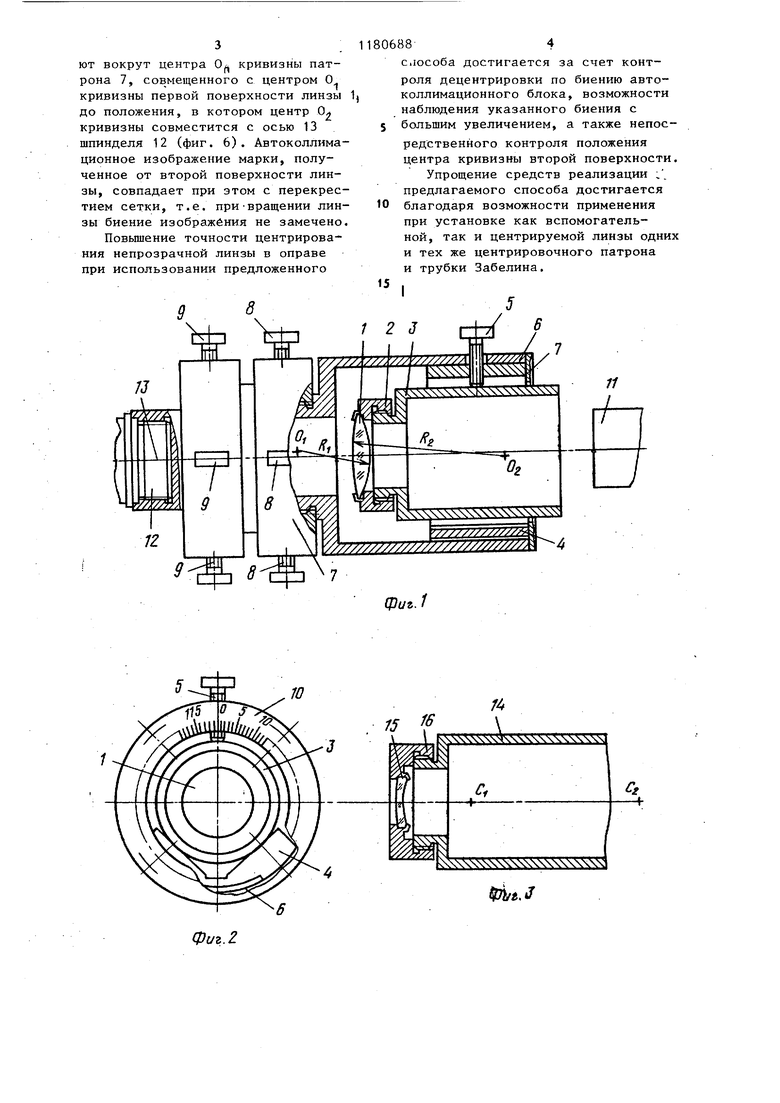
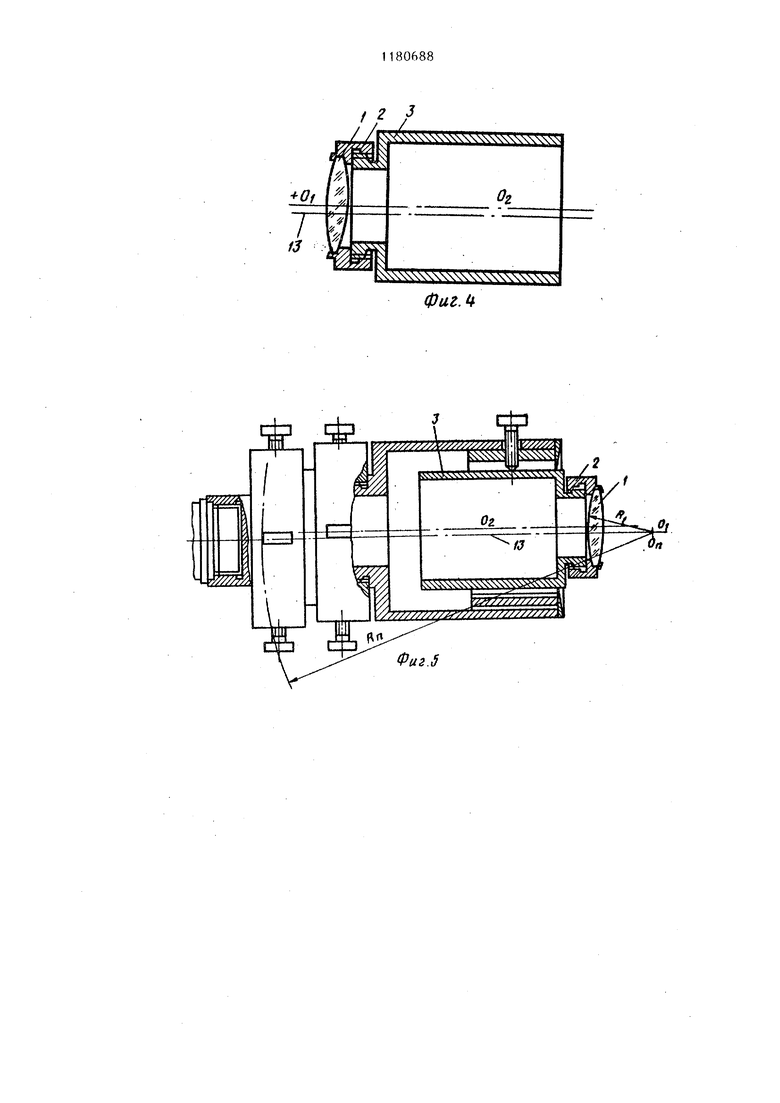
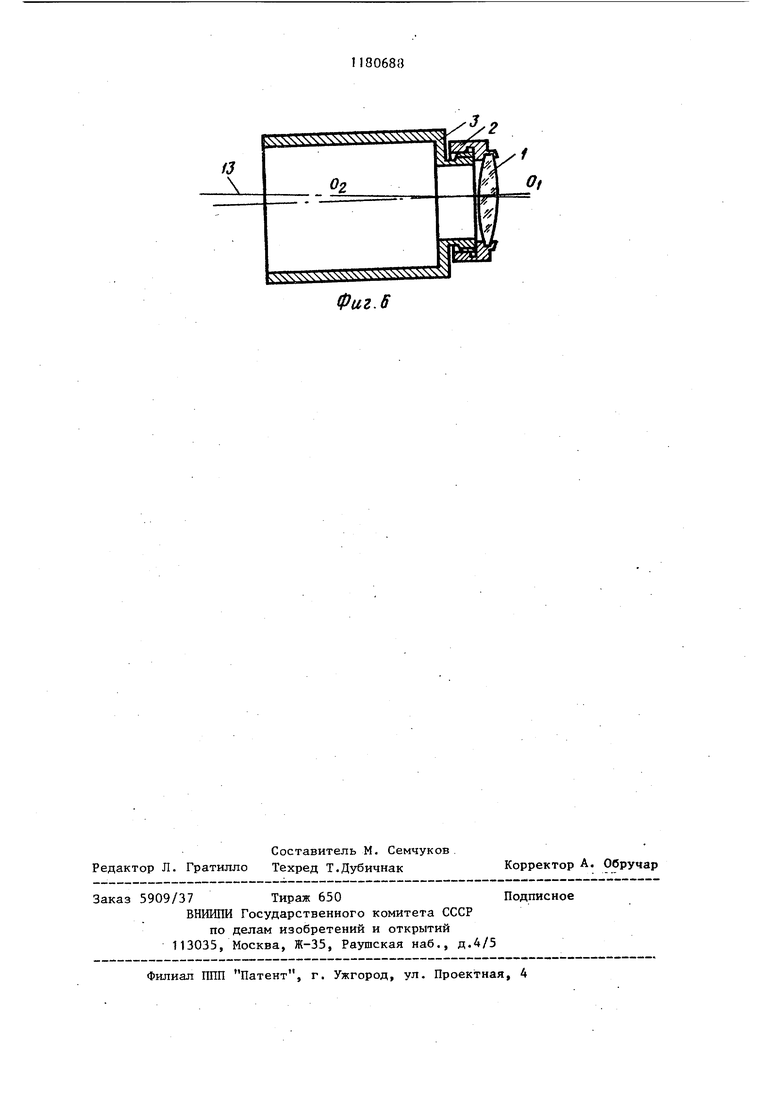
Изобретение относится к технологии производства оптических деталей и может быть использовано, в частности, для центрирования линз. Целью изобретения является повышение точности центрирования и уп рощение средств реализации способа На фиг. 1 показаны схема установ ки для реализации способа и исходное положение центрируемой линзы в оправе; на фиг. 2 - установка, вид справа; на фиг. 3 -.эталонная втулка, наружная поверхность которой отцентрирована относительно оптической оси вспомогательной линзы; на фиг. 4 - 6 - процесс центрирования непрозрачной линзы в оправе. Схема установки (фиг. 1 и 2) содержит центрируемую непрозрачную ; линзу 1 в оправе 2, закрепленную с помощью резьбы на рабочей втулке 3. Последняя с помощью опорной приз мы 4, зажимного винта 5 и втулки 6 крепится в центрировочном патроне 7 с винтами 8 и 9 соответственно для линейных и угловых перемещений центрируемой линзы 1. Для фиксирования направления Децентрировки линзы . 1, т.е. ее углового положения на патроне 7, служат кольцевая шкала 10 и индекс на втулке 3, наносимые у ее торцов вдоль образую щей. С помощью трубки 11 Забелина ведут контроль за центрированием. Центрировочный патрон 7 с помощью шпинделя 12 может вращаться вокруг его оси 13. Наружная поверхность эт лонной втулки 14 (фиг. 3) предварительно отцентрирована относительно оптической оси вспомогательной прозрачной линзы 15 в оправе 16, закрепляемой на втулке 14. С помощь Центровкривизны С и С. линзы 15 геометрическая ось наружной поверхности втулки 14 перед центрированием непрозрачной линзы 1 совмещается с осью 13 вращения шпинделя 12 Центрирование непрозрачной линзы 1 в оправе 2 проводят следующим образом. Непрозрачную линзу 1 в оправе 2 закрепляют на рабочей втулке 3, изготовленной и отцентрированной совместно с втулкой 14. При установке втулки 3 с непрозрачной линзой в патрон 7 с помощью призмы 4, винта 5 и втулки 6 геометрическая ось ее наружной поверхности занимает положение соосно с осью 13 вращения шпинделя 12. При этом втулка 3 устанавливается линзой 1 к патрону 7 (фиг. 1). Наблюдая в трубку 11 за положением.центра О кривизны поверхности, обращенной к нему, определяют величину и направление децентрировки поверхности линзы. Определение величины децентрировки ведут по -измерению величины биения автоколлимационного изображения маркИ| которая в че.тыре раза превышает величину децентрировки. После определения величины и направления децентрировки ее удваивают с помощью винтов 8 патрона 7 для линейного смещения линзы 1. Контроль ведут по величине биения автоколлимационного изображения марки при вращении патрона 7 с линзой 1. Взаимное положение оси 13 вращения шпинделя 12 и геометрической оси втулки 3 после удвоения децентрировки показано на фиг. 4 (для наглядности направление децентриров- ки обеих поверхностей линзы совмещено с плоскостью чертежа). Затем втулку 3 с линзой .1, предварительно заметив положение индекса относительно шкалы 7 и освободив винт 5, переворачивают на 180 так, чтобы диаметрально противоположный индекс у другого торца втулки 3 бьш выставлен против деления шкалы, растюложенного симметрично замеченному ранее делению шкалы относительно направления децентровки. Таким образом, втулка 3 развернута вокруг оси, перпендикулярной плоскости, проходящей через направление децентрировки и оси втулки 3. При закреплении втулки 3 с линзой 1 в этом положении следят, чтобы центр 0 кривизны совпал с центром Ор кривизны патрона, для этого измеряют расчетное расстояние вдоль оси.13 шпинделя 12 между опорными .поверхностями, например, втул ки 3 и призмы 4. Положение оси 13 вращения шпинделя и геометрической оси втулки 3, а также центров 0, О, и О кривизны линзы и патрона после выполнения описанной опе.рации показано на фиг. 5. Наблюдая за положением центра 02 кривизны второй поверхности линзы 1 с помощью трубки 11 Забелина,, винтами 9 патрона 7 для угловых перемещений линзы 1 ее поворачивают вокруг центра кривизны патрона 7, совмещенного с центром О кривизны первой поверхности линзы до положения, в котором центр 0 кривизны совместится с осью 13 шпинделя 12 (фиг. 6). Автоколлимационное изображение марки, полученное от второй поверхности линзы, совпадает при этом с перекрестием сетки, т.е. привращении линзы биение изображения не замечено Повьшение точности центрирования непрозрачной линзы в оправе при использовании предложенного
Фиг.1 84 Ciioco6a достигается за счет контроля децентрировки по биению автоколлимационного блока, возможности наблюдения указанного биения с большим увеличением, а также непосредственного контроля положения центра кривизны второй поверхности. Упрощение средств реализации ; предлагаемого способа достигается благодаря возможности применения при установке как вспомогательной, так и центрируемой линзы одних и тех же центрировочного патрона и трубки Забелина,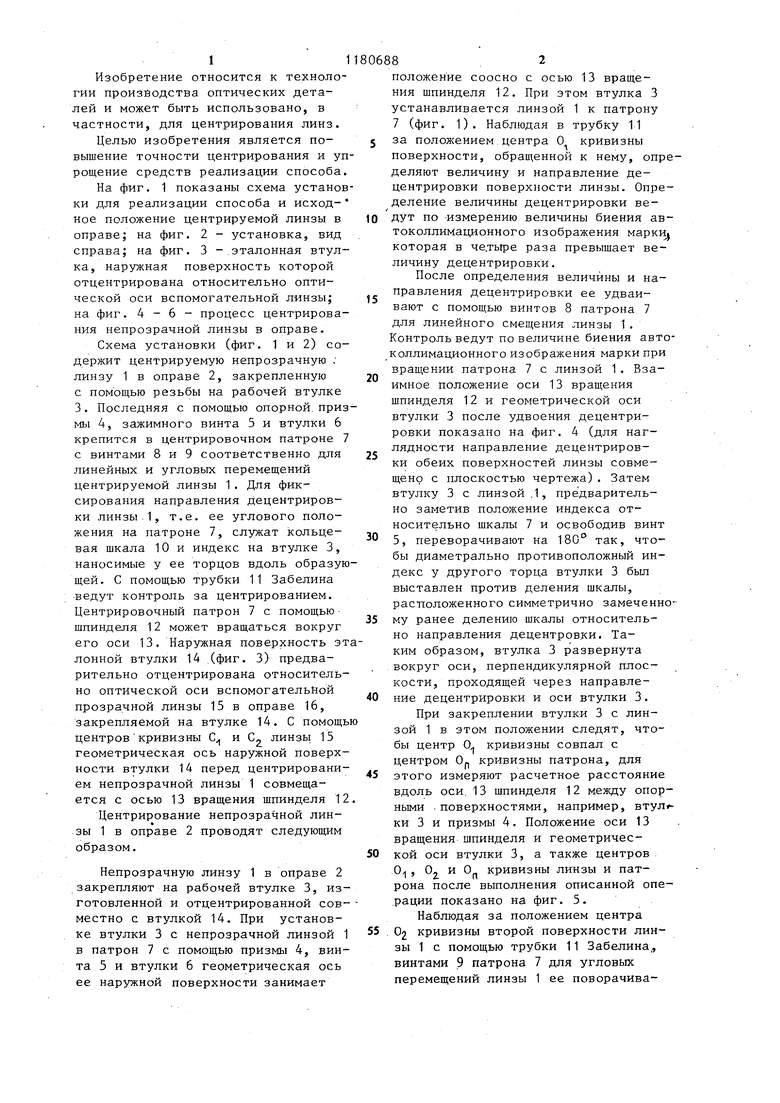
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗЫ | 2010 |
|
RU2442124C1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ПАНКРАТИЧЕСКОЙ ОПТИЧЕСКОЙ СИСТЕМЫ | 2015 |
|
RU2593639C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВКИ ЛИНЗ | 1988 |
|
SU1841111A1 |
| Оптико-электронное устройство для автоматического центрирования линз | 1980 |
|
SU972293A1 |
| АВТОКОЛЛИМАЦИОННОЕ УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2019 |
|
RU2705177C1 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ЛИНЗ | 1992 |
|
RU2082138C1 |
| Способ центрировки цилиндрических линз в оправах | 1979 |
|
SU775705A1 |
| Способ центрирования в оправе линз, работающих в инфракрасной области спектра | 2016 |
|
RU2634078C1 |
| Способ центрирования линз в оправах | 1987 |
|
SU1582167A1 |
| Способ центрирования линз | 1990 |
|
SU1755086A1 |
СПОСОБ ЦЕНТРИРОВАНИЯ НЕПРОЗРАЧНОЙ ЛИНЗЬГВ ОПРАВЕ с помощью центрировочного патрона, закреплённого в шпинделе токарного станка, трубки Забелина и вспомогательной линзы, прозрачной в видимой области спектра, заключающийся в том, что центрируемую линзу в оправе устанавливают в центрировочный патрон, последовательно совмещают центры кривизны центрируемой линзы с осью вращения шпинделя токарного станка и обтачивают посадочные поверхности оправы линзы, отличающийся тем, что, с целью повышения точности центрирования и упрощения средств реализации способа, в центрировочный патрон устанавливают эталонную втулку с закрепленной в ней вспомогательной линзой, предварительно отцентрированной относительно базового цилиндра эталонной втулки с помощью трубки Забелина, совмещают оптическую ось линзы с осью вращения шпинделя токарного станка, заменяют эталонную втулку рабочей втулкой с установленной на ней центрируемой линзой, в оправе измеряют с помощью трубки Забелина децентрировку обращенной к трубке поверхности центрируемой линзы, подвижками центрировочного патрона удваивают ее децентрировку путем линейного смещения линзы в направлении, перпендикулярном оси вращения шпинделя, перевернув рабочую втулку с центрируемой линзой на 180 вокруг оси § перпендикулярной направлению измеренной децентрировки и оси втулки, устанавливают ее в центрировочный патрон в положение, при котором Центр кривизны поверхности центрируемой -линзы, обращенной После перевертьшания к шпинделю токарного станка, располагается в плоскости, 00 содержащей центр кривизны патрона и перпендикулярной оси вращения о 0) эо шпинделя, подвижками центрировочного патрона совмещают центр кривизны второй поверхности линзы с осью X) вращения шпинделя токарного станка путем наклона рабочей втулки вокрут; центра кривизны центрировочного патрона.
Фиг.б
| Патент Великобритании № 1147521, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ центрировки линзы в оправе | 1973 |
|
SU530172A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
