ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к технологии стационарных турбомашин. Оно относится к компоненту турбомашины, изготовленному из высоколегированных сталей, либо титановых сплавов или сплавов на основе никеля, или сплавов на основе кобальта, и содержащему эрозионно- и коррозионно-устойчивую систему покрытия. Кроме того, оно относится к способу изготовления компонента турбомашины с такой системой покрытия.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Компоненты, используемые в стационарных турбомашинах, такие компоненты, как, например, лопатки компрессора или лопатки газовых турбин или сегментов теплозащиты и т.д., изготовлены из высоколегированной (10% - 18% хрома) стали, сплавов на основе никеля или сплавов на основе кобальта. Эти материалы являются материалами подложки компонентов турбомашины.
В предшествующем уровне техники существуют коммерчески доступные системы покрытий, например SermeTel 6000, которые используют для защиты лопаток компрессора промышленных газовых турбин. Из-за алюминиевых частиц, в качестве расходуемого покрытия, эти системы имеют хорошую коррозионную устойчивость, однако плохую эрозионную устойчивость.
Документ US 6159618 относится к многослойному материалу, содержащему подложку, изготовленную из алюминия, магния или их сплавов, которую можно подвергать поверхностной обработке, например анодированию. Описанное техническое решение относится к авиационным двигателям, например винтам, роторам и т.д., в которых используют легкие материалы. Подложка снабжена покрытием, содержащим осажденный слой на основе вольфрама, и подслой, вставленный между упомянутой подложкой и упомянутым осажденным слоем, выполненный из материала, имеющего механические и термомеханические свойства, промежуточные между свойствами упомянутой подложки и упомянутого осажденного слоя. Упомянутый осажденный слой на основе вольфрама может включать в себя по меньшей мере один слой, выполненный из материала, выбранного, например, из группы, состоящей из вольфрама, карбидов, силицидов и нитридов вольфрама, вольфрамовых сплавов и их смесей, а также твердых растворов азота и углерода в вольфраме. Осажденный слой на основе вольфрама может содержать единственный из этих слоев или набор из нескольких таких слоев. Подслой может быть образован одним слоем материала, выбранного из приведенных выше материалов, таких как хром, молибден, ниобий, титан, цирконий, их нитриды и карбиды, твердые растворы углерода и азота в указанных металлах, сталь, алюминий и вольфрам с градиентом состава, а также оксид алюминия.
В документе JP 58020996 раскрыт коррозионно-устойчивый и кислотоустойчивый слой покрытия, например из чешуйчатой смолы, полученной путем смешивания чешуек вещества, например стеклянных чешуек, со смолой ненасыщенного полиэфира или сложного винилового эфира, нанесенной по всей поверхности лопатки, которая изготовлена из обычного материала, такого как SS41. После сушки и отверждения слоя покрытия его поверхности придают шероховатость с использованием ручной шлифовальной машины или наждачной бумаги. После отверждения при комнатной температуре слоя покрытия на шероховатую поверхность слоя покрытия наносят эрозионно-устойчивый материал, например, фтористую резину, при этом лопатке придают и коррозионно-устойчивые и эрозионно-устойчивые свойства по всей ее поверхности. В соответствии с вышеописанной конструкцией эффективность операции изготовления лопатки может быть усовершенствована путем уменьшения толщины обоих слоев покрытия.
В документе US 5740515 раскрыто изделие, подвергаемое эрозионному и коррозионному воздействию в высокотемпературной среде, и образованное подложкой из сверхпрочного сплава на основе никеля или кобальта, а также защитным силицидным покрытием, расположенным на подложке. Между сверхпрочным сплавом и силицидным слоем может быть расположен тепловой барьерный слой из керамики, а между керамикой и подложкой из сверхпрочного сплава может быть расположен слой MCrAlY. Силицидное покрытие предпочтительно выполнено из MoSi2.
В документе US 2008/ 0317601 раскрыта лопатка турбомашины, которая содержит корпус лопатки и соединенное с ним коррозионно- и эрозионно-устойчивое многослойное покрытие, при этом многослойное покрытие включает в себя эрозионно-устойчивый первый слой, покрывающий, по меньшей мере, подверженную коррозии и эрозии область корпуса лопатки, а также расходный второй слой, предоставляемый поверх первого слоя, по меньшей мере, покрывающий первый слой, предпочтительно покрывающий лопатку полностью. Способ изготовления такой лопатки турбомашины содержит этапы предоставления лопатки и осаждения эрозионно-устойчивого первого слоя на корпус лопатки таким образом, чтобы покрыть, по меньшей мере, подверженные коррозии и эрозии области, после чего следует осаждение поверх первого слоя расходного второго слоя, по меньшей мере, покрывающего первый слой.
В документе US 2011/ 0165433 описан способ предоставления защитного покрытия на металлическую поверхность путем нанесения никелевого или танталового металлизированного слоя на поверхность и диспергирование частиц твердого материала, такого как алмаз, оксид алюминия, нитрид ванадия, карбид тантала и/или карбид вольфрама, в никелевом или танталовом металлизированном слое в процессе металлизации.
По-прежнему существует потребность в компоненте турбомашины, выполненном из высоколегированных сталей, титановых сплавов, сплавов на основе никеля, сплавов на основе кобальта в качестве подложки, используемой в стационарных турбомашинах, а также содержащее коррозионно-устойчивое покрытие, при этом покрытие может быть использовано в качестве базового покрытия для эрозионно-устойчивого покрытия в целях упрощения защиты таких компонентов стационарных турбомашин.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является предоставление компонента турбомашины, используемого в стационарной турбомашине, с системой покрытия, которая является простой в нанесении и гибкой в применении.
Еще одной задачей настоящего изобретения является создание способа изготовления такой системы покрытия на компонент турбомашины.
Эти и другие задачи решаются с помощью компонента турбомашины с системой покрытия по п.1 и способа по п.8.
Компонент турбомашины согласно настоящему изобретению содержит подложку, выполненную из высоколегированной стали с содержанием 10%-18% хрома, либо титановых сплавов или сплавов на основе никеля, или сплавов на основе кобальта, с поверхностью подложки, а также эрозионно- и коррозионно-устойчивой системой покрытия, при этом система покрытия содержит первый слой, осажденный на поверхность подложки упомянутого компонента турбомашины и действующий в качестве коррозионно-устойчивого слоя, а также дополнительно содержит второй слой, осажденный на упомянутый первый слой и действующий в качестве эрозионно-устойчивого слоя, причем упомянутый первый слой представляет собой циркониевый одиночный слой, а упомянутый второй слой представляет собой вольфрамовое/карбид-вольфрамовое многослойное покрытие.
В соответствии с вариантом осуществления настоящего изобретения упомянутый первый слой имеет толщину, которая существенно меньше, чем толщина упомянутого второго слоя.
В частности, первый слой имеет толщину 3-10 мкм, а второй слой имеет толщину 15-23 мкм.
В частности, упомянутый второй слой содержит 10 или более чередующихся подслоев вольфрама и карбида вольфрама.
Более конкретно, второй слой содержит 10 подслоев вольфрама и 10 подслоев карбида вольфрама толщиной 0,75-1,25 мкм каждый.
Согласно варианту осуществления изобретения упомянутый компонент турбомашины полностью покрыт упомянутым первым слоем, а упомянутый второй слой предоставлен только в местах с высокой эрозионной нагрузкой.
Более конкретно, упомянутый компонент представляет собой лопатку компрессора или лопатку газовой турбины, содержащую перо с передней кромкой и задней кромкой, при этом второй слой нанесен на переднюю кромку.
Способ изготовления компонента турбомашины в соответствии с изобретением содержит следующие этапы:
а) предоставление компонента с подложкой, выполненной из высоколегированной стали с содержанием 10%-18% хрома, либо титановых сплавов или сплавов на основе никеля, или сплавов на основе кобальта, имеющего поверхность подложки;
б) осаждение на упомянутую поверхность подложки упомянутого первого коррозионно-устойчивого слоя, при этом слой осаждают в виде циркониевого однослойного покрытия, и
в) осаждение на упомянутый первый коррозионно-устойчивый слой упомянутого второго эрозионно-устойчивого слоя, при этом упомянутый второй слой является вольфрамовым/карбид-вольфрамовым многослойным покрытием, тем самым используя упомянутый первый слой в качестве связующего слоя.
Более конкретно, упомянутый первый коррозионно-устойчивый слой осаждают толщиной 3-10 мкм.
Более конкретно, одиночные вольфрамовые и карбид-вольфрамовые слои или подслои равной толщины осаждают поочередно до тех пор, пока не будет достигнута общая толщина полислоя в 15-23 мкм.
Согласно еще одному варианту осуществления способа согласно изобретению, осаждение слоев осуществляют с помощью стандартного магнетронного распыления.
В соответствии с другим вариантом осуществления способа согласно настоящему изобретению, осаждение слоев осуществляют путем распыления потока газа на основе тлеющего разряда с полым катодом в сочетании с соответствующим направленным потоком газа.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение теперь будет объяснено более подробно с помощью различных вариантов осуществления и со ссылкой на прилагаемые чертежи.
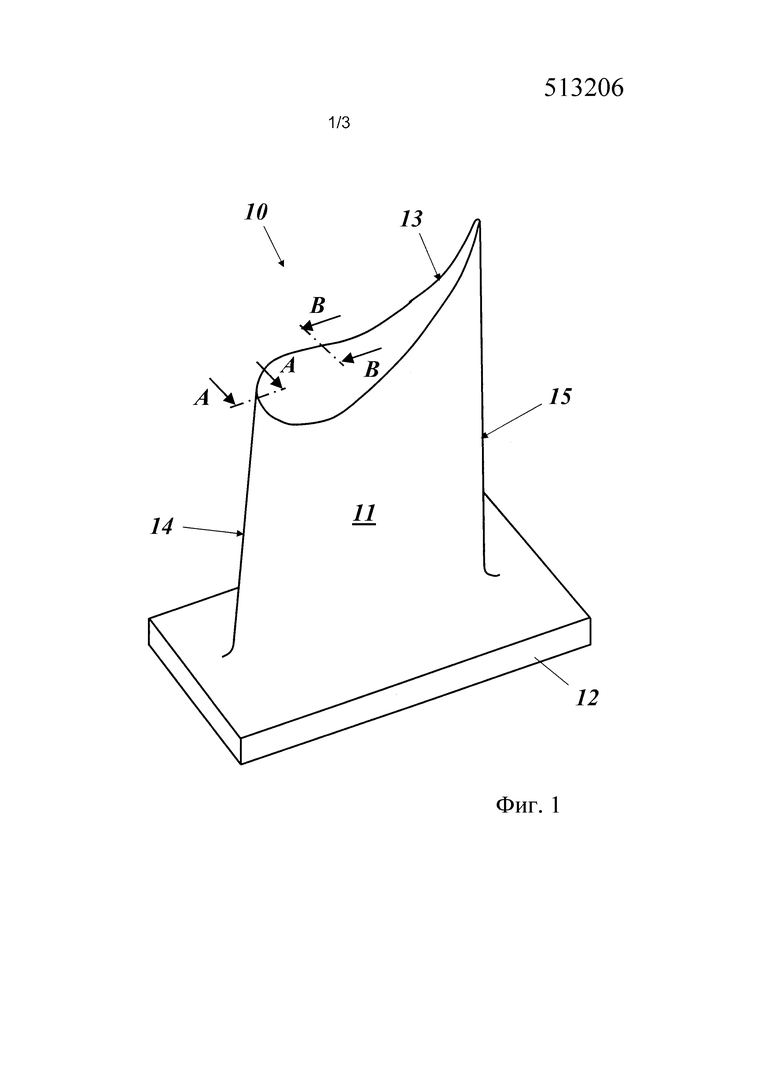
Фиг. 1 - вид сбоку в перспективе лопатки турбомашины, которая может быть предпочтительно снабжена системой покрытия в соответствии с изобретением;
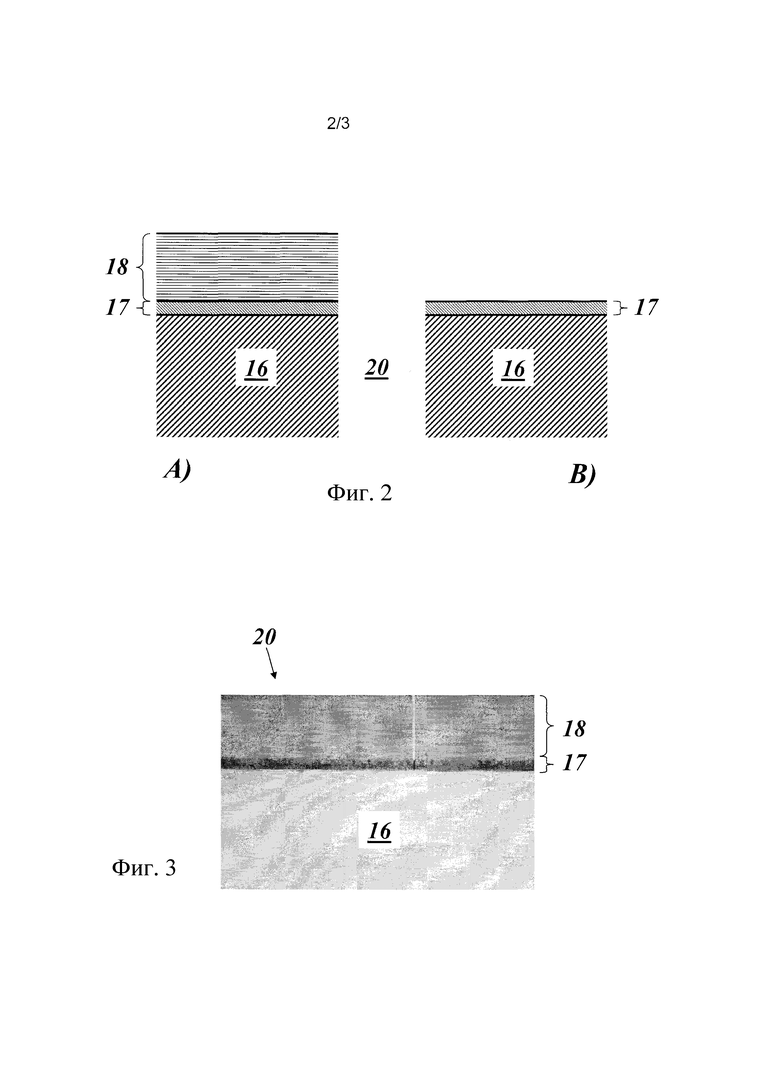
Фиг. 2 - различные варианты осуществления изобретения с системой покрытия в разных местах (А) и (В) компонента, как на фиг. 1;
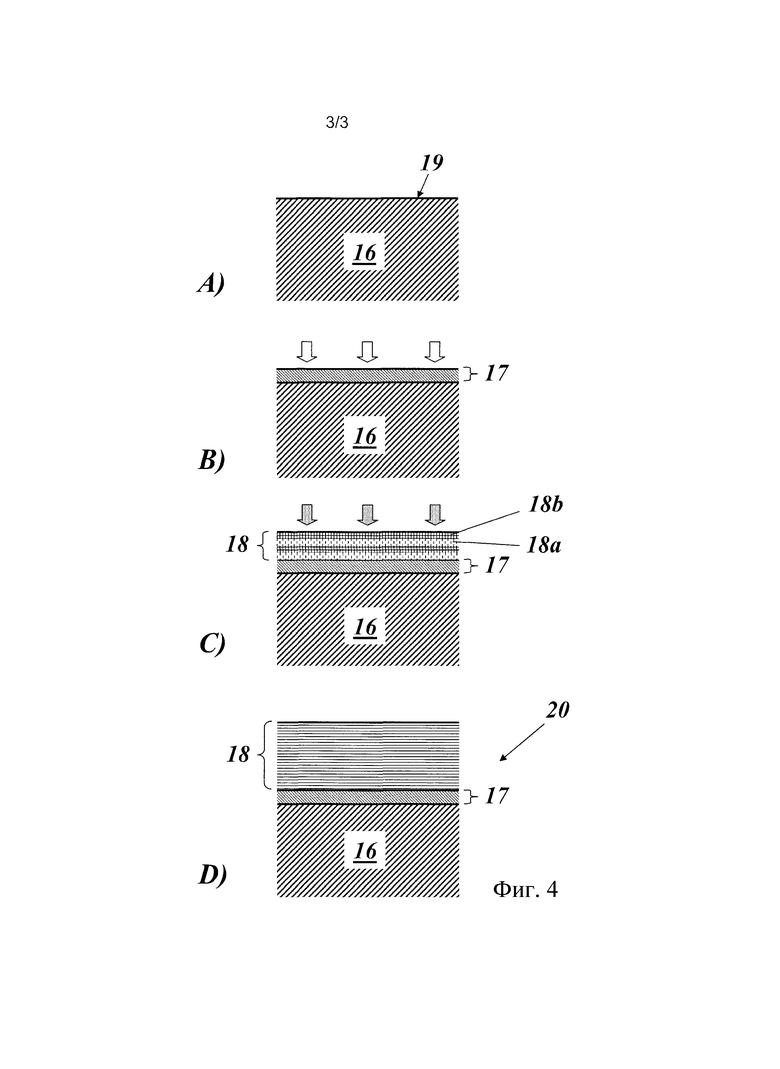
Фиг. 3 - вид в поперечном разрезе системы покрытия в соответствии с вариантом осуществления изобретения; и
Фиг. 4 - несколько этапов способа при изготовлении компонента турбомашины с системой покрытия в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ РАЗЛИЧНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг. 1 показан вид сбоку в перспективе компонента 10 турбомашины, в данном случае лопатки, которая может быть предпочтительно снабжена системой покрытия в соответствии с изобретением. Компонент 10 является частью стационарной турбомашины и содержит подложку, выполненную из высоколегированной стали с массовой долей хрома 10%-18%, либо титанового сплава или сплавов на основе никеля, или сплавов на основе кобальта, например, соответствующих сверхпрочных сплавов никеля, соответственно кобальта, а также систему 20 покрытия, которая подробно показана на фиг. 2 и фиг. 3. Лопатка 10 турбомашины на фиг. 1, которая может предпочтительно представлять собой лопатку компрессора секции компрессора газовой турбины, содержит перо 11, которое заканчивается на законцовке 13 лопатки на одном конце и имеет полку 12 на другом конце. Перо 11, подвергающееся воздействию потока горячего газа, воздуха, капель воды или твердых частиц, имеет переднюю кромку 14 и заднюю кромку 15. Передняя кромка 14 подвергается особенно сильному воздействию бомбардирующего потока газа, воздуха, капель воды или твердых частиц и, таким образом, может быть подвержена эрозии и коррозии.
Эрозионно- и коррозионно-устойчивая система покрытия сочетает эрозионную и коррозионную устойчивость в одной системе покрытия. Согласно варианту осуществления изобретения она имеет структуру, показанную на фиг. 3. Эрозионно- и коррозионно-устойчивая система 20 покрытия на фиг. 3 содержит на подложке 16 (например, корпусе лопатки) первый слой 17 и второй слой 18. Первый слой 17 представляет собой базовое покрытие с коррозионно-устойчивыми свойствами, тогда как второй слой 18 представляет собой верхнее покрытие с эрозионно-устойчивыми свойствами. Предпочтительно, базовое покрытие 17 нанесено на всю лопатку 10, тогда как верхний слой 18 наносят только в высокоэрозионных местах, таких как передняя или задняя кромки 14 или 15, соответственно.
Система 20 покрытия состоит в одном из вариантов осуществления из циркониевого одиночного слоя 17 толщиной 10 мкм в качестве базового покрытия, и многослойного вольфрамового/карбид-вольфрамового покрытия 18 толщиной 20 мкм. Покрытие предпочтительно наносят с помощью нового способа - распыления газового потока (см., например, документ US 6382920 В1 или US 6346301 В2). Многослойное покрытие 18 состоит из 10 или более чередующихся подслоев (18а, b на фиг. 4С) (каждый толщиной в 1 мкм) из вольфрама и карбида вольфрама. Принцип состоит в том, чтобы покрыть лопатку 10 целиком циркониевым слоем 17 для защиты от коррозии и нанести вольфрамовое/карбид-вольфрамовое многослойное покрытие 18 только в местах с высокой эрозионной нагрузкой. Такие места в основном находятся на передней кромке от хвостовика до 3/4 или по всей длине пера 11.
В целом сущность изобретения заключается в использовании одиночного циркониевого слоя 17 (толщиной в 3-10 микрон) в качестве защиты от коррозии и вольфрамового/карбид- вольфрамового полислоя 18 (толщиной 15-23 микрон) в качестве защиты от эрозии сверху, а также в нанесении покрытий на лопатку в местах с высокой коррозионной и/или эрозионной нагрузкой.
Если присутствует только коррозия, нужно наносить только циркониевый слой 17 (фиг. 2В). Если присутствует дополнительная эрозия поверх циркониевого слоя 17, действующего в качестве связующего покрытия, может быть нанесен вольфрамовый/карбид- вольфрамовый полислой (фиг. 2А).
В дополнительном варианте осуществления лопатку первой ступени компрессора, изготовленную из стали с содержанием 15% хрома, покрывают на поверхности пера и полки хвостовика циркониевым слоем 17. Этот слой 17 имеет толщину 10 мкм. Циркониевое покрытие защищает материал лопатки от коррозии. Для защиты от эрозии переднюю кромку 20 покрывают на втором этапе вольфрамовым/карбид-вольфрамовым полислоем 18, содержащим 10 чередующихся одиночных слоев вольфрама (W) и карбида вольфрама (WC). Каждый из этих слоев имеет толщину 1 мкм, так что полислой 18 имеет общую толщину 20 мкм. Циркониевое покрытие внизу служит адгезивным веществом для вольфрамового/карбид-вольфрамового полислоя.
Распыление потока газа обеспечивает более высокие скорости локального осаждения, чем стандартное магнетронное распыление. Процесс осаждения обычно работает при нескольких десятых долях миллибара и не требует высоковакуумной среды. Он основан на разряде с полым катодом в сочетании с соответствующим направленным потоком газа. Конкретный маршрут потока газа также сильно уменьшает влияние остаточного газа на цель и подложку. Тем не менее, настоящее изобретение будет работать также и с другими способами физического осаждения из паровой фазы (PVD) или даже с термическим напылением или гальванизацией.
Способ изготовления компонента 10 турбомашины с системой 20 покрытия согласно изобретению содержит следующие этапы:
а) предоставление компонента 10 с подложкой 16, выполненной из высоколегированной стали с содержанием 10%-18% хрома, либо титановых сплавов или сплавов на основе никеля, или сплавов на основе кобальта, имеющего поверхность 19 подложки (фиг. 4А);
б) осаждение на упомянутую поверхность 19 подложки упомянутого первого коррозионно-устойчивого слоя 17 (фиг.4B), при этом слой 17 осаждают в виде циркониевого однослойного покрытия, и
в) осаждение на упомянутый первый коррозионно-устойчивый слой 17 упомянутого второго эрозионно-устойчивого слоя 18, при этом слой 18 осаждают в виде вольфрамового/карбид-вольфрамового многослойного покрытия, тем самым используя упомянутый первый слой в качестве связующего слоя (фиг.4C).
Эрозионно-устойчивый вольфрамовый/карбид-вольфрамовый слой 18 наносят слой за слоем всегда с одной толщиной в 1 микрон (см. фиг. 4C и 4D). Количество подслоев 18а и 18b вдоль лопатки 10 может отличаться. Предпочтительно, в качестве защиты от эрозии всегда наносят (осаждают) поочередно 10 вольфрамовых подслоев и 10 карбид-вольфрамовых подслоев, каждый толщиной 1 микрон. Это многослойное покрытие 18 в качестве защиты от эрозии может быть ограничено местами с высокой эрозионной нагрузкой, например передней кромкой 14.
При наличии системы покрытия согласно изобретению устойчивость к эрозии гораздо сильнее, и, таким образом, лопатки 10 компрессора могут прослужить более долгий срок без ремонта передней кромки 14.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
10 лопатка турбомашины (например, для компрессора)
11 перо
12 полка
13 законцовка лопатки
14 передняя кромка
15 задняя кромка
16 подложка
17 коррозионно-защитный слой
18 эрозионно-защитный слой (полислой)
18а, b подслой
19 поверхность подложки
20 эрозионно- и коррозионно-устойчивая система покрытия
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ КОМПОНЕНТА ТУРБОМАШИНЫ ОТ ЭРОЗИИ ПРИ ВОЗДЕЙСТВИИ КАПЕЛЬ ЖИДКОСТИ, КОМПОНЕНТ И ТУРБОМАШИНА | 2015 |
|
RU2695245C2 |
| УСТОЙЧИВЫЕ К КАПЛЕУДАРНОЙ ЭРОЗИИ ПОКРЫТИЯ ДЛЯ ТУРБИННЫХ ЛОПАТОК И ДРУГИХ КОМПОНЕНТОВ | 2018 |
|
RU2795437C2 |
| ЛЕГИРОВАННЫЙ ВОЛЬФРАМ, ПОЛУЧЕННЫЙ ХИМИЧЕСКИМ ОСАЖДЕНИЕМ ИЗ ГАЗОВОЙ ФАЗЫ | 2005 |
|
RU2402625C2 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2002 |
|
RU2228387C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ И ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ | 1999 |
|
RU2161661C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭРОЗИОННО СТОЙКОГО ПОКРЫТИЯ, СОДЕРЖАЩЕГО НАНОСЛОИ, ДЛЯ ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2007 |
|
RU2386724C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭРОЗИОННО СТОЙКОГО ПОКРЫТИЯ, СОДЕРЖАЩЕГО НАНОСЛОИ, ДЛЯ ЛОПАТОК ТУРБОМАШИН ИЗ ТИТАНОВЫХ СПЛАВОВ | 2007 |
|
RU2390578C2 |
| СПОСОБ ЗАЩИТЫ ОТ ЭРОЗИИ И СОЛЕВОЙ КОРРОЗИИ ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2585580C1 |
| НАНОСТРУКТУРНЫЕ СИСТЕМЫ ПОКРЫТИЙ, КОМПОНЕНТЫ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2352686C2 |
| СУПЕРАБРАЗИВНЫЙ МАТЕРИАЛ С ЗАЩИТНЫМ АДГЕЗИВНЫМ ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ПОКРЫТИЯ | 2014 |
|
RU2666390C2 |
Компонент турбомашины для стационарной турбомашины содержит подложку, а также эрозионно- и коррозионно-устойчивую систему покрытия. Подложка выполнена из высоколегированной стали с содержанием 10%-18% хрома, либо титановых сплавов или сплавов на основе никеля, или сплавов на основе кобальта. Система покрытия содержит первый слой, осажденный на поверхность подложки компонента турбомашины и действующий в качестве коррозионно-устойчивого слоя, а также дополнительно содержит второй слой, осажденный на первый слой и действующий в качестве эрозионно-устойчивого слоя. Первый слой представляет собой циркониевый одиночный слой, а второй слой представляет собой вольфрамовое/карбид-вольфрамовое многослойное покрытие. При изготовлении указанного выше компонента турбомашины сначала осаждают на поверхность подложки первый коррозионно-устойчивый слой. Затем осаждают на первый коррозионно-устойчивый слой второй эрозионно-устойчивый слой, тем самым используя первый слой в качестве связующего слоя. Группа изобретений позволяет повысить срок службы компонента турбомашины за счет обеспечения защиты его от коррозии и эрозии, а также повышения адгезии слоев покрытия. 2 н. и 10 з.п. ф-лы, 4 ил.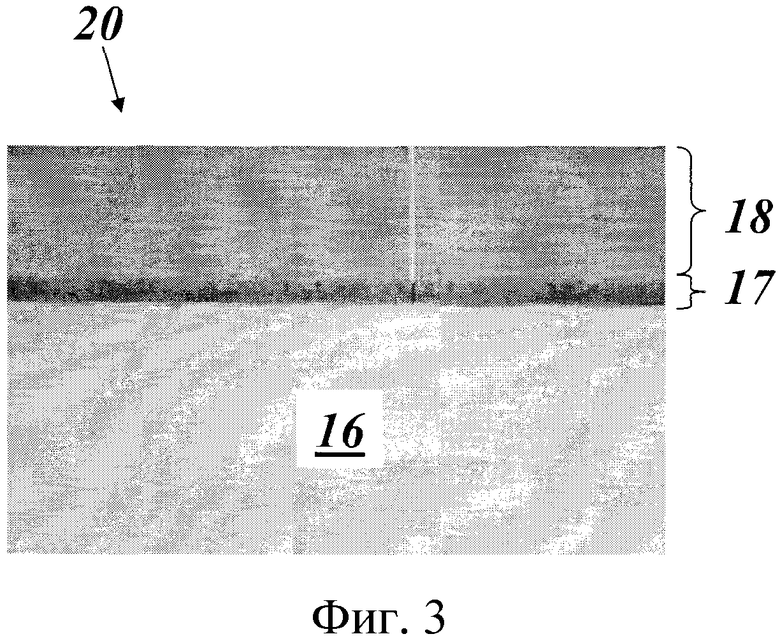
1. Компонент (10) турбомашины для стационарной турбомашины, содержащий подложку (16), выполненную из высоколегированной стали с содержанием 10%-18% хрома, либо титановых сплавов или сплавов на основе никеля, или сплавов на основе кобальта, с поверхностью (19) подложки, а также эрозионно- и коррозионно-устойчивой системой (17, 18, 20) покрытия, при этом система покрытия содержит первый слой (17), осажденный на поверхность (19) подложки упомянутого компонента (10) турбомашины и действующий в качестве коррозионно-устойчивого слоя, а также дополнительно содержит второй слой (18), осажденный на упомянутый первый слой (17) и действующий в качестве эрозионно-устойчивого слоя, причем упомянутый первый слой (17) представляет собой циркониевый одиночный слой, а упомянутый второй слой (18) представляет собой вольфрамовое/карбид-вольфрамовое многослойное покрытие.
2. Компонент (10) турбомашины по п. 1, отличающийся тем, что упомянутый первый слой (17) имеет толщину, которая существенно меньше, чем толщина упомянутого второго слоя (18).
3. Компонент (10) турбомашины по п. 2, отличающийся тем, что упомянутый первый слой (17) имеет толщину 3-10 мкм, а упомянутый второй слой (18) имеет толщину 15-23 мкм.
4. Компонент (10) турбомашины по п. 1, отличающийся тем, что упомянутый второй слой (18) содержит 10 или более чередующихся подслоев (18а, b) из вольфрама и карбида вольфрама.
5. Компонент (10) турбомашины по п. 4, отличающийся тем, что второй слой (18) содержит 10 подслоев вольфрама и 10 подслоев карбида вольфрама толщиной 0,75-1,25 мкм каждый.
6. Компонент (10) турбомашины по п. 1, отличающийся тем, что упомянутый компонент (10) полностью покрыт упомянутым первым слоем (17), при этом упомянутый второй слой (18) предусмотрен только в местах с высокой эрозионной нагрузкой.
7. Компонент (10) турбомашины по п. 1, отличающийся тем, что упомянутый компонент представляет собой лопатку (10) компрессора или лопатку газовой турбины, выполненную в виде аэродинамического профиля (11) с передней кромкой (14) и задней кромкой (15), при этом второй слой (18) нанесен на переднюю кромку (14).
8. Способ изготовления компонента (10) турбомашины, содержащего подложку (16), выполненную из высоколегированной стали с содержанием 10%-18% хрома, либо титановых сплавов или сплавов на основе никеля, или сплавов на основе кобальта, имеющего поверхность (19) подложки, по п. 1, содержащий следующие этапы:
а) осаждение на упомянутую поверхность (19) подложки упомянутого первого коррозионно-устойчивого слоя (17), при этом слой (17) осаждают в виде циркониевого однослойного покрытия, и
б) осаждение на упомянутый первый коррозионно-устойчивый слой (17) упомянутого второго эрозионно-устойчивого слоя (18), при этом слой (18) осаждают в виде вольфрамового/карбид-вольфрамового многослойного покрытия, тем самым используя упомянутый первый слой в качестве связующего слоя.
9. Способ по п. 8, отличающийся тем, что упомянутый первый коррозионно-устойчивый слой (17) осаждают толщиной 3-10 мкм.
10. Способ по п. 8, отличающийся тем, что одиночные вольфрамовые и карбид-вольфрамовые слои или подслои (18а, b) равной толщины осаждают поочередно до тех пор, пока не будет достигнута общая толщина многослойного покрытия (18) в 15-23 мкм.
11. Способ по любому из пп. 8-10, отличающийся тем, что осаждение слоев (17, 18) осуществляют с помощью магнетронного распыления.
12. Способ по любому из пп. 8-10, отличающийся тем, что осаждение слоев (17, 18) осуществляют путем распыления потока газа на основе тлеющего разряда с полым катодом в сочетании с соответствующим направленным потоком газа.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Новый политехнический словарь, под ред | |||
| А.Ю.Ишлинского, "Большая Российская энциклопедия", 2000, стр | |||
| Одновальный, снабженный дробителем, торфяной пресс | 1919 |
|
SU261A1 |
| US 6159618 A, 12.12.2000 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 5740515 A, 14.04.1998 | |||
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2002 |
|
RU2228387C2 |

