Настоящее изобретение относится в целом к приводным конвейерам и, в частности, к ленточным конвейерам и способам поворота ящиков, используя конвейерные ленты с роликами, приводимыми выборочно и служащими опорой для ящиков.
Традиционные поворотные конвейеры для транспортировки ящиков используют две конвейерные ленты, расположенные бок-о-бок и движущиеся параллельно друг другу с разной скоростью. Когда коробку подают на две данные ленты, более быстрая лента тянет одну сторону коробки вперед, заставляя коробку поворачиваться, при этом ее передний край перемещается к более медленной ленте. Коробка продолжает поворачиваться по мере ее движения вдоль конвейера, в итоге оказываясь опертой большей частью на более медленную ленту и повернутой чуть менее чем на 90°. Затем коробку отклоняют в итоговую ориентацию и боковое местоположение с помощью направляющей, проходящей через конвейер.
Таким образом, существует потребность в устройстве для поворота ящиков, способном поворачивать коробки на полные 90° на короткой дистанции без потребности в принудительном отклонении.
КРАТКОЕ ОПИСАНИЕ
Данную потребность и другие потребности решают с помощью поворотного конвейера для транспортировки ящиков, содержащего характерные признаки настоящего изобретения. Одна версия подобного устройства для поворота ящиков содержит первую конвейерную ленту и прилегающую к ней вторую конвейерную ленту, движущиеся в направлении транспортировки. Первая конвейерная лента движется с первой скоростью, и вторая конвейерная лента движется со второй скоростью, отличающейся от первой скорости. Как первая, так и вторая конвейерная лента содержат ролики, служащие опорой для изделий, способные свободно вращаться на осях, параллельных направлению транспортировки. Первая конвейерная лента ограничивает первую плоскость, и вторая конвейерная лента ограничивает вторую плоскость, пересекающую первую плоскость под углом пересечения, равным менее 180°.
Другая версия устройства для поворота ящиков, содержащего характерные признаки настоящего изобретения, содержит пару конвейерных лент, движущихся бок-о-бок в направлении транспортировки. Конвейерные ленты наклонены вниз по направлению друг к другу. Каждая конвейерная лента содержит ролики, служащие опорой для изделий, способные свободно вращаться на осях, параллельных направлению транспортировки. Приводная система приводит в движение пару конвейерных лент со скоростью, отличающейся для каждой конвейерной ленты.
В другом аспекте настоящего изобретения способ поворота транспортируемого изделия включает следующие этапы, на которых: (a) пару конвейерных лент, расположенных бок-о-бок и наклоненных вниз по направлению друг к другу, приводят в движение в направлении транспортировки; (b) транспортируют изделие, лежащее на паре конвейерных лент, расположенных бок-о-бок, на роликах, служащих опорой для изделий и расположенных в конвейерных лентах, а также способных свободно вращаться на осях, параллельных направлению транспортировки; и (c) пару конвейерных лент приводят в движение со скоростью, отличающейся для каждой конвейерной ленты для того, чтобы заставить изделие поворачиваться в процессе его транспортировки в направлении транспортировки.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Данные характерные признаки и аспекты настоящего изобретения более подробно изображены на примерах в следующем описании, прилагаемой формуле изобретения и сопроводительных графических материалах, на которых:
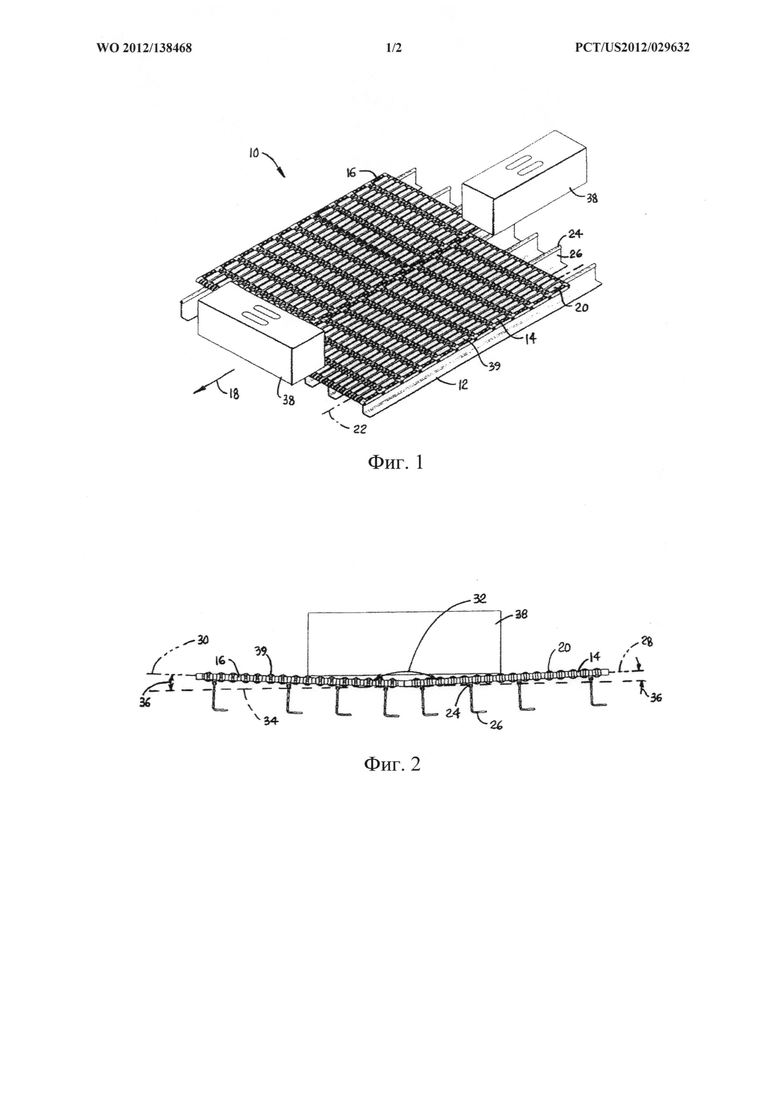
На фиг.1 изображен вид в изометрии поворотного конвейера для транспортировки ящиков, содержащего характерные признаки настоящего изобретения;
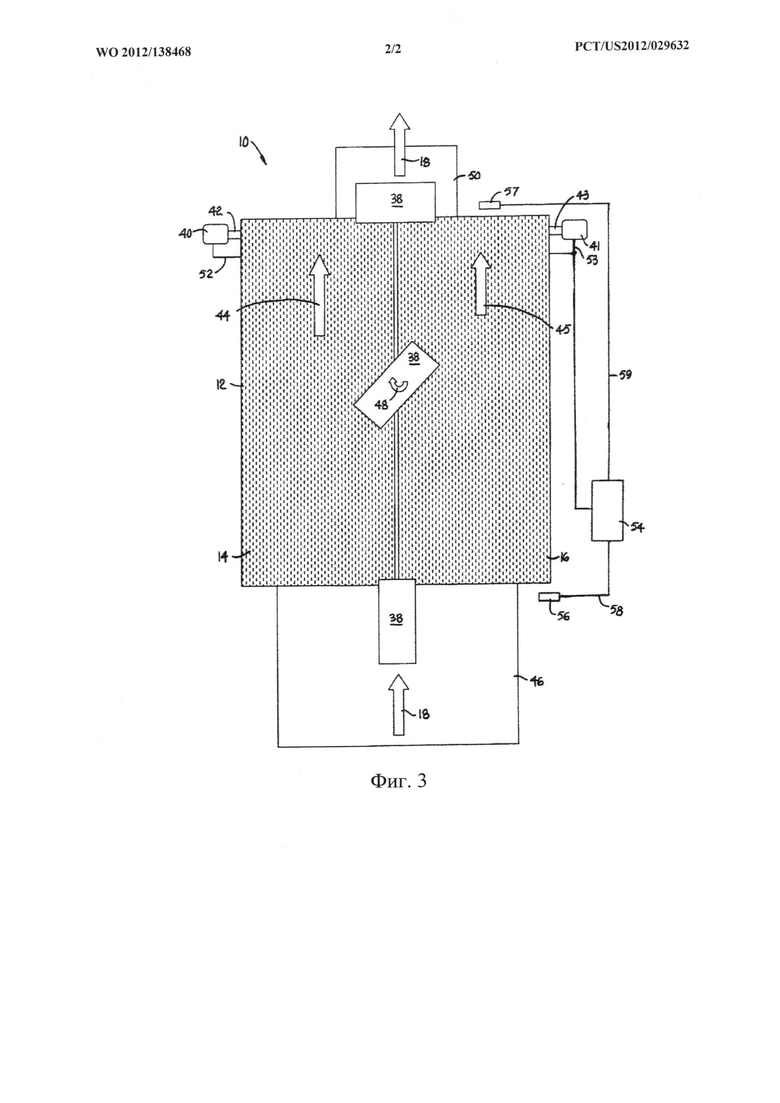
На фиг.2 изображен вид в поперечном сечении поворотного конвейера для транспортировки ящиков по фиг.1, выполненного вдоль линии 2-2 по фиг.1; и
На фиг.3 изображен вид сверху несущей части поворотного конвейера для транспортировки ящиков по фиг.1.
ПОДРОБНОЕ ОПИСАНИЕ
Один вариант поворотного конвейера для транспортировки ящиков или устройства для поворота ящиков изображен на фиг.1-3. Как изображено, устройство 10 для поворота ящиков проходит вдоль несущей части 12 замкнутой ленты, обратное движение которой не изображено. Устройство для поворота ящиков содержит пару конвейерных лент 14, 16, движущихся бок-о-бок в направлении 18 транспортировки. Каждая конвейерная лента содержит последовательность рядов роликов 20, способных свободно вращаться на осях роликов, определяющих оси 22 вращения, параллельно направлению 18 транспортировки. Ролики не приводят во вращение; они работают без привода, вращаясь лишь при контакте с транспортируемыми изделиями. Каждая лента может представлять собой плоскую ленту, пластинчатую ленту или пару роликовых цепей, расположенных по бокам и служащих опорой для роликов. Также, ленты могут представлять собой модульные пластиковые конвейерные ленты, такие как лента INTRALOX® Series 7000 или лента INTRALOX® Series 400 TRT. Ленты примыкают друг к другу или разделены зазором вдоль центральной линии конвейера. Ленты опираются на сменные накладки 24, установленные поверх направляющих 26. Сменные накладки расположены в промежутках между роликами для того, чтобы обеспечить свободное вращение роликов на осях без соприкосновения со сменными накладками.
Высота направляющих 26 увеличивается вдали от центральной линии конвейера, так что сменные накладки 24 поддерживают конвейерные ленты 14, 16 на несущей части таким образом, что они находятся в разных плоскостях. Каждая конвейерная лента ограничивает плоскость 28, 30, расположенную под наклоном от горизонтального положения. Как изображено на фиг.2, две плоскости 28, 30 образуют V-образную форму с углом 32 при вершине или углом пересечения, представляющим собой тупой угол, равный менее 180°. Например, угол 32 пересечения, составляющий приблизительно от 176° до 178°, является подходящим. Изображенные плоскости также пересекают горизонтальную плоскость 34 под углом 36 наклона. Например, углы наклона, составляющие приблизительно от 1° до 2°, являются подходящими.
Изделия, такие как ящики 38 с плоским дном, перемещаются поверх роликов 20, служащих опорой для изделий. Как изображено на фиг.2, изделия с плоским дном, расположенные на двух лентах 14, 16, опираются лишь на края изделий благодаря наклону лент, направленному вниз друг к другу в центральной линии. Внешние поверхности 39 роликов могут обладать высоким коэффициентом трения, например шершавой поверхностью или поверхностью с высоким коэффициентом трения, изготовленной из каучука с высоким коэффициентом трения, эластомера или другого упругого материала для хорошего сцепления с изделиями.
Как изображено на фиг.3, конвейерные ленты приводят в движение по отдельности с помощью двигателей 40, 41, приводящих шкивы или звездочки (не изображены) на приводных валах 42, 43. В данном примере левую конвейерную ленту 14 приводят в движение с большей скоростью 44, чем скорость 45 правой конвейерной ленты 16. Изделие 38 подают на две конвейерные ленты 14, 16, расположенные на роликах, посредством загрузочного конвейера 46. Поскольку левая конвейерная лента 14 движется быстрее правой ленты 16, изделие поворачивается по часовой стрелке вокруг вертикальной оси, как обозначено изогнутой стрелкой 48, в процессе транспортировки изделия вдоль несущей части. Свободно вращающиеся ролики способствуют данному повороту, предоставляя катящийся контакт с изделиями. Разницу скоростей двух конвейеров устанавливают таким образом, чтобы обеспечить поворот изделия на 90° или любой желаемый угол поворота при перемещении изделия с двух конвейерных лент 14, 16 на нисходящий конвейер 50.
Меньшую скорость 45 устанавливают соответствующей общей интенсивности подачи ящиков, т.е. интенсивности подачи изделий на загрузочный и нисходящий конвейеры 46, 50. Разницу скорости, т.е. разницу между большей скоростью 44 и меньшей скоростью 45, устанавливают таким образом, чтобы обеспечить желаемый угол поворота, зависящий от длины двух конвейерных лент 14, 16 вдоль несущей части 12. Разница скорости также может зависеть от физических характеристик изделия, таких как форма дна, вес и коэффициент трения между дном изделия и роликами. Скорости двух ленты также могут быть предустановлены на основании желаемого угла поворота и известной длины двух лент. Тем не менее, скорости можно регулировать автоматически по линиям 52, 53 управления с помощью контроллера 54, образующего часть приводной системы, содержащей два двигателя 40, 41, валы 42, 43 и шкивы или звездочки. Интенсивность подачи, ориентацию поступающего изделия и ориентацию выходящего изделия можно обнаруживать с помощью загрузочных и выходных датчиков 56, 57, таких как системы оптических датчиков или системы видеонаблюдения. Сигналы датчиков отправляют к контроллеру 54 по сигнальным линиям 58, 59. Контроллер может использовать сигналы датчиков для автоматического вычисления и регулировки скоростей конвейерных лент для соответствия общей интенсивности подачи и достижения желаемого угла поворота изделия.
Устройство для поворота ящиков содержит пару конвейерных лент (14, 16), движущихся бок-о-бок в направлении (18) транспортировки. Ленты, наклоненные вниз по направлению друг к другу, содержат ряды роликов (20), служащих опорой для изделий, способных свободно вращаться на осях, параллельных направлению транспортировки. Каждая из лент движется с разной скоростью, так что изделие, лежащее на обеих лентах, поворачивается по мере его транспортировки вдоль ленты. Разницу скорости устанавливают таким образом, чтобы обеспечить желаемый угол поворота для длины двух лент. Обеспечивается поворот ящиков на полные 90 градусов на короткой дистанции без потребности в их принудительном отклонении. 3 н. и 12 з.п. ф-лы, 3 ил.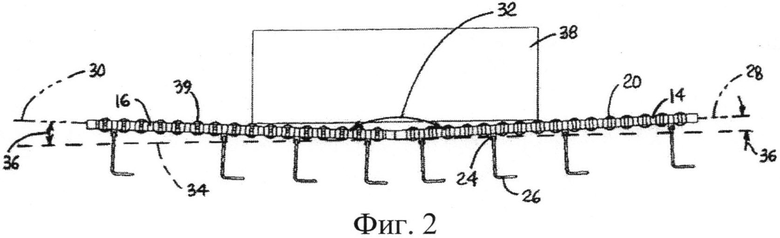
1. Устройство для поворота ящиков, содержащее:
первую конвейерную ленту, движущуюся в направлении транспортировки с первой скоростью, при этом первая конвейерная лента содержит неприводные ролики, служащие опорой для изделий, способные свободно вращаться на осях, параллельных направлению транспортировки;
вторую конвейерную ленту, прилегающую к первой конвейерной ленте и движущуюся в направлении транспортировки со второй скоростью, отличающейся от первой скорости, при этом вторая конвейерная лента содержит неприводные ролики, служащие опорой для изделий, способные свободно вращаться на осях, параллельных направлению транспортировки;
при этом первая конвейерная лента определяет первую плоскость, а вторая конвейерная лента определяет вторую плоскость, пересекающую первую плоскость под углом пересечения, равным менее 180°.
2. Устройство для поворота ящиков по п. 1, отличающееся тем, что угол пересечения составляет от приблизительно 176° до приблизительно 178°.
3. Устройство для поворота ящиков по п. 1, отличающееся тем, что первая плоскость пересекает горизонтальную плоскость под первым углом наклона и вторая плоскость пересекает горизонтальную плоскость под вторым углом наклона, равным первому углу наклона.
4. Устройство для поворота ящиков по п. 3, отличающееся тем, что первый и второй углы наклона составляют от приблизительно 1° до приблизительно 2°.
5. Устройство для поворота ящиков по любому из предыдущих пунктов, отличающееся тем, что внешние поверхности роликов, служащих опорой для изделий, в первой и второй конвейерной ленте обладают высокими показателями коэффициента трения.
6. Устройство для поворота ящиков по п. 5, отличающееся тем, что внешние поверхности роликов, служащих опорой для изделий, в первой и второй конвейерной ленте изготовлены из каучука или эластомерного материала.
7. Устройство для поворота ящиков по пп. 1-4, дополнительно содержащее приводную систему, приводящую в движение первую и вторую конвейерные ленты со скоростью, отличающейся для первой и второй конвейерных лент.
8. Устройство для поворота ящиков, содержащее:
пару конвейерных лент, движущихся бок-о-бок в направлении транспортировки и наклоненных вниз в направлении друг к другу, при этом каждая конвейерная лента содержит неприводные ролики, служащие опорой для изделий, способные свободно вращаться на осях, параллельных направлению транспортировки;
приводную систему, приводящую в движение пару конвейерных лент со скоростью, отличающейся для каждой конвейерной ленты.
9. Устройство для поворота ящиков по п. 8, отличающееся тем, что внешние поверхности роликов, служащих опорой для изделий, изготовлены из материала с высоким коэффициентом трения.
10. Устройство для поворота ящиков по п. 8 или 9, отличающееся тем, что приводная система устанавливает разницу скорости в зависимости от длины пары конвейерных лент.
11. Устройство для поворота ящиков по п. 8 или 9, отличающееся тем, что приводная система устанавливает разницу скорости в зависимости от физических характеристик изделия, транспортируемого на паре конвейерных лент.
12. Устройство для поворота ящиков по п. 8, отличающееся тем, что каждая из пары конвейерных лент наклонена от горизонтали на угол наклона, составляющий от приблизительно 1° до приблизительно 2°.
13. Способ поворота транспортируемого изделия, включающий: приведение в движение в направлении транспортировки пары конвейерных лент,
расположенных бок-о-бок и наклоненных вниз по направлению друг к другу;
транспортировку изделия, лежащего на паре конвейерных лент, расположенных бок-о-бок, на неприводных роликах, служащих опорой для изделий и
расположенных в конвейерных лентах, а также способных свободно вращаться на осях, параллельных направлению транспортировки;
приведение в движение пары конвейерных лент со скоростью, отличающейся для каждой конвейерной ленты для того, чтобы заставить изделие поворачиваться в процессе его транспортировки в направлении транспортировки.
14. Способ по п. 13, дополнительно включающий устанавливание разницы скорости в зависимости от длины пары конвейерных лент, расположенных бок-о-бок.
15. Способ по п. 13, дополнительно включающий устанавливание разницы скорости в зависимости от физических характеристик изделия.
| WO 2010056494 A1, 20.05.2010 | |||
| US 4676361 A1, 30.06.1987 | |||
| WO 2007089597 A2, 09.08.2007 | |||
| WO 2011034478 A1, 24.03.2011. |

