Предлагаемое изобретение относится к области получения углеродных нетканых материалов, в том числе для использования в качестве материала для изготовления газодиффузионных катодов для химических источников тока.
Из уровня техники известен материал, получаемый по способу изготовления нетканого иглопробивного материала, армированного сеткой, включающего образование первого и второго нетканых слоев, одинаковых по составу и свойствам, расположение сетки из стекловолокна с нитью 34 текса, размером ячейки 12 мм в продольном направлении и 6 мм по утку между ними [Патент РФ 2360050 C2, D04H 1/54, B32B 7/08. Способ изготовления нетканого иглопробивного материала, армированного сеткой. 27.06.2009].
Недостатком данного материала является то, что в качестве армирующего элемента выступает сетка из стекловолокна, что делает материал непригодным для переработки его в углеродный, вследствие плавкости стеклянных волокон. Данный материал может служить основой для производства строительных, отделочных и других подобных материалов.
Из уровня техники известен углеродный нетканый материал и способ его производства. Нетканый материал из штапелированных углеродных волокон получен путем смешения углеродных волокон с плавкими волокнами из смол с последующим прессованием массы и карбонизацией. Соотношение углеродные волокна/плавкие волокна - 90/10÷20/80, что обеспечивает легкость получаемого углеродного материала [Патент JP 2008081872 A, D01F 9/21; D04H 1/42; D04H 1/60. Углеродный нетканый материал и способ его производства. 10.10.2000].
Недостатком данного углеродного нетканого материала является использование плавких волокон из смол, что в результате дает непористый материал, который не может быть использован в качестве газодиффузионного электрода электрохимических источников тока.
Из уровня техники известно производство нетканых материалов из углеродных нитей. Нетканый материал получают аэродинамическим формованием, с определенным соотношением скоростей подачи газа и смолы, далее происходит карбонизация с получением нетканого материала из углеродного волокна [Патент JP 4209862 A, D01F 9/14; D04H 3/00. Производство нетканых материалов из углеродных нитей. 31.07.1992].
Недостатком данного способа производства является усложнение технологии за счет использования аэродинамического формования, что предполагает использование специального оборудования.
Из уровня техники известны нетканые волокнистые материалы и электроды из них. Данные нетканые волокнистые материалы могут быть использованы в различных электрохимических устройствах, водородных накопителях, каталитических подложках [Патент РФ 2429317 C2, D04H 3/00, D01F 9/12, С25B 11/12, Н01М 4/02, H01G 9/04, B32B 9/00. Нетканые волокнистые материалы и электроды из них. 20.09.2011].
Недостатком данных нетканых волокнистых материалов является то, что они состоят из фрагментов активированного углеродного волокна, которое является хрупким и подвергается разрушению в процессе работы материала.
Из уровня техники известны проводящие полотна, содержащие токопроводы, и способ их изготовления. Проводящий материал включает проводящее нетканое полотно, содержащее проводящие углеродные волокна в комбинации с волокнами целлюлозы и/или синтетическими волокнами [Патент РФ 2496933 C2, D04H 13/00, B05D 7/00, B32B 1/00, B32B 5/26. Проводящие полотна, содержащие токопроводы, и способ их изготовления. 27.10.2013].
Недостатком способа изготовления проводящих полотен является образование проводящих и непроводящих зон в материале, а также применение ультразвука, что может приводить к разрушению углеродных волокон.
Из уровня техники известен способ армирования нетканого материала, бумаги, картона и устройство для его осуществления, в котором в качестве армирующего материала используют ровницу, нити, ткани разреженных структур [Патент РФ 2087609 C1, D21F 1/00; D21H 27/34. Способ армии. 20.08.1998].
Недостатком данного способа является то, что количество и взаимное расположение вводимой формирующей ровницы, нитей произвольное, а также сложность и многостадийность технологии.
Наиболее близким к заявленному является способ получения углеродного нетканого материала, при котором армирование наружных слоев нетканых материалов из штапелированных волокон осуществляют непрерывными вискозными нитями, расположенными параллельно друг другу вдоль наружных слоев [Патент РФ 2213820 C1, D04H 1/42, D04H 5/08. Способ получения углеродного нетканого материала. 10.10.2003]. Формирование каркасного слоя и армирование нетканого материала происходит одновременно, для этого наружные слои нетканого материала и нити каркасного слоя, намотанные на бобины, одновременно подают на агрегат ИМ-1800М-А с одинаковой скоростью, при этом нити каркасного слоя, проходя через нитепроводящее устройство - гребенку, укладываются параллельно друг другу (с плотностью от 50 до 100 на 1 м ширины) вдоль наружных слоев. Соотношение поверхностных плотностей нетканых наружных слоев и внутреннего каркасного слоя составляет (15,5-7,0):(1-4):(15,5-47,0). На агрегате ИМ-1800М-А происходит скрепление всех слоев путем иглопрокалывания. Число проколов может варьироваться 60-250 на 1 см2 (60·104-250·104 на 1 м2). Таким образом, общее число проколов в нетканом материале, получаемом по заявляемому способу, составляет от 120-500 на 1 см2 (120·104-500·104 на 1 м2). В дальнейшем получаемый нетканый материал подвергают карбонизации в печи карбонизации в среде инертного газа (азота) с постепенным подъемом температуры до 600-700°С. Получаемые карбонизованные материалы применяют так же, как полупродукт для получения графитированных материалов. После карбонизации нетканый материал подвергают графитации в печи графитации при температуре 1500-2500°С. Получаемый по данной технологии материал может быть использован в качестве теплоизоляционных, электропроводящих и фильтрующих материалов.
Недостатками данного способа являются однонаправленное армирование наружных слоев, что приводит к неравномерности прочностных характеристик в поперечном направлении, а также использование нитепроводников (гребенки) для подачи армирующих нитей.
Кроме того, как видно из результатов, приведенных в прототипе, прочность графитированных нетканых материалов варьируется от 150 до 332 Н/5 см, воздухопроницаемость - 43-87 дм3/м2×с, а электросопротивление составляет 1-2 Ом.
Техническим результатом заявленного изобретения является устранение указанных недостатков, а именно улучшение технологичности процесса за счет исключения стадии дополнительной ориентации каркасного слоя за счет армирования наружных слоев нетканых материалов из штапелированных волокон разреженной тканью, образованной полотняным переплетением полиоксадиазольных нитей, при одновременном увеличении прочности по всему объему получаемых графитированных нетканых материалов за счет введения разреженной ткани, снижении электросопротивления и сохранении воздухопроницаемости путем формирования каналов сложной изогнутой формы, которые в совокупности со сквозными каналами образуют пористую структуру с возможностью регулирования воздухопроницаемости, и регулирование подачи газов в зону реакции за счет микропроскальзывания слоев относительно друг друга при работе газодиффузионных катодов химических источников тока.
Указанный технический результат достигается тем, что в способе получения углеродного нетканого материала, включающем формирование трехслойного нетканого материала из вискозного сырья, состоящего из двух иглопробивных наружных слоев и внутреннего каркасного слоя, с последующим иглопрокалыванием, а затем карбонизацией полученного нетканого материала в среде азота при постепенном повышении температуры до 600-700°C и дальнейшей графитацией при температуре 1500-2500°C, формирование трехслойного нетканого материала осуществляют путем смещения относительно друг друга на 1,5-2 мм двух наружных иглопробивных слоев с различным числом проколов в соотношении 1:2 с поверхностной плотностью одного слоя 72-150 г/м2 и числом проколов 6-18 на 1 см2 и поверхностной плотностью 45-120 г/м2 и числом проколов 12-36 на 1 см2 для другого слоя, полученных из вискозных штапелированных волокон с длиной не менее 51 мм, и каркасный слой с поверхностной плотностью 80-150 г/м2, состоящий из разреженной ткани, образованной полотняным переплетением полиоксадиазольных нитей под углом в 90 градусов с линейной плотностью 24-39 Текс, с размером ячейки от 1×1 до 4×4 мм, иглопрокалывают с получением нетканого материала объемной плотностью 71-108 кг/м3.
Существенным отличием заявляемого способа является то, что заявленную совокупность технологических приемов по получению углеродных нетканых материалов с формированием трехслойного нетканого материала осуществляют путем смещения двух наружных иглопробивных слоев относительно друг друга на 1,5-2 мм с поверхностной плотностью одного слоя 72-150 г/м2 и числом проколов 6-18 на 1 см2 и поверхностной плотностью 45-120 г/м2 и числом проколов 12-36 на 1 см2 для другого слоя, полученных из вискозных штапелированных волокон с длиной не менее 51 мм, и внутренний каркасный слой с поверхностной плотностью 80-150 г/м2, состоящий из разреженной ткани, образованной полотняным переплетением полиоксадиазольных нитей под углом в 90 градусов с линейной плотностью 24-39 Текс, с размером ячейки от 1×1 до 4×4 мм, иглопрокалывают с получением нетканого материала объемной плотностью 71-108 кг/м3, непосредственно после получения нетканого материала осуществляют карбонизацию при постепенном повышении температуры до 600-700°C и дальнейшую графитацию при температуре 1500-2500°C, что обеспечивает формирование каналов сложной изогнутой формы, которые в совокупности со сквозными каналами образуют пористую структуру с возможностью регулирования воздухопроницаемости, и регулирование подачи газов в зону реакции за счет микропроскальзывания слоев относительно друг друга при работе газодиффузионных катодов химических источников тока.
Заявляемый способ получения нетканого углеродного материала осуществляют путем получения армированного нетканого материала, его карбонизацией, последующей графитацией. Для получения армированного нетканого материала предварительно нарабатывают наружные слои и каркасный слой.
В качестве наружных слоев используют волокнистые холсты из вискозных штапелированных волокон со следующим метрическим составом, определенным экспериментально:
длиной 51-73 мм - 24%
длиной 74-95 мм не менее 46%;
длиной 96-120 мм - не менее 30%.
Массу штапелированных вискозных волокон известными способами предварительно разрыхляют и подают на чесальную машину, где из прочеса формируют холст. При этом волокна длиной 51-95 мм обеспечивают равномерность объемной плотности за счет равномерного распределения в прочесе. Волокна длиной 96-120 мм, пронизывая всю массу получаемого прочеса и в дальнейшем нетканого материала, позволяют уже на стадии получения прочеса объединить все волокна каждого слоя в единую массу холста. Характеристики наружных исходных слоев после иглопрокалывания приведены в таблице 1.
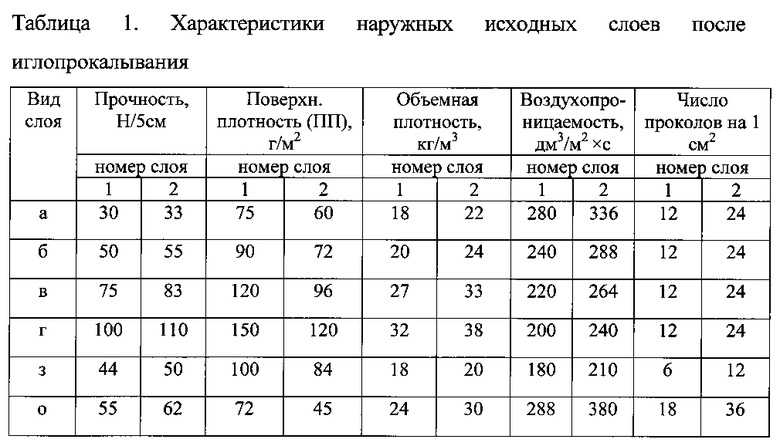
Один волокнистый холст подвергают одностороннему иглопрокалыванию (иглы расположены в шахматном порядке вертикально относительно холста, глубина прокалывания 3-4 мм) с образованием первого слоя материала. Число проколов первого слоя составляет от 6 до 18 на 1 см2, при этом объемная плотность получаемого нетканого слоя составляет 18-32 кг/м3. Одновременно готовят другой слой заявляемого нетканого материала. Для этого другой волокнистый холст подвергают одностороннему иглопрокалыванию (иглы расположены в шахматном порядке вертикально относительно холста, глубина прокалывания 3-4 мм) с образованием другого слоя материала. Число проколов другого слоя составляет от 12 до 36 на 1 см2, при этом объемная плотность получаемого нетканого слоя составляет 20-38 кг/м3. Соотношение числа проколов наружных слоев материала равно 1:2.
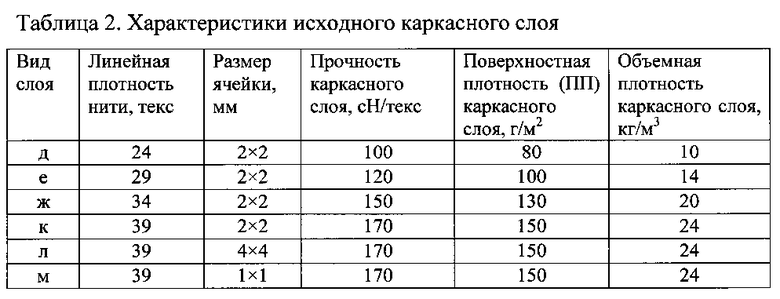
В качестве каркасного слоя используют разреженную ткань, образованную полотняным переплетением полиоксадиазольных нитей под углом в 90 градусов с линейной плотностью 24-39 Текс, с размером ячейки от 1×1 до 4×4 мм. Используемая разреженная ткань, образованная полотняным переплетением полиоксадиазольных нитей, способная выдерживать разрывные нагрузки 100-170 сН/текс, выполняет, с одной стороны, роль транспортера, позволяющего протягивать без потери сплошности нетканые материалы через все технологические стадии, начиная с получения армированных нетканых материалов, до стадии получения готового углеродного продукта. С другой стороны, разреженная ткань является таким конструкционным элементом нетканого материала, который обеспечивает при иглопрокалывании прочное зацепление фракций длинных штапелированных волокон наружных слоев с каркасным слоем, благодаря чему получаемые армированные нетканые материалы обладают достаточной прочностью для получения углеродных нетканых материалов. Характеристики исходного каркасного слоя приведены в табл. 2
В заявляемом способе получения углеродных нетканых материалов применяют армирование нетканого материала разреженной тканью, образованной полотняным переплетением полиоксадиазольных нитей под углом в 90 градусов с линейной плотностью 24-39 Текс, с размером ячейки от 1×1 до 4×4 мм, который является как упрочняющим элементом, так и элементом, объединяющим наружные слои, состоящие из штапелированных волокон, а также электропроводящим элементом, иглопрокалывание. Одновременно каркасный слой выполняет функцию транспортера при проведении нетканого материала через все технологические стадии получения углеродных нетканых материалов.
Одним из преимуществ заявляемого способа получения нетканого материала является то, что формирование нетканого материала и армирование каркасным слоем происходит одновременно, для этого наружные слои нетканого материала и каркасный слой, намотанные на бобины, подают со смещением 1,5-2 мм на иглопробивной агрегат с одинаковой скоростью. На иглопробивном агрегате происходит скрепление всех слоев путем иглопрокалывания (иглы расположены в шахматном порядке вертикально относительно холста, глубина прокалывания 3-4 мм).
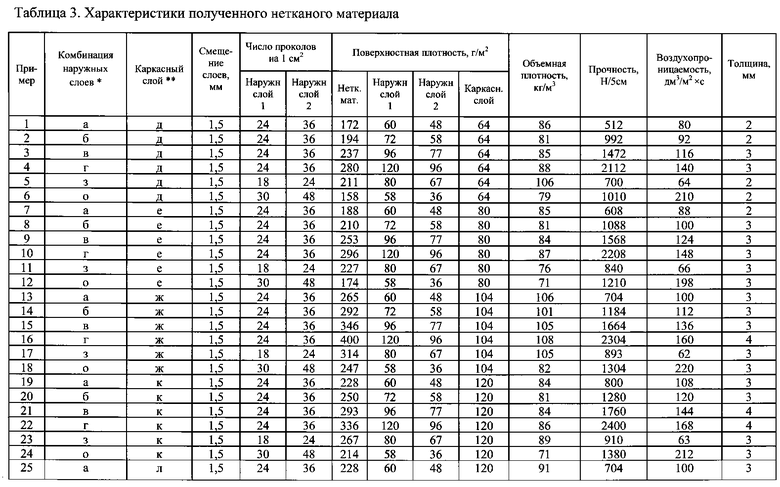
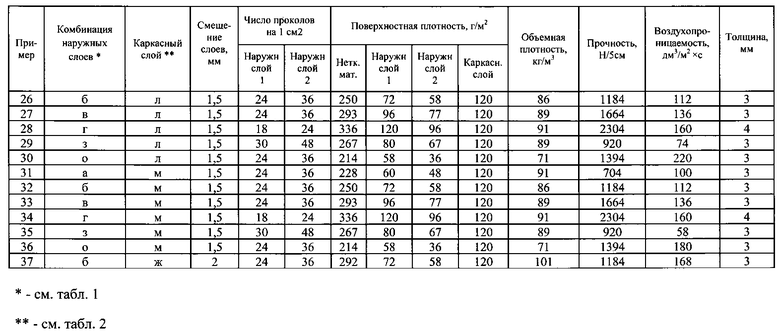
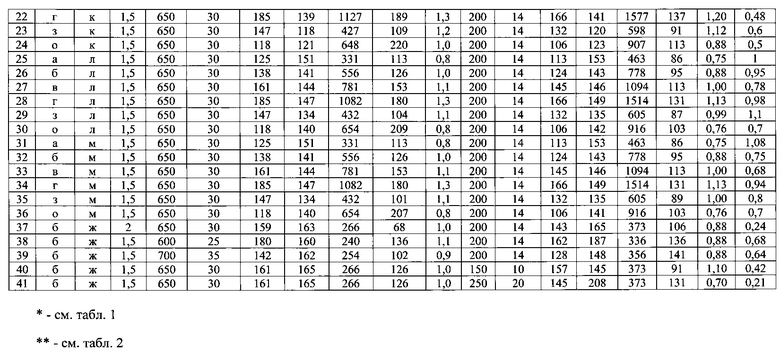
Примеры армированных нетканых материалов, поступающих в дальнейшем на карбонизацию, приведены в табл. 3. Непосредственно после получения по заявляемому способу нетканый материал с воздухопроницаемостью 58-220 дм3/м2·с, прочностью 512-2400 Н/5 см, поверхностной плотностью 158-400 г/м2, объемной плотностью 71-108 кг/м3, подвергают карбонизации в печи карбонизации, например в печи СП3-13, в среде инертного газа (азота) с постепенным подъемом температуры до 600-700°C в течение 25-35 мин, аналогично прототипу. За счет созданной на стадии формирования нетканого материала структуры при карбонизации получают объемный упругий материал. Равномерность объемной плотности материалу придают волокна длиной 51-95 мм. Волокна длиной 96-120 мм, пронизывая все слои нетканого материала, обеспечивают сплошность по объему и позволяют удерживать волокна длиной 51-73 мм в массе холста, а каркасный слой по-прежнему выполняет функцию транспортера и основных упрочняющих элементов, обеспечивая высокие физико-механические характеристики материала.
В табл. 4 приведены примеры получаемых карбонизованных материалов и их свойства, позволяющие оценить влияние сочетания каркасного и наружных слоев нетканого материала на характеристики карбонизованного материала, воздухопроницаемость, толщина. После карбонизации нетканый материал подвергают графитации в печи графитации, например в печи ПНВ, при температуре 1500-2500°C в течение 10-20 мин. При графитации увеличивается объемная плотность нетканого материала, что ведет к увеличению электропроводности, а каркасный слой из разреженной ткани обеспечивает электропроводность не только в одном направлении, а во всех направлениях плоскости материала. А сложная система каналов, образующаяся при смещении наружных слоев относительно друг друга на 1,5-2 мм обеспечивает применение графитированных материалов в качестве материалов для изготовления электропроводящий материалов, в том числе газодиффузионных катодов для химических источников тока, получаемых по известной технологии. Свойства получаемых графитированных материалов описаны в табл. 4.
Все испытания проводились:
- Определение прочности по ГОСТ 15902.3-79.
- Определение усадки поверхностной плотности и линейных размеров по ГОСТ 29104.1-91.
- Определение электросопротивления по ГОСТ 11529-86.4.2.
- Определение воздухопроницаемости по ГОСТ 12088-77.

Пример 1. Для получения армированного углеродного нетканого материала предварительно нарабатывают наружные слои и каркасный слой. В качестве наружных слоев используют волокнистые холсты из вискозных штапелированных волокон вида «а» (см. таблицу 1). В качестве каркасного слоя используют разреженную ткань вида «д» (см. таблицу 2), образованную полотняным переплетением полиоксадиазольных нитей под углом в 90 градусов с линейной плотностью 24 Текс, размером ячейки 2×2 мм, прочностью ткани 100 сН/Текс, поверхностной плотностью 80 г/м2 и объемной плотностью 10 кг/м3. Формирование нетканого материала и армирование каркасным слоем происходит одновременно, для этого наружные слои нетканого материала и каркасный слой, намотанные на бобины, подают со смещением 1,5-2 мм на иглопробивной агрегат с одинаковой скоростью. На иглопробивном агрегате происходит скрепление всех слоев путем иглопрокалывания (иглы расположены в шахматном порядке вертикально относительно холста, глубина прокалывания 3-4 мм). В дальнейшем нетканый материал с воздухопроницаемостью 80 дм3/м2×с, прочностью 512 Н/5 см, поверхностной плотностью 172 г/м2, объемной плотностью 86 кг/м3 (см. таблицу 3) подвергают карбонизации в печи карбонизации в среде инертного газа (азота) с постепенным подъемом температуры до 650°C в течение 30 мин. После карбонизации получают нетканый материал с поверхностной плотностью 95 г/м2, объемной плотностью 146 кг/м3, прочностью 240 Н/5 см, воздухопроницаемостью 90 дм3/м2×с, толщиной 0,6 мм (см. таблицу 4), после этого нетканый материал подвергают графитации в печи графитации при температуре 2000°C в течение 14 минут и получают нетканый материал с поверхностной плотностью 85 г/м, объемной плотностью 148 кг/м3, прочностью 337 Н/5 см, воздухопроницаемостью 71 дм3/м2×с, толщиной 0,58 мм и электросопротивлением 0,5 Ом.
В результате получают материал для изготовления газодиффузионных катодов для химических источников тока в виде нетканого углеродного материала с системой каналов сложной формы, что в совокупности со сквозными каналами обеспечивает регулирование подачи газов в зону реакции за счет микропроскальзывания слоев относительно друг друга, что повышает коэффициент полезного действия за счет стабилизации электрического тока.
Остальные материалы (примеры 2-41) были получены по вышеизложенной технологии, изменения связаны с видами наружных и каркасного слоя, смещением наружных слоев относительно друг друга и с изменениями температуры термообработки.
Таким образом, при получении углеродного нетканого материала, включающем формирование трехслойного нетканого материала, состоящего из двух иглопробивных наружных слоев и внутреннего каркасного слоя из разряженной полиоксадиазольной ткани, с последующим иглопрокалыванием, а затем карбонизацией полученного нетканого материала в среде азота при постепенном повышении температуры до 600-700°C и дальнейшей графитации при температуре 1500-2500°C, был достигнут технический результат, указанный выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО НЕТКАНОГО МАТЕРИАЛА | 2015 |
|
RU2593143C1 |
| НЕТКАНЫЙ МАТЕРИАЛ | 2015 |
|
RU2593142C1 |
| НЕТКАНЫЙ МАТЕРИАЛ | 2015 |
|
RU2594455C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО НЕТКАНОГО МАТЕРИАЛА | 2002 |
|
RU2213820C1 |
| НЕТКАНЫЙ МАТЕРИАЛ | 2002 |
|
RU2208074C1 |
| Текстильный материал для фильтрации горячих технологических газов и промышленного воздуха | 2021 |
|
RU2760532C1 |
| Способ получения углеродного нетканого волокнистого материала | 2017 |
|
RU2670884C1 |
| Способ получения углеродного нетканого волокнистого материала для медицины | 2018 |
|
RU2714384C1 |
| НЕТКАНЫЙ УГЛЕРОДНЫЙ МАТЕРИАЛ | 1996 |
|
RU2100500C1 |
| НЕТКАНЫЙ ОГНЕСТОЙКИЙ МАТЕРИАЛ | 2008 |
|
RU2361973C1 |
Предлагаемое изобретение относится к области получения углеродных нетканых материалов, в том числе для использования в качестве материала для изготовления газодиффузионных катодов для химических источников тока. Техническим результатом изобретения является улучшение технологичности процесса за счет исключения стадии дополнительной ориентации каркасного слоя за счет армирования наружных слоев нетканых материалов из штапелированных волокон разреженной тканью, образованной полотняным переплетением полиоксадиазольных нитей, при одновременном увеличении прочности по всему объему получаемых графитированных нетканых материалов за счет введения разреженной ткани, снижении электросопротивления и сохранении воздухопроницаемости путем формирования каналов сложной изогнутой формы, которые в совокупности со сквозными каналами образуют пористую структуру с возможностью регулирования воздухопроницаемости, и регулирование подачи газов в зону реакции за счет микропроскальзывания слоев относительно друг друга при работе газодиффузионных катодов химических источников тока. Способ получения углеродного нетканого материала, включающий формирование трехслойного нетканого материала, состоящего из двух иглопробивных наружных слоев и внутреннего каркасного слоя, с последующим иглопрокалыванием, а затем карбонизацией полученного нетканого материала в среде азота при постепенном повышении температуры до 600-700°C и дальнейшей графитацией при температуре 1500-2500°C, формирование трехслойного нетканого материала осуществляют путем смещения относительно друг друга на 1,5-2 мм двух наружных иглопробивных слоев с различным числом проколов в соотношении 1:2 с поверхностной плотностью одного слоя 72-150 г/м2 и числом проколов 6-18 на 1 см2 и поверхностной плотностью 45-120 г/м2 и числом проколов 12-36 на 1 см2 для другого слоя, полученных из вискозных штапелированных волокон с длиной не менее 51 мм, и каркасный слой с поверхностной плотностью 80-150 г/м2, состоящий из разреженной ткани, образованной полотняным переплетением полиоксадиазольных нитей под углом в 90 градусов с линейной плотностью 24-39 Текс, с размером ячейки от 1×1 до 4×4 мм, иглопрокалывают с получением нетканого материала объемной плотностью 71-108 кг/м3. 4 табл.
Способ получения углеродного нетканого материала, включающий формирование трехслойного нетканого материала, состоящего из двух иглопробивных наружных слоев и внутреннего каркасного слоя, с последующим иглопрокалыванием, а затем карбонизацией полученного нетканого материала в среде азота при постепенном повышении температуры до 600-700°C и дальнейшей графитацией при температуре 1500-2500°C, отличающийся тем, что формирование трехслойного нетканого материала осуществляют путем смещения относительно друг друга на 1,5-2 мм двух наружных иглопробивных слоев с различным числом проколов в соотношении 1:2 с поверхностной плотностью одного слоя 72-150 г/м2 и числом проколов 6-18 на 1 см2 и поверхностной плотностью 45-120 г/м2 и числом проколов 12-36 на 1 см2 для другого слоя, полученных из вискозных штапелированных волокон с длиной не менее 51 мм, и каркасный слой с поверхностной плотностью 80-150 г/м2, состоящий из разреженной ткани, образованной полотняным переплетением полиоксадиазольных нитей под углом в 90 градусов с линейной плотностью 24-39 Текс, с размером ячейки от 1×1 до 4×4 мм, иглопрокалывают с получением нетканого материала объемной плотностью 71-108 кг/м3.
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО НЕТКАНОГО МАТЕРИАЛА | 2002 |
|
RU2213820C1 |
| НЕТКАНЫЙ ИГЛОПРОБИВНОЙ МАТЕРИАЛ | 2007 |
|
RU2357028C2 |
| US 20050227565 A1, 13.10.2005 | |||
| Способ управления трехфазным мостовым инвертором | 1975 |
|
SU572891A1 |

