ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Изобретение в целом относится к механическим конвейерам и, в частности, к роликовым ленточным конвейерам, используемым для объединения нескольких дорожек изделий в один ряд.
Многие применения транспортировки изделий требуют, чтобы изделия, проходящие разными путями, были объединены в один ряд. Один из примеров объединяющего конвейера описан в патенте США №7426992, озаглавленном "Системы и способы обеспечения усовершенствованного распределительного конвейера", выданном 23 сентября 2008 года на имя Мэтью Л.Фурне. На Фиг.15 этого патента показана часть распределительного конвейера, содержащая два расположенных бок о бок распределительных конвейера, которые получают изделия через нерегулярные интервалы времени. Каждый распределительный конвейер ускоряет изделия до назначенных положений, которые расположены в шахматном порядке от конвейера к конвейеру. Расположение в шахматном порядке назначенных положений обеспечивает возможность двум конвейерам поочередно подавать изделия с регулярными интервалами для упорядочивающего конвейера, который объединяет отстоящие друг от друга изделия в один ряд.
Один типичный упорядочивающий конвейер содержит ленту с плоским верхом с плугом, или направляющей, расположенной поперек ленты, чтобы объединять изделия в выходной области ленты. Хотя плуги изготовлены из материалов с низким коэффициентом трения, изделия по-прежнему стремятся провернуться в плугах и переориентироваться или слегка переместиться назад при контакте с плугом. Эти эффекты могут ухудшить согласованность доставки изделий от секции синхронизирующего конвейера и переустановить нижние границы временного промежутка между доставками изделий синхронизирующим конвейером и, следовательно, верхние границы пропускной способности.
Другой типичный упорядочивающий конвейер использует ленту с расположенными под углом роликами, для упорядочивания изделий без плуга, как описано в патенте США №6758323, озаглавленном "Упорядочивающий Конвейер", выданном 6 июля 2004 года на имя Марк В.Костанцо. Упорядочивающая лента описана как имеющая приводные ролики на каждой половине, которые вращаются под углом по отношению к центральной линии ленты по мере ее продвижения. Ролики выполнены из пластмассы с довольно низким коэффициентом трения и направляются приводными роликами или опорными поверхностями в направляющей конструкции. Проскальзывание между роликами и транспортируемыми изделиями может поставить под угрозу согласованность транспортировки изделий, установленную синхронизирующим конвейером. Эти ленточные разделители с расположенными под углом роликами являются более дорогими, чем лента с плоским верхом с плугами, и, как правило, требуют больше расстояния для разделения изделий.
Таким образом, существует потребность в простом объединяющем конвейере, который может обеспечить высокую пропускную способность.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Один из вариантов объединяющего конвейера, отражающий особенности изобретения, содержит многополосный синхронизирующий конвейер, подающий в разное время изделия от его расположенного ниже по потоку конца к конвейерной ленте, имеющей поддерживающие изделия ролики, выполненные с возможностью свободного вращения в направлении, поперечном направлению транспортировки. Синхронизирующий конвейер располагает в шахматном порядке изделия в направлении транспортировки от дорожки к дорожке с обеспечением их единовременной подачи на конвейер по одной дорожке. Вместе с конвейерной лентой расположен плуг для направления изделий через сужающуюся область конвейерной ленты к выходному концу. Ролики на конвейерной ленте имеют периферические поверхности с высоким коэффициентом трения, которые осуществляют контакт с транспортируемыми изделиями, чтобы противостоять перемещению изделий по роликам, параллельным направлению транспортировки. Поддерживающие изделия ролики вращаются для проталкивания взаимодействующего с плугом изделия в поперечном направлении по мере продвижения конвейерной ленты.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти признаки изобретения, а также другие аспекты и преимущества, можно лучше понять, обратившись к следующему описанию, приложенной формуле изобретения, а также сопутствующим чертежам, на которых:
Фиг.1 представляет собой вид в аксонометрии, с частичным вырезом, части одного варианта объединяющего конвейера, воплощающего признаки изобретения, в том числе упорядочивающую ленту с поперечными роликами;
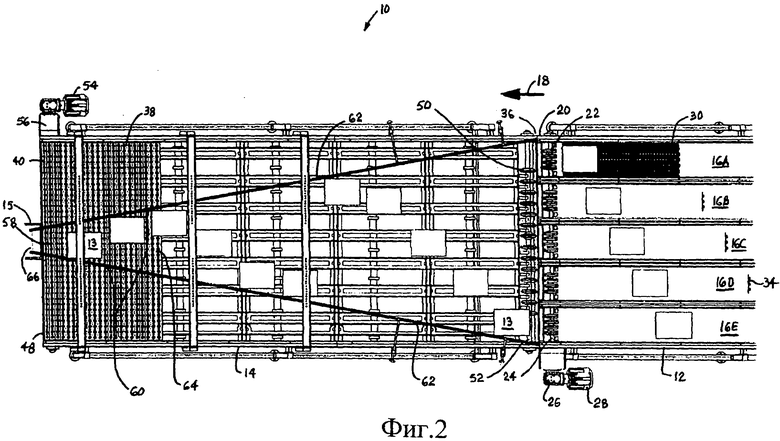
Фиг.2 представляет собой вид сверху объединяющего конвейера, изображенного на Фиг.1;
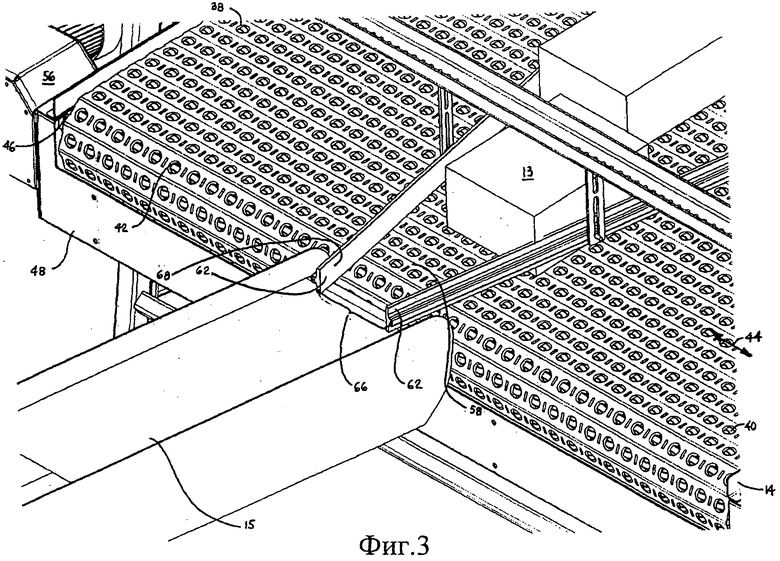
Фиг.3 представляет собой увеличенный вид выходного конца объединяющего конвейера, изображенного на Фиг.1; и
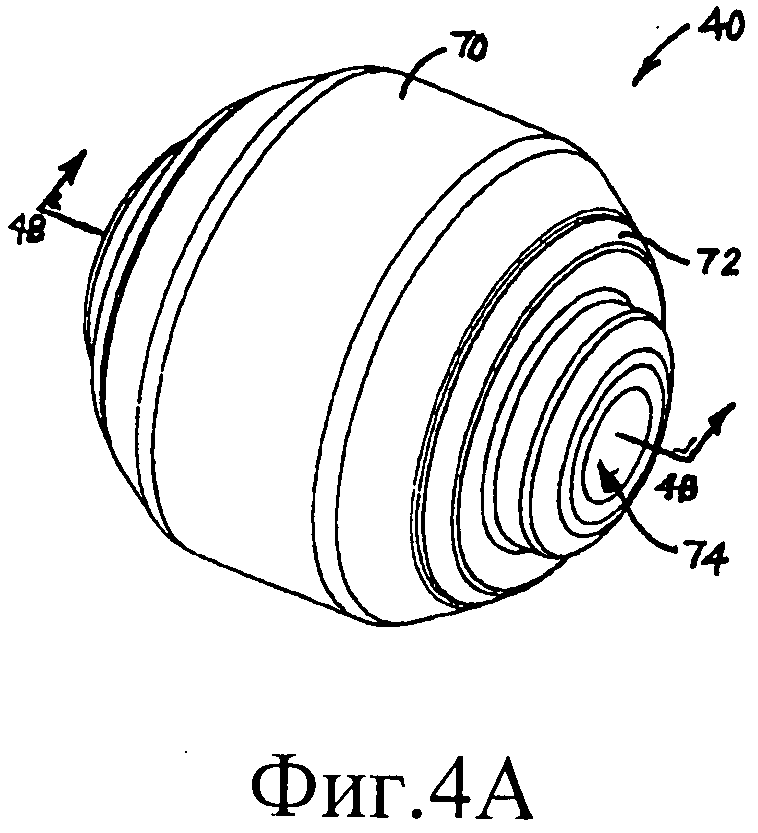
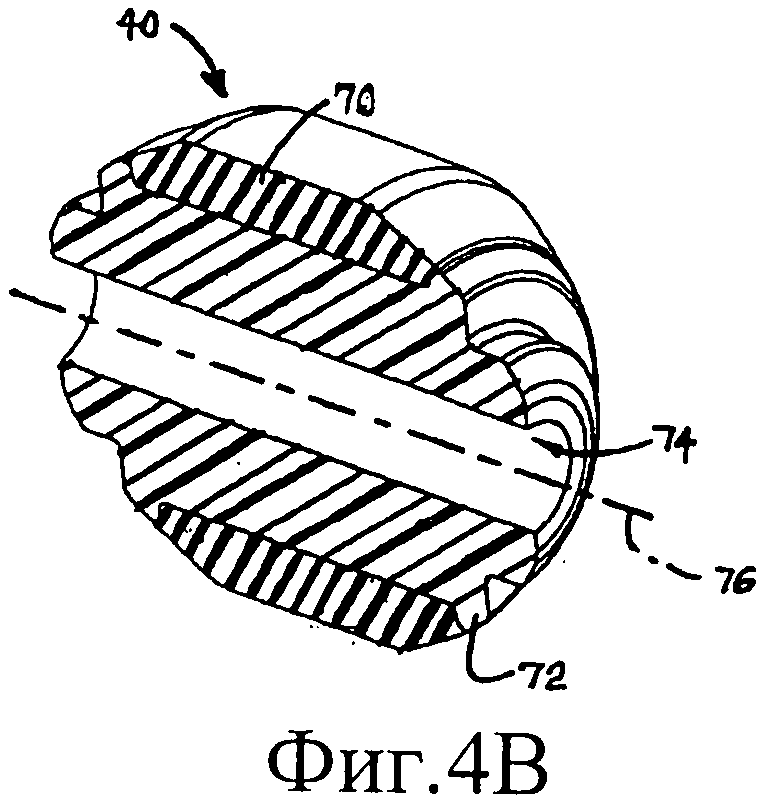
Фиг.4А и 4В представляет собой, соответственно, вид в изометрии и разрез роликов в упорядочивающей ленте с поперечными роликами, изображенной на Фиг.1.
ПОДРОБНОЕ ОПИСАНИЕ
Фиг.1-3 показывают объединяющий конвейер, воплощающий признаки изобретения. (Части конвейерной ленты в каждом конвейере удалены на Фиг.1 и 2, чтобы показать дополнительные детали конвейеров.) Объединяющий конвейер 10 содержит расположенный выше по потоку синхронизирующий конвейер 12, подающий изделия 13 к упорядочивающему конвейеру 14, который организует их в единый ряд для доставки к отводящему 15 конвейеру.
Синхронизирующий конвейер в этом примере представляет собой многополосный конвейер с пятью отдельными лентами 16А-Е синхронизирующего конвейера, расположенными бок о бок для продвижения параллельно друг другу в направлении 18 транспортировки к расположенному ниже по потоку концу 20. Ленты проведены вокруг приводных звездочек 22, установленных на общем приводном валу 24 в расположенном ниже по потоку конце, и аналогичных натяжных звездочек и валов на противоположном конце. Приводной вал соединен через коробку 26 передач с двигателем 28, который приводит в действие ленту синхронизирующего конвейера.
Каждая лента 16 синхронизирующего конвейера имеет большое количество роликов 30, проходящих насквозь через толщину ленты и установленных на оси перпендикулярно направлению транспортировки. Опорная поверхность 32, лежащая ниже каждой ленты синхронизирующего конвейера, поддерживает ленту снизу и обеспечивает поверхность, по которой ролики могут перемещаться с вращением и ускорять расположенные сверху них изделия в направлении транспортировки, по мере того, как лента продвигается вперед. Опорная поверхность может представлять собой поддон, как показано, параллельные износные полосы, или даже плоский ленточный конвейер, который может приводиться в действие в направлении транспортировки или в противоположном направлении, вызывая вращение роликов, соответственно, в направлении транспортировки или в противоположном направлении.
Лента синхронизирующего конвейера также оснащена позиционирующими элементами, такими как всплывающие пролеты 34, которые выскакивают в блокирующее положение при контакте с приводной поверхностью под лентой. Изделие, транспортируемое сверху роликов ленты синхронизирующего конвейера, ускоряется в направлении транспортировки до тех пор, пока оно не будет остановлено поднятым пролетом, который занимает заданное положение на ленте. Пролеты расположены в шахматном порядке с выбранными интервалами в направлении транспортировки от дорожки к дорожке, для обеспечения выхода изделий из синхронизирующего конвейера 12 точно в разное время. В этом предпочтительном варианте выполнения ролики в каждой дорожке, т.е. в каждой ленте 16А-Е синхронизирующего конвейера, ускоряют изделия вперед в контакте с пролетом, так что изделия могут подаваться на упорядочивающий конвейер 12 с известными интервалами. Один из примеров ленты синхронизирующего конвейера, которая может быть использована в изобретении, описан в патенте США №7426992, озаглавленном "Системы и Способы Обеспечения Усовершенствованного Синхронизирующего Конвейера", выданном 23 сентября 2008 года на имя Мэтью Л.Фурнэ. Описание этого патента включено в настоящий документ посредством ссылки.
Расположенный ниже по потоку конец 20 синхронизирующего конвейера 12 примыкает к упорядочивающему конвейеру 14 в расположенном выше по потоку конце 36. Упорядочивающий конвейер содержит конвейерную ленту 38 с поперечными роликами 40, расположенными с возможностью вращения в поперечном направлении 44 относительно направления 18 транспортировки на осях 42, параллельных направлению транспортировки. Лента упорядочивающего конвейера протянута вокруг приводных звездочек (не показаны), установленных на приводном валу 46 на выходном конце 48 упорядочивающего конвейера, и вокруг натяжных звездочек 50 на свободно вращающемся валу 52 на расположенном выше по потоку конце 36. Двигатель 54, соединенный с приводным валом через коробку 56 передач, приводит в движение ленту в направлении 18 транспортировки.
Изделия, полученные упорядочивающим конвейером, направляются в сторону узкой области 48 ленты посредством плуга 60, который содержит пару направляющих 62, проходящих под углом друг к другу через суженную область 64 упорядочивающей ленты 14. Сходящиеся направляющие ограничивают треугольную область, имеющую отверстие 66 на выходе. Расположенные в шахматном порядке изделия, подаваемые синхронизирующим конвейером на упорядочивающую ленту, ограничиваются в движении плугом к треугольной суженной области. Изделия, расположенные на наружных дорожках 16А и 16Е, первыми встречаются с плугом вблизи расположенного выше по потоку конца упорядочивающего конвейера. Изделия из следующих по порядку внутрь дорожек 16В и 16D первыми встречаются с плугом ниже по потоку. А изделия, расположенные на центральной дорожке 16С, совмещенной с отверстием 66 в отводящий 15 конвейер, продолжают движение к отверстию на выходе, даже не вступая в контакт с плугом.
Поперечные ролики 40 в ленте содействуют действию плуга по направлению изделий поперек конвейера. Контактная поверхность 68 плуга предпочтительно выполнена из материала, такого как UHMW, имеющего низкий коэффициент трения.
Для дальнейшего предотвращения перемещения изделий в обратном направлении при легком контакте с плугом, ролики 40 ленты выполняют с периферийной поверхностью 70 из резины, имеющей высокий коэффициент трения, или из эластомерного материала, как показано на Фиг.4А и 4В, отформованной или иным образом прикрепленной вокруг корпуса 72 ролика, который, в свою очередь, может быть отформован из пластмассы с более низким коэффициентом трения. (Термопластичный эластомерный материал с твердостью около 35 по Шору по шкале D представляет собой один из примеров материала с высоким коэффициентом трения.) В отверстие 74 через корпус ролика вставлена ось 42, которая задает ось вращения 76 для ролика параллельно направлению транспортировки. В отличие от расположенных в линию роликов в лентах синхронизирующего конвейера, поперечные ролики в упорядочивающей ленте не движутся по опорным поверхностям. Вместо этого они могут свободно вращаться, как это продиктовано силами, приложенными к изделиям плугом. Низкий коэффициент трения между осью и отверстием позволяет ролику свободно вращаться в поперечном направлении 44, когда поддерживаемое изделие проталкивается плугом. Высокий коэффициент трения периферийной поверхности ролика предотвращает скольжение изделия по ролику в направлении транспортировки и, следовательно, сохраняет временные соотношения, установленные синхронизирующим конвейером. Поддержание временных соотношений предотвращает столкновения между изделиями на упорядочивающем конвейере и обеспечивает возможность эксплуатации ленты на высоких скоростях для обеспечения высокой пропускной способности без помех. Высокий коэффициент трения поверхностей ролика также позволяет избежать тенденции изделий вращаться вокруг вертикальной оси, либо менять ориентацию при контакте с направляющей плуга. Таким образом, синхронизирующий конвейер и лента с поперечными роликами, имеющими высокий коэффициент трения, и с плугом, взаимодействуют, чтобы получить эффективный объединяющий конвейер.
Хотя изобретение подробно описано со ссылкой на предпочтительный вариант выполнения, также возможны и другие варианты выполнения. Например, плуг может состоять из одной направляющей, проходящей поперек секции упорядочивающего конвейера объединяющего конвейера. В качестве другого примера, синхронизирующий конвейер может быть выполнен в виде одной ленты, подразделенной на несколько дорожек, или в виде нескольких лент, которые не обязательно геометрически параллельны. Так что, как эти немногие примеры показывают, объем притязаний в формуле изобретения не предназначен быть ограниченным деталями предпочтительных вариантов выполнения, описанных в этом документе в качестве примера.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИАГОНАЛЬНЫЙ СОРТИРОВЩИК | 2010 |
|
RU2526115C2 |
| УСТРОЙСТВО ДЛЯ ПОВОРОТА ЯЩИКОВ, СОДЕРЖАЩЕЕ ДВЕ ЛЕНТЫ И НЕПРИВОДНЫЕ РОЛИКИ | 2012 |
|
RU2592760C2 |
| ТРАНСПОРТЕР, ИМЕЮЩИЙ ПАРАЛЛЕЛЬНЫЕ И ПЕРЕСТАВЛЯЕМЫЕ ПО ВЫСОТЕ ТРАНСПОРТИРОВОЧНЫЕ УСТРОЙСТВА | 2016 |
|
RU2714699C2 |
| УСТАНОВКА ДЛЯ ТРАНСПОРТИРОВКИ И СОРТИРОВКИ | 2019 |
|
RU2768099C1 |
| ТРАНСПОРТЕР, ИМЕЮЩИЙ НАКЛОНЯЕМОЕ РЕБРО | 2016 |
|
RU2714700C2 |
| ТРАНСПОРТИРУЮЩАЯ УСТАНОВКА И СПОСОБ ТРАНСПОРТИРОВКИ АППЛИКАТОРОВ ДЛЯ ТАМПОНОВ | 2019 |
|
RU2805101C2 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2009 |
|
RU2533776C2 |
| КОНВЕЙЕР ДЛЯ ПЕРЕМЕЩЕНИЯ ГРУЗОВ | 1996 |
|
RU2172713C2 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ И СГИБАНИЯ ГИБКОГО УПАКОВОЧНОГО МАТЕРИАЛА | 2000 |
|
RU2214958C2 |
| КОНВЕЙЕР С РЕГУЛИРУЕМЫМИ БОКОВЫМИ НАПРАВЛЯЮЩИМИ | 2011 |
|
RU2596280C2 |
Объединяющий конвейер (10) содержит синхронизирующий конвейер (12), подающий изделия на упорядочивающий конвейер (14) и конвейерную ленту (38) с поперечными роликами (40), имеющими периферийную поверхность (70) с высоким коэффициентом трения. Синхронизирующий конвейер доставляет изделия (13) к упорядочивающему конвейеру по одному изделию за раз через точные интервалы времени. Ролики в ленте с поперечными роликами свободно вращаются поперек направления транспортировки (18). Плуг (60) направляет синхронизированные изделия, полученные на упорядочивающей ленте, в один ряд. Ролики с высоким коэффициентом трения предотвращают скольжение изделий по роликам в направлении транспортировки для поддержания точной синхронизации, установленной синхронизирующим конвейером. Увеличивается пропускная способность объединяющего конвейера. 5 з.п. ф-лы, 5 ил.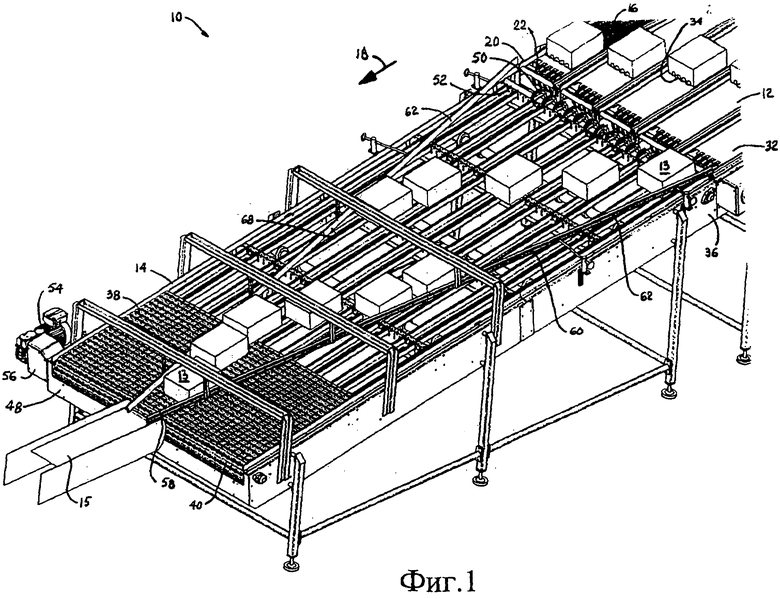
1. Объединяющий конвейер, содержащий:
многополосный синхронизирующий конвейер, имеющий несколько дорожек, транспортирующих изделия к расположенному ниже по потоку концу в направлении транспортировки, и располагающий изделия в шахматном порядке в направлении транспортировки от дорожки к дорожке с обеспечением подачи изделий из указанного расположенного ниже по потоку конца в разное время,
конвейерную ленту, продвигающуюся вперед в направлении транспортировки к выходному концу из противоположного расположенного выше по потоку конца, вблизи расположенного ниже по потоку конца синхронизирующего конвейера для получения изделий из синхронизирующего конвейера, причем конвейерная лента содержит большое количество поддерживающих изделия роликов, выполненных с возможностью свободного вращения в направлении, поперечном направлению транспортировки,
плуг, расположенный на конвейерной ленте и предназначенный для направления изделий, полученных из синхронизирующего конвейера, через сужающуюся область конвейерной ленты к выходному концу,
причем ролики на конвейерной ленте имеют периферическую поверхность с высоким коэффициентом трения, которая осуществляют контакт с транспортируемыми изделиями, с обеспечением противостояния перемещению изделий по роликам, параллельным направлению транспортировки, тогда как ролики, поддерживающие изделия, взаимодействующие с плугом, вращаются для проталкивания изделия в поперечном направлении по мере продвижения конвейерной ленты.
2. Объединяющий конвейер по п.1, в котором указанная периферическая поверхность с высоким коэффициентом трения выполнена из резины или эластомерного материала.
3. Объединяющий конвейер по п.1, в котором многополосный синхронизирующий конвейер содержит несколько опорных поверхностей, а дорожки образованы одной или несколькими лентами с роликами, расположенными параллельно с периодически расположенными позиционирующими элементами в каждой дорожке, смещенными в направлении транспортировки от позиционирующих элементов в других дорожках и имеющими ролики, которые проходят насквозь толщины ленты с роликами, чтобы прокатываться по опорным поверхностям, лежащим под лентами с роликами, когда ленты с роликами продвигаются в направлении транспортировки для ускорения изделий, расположенных сверху роликов, в позиционирующие элементы.
4. Объединяющий конвейер по п.1, в котором плуг выполнен с возможностью ограничения транспортируемых изделий в целом треугольной областью конвейерной ленты.
5. Объединяющий конвейер по п.1, в котором плуг выполнен с возможностью ограничения транспортируемых изделий шириной конвейерной ленты на выходном конце, достаточно узкой, чтобы принимать только одно изделие за раз.
6. Объединяющий конвейер по п.1, в котором плуг содержит пару направляющих, разделенных по всей ширине конвейерной ленты расстоянием, которое уменьшается по направлению к выходному концу.
| EP 1500616 A1, 26.01.2005 | |||
| СРЕДСТВО, ОБЛАДАЮЩЕЕ ИММУНОМОДУЛИРУЮЩИМ, ПРОТИВОМИКРОБНЫМ, АНТИОКСИДАНТНЫМ И РЕГЕНЕРИРУЮЩИМ ДЕЙСТВИЕМ (ВАРИАНТЫ) | 2003 |
|
RU2255760C2 |
| US 1075891 A, 14.10.1913 | |||
| Устройство для объединения нескольких потоков предметов в один | 1988 |
|
SU1567472A1 |

