ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к способу изготовления емкости посредством прямого формования с раздувом (также называемого "экструзионно-выдувным формованием") и к упаковке, включающей такую емкость.
УРОВЕНЬ ТЕХНИКИ
[0002] Емкости для содержания углеводородов, различных химических соединений, моющих средств для ванных комнат, чистящих средств, косметических средств, напитков и пастообразных пищевых продуктов включают, например, топливный бак для автомобилей или небольших двигателей, бутылку, банку и тюбик. Во многих случаях, металл и стекло, традиционно используемые в качестве материала, заменяют на пластик, поскольку пластик снижает вес упаковки, не требует антикоррозийной обработки, является менее хрупким и позволяет получать любые желаемые геометрические конфигурации.
[0003] Многие емкости для сохранения различных химических соединений, оборудования для ванных комнат, санитарных продуктов, косметических средств, напитков и пастообразных продуктов питания формируют с помощью полиолефинов, таких как полиэтилены высокой плотности (далее в настоящем документе иногда обозначаемые сокращением «HDPE»), линейные полиэтилены низкой плотности (далее иногда обозначаемые сокращением «LLDPE»), полипропилены (далее иногда обозначаемые сокращением «РР») и сложные полиэфиры, такие как полиэтилентерефталаты (далее иногда обозначаемые сокращением «PET»). Многие емкости имеют превосходную механическую прочность, формуемость, конструкцию и экономическую эффективность. Однако емкости имеют такие недостатки, что компонент хранимого объекта рассеивается в атмосфере через стенку емкости, что ослабляет функцию хранимого объекта, и что кислород проникает извне через стенку емкости, чтобы окислять хранимый объект, что ослабляет вкус.
[0004] Чтобы устранять эти недостатки, используют технологию, которая придает пластиковой емкости газобарьерные свойства. Например, известен способ формирования многослойной структуры посредством расслаивания барьерного полимера, такой как сополимер этилена и винилового спирта (далее в настоящем документе иногда обозначаемая сокращением «EVOH») в качестве промежуточного слоя пластиковой емкости (см. патентные документы 1 и 2). Также известен способ изготовления однослойной емкости из композиции, в которой полиамид, такой как нейлон 6 или 6/66, и HDPE смешивают с адгезивным полимером (см. патентные документы 3 и 4). Кроме того, раскрыт способ изготовления однослойной емкости посредством использования полиметаксилиленадипамида (далее иногда обозначаемого сокращением «N-MXD6») с более хорошими барьерными свойствами, чем таковые у полиамида, такого как нейлон 6 (см. патентные документы 5 и 6).
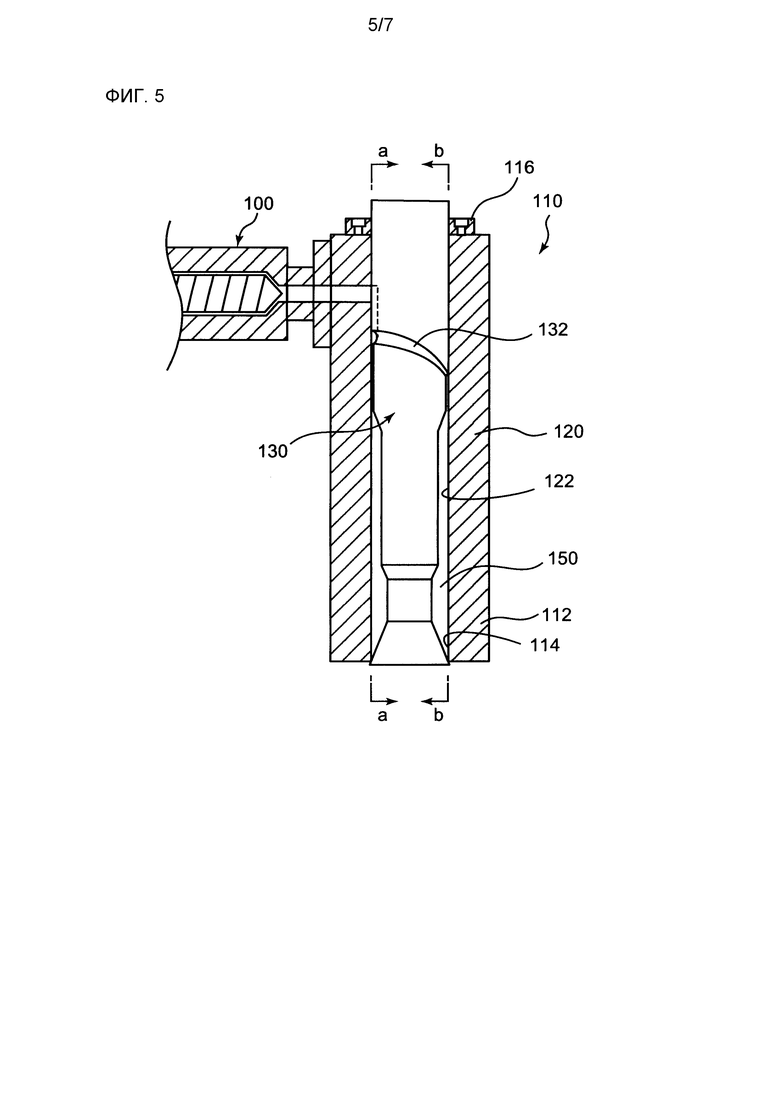
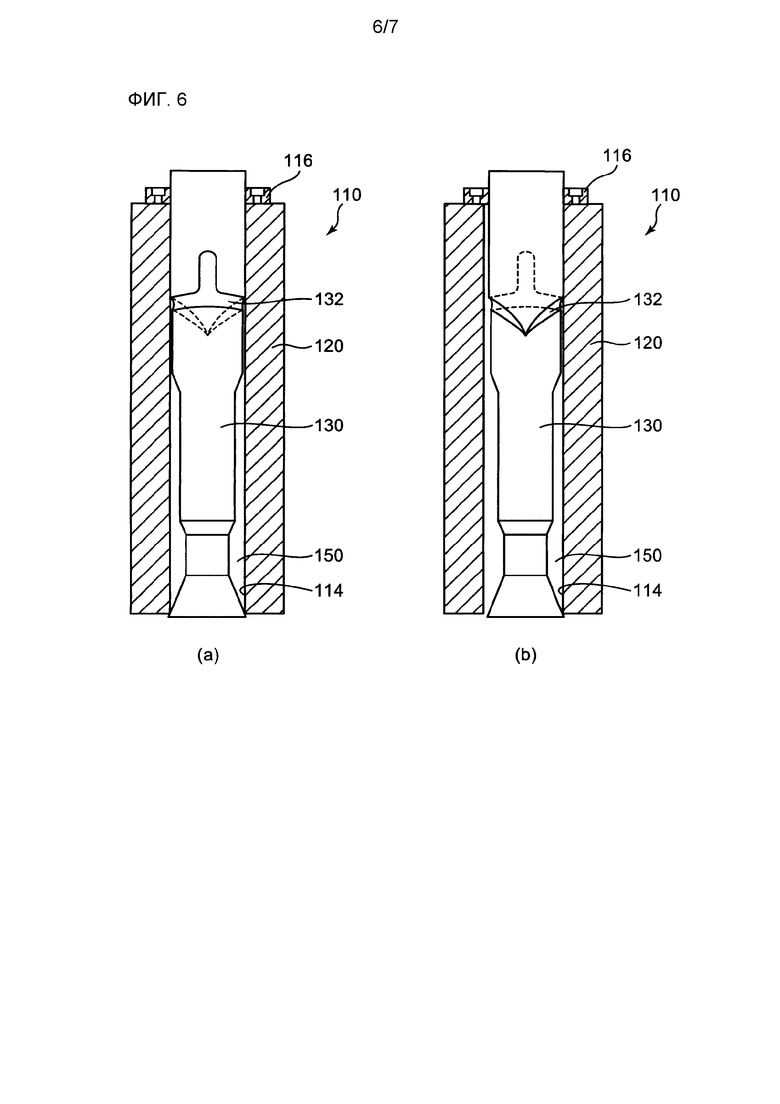
[0005] Традиционно такую емкость изготавливают на производственных установках, оборудованных экструдером 100 и цилиндрической фильерой 110, как показано на фиг. 5 и 7. Указанный полимер подают в экструдер 100, плавят и смешивают, придают цилиндрическую геометрическую форму, пропуская через цилиндрическую фильеру 110, и экструдируют в виде цилиндрической заготовки из выпуска 114 в нижней части 112 цилиндрической фильеры 110.
[0006] В целом, в цилиндрической фильере 110, которая создает однослойную емкость, предусмотрен корпус 120 фильеры, который имеет полость 122, и дорн 130, расположенный в полости 122 корпуса 120 фильеры, дорн 130 формирует пути 150 потоков полимера. Как показано на фиг. 5 и 6, дорн 130 имеет выемку 132 с геометрической формой сердца или спирали, которая закреплена на верхней части 116 цилиндрической фильеры 110 с тем, чтобы формировать пути 150 потоков полимера в полости 122. В цилиндрической фильере 110, оборудованной этими дорнами 130, расплавленный полимер, подаваемый из экструдера 100 в впуск полимера, предусмотренный в дорне 130, делят цилиндрической боковой стороной дорна 130, чтобы потоки протекали в двух направлениях. Разделенные потоки полимера вокруг дорна 130 вдоль путей 150 потоков полимера и выемки 132, сформированной на дорне 130, подлежат постепенному приданию цилиндрической геометрической формы и затем экструдированию из выпуска 114 цилиндрической фильеры 110 в качестве цилиндрического формованного изделия (заготовки).
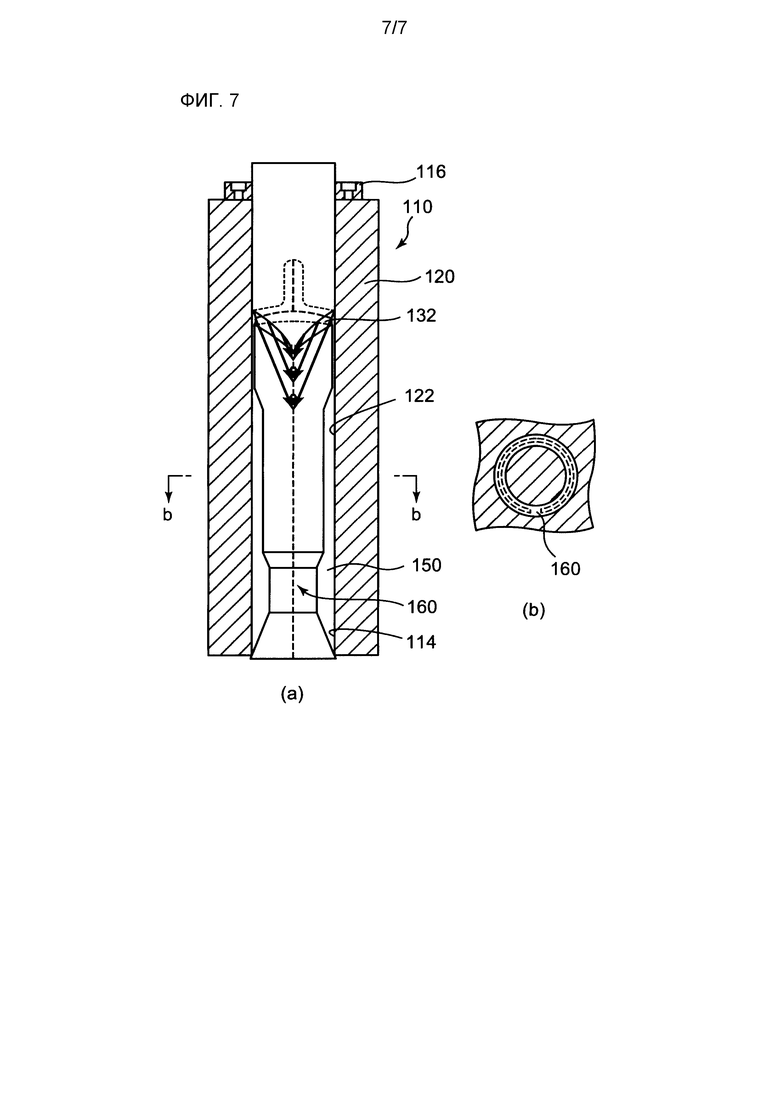
[0007] Как показано на фиг. 7, в цилиндрической фильере 110 часть, где вместе соединяется расплавленный полимер, которому следует придать цилиндрическую геометрическую форму, в целом обозначают как «шов». Например, когда используют цилиндрическую фильеру 110, в которой предусмотрен дорн 130 в форме сердца, расплавленный полимер, который подают из экструдера 100 в цилиндрическую фильеру 110, протекает вниз от впуска, предусмотренного на дорне 130 для путей 150 потоков полимера, и разделяется цилиндрической боковой стороной дорна 130, чтобы течь в направлениях влево и вправо. Поскольку правый и левый пути потоков становятся уже в направлении своих концов, расплавленный полимер постепенно перетекает из путей потоков и течет наклонно вниз. Наконец, расплавленный полимер соединяется вместе на противоположной стороне относительно части, где расплавленный полимер делят. Эта часть, где расплавленный полимер соединяется вместе, представляет собой шов 160. Даже в цилиндрической фильере 110, в которой предусмотрен дорн 130 в форме двойного сердца или спирали, расплавленный полимер, подаваемый из экструдера, протекает от боковой стороны дорна к путям для потока полимера, обеспеченным на дорне 130, таким же образом. Конец потока полимера соединяется на участке вдоль дорна 130, формирующем шов 160.
Список патентных публикаций:
[0008] Патентный документ 1: JP 06-328634
Патентный документ 2: JP 07-052333
Патентный документ 3: JP 55-121017
Патентный документ 4: JP 58-209562
Патентный документ 5: JP 2005-206806
Патентный документ 6: JP 2007-177208 A
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0009] Многослойные емкости с EVOH, наслоенной в качестве промежуточного слоя, раскрытые в патентных документах 1 и 2, имеют более хорошие барьерные свойства, чем стандартные емкости, сформированные из полиолефина и сложного полиэфира. Кроме того, многослойные емкости позволяют контролировать барьерные свойства посредством толщины EVOH-ламинированного слоя. Соответственно, можно легко получать многослойную емкость, которая имеет желаемые барьерные свойства.
Однако эти многослойные емкости нельзя получать на производственных установках для стандартных однослойных емкостей, чтобы получать многослойную емкость на производственных установках для стандартных однослойных емкостей, по меньшей мере два или более экструдера необходимо добавить, чтобы экструдировать адгезивный полимер и EVOH, соответственно, и специальную цилиндрическую фильеру, способную формировать многослойные структуры, необходимо устанавливать в производственные установки. Следовательно, получение многослойной емкости в производственных установках для стандартных однослойных емкостей повышает экономическую нагрузку.
Кроме того, чтобы повторно использовать остающийся материал и счищенный материал, образующийся при получении многослойной емкости, необходим экструдер для остающегося материала, чтобы экструдировать остающийся материал и счищенный материал. Однако, исходя из баланса между инвестициями, необходимым, чтобы добавить экструдер для повторного использования, и стоимостью, обусловленной выбрасыванием остающегося материала и счищенного материала без повторного использования, последнее можно отбирать в соответствии с геометрической формой многослойной емкости. Это может служить причиной нагрузки на окружающую среду.
[0010] Согласно способам, раскрытым в патентных документах с 3 до 6, включая диспергирование и расслаивание полиамида в стенке емкости, облегчают получение стандартных однослойных емкостей, можно использовать с небольшим изменением, и диспергирование и расслаивание полиамидного полимера на композицию может придавать почти те же барьерные свойства, как таковые у многослойной структуры.
Кроме того, поскольку полимерные материалы, формирующие емкости, являются теми же самыми, что и те, которые формируют остающийся материал и счищенный материал, образуемые при получении емкости, то остающийся материал и счищенный материал можно распылять с использованием распылителя и смешивать с гранулами, подаваемыми в экструдер, и повторно использовать в качестве одного из материалов, образующих емкость. В частности, согласно способам, раскрытым в патентных документах 6 и 7, включающим использование N-MXD6, сам барьерный полимер имеет более высокие барьерные свойства, чем нейлон 6, чтобы придать емкости превосходные барьерные свойства.
Однако емкость с полиамидом, диспергированным и наслоенным на стенку, имеет такой недостаток, что полиамид едва присутствует около шва в стенке, что вызывает ухудшение барьерных свойств емкости. Кроме того, около шва снижается количество полиамида по сравнению с другими частями и, таким образом, разность скоростей усадки в формованном изделии во время способа формования вызывает проблему деформации емкости.
[0011] Цель настоящего изобретения состоит в том, чтобы предоставить способ изготовления емкости дутьевого формования с низкой стоимостью, превосходными барьерными свойствами и без деформации.
[0012] Настоящее изобретение относится к следующему способу изготовления емкости дутьевого формования.
Способ изготовления емкости дутьевого формования, емкость содержит от 60 до 90 вес.% полиолефина (A), от 5 до 30 вес.% модифицированного кислотой полиолефина (B) и от 2 до 35 вес.% содержащего метаксилиленовую группу полиамида (C), содержащий метаксилиленовую группу полиамид (C) диспергируют и расслаивают в полиолефин (A), способ включает: использование фильеры, в которой предусмотрен корпус фильеры, который имеет канал для потока, по которому протекает расплавленный полимер, экструдируемый из экструдера, и цилиндрическую полость, которая имеет отверстие на нижней стороне, и канал для потока на верхней стороне, отверстие и канал для потока открываются вниз и вверх, соответственно, дорн, который имеет кончик в верхней стороне, кончик указывает на отверстие конца канала для потока, и опорную часть, обеспеченную в зазоре пути потока так, что зазор пути потока, обеспеченный между полостью корпуса фильеры и дорном, определяет путь потока полимера, опорная часть удерживает дорн в полости корпуса фильеры; установление температуры фильеры так, чтобы она попадала в диапазон между температурой начала плавления и температурой окончания плавления содержащего метаксилиленовую группу полиамида (C), температуру начала плавления и температуру окончания плавления измеряют с использованием дифференциального сканирующего калориметра; подачу расплавленного полимера, полученного в экструдере в канал для потока; придание расплавленному полимеру, протекающему через канал для потока, цилиндрической геометрической формы, оборачивание вокруг дорна с помощью кончика дорна; пропускание цилиндрического расплавленного полимера через опорную часть в зазор пути потока, чтобы разделять цилиндрический расплавленный полимер непосредственно перед опорной частью; соединение разделенного полимера непосредственно после опорной части с тем, чтобы снова придавать соединяемому расплавленному полимеру цилиндрическую геометрическую форму; и экструдирование цилиндрического расплавленного полимера из отверстия.
[0013] Отформованная прямым раздувом емкость, изготовленная способом по изобретению, является практичной и без деформации, имеет превосходные барьерные свойства в отношении топлива, химических соединений, различных газов, включая кислород.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
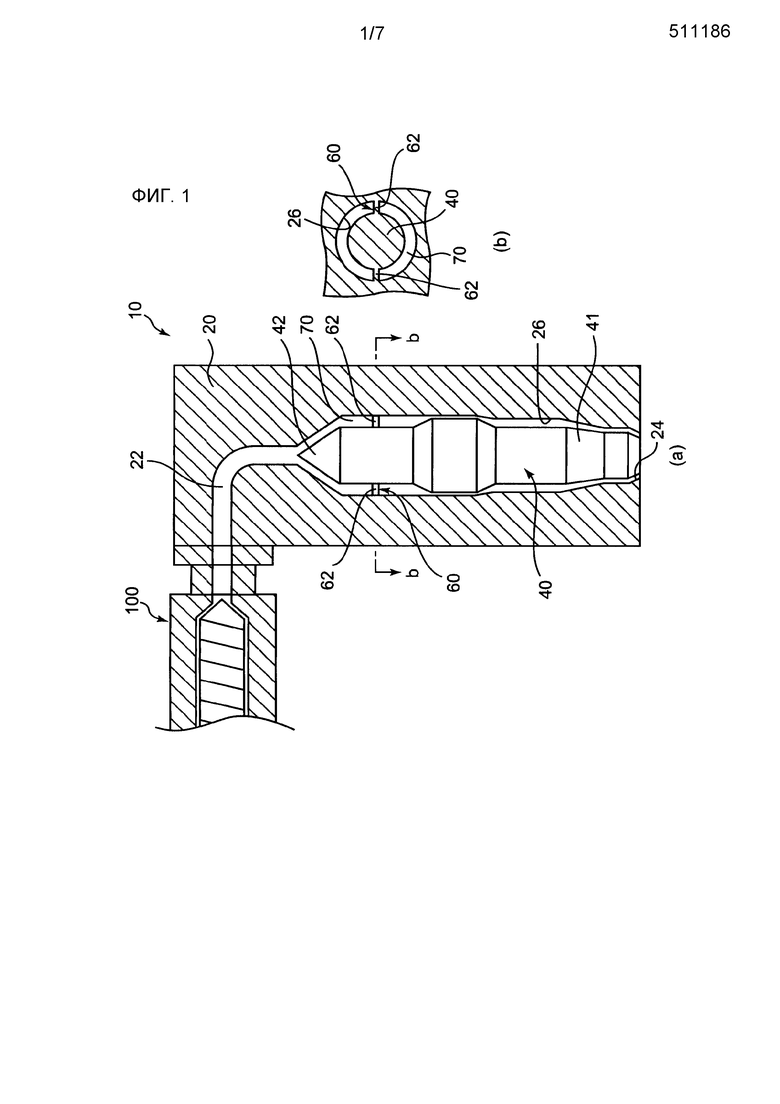
[0014] На фиг. 1 (a) представлен вертикальный вид в разрезе области около цилиндрической фильеры из примера устройства прямого раздува, оборудованного цилиндрической фильерой, используемой в настоящем изобретении.
На фиг. 1(b) представлен горизонтальный вид в разрезе вдоль линии b-b на фиг. 1(a).
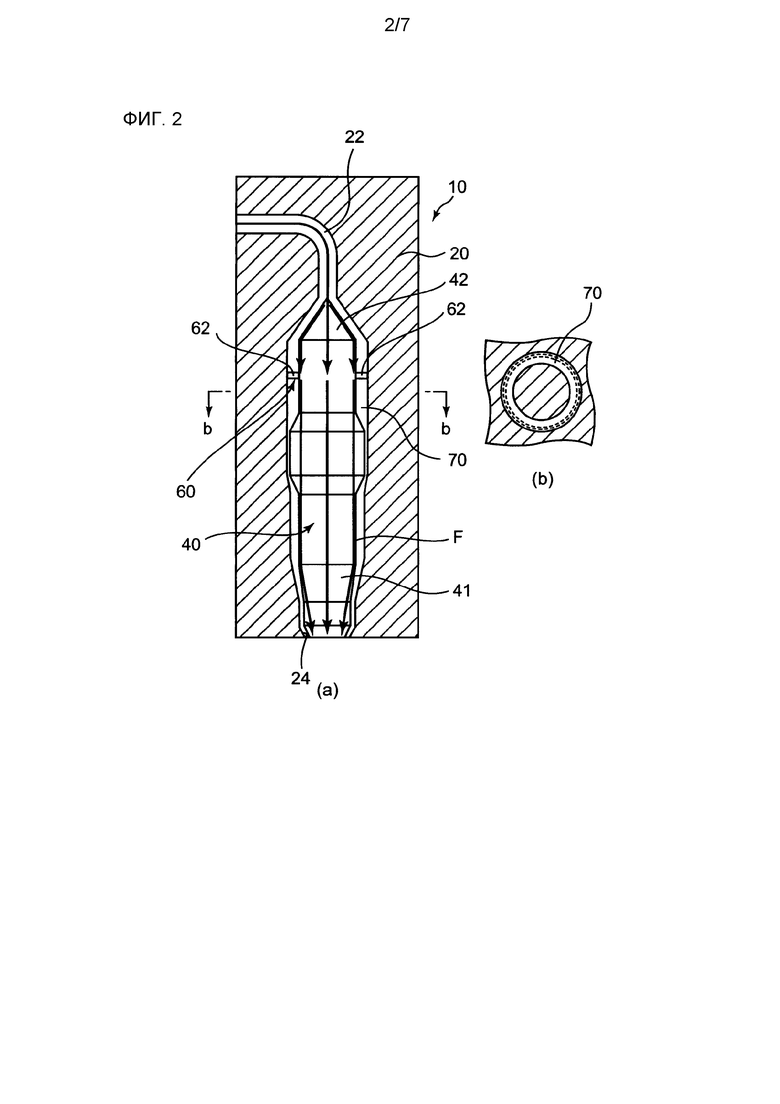
На фиг. 2 (a) представлена схематическая диаграмма в вертикальном виде в разрезе вдоль направления потока расплавленного полимера в цилиндрической фильере, представленной на фиг. 1(a).
На фиг. 2(b) представлена схематическая диаграмма, которая иллюстрирует пример состояния дисперсии содержащего метаксилиленовую группу полиамида (C) в горизонтальном виде в разрезе вдоль линии b-b на фиг. 2(a).
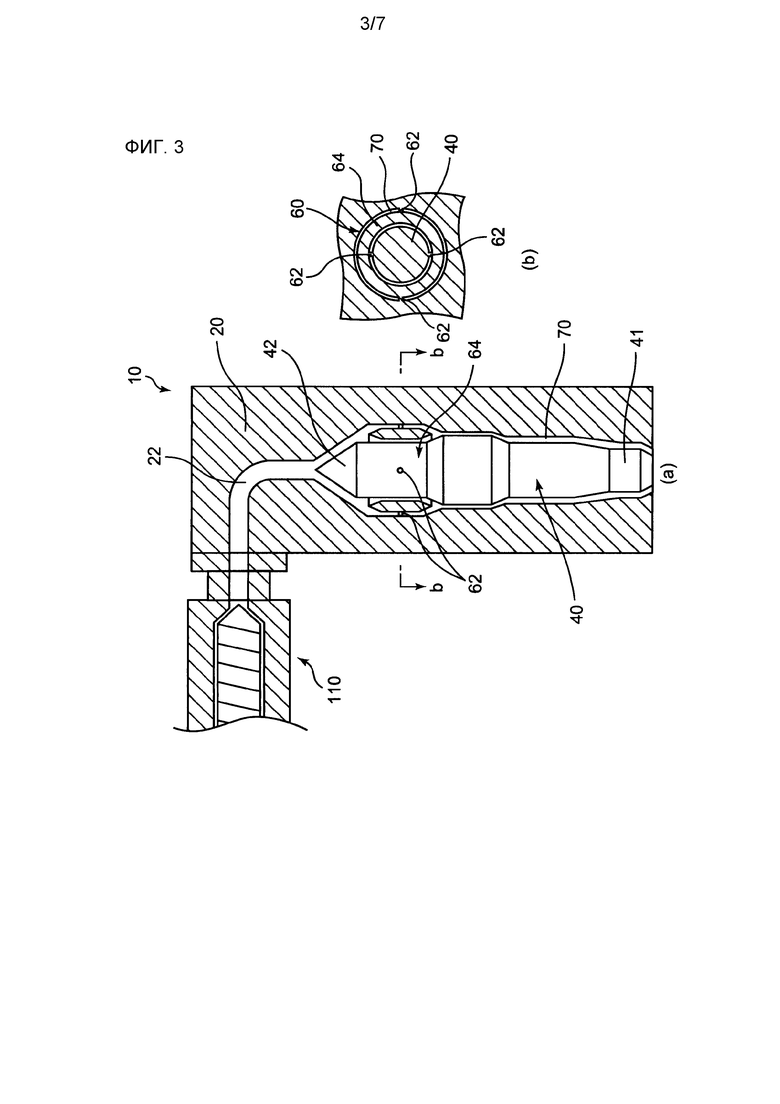
На фиг. 3 (a) представлен вертикальный вид в разрезе области около цилиндрической фильеры из примера устройства прямого раздува, оборудованного другой цилиндрической фильерой, используемой в настоящем изобретении.
На фиг. 3 (b) представлен горизонтальный вид в разрезе вдоль линии b-b на фиг. 3(a).
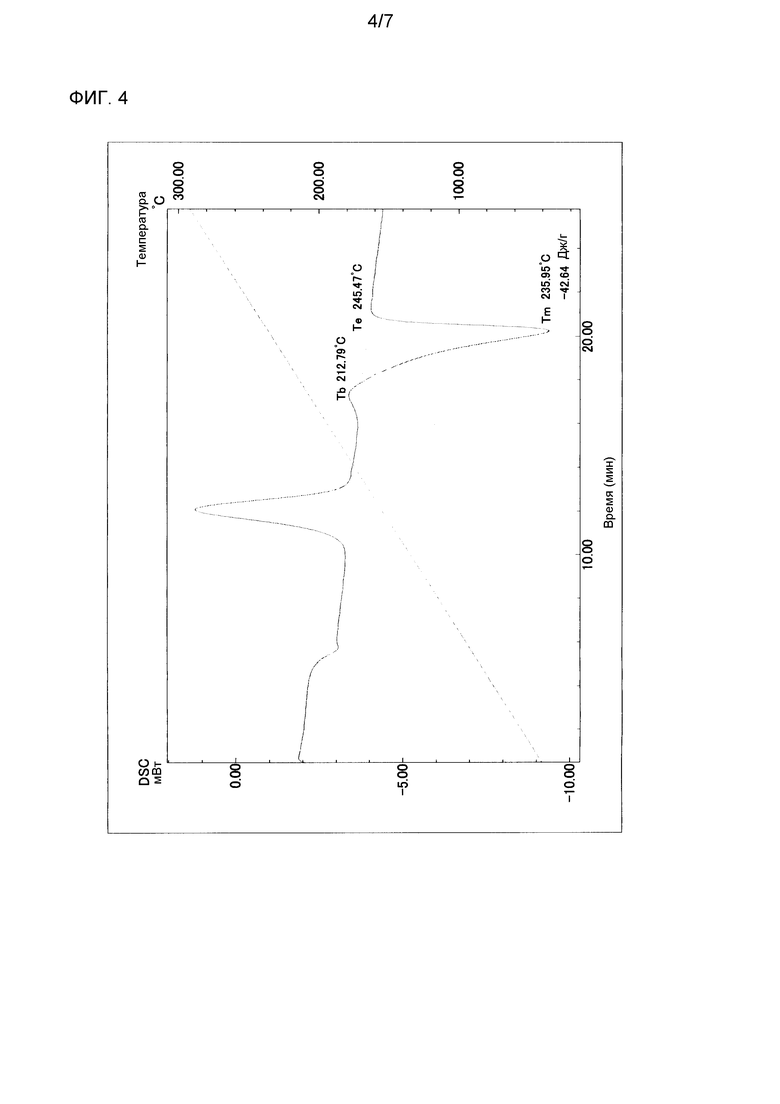
На фиг. 4 представлен график, иллюстрирующий установление температуры цилиндрической фильеры.
На фиг. 5 представлен вид в поперечном разрезе области около цилиндрической фильеры стандартного устройства прямого раздува.
На фиг. 6(a) представлен вертикальный вид в разрезе вдоль линии a-а на фиг. 5.
На фиг. 6(b) представлен вертикальный вид в разрезе вдоль линии b-b на фиг. 5.
На фиг. 7 (a) представлена схематическая диаграмма в вертикальном виде в разрезе вдоль направления потока расплавленного полимера в цилиндрической фильере, представленной на фиг. 5.
На фиг. 7(b) представлена схематическая диаграмма, которая иллюстрирует пример состояния дисперсии содержащего метаксилиленовую группу полиамида (C) в горизонтальном виде в разрезе вдоль линии b-b на фиг. 7(a).
ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0015] Полиолефин (A)
Полиолефин (A), используемый в настоящем изобретении, представляет собой основной материал, образующий емкость. В качестве полиолефина (A) можно использовать какие-либо полиолефины, доступные для емкости дутьевого формования. Например, полиолефин (A) включает различные полиэтилены, такие как полиэтилены высокой плотности, полиэтилены средней плотности, линейные полиэтилены низкой плотности, полиэтилены низкой плотности и металлоценовые полиэтилены, и различные полипропилены, такие как пропиленовые гомополимеры, этилен-пропиленовые блок-сополимеры и этилен-пропиленовые статистические сополимеры.
[0016] Предпочтительно, вязкость расплава и молекулярную массу полиолефина (A) соответствующим образом выбирают с точки зрения предотвращения возникновения вытяжки, которая ведет к неравномерной толщине формованного изделия, и с точки зрения повышения прочности самой структуры.
Вязкость расплава и молекулярную массу полиолефина (A) типично указывают с помощью скорости течения расплава (MFR). MFR измеряют в соответствии со способом, описанным в JIS K7210. MFR полиэтилена и полипропилена измеряют при 190°C и 2,16 кгс и при 230°C и 2,16 кг, соответственно. MFR предпочтительно попадает в диапазон от 0,1 до 2,5 (г/10 минут), более предпочтительно от 0,15 до 2,0 (г/10 минут, при 190°C и 2,16 кгс), еще более предпочтительно от 0,2 до 1,5 (г/10 минут, при 190°C и 2,16 кгс).
В целом, содержащий метаксилиленовую группу полиамид имеет более высокую плотность, чем полиолефин, и, таким образом, полиэтилен, смешанный с содержащим метаксилиленовую группу полиамидом, вероятно, увеличивает вытяжку в способе формования, по сравнению с самим полиэтиленом. Полиолефин (A), используемый в настоящем изобретении, с a MFR от 0,1 до 2,5, позволяет избегать слишком большого увеличения вытяжки в способе формования с тем, чтобы предотвращать ухудшение точности толщины формованного изделия, а также позволяет улучшать состояние дисперсии содержащего метаксилиленовую группу полиамида (C).
[0017] В полиолефине (A), добавки, такие как антиоксидант, матирующее средство, термостойкий стабилизатор, стабилизатор атмосферостойкости, поглотитель ультрафиолетовых лучей, зародышеобразователь, пластификатор, замедлитель воспламенения, антистатическое средство, защищающее цвет средство и смазывающее средство можно добавлять без ослабления эффекта изобретения. Не ограничиваясь этими добавками, можно комбинировать различные материалы. Кроме того, с целью улучшения устойчивости к вытяжке и прочности при падении и ударе, устойчивости к напряжению под действием окружающей среды, и т.п., можно примешивать один или несколько типов полиолефинов, отличных от полиолефина (A).
[0018] Модифицированный кислотой полиолефин (B)
Модифицированный кислотой полиолефин (B), используемый в настоящем изобретении, может представлять собой полиолефин, модифицированный привитой ненасыщенной карбоновой кислотой или ее ангидридом, который широко используют в качестве адгезивного полимера, в целом. В настоящем изобретении, модифицированный кислотой полиолефин (B) выполняет функцию поддержания прочности структуры посредством образования связи между полиолефином (A) и содержащим метаксилиленовую группу полиамидом (C), диспергированным в полиолефине (A). Определенные типы модифицированного кислотой полиолефина (B) предпочтительно используют в зависимости от типов полиолефина (A). Например, когда полиолефин (A) представляет собой полиэтилен, предпочтительно используют полиэтилен, модифицированный привитой ненасыщенной карбоновой кислотой или ее ангидридом. Когда полиолефин (A) представляет собой полипропилен, предпочтительно используют полипропилен, модифицированный привитой ненасыщенной карбоновой кислотой или ее ангидридом.
[0019] Конкретные примеры ненасыщенной карбоновой кислоты или ее ангидрида включают акриловую кислоту, метакриловую кислоту, α-этилакриловую кислоту, маллеиновую кислоту, фумаровую кислоту, итаконовую кислоту, цитраконовую кислоту, тетрагидрофталевую кислоту, хлормаллеиновую кислоту, бутенилянтарную кислоту и их ангидриды. В частности, предпочтительно используют маллеиновую кислоту и малеиновый ангидрид. Различные известные способы полиолефина для получения привитого сополимера с ненасыщенной карбоновой кислотой или ее ангидридом используют, чтобы получать модифицированный кислотой полиолефин. Например, полиолефин плавят с использованием экструдера или тому подобного, растворяют в растворителе, суспендируют в воде или тому подобное, перед тем, как прививаемый мономер добавляют в полиолефин.
[0020] MFR модифицированного кислотой полиолефина (B), используемого в настоящем изобретении, больше таковой полиолефина (A) в от 1 до 10 раз, предпочтительно от 1,5 до 9 раз, более предпочтительно от 2 до 8 раз. Модифицированный кислотой полиолефин (B) с MFR меньше чем в 1 раз, чем у полиолефина (A), не является предпочтительным, поскольку содержащий метаксилиленовую группу полиамид (C) слишком сильно присутствует в заготовке, чтобы, возможно, снижать адгезионную прочность смыкания у структуры, как описано ниже. Модифицированный кислотой полиолефин (B) с MFR больше таковой полиолефина (A) больше чем в 10 раз также не является предпочтительным, поскольку содержащий метаксилиленовую группу полиамид (C) может выходить в поверхности структуры, чтобы вызывать ухудшение внешнего вида и барьерных свойств.
[0021] MFR модифицированного кислотой полиолефина (B) предпочтительно является относительно высокой с точки зрения сохранения стабильность способа формования и прочности структуры. MFR модифицированного кислотой полиолефина (B) измеряют аналогичным образом, как таковую полиолефина (A) в соответствии со способом, описанным в JIS K7210, который предпочтительно составляет от 0,5 до 5 (г/10 минут), более предпочтительно от 0,6 до 4 (г/10 минут), еще более предпочтительно от 0,7 до 3 (г/10 минут).
[0022] В модифицированном кислотой полиолефине (B) добавки, такие как антиоксидант, матирующее средство, термостойкий стабилизатор, стабилизатор атмосферостойкости, поглотитель ультрафиолетовых лучей, зародышеобразователь, пластификатор, замедлитель воспламенения, антистатическое средство, защищающее цвет средство и смазывающее средство, можно добавлять без ослабления эффекта изобретения. Не ограничиваясь этими добавками, можно комбинировать различные материалы 4.
[0023] Содержащий метаксилиленовую группу полиамид (C), используемый в настоящем изобретении, придает эффект улучшения барьерных свойств структуры. Диаминовое звено, образующее содержащую метаксилиленовую группу полиамид (C), содержит предпочтительно 70 моль.% или больше, более предпочтительно 80 моль.% или больше, еще более предпочтительно 90 моль.% или больше метаксилилендиаминового звена, с точки зрения газобарьерных свойств.
Диамины, отличные от метаксилилендиамина, включают п-ксилилендиамин, 1,3-бис(аминометил)циклогексан, 1,4-бис(аминометил)циклогексан, тетраметилендиамин, гексаметилендиамин, нонанметилендиамин и 2-метил-1,5-пентандиамин, но не ограничены этим.
[0024] Звено дикарбоновой кислоты, образующее содержащий метаксилиленовую группу полиамид (C), содержит предпочтительно 50 моль.% или больше, более предпочтительно 60 моль.% или больше, еще более предпочтительно 70 моль.% или больше α, ω-алифатической дикарбоновой кислоты с точки зрения кристалличности.
α, ω-алифатическая дикарбоновая кислота включает субериновую кислоту, адипиновую кислоту, азелаиновую кислоту, себациновую кислоту и додекановую кислоту. С точки зрения газового свойства и кристалличности, предпочтительно используют адипиновую кислоту и себациновую кислоту.
Звенья дикарбоновой кислоты, отличные α, ω-алифатического звена дикарбоновой кислоты, включают алициклические дикарбоновые кислоты, такие как 1,3-циклогександикарбоновая кислота и 1,4-циклогександикарбоновая кислотая; ароматические дикарбоновые кислоты, такие как терефталевая кислота, изофталевая кислота, o-фталевая кислота, ксилилендикарбоновая кислота, и нафталиндикарбоновая кислота, но не ограничены этим.
Среди них изофталевая кислота и 2,6-нафталиндикарбоновая кислота являются предпочтительными, поскольку эти кислоты могут легко обеспечивать полиамид превосходными газобарьерными свойствами без ингибирования реакции поликонденсации во время образования содержащего метаксилиленовую группу полиамида (C). Содержание звена изофталевой кислоты и 2,6-нафталиндикарбоновой кислоты предпочтительно составляет 30 моль.% или менее, более предпочтительно 20 моль.% или менее, еще более предпочтительно 15 моль.% или менее, основываясь на звене дикарбоновой кислоты, с точки зрения диспергируемости содержащего метаксилиленовую группу полиамида (С) и барьерных свойств структуры.
[0025] Помимо диаминовых звеньев и звеньев дикарбоновой кислоты, в качестве сополимеризуемых звеньев, образующих содержащий метаксилиленовую группу полиамид (C), можно использовать лактамы, такие как ε-капролактам и лауролактам; алифатические аминокарбоновые кислоты, такие как аминокапроновая кислота и аминоундекановая кислота; и ароматические аминокарбоновые кислоты, такие как п-аминометилбензойная кислота, без ухудшения эффекта настоящего изобретения.
[0026] Содержащий метаксилиленовую группу полиамид (C) получают посредством поликонденсации в расплаве (полимеризации в расплаве). Например, соль нейлона, состоящую из диамина и дикарбоновой кислоты, нагревают в присутствии воды при повышенном давлении и затем полимеризуют в состоянии расплава, при этом удаляя добавленную воду и конденсированную воду. Альтернативно, содержащий метаксилиленовую группу полиамид (C) получают посредством непосредственного добавления диамина в расплавленную дикарбоновую кислоту посредством поликонденсации. В этом случае, чтобы поддерживать реакционную систему в гомогенном состоянии, жидкость непрерывно добавляют в дикарбоновую кислоту, во время чего смесь нагревают, избегая понижения температуры реакционной системы ниже температуры плавления образуемого олигоамида и полиамида, чтобы содействовать поликонденсации.
[0027] В системе поликонденсации для образования содержащего метаксилиленовую группу полиамида (C), содержащее атом фосфора соединение можно добавлять, чтобы достигать эффектов, оказываемых на развитие реакции амидирования и на предотвращение развития окраски во время поликонденсации.
Содержащее атом фосфора соединение включает диметилфосфиновую кислоту, фенилметилфосфиновую кислоту, гипофосфористую кислоту, гипофосфит натрия, гипофосфит калия, гипофосфит лития, этилгипофосфит, фенилфосфонистую кислоту, фенилфосфонит натрия, фенилфосфонит калия, фенилфосфонит лития, этилфенилфосфонит, фенилфосфоновую кислоту, этилфосфоновую кислоту, фенилфосфонат натрия, фенилфосфонат калия, фенилфосфонат лития, диэтилфенилфосфонат, этилфосфонат натрия, этилфосфонат калия, фосфористую кислоту, гидрофосфит натрия, фосфит натрия, триэтилфосфит, трифенилфосфит и пирофосфористую кислоту. Среди них особенно предпочтительно используют гипофосфиты металлов, такие как гипофосфит натрия, гипофосфит калия и гипофосфит лития, из-за выраженных эффектов, оказываемых на развитие реакции амидирования и на предотвращение развития окраски. Особенно предпочтительным является гипофосфит натрия. Однако содержащее атом фосфора соединение, которое можно использовать в настоящем изобретении, не ограничено этими соединениями.
[0028] Добавляемое количество содержащего атом фосфора соединения, которое добавляют в поликонденсационную систему для образования содержащего метаксилиленовую группу полиамида (C), предпочтительно составляет от 1 до 500 ч./млн, более предпочтительно от 5 до 450 ч./млн, еще более предпочтительно 10 до 400 ч./млн, что эквивалентно концентрации атомов фосфора в содержащем метаксилиленовую группу полиамиде (C) с точки зрения защиты цвета содержащего метаксилиленовую группу полиамида (C) во время поликонденсации.
[0029] В поликонденсационной системе для образования содержащего метаксилиленовую группу полиамида, соединение щелочного металла или соединение щелочноземельного металла предпочтительно используют вместе с содержащим атом фосфора соединением. Для того чтобы предотвращать развитие окраски содержащего метаксилиленовую группу полиамида во время поликонденсации, содержащее атом фосфора соединение должно присутствовать в достаточном количестве. Однако, чтобы корректировать скорость реакции амидирования, соединение щелочного металла или соединение щелочноземельного металла предпочтительно существует совместно с содержащим атом фосфора соединением.
Такие соединения металлов включают, например, гидроксиды щелочных металлов/щелочноземельных металлов, такие как гидроксид лития, гидроксид натрия, гидроксид калия, гидроксид рубидия, гидроксид цезия, гидроксид магния, гидроксид кальция и гидроксид бария; и ацетаты щелочных металлов/щелочноземельных металлов, такие как ацетат лития, ацетат натрия, ацетат калия, ацетат рубидия, ацетат цезия, ацетат магния, ацетат кальция и ацетат бария, но их можно использовать, не ограничиваясь этими соединениями.
Когда соединение щелочного металла или соединение щелочноземельного металла добавляют в поликонденсационную систему для образования содержащего метаксилиленовую группу полиамида (C), значение, определяемое посредством деления числа молей соединения на таковое содержащего атом фосфора соединения, предпочтительно составляет от 0,5 до 2,0, более предпочтительно от 0,6 до 1,8, еще более предпочтительно от 0,7 до 1,5. Задавая количество добавления соединения щелочного металла или соединения щелочноземельного металла в указанном выше диапазоне, можно достигать эффекта, оказываемого на развитие реакции амидирования содержащим атом фосфора соединением, и можно подавлять образование геля.
[0030] После получения и гранулирования, содержащий метаксилиленовую группу полиамид (C), получаемый посредством поликонденсации в расплаве, можно сушить для использования или можно подвергать твердофазной полимеризации, чтобы дополнительно повышать степень полимеризации. В качестве нагревателя, используемого для сушки или твердофазной полимеризации, можно соответствующим образом использовать непрерывную сушилку с горячим воздухом; нагреватели с вращающимся барабаном, такие как барабанная сушилка, коническая сушилка и вращающаяся сушилка; и конический нагреватель, предоставленный как единое целое с лопаткой ротора, называемый смесителем Nauta. Однако общеизвестные способы и устройства можно использовать без ограничения этими нагревателями. В частности, когда полиамид подвергают твердофазной полимеризации, среди указанных выше устройств предпочтительно используют вращающийся барабанный нагреватель, поскольку этот нагреватель может герметизировать систему и легко способствует поликонденсации без присутствия кислорода, который вызывает развитие окраски.
[0031] Существуют некоторые показатели степени полимеризации содержащего метаксилиленовую группу полиамида, но в целом используют относительную вязкость. Относительная вязкость содержащего метаксилиленовую группу полиамида (C), используемого в настоящем изобретении, предпочтительно составляет от 2,5 до 4,5, более предпочтительно от 2,6 до 4,2, еще более предпочтительно от 2,7 до 4,0. Задавая относительную вязкость содержащего ксилиленовую группу полиамида (C) в пределах указанного выше диапазона, можно стабилизировать способ формования и можно обеспечивать структуру содержащим ксилиленовую группу полиамидом (C), который диспергируют и расслаивают, а также превосходным внешним видом.
В настоящем изобретении, чтобы повышать адгезионную прочность смыкания, точно определяют физические свойства каждого материала и уменьшают количество содержащего метаксилиленовую группу полиамида (C) в заготовке. Как результат, структура свободно имеет часть с высокой концентрацией содержащего метаксилиленовую группу полиамида, по сравнению со стандартной структурой. Следовательно, относительная вязкость меньше чем 2,5 не является предпочтительной, поскольку можно легко с высокой вероятностью снизить прочность структуры вероятно, по сравнению со стандартной технологией. Относительная вязкость больше чем 4,5 также не является предпочтительной, поскольку состояние дисперсии содержащего метаксилиленовую группу полиамида (C) можно контролировать с малой вероятностью, что дестабилизирует формуемость.
Относительную вязкость в настоящем документе обозначают как отношение времени свободного падения t 1 г полиамида, растворенного в 100 мл 96% серной кислоты, к времени свободного падения 96% серной кислоты, которую представляют с помощью следующего выражения. Время свободного падения t0 и t измеряют при 25°C с использованием вискозиметра Cannon-Fenske.
Относительная вязкость=t/t0

[0032] Содержащий метаксилиленовую группу полиамид (C), используемый в настоящем изобретении, содержит компонент со средней молекулярной массой 1000 или менее, которую измеряют с помощью GPC, в предпочтительно 2 вес.% или менее, более предпочтительно 1,5 вес.% или менее, еще более предпочтительно 1 вес.% или менее с точки зрения внешнего вида и барьерных свойств структуры, чтобы получать такой содержащий метаксилиленовую группу полиамид (C), олигомеры предпочтительно удаляют посредством промывания горячей водой, вакуумной сушки или твердофазной полимеризации после поликонденсации в расплаве.
[0033] В содержащем метаксилиленовую группу полиамиде (C), добавки, такие как антиоксидант, матирующее средство, термостойкий стабилизатор, стабилизатор атмосферостойкости, поглотитель ультрафиолетовых лучей, зародышеобразователь, пластификатор, замедлитель воспламенения, антистатическое средство, защищающее цвет средство, смазывающее средство и препятствующее гелеобразованию средство; глина, такая как ламинарный силикат; и нанонаполнитель, можно добавлять без ухудшения эффекта настоящего изобретения, чтобы модифицировать содержащий метаксилиленовую группу полиамид (C), различные полиамиды, такие как нейлон 6, нейлон 66 и некристаллический нейлон, образуемые из мономера ароматической дикарбоновой кислоты, и модифицированный полимер этих полиамидов; полиолефин и их модифицированные полимеры; эластомер с участием структуры стирола; и т.п. можно добавлять при необходимости. Однако материалы, подлежащие добавлению для этой модификации, не ограничены этими соединениями, и можно комбинировать различные материалы.
[0034] Отношение смешения материалов
Отношение смешения материалов, образующих структуру по настоящему изобретению, составляет от 60 до 90 вес.% полиолефина (A), от 5 до 30 вес.% модифицированного кислотой полиолефина (B) и от 2 до 35 вес.% содержащего метаксилиленовую группу полиамида (C). Предпочтительно, отношение смешения составляет от 65 до 90 вес.% полиолефина (A), от 5 до 25 вес.% модифицированного кислотой полиолефина (B), и от 5 до 30 вес.% содержащего метаксилиленовую группу полиамида (C). Более предпочтительно, отношение смешения составляет от 70 до 90 вес.% полиолефина (A), от 5 до 20 вес.% модифицированного кислотой полиолефина (B) от и 5 до 25 вес.% содержащего метаксилиленовую группу полиамида (C). Однако в общем три компонента с (A) до (C) не превышают 100 вес.%. Задавая отношение смешения материалов в пределах указанного выше диапазона, можно эффективно повышать барьерные свойства структуры и минимизировать снижение прочности структуры.
[0035] Другие полимеры
В дополнение к указанным выше материалам, например гомополимерам α-олефинов с 3-20 углеродными атомами, таким как полибутен-1 и полиметилпентен; сополимеры α-олефинов с 3-20 углеродными атомами; сополимеры α-олефинов с 3-20 углеродными атомами и циклических олефинов с 3-20 углеродными атомами; иономеры; различные модифицированные полиэтилены, такие как этилен-этилакрилатные сополимеры и этилен-метилакрилатные сополимеры; полистиролы; различные сложные полиэфиры, такие как полиэтилентерефталаты; различные полиамиды, такие как нейлон 6 и нейлон 66; стирол-бутадиеновые сополимеры и гидрированные стирол-бутадиеновые сополимеры; различные термопластические эластомеры и т.п., можно добавлять без ухудшения эффекта настоящего изобретения. Различные материалы можно комбинировать без ограничения этими материалами.
[0036] Способ изготовления емкости дутьевого формования
Емкость дутьевого формования, получаемая способом по изобретению, представляет собой формованное изделие, которое имеет геометрическую форму бутылки, тубы (тюбика) или тому подобного, в которой хранят и сохраняют объекты. Формованное изделие по настоящему изобретению можно формировать посредством обычного прямого формования раздувом, за исключением установления температуры фильеры в пределах конкретного диапазона. Например, используя формовочное устройство, в котором предусмотрен экструдер, адаптер, цилиндрическая фильера, устройство смыкания формы, форма, охлаждающее устройство и т.п., полиолефин (A), модифицированный кислотой полиолефин (B), содержащий метаксилиленовую группу полиамид (C) и необязательно смешиваемый материал, получаемый посредством сухого смешивания пульверизованного формованного изделия, подают в экструдер и затем плавят и смешивают. Расплавленный и смешанный материал экструдируют в виде цилиндрической геометрической формы (иногда обозначаемой как «заготовка») через адаптер и цилиндрическую фильеру. В момент, когда экструдируют до подходящей длины, экструдируемую заготовку плотно сжимают с использованием формы и затем подают воздух, чтобы надувать заготовку и приводить заготовку в контакт с охлажденной формы. После охлаждения форму открывают, чтобы извлечь отформованную емкость.
[0037] Когда получают емкость дутьевого формования по настоящему изобретению, можно применять стандартные экструдеры. Однако предпочтительно используют одношнековый экструдер, поскольку он может проводить умеренное перемешивание и стабильную экструзию даже при высоком давлении полимера. Шнек одношнекового экструдера типично состоит из трех частей: подающая часть для транспортировки сырья к кончику экструдера, сжимающая часть для полного расплавления полимера, размягченного посредством поглощения тепла, и измерительная часть для управления количеством экструзии. В настоящем изобретении, обычные шнеки можно использовать без ограничения. Однако шнек в целом, обозначаемый как «шнек со сплошным винтом» без перемешивающей части, такой как шнек типа Dulmadge или шнек типа Maddock, предпочтительно используют с точки зрения предотвращения чрезмерного диспергирование содержащего метаксилиленовую группу полиамида (C).
Чтобы легко управлять состоянием дисперсии содержащего метаксилиленовую группу полиамида (C), предпочтительно используют быстро сжимающий шнек с относительно короткой сжимающей частью. В шнеке со сплошным винтом быстро сжимающего типа предпочтительно предусмотрена подающая часть от 40 до 60, сжимающая часть от 5 до 20 и измерительная часть от 30 до 50, исходя из 100, которое представляет количество шагов целого шнека (Один шаг соответствует одному обороту нарезки). Более предпочтительно, в шнеке со сплошным винтом предусмотрена подающая часть от 45 до 55, сжимающая часть от 10 до 15 и измерительная часть от 35 до 45, исходя из 100, которое представляет количество шагов целого шнека. Расстояние между шагами может быть произвольным. Также можно использовать так называемый шнек с двумя нарезками, у которого количество нарезок равно двум.
Чтобы сохранять диспергированное и наслоенное состояние содержащего метаксилиленовую группу полиамида (C) посредством сдвига шнека, распределительную пластину, которую обычно предусматривают в головке экструдера, предпочтительно не предоставляют. Содержащий метаксилиленовую группу полиамид (C), диспергированный и наслоенный в экструдере, можно резать и мелко диспергировать посредством пор в распределительной пластине.
[0038] При обычном режиме работы с небольшим количеством полимера, диспергированного в большом количестве полимера в экструдере, весь полимер размягчается за счет тепла, получаемого от нагревателя в экструдере. Затем весь полимер расплавляют посредством приложения усилия сдвига с помощью вращения шнека. Небольшое количество полимера вытягивается усилием сдвига. Когда прикладывают дополнительное усилие сдвига, вытянутый полимер режется (диспергируется), расслаивается и затем равномерно рассеивается (распределяется). Этот режим работы повторяют для равномерного размешивания небольшого количества полимера в большом количестве полимера.
В структуре полимера по настоящему изобретению, чтобы эффективно повышать барьерные свойства, содержащий метаксилиленовую группу полиамид (C) нужно диспергировать и расслаивать. Таким образом, полимер нужно экструдировать из кончика экструдера, когда гранулы полимера вытягивают и расслаивают посредством усилия сдвига в указанном выше экструдере. Способ достижения этого предпочтительно включает уменьшение вращения шнека или оптимизацию установления температуры экструдеры. Вращение шнека уменьшить легко. Однако это может вызвать снижение производительности и может снижать прочность емкости из-за воздействия атмосферы на заготовку в течение длительного времени. Таким образом, уменьшение вращения шнека можно применять с ограничением. В этом случае предпочтительно управляют температурой полимера в экструдере. В частности, температуру экструдера корректируют с тем, чтобы температура полимера, когда материалы плавят и смешивают в экструдере, попадала в диапазон температур плавления содержащего метаксилиленовую группу полиамида (C), предпочтительно ±20°C, более предпочтительно ±15°C, еще более предпочтительно ±10°C. Температура полимера предпочтительно равна измеряемой фактической температуре полимера, в данный момент экструдируемого из головки экструдера. Однако, когда обнаруживают определенную разность между числовым значением, измеряемым с использованием термопары, предусмотренной на кончике экструдера, и реальной температуры полимера, температуру полимера можно корректировать, опираясь на числовое значение. Плавление и смешивание предпочтительно проводят при температуре полимера, не падающей ниже температуры плавления содержащего метаксилиленовую группу полиамида (C) более чем на -20°C, чтобы в достаточной мере размягчать содержащий метаксилиленовую группу полиамид (C). Это позволяет с трудом перемешивать нерасплавленные гранулы в формованном изделии и может нагружать двигатель экструдера не слишком сильно. Плавление и смешивание предпочтительно проводят при температуре полимера, которая не превышает температуру плавления содержащего метаксилиленовую группу полиамида (C) более чем на +20°C, чтобы не полностью плавить содержащий метаксилиленовую группу полиамид (C). Это диспергирует содержащую метаксилиленовую группу полиамид (C) за счет усилия сдвига посредством вращения шнека не слишком сильно и сохраняет состояние дисперсии слоя в композиции полимера. Таким образом, дробление содержащего метаксилиленовую группу полиамида (C) на микрочастицы происходит с трудом. Как результат, избегают слишком сильного снижения барьерных свойств емкости.
[0039] В расплавленном полимере, протекающем из экструдера в цилиндрическую фильеру, содержащий метаксилиленовую группу полиамид (C) уже диспергирован и расслоен в полиолефине (A). Содержащий метаксилиленовую группу полиамид (C) едва присутствует в поверхности расплавленного полимера, когда течет из экструдера в цилиндрическую фильеру, но не в полиолефине (A).
[0040] Как показано на фиг. 1, в цилиндрической фильере 10 по одному из примеров фильеры в соответствии с настоящим изобретением предусмотрен корпус фильеры 20, дорн 40 и опорная часть 60.
Корпус фильеры 20 имеет канал 22 для потока, через который течет расплавленный полимер, экструдируемый из экструдера 100, и цилиндрическую полость 26 с отверстием 24 в нижней стороне. Канал 22 для потока открывается в верхней стороне полости 26.
Дорн 40 имеет цилиндрическую часть 41, центр которой имеет большой диаметр, и кончик 42, предусмотренный на верхней стороне цилиндрической части. Дорн 40 располагают в полости 26 с тем, чтобы кончик 42 указывал на отверстие конца канала 22 для потока.
Опорная часть 60 удерживает дорн 40 в полости 26 корпуса фильеры 20 с тем, чтобы зазор 70 пути потока, обеспеченный между полостью 26 корпуса фильеры 20 и дорном 40, определял путь F потока полимера (см. Фиг. 2). Опорную часть 60 формируют в зазоре 70 пути потока. Зазор 70 пути потока может иметь любые геометрические формы. В пример, представленном на фиг. 1, цилиндрическая часть 41 имеет центр большого диаметра, который представляет собой путь потока с диаметром на стороне ниже по потоку меньше такового у опорной части 60. Этим прикладывают давление так, чтобы разделенный цилиндром полимер, проходящий через эту узкую часть, имел однородную толщину заготовки.
Опорная часть 60 имеет множество стержневидных опор 62 (Опорная часть 60 может иметь множество пластинчатых опор). Множество опор 62 радиально расположены вокруг дорна 40 в зазоре 70 пути потока.
[0041] Как показано на фиг. 2, способ изготовления емкости дутьевого формования с использованием устройства, которое имеет цилиндрическую фильеру 10 для изготовления емкости дутьевого формования в целом описан ниже. Сначала расплавленный полимер, образованный посредством экструдера 100, подают в канал 22 для потока. Затем расплавленному полимеру, протекающему через канал 22 для потока, придают цилиндрическую геометрическую форму, окутывающую дорн 40 с помощью кончика 42 дорна 40. Впоследствии, цилиндрический расплавленный полимер проходит через опорную часть 60 в зазор 70 пути потока, чтобы разделять цилиндрический расплавленный полимер непосредственно перед опорной частью 60 и затем соединять разделенный полимер непосредственно после опорной части 60. В зазоре 70 пути потока, диаметр которого на стороне ниже по потоку меньше такового у опорной части 60, к соединенному расплавленному полимеру прикладывают давление так, чтобы цилиндрический полимер, проходящий через эту узкую часть имел однородную толщину заготовки. Затем соединенному расплавленному полимеру снова придают цилиндрическую геометрическую форму. После того как цилиндрический полимер вытекает из отверстия 24, получают емкость дутьевого формования.
[0042] Приведено сравнение способа по настоящему изобретению со стандартным способом. Когда цилиндрическую фильеру, предусмотренную в указанном дорне выше в форме сердца, используют в стандартном способе, содержащий метаксилиленовую группу полиамид (C) с трудом присутствует около шва, как показано на фиг. 7(b). Как указано выше, содержащий метаксилиленовую группу полиамид (C) с трудом присутствует в поверхности расплавленного полимера, но не в полиолефине (A). Поверхность расплавленного полимера соединяется в части, где происходит соединение расплавленного полимера (около шва). Как результат, содержащий метаксилиленовую группу полиамид (C) не присутствует в части, где происходит соединение расплавленного полимера. Такой шов, присутствующий в стенке емкости, вызывает снижение барьерных свойств. Кроме того, в композиции полимера концентрация содержащего метаксилиленовую группу полиамида (C) снижается около шва по сравнению с другими частями. Это служит причиной различий в скорости усадки, когда полимер остывает в форме, что деформирует емкость.
С другой стороны, когда такую емкость дутьевого формования формируют с помощью способа по настоящему изобретению, расплавленный полимер конически идет от дорна 42 и цилиндрически течет вниз в зазор 70 пути потока. В отличие от случая использования цилиндрической фильеры, в которой предусмотрен дорн в форме сердца, никогда не обусловлена часть, где происходит соединение концов потоков полимера (шов). В способе по настоящему изобретению сначала происходит соединение кончика расплавленного полимера в части, где происходит экструзия расплавленного полимера из цилиндрической фильеры в качестве заготовки, и плотное сжимание с помощью формы. Эту часть в целом обозначают как «смыкание» Однако, поскольку смыкание формируют посредством сминания и прессуемого соединения заготовки с формой, фактически наблюдают, что поперечное сечение смыкания не имеет части, где содержащий метаксилиленовую группу полиамид (C) не присутствует.
[0043] В цилиндрической фильере с такой структурой выпуск канала 22 для потока, который представляет собой путь потока для полимера, вытекающего из экструдера, должен быть предусмотрен над кончиком 42 дорна 40, чтобы кончик 42 дорна 40 нельзя было закрепить на верхней части цилиндрической фильеры 10. Соответственно, множество опор 62, удерживающих дорн 40, предусмотрены в полости 26 корпуса фильеры 20 и закрепляют дорн 40 в полости 26 корпуса фильеры 20. Расплавленный полимер, вытекающий из расположенного выше дорна 40, течет в зазор 70 пути потока, при этом сохраняя цилиндрическую геометрическую форму, которую ей придает кончик 42. Однако расплавленный полимер, сохраняющий цилиндрическую геометрическую форму, режет множество опор 62, когда она проходит через опоры 62. После прохождения через опоры 62 снова происходит соединение расплавленного полимера. Соответственно, эти опоры 62 образуют шов в емкости, образованной посредством цилиндрической фильеры 10, используемой в настоящем изобретении. Однако, как показано на фиг. 2, шов, образованный посредством опор 62, не образуется посредством соединения кончика потока расплавленного полимера. Таким образом, содержащий метаксилиленовую группу полиамид (C) присутствует в шве емкости, образованной таким образом, и шов имеет небольшое отличие в концентрации содержащего метаксилиленовую группу полиамида (C) от частей, отличных от шва. Как результат, шов имеет отличие в скорости усадки от других частей, которое не деформирует емкость.
[0044] В способе по настоящему изобретению, температуру цилиндрической фильеры 10 устанавливают так, чтобы она попадала в диапазон предпочтительно между температурой начала плавления Tb и температурой окончания плавления Те, более предпочтительно между температурой начала плавления Tb+3°C и температурой окончания плавления Те-3°C, еще более предпочтительно между температурой начала плавления Tb+5°C и температурой окончания плавления Те-5°C содержащего метаксилиленовую группу полиамида (C). Температуру начала плавления Tb и температуру окончания плавления Те измеряют с использованием дифференциального сканирующего калориметра (DSC). Образец для измерений плавят в потоке газообразного азота посредством нагревания от комнатной температуры до 300°C при скорости повышения температуры 10 °C/минута и охлаждают с использованием жидкого азота. Затем образец измеряют при температуре от комнатной до 300°C и со скоростью повышения температуры также 10°C/минута. В это время наблюдают температуру начала и температуру окончания пика плавления (см. фиг. 4).
Задавать температуру цилиндрической фильеры 10 ниже температуры начала плавления Tb не предпочтительно, поскольку содержащий метаксилиленовую группу полиамид (C) затвердевает до потери текучести в зазоре 70 пути потока цилиндрической фильеры 10. При этом полимер с трудом экструдируют из зазора 70 пути потока цилиндрической фильеры 10, что вызывает повышение давление в головке экструдера 100, что ведет к нестабильной формуемости. Задавать температуру цилиндрической фильеры 10 выше температуры окончания плавления Те не предпочтительно, поскольку содержащий метаксилиленовую группу полиамид (C), диспрегированный и расслоенный в экструдере 100, легко течет и дополнительно диспергируется в зазоре 70 пути потока цилиндрической фильеры 10. Это снижение расслоенного содержащего метаксилиленовую группу полиамида (C) в формованном изделии вызывает повышение частиц содержащего метаксилиленовую группу полиамида (C), что ведет к возможному снижению барьерных свойств емкости.
[0045] Как показано на фиг. 3, в настоящем изобретении, опорная часть 60 имеет кольцо 64 в зазоре 70 пути потока. Это кольцо 64 представляет собой замкнутую опору в форме кольца или цилиндра, который расположен вокруг дорна.
Среди множества опор 62, заданное количество опор 62, образованных в корпусе фильеры 20, удерживают внешнюю сторону кольца 64, и заданное количество опор 62, образованных в дорне 40, удерживают внутреннюю сторону кольца 64.
Более конкретно, кольцо 64 предусмотрено на верхней стороне цилиндрической части 41 дорна 40. Эти некоторые опоры 62 закрепляют корпус фильеры 20 и кольцо 64, а другие опоры 62 закрепляют кольцо 64 и дорн 40. Первые опоры 62 и последние опоры 62 смещены по окружному направлению дорна 40. Это позволяет получать с использованием цилиндрической фильеры 10 емкость, в которой шов не проступает через стенку емкости.
Эта структура режет полимер, вытекающий из экструдера посредством не только опор, но также кольца. Однако концы расплавленного потока не соединяются. Соответственно, содержащий метаксилиленовую группу полиамид (C) присутствует во всех разрезанных частях с тем, чтобы не снижать барьерные свойства или не деформировать емкость. В целом, шов вероятно снижает прочность емкости. Однако использование этой цилиндрической фильеры не позволяет шву проступать через стенку емкости, чтобы получать емкость с превосходной прочностью.
[0046] Когда дорн 40 закрепляют посредством опор 62 в полости 26 корпуса фильеры 20, как описано выше, количество опор 62 предпочтительно составляет от 2 до 6, более предпочтительно от 2 до 4. Когда кольцо 64 предусмотрено в верхней части цилиндрической части 41 дорна 40, количество опор 62 между корпусом фильеры 20 и кольцом 64 и между кольцом 64 и дорном 40 предпочтительно составляет 2 до 6 в каждом случае, более предпочтительно от 2 до 4 в каждом случае, соответственно. Одна опора не является предпочтительной, поскольку она не позволяет закреплять дорн 40 с достаточной прочностью. Семь или больше опор также не являются предпочтительными, поскольку они оставляют слишком много швов, что снижает прочность емкости и создает разрезы в диспергированном и расслоенном содержащем метаксилиленовую группу полиамиде (C). Опоры 62 предпочтительно имеют настолько маленькую толщину и настолько маленький размер, насколько возможно, в периферическом направлении дорна 40, но предпочтительно их конструируют, принимая во внимание прочность.
[0047] Емкость, получаемая способом по изобретению, может иметь различные геометрические формы, такие как бутылка, чаша, лоток, бак, банка и тюбик. По сравнению с емкостью уровня техники, емкость может эффективно предотвращать проникновение различных объектов, включая топливо, такое как бензин, керосин и газойль, смазывающие средства, такие как машинное масло и тормозное масло, различные санитарные изделия, такие как отбеливатель, моющее средство и шампунь, химические вещества, такие как этанол и оксидол, различные напитки, такие как овощной сок и молочные напитки, и приправы. Такие объекты содержат определенный компонент, и, таким образом, можно эффективно использовать для увеличения стабильности хранения хранимого объекта.
ПРИМЕРЫ
[0048] Настоящее изобретение объяснено более подробно со ссылкой на примеры. Различные оценки примеров проводили с помощью следующих способов.
[0049] (1) MFR полиолефина и модифицированный кислотой полиолефин (г/10 минут)
MFR полиолефина и модифицированного кислотой полиолефина измеряли в соответствии со способом, описанным в JIS K7210, с использованием определителя показателя текучести расплава, доступного в Toyo Seiki Seisaku-Sho, Ltd. MFR полиэтилена и модифицированного кислотой полиэтилена измеряли при 190°C и 2,16 кгс. MFR полипропилена и модифицированного кислотой полипропилена измеряли при 230°C и 2,16 кг.
[0050] (2) Плотность полиолефина и модифицированный кислотой полиолефин (г/см3)
Однослойный лист толщиной приблизительно 1 мм формировали с использованием формирующего листы устройства, оборудованного экструдером, фильерой с Т-образной щелью, охлаждающим валиком, тянущим устройством и т.п. Затем тестируемый кусок 50 мм ×50 мм вырезали из листа, чтобы определять истинную удельную плотность с использованием измерителя истинной удельной плотности.
[0051] (3) Относительная вязкость содержащего метаксилиленовую группу полиамида
1 г содержащего метаксилиленовую группу полиамида точно взвешивали и затем растворяли в 100 мл 96% серной кислоты при температуре от 20 до 30°C при перемешивании. После полного растворения 5 мл раствора быстро устанавливали в вискозиметр Cannon-Fenske и оставляли в термостатической камере при 25°C в течение 10 минут, и затем измеряли время свободного падения t. Время свободного падения t0 одной 96% серной кислоты измеряли при тех же условиях. Относительную вязкость вычисляли по времени свободного падения t и t0 посредством указанного выше выражения (a).
[0052] (4) Дифференциальная сканирующая калориметрия (DSC) содержащего метаксилиленовую группу полиамида
Температуру начала плавления Tb и температуру окончания плавления Те измеряли с использованием дифференциального сканирующего калориметра (торговое название: DSC-60, доступен в Shimadzu Corporation). Образец плавили в потоке газообразного азота посредством нагревания от комнатной температуры до 300°C при скорости повышения температуры 10°C/минута и охлаждали с использованием жидкого азота. Затем проводили измерения образца при температуре от комнатной до 300°C и при скорости повышения температуры также 10°C/минута. Затем температуру начала Tb и температуру окончания Те считывали из получаемой таблицы.
[0053] (5) Состояние дисперсии содержащего метаксилиленовую группу полиамида в шве
Разрезали центр корпуса сформированной бутылки, поверхность разреза сглаживали резаком и затем разведенный раствор йода (доступен в Tsukishima yakuhin) наносили на поверхность разреза, чтобы окрашивать содержащий метаксилиленовую группу полиамид. Диспергированное состояние содержащего метаксилиленовую группу полиамида в композиции полимера в шве исследовали под увеличительным стеклом стереомикроскопа.
[0054] (6) Размеры емкости
Десять бутылок выбирали случайным образом. Впоследствии, диаметр центра корпуса каждой из бутылок измеряли штангенциркулем в двух направлениях: направление смыкания на дне и вертикальное направление смыкания. Затем вычисляли средние диаметры.
[0055] (7) Барьерные свойства кислорода
Небольшое количество воды закупоривали в бутылке, чтобы измерять свойства кислородного барьера при 23°C в атмосфере с относительной влажностью 50% с использованием системы измерения скорости пропускания кислорода (модель: OX-TRAN 2/21, доступна в MOCON).
[0056] (8) Скорость уменьшения массы метилэтилкетона
Десять бутылок выбирали случайным образом, заполняли 380 мл метилэтилкетона и затем закрывали крышкой. После измерения общей массы, каждую из бутылок хранили в помещении при 23°C и 50% RH в течение одного месяца. Впоследствии, снова измеряли общую массу, чтобы определять скорость уменьшения массы метилэтилкетона и затем вычислять скорость уменьшения массы.
[0057] Полиолефин
HDPE-1: торговое название: NOVATEC HD HB420R, доступен в Japan Polyethylene Corporation, MFR=0,2, плотность=0,956
HDPE-2: торговое название: NOVATEC HD HB322R, доступен в Japan Polyethylene Corporation, MFR=0,3, плотность=0,952
LDPE-1: торговое название: NOVATEC LD ZE41K, доступен в Japan Polyethylene Corporation, MFR=0,5, плотность=0,922
PP-1: торговое название: NOVATEC PP EC9, доступен в Japan Полипропилен Corporation, MFR=0,5, плотность=0,9
[0058] Модифицированный кислотой олефин (AD)
ADPE-1: торговое название: Adtex L6100M, доступен в Japan Polyethylene Corporation, MFR=1,1, плотность=0,93
ADPE-2: торговое название: ADMER NF518, доступен в Mitsui Chemicals, Inc., MFR=2,4, плотность=0,91
ADPP-1: торговое название: MODIC P502, доступен в Mitsubishi Chemical Corporation, MFR=1,3, плотность=0,89
[0059] Содержащий метаксилиленовую группу полиамид (PA)
PA-1: торговое название: MX nylon S6121, доступен в Mitsubishi Gas Chemical Company, Inc., относительная вязкость=3,5, температура начала плавления (Tb)=212,8°C, температура окончания плавления (Те)=245,5°C
PA-2: торговое название: MX nylon S7007, доступен в Mitsubishi Gas Chemical Company, Inc., относительная вязкость=2,6, температура начала плавления (Tb)=205,3°C, температура окончания плавления (Те)=239,2°C
[0060] Пример 1
Использовали устройство для формирования однослойной емкости дутьевого формования, которое оборудовано 55 мм одношнековым экструдером, цилиндрической фильерой со структурой с фиг. 1, формой, устройством смыкания формы, охладителем и т.п. В загрузочное устройство экструдера подавали гранулы сухой смеси HDPE-1/ADPE-1/PA-1=85/10/5 (вес.%). Температуры цилиндра, адаптера и фильеры экструдера устанавливали равными 210 до 235°C, 235°C и 230°C, соответственно. Впоследствии, заготовку экструдировали при скорости вращения шнека 20 об./мин. Затем 400 мл удлиненную бутылку с винтовой крышкой с толщиной стенки приблизительно 1 мм в корпусе формировали посредством прямого формования раздувом.
[0061] Пример 2
За исключением значения отношения смешения HDPE-1/ADPE-1/PA-1=80/10/10 (вес.%), бутылку формировали аналогичным образом, как в примере 1.
[0062] Пример 3
За исключением значения отношения смешения HDPE-1/LDPE-1/ADPE-1/PA-1=70/10/10/10 (вес.%), бутылку формировали аналогичным образом, как в примере 1.
[0063] Пример 4
За исключением значения отношения смешения HDPE-1/ADPE-1/PA-1=65/20/15 (вес.%), бутылку формировали аналогичным образом, как в примере 1.
[0064] Пример 5
Использовали устройство для формирования однослойной емкости дутьевого формования, которое оборудовали 55 мм одношнековым экструдером, цилиндрической фильерой со структурой с фиг. 1, формой, устройством смыкания формы, охладителем и т.п. В загрузочное устройство экструдера подавали гранулы сухой смеси HDPE-2/ADPE-2/PA-2=80/10/10 (вес.%). Температуры цилиндра, адаптера и фильеры экструдера устанавливали равными от 200 до 225°C, 225°C и 225°C, соответственно. Впоследствии, заготовку экструдировали при скорости вращения шнека 20 об./мин. Затем формировали 400 мл удлиненную бутылку с винтовой крышкой с толщиной стенки приблизительно 1 мм в корпусе посредством прямого формования раздувом.
[0065] Пример 6
За исключением значения отношения смешения HDPE-2/LDPE-1/ADPE-2/PA-2=70/10/10/10 (вес.%), бутылку формировали аналогичным образом, как в примере 5.
[0066] Пример 7
За исключением использования цилиндрической фильеры со структурой с фиг. 3, бутылку формировали аналогичным образом, как в примере 2.
[0067] Пример 8
За исключением значения отношения смешения HDPE-1/ADPE-1/PA-1=65/20/15 (вес.%), бутылку формировали аналогичным образом, как в примере 7.
[0068] Пример 9
За исключением установления температуры фильеры равной 215°C, бутылку формировали аналогичным образом, как в примере 2.
[0069] Пример 10
За исключением установления температуры фильеры равной 240°C, бутылку формировали аналогичным образом, как в примере 2.
[0070] Пример 11
Использовали устройство для формирования однослойной емкости дутьевого формования, которое оборудовали 55 мм одношнековым экструдером, цилиндрической фильерой со структурой с фиг. 1, формой, устройством смыкания формы, охладителем и т.п. В загрузочное устройство экструдера подавали гранулы сухой смеси PP-1/ADPP-1/PA-1=85/10/5 (вес.%). Температуру цилиндра, температуру адаптера и температуру фильеры экструдера устанавливали равной от 215 до 240°C, 240°C и 235°C, соответственно. Впоследствии, заготовку экструдировали при скорости вращения шнека 20 об./мин. Затем формировали 400 мл удлиненную бутылку с винтовой крышкой с толщиной стенки приблизительно 1 мм в корпусе посредством прямого формования раздувом.
[0071] Пример 12
За исключением значения отношения смешения PP-1/ADPP-1/PA-1=80/10/10(вес.%), бутылку формировали аналогичным образом, как в примере 9.
[0072] Сравнительный пример 1
Использовали устройство для формирования однослойной емкости дутьевого формования, которое оборудовали 55 мм одношнековым экструдером, цилиндрической фильерой со структурой с фиг. 5, формой, устройством смыкания формы, охладителем и т.п. В загрузочное устройство экструдера подавали HDPE-1. Температуру цилиндра, температуру адаптера и температуру фильеры экструдера устанавливали равной от 210 до 235°C, 235°C и 230°C, соответственно. Впоследствии, заготовку экструдировали при скорости вращения шнека 20 об./мин. Затем формировали 400 мл удлиненную бутылку с винтовой крышкой с толщиной стенки приблизительно 1 мм в корпусе посредством прямого формования раздувом.
[0073] Сравнительный пример 2
За исключением использования цилиндрической фильеры со структурой с фиг. 1, бутылку формировали аналогичным образом как в сравнительном примере 1.
[0074] Сравнительный пример 3
За исключением использования цилиндрической фильеры со структурой с фиг. 5, бутылку формировали аналогичным образом, как в примере 1.
[0075] Сравнительный пример 4
За исключением использования цилиндрической фильеры со структурой с фиг. 5, бутылку формировали аналогичным образом, как в примере 2.
[0076] Сравнительный пример 5
За исключением использования цилиндрической фильеры со структурой с фиг. 5, бутылку формировали аналогичным образом, как в примере 4.
[0077] Сравнительный пример 6
За исключением установления температуры фильеры равной 205°C, бутылку формировали аналогичным образом как в примере 2. Однако содержащий метаксилиленовую группу полиамид (PA-1) затвердевал в цилиндрической фильере. Соответственно, возрастало давление в головке экструдера так, что бутылку нельзя было формировать.
[0078] Сравнительный пример 7
За исключением установления температуры фильеры равной 250°C, бутылку формировали аналогичным образом, как в примере 2.
[0079] Для получаемых бутылок наблюдали состояние дисперсии содержащего метаксилиленовую группу полиамида в шве и измеряли размеры, скорость пропускания кислорода и скорость уменьшения массы метилэтилкетона. Результаты представлены в таблице 1.
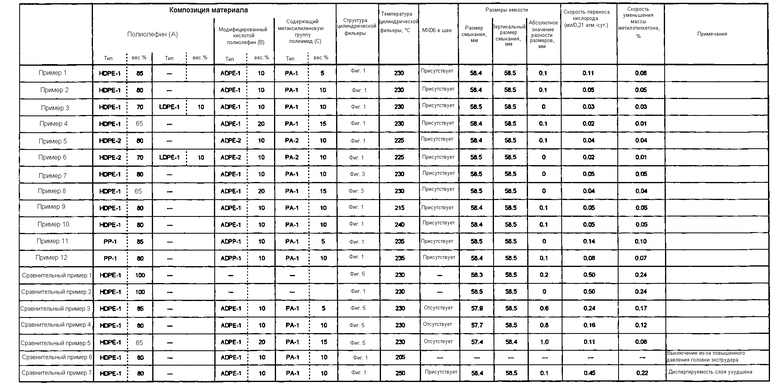
[0081] Емкости, получаемые с помощью способа по настоящему изобретению, значительно улучшают скорость пропускания кислорода и скорость уменьшения массы метилэтилкетона по сравнению с типичными HDPE емкостями, используемыми в сравнительных примерах 1 и 2.
С другой стороны, емкости из сравнительных примеров с 3 до 5, сформированные без использования дорна, используемого в способе по настоящему изобретению, не имеют содержащий метаксилиленовую группу полиамид в шве. Соответственно, скорость пропускания кислорода и скорость уменьшения массы метилэтилкетона имели плохие значения.
Кроме того, наблюдали деформацию емкости. Емкость из сравнительного примера 6 с использованием цилиндрической фильеры с более низкой температурой, чем устанавливаемая температура по настоящему изобретению, не может быть сформирована, поскольку содержащий метаксилиленовую группу полиамид затвердевал в цилиндрической фильере.
Емкость из сравнительного примера 7, сформированная с использованием цилиндрической фильеры с более высокой температурой, чем устанавливаемая температура по настоящему изобретению, имела плохую скорость пропускания кислорода и скорость уменьшения массы метилэтилкетона, поскольку содержащий метаксилиленовую группу полиамид оставался не диспергированным и расслоенным, а мелко диспергировнным из-за высокой температуры.
Промышленная применимость
[0082] Емкость дутьевого формования, полученная способом по настоящему изобретению, практически не имеет деформаций, имеет превосходные барьерные свойства для топлива, химических соединений, различных газов, включая кислород. Емкость дутьевого формования, полученную способом по настоящему изобретению, соответствующим образом используют для топливных баков рабочих машин, таких как косилка и цепная пила, мотоциклы, подвесные моторы и автомобили, емкостей для различных объектов, включая топливо, такое как бензин, керосин и газойль, смазывающие средства, такие как машинное масло и тормозное масло, различные санитарные изделия, такие как отбеливатель, моющее средство и шампунь, химические вещества, такие как этанол и оксидол, различные напитки, такие как овощной сок и молочный напиток, и приправы и т.п.
Кроме того, емкость дутьевого формования, полученную способом по изобретению, можно использовать в качестве упаковки для хранения объектов.
[0083] Список позиций
10 цилиндрическая фильера (экструзионная головка)
20 корпус фильеры
22 канал для потока
24 отверстие
26 полость
40 дорн
41 цилиндрическая часть
42 кончик
60 опорная часть
62 опора
64 кольцо
100 экструдер.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВАННОЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ ПРЕВОСХОДНЫЕ БАРЬЕРНЫЕ СВОЙСТВА ДЛЯ ТОПЛИВА | 2011 |
|
RU2565685C2 |
| ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЛИТЬЕВЫМ ФОРМОВАНИЕМ С ХОРОШИМИ БАРЬЕРНЫМИ СВОЙСТВАМИ | 2007 |
|
RU2445208C2 |
| ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЛИТЬЕВЫМ ФОРМОВАНИЕМ, С ХОРОШИМИ БАРЬЕРНЫМИ СВОЙСТВАМИ | 2011 |
|
RU2583264C2 |
| КОНСТРУКЦИЯ НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2592540C2 |
| ПОЛИМЕРНАЯ ПЛЕНКА, СОДЕРЖАЩАЯ СОПОЛИАМИД ИЗ ДИАМИНА, ДИМЕРНОЙ КИСЛОТЫ И ЛАКТАМА | 2017 |
|
RU2759905C2 |
| СЕЛЬСКОХОЗЯЙСТВЕННАЯ ПЛЕНКА, СОДЕРЖАЩАЯ СОПОЛИАМИД ИЗ ДИАМИНА, ДИМЕРНОЙ КИСЛОТЫ И ЛАКТАМА | 2017 |
|
RU2754821C2 |
| МНОГОСЛОЙНАЯ СТРУКТУРА | 2014 |
|
RU2647030C2 |
| КОНСТРУКЦИЯ НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2615411C2 |
| ФОРМОВАННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2744249C2 |
| НАНОКОМПОЗИТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2008 |
|
RU2430939C2 |
Изобретение относится к способу изготовления практичной емкости прямого дутьевого формования, который имеет превосходные барьерные свойства в отношении топлива, химических соединений, различных газов, включая кислород. Способ изготовления емкости дутьевого формования, содержащей метаксилиленовую группу полиамид (C), который диспергирован и расслоен в полиолефине (A). Способ включает использование фильеры, имеющей корпус с каналом для потока, в котором течет расплавленный полимер, экструдированный из экструдера, и цилиндрическую полость, которая имеет отверстие в нижней стороне и канал для потока в верхней стороне. Дорн имеет кончик в верхней стороне, который указывает на отверстие конца канала для потока. Зазор пути потока сформирован между полостью корпуса фильеры и дорном. Зазор пути потока образует путь потока полимера и опорную часть, сформированную в зазоре пути потока. Опорная часть удерживает дорн в полости корпуса фильеры. Технический результат, достигаемый при использовании способа по изобретению, заключается в получении качественных многослойных емкостей на установках для изготовления однослойных емкостей. 3 з.п. ф-лы, 12 ил.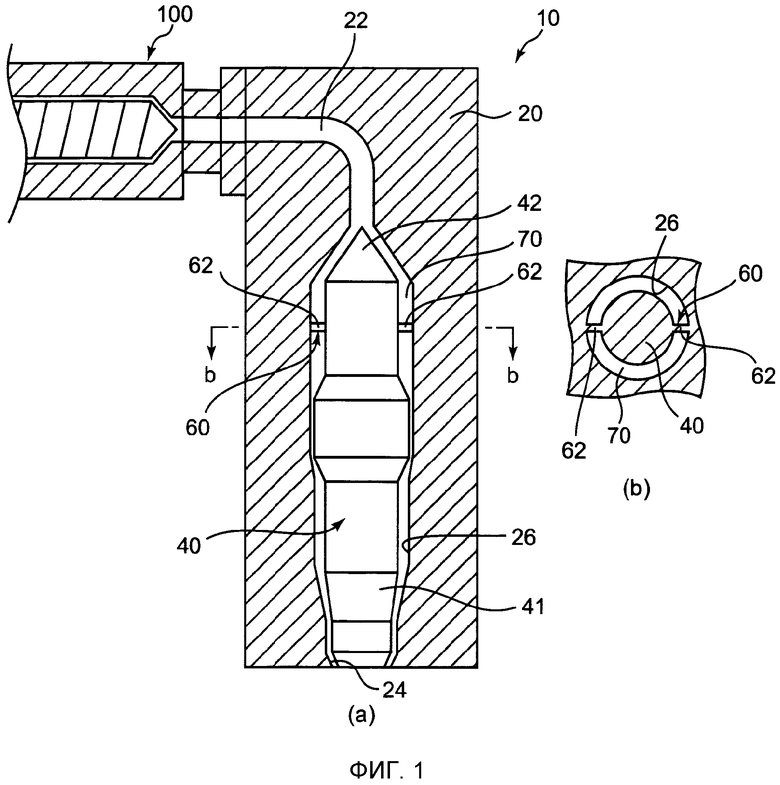
1. Способ изготовления емкости экструзионно-выдувного формования, содержащей от 60 до 90 вес.% полиолефина (А), от 5 до 30 вес.% модифицированного кислотой полиолефина (В) и от 2 до 35 вес.% содержащего метаксилиленовую группу полиамида (С), причем содержащий метаксилиленовую группу полиамид (С) диспрегирован и расслоен в полиолефине (А),
причем способ использует экструзионную фильеру, снабженную:
корпусом фильеры, который имеет канал для потока, по которому протекает расплавленный полимер, экструдируемый из экструдера, и цилиндрическую полость, которая имеет отверстие в нижней стороне и канал для потока в верхней стороне, отверстие и канал для потока открываются вниз и вверх, соответственно,
дорном, который имеет кончик в верхней стороне, причем этот кончик указывает на отверстие конца канала для потока, и
опорной частью, которая обеспечена в зазоре пути потока так, что зазор пути потока, обеспеченный между полостью корпуса фильеры и дорном, образует путь потока полимера, опорная часть удерживает дорн в полости корпуса фильеры;
причем температура фильеры установлена в диапазоне между температурой начала плавления и температурой окончания плавления содержащего метаксилиленовую группу полиамида (С), причем температуру начала плавления и температуру окончания плавления измеряют с использованием дифференциального сканирующего калориметра;
при этом способ включает:
- подачу расплавленного полимера, полученного в экструдере, в канал для потока;
- придание расплавленному полимеру, протекающему через канал для потока, цилиндрической геометрической формы, охватывающей дорн, посредством кончика дорна;
- прохождение цилиндрического расплавленного полимера через опорную часть в зазоре пути потока, чтобы разделять цилиндрическую расплавленный полимер непосредственно перед опорной частью;
- соединение разделенного полимера непосредственно после опорной части с тем, чтобы снова придать соединенному расплавленному полимеру цилиндрическую геометрическую форму; и
- экструдирование цилиндрического расплавленного полимера из указанного отверстия в форму, пригодную для формования емкости с раздувом.
2. Способ по п. 1, в котором
опорная часть имеет множество стержневидных или пластинчатых опор, и
множество опор радиально расположены около дорна в зазоре пути потока.
3. Способ по п. 2, в котором
опорная часть дополнительно имеет замкнутую опору в форме кольца или цилиндра, замкнутая опора охватывает дорн в потоке, проходящем через зазор,
среди множества опор заданное количество опор, сформированных в корпусе фильеры, удерживает внешнюю сторону замкнутой опоры,
и заданное количество опор, сформированных в дорне, удерживают внутреннюю сторону замкнутой опоры.
4. Способ по любому из пп. 1-3, в котором зазор пути потока образует путь потока с диаметром на стороне ниже по потоку меньше такового на опорной части.
| US 20060270799 A1, 30.11.2006 | |||
| JP 9300442 A, 25.11.1997 | |||
| Производство упаковки из ПЭТ, Давид Брукс, Джефф жайлз, Санкт-Петербург, Профессия, 2006, с.292-294, 304-305 | |||
| В.К.ЗАВГОРОДНИЙ, Механизация и автоматизация переработки пластических масс, Москва, Машиностроения, 1970,с.141-157 | |||
| Э.ФИШЕР, ЭКСТРУЗИЯ пластических масс,Москва, Химия, 1970, |

