Изобретение относится к обувной промышленности. В частности, рассматривается новый способ изготовления индивидуальной ортопедической колодки и межстелечного слоя для нее (индивидуальной ортопедической стельки).
Одной из задач повышения качества обуви считается интеграция в процесс проектирования универсальной автоматизированной системы проектирования обуви с использованием современных информационных технологий, таких как лазерное сканирование, быстрое прототипирование и трехмерная компьютерная графика. Проектирование на сегодняшний день осуществляют как графоаналитическим способом, так и с использованием специальных компьютерных программ.
В современном мире развивающихся технологий уже никого не удивляет трехмерное моделирование в любой отрасли науки и техники. Основным этапом в разработке прочной и надежной обуви является ее проектирование и, конечно же, качественное воплощение трехмерной модели в реальную. Самым первым этапом в моделировании обуви является проектирование обувной колодки. Специально разработанная система позволяет оцифровывать любую физическую модель, полученную из ателье и дальше уже редактировать, видоизменять, импортировать, сохранять ее в разных форматах файла. Также современные программные продукты позволяют получать из 3D модели уже готовые чертежи и шаблоны, по которым строятся все, нужные для производства, выкройки. Если по таким технологиям удобно изготавливать колодки для новых моделей обуви, то применение новых технологий 3D моделирования для изготовления ортопедических колодок требует решения других задач.
Ортопедическая колодка предназначена для изготовления ортопедической обуви на определенные деформации стопы. Ортопедические колодки классифицируются по тем же признакам, что и стандартные. В производстве ортопедической обуви используются только затяжные колодки, которые бывают низкие, отражающие форму стопы, и берцовые с трубкой, копирующие форму стопы и нижней трети голени. Берцовые колодки служат для пошива ботинок с жесткими берцами. Извлечь обувную колодку из готовой обуви, не повредив заготовку сложно, поэтому целесообразно использовать берцовые колодки? сочлененные с выпиленным клином и съемной трубкой, ботинки должны иметь длинную шнуровку. В зависимости от вида деформации стопы колодки подразделяются на:
1 - колодки для изготовления ортопедической обуви при статической недостаточности стопы;
2 - колодки при тяжелых формах плоскостопия, распластанности переднего отдела стопы;
3 - при укорочении нижней конечности;
4 - при паралитической стопе;
5 - при плосковальгусной деформации стоп у детей;
6 - колодки для полых стоп;
7 - при ДЦП;
8 - при косолапости у детей;
9 - на аппарат.
В этих колодках изменен рельеф следа, увеличены или уменьшены объемные размеры, сделана округлая пятка. Подбор колодок начинается с получения заказа и мерок. Строение и размеры ортопедической колодки зависит не только от формы стопы, но и от конструкции обуви (наличие специальных жестких деталей, искусственного носка, формы межстелечного слоя). Изготовление колодки производится по размерам, полноте, характеру деформаций, высоте каблука и виду назначаемой обуви. При изготовлении колодки в первую очередь изучают соответствие продольного направления подошвенному контуру стопы. Для этой цели колодку прикладывают следом к контуру, причем положение крайней задней пяточной выпуклости тела колодки, а так же местоположение пучков должны совпадать, т.е. длина стопы от пяточного закругления до пересечения продольной оси с сечением пучков должна соответствовать этой же длине в колодке. Одновременно с проверкой формы следа колодки проверяют профильные ее строения, что имеет значение для обуви с коском, а так же, обуви со средним или на высоком каблуке. Размеры колодок могут быть увеличены путем прикрепления к ней специальных набивок из стелечной кожи, картона, резины. Но современные технологии позволяют увеличивать объемы и формы путем экструдирования полиэтилена, а так же путем коррекции в программном обеспечении и непосредственно при изготовлении на копировально фрезерном станке. При подгонке формы колодки в первую очередь наращивают и обрабатывают набивки или экструдированные наварки, соответствующие будущим углублениям в изготавливаемой обуви.
При подгонке колодки не допускаются отклонения размеров колодок от указанных в мерке более чем на 2 мм, несоответствие положения пучков в колодке отметки на обчерке более чем на 2 мм. Для пошива обуви с искусственным носком применение особо длинных колодок не требуется, так как внешняя длина такой обуви определяется не колодкой, а искусственным носком. Для обуви специально удлиняемой при помощи носка подбирается колодка, равная по длине колодки другой полупары, которая превышает длину стопы в ряде случаев до 20-30 мм. При этом соответствие пучков и пятки стопы и соответствующих частей колодки не должно быть нарушено. При односторонних культях переднего отдела стопы для определения местоположения пучков руководствуются здоровой стопой, подбирая ей пару. Форма следа колодки в пучках несколько отличается от подошвенного контура стопы: обычно она уже со стороны наружного и внутреннего пучка примерно на 5 мм. При распластанности переднего отдела и вальгусном отклонении большого пальца след колодки в пучках делается более широким, но сечение колодки по форме остается неизменным, т.е. след остается несколько уже верхней части колодки, образуя при этом некоторое закругление и небольшое нависание над следом колодки. Проверку совпадений очертаний контура стопы и следа колодок, находящуюся в положении сгиба (обувь с коском) на клиновидной пробке следует производить «на весу», прикидывая мерку к следу колодки, прижимая ее на всем протяжении следа.
В патентах CN 102763938, CN 103431582, CN 101103854 описаны способы получения виртуальных моделей индивидуальных обувных колодок.
В JP 2003052416 раскрыт общий способ изготовления обувной колодки, включающий этапы получение трехмерной формы ноги заказчика с помощью сканера, расчет и изготовление рельефной матрицы колодки на основе данных измерения формы ноги заказчика, и изготовление эластичной колодки с помощью матрицы.
В патентной заявке GB 476323 описан способ изготовления ортопедической колодки, заимствованной из ортопедически скорректированного старого ботинка, из которой может быть затем изготовлен новый ботинок, имеющий ортопедически скорректированную форму. Ортопедическая колодка изготавливается заполнением старого ортопедически скорректированного ботинка пластмассой, после чего этот материал выдерживают для затвердевания. Такой способ имеет тот недостаток, что он может выполняться только при использовании старой обуви, не имеющей полосок или планок и отверстий, так как в ней не сможет удержаться незатвердевший пластик.
В GB 1475405 описан способ получения индивидуальной колодки. Ногу прижимают на специальном пьедестале к сетке, состоящей из параллельных стержней с элементами, которые под давлением ноги погружаются в слой пластически деформируемого материала, посредством чего получают форму подошвенной части ноги. Ногу устанавливают в предварительно формованные носочные и пяточные чашки, подвижно закрепленные на пьедестале, и покрывают упруго деформируемым листовым материалом, который путем вакуумирования приводится в тесный контакт с ногой. После этого производят заливку термоотверждающимся или термопластичным материалом для получения формы лодки.
Известен способ изготовления индивидуальной ортопедической колодки (см. статью: «3D сканирование стопы пациента, моделирование и производство индивидуальных ортопедических колодок», выложенную на сайте «ПЕРСЕЙ OPTO. Ортопедический центр» компании «ПЕРСЕЙ-ОРТО». RU, выложенной в сети Интернет в режиме он-лайн доступа в 2014 г. по адресу: http://www.persey-orto.ru/orto_shoes/3d-model.php). В нем представлена система моделирования и производства обувных ортопедических колодок. Описанная на сайте система включает 3D сканирование стопы пациента, 3D моделирование и производство индивидуальных ортопедических колодок:
- Сканирование стопы пациента современным 3D фото сканером - позволяет получать полноцветные 3D модели ног пациентов с точностью до полмиллиметра.
- Получение 3D модели ноги и разработка колодки. Дальнейшая обработка в программе 3D моделирования.
- Подготовку и вывод модели колодки на станок.
- Автоматическую обработку колодки на фрезерном станке.
Это решение принято в качестве прототипа.
Трехмерное сканирование - это процесс перевода физической формы реального объекта в цифровую форму, т.е. получение трехмерной компьютерной модели объекта. На выходе с 3D сканера получается полигональная модель объекта. С полученной полигональной модели можно смоделировать точную математическую модель поверхности объекта. Трехмерное сканирование происходит в несколько этапов:
- Сканирование отдельных фрагментов объекта - объект устанавливается перед трехмерным сканером на определенном расстоянии. Это расстояние варьируется в зависимости от габаритов объекта и требуемой точности и плотности результирующей модели. Затем на ПК запускается процесс сканирования. Проектор подсвечивает объект набором специальных кадров, причем для каждого кадра проектора с камер поступает пара снимков с подсвеченным объектом. После обработки снимков рассчитываются трехмерные координаты точек поверхности - облако точек, и строится стриангулированная модель поверхности. Для того, чтобы получить всю поверхность объекта, его необходимо отсканировать с разных ракурсов.
- Предварительная обработка фрагментов - удаление шума и ложной геометрии на фрагментах.
- Объединение фрагментов в единую модель - операция производится вручную, либо при наличии в системе сканирования поворотного стола - автоматически.
- Постобработка модели - удаление дефектов и сглаживание модели.
- Экспорт - результатом работы большинства 3D сканеров является компьютерная модель изделия, в виде STL-файла. Формат STL (Stereolithography) является наиболее распространенным форматом передачи 3D моделей в CAD/САМ системы.
Любой метод имеет как свои достоинства, так и недостатки. К достоинствам рассматриваемого метода относятся: возможность получения полной информации о форме и размерах стопы, которая достаточна для автоматизированного проектирования обувной колодки и технологической оснастки обувного производства, а так же высокая скорость измерений и маленькая погрешность замеров, что обеспечивает удобство для исследуемых и пользователей.
Но сканирование имеет существенный недостаток, заключающийся в сложности и тяжеловесности сканированных моделей и возможности появления проблем с отражающими поверхностями, которые сканером не воспринимаются или воспринимаются как иная поверхность. Общим недостатком этого процесса является большое количество погрешностей, которые возникают, так как не существует геометрически точной методики получения развертки сложной поверхности. Существует также численный метод, в основе которого лежит получение геометрических параметров колодки для наиболее характерных участков, при помощи треугольников и трапеций, однозначно соответствующих элементам поверхности развертки. Существенным минусом этой методики является последовательность построения развертки, так любая малейшая ошибка или неточность, допущенная в начале построения, будет постепенно расти.
Так как изготовление колодки представляет собой сложный процесс последовательно выполняемых операций по созданию 3D модели, и созданию на ее основе реальной модели из полимерного материала, то имеющиеся неточности при сканировании переносятся на модель колодки и могут усугубиться в дальнейшем. Для исключения этого недостатка необходим контроль риперных точек модели колодки и их соответствие геометрическому положению этих же точек на реальной стопе будущего пользователя.
Настоящее изобретение направлено на достижение технического результата, заключающегося в повышении точности соответствия полученной ортопедической колодки и стельки для нее антропометрическим параметрам стопы пациента, для которого эта колодка изготавливается.
Указанный технический результат достигается тем, что в способе изготовления индивидуальной ортопедической колодки и межстелечного слоя для нее, заключающемся в переводе физической формы стопы реального объекта в цифровую форму методом 3D сканирования для получения математической модели поверхности модели стопы объекта и моделирования трехмерной компьютерной модели стопы объекта в виде полигональной модели, изготовлении из полиэтиленовой болванки индивидуальной ортопедической колодки методом фрезеровки по данным математической модели поверхности модели стопы объекта, дополнительно проводят инструментальное исследование стопы объекта для получения плантограммы и записи обмеров стопы реального объекта. Моделирование трехмерной компьютерной модели стопы объекта проводят с учетом плантограммы и мерок, снятых со стопы реального объекта, после чего на трехмерной компьютерной модели колодки размещают центровые суппорты и файл с цифровыми данными трехмерной компьютерной модели колодки объекта с центровыми суппортами передают на фрезерование для получения из полиэтиленовой болванки заготовки индивидуальной ортопедической колодки, размеры которой сверяют с учетом плантограммы и мерок, снятых со стопы реального объекта для корректировки фрагментов заготовки индивидуальной ортопедической колодки до их соответствия форме соответствующих им участков стопы реального объекта. Затем сканируют изготовленную индивидуальную ортопедическую колодку для получения сканограммы в виде 3D изображения, по которой моделируют индивидуальный межстелечный слой и передают данные в цифровой форме в станок для фрезерования из заготовки стельки, а полученную стельку, являющуюся межстелечным слоем, прикрепляют в пяточной и носочной частях к колодке с совпадением рельефа верха межстелечного слоя и колодки между собой.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретным примером исполнения, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения требуемого технического результата.
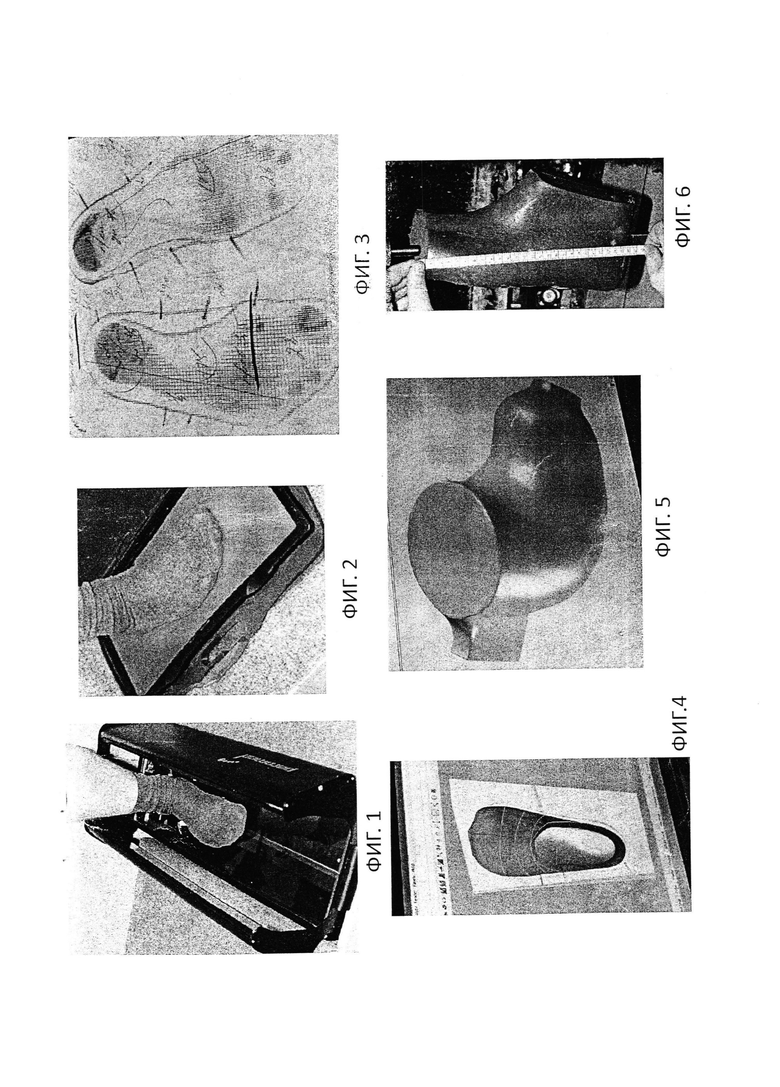
На фиг. 1 показано проведение сканирования;
фиг. 2 показано изготовление плантограммы;
фиг. 3 показано оформление плантограммы;
фиг. 4 - 3D моделирование колодки;
фиг. 5 - установка центровых суппортов;
фиг. 6 - первичная обработка заготовки;
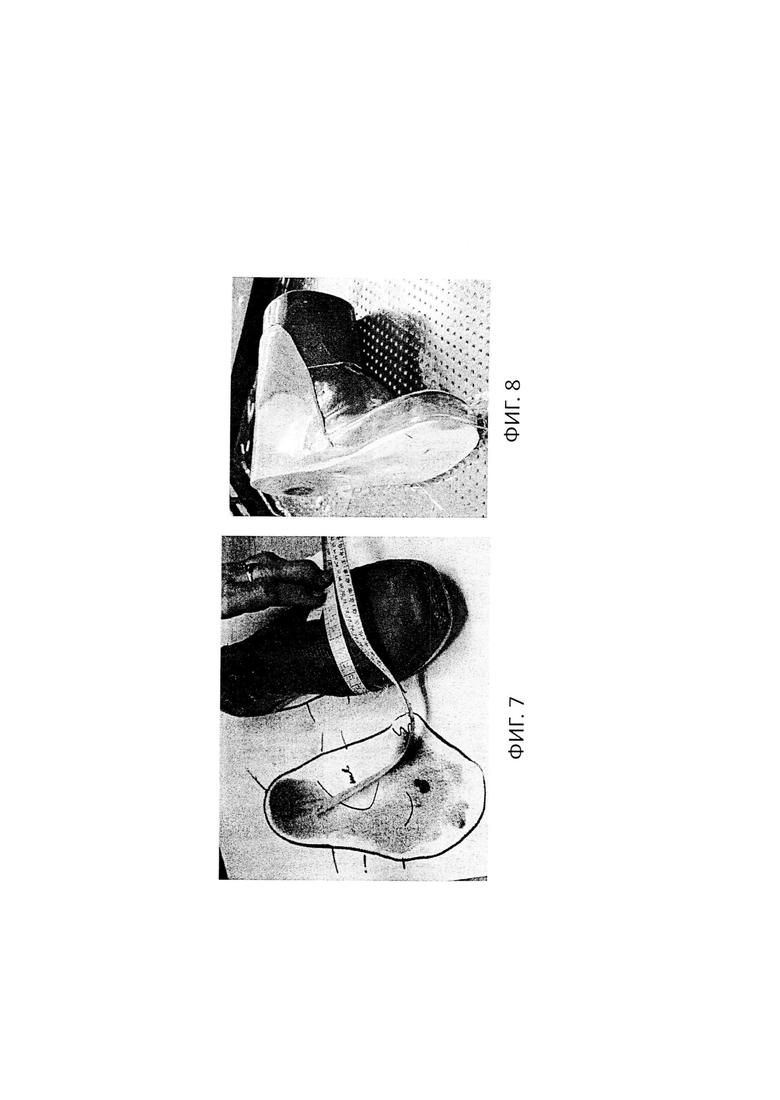
фиг. 7 - контроль соответствия заготовки колодки замерам и плантограмме;
фиг. 8 - готовая колодка с элементами коррекции наружной поверхности.
Согласно настоящего изобретения, рассматривается новый способ изготовления индивидуальной ортопедической колодки и межстелечного слоя для нее (индивидуальной ортопедической стельки), особенностью которого является наличие обязательного этапа инструментального исследования стопы до изготовления колодки и доводка колодки (примерка макета, необходимые корректировки, для дальнейшей подгонки колодки и межстелечного слоя).
В данном способе рассматриваются особенности создания узла индивидуальной ортопедической колодки и межстелечного слоя (индивидуальной ортопедической стельки). Для его создания используются специальные приборы, программы и методики: для бесконтактного метода снятия параметров со стопы пациента, создание 3-мерной модели ортопедической колодки и 3-мерной модели ортопедической стельки (межстелечного слоя) и их изготовления.
Трехмерное моделирование - одно из самых перспективных направлений развития современных технологий. 3D моделирование дает возможность создавать обувь с учетом анатомических особенностей стопы пациента.
Для определения всех параметров, необходимых для проектирования ортопедической обуви, обращаемся к использованию системы лазерного сканирования. Бесконтактный метод обмера стоп и дальнейшая обработка в САПР - программе 3D моделирования колодок, запуск в производство на цифровом оборудовании позволяет сохранить высокую точность обработки и получить идеально соответствующую оригиналу (стопе пациента) индивидуальную ортопедическую колодку и индивидуальную ортопедическую стельку вследствие чего достигается цель - комфортная ортопедическая обувь.
В нашем случае технологический процесс, согласно заявленного способа, включает в себя:
- Инструментальное исследование стопы заказчика
- 3D моделирование ортопедической колодки
- Изготовление ортопедической колодки
- 3D моделирование ортопедической стельки
- Изготовление ортопедической стельки (межстелечного слоя)
- Получение узла ортопедической колодки и стельки
- Подгонка узла к стопе заказчика
- Архивация индивидуальной колодки.
Эффект от перехода к цифровым технологиям позволяет на порядок увеличить производительность изготовления индивидуальной ортопедической обуви, улучшить ее качество за счет высокой точности ее изготовления, учитывая все нюансы деформаций конкретного пациента.
В общем случае способ изготовления индивидуальной ортопедической колодки с межстелечным слоем заключается в переводе физической формы стопы реального объекта в цифровую форму методом 3D сканирования для получения математической модели поверхности стопы объекта и моделирования трехмерной компьютерной модели колодки в виде полигональной модели, изготовленной из полиэтиленовой болванки методом фрезеровки по данным математической поверхности модели колодки. При этом дополнительно проводят инструментальное исследование стопы объекта для получения плантограммы и записи обмеров стопы реального объекта. Моделирование трехмерной компьютерной модели стопы объекта проводят с учетом плантограммы и мерок, снятых со стопы реального объекта, после чего на трехмерной компьютерной модели колодки размещают центровые суппорты, и файл с цифровыми данными трехмерной компьютерной модели колодки с центровыми суппортами передают на фрезерование для получения из полиэтиленовой болванки заготовки индивидуальной ортопедической колодки, размеры которой сверяют с учетом плантограммы и мерок, снятых со стопы реального объекта для корректировки фрагментов заготовки индивидуальной ортопедической колодки до их соответствия форме соответствующих им участков стопы реального объекта. Затем сканируют изготовленную индивидуальную ортопедическую колодку для получения сканограммы в виде 3D изображения, по которой моделируют индивидуальный межстелечный слой и передают данные в цифровой форме в станок для фрезерования из заготовки стельки, а полученную стельку, являющуюся межстелечным слоем, прикрепляют в пяточной и носочной частях к колодке с совпадением рельефа верха межстелечного слоя и колодки между собой.
Ниже описан пример реальной технологии изготовления индивидуальной колодки с межстелечным слоем, реализующий заявленный способ.
1. Диагностирование заказчика врачом, назначение ПОИ
Врач производит осмотр заказчика, определяет характерные деформации и нарушения функции нижних конечностей. Для уточнения характера повреждений необходимо воспользоваться рентгеновским снимком. Подтверждает диагноз и назначает протезно-ортопедическое изделие с коррегирующими приспособлениями в соответствии с функциональными нарушениями нуждающимися в коррекции.
Инструментарий: медицинская кушетка, стол, стул, набор для определения укорочения, подоскоп.
2. Инструментальное исследование стопы заказчика (фиг. 1)
Перед началом работы с пациентом техник-ортопед знакомится с назначениями врача. Данные осмотра врача дополняются инструментальным исследованием с помощью приборов, которыми оснащено рабочее место техника-ортопеда (сканирующее устройство, плантограф, фотокамера, высотомер) Полученные файлы: снимок со сканера, видеосъемка и фотоснимок закрепляются в личном деле пациента для дальнейшей работы. Плантограмма и запись обмеров стопы фиксируется на бланке заказа (фиг. 2 и 3).
Инструментарий: рабочее место техника-ортопеда, компьютер, видеокамера, сканирующее устройство «Paromed», программа My Shoes - Scan, плантограф, сантиметровая лента, карандаш.
3. Моделирование колодки (фиг. 4)
Моделирование индивидуальной колодки производится при помощи программы 3D моделирования ортопедических колодок. В процессе используются данные со сканирующего устройства, плантограммы, фотографии и мерки, снятые со стопы заказчика. После обработки и ввода в программу данных модельер колодочник моделирует индивидуальную ортопедическую колодку, учитывая все стандартные припуски предусмотренные ГОСТ 3927-88
Инструментарий: компьютер, заказ с плантограммой, обмер стопы, снимок сканера, программное обеспечение 3D моделирования ортопедических колодок Rhinoceros 5.
4. Установка центрового суппорта (фиг. 5)
Полученный файл индивидуальной колодки в формате STL или IGES конвертируется в программу «EASYLAST 2.0» в формат FRM для обработки и установки центровых суппортов. Обработанный файл в формате MOD отсылается в копировально-фрезерный станок для изготовления индивидуальной ортопедической колодки из полиэтилена.
Инструментарий: компьютер, программное обеспечение «EASYLAST 2.0»
5. Подбор и подгонка полиэтиленовых болванок для индивидуальной колодки
Полиэтиленовая болванка подбирается под размеры индивидуальной колодки. Излишки заготовки обрезают ленточной пилой, для придания размеров, приближенных к размерам индивидуальной колодки.
Инструментарий: ленточная пила, полиэтиленовые болванки.
6. Первичная обработка (грубая) индивидуальной колодки (фиг. 6)
Подготовленная заготовка болванки устанавливается в рабочие органы машины. Обработка индивидуальной колодки ведется по полупаре. Трубка для сложных колодок обрабатывается отдельно по одной штуке для правой и левой полупары. Все операции по обслуживанию должны выполняться на отключенной машине и в полном соответствии с действующими нормативами. После включения ЧПУ требуется обнуление осей машины. Нажимая клавиши функции F1 для оси X. F2 ось Х1, F3 ось Z, F4 ось С, даем команду поиска нуля для каждой из осей. Вторым нажатием клавиши мы прерываем операцию обнуления. Вызываем программу из памяти. Выделяем требуемый вид обработки.
Инструментарий: копировально-фрезерный комплекс NL.MOD 2RF, измерительная лента.
7. Сверление отверстия под замок клина
Со стороны следа колодки в геленочной части высверливается отверстие для замка клина так, чтобы закрепить замок в тело колодки и выпиленный клин.
Инструментарий: сверлильный станок, сверло №8.
8. Запайка раковин в индивидуальной колодке
При необходимости производится запайка отверстий, образованных в теле заготовки при отливе болванок или наплавление на выступающие части за контур колодки (головки плюсневых костей, лодыжка на трубке). Операция производится расплавленным полиэтиленом t-200°C с помощью экструдера. Цвет полиэтилена должен совпадать с цветом заготовки.
Инструментарий: экструдер, расплавленный полиэтилен.
9. Выпиливание клина
На индивидуальной колодке выпиливается клин с помощью ленточной пилы.
Инструментарий: ленточная пила.
10. Установка замка и крепителей для клина
Отверстия под замок в выпиленном клине и колодке расширяют с помощью пробойника, вставляют замок. В клине высверливают два отверстия наискосок так, чтобы гвозди установленные в эти отверстия скрепляли выпиленный клин и колодку.
Гвозди утапливаются в колодку на глубину 8-10 мм, чтобы они не мешали при чистовой обработке колодки
Инструментарий: Сверлильный станок, замок, гвозди №30-35, пробойник, молоток.
11. Окончательная (чистовая) обработка индивидуальной колодки
В ЧПУ копировально-фрезерного комплекса загружается оцифрованный файл индивидуальной колодки, в рабочие органы устанавливаем полуфабрикат колодки для окончательной обработки. Изделие, прошедшее окончательную обработку, проверяется измерительной лентой, качество литья и механической обработки визуально. Маркером проставляется номер заказчика.
Инструментарий: копировально-фрезерный комплекс чистовой обработки NL.SF 4, измерительная лента, маркер.
12. Обрезка центровых суппортов
Колодка после чистовой обработки подносится к ленточной пиле для обрезки центровых суппортов. После обрезки в носочной и пяточной части колодки остается небольшой припуск для дальнейшей обработки.
Инструментарий: ленточная пила.
13. Высверливание отверстий под втулку
Колодка подносится к сверлильному станку верхней площадкой и закрепляется зажимом. После этого производится сверление отверстия на фиксируемую глубину. Отверстие должно быть по центру оси площадки. При изготовлении колодок с трубкой, отверстие высверливается на верхней площадке трубки.
Инструментарий: сверлильный станок, сверло.
14. Установка втулки
Колодка фиксируется зажимами пневматического пресса, вставляется металлическая втулка в заранее изготовленное отверстие. Втулка должна плотно прилегать к телу колодки.
Инструментарий: пневматический пресс.
15. Высверливание отверстий для закрепления трубки на колодке
Трубка вместе с колодкой подносится к сверлильному станку верхней площадкой и фиксируется зажимом. После этого производится сверление отверстия на фиксируемую глубину. Отверстий должно быть 2, на расстоянии 10-15 мм от втулки.
Инструментарий: сверлильный станок, сверло.
16. Закрепление трубки на колодке
Трубка скрепляется с колодкой с помощью 2-х гвоздей.
Инструментарий: молоток, гвозди №150
17. Выпиливание технологических отверстий
На теле колодки сверлом выпиливаются технологические отверстия для съема обуви с колодки.
Инструментарий: сверлильный станок, сверло.
18. Удаление гвоздей из клина, закрепление клина на колодке
С помощью отвертки отодвигается клин от колодки, клещами удаляют технологические крепители. (Дополнительно клин может быть скреплен с колодкой с помощью гвоздя).
Инструментарий: молоток, клещи, отвертка, гвозди №30.
19. Маркировка колодок
На боковой наружной поверхности колодки с помощью клейм наносится индивидуальный номер заказчика.
Инструментарий: набор клейм.
20. Доработка индивидуальной колодки (фиг. 7)
Полиэтиленовая колодка дорабатывается вручную. Поднимаются излишки в носочной и пяточной частях до нужной формы индивидуальной колодки в соответствии с мерками указанными в заказе и нормам стандартного проектирования колодки.
Инструментарий: шарошечно-полировальный станок, абразивная лента №24, №78-80, экструдер, полиэтиленовая крошка.
21. Контроль качества колодок (фиг. 8)
Контролер проверяет колодку: длину и объемные размеры в соответствии с назначением врача, техника медицинского отдела и стандартными припусками проектирования индивидуальной ортопедической колодки.
Инструментарий: измерительная лента, контурные шаблоны, штангенциркуль.
22. Сканирование изготовленной индивидуальной ортопедической колодки
Проверенная индивидуальная колодка устанавливается на подготовленное стекло рабочего поля сканера. Сканируется. Полученная сканограмма в виде 3D изображения колодки отображается на мониторе компьютера. Необходимо проверить качество полученной сканограммы. Изображение должно быть четкое без пропусков, провалов.
Инструментарий: сканирующее устройство «Paromed», программа My Shoes - Scan.
23. Моделирование индивидуального межстелечного слоя (индивидуальной ортопедической стельки)
Полученную 3D модель экспортируют в программу моделирования индивидуальной ортопедической стельки. Стельку моделируют с учетом назначений и профилей заложенных в индивидуальной ортопедической колодке (выкладок всех сводов, пронаций, углублений и укорочения), и стелечного контура колодки, с припуском для обработки.
Инструментарий: компьютер, программа по моделированию индивидуальной ортопедической стельки «ParoManager».
24. Изготовление индивидуального межстелечного слоя
В рабочую зону машины заправляется матрица с подогнанными по размеру заготовками. Файл с отмоделированной стелькой посылается на электронное устройство оборудования. После чего фреза устанавливается в исходном положении и начинает работу. Изготавливается стелька на правую и левую ногу поочередно в автоматическом режиме. Изготовленная индивидуальная стелька должна соответствовать заказу, мерке, иметь гладкую и ровную поверхность.
Инструментарий: стелечная фреза «Paromed», нож сапожный, измерительная линейка, штангенциркуль.
25. Соединение межстелечного слоя с индивидуальной колодкой
Изготовленный и обработанный межстелечный слой прикрепляется крепителями в пяточной и носочной частях. Соединенные поверхности совмещаются так, чтобы рельеф следа колодки и рельеф верха межстелечного слоя четко совпадали между собой.
Инструментарий: металлические крепители.
26. Изготовление примерочного макета индивидуальной колодки в узле с ортопедической стелькой
Индивидуальную колодку с межстелечным слоем и жесткими деталями, устанавливают в вакуумную установку, где предварительно разогрели пленку. Разогретую пленку опускают на колодку и включают насос, создается вакуум. Пленка постепенно обтягивает колодку. После остывания пленки полуфабрикат вынимают из установки. Излишки пленки обрезаются. Края пленки закрепляются степлером на межстелечном слое. Делаем осевые надрезы, вынимаем колодку. Полученный макет должен быть без острых углов и заусенцев.
Инструментарий: вакуумная установка, пленка, ножницы, степлер, нож сапожный.
27. Примерка макета
Макет колодки с межстелечным слоем (индивидуальной ортопедической стелькой) и при необходимости жесткими деталями одевается на ногу заказчика. Под пяточную часть подставляется макет каблука необходимой высоты. Оценка соответствия макета колодки и стопы производится визуально. На макете колодки отмечаются все необходимые корректировки, для дальнейшей подгонки колодки и межстелечного слоя.
Инструментарий: набор примерочных каблуков, маркер.
28. Корректировка колодки и межстелечного слоя
После примерки, по меткам на макете производится корректировка и окончательная обработка колодки и межстелечного слоя. Поверхности колодки и межстелечного слоя после окончательной обработки должны быть гладкими, без провалов и заусенцев, максимально соответствовать деформации стопы и конструкции обуви, указанным в заказе.
Инструментарий: экструдер, шарошки, м-на HARDO, лента абразивная.
29. Сканирование колодки
После корректировки и окончательной обработки, колодку сканируют для получения конечного цифрового файла, который сохраняют и архивируют.
Инструментарий: сканирующее устройство «Paromed», программа My Shoes - Scan.
30. Архивация индивидуальной колодки
После всех доработок, индивидуальной колодке присваивают номер общего учета колодок и отправляют на хранение. Номер колодки указывается в личном деле заказчика. Индивидуальная колодка заказчика хранится в натуральном и цифровом выражение.
Инструментарий: книга учета, набор маркировочных цифр.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления индивидуальной ортопедической стельки | 2018 |
|
RU2675137C1 |
| Комплексный способ подбора и проектирования индивидуально-эргономических физических предметов на основе бесконтактной антропометрии | 2017 |
|
RU2637981C1 |
| УСТРОЙСТВО СПЕЦИАЛЬНОГО АНАТОМИЧЕСКОГО ЛОЖА ДЛЯ ЦИФРОВОГО ОБМЕРА ГОЛЕНОСТОПА | 2014 |
|
RU2596517C2 |
| ОРТОПЕДИЧЕСКИЙ ВКЛАДЫШ В ОБУВЬ | 1993 |
|
RU2095038C1 |
| ОРТОПЕДИЧЕСКАЯ ОБУВЬ ДЛЯ БОЛЬНЫХ САХАРНЫМ ДИАБЕТОМ, ИМЕЮЩИХ ДИАБЕТИЧЕСКУЮ ПАТОЛОГИЮ СТОПЫ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2182808C2 |
| СПОСОБ СОЗДАНИЯ ЦИФРОВОЙ МОДЕЛИ ОБУВНОЙ КОЛОДКИ, ОБЕСПЕЧИВАЮЩЕЙ ПОВЫШЕННУЮ ВПОРНОСТЬ В ОБЛАСТИ БОКОВЫХ СТОРОН | 2021 |
|
RU2765771C1 |
| Способ изготовления индивидуальных стелек из полимерных материалов | 1981 |
|
SU986417A1 |
| СПОСОБ ЛЕЧЕНИЯ СТАТИЧЕСКИХ ДЕФОРМАЦИЙ СТОПЫ | 2014 |
|
RU2570090C1 |
| ЗАГОТОВКА ДЛЯ ИНДИВИДУАЛЬНОЙ ОРТОПЕДИЧЕСКОЙ СТЕЛЬКИ И СПОСОБ ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНОЙ ОРТОПЕДИЧЕСКОЙ СТЕЛЬКИ | 2005 |
|
RU2306118C2 |
| Ортопедическая стелька для разгрузки зон омозолелостей и/или натоптышей подошвенной поверхности стопы (варианты). | 2021 |
|
RU2800568C2 |
Изобретение относится к обувной промышленности. Способ изготовления индивидуальной ортопедической колодки с межстелечным слоем заключается в переводе физической формы стопы реального объекта в цифровую форму методом 3D сканирования для получения математической модели поверхности модели стопы объекта и моделирования трехмерной компьютерной модели стопы объекта в виде полигональной модели, изготовлении из полиэтиленовой болванки индивидуальной ортопедической колодки методом фрезеровки по данным математической модели поверхности модели стопы объекта. При этом дополнительно проводят инструментальное исследование стопы объекта для получения плантограммы и записи обмеров стопы реального объекта. Моделирование трехмерной компьютерной модели стопы объекта проводят с учетом плантограммы и мерок, снятых со стопы реального объекта, после чего на трехмерной компьютерной модели размещают центровые суппорты, и файл с цифровыми данными трехмерной компьютерной модели стопы объекта с центровыми суппортами передают на фрезерование для получения из полиэтиленовой болванки заготовки индивидуальной ортопедической колодки, размеры которой сверяют с учетом плантограммы и мерок, снятых со стопы реального объекта для корректировки фрагментов заготовки индивидуальной ортопедической колодки до их соответствия форме соответствующих им участков стопы реального объекта. Затем сканируют изготовленную индивидуальную ортопедическую колодку для получения сканограммы в виде 3D изображения, по которой моделируют индивидуальный межстелечный слой и передают данные в цифровой форме в станок для фрезерования из заготовки стельки, а полученную стельку, являющуюся межстелечным слоем, прикрепляют в пяточной и носочной частях к колодке с совпадением рельефа верха межстелечного слоя и колодки между собой. 8 ил.
Способ изготовления индивидуальной ортопедической колодки с межстелечным слоем, заключающийся в переводе физической формы стопы реального объекта в цифровую форму методом 3D сканирования для получения математической модели поверхности стопы объекта и моделирования трехмерной компьютерной модели стопы объекта в виде полигональной модели, изготовлении из полиэтиленовой болванки индивидуальной ортопедической колодки методом фрезеровки по данным математической модели поверхности модели стопы объекта, отличающийся тем, что дополнительно проводят инструментальное исследование стопы объекта для получения плантограммы и записи обмеров стопы реального объекта, моделирование трехмерной компьютерной модели стопы объекта проводят с учетом плантограммы и мерок, снятых со стопы реального объекта, после чего на трехмерной компьютерной модели размещают центровые суппорты и файл с цифровыми данными трехмерной компьютерной модели стопы объекта с центровыми суппортами передают на фрезерование для получения из полиэтиленовой болванки заготовки индивидуальной ортопедической колодки, размеры которой сверяют с учетом плантограммы и мерок, снятых со стопы реального объекта для корректировки фрагментов заготовки индивидуальной ортопедической колодки до их соответствия форме соответствующих им участков стопы реального объекта, затем сканируют изготовленную индивидуальную ортопедическую колодку для получения сканограммы в виде 3D изображения, по которой моделируют индивидуальный межстелечный слой и передают данные в цифровой форме в станок для фрезерования из заготовки стельки, а полученную стельку, являющуюся межстелечным слоем, прикрепляют в пяточной и носочной частях к колодке с совпадением рельефа верха межстелечного слоя и колодки между собой.
| CN 102763938 A, 07.11.2012 | |||
| Устройство для слива расплава из электродной печи-ванны | 1973 |
|
SU476323A1 |
| GB 1475405 A, 01.06.1977 | |||
| Способ получения активной кремневой кислоты | 1938 |
|
SU55548A1 |

