцию или смесь углеводородных фракций, которые являются более легкими и предпочтительно могут быть выбраны из продуктов, поступающих из процессов каталитического крекинга в псевдоожиженном слое (FCC или "Fluid Catalytic Cracking" согласно терминологии на английском языке), из легкого рециклового газойля (LCO или "light cycle oil" согласно терминологии на английском языке), тяжелого рециклового газойля (HCO или "heavy cycle oil" согласно терминологии на английском языке), декантированного масла, остатка от FCC, газойлевой фракции, предпочтительно из фракции, полученной атмосферной или вакуумной перегонкой, такой, как, например, вакуумный газойль, или также из фракции, которая может поступать из других процессов первичной переработки нефти. Сопутствующее исходное сырье также может предпочтительно представлять собой одну или несколько фракций, поступающих из процессов ожижения угля или биомассы, экстрактов ароматических соединений, или любые другие углеводородные фракции, или исходное сырье, отличающееся от нефтяного сырья, такое, как пиролизное масло. Тяжелое углеводородное сырье по настоящему изобретению может составлять по меньшей мере 50%, предпочтительно 70%, более предпочтительно по меньшей мере 80% и наиболее предпочтительно по меньшей мере 90% масс. от общего углеводородного сырья, обрабатываемого согласно способу по настоящему изобретению.
Стадия (a) гидрообработки
Углеводородное сырье согласно способу по настоящему изобретению направляют на стадию (a) гидрообработки в неподвижном слое, на которой исходное сырье и водород приводят в контакт на катализаторе гидрообработки.
Под гидрообработкой, традиционно обозначаемой HDT, понимают каталитическую обработку с подачей водорода, позволяющую очищать исходное углеводородное сырье, то есть уменьшать в значительной степени содержание металлов, серы и других примесей, при этом улучшая соотношение содержания водорода и углерода в исходной смеси и превращая исходное сырье в большей или меньшей мере в более легкие фракции. Гидрообработка включает в себя, в частности, реакции гидрообессеривания (традиционно обозначаемого HDS), реакции гидродеазотирования (традиционно обозначаемого HDN) и реакции гидродеметаллизации (традиционно обозначаемой HDM), сопровождаемые реакциями гидрирования, гидродезоксигенирования, гидродеароматизации, гидроизомеризации, гидродеалкилирования, гидрокрекинга, гидродеасфальтирования и снижения коксуемости по Конрадсону.
Согласно предпочтительному варианту осуществления стадия (a) гидрообработки включает в себя первую стадию (a1) гидродеметаллизации (HDM), осуществляемую в одной или в нескольких зонах гидродеметаллизации с неподвижными слоями, и последующую стадию (a2) гидрообессеривания (HDS), осуществляемую в одной или в нескольких зонах гидрообессеривания с неподвижными слоями. В ходе первой стадии (a1) гидродеметаллизации, исходное сырье и водород приводят в контакт на катализаторе гидродеметаллизации в условиях гидродеметаллизации и затем в ходе второй стадии (a2) гидрообессеривания поток, уходящий с первой стадии (a1) гидродеметаллизации, приводят в контакт с катализатором гидрообессеривания в условиях гидрообессеривания. Этот способ, известный под названием HYVAHL-F™, описан, например, в US 5417846.
Специалисты в данной области техники могут легко понять, что на стадии гидродеметаллизации осуществляют реакции гидродеметаллизации, но параллельно осуществляют также часть других реакций гидрообработки и предпочтительно гидрообессеривания. Аналогичным образом, на стадии гидрообессеривания осуществляют реакции гидрообессеривания, но параллельно осуществляют также часть других реакций гидрообработки и предпочтительно гидродеметаллизации. Специалисты в данной области техники понимают, что стадия гидродеметаллизации начинается там, где начинается стадия гидрообработки, или там, где концентрация металлов является максимальной. Специалисты в данной области техники понимают, что стадия гидрообессеривания заканчивается там, где заканчивается стадия гидрообработки, или там, где удаление серы наиболее затруднено. Между стадией гидродеметаллизации и стадией гидрообессеривания специалисты в данной области техники иногда определяют переходную зону, в которой происходят все типы реакций гидрообработки.
Стадию (a) гидрообработки согласно настоящему изобретению осуществляют в условиях гидрообработки. Она предпочтительно может быть осуществлена при температуре в интервале от 300 до 500°C и предпочтительно в интервале от 350 до 420°C и при абсолютном давлении в интервале от 2 до 35 МПа и предпочтительно в интервале от 11 до 20 МПа. Температуру обычно регулируют в зависимости от требуемого уровня гидрообработки и предусматриваемой продолжительности обработки. Чаще всего объемная скорость подачи углеводородного сырья, традиционно обозначаемая VVH и определяемая как отношение объемного расхода исходного сырья к общему объему катализатора, может находиться в интервале от 0,1 до 5 ч-1, предпочтительно от 0,1 до 2 ч-1, более предпочтительно от 0,1 до 0,45 ч-1 и наиболее предпочтительно в интервале от 0,1 до 0,2 ч-1. Количество водорода, смешиваемого с исходным сырьем, может находиться в интервале от 100 до 5000 нормальных кубических метров (нм3) на кубический метр (м3) исходного жидкого сырья, предпочтительно в интервале от 200 до 2000 нм3/м3 и более предпочтительно в интервале от 300 до 1500 нм3/м3. Стадия (a) гидрообработки может быть осуществлена промышленным способом в одном или в нескольких реакторах с нисходящим потоком жидкости.
Используемые катализаторы гидрообработки предпочтительно представляют собой известные катализаторы. Речь может идти о зернистых катализаторах, содержащих на носителе по меньшей мере один металл или соединение металла, обладающее гидрирующей-дегидрирующей функцией. Эти катализаторы предпочтительно могут представлять собой катализаторы, содержащие по меньшей мере один металл из группы VIII, выбранный в общем случае из группы, которую составляют никель и кобальт, и/или по меньшей мере один металл из группы VIB и предпочтительно молибден и/или вольфрам. Можно использовать, например, катализатор, содержащий на минеральном носителе от 0,5 до 10% масс. и предпочтительно от 1 до 5% масс. никеля (в пересчете на оксид никеля NiO) и от 1 до 30% масс. и предпочтительно от 5 до 20% масс. молибдена (в пересчете на оксид молибдена MoO3). Этот носитель может быть выбран, например, из группы, которую составляют оксид алюминия, диоксид кремния, диоксид кремния-оксид алюминия, оксид магния, глины и смеси по меньшей мере двух этих минеральных веществ. Этот носитель предпочтительно может содержать другие легирующие соединения, предпочтительно оксиды, выбранные из группы, которую составляют оксид бора, диоксид циркония, диоксид церия, оксид титана, фосфорный ангидрид и смеси этих оксидов. Чаще всего в качестве носителя используют оксид алюминия и очень часто носитель из оксида алюминия легируют фосфором и в случае необходимости бором. В случае присутствия фосфорного ангидрида P2O5 его концентрация составляет меньше 10% масс. В случае присутствия триоксида бора B2O3 его концентрация составляет меньше 10% масс. Применяемый оксид алюминия может представлять собой оксид алюминия γ (гамма) или η (этa). Этот катализатор наиболее часто находится в форме экструдированных элементов. Общее содержание оксидов металлов из групп VIB и VIII может составлять от 5 до 40% масс. и в общем случае от 7 до 30% масс., а массовое отношение в пересчете на оксиды металлов между металлом (или металлами) из группы VIB и металлом (или металлами) из группы VIII в общем случае находится в интервале от 20 до 1 и наиболее часто в интервале от 10 до 2.
В случае стадии гидрообработки, включающей в себя стадию гидродеметаллизации (HDM) и последующую стадию гидрообессеривания (HDS), предпочтительно применяют специфические катализаторы, приспособленные для каждой стадии.
Катализаторы, приемлемые для применения на стадии HDM, указаны, например, в EP 0113297, EP 0113284, US 5221656, US 5827421, US 7119045, US 5622616 и US 5089463. Катализаторы HDM предпочтительно используют во взаимозаменяемых реакторах.
Катализаторы, приемлемые для применения на стадии HDS, указаны, например, в EP 0113297, EP 0113284, US 6589908, US 4818743 или US 6332976.
Также можно применять смешанный катализатор, являющийся активным при HDM и HDS, одновременно в секции HDM и в секции HDS соответственно описанному в FR 2940143.
До подачи исходной смеси катализаторы, применяемые в способе по настоящему изобретению, предпочтительно подвергают обработке сульфидированием в реакторе или вне его.
Согласно предпочтительному варианту осуществления настоящего изобретения на стадии (a) гидрообработки в неподвижном слое применяют систему взаимозаменяемых реакторов, называемых также зонами защиты, перед основными реакторами гидрообработки. Более предпочтительно стадия (a) гидрообработки может быть осуществлена в одной или в нескольких зонах гидрообработки с неподвижными слоями, которым предшествуют по меньшей мере две зоны защиты гидрообработки также с неподвижными слоями, соединенные последовательно для циклического использования, заключающегося в последовательном повторении стадий a'') и a'''), определенных далее:
a') стадия, на которой зоны защиты используют совместно в течение промежутка времени, не превышающего время дезактивации и/или кольматажа одной из них;
a'') стадия, в ходе которой дезактивированную и/или кольматированную зону защиты блокируют, а катализатор, содержащийся в ней, регенерируют и/или заменяют свежим катализатором, и в ходе которой используют одну или несколько других зон защиты;
a''') стадия, в ходе которой зоны защиты используют совместно, при этом снова присоединяют зону защиты, катализатор которой был отрегенерирован и/или заменен в ходе предыдущей стадии, причем указанная стадия длится в течение промежутка времени, не превышающего время дезактивации и/или кольматажа одной из зон защиты.
После регенерации и/или замены катализатора в реакторе этот реактор предпочтительно присоединяют после работающего реактора.
Система взаимозаменяемых реакторов известна из FR 2681871, FR 2784687 и EP 1343857. Функция взаимозаменяемых реакторов состоит в защите подключенных далее основных реакторов гидрообработки для избежания кольматажа и/или дезактивации. На практике проблема, встречающаяся при использовании неподвижных слоев, представляет собой кольматаж, который происходит по причине наличия асфальтенов и осадков, содержащихся в исходном сырье. Другая проблема представляет собой дезактивацию катализатора вследствие значительного отложения металлов, которое происходит во время реакций гидрообработки. Таким образом, взаимозаменяемые реакторы используют для увеличения длительности рабочего цикла блока гидрообработки за счет возможности замены дезактивированного и/или кольматированного катализатора только во взаимозаменяемых реакторах, работающих циклически без остановки всего блока в течение некоторого промежутка времени.
Время дезактивации и/или кольматажа изменяется в зависимости от исходного сырья, рабочих условий на стадии гидрообработки и одного или нескольких применяемых катализаторов. В общем случае оно проявляется в падении каталитических характеристик, которое может быть констатировано по увеличению концентрации металлов и/или других примесей в уходящем потоке, по повышению температуры, необходимой для сохранения активности катализатора, или, в случае кольматажа, по значительному повышению потери давления. Потеря давления ΔP, выражающая степень кольматажа, может быть измерена непрерывно в течение всего цикла в каждой из зон и может быть определена по увеличению давления, обуславливаемого частично блокированным проходом потока через зону. Аналогичным образом, температура может быть измерена непрерывно в течение всего цикла в каждой из двух зон.
Для определения времени дезактивации и/или кольматажа специалисты в данной области техники предварительно определяют максимально допустимое значение потери давления ΔP и/или температуры в зависимости от обрабатываемого исходного сырья, рабочих условий и выбранных катализаторов, исходя из которого необходимо осуществлять отсоединение зоны защиты. Таким образом, время дезактивации и/или кольматажа определяют как время, за которое достигается предельное значение потери давления и/или температуры. В случае гидрообработки тяжелых фракций предельное значение потери давления находится в общем случае в интервале от 0,3 до 1 МПа (от 3 до 10 бар) и предпочтительно в интервале от 0,5 до 0,8 МПа (от 5 до 8 бар). Предельное значение температуры находится в общем случае в интервале от 400 до 430°C, указанная температура соответствует средней температуре, измеренной в слое катализатора.
Рабочие условия во взаимозаменяемых реакторах в общем случае идентичны условиям в основных реакторах гидрообработки. Значение объемной скорости VVH для каждого взаимозаменяемого реактора, включенного в работу, предпочтительно находится в интервале от 0,2 до 4 ч-1 и более предпочтительно в интервале от 1 до 2 ч-1. Значения общей объемной скорости VVH во взаимозаменяемых реакторах и в каждом реакторе выбирают так, чтобы достигать максимума гидродеметаллизации, регулируя при этом температуру реакции и ограничивая, таким образом, экзотермический эффект.
В предпочтительном варианте осуществления настоящего изобретения используют секцию кондиционирования катализатора, позволяющую осуществлять смену этих зон защиты в рабочем режиме, то есть без остановки блока. Секция кондиционирования катализатора может включать в себя следующие элементы:
- систему, которая функционирует при среднем давлении, преимущественно в интервале от 1 до 5 МПа (от 10 до 50 бар) и предпочтительно в интервале от 1,2 до 2,5 МПа (от 12 до 25 бар), и позволяет осуществлять операции промывки, отпарки и охлаждения в реакторе защиты, отсоединенном перед выгрузкой использованного катализатора, и последующего нагревания и сульфидирования после загрузки свежего катализатора;
- другую систему повышения/понижения давления и вентилей-клапанов соответствующего действия, которая позволяет осуществлять смену этих зон защиты без остановки блока, так как все операции промывки, отпарки, выгрузки использованного катализатора, перезагрузки свежего катализатора, нагревания и сульфидирования осуществляют в отсоединенном реакторе или зоне защиты.
Альтернативным образом, предварительно сульфидированный катализатор может быть использован в секции кондиционирования с целью упрощения процедуры смены в рабочем режиме.
Поток, выходящий из взаимозаменяемых реакторов, затем может быть направлен в основные реакторы гидрообработки.
Каждая зона гидрообработки или зона защиты гидрообработки может содержать по меньшей мере один слой катализатора, например 1, 2, 3, 4 или 5 каталитических слоев. Предпочтительно каждая зона защиты содержит слой катализатора. Каждый слой катализатора может содержать по меньшей мере один слой катализатора, который содержит один или несколько катализаторов и которому в случае необходимости предшествует по меньшей мере один инертный слой, например, оксида алюминия или керамики в виде экструдированных элементов, шариков или таблеток. Катализаторы, применяемые в одном или нескольких каталитических слоях, могут быть одинаковыми или разными.
Согласно предпочтительному варианту осуществления углеводородное сырье на входе в каждую зону защиты проходит через фильтрующую пластину, расположенную перед одним или несколькими каталитическими слоями, содержащимися в зоне защиты. Эта фильтрующая пластина, описанная, например, в FR 2889973, позволяет предпочтительно улавливать кольматирующие частицы, содержащиеся в углеводородном сырье, благодаря особой распределительной тарелке, содержащей фильтрующий материал.
Стадия (b) разделения
Поток, получаемый на выходе стадии (a) гидрообработки в неподвижном слое направляют по меньшей мере на одну стадию разделения, которую в случае необходимости дополняют другими дополнительными стадиями разделения и которая позволяет разделять поток по меньшей мере на одну легкую фракцию и по меньшей мере на одну тяжелую фракцию. Под "легкой фракцией" понимают фракцию, в которой по меньшей мере 90% соединений имеют температуру кипения ниже 350°C. Под "тяжелой фракцией" понимают фракцию, в которой по меньшей мере 90% соединений имеют температуру кипения выше 350°C. Легкая фракция, полученная на стадии (b) разделения, предпочтительно содержит газовую фракцию и по меньшей мере одну легкую фракцию углеводородов типа сольвент-нафты, керосина и/или газойля. Тяжелая фракция предпочтительно содержит фракцию вакуумного дистиллята и фракцию вакуумного остатка и/или фракцию атмосферного остатка.
Стадия (b) разделения может быть осуществлена любым способом, известным специалистам в данной области техники. Этот способ может быть выбран из способов разделения при высоком или низком давлении, перегонки при высоком или низком давлении, отгонки при высоком или низком давлении, экстракции "жидкость/жидкость", разделения "твердое вещество/жидкость", центрифугирования и комбинаций этих различных способов, которые могут быть реализованы при разных значениях давления и температуры.
Согласно первому варианту осуществления настоящего изобретения поток, поступающий со стадии (a) гидрообработки, направляют на стадию (b) разделения с понижением давления.
Согласно этому варианту осуществления разделение предпочтительно осуществляют в секции фракционирования, которая может включать в себя сначала высокотемпературный сепаратор высокого давления(HPHT) и в случае необходимости низкотемпературный сепаратор высокого давления (HPBT), а затем в случае необходимости секцию атмосферной перегонки и/или секцию перегонки в вакууме. Поток, выходящий со стадии (a), может быть направлен в секцию фракционирования и в общем случае в сепаратор HPHT, которые работают при температуре отсечки фракции в интервале от 200 до 400°C и позволяют получать легкую и тяжелую фракции. В общем случае разделение преимущественно происходит без поддержания точной температуры отсечки фракции, скорее оно имеет сходство с разделением типа мгновенного испарения.
Указанная тяжелая фракция затем может быть разделена атмосферной перегонкой по меньшей мере на одну фракцию атмосферного дистиллята, содержащую предпочтительно по меньшей мере одну легкую фракцию углеводородов типа сольвент-нафты, керосина и/или газойля, и фракцию атмосферного остатка. По меньшей мере часть фракции атмосферного остатка также может быть разделена перегонкой в вакууме на фракцию вакуумного дистиллята, предпочтительно содержащую вакуумный газойль, и фракцию вакуумного остатка. По меньшей мере часть фракции вакуумного остатка и/или фракции атмосферного остатка преимущественно направляют на стадию гидроконверсии (c). Часть вакуумного остатка также может быть рециркулирована на стадию (a) гидрообработки.
Согласно второму варианту осуществления поток, поступающий со стадии (a) гидрообработки, направляют на стадию (b) разделения без понижения давления.
Согласно этому варианту осуществления поток, выходящий со стадии (a) гидрообработки, направляют в секцию фракционирования и в общем случае в сепаратор HPHT, которые работают при температуре отсечки фракции в интервале от 200 до 400°C и позволяют получать по меньшей мере одну легкую фракцию и по меньшей мере одну тяжелую фракцию. В общем случае разделение преимущественно происходит без поддержания точной температуры отсечки фракции, скорее оно имеет сходство с разделением типа мгновенного испарения.
Затем тяжелая фракция может быть направлена непосредственно на стадию (c) гидроконверсии.
Легкая фракция может быть направлена на другие стадии разделения. Она предпочтительно быть направлена на атмосферную перегонку, позволяющую получать газовую фракцию, по меньшей мере одну легкую фракцию жидких углеводородов типа сольвент-нафты, керосина и/или газойля и фракцию вакуумного дистиллята, причем последняя фракция может быть по меньшей мере частично направлена на стадию (c) гидроконверсии. Другая часть вакуумного дистиллята может быть использована в качестве разжижителя жидкого топлива. Другая часть вакуумного дистиллята может быть экономически эффективно переработана на стадии гидрокрекинга и/или каталитического крекинга в псевдоожиженном слое.
Разделение без понижения давления обеспечивает лучший тепловой баланс и выражается в экономии энергии и затрат на оборудование. Кроме того, этот вариант осуществления имеет технико-экономические преимущества с учетом того, что в его случае не требуется повышать давление потоков после разделения перед последующей стадией гидроконверсии. Поскольку промежуточное разделение без понижения давления является более простым, чем разделение с понижением давления, то, следовательно, выгодным образом уменьшаются капитальные затраты.
Газовые фракции, поступающие со стадии разделения предпочтительно направляют на очистку для выделения водорода и рециркуляции его в реакторы гидрообработки и/или гидроконверсии. Наличие стадии промежуточного разделения между стадией (a) гидрообработки и стадией (c) гидроконверсии позволяет с положительным эффектом располагать двумя независимыми контурами водорода, один из которых связан с гидрообработкой, а другой связан с гидроконверсией и которые в случае необходимости могут быть связаны один с другим. Добавка водорода может быть осуществлена в секции гидрообработки или в секции гидроконверсии или в обеих секциях. Рециркулируемый водород может быть подан в секцию гидрообработки или в секцию гидроконверсии или в обе секции. Компрессор в случае необходимости может быть общим для обоих контуров водорода. Возможность соединять оба контура водорода позволяет оптимизировать управление подачей водорода и уменьшить капитальные затраты на компрессоры и/или на установки очистки уходящих газовых потоков. Различные варианты осуществления подачи водорода, приемлемые для применения по настоящему изобретению, описаны в FR 2957607.
Легкая фракция, полученная на выходе стадии (b) разделения и содержащая углеводороды типа сольвент-нафты, керосина и/или газойля или другие углеводороды, предпочтительно GPL и вакуумный газойль, может быть экономически эффективно переработана способами, хорошо известными специалистам в данной области техники. Полученные продукты могут быть введены в топливные композиции (называемые также "топливные пулы" согласно терминологии на английском языке) или направлены на дополнительные стадии первичной переработки. Одна или несколько фракций сольвент-нафты, керосина, газойля и вакуумного газойля могут быть подвергнуты одной или нескольким обработкам, например гидрообработке, гидрокрекингу, алкилированию, изомеризации, каталитической конверсии, каталитическому или термическому крекингу, для доведения их характеристик раздельно или в смеси до требуемых значений, которые могут действовать в отношении содержания серы, высоты некоптящего пламени, октанового числа, цетана и других показателей.
Стадия (c) гидроконверсии в кипящем слое
По меньшей мере часть тяжелой фракции потока, поступающего со стадии (b) разделения, направляют согласно способу по настоящему изобретению на стадию (c) гидроконверсии, которую реализуют по меньшей мере в одном реакторе, содержащем катализатор, поддерживаемый в состоянии кипящего слоя. Указанный ранее реактор может функционировать в режиме восходящего потока жидкости и газа. Основная цель гидроконверсии состоит в превращении тяжелого углеводородного сырья в более легкие фракции путем его частичной обработки.
Согласно варианту осуществления настоящего изобретения часть исходного углеводородного сырья может быть подана непосредственно на вход секции гидроконверсии (c) в кипящем слое в смеси с тяжелой фракцией потока, поступающего со стадии (b) разделения, при этом эту часть углеводородного сырья не подвергают обработке в секции гидрообработки (a) в неподвижном слое. Этот вариант осуществления может быть отождествлен с частичным блокированием секции гидрообработки (a) в неподвижном слое.
Согласно варианту осуществления на вход секции гидроконверсии (c) в кипящем слое может быть подано сопутствующее исходное сырье вместе с тяжелой фракцией потока, поступающего со стадии (b) разделения. Это сопутствующее исходное сырье может быть выбрано из атмосферных остатков, вакуумных остатков, поступающих от прямой перегонки, деасфальтизированных масел, экстрактов ароматических соединений, поступающих из установок производства базисов для смазочных веществ, углеводородных фракций или смеси углеводородных фракций, которые могут быть выбраны из продуктов, поступающих из процессов каталитического крекинга в псевдоожиженном слое, предпочтительно из легкого рециклового газойля (LCO), тяжелого рециклового газойля (HCO), декантированного масла, или которые могут поступать от перегонки, газойлевых фракций, предпочтительно фракций, полученных атмосферной или вакуумной перегонкой, таких, как, например, вакуумный газойль. Согласно другому варианту и в случае, когда в секции гидроконверсии имеется несколько реакторов с кипящим слоем, сопутствующее исходное сырье может быть подано частично или полностью в один из реакторов после первого реактора.
Водород, необходимый для реакции гидроконверсии, может быть подан на вход секции гидроконверсии (c) в кипящем слое. Речь может идти о рециркулируемом водороде и/или добавочном водороде. В случае, когда в секции гидроконверсии имеется несколько реакторов с кипящим слоем, водород может быть подан на вход каждого реактора.
Технология кипящего слоя хорошо известна специалистам в данной области техники. В данном случае будут описаны только основные рабочие условия. В технологии кипящего слоя традиционно применяют катализаторы, нанесенные на экструдированные элементы, диаметр которых в общем случае составляет около 1 мм, например 0,9 мм или 1,2 мм. Катализаторы остаются внутри реакторов и не уносятся с продуктами, за исключением стадий пополнения и выгрузки катализаторов, необходимых для поддержания каталитической активности. Значения температуры могут быть высокими с целью получения высоких степеней конверсии при этом с минимизацией применяемого количества катализаторов. Каталитическая активность может поддерживаться постоянной благодаря последовательной замене катализатора. При этом не требуется останавливать блок для замены отработавшего катализатора и повышать температуру реакции по ходу цикла для компенсации дезактивации. Кроме того, режим работы с постоянными технологическими условиями позволяет предпочтительно получать выход и свойства продуктов, сохраняющиеся постоянными по ходу цикла. Также в силу того, что катализатор поддерживают в состоянии движения рециркуляцией значительного потока жидкости, потеря давления в реакторе остается небольшой и постоянной. По причине абразивного износа катализаторов в реакторах продукты, выходящие из реакторов, могут содержать тонкодисперсные частицы катализатора.
Условия на стадии (c) гидроконверсии в кипящем слое могут соответствовать общепринятым условиям гидроконверсии в кипящем слое жидкой углеводородной фракции. Работа может осуществляться при абсолютном давлении в интервале от 2,5 до 35 МПа, предпочтительно в интервале от 5 до 25 МПа, более предпочтительно в интервале от 6 до 20 МПа и наиболее предпочтительно в интервале от 11 до 20 МПа и при температуре в интервале от 330 до 550°C и предпочтительно в интервале от 350 до 500°C. Объемная скорость (VVH) и парциальное давление водорода представляют собой параметры, которые устанавливают в зависимости от характеристик перерабатываемого продукта и требуемой степени конверсии. VVH (определенная как отношение объемного расхода исходного сырья к общему объему реактора с кипящим слоем) находится в общем случае в интервале от 0,1 до 10 ч-1, предпочтительно от 0,2 до 5 ч-1 и более предпочтительно от 0,2 до 1 ч-1. Количество водорода, смешиваемого с исходным сырьем, обычно составляет от 50 до 5000 нормальных кубических метров (нм3) на кубический метр (м3) исходного жидкого сырья, более часто от 100 до 1500 нм3/м3 и предпочтительно от 200 до 1200 нм3/м3.
Можно применять традиционный зернистый катализатор гидроконверсии, содержащий на аморфном носителе по меньшей мере один металл или соединение металла, обладающее гидрирующей-дегидрирующей функцией. Этот катализатор может представлять собой катализатор, содержащий металлы из группы VIII, например никель и/или кобальт, наиболее часто в сочетании по меньшей мере с одним металлом из группы VIB, например с молибденом и/или вольфрамом. Можно применять, например, катализатор, содержащий на аморфном минеральном носителе от 0,5 до 10% масс. и предпочтительно от 1 до 5% масс. никеля (в пересчете на оксид никеля NiO) и от 1 до 30% масс. и предпочтительно от 5 до 20% масс. молибдена (в пересчете на оксид молибдена MoO3). Этот носитель может быть выбран, например, из группы, которую составляют оксид алюминия, диоксид кремния, диоксид кремния-оксид алюминия, оксид магния, глины и смеси по меньшей мере двух этих минеральных веществ. Этот носитель может содержать также другие соединения, например оксиды, выбранные из группы, которую составляют оксид бора, диоксид циркония, оксид титана, фосфорный ангидрид. Чаще всего в качестве носителя используют оксид алюминия и очень часто носитель из оксида алюминия легируют фосфором и в случае необходимости бором. В случае присутствия фосфорного ангидрида P2O5 его концентрация обычно составляет меньше 20% масс. и более часто меньше 10% масс. В случае присутствия триоксида бора B2O3 его концентрация обычно составляет меньше 10% масс. Применяемый оксид алюминия обычно представляет собой оксид алюминия γ (гамма) или η (этa). Этот катализатор может находиться в форме экструдированных элементов. Общее содержание оксидов металлов из групп VI и VIII может составлять от 5 до 40% масс. и предпочтительно от 7 до 30% масс., а массовое отношение в пересчете на оксиды металлов между металлом (или металлами) из группы VI и металлом (или металлами) из группы VIII находится в интервале от 20 до 1 и предпочтительно в интервале от 10 до 2.
Отработавший катализатор может быть частично заменен свежим катализатором в общем случае путем выгрузки его из нижней части реактора и загрузки в верхнюю часть реактора свежего или нового катализатора через регулярные интервалы времени, то есть, например, периодически или непрерывно, или условно непрерывно. Также можно загружать катализатор через низ и выгружать через верх реактора. Например, можно загружать свежий катализатор каждый день. Степень замены отработавшего катализатора свежим катализатором может составлять, например, приблизительно от 0,05 до приблизительно 10 кг на кубический метр исходного сырья. Выгрузку и замену осуществляют посредством устройств, обеспечивающих непрерывное функционирование стадии гидроконверсии. Реактор гидроконверсии обычно оснащают рециркуляционным насосом, обеспечивающим поддержание катализатора в состоянии кипящего слоя непрерывной рециркуляцией по меньшей мере части жидкости, отбираемой из верхней части реактора и затем вводимой в нижнюю часть реактора. Также можно направлять отработавший катализатор, выгружаемый из реактора, в зону регенерации, на которой удаляют содержащиеся в нем углерод и серу перед его повторной подачей на стадию (c) гидроконверсии.
Стадия (c) гидроконверсии согласно способу по настоящему изобретению может быть осуществлена в условиях способа H-OIL®, соответствующего описанному, например, в US 6270654.
Гидроконверсия в кипящем слое может быть осуществлена в одном или в нескольких реакторах и предпочтительно в двух реакторах, соединенных последовательно. Использование по меньшей мере двух реакторов с кипящим слоем, соединенных последовательно, позволяет получать продукты лучшего качества и с более высоким выходом. Кроме того, гидроконверсия в двух реакторах позволяет осуществлять эксплуатацию, улучшенную в плане гибкости рабочих условий и каталитической системы. Температура во втором реакторе с кипящим слоем предпочтительно по меньшей мере на 10°C превышает температуру в первом реакторе с кипящим слоем. Давление во втором реакторе может быть на величину от 0,1 до 1 МПа меньше, чем давление в первом реакторе, с целью обеспечения движения по меньшей мере части потока, выходящего с первой стадии, без необходимости подачи насосом. Различные рабочие условия в отношении температуры в двух реакторах гидроконверсии выбирают, чтобы иметь возможность в каждом реакторе управлять гидрированием и превращением исходного сырья в требуемые продукты.
В случае, когда стадию (c) гидроконверсии реализуют в двух каскадах (c1) и (c2) в двух реакторах, соединенных последовательно, поток, получаемый на выходе из первого каскада (c1), в случае необходимости может быть направлен на стадию разделения на легкую и тяжелую фракции и по меньшей мере часть и предпочтительно вся тяжелая фракция может быть обработана во втором каскаде (c2) гидроконверсии. Это разделение, предпочтительно осуществляемое в перепускном сепараторе, соответствующем описанному, например, в US 6270654, предпочтительно позволяет избегать сверхкрекинга легкой фракции во втором реакторе гидроконверсии. Также можно полностью или частично перемещать отработавший катализатор, выгружаемый из реактора первого каскада (c1) гидроконверсии, работающего при более низкой температуре, непосредственно в реактор второго каскада (c2), работающий при более высокой температуре, или полностью или частично перемещать отработавший катализатор, выгружаемый из реактора второго каскада (c2), непосредственно в реактор первого каскада (c1). Эта каскадная система описана, например, в US 4816841.
Стадия (d) разделения потока, уходящего после гидроконверсии
Способ по настоящему изобретению включает в себя также стадию (d) разделения, которая позволяет получать по меньшей мере одну газовую фракцию и по меньшей мере одну жидкую углеводородную фракцию.
Поток, получаемый на выходе стадии (c) гидроконверсии, содержит жидкую фракцию и газовую фракцию, содержащую газы, предпочтительно H2, H2S, NH3, и углеводороды C1-C4. Эта газовая фракция может быть отделена от углеводородного потока посредством разделительных устройств, хорошо известных специалистам в данной области техники, в частности посредством или одного или нескольких разделительных сосудов, которые могут работать при разных значениях давления и температуры и в случае необходимости соединены с устройством отгонки с паром или водородом. Поток, получаемый на выходе стадии (c) гидроконверсии, предпочтительно разделяют по меньшей мере в одном разделительном сосуде по меньшей мере на одну газовую фракцию и по меньшей мере на одну жидкую фракцию. Эти сепараторы могут представлять собой, например, высокотемпературные сепараторы высокого давления (HPHT) и/или низкотемпературные сепараторы высокого давления (HPBT).
После возможного охлаждения эту газовую фракцию предпочтительно обрабатывают в устройстве очистки водорода с целью выделения водорода, не израсходованного в реакциях гидрообработки и гидроконверсии. Устройство очистки водорода может представлять собой устройство промывки аминами, мембранное устройство, систему типа PSA (Pressure Swing Adsorption (адсорбция при переменном давлении) согласно терминологии на английском языке) или несколько этих устройств, соединенных последовательно. При этом очищенный водород предпочтительно может быть рециркулирован в технологический процесс по настоящему изобретению после возможного повышения давления. Водород может быть подан на вход стадии (a) гидрообработки и/или в разные места по ходу стадии (a) гидрообработки и/или на вход стадии (c) гидроконверсии и/или в разные места по ходу стадии (c) гидроконверсии.
Стадия (d) разделения может включать в себя также блок атмосферной и/или вакуумной перегонки. Стадия разделения (d) предпочтительно включает в себя также по меньшей мере один блок атмосферной перегонки, в котором одну или несколько жидких углеводородных фракций, полученных после разделения, разделяют атмосферной перегонкой по меньшей мере на одну фракцию атмосферного дистиллята и по меньшей мере на одну фракцию атмосферного остатка. Фракция атмосферного дистиллята может содержать топливные базисы (сольвент-нафту, керосин и/или дизельное топливо), приемлемые для экономически эффективной переработки, например, на нефтеперерабатывающих предприятиях для производства автомобильного и авиационного топлива.
Кроме того, стадия разделения (d) способа по настоящему изобретению предпочтительно может включать в себя также по меньшей мере один блок вакуумной перегонки, в котором одну или несколько жидких углеводородных фракций, полученных после разделения, и/или фракцию атмосферного остатка, полученную после атмосферной перегонки, разделяют вакуумной перегонкой по меньшей мере на одну фракцию вакуумного дистиллята и по меньшей мере одну фракцию вакуумного остатка. Стадия (d) разделения предпочтительно включает в себя прежде всего блок атмосферной перегонки, в котором одну или несколько жидких углеводородных фракций, полученных после разделения, разделяют атмосферной перегонкой по меньшей мере на одну фракцию атмосферного дистиллята и по меньшей мере на одну фракцию атмосферного остатка, и затем блок вакуумной перегонки, в котором фракцию атмосферного остатка, полученную после атмосферной перегонки, разделяют вакуумной перегонкой по меньшей мере на одну фракцию вакуумного дистиллята и по меньшей мере одну фракцию вакуумного остатка. Фракция вакуумного дистиллята содержит, как правило, фракции типа вакуумного газойля.
По меньшей мере часть фракции вакуумного остатка может быть рециркулирована на стадию (c) гидроконверсии.
На выходе стадии (d) разделения можно получить по меньшей мере одну жидкую углеводородную фракцию, содержание серы в которой меньше или равно 0,5% масс., предпочтительно меньше или равно 0,3% масс., более предпочтительно меньше или равно 0,1% масс. и наиболее предпочтительно меньше или равно 0,08% масс. Эта жидкая углеводородная фракция предпочтительно может служить базисом для жидкого топлива, предпочтительно для бункерного топлива. Весь жидкий углеводородный поток, получаемый на выходе стадии (d) разделения, предпочтительно может содержать серу в количестве, меньшем или равном 0,5% масс., предпочтительно меньшем или равном 0,3% масс., более предпочтительно меньшем или равном 0,1% масс. и наиболее предпочтительно меньшем или равном 0,08% масс.
В рамках настоящего изобретения степень конверсии углеводородного сырья в более легкие фракции может находиться в интервале от 10 до 95%, предпочтительно в интервале от 25 до 90% и более предпочтительно в интервале от 40 до 85%. Степень конверсии определяют как отношение количества соединений, имеющих температуру кипения выше 520°C, в исходном углеводородном сырье за вычетом количества соединений, имеющих температуру кипения выше 520°C, в уходящем углеводородном потоке, получаемом на выходе стадии (c) гидроконверсии, к количеству соединений, имеющих температуру кипения выше 520°C, в исходном углеводородном сырье. Высокая степень конверсии предпочтительна в тех случаях, когда степень конверсии иллюстрирует производство продуктов конверсии, главным образом атмосферных дистиллятов и/или вакуумных дистиллятов типа сольвент-нафты, керосина и газойля, в значительном количестве.
Этот жидкий углеводородный поток может быть, по меньшей мере частично, предпочтительно использован в качестве базисов жидкого топлива или в качестве жидкого топлива, в частности в качестве базиса бункерного топлива или в качестве бункерного топлива, с низким содержанием серы, соответствующим новым рекомендациям Международной морской организации.
Под термином "жидкое топливо" по настоящему изобретению понимают углеводородное сырье, приемлемое для применения в качестве топлива. Под термином "базис жидкого топлива" по настоящему изобретению понимают углеводородное сырье, которое при смешивании с другими базисами образуют жидкое топливо. В зависимости от происхождения этих базисов, в частности в зависимости от типа неочищенной нефти и типа первичной переработки, свойства этих базисов, в частности содержание в них серы и их вязкость, очень различны.
Возможная стадия (e) отделения осадков и тонкодисперсных частиц
Углеводородный поток, получаемый на выходе стадии (c) гидроконверсии, и, в частности, получаемая наиболее тяжелая жидкая фракция может содержать осадки и остатки катализатора, поступающие в виде тонкодисперсных частиц со стадии с неподвижным слоем и/или со стадии с кипящим слоем. Для получения жидкого топлива или базиса жидкого топлива, соответствующего рекомендациям по содержанию осадков после старения, меньшему или равному 0,1%, способ по настоящему изобретению может включать в себя добавочную стадию, состоящую в отделении осадков и тонкодисперсных частиц от жидкого углеводородного потока после стадии (d) разделения.
Таким образом, способ по настоящему изобретению может включать в себя также стадию (e) отделения осадков и тонкодисперсных частиц, на которой по меньшей мере часть фракций атмосферного остатка и/или вакуумного дистиллята, и/или вакуумного остатка направляют на отделение осадков и тонкодисперсных частиц катализатора с применением по меньшей мере одного фильтра, системы центрифугирования или декантации, соединенных последовательно.
Возможная стадия (f) каталитического крекинга
Согласно варианту осуществления способ по настоящему изобретению может включать также стадию каталитического крекинга (f), на которой по меньшей мере часть фракции вакуумного дистиллята и/или фракции вакуумного остатка, в случае необходимости предварительно обработанной на стадии отделения осадков и тонкодисперсных частиц (e), направляют в секцию каталитического крекинга, в которой ее обрабатывают в условиях, позволяющих получать газовую, бензиновую, газойлевую и остаточную фракции.
Стадия (f) каталитического крекинга может представлять собой стадию каталитического крекинга в псевдоожиженном слое, например, по способу, разработанному компанией-заявителем и называемому R2R. Эта стадия может быть осуществлена традиционным образом, известным специалистам в данной области техники в условиях, соответствующих крекингу, с целью получения углеводородных соединений с меньшей молекулярной массой. Описание режима работы и катализаторов, приемлемых для применения в условиях крекинга в псевдоожиженном слое на стадии (f), приведены, например, в US 4695370, EP 0184517, US 4959334, EP 0323297, US 4965232, US 5120691, US 5344554, US 5449496, EP 0485259, US 5286690, US 5324696, EP 0542604 и EP 0699224.
Реактор каталитического крекинга в псевдоожиженном слое может функционировать в режиме восходящего или нисходящего потока. Хотя это и не является предпочтительным вариантом осуществления настоящего изобретения, каталитический крекинг также можно осуществлять в реакторе с подвижным слоем. Более предпочтительные катализаторы каталитического крекинга представляют собой катализаторы, содержащие по меньшей мере один цеолит обычно в смеси с соответствующей матрицей, такой, как, например, оксид алюминия, диоксид кремния, диоксид кремния-оксид алюминия.
По меньшей мере часть остаточной фракции, полученной на выходе стадии (f) каталитического крекинга, часто называемой специалистами в данной области техники фракцией "slurry" (суспензия), может быть рециркулирована на вход стадии (f) каталитического крекинга и/или на вход стадии (a) гидрообработки, и/или на вход стадии (c) гидроконверсии. Остаточная фракция также может быть по меньшей мере частично и возможно полностью направлена в зону хранения тяжелого жидкого топлива нефтеперерабатывающего предприятия.
В варианте осуществления настоящего изобретения часть газойлевой и/или остаточной фракции, полученных на выходе стадии (f) каталитического крекинга, может быть использована для формирования разжижающего базиса.
Разжижение и жидкое топливо
Целью настоящего изобретения является производство жидкого топлива, приемлемого для коммерческой реализации, предпочтительно бункерного топлива для морского транспорта. Разумеется, такой тип жидкого топлива отвечает некоторым техническим условиям, в частности, в отношении вязкости. Бункерное топливо, пользующееся очень большим спросом, предпочтительно имеет вязкость, меньшую или равную 380 сСт (при 50°C). Другие свойства жидкого топлива, квалифицируемые как "марки", соответствуют различным техническим условиям, в частности, в отношении вязкости. В частности, для топлива дистиллятных типов в случае марки DMA требуется вязкость в интервале от 2 до 6 сСт при 40°C, а в случае марки DMB требуется вязкость в интервале от 2 до 11 сСт при 40°C. В частности, для получения вязкости, соответствующей требуемой марке жидкого топлива, базисы жидкого топлива могут быть смешаны, при необходимости, с разжижающими базисами или "дистиллятными нефтепродуктами" ("cutter stocks" согласно терминологии на английском языке). Технические условия на жидкое топливо описаны, например, в стандарте ISO 8217 (последняя версия от 2012 года).
Разжижающие базисы в общем случае представляют собой базисы типа керосина, газойля или вакуумного газойля. Они могут быть выбраны из легких рецикловых газойлей (LCO), тяжелых рецикловых газойлей (HCO), получаемых каталитическим крекингом, остатка от каталитического крекинга, керосина, газойля, вакуумного дистиллята и/или декантированного масла.
Согласно способу по настоящему изобретению атмосферный остаток и/или вакуумный дистиллят, и/или вакуумный остаток, полученные на выходе стадии (d) разделения и в случае необходимости предварительно прошедшие обработку на стадии (e) отделения осадков и тонкодисперсных частиц, могут быть смешаны с одним или несколькими разжижающими базисами, выбранными из группы, которую составляют легкие рецикловые газойли от каталитического крекинга, тяжелые рецикловые газойли от каталитического крекинга, остаток от каталитического крекинга, керосин, газойль, вакуумный дистиллят и/или декантированное масло.
Наиболее предпочтительно разжижающий базис выбирают из части легкой фракции углеводородов типа керосина или газойля, полученной на выходе стадии (b) разделения, части тяжелой фракции углеводородов типа вакуумного дистиллята, полученной на выходе стадии (b) разделения, и части бензиновой фракции, газойлевой фракции и/или остаточной фракции, полученных на выходе стадии (f) каталитического крекинга. В дополнение или альтернативно разжижающий базис может быть выбран из части керосиновой и/или газойлевой фракции, полученных на выходе стадии гидроконверсии в кипящем слое.
На выходе стадии смешивания атмосферного остатка и/или вакуумного дистиллята, и/или вакуумного остатка, полученных на выходе стадии (d) разделения и в случае необходимости предварительно прошедших обработку на стадии (e) отделения осадков и тонкодисперсных частиц, с одним или несколькими разжижающими базисами предпочтительно получают жидкое топливо с низким содержанием серы, приемлемое для применения на морском транспорте и называемое также бункерным топливом.
Таким образом, целью настоящего изобретения является жидкое топливо с содержанием серы, меньшим или равным 0,5% масс. и предпочтительно меньшим или равным 0,1% масс. В этом жидком топливе содержание осадков предпочтительно может быть меньшим или равным 0,1% масс., чтобы соответствовать новой версии стандарта ISO 8217:2012.
Кроме того, вязкость этого жидкого топлива может находиться в интервале от 1 до 700 сСт при 50°C.
Предпочтительный вариант осуществления способа по настоящему изобретению представлен на фиг. 1, 2 и 3.
На фиг. 1 представлен способ по настоящему изобретению с промежуточным разделением с понижением давления. Для большей удобочитаемости функционирование зон защиты в секции гидрообработки, показанной на фиг. 1, описано со ссылкой на фиг. 2.
Соответственно фиг. 1 исходную смесь (10), подогретую в камере (12), смешанную с рециркулируемым водородом (14) и добавочным водородом (24), подогретым в камере (16), подают по трубопроводу (18) в систему зон защиты.
Соответственно фиг. 2 функционирование зон защиты в секции гидрообработки, включающей в себя две зоны защиты (или два взаимозаменяемых реактора) Ra и Rb, представляет собой последовательность циклов, каждый из которых включает в себя четыре следующие стадии:
- первая стадии (стадия i), в ходе которой исходное сырье последовательно проходит через реактор Ra и затем через реактор Rb;
- вторая стадия (стадия ii), в ходе которой исходное сырье проходит только через реактор Rb, причем реактор Ra блокирован для регенерации и/или замены катализатора;
- третья стадия (стадия iii), в ходе которой исходное сырье последовательно проходит через реактор Rb и затем через реактор Ra;
- четвертая стадия (стадия iv), в ходе которой исходное сырье проходит только через реактор Ra, причем реактор Rb блокирован для регенерации и/или замены катализатора.
Затем цикл может быть осуществлен с начальной стадии.
Стадии i и iii представляют собой стадии, в ходе которых работают все зоны защиты. Стадии ii и iv представляют собой стадии, в ходе которых одна зона защиты блокирована, в то время как другая зона работает.
В ходе стадии (i) подогретое исходное сырье подают по линии (18) и линии (19), содержащей открытый клапан V1, к линии (20) и реактору защиты Ra, содержащему неподвижный слой A катализатора. Во время этого периода клапаны V3, V4 и V5 закрыты. Поток, уходящий из реактора Ra, направляют по трубопроводу (21), трубопроводу (22), содержащему открытый клапан V2, и трубопроводу (23) в реактор защиты Rb, содержащий неподвижный слой B катализатора. Поток, уходящий из реактора Rb, направляют по трубопроводу (24), трубопроводу (25), содержащему открытый клапан V6, и трубопроводу (26) к основной секции гидрообработки, которая будет описана далее.
В ходе стадии (ii) клапаны V1, V2, V4 и V5 закрыты, а исходное сырье подают по линии (18) и линии (27), содержащей открытый клапан V3, к линии (23) и реактору Rb. Во время этого периода поток, уходящий из реактора Rb, направляют по трубопроводу (24), трубопроводу (25), содержащему открытый клапан V6, и трубопроводу (26) к основной секции гидрообработки.
В ходе стадии (iii) клапаны V1, V2 и V6 закрыты, а клапаны V3, V4 и V5 открыты. Исходное сырье подают по линии (18) и линиям (27) и (23) к реактору Rb. Поток, уходящий из реактора Rb, направляют по трубопроводу (24), трубопроводу (28), содержащему открытый клапан V4, и трубопроводу (20) в реактор защиты Ra.
Поток, уходящий из реактора Ra, направляют по трубопроводу (21), трубопроводу (29), содержащему открытый клапан V5, и трубопроводу (26) к основной секции гидрообработки.
В ходе стадии (iv) клапаны V2, V3, V4 и V6 закрыты, а клапаны V1 и V5 открыты. Исходное сырье подают по линии (18) и линиям (19) и (20) к реактору Ra. Во время этого периода поток, уходящий из реактора Ra, направляют по трубопроводу (21), трубопроводу (29), содержащему открытый клапан V5, и трубопроводу (26) к основной секции гидрообработки.
Соответственно фиг. 1 поток, уходящий из одного или нескольких реакторов защиты, в случае необходимости повторно смешивают с водородом, поступающим по трубопроводу (65) в реактор HDM (30), который содержит неподвижный слой (32) катализатора. По соображениям удобочитаемости на фигуре представлены один реактор HDM и один реактор HDS, но секция HDM и HDS может включать в себя несколько реакторов HDM и HDS, соединенных последовательно. В случае необходимости рециркулируемый и/или добавочный водород также может быть подан в реакторы гидрообработки между разными каталитическими слоями (не показано).
Поток, уходящий из реактора HDM, отводят по трубопроводу (34) и затем направляют в первый реактор HDS (36), в котором он проходит через неподвижный слой (38) катализатора.
Поток, поступающий со стадии гидрообработки, направляют по линии (42) в высокотемпературный сепаратор высокого давления (HPHT) (44), на выходе из которого получают газовую фракцию (46) и жидкую фракцию (48). Температура отсечки фракции находится в общем случае в интервале от 200 до 400°C. Газовую фракцию (46) направляют в общем случае через теплообменник (не показан) или воздушный холодильник (50) для охлаждения перед низкотемпературным сепаратором высокого давления (HPBT) (52), на выходе из которого получают газовую фракцию (54), содержащую газы (H2, H2S, NH3, углеводороды C1-C4 и т.д.), и жидкую фракцию (56).
Газовую фракцию (54), поступающую из низкотемпературного сепаратора высокого давления (HPBT) (52), обрабатывают в блоке очистки водорода (58), на выходе из которого получают водород (60) для рециркуляции его через компрессор (62) и линию (65) в реакторы (30) и/или (36) или по линии (14) во взаимозаменяемые реакторы. Газы, содержащие нежелательные азотистые и сернистые соединения, удаляют из установки (поток (66)).
Жидкую фракцию (56), поступающую из низкотемпературного сепаратора высокого давления (HPBT) (52), расширяют в устройстве (68) и затем направляют в систему фракционирования (70). В случае необходимости после расширителя (68) может быть установлен сепаратор среднего давления (не показан) для выделения газовой фракции, которую направляют в блок очистки (58), и жидкой фракции, которую направляют в секцию фракционирования (70).
Жидкую фракцию (48), поступающую из высокотемпературного сепаратора высокого давления (HPHT) (44), расширяют в устройстве (72) и затем направляют в систему фракционирования (70). Фракции (56) и (48) могут быть направлены совместно, после расширения, в систему (70). Согласно непоказанному варианту осуществления блоки фракционирования (70) и (172) могут быть общими и в них могут обрабатываться все легкие фракции, в том числе фракция, приходящая из перепускного сепаратора (108). Система фракционирования (70) включает в себя систему атмосферной перегонки для получения газового потока (74), по меньшей мере одной фракции (76), называемой легкой и содержащей, в частности, сольвент-нафту, керосин и газойль, и фракции атмосферного остатка (78). Часть фракции атмосферного остатка может быть направлена по линии (80) в реакторы гидроконверсии. Всю фракцию или часть фракции атмосферного остатка (78) направляют в колонну вакуумной перегонки (82) для выделения фракции (84), содержащей вакуумный остаток, и фракции вакуумного дистиллята (86), содержащей вакуумный газойль.
Фракцию вакуумного остатка (84), в случае необходимости смешанную с частью фракции атмосферного остатка (80) и/или с частью фракции вакуумного дистиллята (86), смешивают с рециркулируемым водородом (88), который в случае необходимости дополнен добавочным водородом (90), подогретым в печи (91). В случае необходимости она проходит через печь (92). В случае необходимости может быть подано сопутствующее исходное сырье (94). Затем тяжелую фракцию подают по линии (96) на стадию гидроконверсии в нижнюю часть первого реактора (98) с кипящим слоем, работающего в режиме восходящего потока жидкости и газа и содержащего по меньшей мере один катализатор гидроконверсии. Реактор (98) обычно оснащают рециркуляционным насосом (100), обеспечивающим поддержание катализатора в состоянии кипящего слоя непрерывной рециркуляцией по меньшей мере части жидкости, отбираемой из верхней части реактора и затем вводимой в нижнюю часть реактора. Добавка свежего катализатора может быть осуществлена через верх или через низ реактора (не показано). Добавка катализатора может осуществляться в периодическом или в непрерывном режиме. Отработавший катализатор может быть выгружен из нижней части реактора (не показано) с целью удаления или регенерации путем удаления углерода и серы перед его повторной загрузкой через верхнюю часть реактора. Частично отработавший катализатор, выгружаемый из нижней части первого реактора, также может быть перемещен непосредственно в верхнюю часть второго реактора гидроконверсии (102) (не показано). В случае необходимости конвертированный поток (104), уходящий из реактора (98), может быть направлен на отделение легкой фракции (106) в перепускной сепаратор (108).
Все количество или часть потока (110), выходящего из перепускного сепаратора (108), предпочтительно смешивают с добавочным водородом (157), в случае необходимости предварительно подогретым (не показано). Затем эту смесь подают по трубопроводу (112) во второй реактор гидроконверсии (102) в кипящем слое, работающий в режиме восходящего потока жидкости и газа и содержащий по меньшей мере один катализатор гидроконверсии. Рабочие условия, в частности температуру, в этом реакторе выбирают с целью достижения требуемой степени конверсии соответственно описанному ранее. Добавку и выгрузку катализатора осуществляют аналогичным образом соответственно описанному в случае первого реактора. Реактор (102) обычно также оснащают рециркуляционным насосом (114), функционирующим аналогичным образом, что и насос при первом реакторе.
Поток, выходящий из реакторов с кипящим слоем, направляют по линии (134) в высокотемпературный сепаратор высокого давления (HPHT) (136), на выходе из которого получают газовую фракцию (138) и жидкую фракцию (140). Газовую фракцию (138) направляют в общем случае через теплообменник (не показан) или воздушный холодильник (142) для охлаждения перед низкотемпературным сепаратором высокого давления (HPBT) (144), на выходе из которого получают газовую фракцию (146), содержащую газы (H2, H2S, NH3, углеводороды C1-C4 и т.д.), и жидкую фракцию (148).
Газовую фракцию (146) из низкотемпературного сепаратора высокого давления (HPBT) (144) обрабатывают в блоке очистки водорода (150), на выходе из которого получают водород (152) для рециркуляции его через компрессор (154) и линию (156) и/или линию (157) в секцию гидроконверсии. Блок очистки водорода может представлять собой устройство промывки аминами, мембранное устройство, систему типа PSA. Газы, содержащие нежелательные азотистые и сернистые соединения, удаляют из установки (поток (158), который может представлять собой несколько потоков, в частности поток с высоким содержанием H2S и один или несколько продувочных потоков, содержащих легкие углеводороды (C1-C2), которые могут быть использованы в газообразном топливе нефтеперерабатывающего предприятия).
Жидкую фракцию (148) из низкотемпературного сепаратора высокого давления (HPBT) (144) расширяют в устройстве (160) и затем направляют в систему фракционирования (172). В случае необходимости после расширителя (160) может быть установлен сепаратор среднего давления (не показан) для выделения паровой фракции, которую направляют в блок очистки (150) и/или в специальный блок очистки среднего давления (не показан), и жидкой фракции, которую направляют в секцию фракционирования (172).
Жидкую фракцию (140), поступающую после высокотемпературной сепарации высокого давления (HPHT) (136), расширяют в устройстве (174) и затем направляют в систему фракционирования (172). В случае необходимости после расширителя (174) может быть установлен сепаратор среднего давления (не показан) для выделения паровой фракции, которую направляют в блок очистки (150) и/или в специальный блок очистки среднего давления (не показан), и жидкой фракции, которую направляют в секцию фракционирования (172).
Совершенно очевидно, что фракции (148) и (140) могут быть направлены совместно, после расширения, в систему (172). Система фракционирования (172) включает в себя систему атмосферной перегонки для получения газового потока (176), по меньшей мере одной фракции (178), называемой легкой и содержащей, в частности, сольвент-нафту, керосин и газойль, и фракции атмосферного остатка (180). Часть фракции атмосферного остатка (180) может быть отобрана по линии (182) для формирования требуемых базисов жидкого топлива. Вся фракция или часть фракции атмосферного остатка (180) может быть направлена в колонну вакуумной перегонки (184) для выделения фракции, содержащей вакуумный остаток (186), и фракции вакуумного дистиллята (188), содержащей вакуумный газойль. По меньшей мере часть фракции вакуумного остатка предпочтительно рециркулируют по линии (190) на стадию гидроконверсии или на вход стадии гидрообработки (линия не показана) с целью увеличения степени конверсии. В случае необходимости фракция атмосферного остатка (182), фракция вакуумного дистиллята (188) и/или фракция вакуумного остатка (186) может быть направлена на стадию отделения тонкодисперсных частиц и осадков, например, в фильтрах (191), (192) и (193) соответственно.
Непоказанная альтернативная схема для разделения и фракционирования может быть осуществлена с применением колонны отгонки с паром, в которой обрабатывают одну или несколько тяжелых фракций из сепараторов высокого или среднего, или низкого давления. В этом случае кубовый остаток из отпарной колонны поступает непосредственно в колонну вакуумной перегонки; колонну атмосферной перегонки используют для обработки смесей дистиллятов, но не используют для обработки неконвертированной фракции (наиболее тяжелой).
На фиг. 3 представлен другой способ по настоящему изобретению с промежуточным разделением без понижения давления. Далее будут описаны в основном только различия между способом, представленным на фиг. 3, и способом, представленным на фиг. 1, при этом стадии гидрообработки, гидроконверсии и разделения после гидроконверсии (в том числе их референтные позиции) являются полностью идентичными.
Поток, обработанный в реакторах гидрообработки, направляют по линии (42) в высокотемпературный сепаратор высокого давления (HPHT) (44), на выходе из которого получают более легкую фракцию (46) и остаточную фракцию (48). Температура отсечки фракции находится в общем случае в интервале от 200 до 400°C.
Остаточную фракцию (48) направляют непосредственно после возможного прохождения через печь (92) в секцию гидроконверсии.
Более легкую фракцию (46) направляют в общем случае через теплообменник (не показан) или воздушный холодильник (50) для охлаждения перед низкотемпературным сепаратором высокого давления (HPBT) (52), на выходе из которого получают газовую фракцию (54), содержащую газы (H2, H2S, NH3, углеводороды C1-C4 и т.д.), и жидкую фракцию (56).
Газовую фракцию (54) из низкотемпературного сепаратора высокого давления (HPBT) (52) обрабатывают в блоке очистки водорода (58), на выходе из которого получают водород (60) для рециркуляции его через компрессор (154) и линии (64) и (156) в секцию гидрообработки и/или гидроконверсии. Газы, содержащие нежелательные азотистые, сернистые и кислородпроизводные соединения, удаляют из установки (поток (66)). В этой конфигурации для подачи необходимого водорода в весь комплекс реакторов используют только один компрессор (154).
Жидкую фракцию (56), поступающую из низкотемпературного сепаратора высокого давления (HPBT) (52), расширяют в устройстве (68) и затем направляют в систему фракционирования (70). Система фракционирования (70) включает в себя систему атмосферной перегонки для получения газового потока (74), по меньшей мере одной фракции (76), называемой легкой и содержащей, в частности, сольвент-нафту, керосин и газойль, и фракции атмосферного остатка (195). Часть фракции атмосферного остатка может быть направлена по линии (195) в реакторы гидроконверсии, тогда как другая часть фракции атмосферного остатка (194) может быть направлена в другой технологический процесс (гидрокрекинг или FCC, или гидрообработка).
ПРИМЕРЫ
Настоящее изобретение поясняется данным примером без ограничения объема патентной охраны.
Был обработан вакуумный остаток (RSV Oural), содержавший 87,0% масс. соединений, кипящих при температуре выше 520°C, с плотностью 9,5° API и содержанием серы 2,72% масс. Исходное сырье содержит 254 млн-1 металлов (Ni + V).
Исходное сырье было обработано на стадии гидрообработки, включающей в себя два взаимозаменяемых реактора. Распределение загрузки катализаторов HDM/HDS составляет 63/27. Рабочие условия приведены в таблице 1.
Рабочие условия в случае неподвижного слоя
Показатель гидродеметаллизации HDM в секции HDT с неподвижным слоем превышает 80%.
Поток, выходящий из гидрообработки, затем был подвергнут разделению в высокотемпературном сепараторе мгновенного испарения при высоком давлении (HPHT).
Тяжелую фракцию (фракция 350°C) направляли на стадию гидроконверсии, включающую в себя два последовательных реактора с кипящими слоями. Рабочие условия приведены в таблице 2.
Рабочие условия в случае кипящего слоя
Выход и содержание серы для каждой фракции, полученной из потока, выходящего из установки в целом, представлены в таблице 3.
Выход и содержание серы в потоке, уходящем из секции с кипящим слоем (% масс./исходное сырье)
Количество потребленного водорода составляет 1,69% от массы свежего сырья, подаваемого на вход секции гидрообработки.
Приведенные ранее значения выхода позволяют рассчитывать степень конверсии фракции исходного сырья, кипящего при температуре выше 520°C и превращаемого в продукты, кипящие при температуре ниже 520°C, по следующей формуле:
Числовые данные дают: степень конверсии = (87,0-34,3)/87,0 = 60,5%.
Эта особенно высокая степень конверсии характеризует производство продуктов конверсии (главным образом, дистиллятов) в значительном количестве.
Далее готовили смесь исходя из фракций 350-520°C и 520°C+, полученных на стадии гидроконверсии, в следующих пропорциях:
- фракция 350-540°C: 48% от массы смеси;
- фракция 520°C+: 52% от массы смеси.
Таким образом было получено жидкое топливо с содержанием серы 0,35% масс. и с вязкостью 380 сСт при 50°C. Кроме того, содержание в нем осадков после старения составило меньше 0,1% масс. С учетом этих результатов это жидкое топливо является предпочтительно приемлемым для формирования бункерного топлива соответственно рекомендациям IMO вне зоны ZCES по состоянию на 2020-2025 годы.
К тому же, из первой смеси, ведущей к получению жидкого топлива, содержащего 0,35% серы, готовили вторую смесь, состоящую на 80% масс. из фракции, происходящей из газойлевой фракции, и на 20% масс. из фракции, происходящей из фракции вакуумного дистиллята. В случае этих пропорций смесь содержит серу в количестве 0,09% и имеет вязкость 6 сСт при 40°C. Таким образом, эта смесь образует судовое топливо дистиллятного типа ("marine gas-oil" (судовой газойль) или "marine diesel" (судовое дизельное топливо) согласно терминологии на английском языке), которое может быть отождествлено, например, с маркой DMB (в случае которой согласно техническим условиям вязкость находится в интервале от 2 до 11 сСт при 40°C). В силу содержания серы, меньшего 0,1%, эта смесь образует высококачественное топливо для применения в зоне ZCES по состоянию на 2015 год.
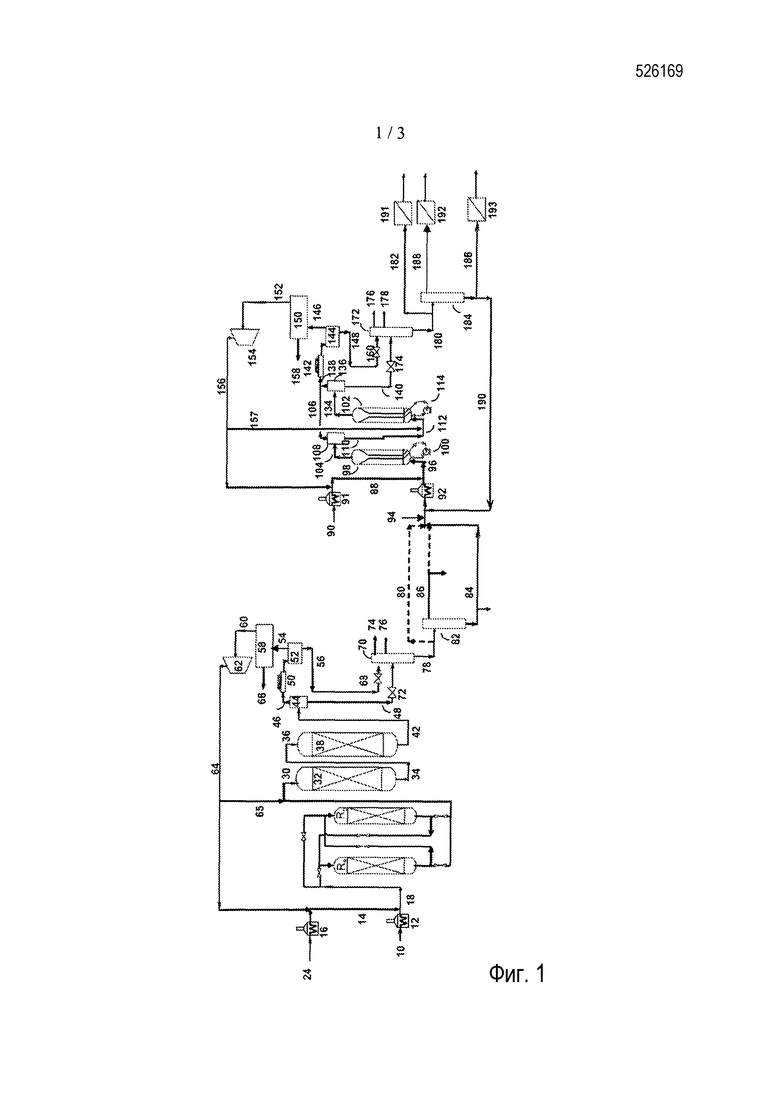
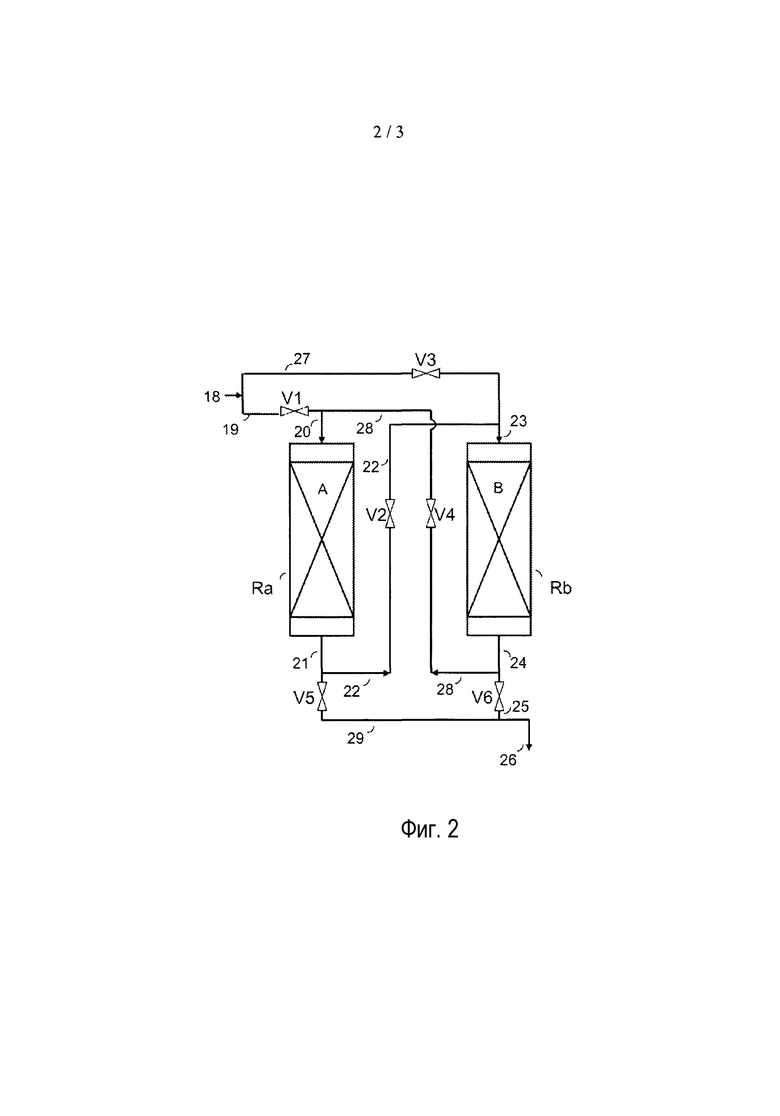
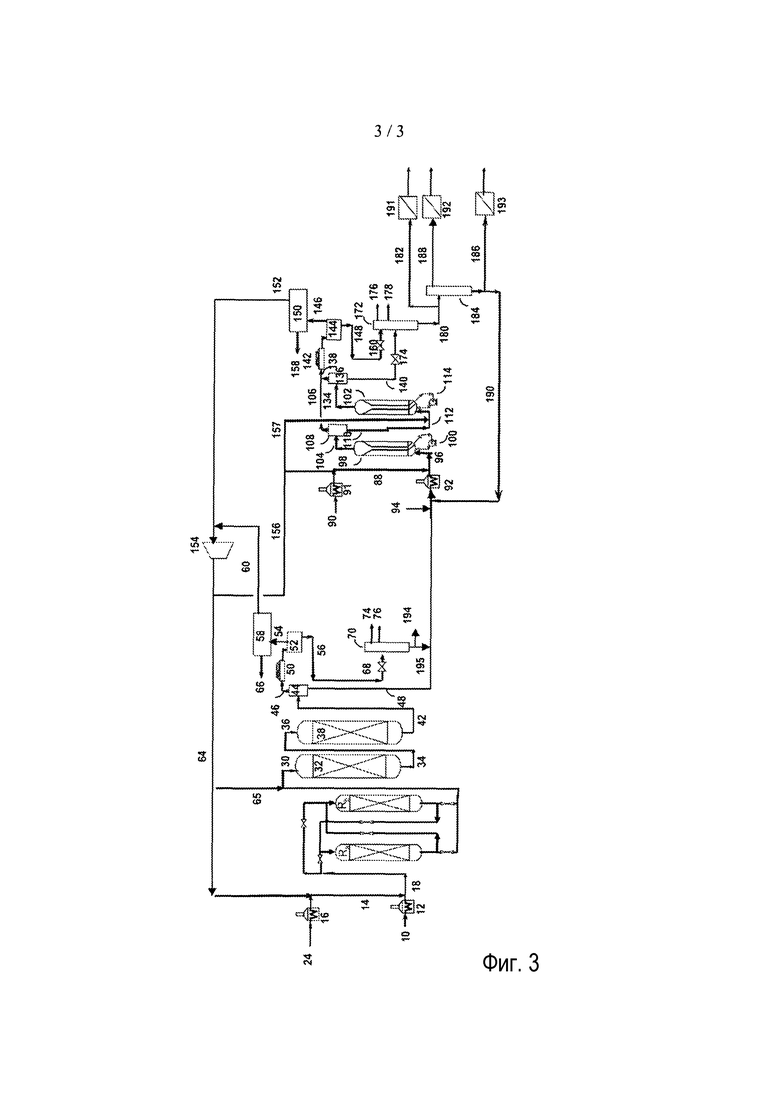
Изобретение относится к способу обработки тяжелого нефтяного сырья для получения жидкого топлива и базисов жидкого топлива с низким содержанием серы, предпочтительно бункерного топлива и базисов бункерного топлива. Способ обработки углеводородного сырья, в котором содержание серы составляет по меньшей мере 0,5% масс., начальная температура кипения равна по меньшей мере 340°C, а конечная температура кипения равна по меньшей мере 440°C, позволяет получать по меньшей мере одну жидкую углеводородную фракцию с содержанием серы, меньшим или равным 0,5% масс., и включает следующие последовательные стадии a) стадию гидрообработки в неподвижном слое, на которой углеводородное сырье и водород приводят в контакт по меньшей мере на одном катализаторе гидрообработки, b) стадию разделения потока, получаемого на выходе стадии (a) гидрообработки, по меньшей мере на одну легкую фракцию и по меньшей мере на одну тяжелую фракцию, c) стадию гидроконверсии по меньшей мере части тяжелой фракции потока, поступающего со стадии (b), по меньшей мере в одном реакторе кипящего слоя, содержащего нанесенный катализатор, и d) стадию разделения потока, поступающего со стадии (c), для получения по меньшей мере одной газовой фракции и по меньшей мере одной жидкой углеводородной фракции, в котором стадия (a) гидрообработки включает первую стадию (a1) гидродеметаллизации (HDM), осуществляемую в одной или в нескольких зонах гидродеметаллизации с неподвижными слоями, и последующую стадию (a2) гидрообессеривания (HDS), осуществляемую в одной или в нескольких зонах гидрообессеривания с неподвижными слоями. 2 н. и 15 з.п. ф-лы, 3 ил., 3 табл.
1. Способ обработки углеводородного сырья, в котором содержание серы составляет по меньшей мере 0,5% масс., начальная температура кипения равна по меньшей мере 340°C, а конечная температура кипения равна по меньшей мере 440°C, причем способ позволяет получать по меньшей мере одну жидкую углеводородную фракцию с содержанием серы, меньшим или равным 0,5% масс., и включает следующие последовательные стадии:
a) стадию гидрообработки в неподвижном слое, на которой углеводородное сырье и водород приводят в контакт по меньшей мере на одном катализаторе гидрообработки,
b) стадию разделения потока, получаемого на выходе стадии (a) гидрообработки, по меньшей мере на одну легкую фракцию и по меньшей мере на одну тяжелую фракцию,
c) стадию гидроконверсии по меньшей мере части тяжелой фракции потока, поступающего со стадии (b), по меньшей мере в одном реакторе кипящего слоя, содержащего нанесенный катализатор, и
d) стадию разделения потока, поступающего со стадии (c), для получения по меньшей мере одной газовой фракции и по меньшей мере одной жидкой углеводородной фракции,
в котором стадия (a) гидрообработки включает первую стадию (a1) гидродеметаллизации (HDM), осуществляемую в одной или в нескольких зонах гидродеметаллизации с неподвижными слоями, и последующую стадию (a2) гидрообессеривания (HDS), осуществляемую в одной или в нескольких зонах гидрообессеривания с неподвижными слоями.
2. Способ по п.1, в котором стадию гидрообработки (a) осуществляют при температуре в интервале от 300 до 500°C и при абсолютном давлении в интервале от 2 до 35 МПа с объемной скоростью углеводородного сырья в интервале от 0,1 до 5 ч-1, при этом количество водорода, смешиваемого с исходным сырьем, находится в интервале от 100 до 5000 нм3/м3.
3. Способ по п.1, в котором стадию гидроконверсии (c) осуществляют при абсолютном давлении в интервале от 2,5 до 35 МПа и при температуре в интервале от 330 до 550°C с объемной скоростью в интервале от 0,1 до 10 ч-1, при этом количество водорода, смешиваемого с исходным сырьем, составляет от 50 до 5000 нм3/м3.
4. Способ по п.1, в котором стадию (a) гидрообработки осуществляют в одной или в нескольких зонах гидрообработки с неподвижными слоями, которым предшествуют по меньшей мере две зоны защиты гидрообработки также с неподвижными слоями, соединенные последовательно для циклического использования, заключающегося в последовательном повторении стадий a'') и a'''), определенных далее:
a') стадия, на которой зоны защиты используют совместно в течение промежутка времени, не превышающего время дезактивации и/или кольматажа одной из них,
a'') стадия, в ходе которой дезактивированную и/или кольматированную зону защиты блокируют, а катализатор, содержащийся в ней, регенерируют и/или заменяют свежим катализатором, и в ходе которой используют одну или несколько других зон защиты, и
a''') стадия, в ходе которой зоны защиты используют совместно, при этом снова присоединяют зону защиты, катализатор которой был отрегенерирован и/или заменен в ходе предыдущей стадии, причем указанная стадия длится в течение промежутка времени, не превышающего время дезактивации и/или кольматажа одной из зон защиты.
5. Способ по п.1, в котором углеводородное сырье выбрано из атмосферных остатков, вакуумных остатков, поступающих от прямой перегонки, сырой нефти, сырой нефти, лишенной наиболее легких фракций, деасфальтизированных масел, смол, образующихся при деасфальтировании, асфальтов или асфальтовых битумов, образующихся при деасфальтировании, остатков, поступающих из процессов конверсии, экстрактов ароматических соединений, поступающих из установок производства базисов для смазочных веществ, битуминозных песков или их производных, битуминозных сланцев или их производных, масел, получаемых из нефтематеринских пород, или их производных, используемых индивидуально или в смеси.
6. Способ по п.1, в котором поток, поступающий со стадии (a) гидрообработки, направляют на стадию (b) разделения с понижением давления, которая включает в себя следующие стадии, на которых:
- поток, выходящий со стадии (a), направляют в секцию фракционирования, в которой температура отсечки фракции находится в интервале от 200 до 400°C и которая позволяет получать легкую и тяжелую фракции,
- затем тяжелую фракцию разделяют атмосферной перегонкой по меньшей мере на одну фракцию атмосферного дистиллята, содержащую предпочтительно по меньшей мере одну легкую фракцию углеводородов типа сольвент-нафты, керосина и/или газойля, и фракцию атмосферного остатка,
- по меньшей мере часть фракции атмосферного остатка разделяют перегонкой в вакууме на фракцию вакуумного дистиллята, предпочтительно содержащую вакуумный газойль, и фракцию вакуумного остатка, и
- по меньшей мере часть фракции вакуумного остатка и/или фракции атмосферного остатка предпочтительно направляют на стадию гидроконверсии (c).
7. Способ по п.1, в котором поток, поступающий со стадии (a) гидрообработки, направляют на стадию (b) разделения без понижения давления, которая включает следующие стадии, на которых:
- поток, выходящий со стадии (a) гидрообработки, направляют в секцию фракционирования, в которой температура отсечки фракции находится в интервале от 200 до 400°C и которая позволяет получать по меньшей мере одну легкую фракцию и по меньшей мере одну тяжелую фракцию,
- тяжелую фракцию направляют непосредственно на стадию (c) гидроконверсии,
- легкую фракцию направляют на атмосферную перегонку, позволяющую получать газовую фракцию, по меньшей мере одну легкую фракцию жидких углеводородов типа сольвент-нафты, керосина и/или газойля, и фракцию вакуумного дистиллята, и
- фракцию вакуумного дистиллята по меньшей мере частично направляют на стадию (c) гидроконверсии.
8. Способ по п.1, в котором стадия разделения (d) включает дополнительно по меньшей мере один блок атмосферной перегонки, в котором одну или несколько жидких углеводородных фракций, полученных после разделения, разделяют атмосферной перегонкой по меньшей мере на одну фракцию атмосферного дистиллята и по меньшей мере на одну фракцию атмосферного остатка.
9. Способ по п.1, в котором стадия разделения (d) включает дополнительно по меньшей мере один блок вакуумной перегонки, в котором одну или несколько жидких углеводородных фракций, полученных после разделения, и/или фракцию атмосферного остатка, полученную после атмосферной перегонки, разделяют вакуумной перегонкой по меньшей мере на одну фракцию вакуумного дистиллята и по меньшей мере одну фракцию вакуумного остатка.
10. Способ по п.9, в котором часть фракции вакуумного остатка рециркулируют на стадию (c) гидроконверсии.
11. Способ по п.9, включающий дополнительно стадию (e) отделения осадков и тонкодисперсных частиц, на которой по меньшей мере часть фракций атмосферного остатка, и/или вакуумного дистиллята, и/или вакуумного остатка направляют на отделение осадков и тонкодисперсных частиц катализатора с применением по меньшей мере одного фильтра, системы центрифугирования или декантации, соединенных последовательно.
12. Способ по п.9, включающий дополнительно стадию каталитического крекинга (f), на которой по меньшей мере часть фракции вакуумного дистиллята и/или фракции вакуумного остатка, в случае необходимости предварительно обработанную на стадии отделения осадков и тонкодисперсных частиц (e), направляют в секцию каталитического крекинга, в которой ее обрабатывают в условиях, позволяющих получать газовую, бензиновую, газойлевую и остаточную фракции.
13. Способ по п.9, в котором атмосферный остаток, и/или вакуумный дистиллят, и/или вакуумный остаток, полученные на выходе стадии (d) разделения и в случае необходимости предварительно прошедшие обработку на стадии (e) отделения осадков и тонкодисперсных частиц, смешивают с одним или несколькими разжижающими базисами, выбранными из группы, которую составляют легкие рецикловые газойли от каталитического крекинга, тяжелые рецикловые газойли от каталитического крекинга, остаток от каталитического крекинга, керосин, газойль, вакуумный дистиллят и/или декантированное масло.
14. Способ по п.13, в котором разжижающий базис выбран из части легкой фракции углеводородов типа керосина или газойля, полученной на выходе стадии (b) разделения, части тяжелой фракции углеводородов типа вакуумного дистиллята, полученной на выходе стадии (b) разделения, и части бензиновой фракции, газойлевой фракции и/или остаточной фракции, полученных на выходе стадии (f) каталитического крекинга.
15. Жидкое топливо, приемлемое для применения на морском транспорте и полученное способом по п.13 или 14, с содержанием серы, меньшим или равным 0,5% масс. и предпочтительно меньшим или равным 0,1% масс.
16. Жидкое топливо по п.15, отличающееся тем, что содержание осадков в нем меньше или равно 0,1% масс.
17. Жидкое топливо по п.15 или 16, отличающееся тем, что его вязкость находится в интервале от 1 до 700 сСт при 50°C.
| US 2011094938 A1, 28.04.2011 | |||
| US 3477943 A, 11.11.1969 | |||
| US 5968346 A, 19.10.1999 | |||
| RU 2009104016 A, 20.08 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

