Изобретение касается обувной промышленности, в частности, персонифицированной обуви, и может найти применение при проектировании индивидуальной колодки обуви, отражающей особенности геометрических размеров стопы заказчика, физико-механических свойств пакета материалов заготовки верха, при этом колодка будет отличаться повышенной точностью расчетных параметров, обеспечивающих анатомически корректную внутреннюю форму обуви, а также изобретение применимо для создания обуви повышенной впорности для средне типичной стопы.
Аналогом изобретения, близким по совокупности существенных признаков, является способ и алгоритм, позволяющий осуществить переход от пространственных данных о стопе к пространственным данным о колодке, используя бесконтактных способ обмера стопы.
Однако здесь не учитываются силовые параметры воздействия колодки на заготовку, что не гарантирует создание впорной обуви с допустимой нагрузкой элементов стопы (Сказкин А.В., «Разработка методики проектирования внутренней формы обуви на основе виртуальной визуализации поверхности стопы», диссертация к.т.н., М., МГУДТ, 2010, 145 с.).
Наиболее близким по технической сущности является выбранное за прототип устройство специального анатомического ложа для цифрового обмера голеностопа, патент №2 596 517, РФ: МПК A43D 3/00 (2006.01). В прототипе приводятся сведения, как по способу цифрового обмера, так и устройство анатомического ложа. Изобретение позволяет провести процесс проектирования и реализовать технологический процесс с привлечением средств числового моделирования, базирующегося на лазерном измерении геометрических параметров стопы в области боковых сторон стопы, точечного тензометрического измерения силовых параметров, деформаций, программного вычисления характеристик жесткости затянутой заготовки обуви и измененных геометрических параметров исходной колодки, соответствующих установленным участкам отдельных, выявленных элементов стопы, подлежащих коррекции.
В прототипе, в котором реализуется способ, согласно которому предлагается произвести цифровой обмер голеностопа с помощью специального анатомического ложа, верхняя поверхность которого имеет заданную форму низа обуви, нижняя поверхность представляет собой горизонтальную проекцию верхней поверхности анатомического ложа, боковые поверхности построены между образующими верхней и нижней поверхностями. Голеностоп нагружают силой веса тела испытуемого, а способ обмера голеностопа на анатомическом ложе осуществляют с помощью лазерного цифрового 3D-сканера и системы автоматизированного проектирования, что позволяет получить совокупность точек, отражающих поверхность голеностопа в трехмерной системе координат.
Анатомическое ложе выполнено так, что оно имеет участки: пяточный на высоте каблука с наклоном в сторону носка, геленочный с увеличенным углом скоса и опорный носочно-пучковый, расположенный в горизонтальной плоскости. Симметрично полу находится парное ложе, предназначенное для опоры другой стопы. По периферии анатомическое ложе охватывается измерительным устройством с лазерным цифровым 3D-сканером.
В верхней рельефной поверхности анатомического ложа располагается нижняя матрица тензометрических датчиков, позволяющих определить центр сил тела испытуемого при его анатомически правильном положении и при различной конфигурации стопы.
Недостаток состоит в том, что представленный в прототипе материал не предусмотрен для проектирования эргономичной обуви в частности, участков ложа, формирующих контактирующие поверхности затянутой заготовки верха обуви со стопой. Боковая поверхность заготовки в области наружной и внутренней стороны пучков должна находиться в силовом контакте, как при переносе стопы, так и при опоре на всю стопу, в последнем случае нагрузка на ряде участков значительно увеличивается, например, в области пучков, верхней части союзки. В прототипе задача влияния распорной жесткости затянутой заготовки верха на давление, испытываемой стопой, не рассмотрено.
Отсутствие давления при контакте пучков стопы и заготовки, в геленочной части или недостаточная его величина при переносе стопы приводит к потере устойчивости испытуемого при постановке обутой стопы на опору.
Величина усилия прижатия боковых участков затянутой заготовки верха к крайним (наружной и внутренней) головкам пучков в начале отталкивания в фазе заднего толчка лимитируется требованием обеспечения двух условий: первое - отсутствия скольжения стопы внутри обуви и второе - в середине фазы, когда продольная и поперечная арки стопы раздвигаются, и давление на боковые участки стопы увеличивается, необходимо чтобы оно не достигало ограничивающей величины, при которой перекрываются кровеносные сосуды и лимфа.
Предложенное в прототипе устройство анатомического ложа не позволяет определить давление поверхностей боковых сторон затянутой заготовки верха на контактируемые с ними участки стопы, что в случае превышения допустимых значений давления вызовет болевые ощущения в этих зонах и застойные явления в кровообращении и лимфы в стопе, а также нарушение поддержания теплового режима стопы; при недостаточных величинах давления возникает разнонаправленное смещение сопряженных участков, вызывающее потертости кожи стопы и интенсивный износ материала чулка.
На практике встречается ситуация - при пошиве двух пар обуви, одной модели, на одинаковой колодке, одна из замши-велюра, другая из лаковой кожи, обнаруживается, что замшевая пара обуви сидит достаточно комфортно, а туфли из лаковой кожи сжимают стопы сверхдопустимого из-за высокой распорной жесткости (livemaster.ru/topic/2838599-chto-takoe-vpornost-obuvi).
В прототипе из комплекса задач, способствующих повышению качества обуви за счет разработки прогрессивного способа построения анатомической колодки, отсутствует постановка и не представлен ряд решений важнейших проблем достижения цели - в первую очередь повышенной впорности, достигаемой с помощью численного критериального показателя - рекомендуемого контактного давления между стопой и боковыми сторонами затянутой заготовки верха, а также:
- установление зон контакта боковых сторон затянутой заготовки верха и стопы, перенос их на колодку (задача Reverse engineering - обратного инжиниринга);
- оптимальное размещение датчиков, снимающих показатели давления и сжатия, на выделенных зонах затянутой заготовки верха, что дает возможность достигнуть требуемой точности измеряемых параметров;
- присоединение кожаной подкладки к бесподкладочной заготовке верха временным крепителем, проведение затяжного и формовочного процесса, удаление кожаной подкладки;
- построение матрицы с набором тензометрических датчиков, измеряющих давление и сжатие, толщиной как у традиционной кожаной подкладки, присоединяемой стороной матрицы к тыльной поверхности заготовки верха временным крепителем, например, клеем НК, установка стопы в обувь с прикрепленными матрицей и тензометрическими датчиками;
- определение давления, на выделенных зонах контакта стопы и заготовки верха обуви с прикрепленной матрицей с тензометрическими датчиками, зависящие от жесткости соединяемого участка боковой стороны стопы и пакета материалов заготовки;
- корректировка высоты участков на боковых поверхностях колодки, обеспечивающих допустимое давление на стопу в различных фазах ходьбы;
- привлечение экспериментально-расчетного аппарата и машинных математических методов вычислений к решению поставленных задач: расчету высоты единичных высот по найденному давлению, сглаживание дискретных высот плавными кривыми, автоматизированное проектирование заготовки верха по скорректированным геометрическим данным, лазерного цифрового 3D-сканирования колодки.
Технический результат предлагаемого изобретения - повышение уровня впорности обуви в области боковых сторон обуви за счет точечного измерения давления и сжатия боковыми сторонами затянутой заготовки верха стопы в зонах их контакта, изменения формы соответствующих участков колодки и соответственно затянутой заготовки верха с обеспечением допустимого значения критериального показателя давления затянутой заготовки верха обуви на стопу в диапазоне 0,02МПа<р>0,06МПа.
Максимально допустимое значение давления составляет 0,06 МПа (8 мм рт.ст.) (Справочник обувщика Том 1, Госнаучтехиздатлегпром, 541 с., М.1958), при котором перекрываются кровеносные сосуды на стопе в зоне контакта с затянутой заготовкой верха обуви, что может составить опасность здоровью на ряде участков стопы, например, в пучковой части в фазе заднего толчка. Минимальный показатель давления 0,02МПа в фазе переноса стопы предотвращает соскальзывание обуви со стопы.
При осуществления заявленного изобретения возникает технический эффект, выражающийся в создании измененной формы боковых сторон колодки, построенных с учетом допустимого диапазона давления, появляющегося на контактирующих поверхностях боковых сторон колодки и затянутой заготовки верха обуви, которое в дальнейшем переходит в зоны контакта заготовки со стопой. Построение боковых сторон колодки с учетом критерия допустимого давления 0,06МПа (8 мм рт.ст.) обеспечивает комфортное взаимодействие стопы и затянутой заготовки верха обуви.
Представленный способ получения формы поверхности боковых сторон колодки создает рациональный уровень эргономического воздействия на стопу при заданном пакете материалов, геометрических параметров контактируемых участков и физических свойств, в частности жесткости элементов заготовки и стопы.
Технической задачей, на решение которой направлено изобретение, является повышение качества проектирования обувной колодки за счет учета распределения давления в зонах контакта стопы с боковыми сторонами заготовки верха с использованием цифровой модели с последующей коррекцией размеров и формы колодки, исходя из допустимых значений давления, воздействующего на стопу, обеспечивая повышенную впорность.
Решение поставленной технической задачи достигается тем, что в способе создания цифровой модели колодки, обеспечивающей повышенную впорность в области боковых сторон обуви, заключающийся в том, что испытуемый устанавливает стопу на опору, другая стопа располагается на идентичной опоре, имеющей конфигурацию низа заказанной обуви, высоту и форму каблука, верхняя поверхность опоры повторяет поверхность плантарной части стопы, нагруженной силой тяжести тела испытуемого, распределение которой регистрируют посредством матрицы тензометрических датчиков, расположенной между опорой и стопой, охватываемые по периметру измерительным устройством с лазерным числовым 3D-сканером, согласно изобретению собирают заготовку верха с временно прикрепленной кожаной подкладкой без затяжной кромки, производят затяжку и формование заготовки верха, затем осуществляют замену кожаной подкладки на матрицу с тензометрическими датчиками, производят присоединение системы низа, установление расстояния между опорами в устройстве с лазерным цифровым 3D-сканером для воспроизведения фаз ходьбы испытуемого, проведение замеров давления и деформации, запись данных, полученных периферийными устройствами, поступивших с тензометрических датчиков, корректировку показателей давления, выходящих из допустимых пределов, используя предложенную методику, путем смещения положения датчиков, которое преобразуется в наращивание или сокращение соответствующего участка колодки, трансформацию дискретных измененных размеров участков на колодке в числовое виртуальное представление гладкими функциями MathCAD или сканированными лазером поверхностями, которые вместе с аналогичной информацией по низу колодки, передают на фрезерный станок с ЧПУ (обрабатывающий центр), где изготавливают колодку, а по ней строят заготовку верха обуви, которая во взаимодействии с колодкой полностью учитывает индивидуальные особенности стопы, обеспечивая повышенную впорность обуви.
На решение поставленной технической задачи направлено также то, что к что к заготовке верха без кожаной подкладки присоединяют матрицу, снабженную тензометрическими датчиками, с нанесенной на ее верхнюю поверхность антифрикционной пленкой, при которой смещение тензометрических датчиков происходит без искривления формы при выполнении затяжных и формовочных операций, затем затянутую заготовку верха освобождают от временно прикрепленной матрицы с тензометрическими датчиками и устанавливают кожаную подкладку.
На решение поставленной технической задачи направлено также и то, что производят временное прикрепление заготовки верха по канту к колодке тексами, что обеспечивает при низком коэффициенте трения равномерное смещение боковых сторон заготовки верха обуви при их деформации в процессе затяжки
Технический результат достигается повышением точности измерения давления и сжатия путем тензометрического определения на боковых сторонах затянутой заготовки обуви и стопы. Параметры единичных измерений в направлении нормали, согласно расчетно-экспериментальным данным, образуют базу для построения новой конфигурации колодки.
Анализ точек замеров и приведение характеризующих их параметров (давления, сжатия) в допустимый диапазон значений является исходным материалом для применения программных математических методов.
Используемое лазерное цифровое 3D-сканирования дает возможность, применяя рассчитанные геометрические величины, построить скорректированную виртуальную колодку, по которой на фрезерном станке с ЧПУ становится возможным изготовить материальную колодку требуемой конфигурации.
Далее, применяя метод автоматизированного проектирования, строится по полученной колодке заготовка верха обуви, используя характеристики тех же материалов, что и на начальном этапе, затем осуществляется проверка функционирования обутой стопы.
Способ создания цифровой модели колодки, обеспечивающей повышенную впорность в области боковых сторон обуви, предназначен для формирования комфортной среды для стопы, включает ряд дополнительных операций:
- проектирование заготовки верха обуви производится по колодке, предназначенной для средне-типичной стопы размером и полнотой наиболее приближенным к стопе клиента;
- сборка заготовки верха обуви на кожаной подкладке без затяжной кромки с армирующими деталями - подносок и задник;
- затяжка, формование заготовки верха с временно соединенной, например, клеем НК кожаной подкладкой;
- освобождение затянутой и отформованной заготовки верха от кожаной подкладки и прикрепление на ее место матрицы с тензометрическими датчиками;
- присоединение системы низа (подошвы с каблуком) к затянутой и отформованной заготовке верха с матрицей тензометрических датчиков;
- установление расстояния между опорами в устройстве с лазерным цифровым 3D-сканером для воспроизведения фаз ходьбы испытуемого и проведение замеров давления и сжатия боковых сторон стопы;
запись данных, полученных периферийными устройствами, поступивших с тензометрических датчиков при различных фазах ходьбы;
- корректировка максимальных показателей давления, выходящих из допустимых пределов, используя предложенную методику, путем смещения положения тензометрических датчиков, которое преобразуется в наращивание соответствующего участка на колодке; аналогичным образом вносятся поправки в показатели давления, которые ниже минимально допускаемого предела, в этом случае проблемная зона колодки сокращается в объеме, а участок заготовки с внутренней стороны увеличивается в направлении нормали, оказывая повышенное давление на контактируемую зону стопы.
В случае необходимости иметь физическую модель колодки необходимо произвести обработку прототипа колодки по экспериментальным данным на фрезерном станке для нанесения покрытий на участках, уменьшающих и увеличивающих проблемные зоны на поверхности прототипа. В зависимости от выбранного состава покрытия, используемого для увеличения экспериментально определенных зон и рассчитанных на MathCAD, подбираются параметры скорости нанесения потока частиц, устанавливается геометрия перемещения сопла и другое,
- запись дискретных изменений размеров участков на колодке, представленная виртуально в числовом виде, трансформируется в гладкие функции MathCAD, определяющие конфигурацию колодки, вместе с аналогичной информацией по низу колодки, данные передаются на фрезерный станок с ЧПУ (обрабатывающий центр), где изготавливается материальная колодка (деревянная, пластмассовая);
- по колодке методом автоматизированного проектирования строится заготовка верха обуви, которая во взаимодействии с колодкой учитывает индивидуальные особенности стопы и тем самым обеспечивает повышенную впорность обуви.
Способ создания цифровой модели колодки, обеспечивающей повышенную впорность в области боковых сторон, предназначенный для изготовления обуви продвинутой комфортности, нуждается в ряде уточнений.
Применяемая кожаная заготовка по толщине должна соответствовать матрице с тензометрическими датчиками, что идентифицирует экспериментальную модель с оригиналом, наличие затяжной кромки на кожаной заготовке усложняет ее замену на матрицу с тензометрическими датчиками.
Постановка стоп на опоры и возможность силового контакта с обеими или одной из них необходима для имитации различных фаз ходьбы, при этом верхняя поверхность опор соответствует конфигурации плантарной части стоп при различных высотах каблука, между стопой и опорой устанавливается нижняя матрица тензометрических датчиков, соединенных с периферийным устройством для определения центра сил тела испытуемого и других показателей, последовательно производится обмер конфигурации стоп, установленных на опорах, измерительным устройством с лазерным цифровым 3D-сканером, предварительно собирается затянутая заготовка верха с кожаной подкладкой, соединенной временным крепителем с внутренней стороной кожаного верха заготовки, производится процесс затяжки и формования, кожаная подкладка заменяется на боковую матрицу с тензометрическими датчиками, стопа помещается в экспериментальную обувь, производится нагрузка стопы, как в типовых фазах движения, выполняется измерение сил и деформаций на внутренних поверхностях боковых сторон затянутой заготовки верха на участках, взаимодействующих со стопой, где прикреплены тензометрические датчики, информация с которых через электронные схемы, расположенные в измерительных устройств, находящихся на теле испытуемого, переносятся на флэш-накопитель и далее на дисплей, для изменения усилия прижатия заготовки к стопе до допустимого значения давления и соответственной корректировки формы контактируемых участков колодки, используя методы математического программирования и гладкие функции MathCAD, дискретные размеры единичных элементов заменяются на плавные кривые, и виртуальная колодка известными методами, например на фрезерном станке с ЧПУ преобразуется в реальную, обеспечивающую повышенную впорность обуви.
Операция встраивания в конструкцию обуви заменяемой кожаной стельки вызвана необходимостью сохранения начального состояния тензометрических датчиков, установленных на матрице, исключения сдвига тензометрических датчиков, при котором искажаются их показания, а также подбора кожаной подкладки и матрицы с тензометрическими датчиками одинаковой толщины, обеспечивающей равное механическое воздействие на боковые стороны стопы.
Альтернативное предложение вышеприведенных операций следующее. К заготовке верха без подкладки присоединяется матрица с тензометрическими датчиками, на верхних поверхностях которых нанесена антифрикционная пленка, препятствующая сдвигу тензометрических датчиков при затяжных и формовочных операциях, далее производится временное прикрепление заготовки по верхнему канту к колодке, например, тексами, что создает равномерное смещение боковых сторон заготовки при их деформации, затем затянутая заготовка освобождается от временно прикрепленной матрицы с тензометрическими датчиками, и на ее место устанавливается кожаная подкладка. Последующие операции без изменений.
Стопа помещается в экспериментальную обувь, нижняя часть которой представляет собой соединение каблука и подошвы, верх обуви построен из традиционных деталей, на боковых сторонах к внутренним поверхностям прикреплены матрицы тензометрических датчиков, соединенные с регистрирующим блоком, показывающим величину давления в каждом датчике на боковых сторонах экспериментальной обуви, которые сравниваются с допустимым значением р=0,06Мпа, и в случае превышения измеряемого давления производится корректировка на виртуальной модели с последующим увеличением на расчетную величину соответствующей стороны реальной колодки.
В фазе переноса стопы в зоне контакта боковой стороны с тензометрическими датчиками матрицы зачастую возникает давление, меньше необходимого р=0,02МПа для удержания обуви на стопе, что вызывает необходимость повышения давления до рекомендуемого путем увеличения размера по направлению нормали соответствующего участка виртуальной колодки с последующим переводом на реальную колодку.
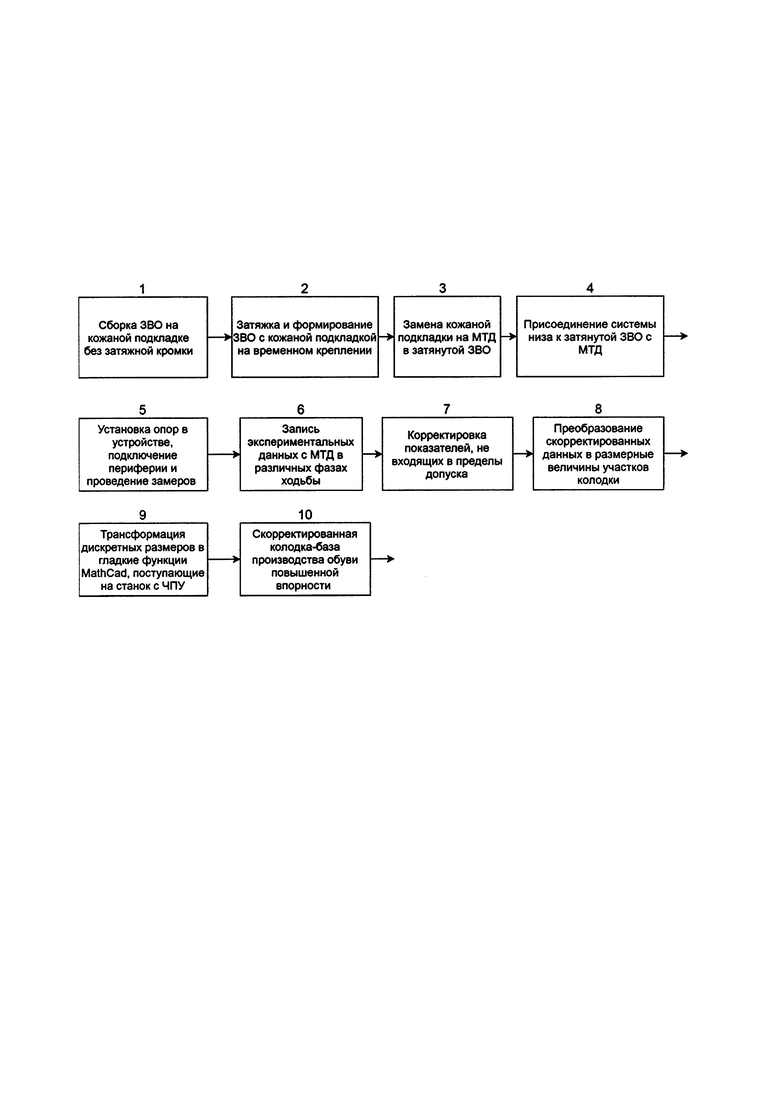
Способ поясняется иллюстрацией, где в виде схемы представлен алгоритм реализации способа построения колодки, обеспечивающей повышенную впорность и точность выполнения боковых сторон обуви с привлечением цифровых методов, лазерного числового 3D-сканирования, тензометрии. На иллюстрации приняты следующие обозначения:
- ЗВО - заготовка верха обуви;
- МТД - матрица с тензометрическим датчиком.
Способ реализуется следующим образом.
Стопа испытуемого помещается в экспериментальную обувь, где размещается матрица с тензометрическими датчиками для проведения замеров силовых параметров и перемещений в различных фазах движений.
Тензометрические датчики могут быть тарированы как на усилие, так и на давление, связанны формулой p=F/A, где р - давление, F - усилие, А - площадь.
В первом случае, когда измеренное давление ризм выше допустимого рдоп, то находится разница давлений Δр=ризм-Рдоп, а затем определяется расстояние Δl, на которое нужно виртуально переместить (углубить) тензометрический датчик от контактируемой поверхности стопы Δl=Δрl/Е, где l - длина оси тензометрического датчика, Е-модуль упругости материала тензометрического датчика.
Переход от системы «верх затянутой заготовки плюс тензометрический датчик» к системе «верх затянутой заготовки плюс кожаная подкладка» менее трудоемко оценить по коэффициенту пропорциональности жесткостей, что позволяет с достаточной точностью получить конечный результат.
Анализ реальной колодки показывает, что соответствующий участок, создающий увеличенное давление, необходимо нарастить, что увеличит внутри обувной объем и снизит давление заготовки верха на стопу на расчетную величину.
Во втором случае, когда тензометрический датчик показывает давление меньше минимально допустимого р2изм≤pmin, то находится разность давлений Δр2=р2доп-р2изм, а затем величина приближения тензометрического датчика к стопе Δl2=Δр2l2/Е=(р2доп-р2изм)l2/Е. Измененное положение тензометрического датчика отражается на виртуальной модели.
При переходе к реальной колодке рассматриваемый участок на ней уменьшается по направлению нормали на расчетную величину Δl2. Затянутая на этой колодке заготовка верха соответственно уменьшается в размерах, что увеличивает давление со стороны заготовки на стопу.
Изобретение относится к способу выполнения комплекса операций, позволяющих осуществить процесс создания колодки и сопряженной заготовкой верха, обеспечивающих повышенный уровень впорности обуви в области обхвата поверхности стопы, контактирующей с боковыми сторонами затянутой заготовки верха, соблюдая при этом допустимый уровень давления на стопу, повышенную точность геометрических параметров измеряемых участков за счет применения методов лазерного числового 3D-сканирования, гладких функций MathCAD, тензометрических датчиков заготовки верха.
Процесс создания колодки и заготовки верха с отмеченными характеристиками, улучшающими эргономическую сторону качества обуви, поясняется на иллюстрации, где приведены основные этапы формирования и достижения составляющего показателя качества - повышенной впорности.
На операции 1 собирается заготовка верха, отличающаяся от стандартной тем, что имеет временно прикрепленную кожаную подкладку, на которой отсутствует затяжная кромка, что вызвано необходимостью последующей замены подкладки на матрицу с тензометрическими датчиками.
Проводится операция 2 затяжки, формования и соединения наружного узла заготовки верха с основной стелькой по затяжной кромке. Осуществляется операция 3 - замена кожаной подкладки затянутой заготовки верха на матрицу с тензометрическими датчиками, которая также временно приклеивается к наружному узлу заготовки верха. К затянутой заготовке верха, включающей матрицу с тензометрическими датчиками, присоединяется низ обуви (подошва, каблук) согласно операции 4.
Приведенные операции выполняются с использованием затяжных полуавтоматов, клеевых прессов с дополнительной техоснасткой, лазерным цифровым 3D-сканеров, резиновых датчиков давления и перемещения, а также контрольно-измерительных приборов.
Далее при осуществлении операции 5 во внутри обувное пространство вставляется стопа испытуемого носчика, стопы в экспериментальной обуви размещаются на профильных опорах, у которых имеется возможность изменять размер и расстояние между ними, подводится и присоединяется измерительная и фиксирующая аппаратура: лазерный цифровой 3D-сканер, приборы преобразования сигналов, поступающих с тензометрических датчиков, в силовые и деформационные показатели, записывающие устройства.
В ходе операции 6 экспериментальные данные снимаются в позициях различных фаз ходьбы и отбираются, в первую очередь, показатели, не входящие в допустимый диапазон, установленный предшествующими научными исследованиями.
Обнаруженное несоответствие показателя измеренного давления и допустимого вызывает произвести необходимую коррекцию в ходе операции 7 - изменить величину прижатия (давления) тензометрического датчика к контактируемому участку боковой стороны стопы, для чего используется приведенный метод расчета, связывающий давление с изменением положения упругой части датчика в направлении нормали, увеличения/сокращения соответствующего участка колодки и аналогичное изменение контактируемой зоны затянутой заготовки верха. Например, в прототипе в рассматриваемой зоне стопа сжимает тензометрический датчик на затянутой заготовке верха из лаковой кожи с давлением, превосходящим допустимое. Для исправления возникшей ситуации согласно операции 8 вычисляется разница между повышенным и допустимым давлением, по найденной разнице определяется увеличение колодки в рассматриваемой зоне, которое при затяжке и формовании расширит внутреннее пространство, охватываемое скорректированной затянутой заготовкой верха 8.
При необходимости иметь физическую модель проектируемой колодки необходимо провести обработку модели прототипа.
По полученным экспериментальным данным на участках поверхности модели, где создается давление, превышающее допустимое, необходимо произвести напыление дополнительного покрытия на прототип колодки, что увеличит размеры заготовки и снизит контактное давление заготовки на стопу.
В случае пониженного давления на участке прототипа колодки необходимо, используя фрезерную установку, выбрать часть материала колодки согласно расчету.
Участки колодки с измененными размерами, рассчитанные по предложенной методике, при проведении операции 9 вводятся в конфигурацию колодки в виде виртуальной записи. Дискретные перепады размеров контактируемых участков виртуальной колодки, определяющих положение соответствующих зон на затянутой заготовке верха, сглаживаются с помощью функций гладких кривых MathCAD, лазерного числового 3D-сканирования, а также в доступных математических программах.
В ходе операции 10 информация о колодке с внесенными коррективами конфигурации передается на фрезерный станок с ЧПУ для изготовления деревянной или пластмассовой колодки, по которой проектируется соответствующая заготовка верха. Измененные колодка и заготовка верха вносят существенный вклад в изготовление обуви повышенной впорности.
Таким образом, изобретение обеспечивает повышенную впорность боковых сторон обуви, дающую возможность улучшения качества обуви за счет учета приведенного давления сжатия на выделенных участках стоп до допустимых значений, улучшает кровоснабжение стопы, расширение области контакта стопы и заготовки верха обуви, уменьшает потертости стопы, износ чулка и материала заготовки верха в зонах взаимодействия образующихся пар трения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАЗРАБОТКИ ОБУВНОЙ КОЛОДКИ, ОБЕСПЕЧИВАЮЩЕЙ ПОВЫШЕННУЮ ВПОРНОСТЬ ОБУВИ | 2021 |
|
RU2771510C1 |
| ОРТОПЕДИЧЕСКАЯ ОБУВЬ ДЛЯ БОЛЬНЫХ САХАРНЫМ ДИАБЕТОМ, ИМЕЮЩИХ ДИАБЕТИЧЕСКУЮ ПАТОЛОГИЮ СТОПЫ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2182808C2 |
| УСТРОЙСТВО СПЕЦИАЛЬНОГО АНАТОМИЧЕСКОГО ЛОЖА ДЛЯ ЦИФРОВОГО ОБМЕРА ГОЛЕНОСТОПА | 2014 |
|
RU2596517C2 |
| СПОРТИВНАЯ ОБУВЬ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ПОДОШВЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763566C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНОЙ ОРТОПЕДИЧЕСКОЙ КОЛОДКИ С МЕЖСТЕЛЕЧНЫМ СЛОЕМ | 2015 |
|
RU2596107C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ, ОРТЕЗА, СТЕЛЬКИ И ОБУВЬ, ОРТЕЗ, СТЕЛЬКА | 2008 |
|
RU2404693C2 |
| Способ изготовления обуви для спортивных бальных танцев | 2018 |
|
RU2703562C1 |
| СПОСОБ ПРОВЕДЕНИЯ ОБТЯЖНО-ЗАТЯЖНЫХ ПРОЦЕССОВ ОБУВИ | 2012 |
|
RU2526780C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| Клеевая обувь | 1984 |
|
SU1741757A1 |
Изобретение касается обувной промышленности, в частности, персонифицированной обуви, и может найти применение при проектировании индивидуальной колодки обуви, отражающей особенности геометрических размеров стопы заказчика, физико-механических свойств пакета материалов заготовки верха, при этом колодка будет отличаться повышенной точностью расчетных параметров, обеспечивающих анатомически корректную внутреннюю форму обуви, а также изобретение применимо для создания обуви повышенной впорности для средне типичной стопы. Способ создания цифровой модели колодки вносит вклад в повышение комфортности стопы в области боковых сторон и характеризуется последовательностью заново введенных операций и воздействий: сборка заготовки верха обуви с временно прикрепленной кожаной подкладкой без затяжной кромки; кожаная подкладка после затяжки и формования заменяется матрицей с тензометрическими датчиками; стопа устанавливается внутри обувного пространства, на опорах устройства с лазерным цифровым 3D-сканером; выполняется имитация различных фаз ходьбы; регистрируются показатели давления и сжатия, снимаемые с тензометрических датчиков, которые сравниваются с допустимыми значениями; используя приведенный метод расчета, по деформации тензометрических датчиков направленно изменяются геометрические характеристики соответствующих зон колодки; дискретные значения размеров сглаживаются функциями MathCAD, образуя виртуальную цифровую модель поверхности боковых сторон колодки; полученная информация передается на фрезерный узел с ЧПУ и на устройство для нанесения дополнительного поверхностного слоя с целью изготовления реальной колодки, обеспечивающей прилегание затянутой заготовки верха к боковым сторонам стопы с допустимым давлением, что улучшает впорность обуви. Технический результат предлагаемого изобретения - повышение уровня впорности обуви в области боковых сторон обуви за счет точечного измерения давления и сжатия боковыми сторонами затянутой заготовки верха стопы в зонах их контакта, изменения формы соответствующих участков колодки и соответственно затянутой заготовки верха с обеспечением допустимого значения критериального показателя давления затянутой заготовки верха обуви на стопу в диапазоне 0,02МПа<р>0,06МПа. 2 з.п. ф-лы, 1 ил.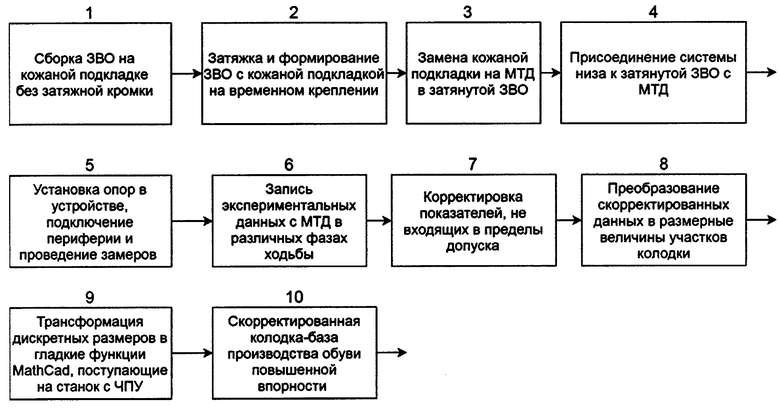
1. Способ создания цифровой модели колодки, обеспечивающей повышенную впорность в области боковых сторон обуви, заключающийся в том, что испытуемый устанавливает стопу на опору, другая стопа располагается на идентичной опоре, имеющей конфигурацию низа заказанной обуви, высоту и форму каблука, верхняя поверхность опоры повторяет поверхность плантарной части стопы, нагруженной силой тяжести тела испытуемого, распределение которой регистрируют посредством матрицы тензометрических датчиков, расположенной между опорой и стопой, охватываемые по периметру измерительным устройством с лазерным числовым 3D-сканером, отличающийся тем, что собирают заготовку верха обуви с временно прикрепленной кожаной подкладкой без затяжной кромки, производят затяжку и формование заготовки верха, затем осуществляют замену кожаной подкладки на матрицу с тензометрическими датчиками, производят присоединение системы низа, установление расстояния между опорами в устройстве с лазерным цифровым 3D-сканером для воспроизведения фаз ходьбы испытуемого, проведение замеров давления и деформации, запись данных, полученных периферийными устройствами, поступивших с тензометрических датчиков, корректировку показателей давления, выходящих из допустимых пределов, используя предложенную методику, путем смещения положения датчиков, которое преобразуется в наращивание или сокращение соответствующего участка колодки, трансформацию дискретных измененных размеров участков на колодке в числовое виртуальное представление гладкими функциями MathCAD или сканированными лазером поверхностями, которые вместе с аналогичной информацией по низу колодки, передают на фрезерный станок с ЧПУ - обрабатывающий центр, где изготавливают колодку, а по ней строят заготовку верха обуви, которая во взаимодействии с колодкой полностью учитывает индивидуальные особенности стопы, обеспечивая повышенную впорность обуви, при необходимости располагать скорректированной физической моделью колодки перед серийным копированием проводится дополнительная операция: на фрезерной узле с ЧПУ углубляются на прототипе колодки, отмеченные на математической модели зоны, а на узле нанесения покрытия напыляется дополнительный слой материала, адгезионно связанный с соответствующими зонами боковых поверхностей прототипа колодки.
2. Способ по п. 1, отличающийся тем, что к заготовке верха обуви без кожаной подкладки присоединяют матрицу, снабженную тензометрическими датчиками, с нанесенной на ее верхнюю поверхность антифрикционной пленкой, при которой смещение тензометрических датчиков происходит без искривления формы при выполнении затяжных и формовочных операций, затем затянутую заготовку верха освобождают от временно прикрепленной матрицы с тензометрическими датчиками и устанавливают кожаную подкладку.
3. Способ по п. 1 и 2, отличающийся тем, что производят временное прикрепление заготовки верха обуви по канту к колодке тексами, обеспечивая при низком коэффициенте трения равномерное смещение боковых сторон заготовки верха обуви при их деформации в процессе затяжки.
| УСТРОЙСТВО СПЕЦИАЛЬНОГО АНАТОМИЧЕСКОГО ЛОЖА ДЛЯ ЦИФРОВОГО ОБМЕРА ГОЛЕНОСТОПА | 2014 |
|
RU2596517C2 |
| Способ определения внутренней формы обуви | 1981 |
|
SU1050651A1 |
| СПОСОБ ПРОИЗВОДСТВА ИНДИВИДУАЛЬНОЙ КОЛОДКИ ДЛЯ ПЕРСОНАЛЬНОЙ ПОДГОНКИ И ФОРМОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБУВИ | 2017 |
|
RU2672445C1 |
| Устройство для измерения давления по опорной поверхности | 1989 |
|
SU1701255A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНОЙ ОРТОПЕДИЧЕСКОЙ КОЛОДКИ С МЕЖСТЕЛЕЧНЫМ СЛОЕМ | 2015 |
|
RU2596107C1 |
| CN 205233626 U, 18.05.2016 | |||
| WO 2020098804 A1, 22.05.2020 | |||
| CH 708582 A2, 31.03.2015. | |||

