ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Изобретение относится к механическим конвейерам и, в частности, к распределительному конвейеру, в котором используется диагонально расположенный сортировщик с роликовой конвейерной лентой для выполнения функции распределителя.
Сортировщик представляет собой конвейер, который направляет отдельные изделия, подаваемые в сортировщик подающим конвейером в выбранные исходящие пути, отходящие от одной или обеих сторон сортировщика. Распределитель представляет собой конвейер, в котором изделия передаются к исходящим путям, получающим изделия на конце распределителя в том же направлении, в котором они передаются подающим конвейером. Распределители с одним подающим конвейером и несколькими исходящими путями, как правило, реализуются в прямоугольном конвейере, получающем один массив изделий на входе распределителя и перемещающем отдельные изделия вбок, чтобы совместить их с предназначенным исходящим путем. Для поддержания пропускной способности изделия непрерывно продвигаются по распределителю, при этом они одновременно направляются в стороны. Следовательно, расположенные выше по потоку части прямоугольного распределителя, примыкающие сбоку к выходу подающего конвейера, не используются. Неиспользуемые части, тем не менее, требуют приобретения большего количества квадратных метров конвейерного материала и занимают ценное пространство пола. Кроме того, когда ленточный конвейер с длинным шагом, который требует использования звездочек большого диаметра, используется как распределительный конвейер, передача на концах ленты конвейера в местах расположения больших звездочек является затруднительной.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Эти недостатки преодолеваются с помощью распределителя, который воплощает особенности настоящего изобретения. Один вариант выполнения такого распределителя включает подающий конвейер, перемещающий изделия в направлении транспортировки, и исходящий конвейер, имеющий дорожки, получающие транспортируемые изделия и перемещающие изделия в направлении транспортировки. Сортировочный конвейер расположен по диагонали под углом к направлению транспортировки между подающим конвейером и исходящим конвейером. Сортировочный конвейер содержит ленту, проходящую по диагонали. Лента содержит ролики, которые выполнены с возможностью выборочного вращения поперек диагонали к исходящему конвейеру в областях активации роликов, которые последовательно расположены по всей длине сортировочного конвейера. Ролики ленты толкают изделия, полученные из подающего конвейера, на исходящий конвейер в выбранном положении вдоль сортировочного конвейера.
Другой вариант предложенного распределителя содержит подающий конвейер, имеющий выходной конец и перемещающий изделия в направлении транспортировки к выходному концу и большое количество исходящих дорожек конвейера, имеющих входные концы, и перемещающие изделия в направлении транспортировки от входного конца. Сортировочный конвейер проходит в длину по диагонали между выходным концом подающего конвейера и входным концом исходящих дорожек конвейера от расположенного выше по потоку конца до расположенного ниже по потоку конца между параллельными первой и второй сторонами. Подающий конвейер подает изделия к сортировочному конвейеру через первую сторону в расположенном выше по потоку положении, а исходящие дорожки получают изделия из сортировочного конвейера через вторую сторону на входных концах. Сортировочный конвейер содержит ленточный конвейер, который проходит по длине сортировочного конвейера в направлении перемещения ленты, под углом к направлению транспортировки. Ролики конвейерной ленты, поддерживающие изделия, выполнены с возможностью выборочного вращения на осях, параллельных направлению перемещения ленты. Ряд областей активации ленты-роликов лежит под ленточным конвейером по всей длине сортировочного конвейера, чтобы выборочно вращать ролики ленты в каждой области ко второй стороне с обеспечением подталкивания поддерживаемых изделий к дорожкам исходящего конвейера. Каждая область активации предпочтительно связана с ближайшей дорожкой исходящего конвейера.
В другом аспекте изобретения предлагается способ создания распределителя. Способ включает: (а) использование сортировочного конвейера, имеющего ленту с большим количеством выполненных с возможностью приведения в действие поддерживающих изделия роликов, выполненных с возможностью выборочного вращения в направлении, перпендикулярном направлению перемещения ленты в областях активации роликов, последовательно расположенных по всей длине сортировочного конвейера; (б) размещение подающего конвейера для подачи изделий на сортировочный конвейер в направлении транспортировки, под углом к направлению перемещения ленты от первой стороны сортировочного конвейера; и (в) размещение исходящего конвейера на противоположной второй стороне сортировочного конвейера с дорожками, расположенными параллельно направлению транспортировки, причем каждая дорожка выполнена с возможностью получения изделий из сортировочного конвейера через вторую сторону.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Раскрытые системы и способы могут быть поняты со ссылкой на следующие чертежи. Элементы, изображенные на чертежах, не обязательно приведены в масштабе.
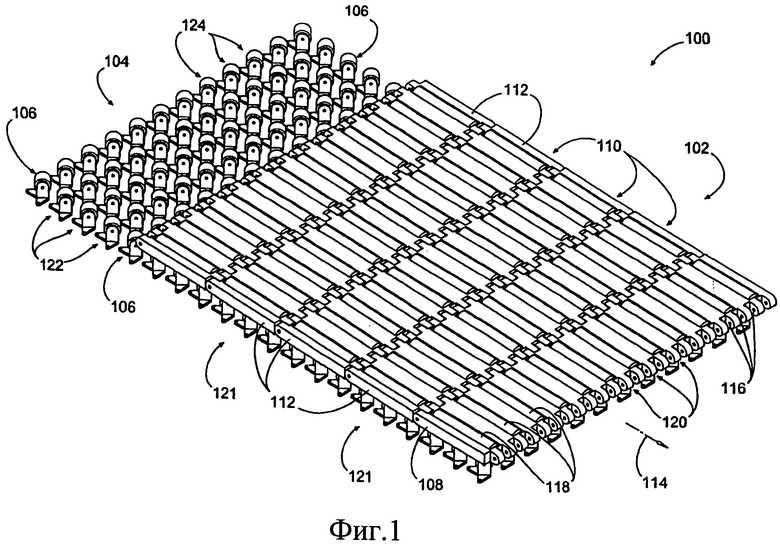
Фиг.1 изображает вид сверху в аксонометрии первого варианта выполнения части конвейерной системы.
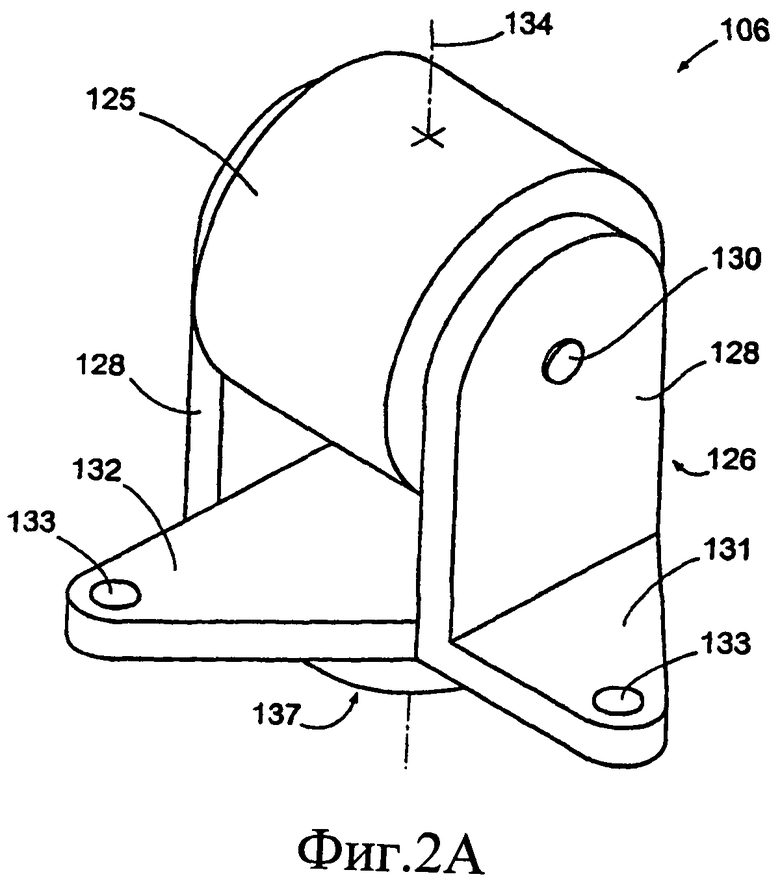
Фиг.2А изображает вид сверху в аксонометрии модуля приводных роликов, используемого в конвейерной системе, изображенной на Фиг.1.
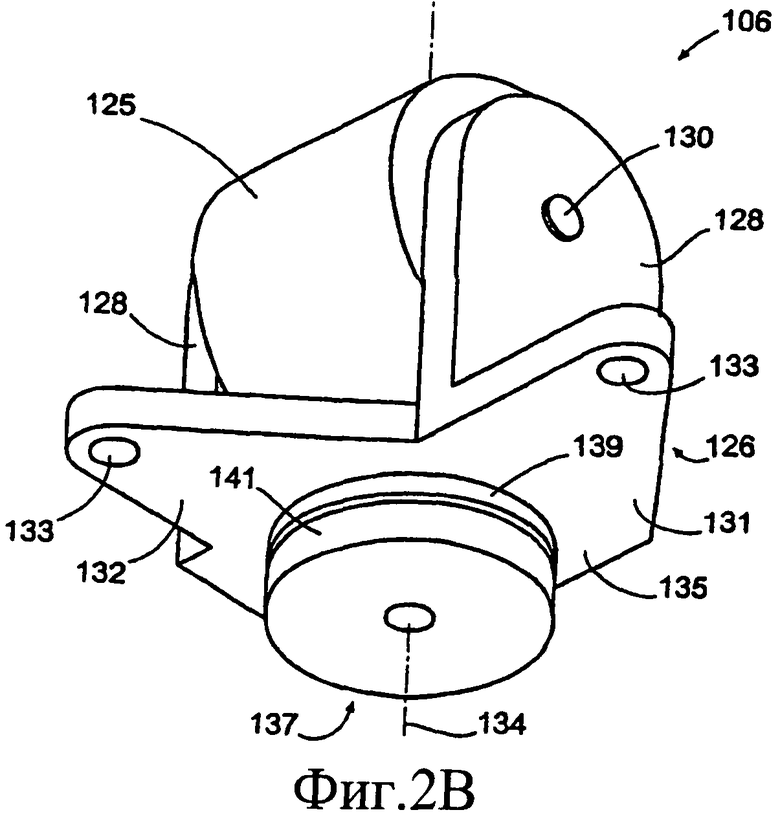
Фиг.2В изображает вид снизу в аксонометрии модуля приводных роликов, используемого в конвейерной системе, изображенной на Фиг.1.
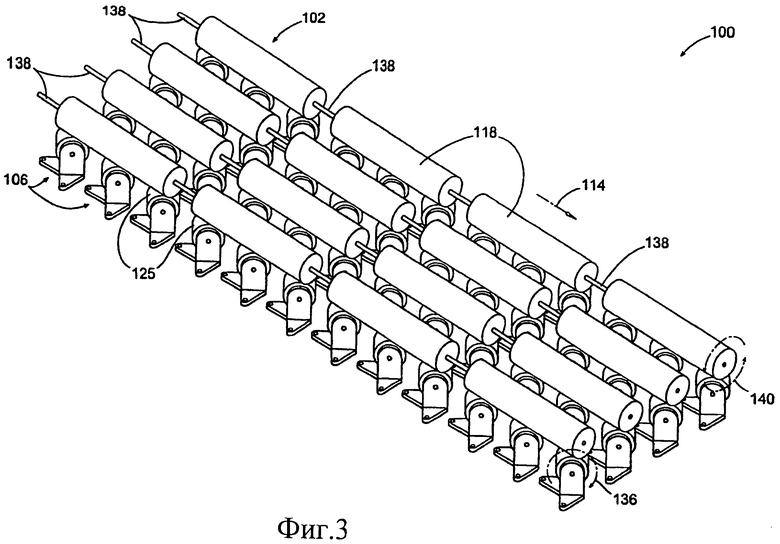
Фиг.3 изображает вид сверху в аксонометрии еще одной части конвейерной системы, изображенной на Фиг.1.
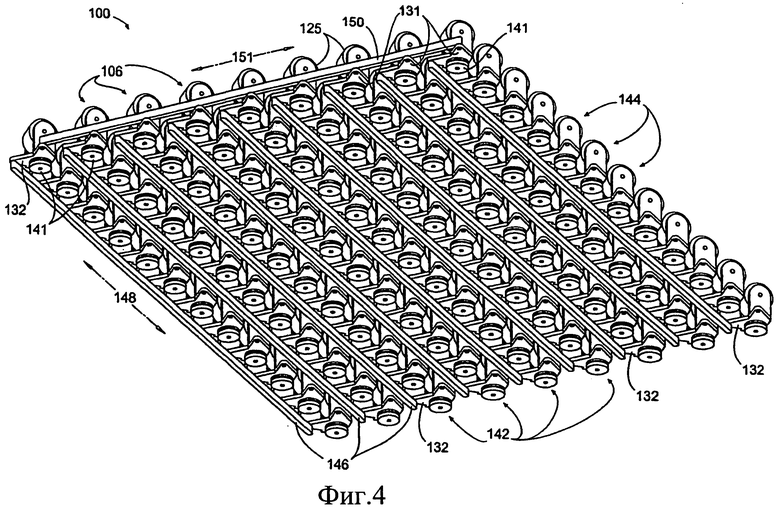
Фиг.4 изображает вид снизу в аксонометрии большого количества модулей приводных роликов, используемых в конвейерной системе, изображенной на Фиг.1.
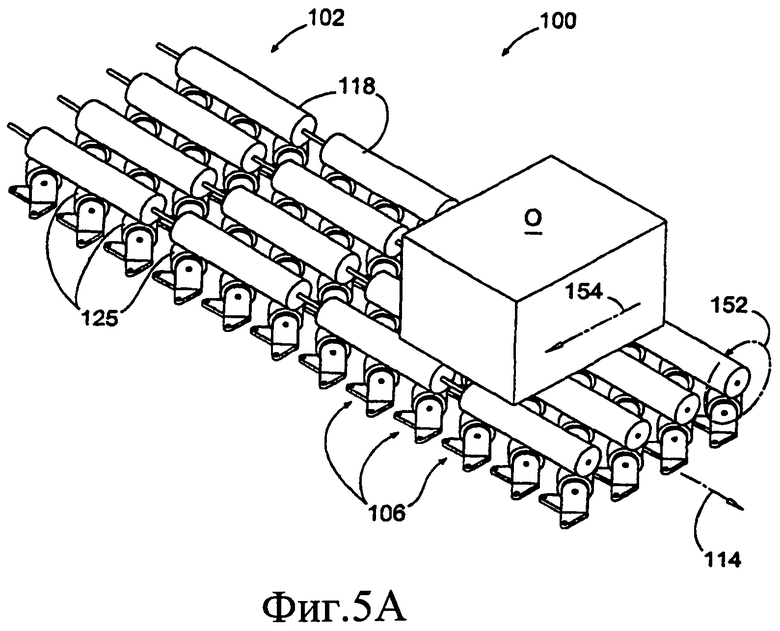
Фиг.5А изображает вид части конвейерной системы, изображенной на Фиг.3, иллюстрирующий отклоняющее действие в первом направлении.
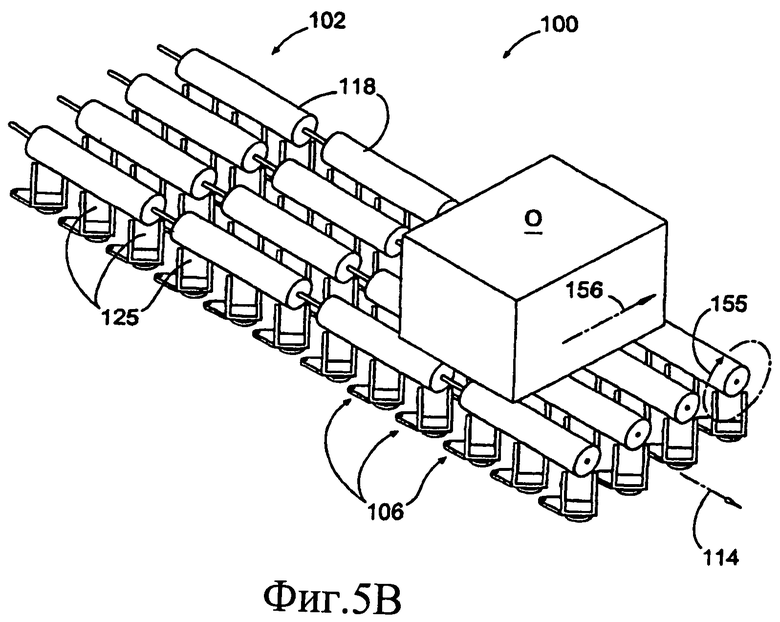
Фиг.5В изображает вид части конвейерной системы, изображенной на Фиг.3, иллюстрирующий отклоняющее действие во втором направлении.
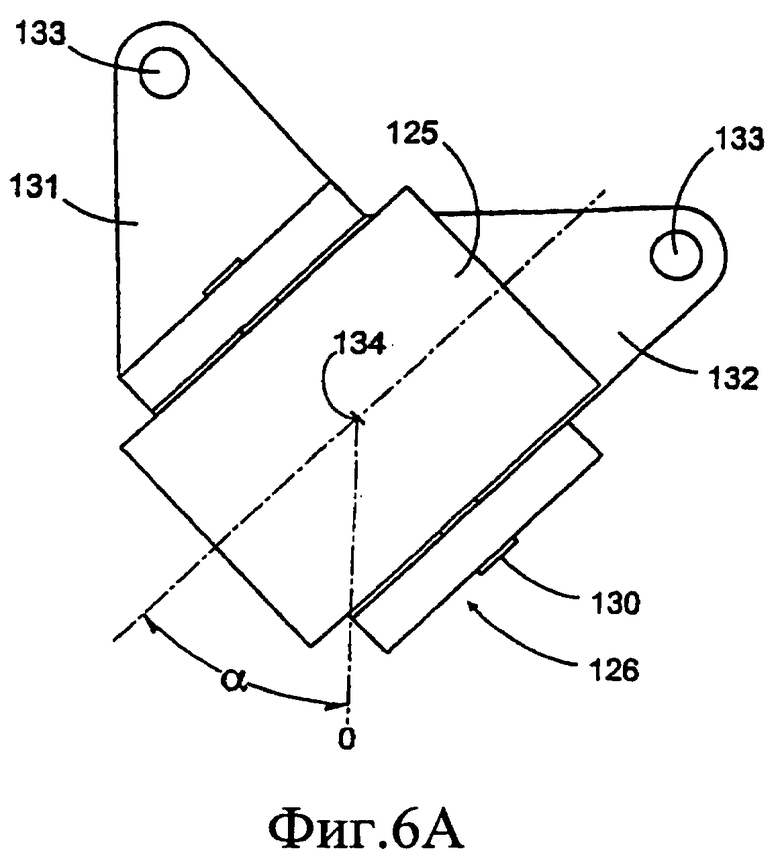
Фиг.6А изображает вид сверху модуля приводных роликов, иллюстрирующий поворот модуля в первом угловом направлении.
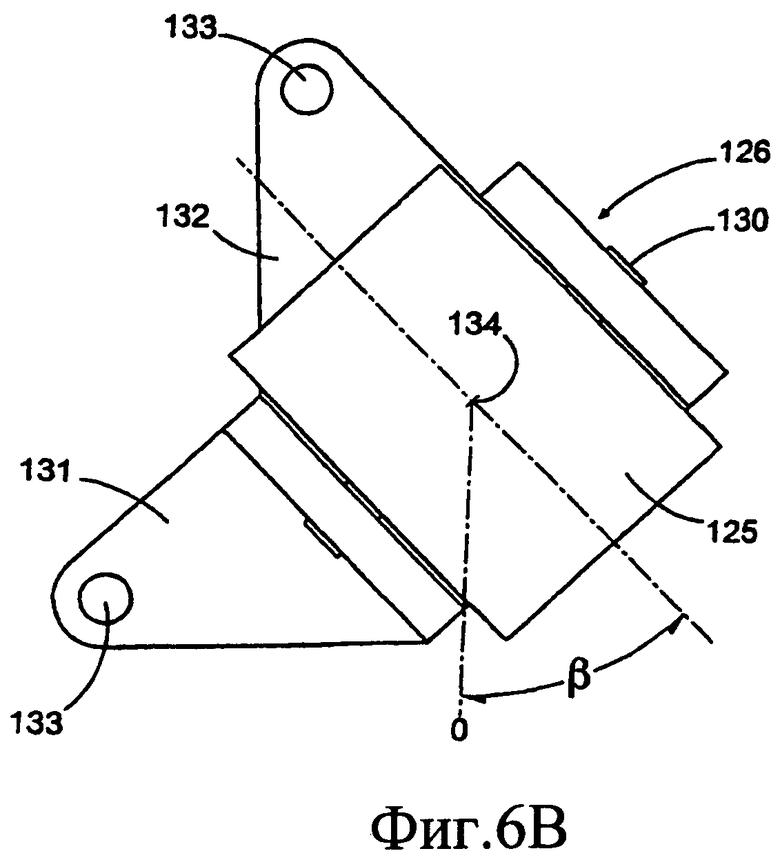
Фиг.6В изображает вид сверху модуля приводных роликов, иллюстрирующий поворот модуля во втором угловом направлении.
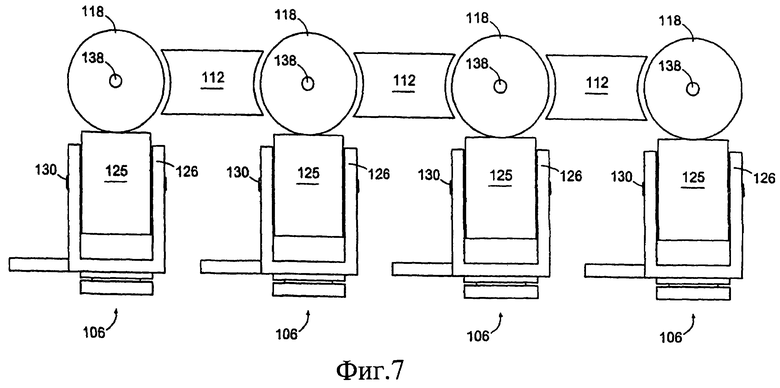
Фиг.7 изображает вид с торца части конвейерной системы, изображенной на Фиг.1, иллюстрирующий функцию торможения, обеспечиваемую приводными роликами системы, выполненными с возможностью регулировки угла.
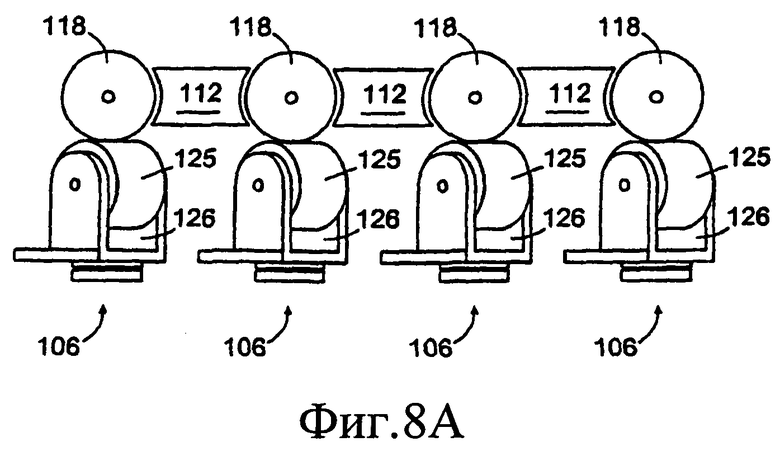
Фиг.8А изображает конец части конвейерной системы, изображенной на Фиг.1, иллюстрирующий взаимодействие приводных роликов, выполненных с возможностью регулировки угла, и приводных роликов ленточного конвейера.
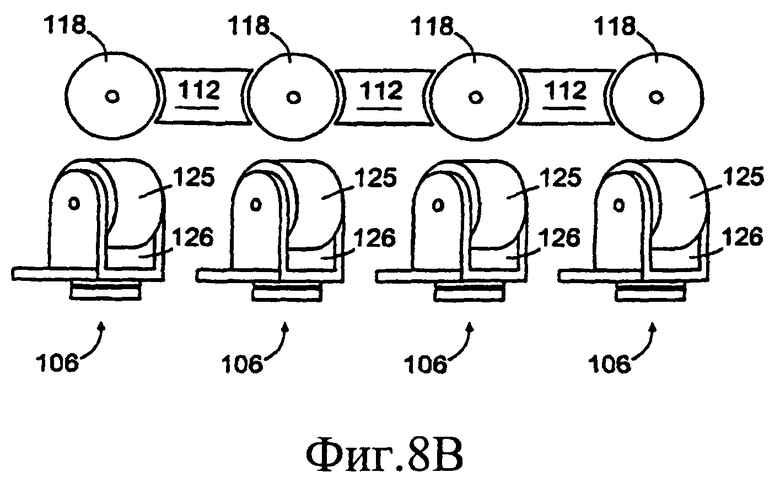
Фиг.8В изображает конец части конвейерной системы, изображенной на Фиг.1, иллюстрирующий разъединение приводных роликов, выполненных с возможностью регулировки угла, и приводных роликов ленточного конвейера.
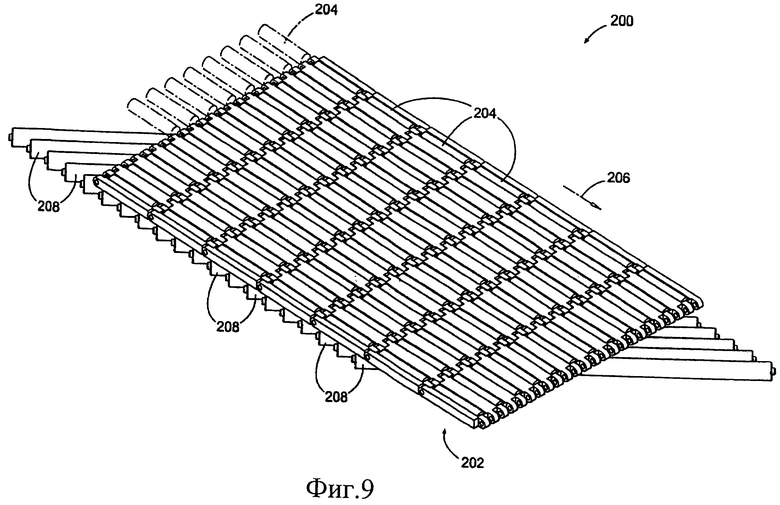
Фиг.9 изображает вид сверху в аксонометрии второго варианта выполнения части конвейерной системы.
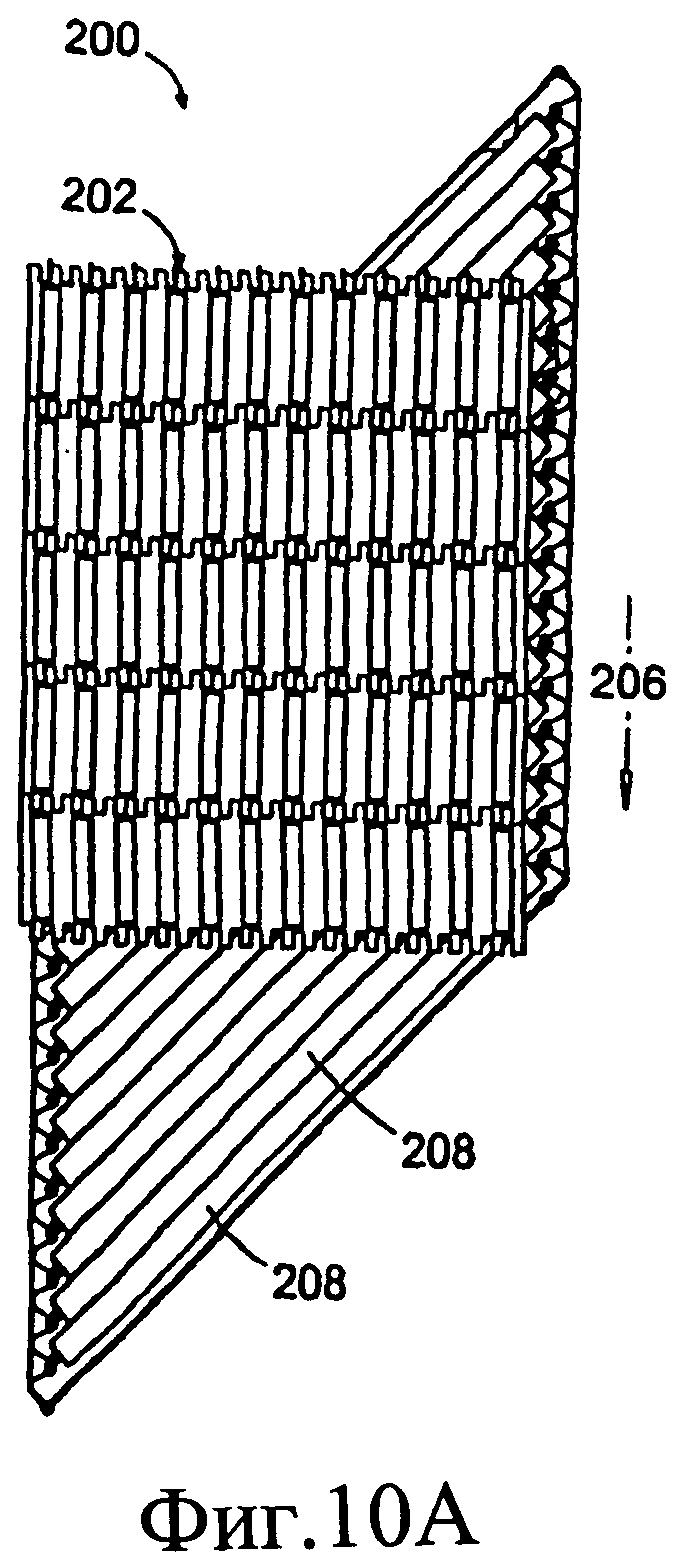
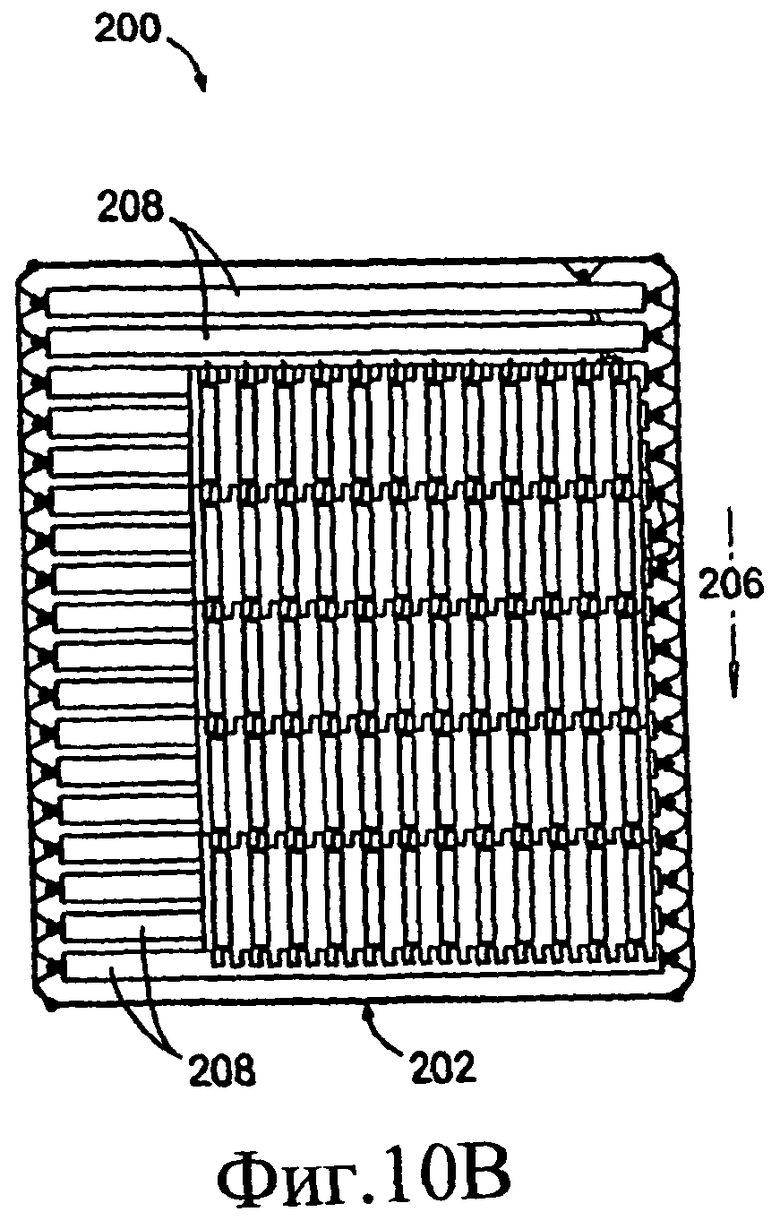
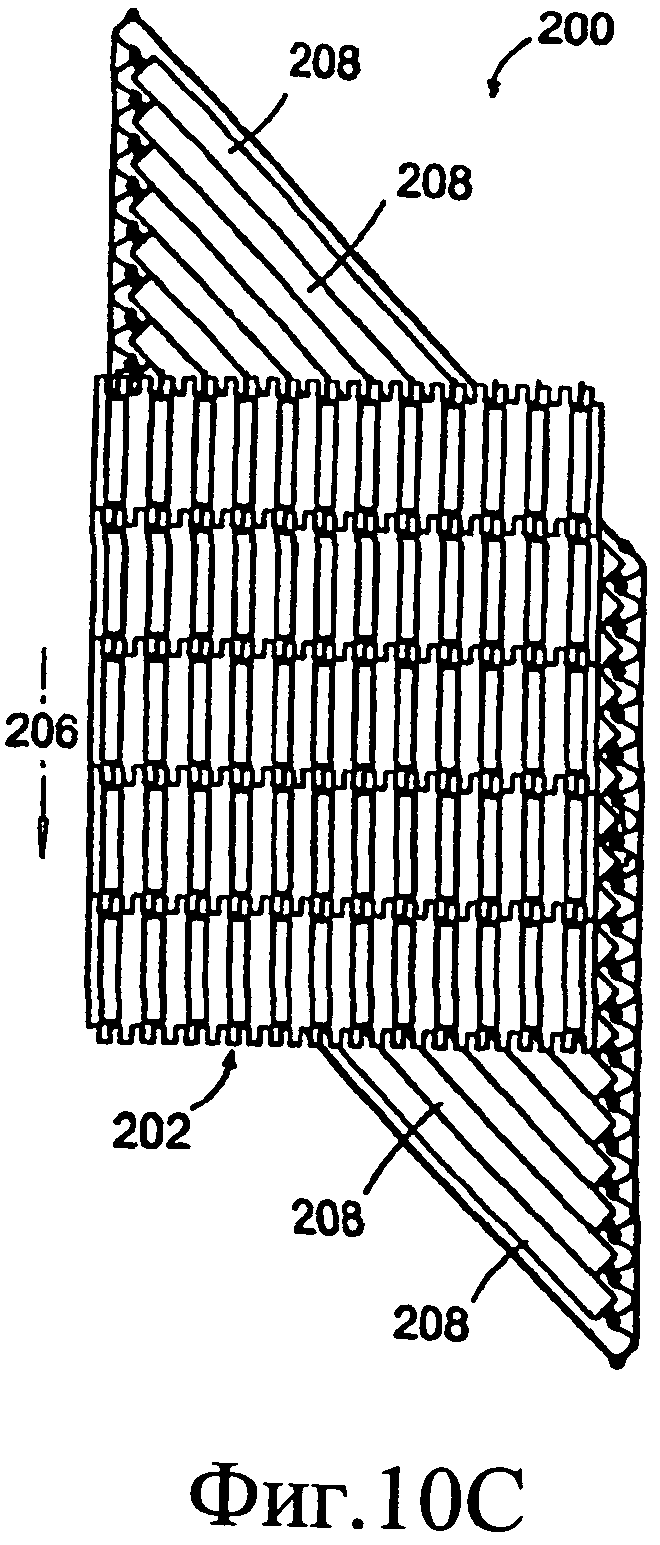
Фиг.10А-10С изображают виды сверху конвейерной системы, изображенной на Фиг.9, иллюстрирующие угловую регулировку приводных роликов системы для регулировки угла отклонения.
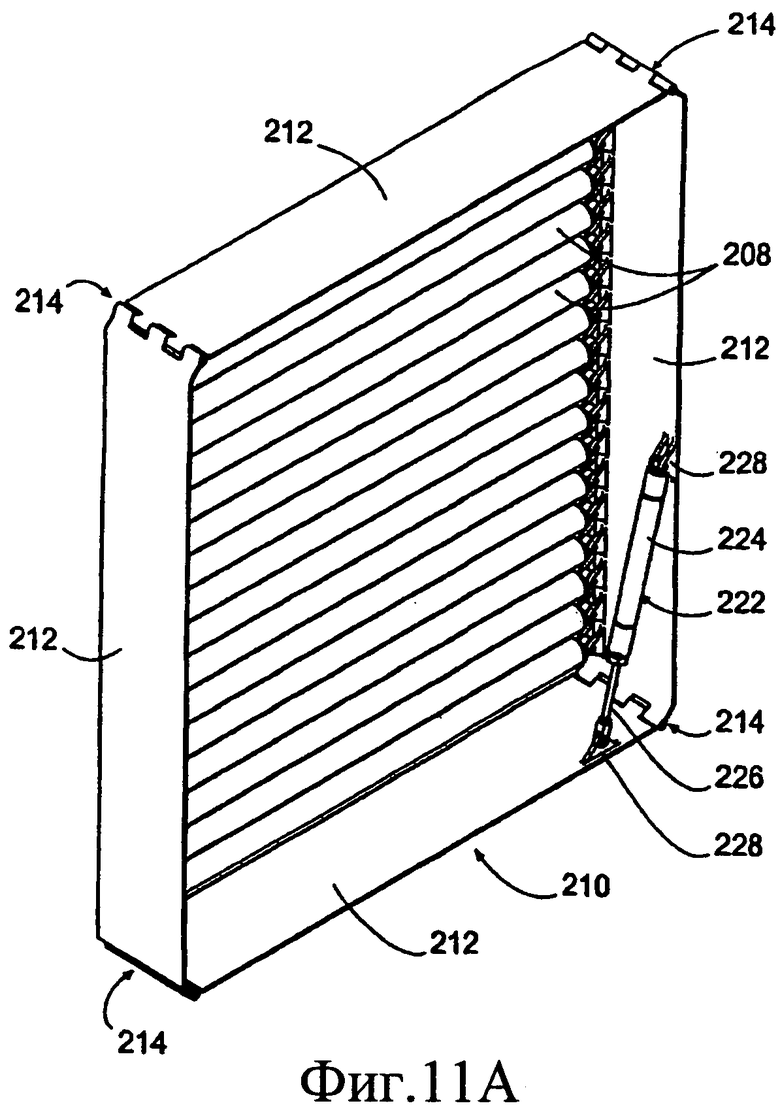
Фиг.11А и 11В изображают виды в аксонометрии варианта выполнения механизма, который может быть использован для регулировки углов приводных роликов конвейерной системы, изображенной на Фиг.9.
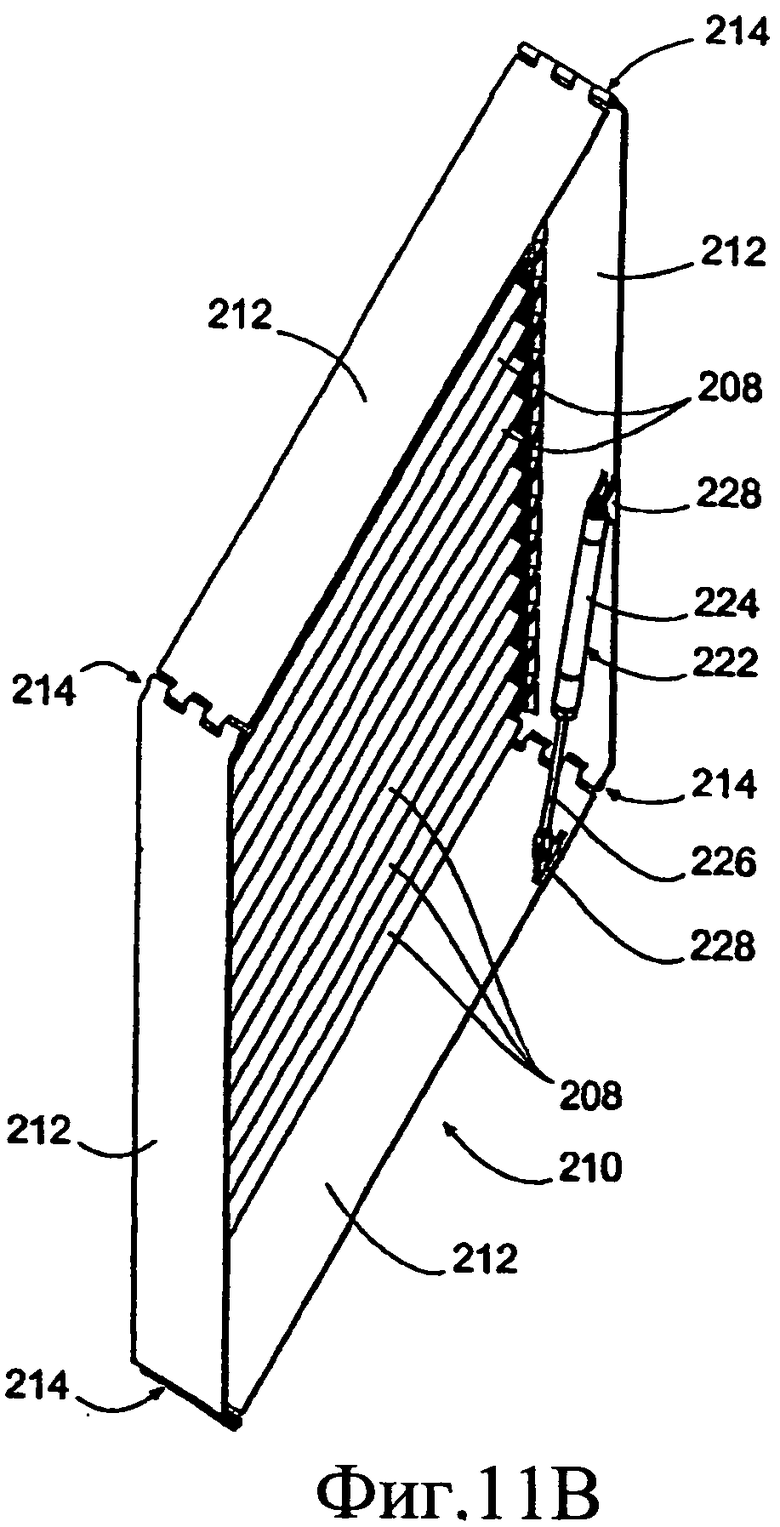
Фиг.12 изображает подробный вид варианта выполнения креплений, поддерживающих концы приводных роликов в конвейерной системе, изображенной на Фиг.9.
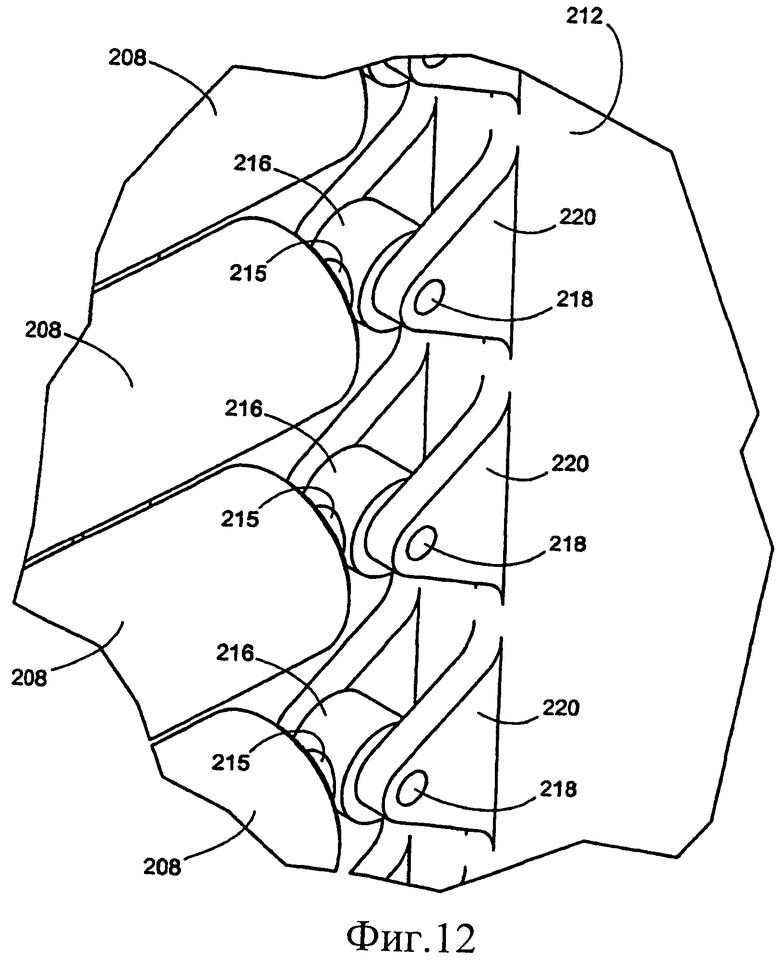
Фиг.13 изображает разобранный вид сверху в аксонометрии третьего варианта выполнения части конвейерной системы с механизмом зубчатой рейки приводных роликов.
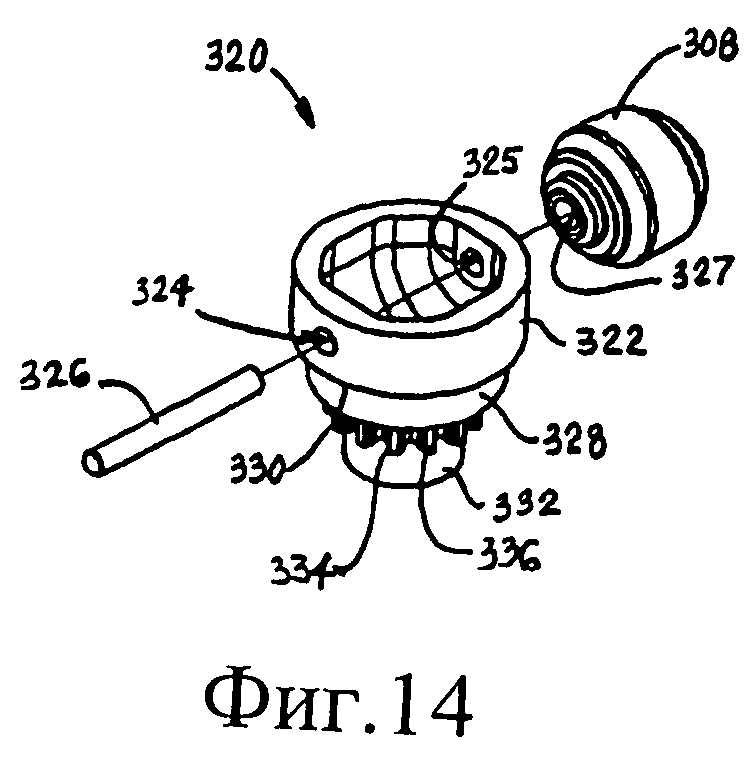
Фиг.14 изображает разобранный вид сверху в аксонометрии картриджа приводных роликов конвейерной системы, изображенной на Фиг.13.
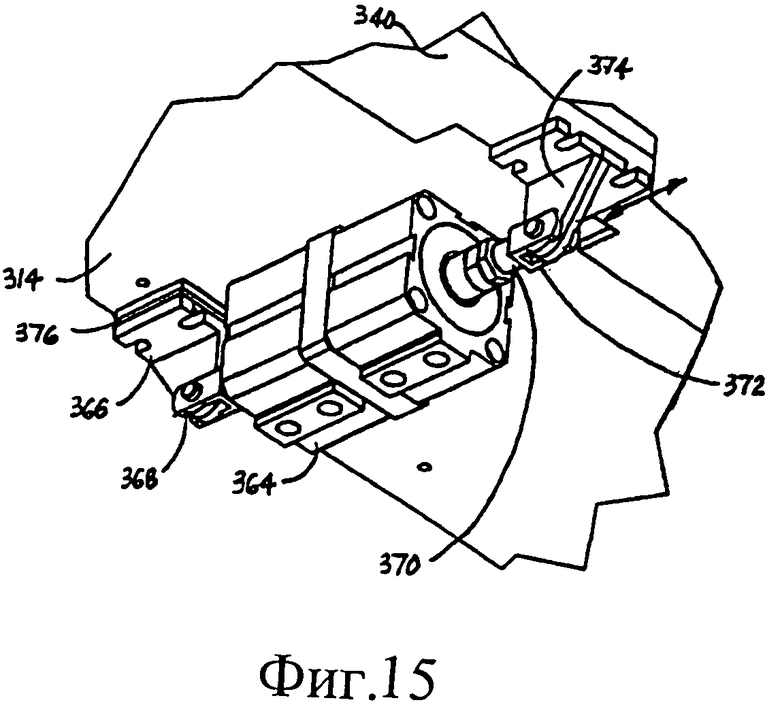
Фиг.15 изображает вид снизу в аксонометрии линейного привода в механизме приводных роликов, изображенном на Фиг.13.
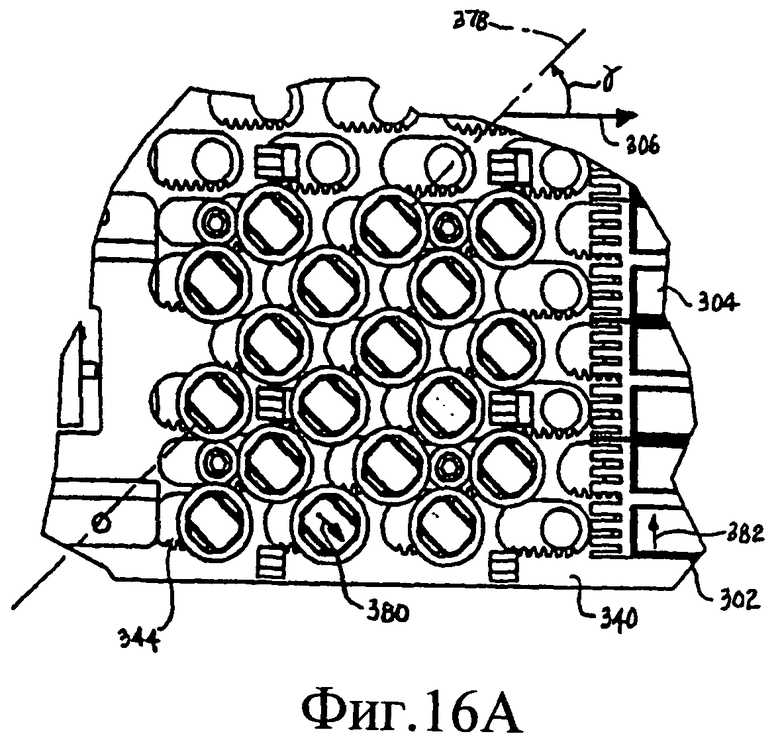
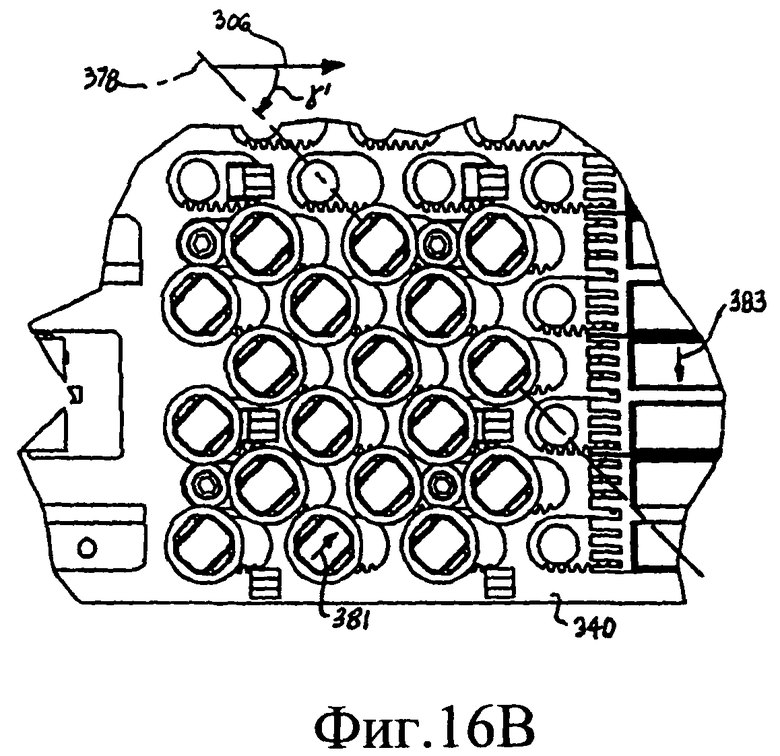
Фиг.16А и 16В изображают виды сверху приводных роликов конвейерной системы, изображенной на Фиг.13, показанных в противоположных крайних положениях.
Фиг.17 изображает комбинированный схематичный вид и вид сверху, с вырезанной частью, предложенного распределительного конвейера.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В традиционном распределительном конвейере подающий конвейер подает изделия одним массивом на расположенный выше по потоку конец распределителя, который перераспределяет каждое изделие вбок в соответствии с предназначенными исходящими дорожками на его расположенном ниже по потоку конце. В предложенном распределительном конвейере используется роликовый ленточный конвейер с выборочно приводимыми в действие роликами, расположенными с возможностью вращения перпендикулярно направлению перемещения ленты, используемого в качестве распределителя. В роликовом ленточном конвейере используется приводной механизм, содержащий свободно вращающиеся ролики с регулируемым углом, и управляющий вращением роликов, содержащихся в конвейерной ленте. В некоторых вариантах выполнения конвейерная лента содержит большое количество продольно ориентированных свободно вращающихся роликов, которые «приводятся в движение» в результате контакта со свободно вращающимися роликами с регулируемым углом, которые расположены под конвейерной лентой. В таких системах изделия могут быть отклонены под разными углами по обе стороны от конвейерной ленты путем простого приведения в действие роликов с регулируемым углом. Кроме того, когда ролики с регулируемым углом совмещены с направлением перемещения ленты, ролики ленточного конвейера могут быть заторможены так, что они не будут вращаться, уменьшая или исключая тем самым смещение изделия. Кроме того, учитывая, что ролики с регулируемым углом могут постепенно поворачиваться от направления торможения на требуемый угол отклонения, ролики ленточного конвейера могут постепенно ускоряться, уменьшая или устраняя тем самым проскальзывание.
Со ссылкой на чертежи, на которых идентичные номера позиций указывают на соответствующие части, показанные на нескольких чертежах, Фиг.1 иллюстрирует вариант выполнения части конвейерной системы 100, которая может быть отрегулирована для отклонения изделий под различными углами по обе стороны от системы. Как указано на Фиг.1, конвейерная система 100 содержит конвейерную ленту 102 и область 104 модулей 106 «приводных» роликов с регулируемым углом. В варианте выполнения, изображенном на Фиг.1, конвейерная лента 102 содержит раму 108, которая состоит из большого количества поперечных модульных секций 110 конвейерной ленты. Внутри каждой секции 100 конвейерной ленты имеется большое количество удлиненных звеньев 112 конвейерной ленты, которые проходят в направлении перемещения 114 ленты и соединяются с соседними звеньями сопредельных секций конвейерной ленты. К примеру, каждое звено 112 содержит металлический или пластмассовый элемент, имеющий отверстие 116, выполненное на каждом из его противоположных концов, в которое вставлен стержень или вал (не показаны), проходящий через отверстие звеньев конвейерной ленты сопредельных секций 110 конвейерной ленты, чтобы соединять секции конвейерной ленты друг с другом.
Между звеньями 112 вставлены удлиненные продольно ориентированные свободно вращающиеся ролики 118 конвейерной ленты. Для целей настоящего изобретения термин «свободно вращающиеся» означает, что ролики могут свободно вращаться вокруг своих осей вращения в любом угловом направлении. Таким образом, можно сказать, что ролики 118 представляют собой «свободновращающиеся» ролики, которые будут свободно вращаться в любом угловом направлении, когда они приводятся в действие соответствующей силой. В показанном на Фиг.1 варианте выполнения ролики 118 расположены так, что их оси вращения параллельны направлению перемещения 114 ленты. Как показано на Фиг.1, ролики 118 могут быть чередующимся образом расположены по ширине каждой секции 110 конвейерной ленты, по отношению к звеньям 112, так что ролик расположен между каждой парой соседних звеньев конвейерной ленты. При таком расположении ролики 118 различных секций 110 могут быть расположены столбцами 120, которые проходят в направлении перемещения 114 ленты, и рядами 121, которые проходят по всей ширине конвейерной ленты 102. Следует отметить, что, хотя ролики 118 были описаны и изображены как удлиненные, ролики не обязательно должны быть вытянуты в направлении своих осей вращения.
Ролики 118 изготовлены из металла и/или пластмассы и имеют резиновый или пластмассовый наружный слой или покрытие с высоким коэффициентом трения, которое предотвращает проскальзывание, когда ролики или модули 106 роликов вступают в контакт с роликами конвейерной ленты. Каждый ролик 118 на каждом своем конце может быть присоединен к раме 108 конвейерной ленты и/или к стержням или валам, которые соединяют различные секции 110 конвейерной ленты. Как показано на Фиг.7, ролики 118 имеют такой размер, что они выходят за пределы верхней и нижней поверхности рамы 108 конвейерной ленты (и звеньев 112 ленты) так, что они могут как отклонять изделия, помещенные на конвейер 102, так и приводиться в действие снизу модулями 106 приводных роликов.
С дальнейшей ссылкой на Фиг.1 область 104 модулей 106 приводных роликов с регулируемым углом содержит большое количество рядов 122 и столбцов 124 модулей приводных роликов. Модули 106 приводных роликов расположены так, что их столбцы 124 совмещены со столбцами 120 роликов 118, а их ряды 122, по меньшей мере периодически, в процессе работы конвейерной системы, совмещаются с рядами 121 роликов конвейерной ленты. В первом варианте выполнения, показанном на Фиг.1, модули 106 приводных роликов содержат сравнительно короткие (относительно размера их осей вращения) мебельные ролики (см. Фиг.2А и 2В), которые расположены достаточно близко друг к другу так, что по меньшей мере один приводной ролик во время работы совмещается с любым заданным роликом 118. Действительно, в варианте выполнения, изображенном на Фиг.1, модули 106 приводных роликов расположены достаточно близко друг к другу так, что по меньшей мере два приводных ролика во время работы конвейера расположены рядом с любым роликом 118.
Со ссылкой на Фиг.2А и 2В, которые иллюстрируют виды в аксонометрии одного модуля 106 приводных роликов, каждый модуль приводных роликов содержит свободно вращающийся приводной ролик 125, который может свободно вращаться в любом угловом направлении относительно его оси вращения. Таким образом, хотя они и обозначены как «приводные» ролики, приводные ролики 125 сами по себе не приводятся в движение некоторыми механическими средствами, как, например, двигатель или тому подобное. К примеру, каждый приводной ролик 125 выполнен из металла и/или пластмассы и, как и ролики 118, имеет резиновый или пластмассовый наружный слой или покрытие с высоким коэффициентом трения.
Как показано на Фиг.2А и 2В, приводной ролик 125 удерживается в раме 126, которая содержит противоположные друг другу вертикальные опорные элементы 128. Между опорными элементами 128 и через центральное отверстие, предусмотренное в приводных роликах 125 (не показано), проходит вал 130, вокруг которого приводной ролик может вращаться (т.е. ось вращения). В дополнение к опорным элементам 128 рама 126 содержит первый и второй регулирующие выступы 131 и 132, которые, как описано ниже, могут быть использованы для поворота модуля 106 приводных роликов вокруг центральной вертикальной оси 134 для регулировки угла ролика 125 по отношению к направлению перемещения 114 ленты (Фиг.1). Как показано на Фиг.2А и 2В, каждый выступ 131, 132 имеет отверстие 133, которое обеспечивает возможность осуществления поворотного соединения с соответствующим элементом, который используется для регулировки угловой ориентации модуля 106 приводных роликов.
Как лучше всего видно на Фиг.2В, рама 126 дополнительно содержит основание 135 и поворотный механизм 137, поддерживающий основание. В показанном на Фиг.2В варианте выполнения поворотный механизм 137 содержит верхнюю и нижнюю части 139 и 141, которые могут поворачиваться в противоположных направлениях относительно друг друга и, тем самым, обеспечивать модулям 106 приводных роликов возможность поворота. Для содействия выполнению поворота между частями 139 и 141 могут быть предусмотрены подходящие снижающие трение элементы, такие как подшипники.
На Фиг.3 проиллюстрирована еще одна часть конвейерной системы 100. В частности, на Фиг.3 изображено взаимодействие между приводными роликами 125 и роликами 118 конвейерной ленты. Примечательно, что для большей ясности при описании других элементов конвейерной системы 100 рама 108 конвейерной ленты не показана на чертеже.
Как указано на Фиг.3, приводные ролики 125 расположены так, чтобы осуществлять контакт с роликами 118 таким образом, чтобы перемещение ленты 120 в направлении перемещения 114 приводило к вращению как приводных роликов, так и роликов конвейерной ленты из-за возникающей между ними силы трения. В ориентации, показанной на Фиг.3, приводные ролики 125 вращаются в направлении вниз по потоку, указанном стрелкой 136. Как следствие этого вращения, ролики 118 приводятся во вращение, или «приводятся в действие», вокруг их валов 138 (т.е. осей вращения) в направлении, указанном стрелкой 140. Соответственно, на Фиг.3, ролики 118 вращаются против часовой стрелки (если смотреть на конвейерную ленту 102 с конца в направлении вверх по потоку) и, следовательно, отклоняют изделия, поддерживаемые роликами конвейерной ленты, влево, для показанной на чертеже ориентации. Как также показано на Фиг.3, каждый ролик 118 таким образом приводится в действие посредством нескольких роликов 125.
Модули 106 приводных роликов и, таким образом, приводные ролики 125 могут быть повернуты относительно своих центральных вертикальных осей 134 (Фиг.2А и 2В), чтобы отрегулировать наклон относительно направления перемещения ленты. Приводные ролики 125 могут быть независимо приведены в действие или приведены в действие одновременно в группах. На Фиг.4 проиллюстрирован механизм для обеспечения возможности выполнения последней схемы приведения в действие (конвейерная лента 102 не показана). Как показано на Фиг.4, предусмотрено большое количество рядов 142 и столбцов 144 модулей 106 приводных роликов, имеющих конфигурацию, в целом описанную в связи с Фиг.2. Как показано далее на Фиг.4, ряды 142 модулей 106 приводных роликов связаны вместе со звеньевыми элементами 146, которые управляют угловой ориентацией роликов 125. В частности, регулирующие выступы 132 модулей 106 приводных роликов шарнирно соединены со звеньевыми элементами 146, которые могут принимать форму стержня или вала. В качестве примера, это соединение реализовано при помощи штифтов (не показаны), которые проходят через отверстия 133 (Фиг.2А и 2В), выполненные в регулирующих выступах 132 модулей 106 приводных роликов, и в совмещенные отверстия (не показаны) звеньевого элемента 146. Когда положение каждого модуля 106 приводных роликов неподвижно относительно его центральной вертикальной оси 134, например из-за фиксации нижней части 141 поворотного механизма 137 (Фиг.2А и 2В), поперечное смещение звеньевого элемента 146 в направлениях, указанных стрелками 148, приводит к повороту роликов 125 вокруг их центральных вертикальных осей, регулируя, тем самым, их угловую ориентацию.
Звеньевые элементы 146 могут быть смещены с помощью любых надлежащих средств. В вариантах выполнения, в которых требуется одновременно сместить несколько звеньевых элементов 146 и, следовательно, несколько рядов роликов 125 должны быть одновременно повернуты, звеньевые элементы могут быть подсоединены к одному приводному элементу 150, который расположен рядом с обеими сторонами конвейерной системы 100 и шарнирно соединен с регулирующими выступами 131 соседнего столбца 144 модулей 106 приводных роликов. В таком случае продольное смещение приводного элемента 150 в направлении, указанном стрелкой 151, приведет к повороту соседнего столбца 144 модулей 106 приводных роликов, что, следовательно, приводит к боковому перемещению звеньевых элементов 146, что, в свою очередь, вызывает поворот остальных модулей приводных роликов.
Фиг.6А и 5В иллюстрируют эффект угловой регулировки модулей 106 приводных роликов. Примечательно, что для большей ясности при описании других элементов конвейерной системы 100 рама 108 конвейерной ленты не показана на Фиг.6А и 5В. Начиная с Фиг.6А, модули 106 приводных роликов показаны повернутыми в направлении против часовой стрелки (если смотреть на конвейерную ленту 102 сверху), чтобы вызвать вращение против часовой стрелки (если смотреть на конвейерную ленту с конца, обращенного вверх по потоку) роликов 118 конвейерной ленты, как указано стрелкой 152. Такое вращение роликов 118 конвейерной ленты является причиной отклоняющего действия влево, в ориентации, показанной на Фиг.6А, так чтобы сместить изделие О в направлении стрелки 154. На Фиг.6В, однако, модули 106 приводных роликов выполняют поворот по часовой стрелке (если смотреть на конвейерную ленту 102 сверху), чтобы вызвать вращение роликов 118 конвейерной ленты в направлении по часовой стрелке (если смотреть на конвейерную ленту с конца, обращенного вверх по потоку), показанном стрелкой 155, чтобы вызвать отклоняющее действие вправо и сместить изделие О в направлении стрелки 156.
Фиг.6А и 6В иллюстрируют диапазон изменяемости углов отклонения, которые можно получить с помощью модулей 106 приводных роликов. Как показано на Фиг.6А, каждый модуль 106 потенциально может быть повернут от ориентации 0 градусов, в которой ось вращения ролика 125 перпендикулярна направлению перемещения конвейерной ленты, до некоторого отрицательного угла, имеющего значение α. Как показано на Фиг.6В, модуль 106 также может быть повернут от ориентации 0 градусов до некоторого положительного угла, имеющего значение β. В некоторых вариантах выполнения как α, так и β могут иметь любое значение от 0 до 90 градусов, приводя, тем самым, к диапазону изменяемости углов в 180 градусов. Хотя и возможен такой широкий диапазон изменяемости углов, скорость конвейерной ленты и ограничения материалов, используемых для приводных роликов 125 и для роликов 118, может ограничивать диапазон угловой ориентации, при котором можно избежать проскальзывание роликов. Тем не менее, угловые диапазоны от по меньшей мере приблизительно -70 градусов до +70 градусов вполне достижимы при скоростях конвейерной ленты по меньшей мере 100 футов/мин (0,5 м/с) с использованием известных поверхностей с высоким коэффициентом трения. Примечательно, что угловое смещение роликов 125 непосредственно соответствует результирующему углу отклонения. Например, когда ролики 125 ориентированы под углом в 35 градусов по часовой стрелке при 0-градусной ориентации, показанной на Фиг.6А, это приводит к углу отклонения вправо, равному 35 градусов.
Когда приводные ролики 125 расположены с ориентацией 0 градусов, показанной на Фиг.7, в которой оси вращения приводных роликов расположены перпендикулярно направлению перемещения ленты, а направление угла поворота приводных роликов соответствует направлению перемещения ленты, эта ориентация по существу препятствует вращению роликов 118 и поэтому ролики «тормозятся». Соответственно, если требуется, то можно предотвратить нежелательное боковое перемещение изделий по конвейерной ленте, путем управления модулями 106 с размещением их с ориентацией 0 градусов. Следует дальше отметить, что, когда угловая ориентация приводных роликов 125 регулируется, начиная от ориентации 0 градусов, в качестве начального положения, ролики 118 могут постепенно ускоряться в одном или другом направлении, уменьшая или вовсе предотвращая, тем самым, проскальзывание ролика, что может произойти, когда фрикционная пластина или расположенные под углом ролики внезапно начинают взаимодействовать с роликами конвейерной ленты. Постепенное ускорение роликов 125 конвейерной ленты также обеспечивает возможность отклонения без опрокидывания относительно неустойчивых изделий. Например, если изделие, которое необходимо отклонить, является относительно высоким и имеет относительно небольшое основание, то изделие может быть постепенно ускорено до одной или другой стороны конвейерной ленты 102 путем медленного увеличения угла наклона приводных роликов от ориентации 0 градусов.
Помимо возможности регулировки угла модули 106 могут, при желании, быть приведены в действие по вертикали для введения во взаимодействие приводных роликов 125 с роликами 118 или для выведения их из взаимодействия с роликами 118. Такая функциональность изображена на Фиг.8А и 8В. В частности, на Фиг.8А изображены приводные ролики 125 во взаимодействии с роликами 118, а на Фиг.8В изображены приводные ролики, выведенные из взаимодействия с роликами конвейерной ленты. Такое избирательное введение во взаимодействие и выведение из взаимодействия может быть обеспечено посредством надлежащего механизма (не показан), который приподнимает приводные ролики 125, вводя их в контакт с роликами 118, и опускает приводные ролики, выводя их из контакта с роликами 118.
Определенные преимущества могут быть реализованы с такими конвейерными системами. Например, дискретные группы приводных роликов могут работать в разных областях конвейерной системы, не только по направлению перемещения конвейерной ленты, но и по ширине конвейерной ленты путем обеспечения дискретных механизмов управления (например, звеньевых элементов). В таких случаях положением изделий на конвейерной ленте можно управлять с высокой точностью, путем индивидуального управления приводными роликами в разных областях. На самом деле, когда имеется система обнаружения и управления с элементами «искусственного интеллекта», например система, основанная на распознавании изображений, отдельные изделия могут быть выявлены и точно перемещены вдоль и/или поперек ленты, например, чтобы обеспечить требуемый порядок и/или выравнивание изделий на следующих конвейерных лентах, на которых изделия должны быть размещены.
Фиг.9 иллюстрирует второй вариант выполнения части конвейерной системы 200. Как показано на этом чертеже, конвейерная система 200 аналогична в нескольких отношениях конвейерной системе 100, изображенной на Фиг.1. Таким образом, конвейерная система 200 обычно содержит конвейерную ленту 202, которая содержит большое количество продольно ориентированных свободно вращающихся конвейерных роликов 204. Лента 202 перемещается в направлении перемещения, указанном стрелкой 206. Кроме того, система 200 содержит большое количество свободно вращающихся под углом регулируемых приводных роликов 208. В системе 200, однако, приводные ролики 208 выполнены удлиненными, или «продольными», роликами вместо мебельных роликов. В варианте выполнения, показанном на Фиг.9, приводные ролики 206 длиннее ширины конвейерной ленты 202.
Фиг.10А-10С иллюстрируют угловую регулировку приводных роликов 208 относительно конвейерной ленты 202. В частности, предполагая, что направление перемещения конвейерной ленты указано стрелкой 206, Фиг.10А иллюстрирует наклон приводных роликов 208, который приводит к отклонению изделий влево, Фиг.10В иллюстрирует «тормозящую» ориентацию приводных роликов, а Фиг.10С иллюстрирует наклон приводных роликов, который приводит к отклонению изделий вправо.
Как и в случае с конвейерной системой 100, угол наклона приводных роликов 208 может быть отрегулирован, используя различные механизмы регулировки. Фиг.11А и 11В иллюстрируют один из таких механизмов (конвейерная лента не показана для ясности). Как видно на этих чертежах, приводные ролики 208 могут шарнирно поддерживаться прямоугольной рамой 210, содержащей большое количество рамных элементов 212, которые шарнирно соединены друг с другом на шарнирах 214, расположенных в углах рамы. К примеру, каждый шарнир 214 образован пластинами рамных элементов 212, которые чередуются друг с другом и крепятся вместе штифтом или валом (не показан). При такой конфигурации ориентация рамы 210 может быть видоизменена от ортогональной ориентации, показанной на Фиг.11А, в которой рамные элементы 212 образуют угол, равный примерно 90 градусов, с каждым из углов рамы, до другой ориентации, при которой два острых угла и два тупых углов образуются по углам рамы, как показано на Фиг.11В, размещая тем самым раму в форме параллелограмма. В ортогональной ориентации, показанной на Фиг.11А, приводные ролики 208 выравниваются таким образом, чтобы быть перпендикулярными к направлению ленты, как указано на Фиг.10В. Таким образом, ортогональная ориентация, показанная на Фиг.11А, представляет собой тормозную ориентацию. В других ориентациях, однако, как показано на Фиг.11В, приводные ролики 208 ориентированы так, что они расположены под углом относительно направления перемещения ленты, чтобы обеспечивать отклоняющую функцию.
Каждый приводной ролик 208 поддерживается с обеих сторон шарниром, который обеспечивает возможность изменения ориентации, а также свободного поворота. Со ссылкой на подробный вид, изображенный на Фиг.12, каждый приводной ролик 208 может, например, поддерживаться валом 215 с соединением 216 «рым-петля», выполненным с возможностью вмещения штифта 218, который проходит через кронштейн 220, установленный на рамном элементе 212.
На Фиг.11 и 11В показана рама 210, которой можно манипулировать так, как описано выше, например, с помощью привода 222. В варианте выполнения, показанном на Фиг.11А и 11В, привод 222 содержит поршневой элемент, имеющий поршень 224, из которого может проходить шток 226 поршня, например, под воздействием гидравлического или пневматического давления. Как сам поршень 224, так и шток 226 поршня шарнирно соединен с соседними рамными элементами 212 посредством монтажных кронштейнов 228. При таком расположении втягивание штока 226 в поршень 224 приводит к угловой регулировке приводных роликов 208 в первом угловом направлении, тогда как вытягивание штока поршня из поршня приводит к угловой регулировке приводных роликов во втором, противоположном, угловом направлении. Такая манипуляция видна на Фиг.11А и 11В. В частности, Фиг.11А иллюстрирует первую степень вытягивания штока 226 из поршня 224 и первую ориентацию приводных роликов 208, а Фиг.11В иллюстрирует вторую (большую) степень вытягивания штока из поршня и вторую ориентацию приводных роликов. Путем соответствующего вытягивания и втягивания штока 226 поршня ориентацией приводных роликов 208 можно точно управлять, при этом отклонение изделий может быть достигнуто по обе стороны от конвейерной ленты 202 с различными углами отклонения, как показано на Фиг.10А-10С.
Разобранный вид части другого варианта выполнения отклоняющей конвейерной системы 300, имеющей отличный от первых двух вариантов выполнения механизм приводных роликов, показан на Фиг.13. Конвейерная лента 302 имеет большое количество цилиндрических роликов 304, установленных на оси (не показана), выровненных продольно в направлении перемещения 306 ленты. Лента изготовлена из нескольких рядов 307 одного или большего количества модулей ленты, причем только один ряд показан на Фиг.13, соединенный бок в бок и конец в конец на шарнирных соединениях в бесконечную ленточную петлю, перемещающуюся вперед вдоль части поддона 309 конвейера в направлении перемещения ленты. Ролики ленты поддерживаются сверху ряда приводных роликов 308 вдоль части поддона. Узкие рельсы 310, расположенные выше и ниже по потоку от ряда приводных роликов, поддерживает ленту вдоль оставшейся части поддона конвейера. Узкие рельсы с размещенными поверх них сменными накладками 312 из ультравысокомолекулярного полимера, удерживают нижнюю сторону ленты между соседними роликами.
Рельсы установлены на поддон 314 конвейера, который сам по себе установлен в раму конвейера (не показана). Поддон выполнен с большим количеством круглых отверстий 316, расположенных продольными столбцами 318 и боковыми рядами 319. Столбцы из отверстий в поперечном направлении совмещены с боковыми положениями роликов ленты. В каждое отверстие с возможностью вращения вставлен картридж 320, поддерживающий свободно вращающийся приводной ролик 308, который взаимодействует с роликами ленты в соответствующем столбце, когда лента продвигается в направлении перемещения ленты. Контакт качения между роликами ленты и приводными роликами приводит к тому, что они перекатываются друг по другу и вращаются, пока их оси расположены под углом друг к другу.
Как показано на Фиг.14, картридж 320 приводного ролика содержит стопорное кольцо 322 с диаметрально противоположными отверстиями 324, 325, поддерживающими концы оси 326, вставленной в отверстие 327 в приводном ролике 308. Одно из отверстий 324 может быть сквозным отверстием, через которое ось может быть вставлена в картридж и в приводной ролик, а другое отверстие 325 может иметь герметично закрытый конец, формирующий стопор для оси. Таким образом, приводной ролик удерживается в картридже вдоль неподвижной оси с существенной частью роликов, выступающих за верх стопорного кольца. От стопорного кольца, окружая приводной ролик, вниз проходит верхняя цапфа 328 шарикоподшипника, цилиндрическая наружная периферия которой имеет отступ внутрь от кольца, образуя плечо 330 между перифериями кольца и цапфы. Нижняя цапфа 332 шарикоподшипника, дистальная от стопорного кольца, имеет меньший диаметр, чем верхняя цапфа шарикоподшипника. Периферия нижней цапфы шарикоподшипника имеет отступ внутрь от периферии верхней цапфы шарикоподшипника. Зубчатое колесо 334 картриджа расположено между верхней цапфой и нижней цапфой. Зубчатое колесо картриджа предпочтительно представляет собой цилиндрическое прямозубое колесо с периферическими зубцами 336, концы которых не выходят за периферию верхней цапфы шарикоподшипника.
Картриджи 320 вставляются в отверстия 316 в поддон конвейера, как показано на Фиг.13. Стенки отверстий формируют опорные поверхности 338, по которым могут вращаться верхние цапфы шарикоподшипника. Поскольку диаметр стопорного кольца превышает диаметр отверстия, плечи 330 кольца покоятся сверху поддона конвейера, а цапфы меньшего диаметра и зубчатые части подвешены ниже.
Пластина-держатель 340 шестерен с возможностью перемещения расположена ниже поддона конвейера. Зубчатые колеса привода, выполненные в виде реечной передачи 342, расположены на пластине-держателе шестерен. Каждая реечная передача расположена с возможностью взаимодействия с зубцами одной из передач картриджа для формирования системы зубчатой шестерни, которая может синхронно вращать картриджи, когда пластина-держатель шестерен перемещается. Пластина-держатель шестерен имеет отверстия 344, удлиненные в направлении перемещения ленты. Удлиненные отверстия ограничены с одной стороны линейным рядом зубцов 346, формирующих реечную передачу. Каждое удлиненное отверстие расположено ниже одного из отверстий 316 в поддоне конвейера. Нижняя цапфа подшипника проходит через удлиненные отверстия в пластине-держателе шестерен, которая зажата между двумя другими пластинами: поддоном 314 конвейера и нижней пластиной 348. Нижняя пластина, которая неподвижно прикреплена к части рамы 350 конвейера, имеет большое количество отверстий 352, вертикально совмещенных с отверстиями в поддоне конвейера, но имеющих меньший диаметр, чем эти отверстия. Отверстия 352 имеют размеры, обеспечивающие возможность вставления нижних цапф 332 шарикоподшипника картриджей с возможностью вращения. Это способствует совмещению верхней и нижней опорных пластин для облегчения сборки приводного механизма ролика, а также ограничивает вращающиеся картриджи во вращении на неподвижных вертикальных осях.
Контактирующие промежуточные прокладки 354 наверху нижней пластины 348 и снизу верхней пластины 314 сходятся, чтобы поддерживать надлежащее расстояние между двумя пластинами для размещения подвижной пластины-держателя 340 шестерен. Некоторые из удлиненных отверстий 344" в пластине-держателе шестерен соединены промежуточными пазами 356. Ролики 358 в пазах с возможностью вращения установлены на штифтах 360, проходящих вниз из нижней части верхней пластины. Дистальные концы штифтов вставляются в гнезда 362, выполненные в нижней пластине. Ролики 358 упираются в боковые стороны пазов, когда пластина-держатель шестерен перемещается относительно верхней и нижней пластин.
Пластина-держатель шестерен перемещается с помощью линейного привода 364, такого как пневматический цилиндр, как показано на Фиг.15. Один конец привода прикреплен к монтажному кронштейну 366, подвешенному снизу верхней пластины, или поддона 314 конвейера, на скобе и поперечине 368. Протяженность выдвижной штанги 370 с другого конца привода выполнена с возможностью выбора. Дистальный конец выдвижной штанги присоединен скобой и поперечиной 372 к шарнирной скобе 374, подвешенной к нижней части пластины-держателя 340 шестерен. Выдвижная штанга перемещает пластину-держатель шестерен, причем протяженность штанги определяет положение пластины-держателя шестерен и ориентацию приводных роликов. Прокладки 376 под кронштейном 366 используются для учета смещения между низом конвейера и верхом пластины-держателя шестерен.
Работа отклоняющей конвейерной системы проиллюстрирована на Фиг.16А и 16В. На Фиг.16А пластина-держатель 340 шестерен показана перемещенной в одно крайнее положение, в котором картриджи 320 приводных роликов расположены на правом краю удлиненных пазов 344. Когда картриджи повернуты в это положение, оси вращения 378 приводных роликов 308 формируют направленный против часовой стрелки острый угол γ′, измеряемый от направления перемещения 306 ленты. Когда конвейерная лента 302 продвигается в направлении перемещения ленты, приводные ролики в этой ориентации поворачиваются в направлении стрелки 380, а взаимодействующие ролики ленты поворачиваются в направлении стрелки 382, чтобы направлять передаваемые изделия к верхней части, изображенной на Фиг.16А. Когда пластина-держатель шестерен перемещена в пределах своего диапазона в противоположное крайнее положение с картриджами, расположенными на левом краю удлиненных пазов, как показано на Фиг.16В, оси вращения 378 приводных роликов формируют направленный по часовой стрелке острый угол γ′, измеряемый от направления перемещения ленты. В этой ориентации приводные ролики вращаются в направлении, указанном стрелкой 381, а ролики ленты вращаются в направлении, указанном стрелкой 383, чтобы подталкивать передаваемые изделия к нижней части, изображенной на Фиг.16В, т.е. в направлении, противоположном отклоняющему направлению, показанному на Фиг.16А.
Распределительный конвейер может быть выполнен с использованием 90-градусной конвейерной лентой с приводным механизмом, таким как показан на Фиг.4, 10 и 13, с подающим конвейером и исходящим конвейером с несколькими дорожками, как показано на Фиг.17. 90-градусная конвейерная лента 402 выполнена аналогично ранее описанным конвейерным лентам 102, 202 и 302, в том, что ролики 404 конвейерной ленты расположены так, чтобы вращаться на оси параллельно направлению перемещению 406 ленты посредством контакта с приводными роликами в расположенных ниже приводных механизмах 408. Конвейерная лента протягивается вокруг звездочки 410 большого диаметра, установленной на приводе и свободновращающихся валах 412, 413 в расположенных ниже по потоку и выше по потоку концах 414, 415 роликового ленточного конвейера. Приводной вал соединен с двигателем 416 для продвижения ленты в направлении перемещения ленты.
Подающий конвейер 418, продвигающийся в направлении 420 транспортировки, подает изделия на роликовый ленточный конвейер через первую сторону 422 рядом с расположенным выше по потоку концом. Исходящий конвейер 424 с несколькими дорожками, также продвигающийся в направлении транспортировки, получает изделия из роликового ленточного конвейера через свою вторую сторону 423. Роликовый конвейер расположен под углом между подающим конвейером и исходящим конвейером по диагонали 426. Изделие, подаваемое из подающего конвейера, протягивается на ленточный конвейер роликами ленточного конвейера, вращающимися в поперечном направлении 428, посредством расположенного ниже подающего приводного механизма 408 в расположенную выше по потоку область 429 активации подающего ролика. Вращение роликов ленточного конвейера, по мере продвижения ленточного конвейера, и доставка изделий под углом через первую сторону ленточного конвейера предотвращает изменение ориентации изделия во время его переноса от подающего конвейера к ленточному конвейеру. Роликовый ленточный конвейер разделен на ряд последовательных исходящих областей 430A-F активации роликов посредством отдельно управляемых выходных приводных механизмов 408, расположенных под ленточным конвейером. Каждая область активации связана с ближайшей исходящей дорожкой 432A-F. Таким образом, роликовый ленточный конвейер представляет собой сортировочный конвейер. Как описано выше, подающая область активации используется для протягивания изделий на ленту. В области подачи ролики ленточного конвейера могут непрерывным образом приводиться в действие или приводиться в действие выборочно, как в исходящих областях активации. Приводы 434, такие как двигатели и шариковинтовые передачи, для каждого приводного механизма управляются сигналами от контроллера 436, такого как программируемый логический контроллер (ПЛК). Датчик положения вала 438, установленный на одном из валов ленточного конвейера, обеспечивает сигналы для контроллера, который может быть использован для определения момента, когда изделие приближается к области активации для предназначенной исходящей дорожки, и регулирует времена приведения в действие роликов в этой области. Датчик 440 положения, расположенный предпочтительно в известном месте, например на выходе из подающего конвейера, обеспечивает контроллер сигналом, указывающим на поступление изделие на роликовый ленточный конвейер, который запускает отсчет времени. Датчик положения вала может быть заменен другими средствами для определения того, когда изделие позже поступает в одну из областей активации ролика. Фотоэлектрические датчики, датчики приближения, датчики веса или другие датчики положения, распределенные по длине конвейера, являются примерами других эквивалентных средств, которые могут быть использованы для определения положения изделия на ленте в любое время.
Для доставки изделия к последней исходящей дорожке 424F под управлением контроллера распределительный конвейер работает следующим образом. Подающий конвейер подает изделие на роликовый ленточный конвейер, чьи ролики приводятся в действие в самой верхней по потоку области 430А, чтобы протягивать изделие на ленточный конвейер, как показано стрелкой 428. Приводной механизм для исходящих областей опускается, чтобы вывести ролики ленточного конвейера из взаимодействия, как показано на Фиг.8, или, напротив, привести во вращение приводные ролики с осями, перпендикулярными направлению перемещения ленты, как показано на Фиг.7 или 10В, чтобы затормозить ролики ленточного конвейера. Поскольку изделие в этом примере предназначается для последней исходящей дорожки 424F, предшествующие области активации 430А-Е деактивируются, либо выводятся из взаимодействия, либо тормозятся, чтобы сохранить изделие на ленточном конвейера, когда он продвигается в направлении перемещения ленты. Как только изделие прошло все предшествующие области и достигло заключительной области 430F активации, контроллер, который отсчитывал или иным образом отслеживал положение изделия на ленте, подает сигнал приводу привести в действие ролики в этой области с вращением ко второй стороне ленточного конвейера для передачи изделия через вторую сторону и на выбранную заключительную исходящую дорожку 424F.
Кроме того, также можно переместить изделие через вторую сторону сортировочного конвейера в любом месте вдоль его длины, а не только в местах совмещения с отдельными исходящими дорожками. Путем координации приведения в действие роликов ленточного конвейера в одной или нескольких последовательных областей с положением изделия вдоль сортировочного конвейера распределитель может передавать изделие наружу в любом выбранном положении вдоль длины сортировочного конвейера. Например, две последовательные области могут быть одновременно приведены в действие для передачи изделия наружу в выбранном положении, одновременно граничащем с двумя исходящими дорожками, а не совмещенным с одной дорожкой.
Таким образом, путем использования всего диагонального роликового ленточного сортировщика распределитель не расходует понапрасну драгоценное пространство предприятия. Кроме того, поскольку изделия передаются на конвейер и с него через стороны, а не через концы роликового ленточного конвейера, большие звездочки, которые улучшают производительность имеющего большой шаг ленточного конвейера, могут быть использованы с этим роликовым ленточным конвейером.
Хотя в предшествующем описании и на чертежах были, в качестве примера, подробно описаны конкретные варианты выполнения изобретения, специалистам в этой области техники следует понимать, что могут быть выполнены изменения и модификации без отступления от объема изобретения. В одном из таком изменений самые нижние стержни картриджей приводных роликов могут снизу иметь полости, а отверстия в нижней пластины могут быть заменены стойками, проходящими в полости, на которых вращаются картриджи. В другой модификации приводные механизмы для распределителя не должны приводить в действие ролики ленточного конвейера в обоих направлениях. Ролики ленточного конвейера должны вращаться только в одну сторону и, в противном случае, деактивируются или тормозятся. Таким образом, для торможения, ряду односторонних приводных роликов, необходимых для распределителя, требуется только половина диапазона углов ряда двусторонних роликов. Когда торможение не требуется, угол ряда роликов может быть фиксированной величиной, при этом ролики деактивируются за счет выведения ряда роликов из взаимодействия с роликами ленточного конвейера. В качестве другого примера, области активации роликов, которые показаны на Фиг.17 имеющими прямоугольную форму, со сторонами, перпендикулярными и параллельными сторонам сортировочного конвейера и торцу, могут быть расположены смещенными по отношению к сортировочному конвейеру, чтобы обеспечить более жесткий контроль отключенного положения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ И СПОСОБЫ ИЗМЕНЕНИЯ НАПРАВЛЕНИЯ ДВИЖЕНИЯ ГРУЗОВ | 2007 |
|
RU2416559C2 |
| МАГАЗИН БЫСТРОГО ОБСЛУЖИВАНИЯ ПОКУПАТЕЛЕЙ НА АВТОМОБИЛЯХ | 2017 |
|
RU2665991C1 |
| ОБЪЕДИНЯЮЩИЙ КОНВЕЙЕР, СОДЕРЖАЩИЙ РОЛИКИ С ВЫСОКИМ КОЭФФИЦИЕНТОМ ТРЕНИЯ | 2010 |
|
RU2518107C2 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР С ЦЕПНЫМ ПРИВОДОМ (ВАРИАНТЫ) | 1996 |
|
RU2160694C2 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ГОРОДСКОЙ КОМПЛЕКС И АВТОМАТИЗИРОВАННАЯ ПОДЗЕМНАЯ СИСТЕМА АДРЕСНОЙ ДОСТАВКИ ГРУЗОВ | 2013 |
|
RU2526202C1 |
| СОРТИРОВОЧНЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2007 |
|
RU2412885C2 |
| ПОДВИЖНАЯ СИСТЕМА ДЛЯ ПРЕДОТВРАЩЕНИЯ ОБРЫВА ЛЕНТЫ И ДЛЯ ЕЕ ЗАХВАТА, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ЛЕНТОЧНОГО КОНВЕЙЕРА | 2018 |
|
RU2729840C1 |
| СОРТИРОВОЧНАЯ СИСТЕМА И СПОСОБ СОРТИРОВКИ ОБЪЕКТОВ | 2020 |
|
RU2743623C1 |
| СШИВНАЯ МАШИНА И СПОСОБ СШИВАНИЯ ЛЕНТ ИЗ РЕЗИНОВОГО МАТЕРИАЛА | 2011 |
|
RU2564342C2 |
| КОНВЕЙЕРНАЯ ЛЕНТОЧНАЯ СИСТЕМА | 1994 |
|
RU2117618C1 |
Сортировочный конвейер содержит ленточный конвейер (402) с роликами (404) конвейерной ленты, выполненными с возможностью отклонения изделий на ленточном конвейере, и приводной механизм, который взаимодействует с роликами ленточного конвейера. Приводной механизм выполнен с возможностью приведения в действие роликов ленточного конвейера и выполнен с возможностью регулировки для выборочного приведения роликов в угловом направлении так, что изделия могут быть выборочно отклонены в обе стороны конвейерной ленты на требуемый угол. Такой сортировочный конвейер с рядом последовательных областей (430) активации роликов приводится в действие отдельными приводными механизмами, расположенными по диагонали к подающему конвейеру (418) и исходящему конвейеру (424) с несколькими дорожками для реализации распределителя. Обеспечивается гибкая настройка распределителя. 2 н. и 9 з. п. ф-лы, 25 ил.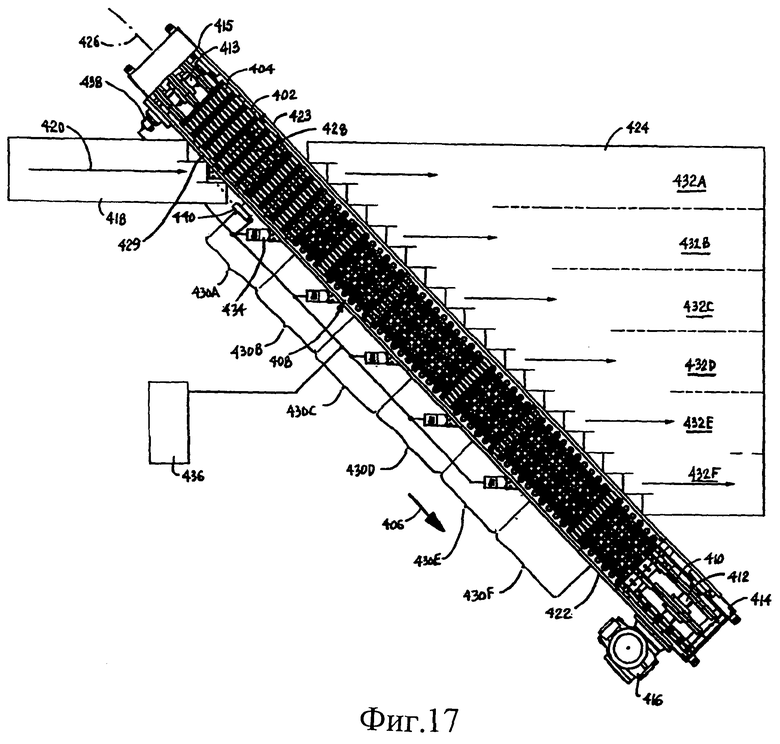
1. Распределитель, содержащий:
подающий конвейер, перемещающий изделия в направлении транспортировки,
исходящий конвейер, содержащий дорожки для получения изделий и их перемещения в направлении транспортировки,
сортировочный конвейер, расположенный по диагонали под углом к направлению транспортировки между подающим конвейером и исходящим конвейером и содержащий ленточный конвейер, перемещающийся по указанной диагонали и имеющий ролики, выполненные с возможностью выборочного вращения поперек диагонали к исходящему конвейеру в областях активации роликов, последовательно расположенных по длине сортировочного конвейера, для проталкивания изделий, полученных от подающего конвейера, на исходящий конвейер в выбранном положении вдоль сортировочного конвейера, причем самая верхняя по потоку область активации роликов расположена вблизи подающего конвейера для вращения роликов ленточного конвейера для перемещения изделия на ленточный конвейер от подающего конвейера.
2. Распределитель по п.1, в котором каждая область активации роликов содержит группу приводных роликов, выполненных с возможностью выборочного перемещения в положение взаимного контакта качения с роликами ленточного конвейера и из этого положения, когда ленточный конвейер проходит через эту область.
3. Распределитель по п.2, в котором каждая область активации роликов содержит привод, соединенный с указанной группой приводных роликов с обеспечением выборочного перемещения указанной группы между первым положением, в котором приводные ролики ориентированы под углом к роликам ленточного конвейера для взаимного контакта качения, и вторым положением, в котором приводные ролики и ролики ленточного конвейера ориентированы перпендикулярно друг другу в скользящем контакте с торможением роликов ленточного конвейера.
4. Распределитель по п.1, дополнительно содержащий датчик для определения присутствия изделия в известном положении на сортировочном конвейере и средство определения того, когда изделие входит в одну из областей активации роликов.
5. Распределитель по п.4, в котором указанное средство определения содержит вал, соединенный с роликовым ленточным конвейером, и датчик положения вала, установленный на валу.
6. Распределитель по п.1, в котором каждая область активации роликов связана с ближайшей дорожкой исходящего конвейера и выборочно активируется для проталкивания изделия на соответствующую дорожку исходящего конвейера.
7. Распределитель, содержащий:
подающий конвейер, имеющий выходной конец и перемещающий изделия в направлении транспортировки в направлении к выходному концу,
дорожки исходящего конвейера, имеющие входные концы и перемещающие изделия в направлении транспортировки от входных концов,
сортировочный конвейер, проходящий в длину по диагонали между выходным концом подающего конвейера и входными концами дорожек исходящего конвейера от расположенного выше по потоку конца к расположенному ниже по потоку концу между параллельными первой и второй сторонами, причем подающий конвейер подает изделия к сортировочному конвейеру через первую сторону в расположенном выше по потоку положении, а дорожки получают изделия из сортировочного конвейера через вторую сторону на входных концах, при этом сортировочный конвейер содержит:
роликовый ленточный конвейер, перемещающийся вдоль длины сортировочного конвейера в направлении перемещения ленты под углом к направлению транспортировки и имеющий поддерживающие изделия ролики, выполненные с возможностью выборочного вращения на осях, параллельных направлению перемещения ленточного конвейера,
ряд областей активации роликов ленточного конвейера, расположенных ниже ленточного конвейера вдоль длины сортировочного конвейера, для выборочного вращения роликов ленточного конвейера в каждой области по направлению ко второй стороне, чтобы проталкивать поддерживаемые изделия к дорожкам исходящего конвейера, причем области активации роликов ленточного конвейера содержат область активации подающего роликового ленточного конвейера в расположенном выше по потоку положении, вращающую ролики ленточного конвейера ко второй стороне для вытягивания изделий на роликовый ленточный конвейер от выходного конца подающего конвейера.
8. Распределитель по п.7, в котором каждая область активации роликового ленточного конвейера содержит привод и группу несущих роликов, выполненных с возможностью выборочного перемещения приводом между положением активации с нахождением в контакте качения с роликами ленточного конвейера, проходящими через указанную зону, и положением деактивации, с отсутствием контакта качения с этими роликами.
9. Распределитель по п.7, дополнительно содержащий датчик для определения присутствия изделия в известном положении на сортировочном конвейере и средство определения того, когда изделие входит в одну из областей активации роликов.
10. Распределитель по п.9, в котором указанное средство определения содержит вал, соединенный с роликовым ленточным конвейером, и датчик положения вала, установленный на валу.
11. Распределитель по п.7, в котором каждая область активации роликов связана с ближайшей дорожкой исходящего конвейера.
| US 20030221935 A1, 04.12.2003 | |||
| US 20080217138 A1, 11.09.2008 | |||
| US 20060249355 A1, 09.11.2006 | |||
| УСТРОЙСТВО ДЛЯ СИНХРОНИЗАЦИИ ДВИЖЕНИЙ | 1994 |
|
RU2125534C1 |

