Изобретение относится к оптическому приборостроению, в частности к технологии изготовления оптических и оптико-электронных модулей с панкратическими оптическими системами.
В последние годы все большее применение находят оптические и оптико-электронные комплексы, в которых оптические системы входящих в комплексы оптических и оптико-электронных модулей выполнены с переменным фокусным расстоянием, - панкратические оптические системы (ПОС). Это вызвано тем, что ПОС обладают рядом значительных преимуществ по сравнению с оптическими системами постоянного фокусного расстояния, к которым следует отнести:
- возможность выбора оптимального увеличения и поля зрения;
- повышение оперативности и удобства работы при эксплуатации;
- уменьшение числа требуемых модулей, необходимых для решения поставленных задач.
В то же время ПОС в конструкторском и производственном плане представляют собой сложные оптико-механические системы, в которых с высокой точностью необходимо центрировать оптические компоненты - линзы в оправе.
В большинстве модулей перемещение оптических компонентов осуществляют с применением подшипников скольжения, в качестве которых используют прецизионно обработанные цилиндрические поверхности корпусов неподвижных и оправы подвижных оптических компонентов, либо направляющие пиноли [Л.И. Крынин «Основы проектирования и центрировки объективов переменного фокусного расстояния», учебное пособие, ИТМО (государственный университет), Санкт-Петербург, 2008, раздел 1; патент США US 8634138, G02B 27/646 от 21.01.2014 (дата публикации 10.02.2012)].
Для таких конструкций разработаны способы поузловой центрировки оптических систем с использованием специального технологического оборудования таких как: трубка Забелина для определения погрешностей выставки оптических компонентов, центрировочный патрон для их высокоточной установки, прецизионный станок для подрезки посадочных мест узлов с оптическими компонентами [Сайт www.555nm.ru, раздел «Статьи», файл «Анализ способов центрирования линз», подраздел 4.5].
Известный способ центрирования линзы при помощи центрировочного патрона со сдвиговой и поворотной частями, закрепленного в шпинделе токарного станка, и трубки Забелина, установленной в задней бабке станка, включает последовательное центрирование каждой из поверхностей линзы относительно оси вращения шпинделя [Патент РФ 2442124, G01M 11/00, G01B 11/27].
По указанному выше способу при центрировке многокомпонентной линзы, исходя из конструктивных или технологических соображений, выбирают одну из поверхностей линзы, устанавливают линзу так, чтобы за счет выбора длины технологической части оправы или с использованием дистанционных втулок автоколлимационная точка выбранной поверхности лежала в одной плоскости с центром кривизны поворотной части центрировочного патрона, лежащим на оси вращения шпинделя. Совмещают автоколлимационную точку выбранной поверхности с центром кривизны поворотной части центрировочного патрона перемещением сдвиговой части патрона. Совмещают с осью вращения шпинделя автоколлимационную точку другой поверхности линзы перемещением поворотной части патрона при сохранении неизменного положения автоколлимационной точки выбранной поверхности линзы, ранее совмещенной с центром кривизны поворотной части патрона.
Этот способ не применим в ПОС, в которых оптические компоненты устанавливают на каретки с подшипниками качения. Применение подшипников качения вызвано тем, что при эксплуатации оптических модулей в условиях жестких внешних воздействий: температурных градиентов, механических ударов и вибраций подшипники скольжения быстро изнашиваются, что приводит к снижению качества оптического изображения и/или поломке всего модуля.
В таких конструкциях каретки перемещают внутри точно выполненной цилиндрической полости корпуса ПОС вдоль ее оси. Для исключения люфта в процессе движении каретки один из ее подшипниковых узлов поджимают пружиной к поверхности цилиндрической полости. Это приводит к появлению дополнительной степени свободы каретки в радиальном направлении. Люфты в подшипниках качения и наличие степени свободы каретки в радиальном направлении делают невозможным точную (в несколько микрон) подрезку на станке посадочных поверхностей каретки, установленной в цилиндрическую полость корпуса ПОС.
Цель настоящего изобретения состоит в создании способа центрировки панкратической системы, оптические компоненты которой перемещаются внутри цилиндрической направляющей поверхности на подшипниках качения, с использованием при этом традиционного высокоточного технологического оборудования.
Сущность предлагаемого способа заключается в том, что с помощью прецизионного станка, трубки Забелина и технологической сетки, закрепленной на каретке, определяют положение каретки, установленной в направляющий цилиндр корпуса ПОС. Затем извлекают каретку из корпуса ПОС, закрепляют ее в центрировочном патроне, который устанавливают в шпиндель прецизионного станка. Далее с помощью трубки Забелина, технологической сетки, закрепленной на каретке, и центрировочного патрона выставляют каретку в положение, точно соответствующее ее положению, которое занимала каретка внутри корпуса ПОС. Положение каретки контролируют по изображению технологической сетки и автоколлимационному изображению от ее поверхности перекрестия трубки Забелина. Затем включают станок и проводят подрезку посадочных поверхностей каретки.
Способ характеризуется следующими операциями:
- закрепляют в шпиндель станка корпус ПОС соосно с осью шпинделя;
- закрепляют на каретке оправу с технологической сеткой;
- вставляют каретку с технологической сеткой в закрепленный в шпинделе станка корпус ПОС;
- закрепляют трубку Забелина в задней бабке станка;
- находят автоколлимационное изображение перекрестия трубки Забелина от поверхности технологической сетки и вращением шпинделя станка по измерительной сетке трубки Забелина определяют диаметр биения этого изображения;
- находят изображение технологической сетки и вращением шпинделя станка с помощью измерительной сетки трубки Забелина измеряют диаметр биения изображения технологической сетки;
- извлекают каретку из корпуса ПОС и закрепляют ее в центрировочном патроне, который устанавливают в шпиндель станка;
- вращением шпинделя станка выставляют с помощью центрировочного патрона диаметр биения автоколлимационного изображения перекрестия трубки Забелина от поверхности технологической сетки, а также диаметр биения изображения технологической сетки, равные ранее измеренным диаметрам и центру биений этих изображений. Диаметры биений контролируют по измерительной сетке трубки Забелина;
- запускают станок и проводят подрезку посадочных поверхностей каретки.
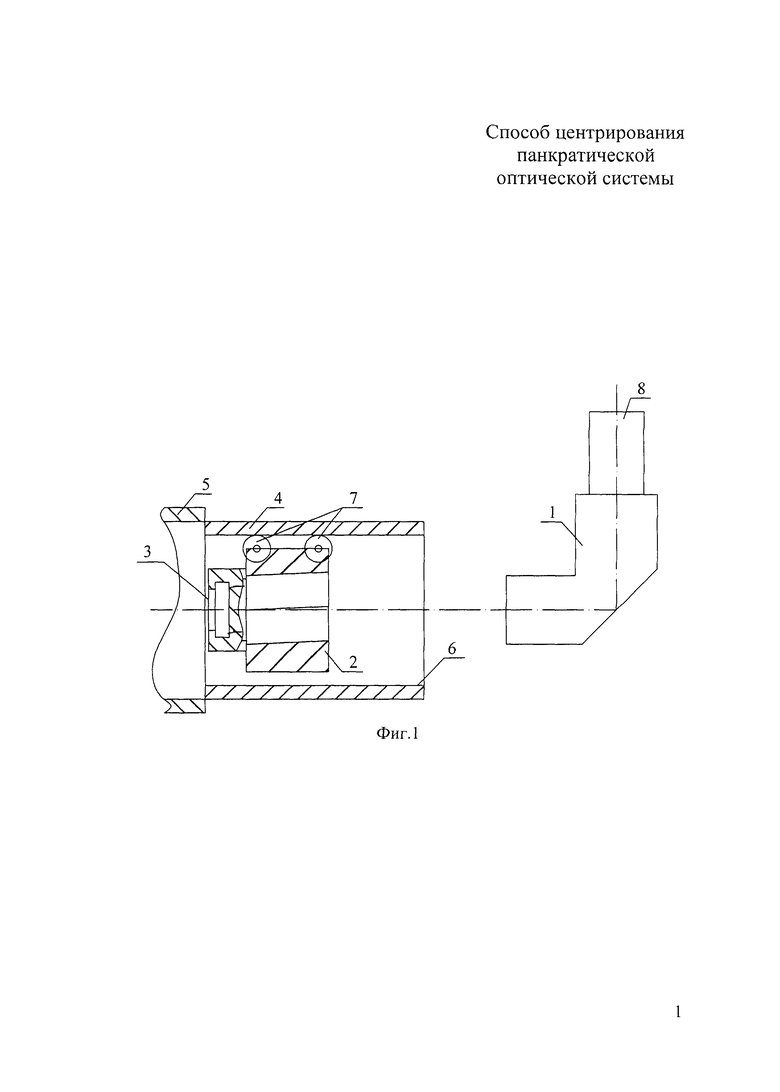
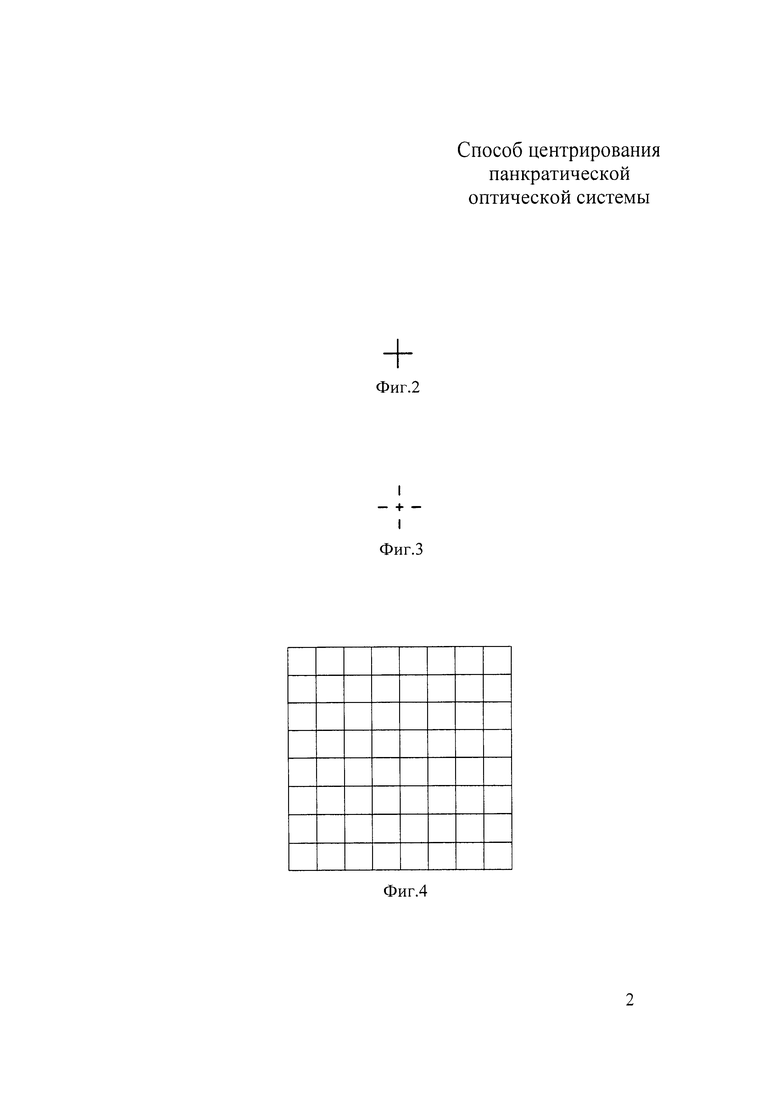
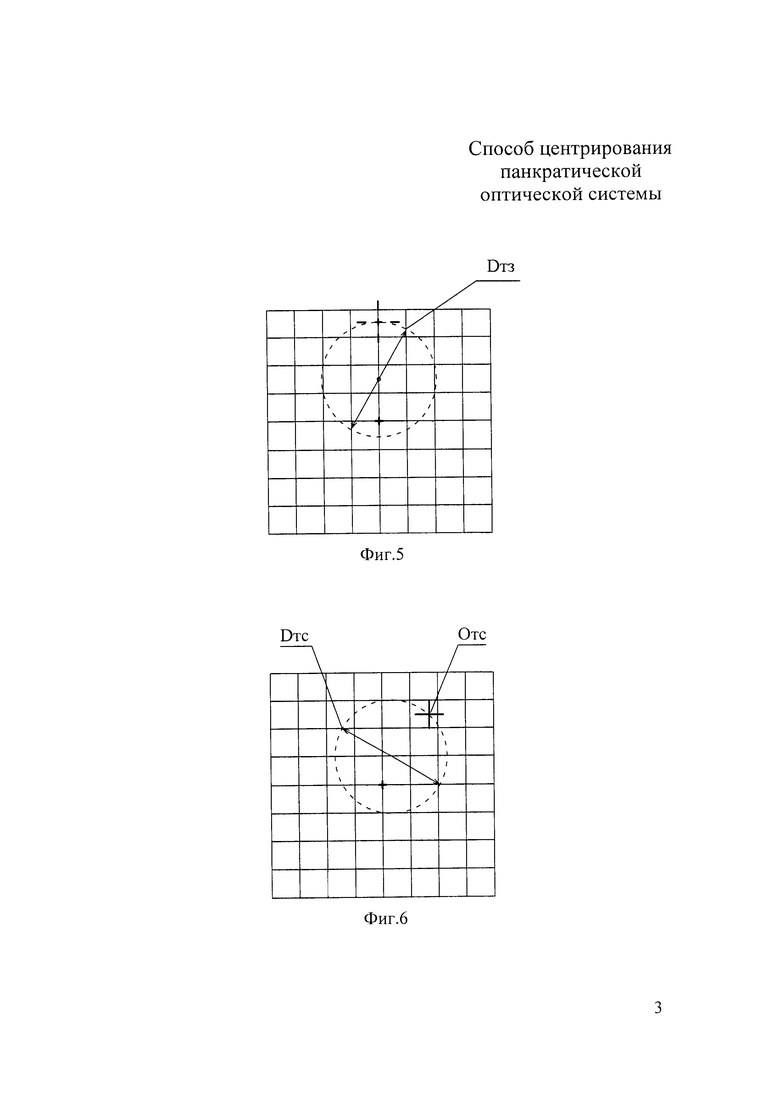
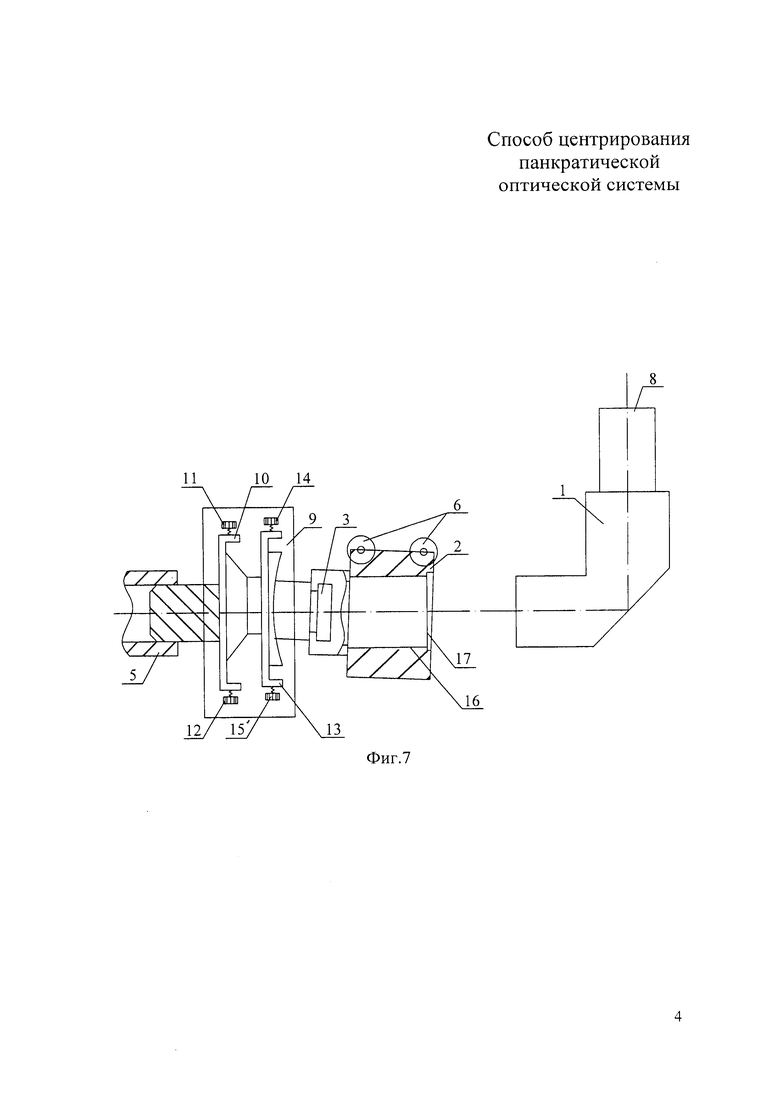
Пример реализации способа центрировки панкратической оптической системы представлен на чертежах. На фиг. 1 схематично изображен комплект технологического оборудования и его состояние, необходимое для определения диаметров биения изображения технологической сетки и автоколлимационного изображения перекрестия трубки Забелина от ее поверхности. На фиг. 2-4 представлены возможные виды сеток: технологической (фиг. 2), перекрестия трубки Забелина (фиг. 3) и измерительной сетки трубки Забелина (фиг. 4). На фиг. 5 показаны положения отраженного от поверхности технологической сетки 3 автоколлимационного изображения перекрестия трубки Забелина, а на фиг. 6 - положения изображения технологической сетки на измерительной сетке трубки Забелина при различных углах поворота шпинделя станка. На фиг. 7 схематично изображено состояние технологического оборудования, необходимое для установки диаметра биения и положения отраженного от поверхности технологической сетки автоколлимационного изображения перекрестия трубки Забелина и изображения технологической сетки для окончательной обработки посадочных поверхностей каретки.
В качестве технологического оборудования используют высокоточный токарный станок, центрировочный патрон, трубку Забелина, технологическую сетку.
Реализацию способа центрирования ПОС проводят в два этапа. Первый этап начинают с установки технологического оборудования (фиг. 1). Закрепляют в задней бабке станка трубку Забелина 1, на каретку 2 устанавливают технологическую сетку 3 (пример выполнения технологической сетки 3 представлен на фиг. 2). Каретку 2 вставляют в корпус 4 ПОС, который закрепляют в шпинделе 5 станка. Каретка 2 имеет возможность перемещаться вдоль прецизионно выполненной цилиндрической поверхности 6 корпуса 4 на подшипниках качения 7. Затем через окуляр 8 трубки Забелина 1 находят отраженное от поверхности технологической сетки 3 автоколлимационное изображение перекрестия трубки Забелина (пример выполнения перекрестия трубки Забелина представлен на фиг. 3, а измерительной сетки этой трубки - на фиг. 4).
Далее, вращая вручную шпиндель 5 станка, наблюдают в окуляр 8 круговые перемещения отраженного от поверхности технологической сетки автоколлимационного изображения перекрестия трубки Забелина (фиг. 5). По измерительной сетке трубки Забелина определяют и запоминают диаметр Dтз кругового перемещения автоколлимационного изображения перекрестия трубки Забелина, выбирают и запоминают опорное положение автоколлимационного изображения, например самое верхнее положение автоколлимационного изображения. Затем, наблюдая в окуляр 8, находят изображение технологической сетки 3 и запоминают опорное положение его центра Отс, измеряют диаметр кругового перемещения изображения технологической сетки по измерительной сетке трубки Забелина (фиг. 6). После завершения этих операций каретку 2 извлекают из корпуса 4 ПОС. На этом первый этап реализации способа заканчивается.
Второй этап реализации способа начинают с установки каретки 2 в центрировочный патрон 9 (фиг. 7), который закрепляют в шпинделе 5 прецизионного станка. Центрировочный патрон 9 имеет узел двухкоординатного линейного перемещения 10 с винтами перемещения 11, 12 и узел двухкоординатного наклона 13 с винтами наклона 14, 15.
Вращая вручную шпиндель 5 станка, винтами 14 и 15 узла наклона 11 центрировочного патрона 9 по измерительной сетке трубки Забелина устанавливают при опорном положении автоколлимационного изображения от поверхности технологической сетки 3 диаметр кругового перемещения автоколлимационного изображения сетки трубки Забелина, равный ранее измеренному значению Dтз (фиг. 5).
Вращая вручную шпиндель 5 станка, винтами 11 и 12 (фиг. 7) узла линейного перемещения 10 центрировочного патрона 9 по измерительной сетке трубки Забелина устанавливают при опорном положении его центра Отс диаметр вращения изображения технологической сетки, равный ранее измеренному значению Dтс (фиг. 6).
Далее включают станок и обрабатывают цилиндрическую посадочную поверхность 16 и торцевую посадочную поверхность 17 каретки 2 (фиг. 7) под оптические элементы ПОС.
Аналогичным способом центрируются остальные подвижные оптические компоненты, входящие в ПОС.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗЫ | 2010 |
|
RU2442124C1 |
| Способ центрировки цилиндрических линз в оправах | 1979 |
|
SU775705A1 |
| Способ центрирования непрозрачной линзы в оправе | 1984 |
|
SU1180688A1 |
| Центрировочный патрон | 1983 |
|
SU1194591A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВКИ ЛИНЗ | 1988 |
|
SU1841111A1 |
| СПОСОБ ЮСТИРОВКИ МАТРИЧНОГО ФОТОПРИЕМНОГО УСТРОЙСТВА | 2011 |
|
RU2478999C1 |
| АВТОКОЛЛИМАЦИОННОЕ УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2019 |
|
RU2705177C1 |
| Способ сборки объектива | 1989 |
|
SU1721576A1 |
| Оптико-электронное устройство для автоматического центрирования линз | 1980 |
|
SU972293A1 |
| Способ сборки оправы с линзой | 1976 |
|
SU705404A1 |
Способ центрирования подвижных оптических элементов панкратической оптической системы методом проточки диаметра и подрезки посадочной плоскости каретки для оптических элементов проводят в два этапа. Вначале с помощью технологической сетки, закрепленной на каретке, трубки Забелина определяют точное положение каретки относительно оси вращения шпинделя станка, а затем каретку устанавливают в центрировочный патрон, который закрепляют в шпинделе станка, и с помощью центрировочного патрона устанавливают каретку точно в такое положение, которое она занимала, находясь внутри корпуса ПОС. Контроль точности установки каретки осуществляют с помощью технологической сетки и трубки Забелина. Технический результат заключается в повышении точности центрировки элементов панкратической системы. 7 ил.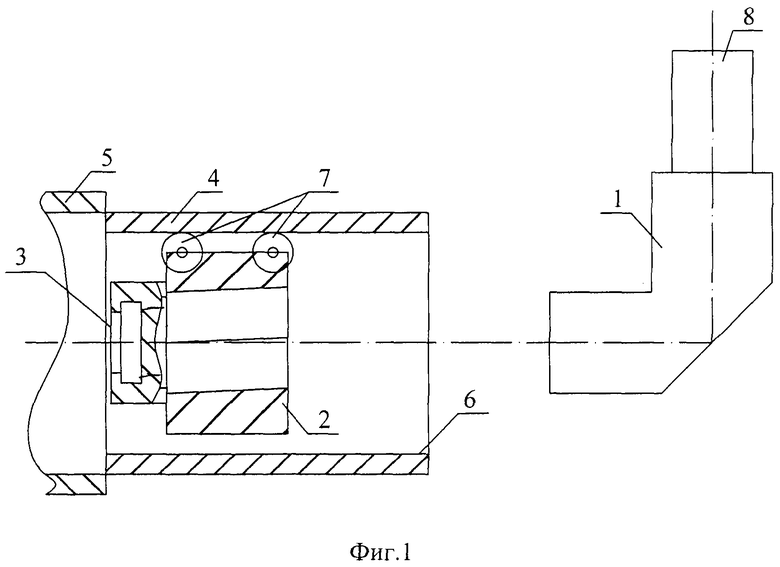
Способ центрирования панкратической оптической системы (ПОС) методом проточки посадочного диаметра и подрезки посадочной плоскости перемещаемой на подшипниках качения каретки для оптических элементов, отличающийся тем, что с помощью технологической сетки, закрепленной на каретке, и трубки Забелина точно определяют положение каретки внутри направляющей поверхности корпуса ПОС относительно оси вращения шпинделя станка, а затем извлекают каретку из корпуса ПОС, устанавливают ее в центрировочный патрон, который закрепляют в шпинделе станка, и с помощью центрировочного патрона, технологической сетки и трубки Забелина выставляют каретку точно в такое положение, которое она занимала, находясь внутри корпуса ПОС.
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗЫ | 2010 |
|
RU2442124C1 |
| Способ центрирования непрозрачной линзы в оправе | 1984 |
|
SU1180688A1 |
| Способ контроля центрировки поверхностей оптической системы | 1975 |
|
SU538221A1 |
| US 20140063627 A1 06.03.2014. | |||

