Область техники, к которой относится изобретение
Настоящее изобретение относится к формованному изделию, имеющему превосходные барьерные свойства для топлива.
Уровень техники
В последние годы, контейнер для топлива, состоящий из смолы, изготовленный посредством формования раздувом или чего-либо подобного, привлекает внимание в качестве контейнера для хранения топлива с точки зрения аспектов экономии веса, устранения обработки для предотвращения ржавчины, улучшения свободы выбора формы, сокращения трудоемкости, автоматизации производства, и т.п. Это способствует замене металлических контейнеров для хранения топлива контейнерами из смолы.
Многие из контейнеров для хранения топлива состоят из полиэтилена высокой плотности (далее упоминается как "HDPE"), который имеет превосходную прочность при механической обработке, формуемость и экономическую эффективность, но плохие рабочие барьерные характеристики для топлива, по отношению к топливу, заполняемому в контейнеры. С другой стороны, директивные ограничения для контейнеров из смолы на проницаемость для топлива ужесточаются каждый год с точки зрения предотвращения загрязнения окружающей среды. Рабочие барьерные характеристики для топлива, требуемые директивными ограничениями для проницаемости топлива, плохо обеспечиваются контейнерами, состоящими из HDPE (далее упоминаются как "контейнер HDPE"). По этой причине, является очень желательной технология для улучшения барьерных свойств для топлива.
В качестве одного из способов улучшения барьерных свойств контейнера для топлива из HDPE, известен способ подвергания внутренней поверхности контейнера из HDPE обработке хлорфторуглеродом или сульфоном (см. Патентный документ 1). Этот способ имеет то преимущество, что оборудование, на котором обычно изготавливают контейнеры из HDPE, можно использовать как есть. Однако этот способ имеет недостатки, включая то, что необходимо обеспечить безопасность при манипуляциях с токсичным газом во время обработки фтором, что стоимость сбора токсичного газа после обработки является высокой и что необходимо время для проверки качества контейнеров из фторированного HDPE.
Известен способ формирования структуры поперечного сечения контейнера из HDPE в виде многослойной структуры посредством ламинирования смолы с барьерными свойствами для топлива, такой как смола на основе сополимера этилена и винилового спирта (далее упоминается как "EVOH"), на промежуточном слое контейнера из HDPE (см. Патентный документ 2). В соответствии с этим способом, контейнер из HDPE, на котором ламинируют слой EVOH, может иметь улучшенные барьерные свойства для топлива по сравнению с обычным контейнером из HDPE. Кроме того, толщина слоя EVOH, ламинированного на промежуточном слое контейнера из HDPE, может контролировать рабочие барьерные характеристики для топлива контейнера с тем, чтобы было легко производить контейнеры с желаемыми рабочими характеристиками барьера для топлива.
Однако на оборудовании, на котором в прошлом производили контейнеры из HDPE, этот способ нельзя использовать для изготовления контейнера из HDPE, на котором ламинируют слой EVOH. Конкретно, оборудование для изготовления контейнера из HDPE, на котором ламинируют слой EVOH, должно снабжаться машиной для многослойного формования раздувом по меньшей мере с тремя или более экструдерами, экструдирующими HDPE, адгезивную смолу и EVOH, соответственно, внутри контейнера из HDPE. Это увеличивает стоимость оборудования для изготовления контейнера из HDPE, на котором ламинируют слой EVOH.
Как правило, в контейнере, изготовленном посредством непосредственного формования раздувом, неизбежно остается деталь, возникающая из-за обрезания заготовки с помощью формы для формования, которая упоминается как "деталь отсечки". Затем, в многослойном контейнере, на поперечном сечении детали отсечки, генерируется совпадающая с ним поверхность внутреннего слоя HDPE, с получением детали, на которой отсекается слой EVOH. Тонкий контейнер имеет очень тонкую совпадающую поверхность внутреннего слоя HDPE на детали отсечки, едва ли вызывая возможное проникновение топлива через совпадающую поверхность. Однако в контейнере, который должен иметь высокую прочность, таком как контейнер для топлива, внутренний слой HDPE, как правило, толще. Когда внутренний слой HDPE толще, топливо легче проникает через совпадающую с ним поверхность.
В качестве другого способа улучшения барьерных свойств контейнера для топлива из HDPE, известен способ изготовления однослойного контейнера из композиции, в которой полиамидная смола, такая как нейлон 6, смешивается с адгезивной смолой, и HDPE (см. Патентные документы 3 и 4). В соответствии с этим способом, оборудование, на котором изготавливают обычный контейнер из HDPE, можно использовать почти как есть. Кроме того, контейнер из HDPE может получать барьерные свойства для топлива, сходные со свойствами многослойной структуры, посредством диспергирования полиамидной смолы в композиции в форме хлопьев, то есть линий, видных в поперечном сечении формованного изделия. Поскольку материалы смол, составляющих контейнер из HDPE, являются такими же, как те, которые составляют остальные материалы и летучие материалы, получаемые, когда изготавливают контейнер из HDPE, материалы смолы для контейнера из HDPE, в противоположность материалам фторированного контейнера, могут измельчаться с помощью измельчителя, вводиться в экструдер как рециклированные материалы, а затем рециклироваться как один из материалов, составляющих контейнер. Посредством использования этого способа и применения композиции, в которой смешиваются полиамидная смола, адгезивная смола и HDPE, вместо HDPE во внутреннем слое многослойного контейнера, проникновение топлива через совпадающую с ним поверхность внутреннего слоя из HDPE на детали отсечки может быть уменьшено.
Среди полиамидных смол, в частности, полиметаксилиленадипамид, главные компоненты которого представляют собой метаксилилендиамин и адипиновую кислоту, представляет собой материал с превосходными барьерными свойствами для газов, для кислорода, диоксида углерода, и т.п., и с превосходной стойкостью к различным органическим растворителям, по сравнению с другими полиамидами. Этот материал может легко обеспечить контейнер с лучшими барьерными свойствами для топлива, чем нейлон 6 (см. Патентные документы 5 и 6). Однако температура плавления полиметаксилиленадипамида часто выше, чем технологическая температура для изготовления контейнера из HDPE. По этой причине, диапазон условий в способе формования для диспергирования полиметаксилиленадипамида в композиции в форме хлопьев и для предотвращения ухудшения свойств HDPE во время обработки расплава является довольно узким. По этой причине, когда условия способа формования, такие как температура экструдера и скорость экструдера, испытывают некоторые флуктуации, дисперсное состояние полиметаксилиленадипамида в композиции изменяется. Это иногда вызывает изменения рабочих барьерных характеристик для топлива у полученного формованного изделия. Для изготовления изделия, обеспечивающего стабильные рабочие характеристики, необходимо поддерживать условия формования во время изготовления, качество получаемого изделия должно тщательно проверяться и получаемое изделие должно проверяться при каждом формовании для определения того, обеспечивает ли изделие стабильные рабочие характеристики. На основании этого, нельзя сказать, что производительность является высокой.
Список цитирований
Патентный документ 1: JP60-6735 A
Патентный документ 2: JP6-328634 A
Патентный документ 3: JP55-121017 A
Патентный документ 4: JP58-209562 A
Патентный документ 5: JP2005-206806 A
Патентный документ 6: JP2007-177208 A
Раскрытие изобретения
Целью настоящего изобретения является создание способа стабильного изготовления формованного изделия, такого как лист или полый контейнер, с барьерными свойствами для топлива, при котором формованное изделие состоит из композиции смолы, получаемой посредством плавления и смешивания полиолефина, адгезивного полиолефина и полиамида, содержащего метаксилиленовые группы.
Для решения рассмотренных выше проблем, авторы подробно исследовали форму шнека и диапазон устанавливаемых температур цилиндра одношнекового экструдера, плавящего и перемешивающего материалы смолы для изготовления формованного изделия, содержащего композицию смолы, получаемую посредством плавления и смешивания полиолефина, адгезивного полиолефина и полиамида, содержащего метаксилиленовые группы. В результате, авторы обнаружили, что (1) с помощью экструдера, в который вставлен шнек, в котором пропорция длины подающей части, компрессионной части и отмеривающей части, которые составляют форму шнека, попадает в конкретный диапазон, формованное изделие легко получают посредством экструзионного формования при конкретном наборе условий изготовления (2), устанавливаемой температуры цилиндра и (3) скорости сдвига шнека. Авторы также обнаружили, что это формованное изделие имеет высокие барьерные свойства для топлива, поскольку полиамидная смола, содержащая метаксилиленовые группы, диспергируется в композиции смолы, составляющей формованное изделие, в форме хлопьев. При этом достигается настоящее изобретение.
Настоящее изобретение представляет собой формованное изделие, содержащее композицию смолы, которую получают с использованием одношнекового экструдера, удовлетворяющего следующему далее условию (1), при котором получают композицию смолы, и посредством плавления и перемешивания смеси исходных материалов при следующих далее условиях (2) и (3), где смесь исходных материалов получают посредством перемешивания 40-90 масс.ч. полиолефина (A), 3-30 масс.ч. полиамида, содержащего метаксилиленовые группы, (B), и 3-50 масс.ч. адгезивного полиолефина (C).
(1) Одношнековый экструдер содержит:
шнек, имеющий вал шнека и резьбовую часть, спирально формируемую на боковой стороне вала шнека, причем резьбовая часть переносит композицию смолы от края основания к верхнему краю вала шнека посредством вращения вала шнека;
цилиндр, имеющий внутреннюю периферийную лицевую сторону с цилиндрической формой внутренней поверхности, причем в цилиндр вставлен шнек с возможностью вращения;
множество контроллеров температуры, устанавливающих температуру композиции смолы, переносимой от основания края к верхнему краю посредством вращения шнека; и
привод шнека, вращающий шнек при заданной скорости сдвига,
при этом вал шнека содержит: подающую часть, которая представляет собой часть, в которой глубина канала шнека между вершиной резьбовой части и поверхностью вала шнека от края основания до верхнего края вала шнека является постоянной; компрессионную часть, следующую за подающей частью, причем компрессионная часть представляет собой часть, в которой глубина канала шнека постепенно уменьшается; и отмеривающую часть, следующую после компрессионной части, где отмеривающая часть представляет собой часть, в которой глубина канала шнека меньше чем в подающей части и является постоянной,
причем отношение длины подающей части к эффективной длине шнека на вале шнека попадает в диапазон 0,40-0,55, отношение длины компрессионной части к эффективной длине шнека попадает в диапазон 0,10-0,30, отношение длины отмеривающей части к эффективной длине шнека попадает в диапазон 0,10-0,40 и сумма всех отношений равна 1,0.
(2) Верхний предел температуры цилиндра подающей части попадает в диапазон +20°C от температуры плавления полиамида, содержащего метаксилиленовые группы, или меньше, и температуры цилиндра компрессионной части и отмеривающей части попадают в диапазон от -30°C до +20°C от температуры плавления полиамида, содержащего метаксилиленовые группы.
(3) Заданная скорость сдвига составляет 14 с-1 или более.
Посредством использования способа изготовления по настоящему изобретению, может быть получено легко формованное изделие с высокими барьерными свойствами для топлива, поскольку полиамид, содержащий метаксилиленовые группы, диспергируется в композиции смолы, составляющей формованное изделие, в форме хлопьев.
Формованное изделие, получаемое с помощью способа изготовления по настоящему изобретению, имеет превосходные рабочие барьерные характеристики для топлива и показывает малый разброс в одной партии изделий и между различными партиями изделий, и его можно использовать в качестве контейнера для топлива, химикалия, пестицида, безалкогольного напитка или чего-либо подобного.
Краткое описание чертежей
Фиг.1 показывает вертикальный вид в поперечном сечении, иллюстрирующий конструкцию в целом из первого примера настоящего изобретения.
Предпочтительный вариант осуществления изобретения
Полиолефин (A), используемый в настоящем изобретении, представляет собой главный материал, составляющий формованное изделие. В качестве главного материала можно использовать любой из материалов без ограничения постольку, поскольку он используется в качестве материала, составляющего формованного изделия. Главный материал включает полиэтилен, примерами которого являются полиэтилен низкой плотности, полиэтилен средней плотности, полиэтилен высокой плотности и линейный полиэтилен низкой плотности; полипропилен, примерами которого являются гомополимер пропилена, блок-сополимер этилена-пропилена и неупорядоченный сополимер этилена-пропилена; гомополимеры этиленовых углеводородов с двумя или более атомами углерода, такие как 1-полибутен и 1-полиметилпентен; гомополимеры α-олефинов с 3-20 атомами углерода; сополимеры α-олефинов с 3-20 атомами углерода; и сополимеры α-олефина с 3-20 атомами углерода и циклического олефина. Более предпочтительно, главный материал представляет собой полиэтилен и полипропилен, еще более предпочтительно, полиэтилен высокой плотности (HDPE). Эти полиолефины можно использовать сами по себе в качестве главного материала формованного изделия или их можно использовать в качестве смеси в сочетании двух или более из них.
Полиолефин, используемый в настоящем изобретении, предпочтительно имеет высокую вязкость расплава для предотвращения вытяжки заготовки, вызывающей неоднородность толщины формованного изделия. Подобным же образом, лист также предпочтительно имеет высокую вязкость расплава для предотвращения вытяжки. Конкретно, скорость течения расплава (MFR) предпочтительно попадает в диапазон от 0,03 г/10 минут или больше (нагрузка: 2,16 килограмм силы, температура: 190°C) и до 2 г/10 минут или меньше (нагрузка: 2,16 килограмм силы, температура: 190°C), более предпочтительно, от 0,15 г/10 минут или больше (нагрузка: 2,16 килограмм силы, температура: 190°C) и до 1 г/10 минут или меньше (нагрузка: 2,16 килограмм силы, температура: 190°C), еще более предпочтительно, от 0,2 г/10 минут или больше (нагрузка: 2,16 килограмм силы, температура: 190°C) и до 0,8 г/10 минут или меньше (нагрузка: 2,16 килограмм силы, температура: 190°C). Посредством использования полиолефинов, показывающих MFR, попадающий в рассмотренный выше диапазон, можно легко получить формованное изделие с малой вытяжкой и контролируемой толщиной. Полиамид (В), содержащий метаксилиленовые группы, легко диспергируется в композиции смолы в форме хлопьев, так что формованное изделие может иметь превосходные барьерные свойства для топлива.
Полиамид, содержащий метаксилиленовые группы, (B), используемый в настоящем изобретении, содержит единицу диамина, включая 70% моль или более единиц метаксилилендиамина и единицу дикарбоновой кислоты, включая 50% моль или более единиц адипиновой кислоты. Полиамид, содержащий метаксилиленовые группы, (B), используемый в настоящем изобретении, может дополнительно содержать другие структурные единицы без ослабления воздействия настоящего изобретения. В настоящем изобретении, единица, происходящая от дикарбоновой кислоты, и единица, происходящая от диамина, упоминаются как "единица дикарбоновой кислоты" и "единица диамина", соответственно.
Единица диамина в полиамиде, содержащем метаксилиленовые группы, (B), составляет 70% моль или более, предпочтительно, 80% моль или более, более предпочтительно, 90% моль или более от единиц метаксилилендиамина, с точки зрения улучшения барьерных свойств для топлива у формованного изделия. Когда содержание единиц метаксилилендиамина единицы диамина составляет 70% моль или более, барьерные свойства для топлива формованного изделия, состоящего из полученной композиции смолы, могут быть эффективно улучшены.
Соединение, способное составить единицу диамина иную, чем единица метаксилилендиамина в полиамиде, содержащем метаксилиленовые группы, (B), используемого в настоящем изобретении, включает ароматический диамин, такой как п-ксилилендиамин; алициклические диамины, такие как бис(аминометил)циклогексан, бис(аминометил)циклогексан и тетраметилендиамин; и алифатические диамины, такие как гексаметилендиамин, нонанметилендиамин, 2-метил-1,5-пентандиамин, но, не ограничиваясь этим. Их можно использовать по отдельности или в сочетании двух или более.
Единица дикарбоновой кислоты, составляющая полиамид, содержащий метаксилиленовые группы, (B), составляет 50% моль или более, предпочтительно 60% моль или более, более предпочтительно, 70% моль или более α,ω-алифатических единиц дикарбоновой кислоты, с точки зрения предотвращения избыточного уменьшения кристалличности полиамида (В), содержащего метаксилиленовые группы, и улучшения рабочих барьерных характеристик для топлива у формованного изделия.
Соединение, способное составить единицу α,ω-алифатической дикарбоновой кислоты, включает субериновую кислоту, адипиновую кислоту, азелаиновую кислоту, себациновую кислоту и додекановую кислоту. Благодаря превосходным рабочим характеристикам для поддержания хороших барьерных свойств для топлива и кристалличности, адипиновая кислота и себациновая кислота являются предпочтительными, и в особенности, предпочтительно используют адипиновую кислоту.
Соединение, способное составить единицу дикарбоновой кислоты иную, чем единица α,ω-алифатической дикарбоновой кислоты, включает алициклические дикарбоновые кислоты, такие как 1,3-циклогександикарбоновая кислота и 1,4-циклогександикарбоновая кислота; ароматические дикарбоновые кислоты, такие как терефталевая кислота, изофталевая кислота, o-фталевая кислота, ксилилендикарбоновая кислота и нафталиндикарбоновая кислота, но, не ограничиваясь этим. В частности, изофталевая кислота и 2,6-нафталиндикарбоновая кислота являются предпочтительными, поскольку эти кислоты могут легко обеспечить полиамид превосходными барьерными свойствами для топлива без ингибирования реакции поликонденсации во время получения полиамида, содержащего метаксилиленовые группы, (B).
Содержание единицы изофталевой кислоты и/или единицы 2,6-нафталиндикарбоновой кислоты предпочтительно составляет 30% моль или меньше, более предпочтительно, 20% моль или меньше, еще более предпочтительно, 15% моль или меньше по отношению к единице дикарбоновой кислоты. Содержание единиц изофталевой кислоты и единиц 2,6-нафталиндикарбоновой кислоты, попадающее в рассмотренный выше диапазон, делает возможным постоянное дисперсное состояние у полиамида (В), содержащего метаксилиленовые группы, в композиции смолы, так что формованному изделию придаются рабочие барьерные характеристики для топлива.
Наряду с единицей диамина и единицей дикарбоновой кислоты, в качестве сополимеризованной единицы, составляющей полиамид (В), содержащий метаксилиленовые группы, можно использовать лактамы, такие как ε-капролактам и лауролактам; алифатические аминокарбоновые кислоты, такие как аминокапроновая кислота и аминоундекановая кислота; и ароматическую аминокарбоновую кислоту, такую как п-аминометилбензойная кислота, без ослабления воздействия настоящего изобретения.
Полиамид (В), содержащий метаксилиленовые группы, получают посредством конденсационной полимеризации в расплаве (полимеризации в расплаве). Например, соль нейлона, состоящую из диамина и дикарбоновой кислоты, нагревают в присутствии воды при повышенном давлении, и затем полимеризуют в состоянии расплава, когда добавляемая вода и вода от конденсации удаляется. Альтернативно, полиамид (В), содержащий метаксилиленовые группы, получают посредством непосредственного добавления диамина в расплавленную дикарбоновую кислоту посредством конденсационной полимеризации. В этом случае, для поддержания реакционной системы в гомогенном состоянии, в эту дикарбоновую кислоту непрерывно добавляют жидкость, при этом смесь нагревают, не опуская температуру реакционной системы ниже температуры плавления олигомера и полиамида, которые должны генерироваться, для ускорения конденсационной полимеризации.
В системе конденсационной полимеризации для получения полиамида (В), содержащего метаксилиленовые группы, может добавляться соединение, содержащее атом фосфора, для получения воздействия на ускорение реакции йодирования и для предотвращения окрашивания во время конденсационной полимеризации. Соединение, содержащее атом фосфора, включает соединения осиновой кислоты, такие как метилфосфиновая кислота и фенил метилфосфиновая кислота; гипофосфитные соединения, такие как гип фосфористая кислота, гипофосфитная натрия, гипофосфитная калия, гипофосфитная лития и этилгипофосфит; фосфонитные соединения, такие как фенилфосфонистая кислота, натрий фенилфосфонит, калий фенилфосфонит, литий фенилфосфонит и этилфенил фосфонит; фосфонатные соединения, такие как фенилфосфоновая кислота, этилфосфоновая кислота, натрий фенилфосфонат, калий фенилфосфонат, литий фенилфосфонат, диэтилфенил фосфонат, натрий этилфосфонат и калий этилфосфонат; фосфитные соединения, такие как фосфористая кислота, гидрофосфит натрия, натрий фосфит, триэтил фосфит и трифенил фосфит; и пирофосфористая кислота. Среди них, в частности, гипофосфиты металлов, такие как гипофосфит натрия, гипофосфит калия и гипофосфит лития, используют предпочтительно, благодаря высоким воздействиям на ускорение реакции амидирования и на предотвращение окрашивания. В частности, гипофосфит натрия является предпочтительным. Однако, соединение, содержащее атом фосфора, которое можно использовать в настоящем изобретении, не ограничено этими соединениями.
Количество добавки соединения, содержащего атом фосфора, добавляемого в систему конденсационной полимеризации для получения полиамида (В), содержащего метаксилиленовые группы, предпочтительно составляет 1-1000 м.д., более предпочтительно, 1-500 м.д., еще более предпочтительно, 5-450 м.д., особенно предпочтительно, 10-400 м.д., что эквивалентно концентрации атомов фосфора в полиамиде (B), содержащем метаксилиленовые группы. Установление добавляемого количества соединения, содержащего атомы фосфора, в рассмотренном выше диапазоне может предотвратить окрашивание полиамида (B), содержащего ксилиленовые группы, во время конденсационной полимеризации.
В системе конденсационной полимеризации для получения полиамида (B), содержащего метаксилиленовые группы, соединение щелочного металла или соединение щелочноземельного металла предпочтительно используют вместе с соединением, содержащим атом фосфора. Для предотвращения окрашивания полиамида (В), содержащего метаксилиленовые группы, во время конденсационной полимеризации, соединение, содержащее атом фосфора, должно присутствовать в достаточном количестве. Однако, в некоторых случаях, соединение, содержащее атом фосфора, могло бы ускорять гелеобразование полиамида (B), содержащего ксилиленовые группы,. Для регулировки скорости реакции амидирования, соединение щелочного металла или соединение щелочноземельного металла предпочтительно сосуществует с соединением, содержащим атом фосфора. Такие соединения металлов включают, например, гидроксиды щелочных металлов/щелочноземельных металлов, такие как гидроксид лития, гидроксид натрия, гидроксид калия, гидроксид родия, гидроксид цезия, гидроксид магния, гидроксид кальция и гидроксид бария; и ацетаты щелочных металлов/щелочноземельных металлов, такие как ацетат лития, ацетат натрия, ацетат калия, ацетат родия, ацетат цезия, ацетат магния, ацетат кальция и ацетат бария, но они могут использоваться, не ограничиваясь этими соединениями. Когда соединение щелочного металла или соединение щелочноземельного металла добавляют в систему конденсационной полимеризации для получения полиамида (B), содержащего метаксилиленовые группы, молярное отношение соединения металла к соединению, содержащему атом фосфора, предпочтительно составляет 0,5-2,0, более предпочтительно, 0,6-1,8, еще более предпочтительно, 0,7-1,5. Установление добавляемого количества соединения щелочного металла или соединения щелочноземельного металла в рассмотренном выше диапазоне может осуществлять воздействие на ускорение реакции амидирования соединения, содержащего атом фосфора, и может подавлять образование геля.
После получения и гранулирования, полиамид (B), содержащий метаксилиленовые группы, получаемый посредством конденсационной полимеризации в расплаве, может сушиться для использования или может подвергаться твердофазной полимеризации для дополнительного улучшения степени полимеризации. В качестве нагревателя, используемого для сушки или твердофазной полимеризации, можно соответствующим образом использовать подогреваемый осушитель воздуха; роторные барабанные нагреватели, такие как сушильный барабан, коническая сушилка и барабанная сушилка; и конический нагреватель, снабженный внутри роторной крыльчаткой, называемый миксер Nauta. Однако хорошо известные способы и устройства можно использовать без ограничения этими нагревателями. В частности, когда полиамид подвергают твердофазной полимеризации, роторный барабанный нагреватель, среди прочих рассмотренных выше устройств, используют предпочтительно, поскольку этот нагреватель может герметизировать систему и легко ускорять конденсационную полимеризацию без присутствия кислорода, который вызывает окрашивание.
Существуют некоторые показатели степени полимеризации полиамида (B), содержащего метаксилиленовые группы, но, как правило, используют относительную вязкость. Относительная вязкость полиамида, содержащего ксилиленовые группы, предпочтительно составляет 2,0-4,5, более предпочтительно, 2,1-4,1, еще более предпочтительно, 2,3-4,0. Установление относительной вязкости полиамида, содержащего ксилиленовые группы, в рассмотренном выше диапазоне может стабилизировать способ формования и может обеспечить формованное изделие, имеющее превосходный внешний вид. Относительная вязкость упоминается в настоящем документе как отношение времени свободного падения t 1 г полиамида, растворенного в 100 мл 96% серной кислоты, ко времени свободного падения t0 96% самой серной кислоты, она представляется с помощью следующего выражения. Времена свободного падения t0 и t измеряют при 25°C с помощью вискозиметра Cannon-Fenske.
Относительная вязкость = t/t0
В полиамид (В), содержащий метаксилиленовые группы, добавки, такие как антиоксидант, матирующий агент, стабилизатор термостойкости, стабилизатор стойкости к воздействиям окружающей среды, поглотитель ультрафиолетового излучения, нуклеирующий агент, пластификатор, замедлитель горения, антистатический агент, агент против выцветания, смазывающее вещество и агент против гелеобразования; глина, такая как слоистый силикат; и нанонаполнитель могут добавляться без ослабления воздействия настоящего изобретения. Для модификации полиамида (В), содержащего метаксилиленовые группы, различные полиамиды, такие как нейлон 6, нейлон 66 и некристаллический нейлон, получаемый из мономера ароматической дикарбоновой кислоты, и модифицированная смола этих полиамидов; полиолефин и его модифицированная смола; эластомер со структурой стирола, и т.п., могут добавляться по необходимости. Однако материалы, которые должны добавляться для этой модификации, не являются ограниченными рассмотренными выше соединениями, и могут объединяться различные материалы.
Адгезивный полиолефин (C), используемый в настоящем изобретении, может быть получен с помощью рассмотренного выше полиолефина (A), модифицированного с помощью привитой ненасыщенной карбоновой кислоты или ее ангидрида, который, как правило, широко используется в качестве адгезивной смолы. Конкретные примеры ненасыщенной карбоновой кислоты или ее ангидрида включают акриловую кислоту, метакриловую кислоту, α-этилакриловую кислоту, малеиновую кислоту, фумаровую кислоту, итаконовую кислоту, цитраконовую кислоту, тетрагидрофталевую кислоту, хлормалеиновую кислоту, бутенилянтарную кислоту и их ангидриды. В частности, предпочтительно используют малеиновую кислоту и малеиновый ангидрид. Различные известные способы прививки-сополимеризации полиолефина с рассмотренной выше ненасыщенной карбоновой кислотой или ее ангидридом, используют для получения модифицированного полиолефина.
Например, полиолефин плавят с помощью экструдера, растворяют в растворителе, его можно суспендировать в воде, или чем-либо подобном, перед добавлением привитого мономера к полиолефину.
Адгезивный полиолефин (C) предпочтительно имеет скорость течения расплава (MFR) 0,01-5 г/10 минут, более предпочтительно, 0,02-4 г/10 минут, еще более предпочтительно, 0,03-3 г/10 минут, при нагрузке 2,16 килограмм силы при 190°C. MFR, попадающая в рассмотренный выше диапазон, позволяет легкое диспергирование полиамида (В), содержащего метаксилиленовые группы, в композиции смолы в форме хлопьев и обеспечивает формованное изделие высокой прочностью с превосходной прочностью адгезии между полиолефином и полиамидом, содержащем метаксилиленовые группы.
Количество используемого полиолефина (A) в настоящем изобретении предпочтительно составляет 40-90% масс., более предпочтительно, 50-90% масс., еще более предпочтительно, 60-80% масс. по отношению к общему количеству полиолефина (A), полиамида (B), содержащего метаксилиленовые группы, и адгезивного полиолефина (C). Установление количества используемого полиолефина (A) в рассмотренном выше диапазоне может свести к минимуму уменьшение прочности формованного изделия, состоящего из композиции смолы.
Используемое количество полиамида (В), содержащего метаксилиленовые группы, в настоящем изобретении предпочтительно составляет 3-30% масс., более предпочтительно, 5-25% масс., еще более предпочтительно, 5-20% масс. по отношению к общему количеству полиолефина (A), полиамида (В), содержащего метаксилиленовые группы, и адгезивного полиолефина (C). Установление количества, используемого полиамида (В), содержащего метаксилиленовые группы, в рассмотренном выше диапазоне может эффективно улучшать рабочие барьерные характеристики для топлива у получаемого формованного изделия и может подавлять уменьшение прочности, чтобы она попадала в практичный диапазон.
Используемое количество адгезивного полиолефина (C) в настоящем изобретении предпочтительно составляет 3-50% масс., более предпочтительно, 5-40% масс., еще более предпочтительно, 10-30% масс. по отношению к общему количеству полиолефина (A), полиамида (В), содержащего метаксилиленовые группы, и адгезивного полиолефина (C). Установление используемого количества адгезивного полиолефина в рассмотренном выше диапазоне может улучшить адгезивность между полиолефином (A) и полиамидом (B), содержащим метаксилиленовые группы, которые имеют низкую адгезивность, и может улучшить прочность формованного изделия.
Используемое отношение адгезивного полиолефина (C) к полиамиду (В), содержащему метаксилиленовые группы, предпочтительно составляет 0,8-5,0, более предпочтительно, 1,0-4,5, еще более предпочтительно, 1,0-4,0, как массовое отношение. Установление используемого отношения адгезивного полиолефина (C) в рассмотренном выше диапазоне может улучшить прочность формованного изделия. Например, даже если полый контейнер, то есть формованное изделие подвергают удару, такому как удар при падении, разделение на границе раздела между полиолефином и полиамидом, содержащим метаксилиленовые группы, которые диспергированы в композиции смолы, может предотвращаться с поддержанием прочности и барьерных свойств для топлива полого контейнера.
В композиции смолы, составляющей формованное изделие, в способе изготовления по настоящему изобретению могут смешиваться различные сополимеризованные полиолефины, такие как термопластичный эластомер, EEA (этилен-этилакрилат), EMA (этилен-метилакрилат) и иономеры иные, чем три компонента полиолефина (A), полиамида (В), содержащего метаксилиленовые группы, и адгезивного полиолефина (C). Кроме того, могут измельчаться летучие материалы и заусенцы, получаемые в способе изготовления формованного изделия, а также дефектные изделия, которые не изготавливают как формованные изделия. Доля смешивания измельченных материалов в качестве содержимого композиции смолы предпочтительно составляет 60% масс. или меньше, более предпочтительно, 50% масс. или меньше, еще более предпочтительно, 40% масс. или меньше, с тем, чтобы свести к минимуму уменьшение прочности формованного изделия. Когда измельченный материал подмешивают вместо части полиолефина, который должен использоваться, доля содержания полиамида (В), содержащего метаксилиленовые группы, в формованном изделии может быть увеличена. В этом случае, для предотвращения существенного уменьшения прочности формованного изделия, измельченные материалы смешивают так, что содержание адгезивного полиолефина (C) предпочтительно составляет 0,8-5,0, более предпочтительно, 1,0-4,5, еще более предпочтительно, 1,0-4,0 от содержания полиамида (B), содержащего метаксилиленовые группы, как массовое отношение.
Способ изготовления полого контейнера, который представляет собой формованное изделие по настоящему изобретению, предпочтительно использует непосредственное формование раздувом. Для непосредственного формования раздувом, обычно можно использовать известный способ. Например, используют устройство, снабженное экструдером, копильником, цилиндрической головкой, формой для формования, охлаждающим устройством, устройством со смыканием прессформы, и т.п., для плавления и перемешивания смеси исходных материалов с помощью экструдера, экструдирования полой заготовки в определенном количестве из цилиндрической головки через копильник, смыкания заготовки с помощью устройства со смыканием прессформы и наддува воздуха в заготовку и охлаждения ее с формованием формованного изделия. В устройстве можно использовать аккумулятор. Кроме того, используют контроллер заготовки для экструдирования заготовки с контролируемой толщиной стенок, так что может быть изготовлено формованное изделие, имеющее превосходное распределение толщины стенок.
Способ изготовления листа, который представляет собой формованное изделие по настоящему изобретению, предпочтительно использует Т-образную фильеру и валки с охлаждением. Например, устройство для отвода из экструдера или что-либо подобное, снабженное экструдером, копильником, Т-образной фильерой и охлаждающими валками, используют для плавления и перемешивания смеси исходных материалов с помощью экструдера, экструдирования листа расплавленной смолы из Т-образной фильеры через копильник, смыкания заготовки с охлаждающими валками, переноса и охлаждения стороны листа на стороне валков, разрезания стороны листа ножницами и ножами с формированием листа пластины. Из листа пластины, формованное изделие желаемой формы может быть сформировано посредством термоформования.
Термоформование дает формованное изделие с использованием зоны предварительного нагрева, где лист предварительно нагревают, и с использованием формы для формования в форме формованного изделия, посредством, сначала, предварительного нагрева и размягчения листа при температуре, превышающей температуру стеклования, смыкания размягченного листа с формой для формования в форме формованного изделия и формования листа, наложенного на форму для формования, в форме формованного изделия, опционально, в вакууме и под действием сжатого воздуха, а затем охлаждения формованного листа.
Когда смесь исходных материалов расплавляют и смешивают с помощью экструдера, полиамид (В), содержащий метаксилиленовые группы, поглощает тепло, подаваемое из нагревателя экструдера для размягчения, принимает сдвиговое напряжение под действием вращения шнека для вытяжки с утоньшением, а затем принимает сдвиг для разрезания на хлопья. Полиамид (B), содержащий метаксилиленовые группы, разрезанный в форме хлопьев композиции смолы, однородно диспергируется по всей композиции смолы (дисперсии) посредством перемешивания под действием вращения шнека. При этом формованное изделие, состоящее из композиции смолы, в которой полиамид (В), содержащий метаксилиленовые группы, однородно диспергирован в форме хлопьев, обеспечивает рабочие барьерные характеристики для топлива.
Однако если он принимает избыточное сдвиговое напряжение в композиции смолы, полиамид (В), содержащий метаксилиленовые группы, не только диспергируется в форме хлопьев, но также и разрезается на меньшие частицы. В результате, рабочие барьерные характеристики для топлива формованного изделия ухудшаются.
По этой причине, полиамид (В), содержащий метаксилиленовые группы, должен конструироваться так, чтобы он не диспергировался в композиции смолы в форме мелких частиц, когда он принимает избыточное сдвиговое напряжение.
В настоящем изобретении, для получения формованного изделия, имеющего превосходные барьерные свойства для топлива, важно диспергировать полиамид (В), содержащий метаксилиленовые группы, в композиции смолы в форме хлопьев. Для формирования формованного изделия со стабильными рабочими характеристиками в любой момент времени, дисперсное состояние полиамида (В), содержащего метаксилиленовые группы, в композиции смолы не должно изменяться, даже если условия формования флуктуируют до некоторой степени. По этой причине, условия способа формования для диспергирования полиамида (В), содержащего метаксилиленовые группы, в композиции смолы в форме хлопьев, когда смесь исходных материалов плавится и перемешивается, были исследованы различными способами. В результате, обнаружено, что важно контролировать форму шнека, а также устанавливаемые температуры цилиндра и скорость сдвига, которые используют в одношнековом экструдере.
В соответствии со способом изготовления формованного изделия, содержащего композицию смолы, полученную с помощью одношнекового экструдера, удовлетворяющего следующему далее условию (1), в котором композицию смолы получают посредством плавления и перемешивания смеси исходных материалов при следующих далее условиях (2) и (3), смесь исходных материалов получают посредством перемешивания 40-90 масс.ч. полиолефина (A), 3-30 масс.ч. полиамида (В), содержащего метаксилиленовые группы, и 3-50 масс.ч. адгезивного полиолефина (C), обнаружено, что полученное формованное изделие имеет высокие барьерные свойства для топлива, поскольку полиамид (В), содержащий метаксилиленовые группы, диспергируется в композиции смолы, составляющей формованное изделие, в форме хлопьев.
Одношнековый экструдер содержит:
шнек, имеющий вал шнека и резьбовую часть, спирально формируемую на боковой стороне вала шнека, резьбовая часть переносит композицию смолы от переднего края к заднему краю вала шнека посредством вращения вала шнека;
цилиндр, имеющий внутреннюю периферийную лицевую сторону с цилиндрической формой внутренней поверхности, при этом в цилиндр вставлен шнек с возможностью вращения;
множество контроллеров температуры, устанавливающих температуру композиции смолы, переносимой от переднего края к заднему краю посредством вращения шнека; и
привод шнека, вращающий шнек при заданной скорости сдвига,
при этом вал шнека содержит: подающую часть, которая представляет собой часть, в которой глубина канала шнека между наружным краем резьбовой части и поверхностью вала шнека от нижнего края до верхнего края вала шнека является постоянной; компрессионную часть, следующую за подающей частью, компрессионная часть представляет собой часть, в которой глубина канала шнека постепенно уменьшается; и отмеривающую часть, следующую после компрессионной части, отмеривающая часть представляет собой часть, в которой глубина канала шнека меньше чем в подающей части и является постоянной, и
отношение длины подающей части к эффективной длине шнека на вале шнека попадает в диапазон 0,40-0,55, отношение длины компрессионной части к эффективной длине шнека попадает в диапазон 0,10-0,30, отношение длины отмеривающей части к эффективной длине шнека попадает в диапазон 0,10-0,40 и сумма всех отношений равна 1,0.
Верхний предел температуры цилиндра подающей части попадает в диапазон +20°C от температуры плавления полиамида, содержащего метаксилиленовые группы, или меньше, и температуры цилиндра компрессионной части и отмеривающей части попадают в диапазон от -30°C до +20°C от температуры плавления полиамида, содержащего метаксилиленовые группы.
(3) Заданная скорость сдвига составляет 14 с-1 или более.
Одношнековый экструдер, используемый в настоящем изобретении, представляет собой одношнековый экструдер 100, как показано на Фиг.1. Одношнековый экструдер 100 снабжен бункером 110, который может вводить смесь исходных материалов; шнеком 150 перемещающимся, в то же время, пластифицируя и перемешивая смесь для смолы, вводимую в бункер 110, для получения композиции смолы и экструдируя эту полученную композицию смолы при заданном количестве; цилиндром 140, имеющим внутреннюю периферийную лицевую сторону 142 с цилиндрической формой внутренней поверхности, причем в этот цилиндр вставлен шнек 150 с возможностью вращения; множеством контроллеров температуры 120, C1, C2 и C3, нагревающих или охлаждающих композицию смолы, перемещающуюся внутри цилиндра 140 под действием вращения шнека 150, для регулировки температуры композиции смолы; приводом 170 шнека, вращающим шнек 150 при заданной скорости сдвига; и сопловой частью 160, снабженной узлом 162 выгрузки, высвобождающим композицию смолы, экструдируемую шнеком 150.
Шнек 150 имеет вал 152 шнека и резьбовую часть 154, спирально формируемую на боковой стороне вала шнека 152. Внешний диаметр D резьбовой части 154 подбирается чуть меньшим, чем внутренний диаметр внутренней периферийной лицевой стороны 142.
Вал 152 шнека имеет подающую часть 150a, компрессионную часть 150b, следующую после подающей части 150a, и отмеривающую часть 150c, следующую после компрессионной части 150b, от переднего края до заднего края вала 152 шнека.
Подающая часть 150a представляет собой часть, в которой глубина канала шнека 150 (иногда упоминаемая как "высота" или "глубина шнека") является постоянной (глубина канала h2), которая переносит и предварительно нагревает смесь исходных материалов. Компрессионная часть 150b представляет собой часть, в которой глубина канала постепенно уменьшается, которая прикладывает сдвиг для плавления исходных материалов. Отмеривающая часть 150c представляет собой часть, в которой глубина канала верхнего края шнека является малой и постоянной (глубина канала h1), которая переносит композицию смолы.
В вале 152 шнека, подающая часть 150a имеет длину L1 (входная длина), компрессионная часть 150b имеет длину L2 (компрессионный диапазон) и отмеривающая часть 150c имеет длину L3 (отмеривающая длина).
Эффективная длина шнека L по настоящему изобретению составляет резьбовую часть 154 шнека 150 (от начала до конца резьбы). Эффективная длина шнека L равна сумме длины L1 подающей части 150a, длины L2 компрессионной части 150b и длины L3 отмеривающей части 150c.
В самой верхней части вала 152 шнека (правая сторона на Фиг.1), в следующем далее случае (a), формируется часть без резьбы (правая сторона резьбовой части 154 на Фиг.1), которая включается в эффективную длину шнека L. В следующем далее случае (b), эта часть не включается в эффективную длину шнека L.
(a) Диаметр части часть без резьбы, которая формируется, считается равной диаметру d вала 152 шнека соответствующего отмеривающей части 150c.
(b) Диаметр части без резьбы, которая формируется, не считается равной диаметру d вала 152 шнека соответствующего отмеривающей части 150c. Например, самая верхняя часть шнека является конической.
Бункер 110 снабжен отверстием 122, в которое можно вводить сверху смесь исходных материалов; отверстием 124 для вставки, сформированным под отверстием 122, через которое вставляется передний край вала 152 шнека с возможностью вращения; и контроллером 120 температуры, в котором формируется отверстие 130 для охлаждающей воды. Контроллер 120 температуры конфигурируется, например, как охлаждающая часть, в которой охлаждающая вода может циркулировать в отверстии 130 для охлаждающей воды, для охлаждения смеси исходных материалов, перемещаемой под действием шнека 150 вблизи отверстия 122, и для регулировки температуры смеси исходных материалов.
Одношнековый экструдер 100, используемый в настоящем изобретении, также снабжен тремя нагревателями в качестве контроллеров температуры. Эти три нагревателя упоминаются как нагреватели C1, C2 и C3, соответственно, последовательно, от края основания до верхнего края вала 152 шнека.
Форма шнека по настоящему изобретению будет описываться ниже. Шнек 150 по настоящему изобретению представляет собой шнек 150 с одним валом, у которого отношение длины L1 подающей части к эффективной длине шнека L попадает в диапазон 0,40-0,55, отношение длины L2 компрессионной части к эффективной длине шнека попадает в диапазон 0,10-0,30, отношение длины L3 отмеривающей части к эффективной длине шнека попадает в диапазон 0,10-0,40 и сумма всех отношений равна 1,0.
Форма шнека по настоящему изобретению имеет отношение длины L1 подающей части 150a к эффективной длине шнека L, предпочтительно равное 0,40-0,55, более предпочтительно, 0,43-0,55, еще более предпочтительно, 0,50-0,55.
Если отношение длины L1 подающей части 150a к эффективной длине шнека L меньше чем 0,40, полиолефин (A), адгезивный полиолефин (C) и полиамид (B), содержащий метаксилиленовые группы, которые представляют собой материалы смолы, которая должна использоваться, плохо предварительно нагреваются. В частности, полиамид (В), содержащий метаксилиленовые группы, (температура плавления = примерно 240°C), температура плавления которого выше, чем у полиолефина (A) (температура плавления = примерно 130°C), предварительно нагревается недостаточно. В результате, нерасплавленный или размягченный полиамид, содержащий метаксилиленовые группы, поступает из узла 162 выгрузки одношнекового экструдера 100. Если отношение длины L1 подающей части 150a к эффективной длине шнека L больше чем 0,55, желаемые значения длины компрессионной части 150b и отмеривающей части 150c не получаются, поскольку длина цилиндра 140 экструдера 100 ограничена. По этой причине, отношение длины L1 подающей части 150a к эффективной длине шнека по настоящему изобретению предпочтительно составляет 0,40-0,55.
Форма шнека по настоящему изобретению имеет отношение длины L2 компрессионной части 150b к эффективной длине шнека L, предпочтительно составляющее 0,10-0,30, более предпочтительно, 0,20-0,30.
Если отношение длины L2 компрессионной части 150b к эффективной длине шнека L больше чем 0,30, композиция смолы принимает слишком большое сдвиговое напряжение, вызывая диспергирование полиамида (В), содержащего метаксилиленовые группы, в композиции смолы в форме мелких хлопьев. Другими словами, когда композиция смолы, составляющей формованное изделие, наблюдается в поперечном сечении, полиамид, содержащий метаксилиленовые группы, диспергируется в композиции смолы в форме коротких линий, в основном, в виде частиц. Если диспергируются такие частицы, барьерные свойства для топлива полученного формованного изделия ухудшаются.
Если отношение длины L2 компрессионной части 150b к эффективной длине шнека L меньше чем 0,10, воздействие сдвига не оказывается, когда композиция смолы получается из материалов смолы, так что полиамид (В), содержащий метаксилиленовые группы, не может вытягиваться с утоньшением композиции смолы.
Форма шнека по настоящему изобретению имеет отношение длины L3 отмеривающей части 150c к эффективной длине шнека L, предпочтительно составляющее 0,10-0,40, более предпочтительно, 0,20-0,40.
Если отношение длины L3 отмеривающей части 150c к эффективной длине шнека больше чем 0,40, желаемые значения длины подающей части 150a и компрессионной части 150b не могут быть получены. Если отношение длины L3 отмеривающей части 150c к эффективной длине шнека L меньше чем 0,10, разброс производительности экструзии (явление колебаний подачи) имеет тенденцию к увеличению, полиамид, содержащий метаксилиленовые группы, (B), имеет тенденцию к неоднородному диспергированию в композиции смолы в форме хлопьев и размеры хлопьев имеют тенденцию к неоднородности.
Форма шнека по настоящему изобретению предпочтительно имеет компрессионное отношение (C/R) 2,3-3,5, более предпочтительно, 2,4-2,8.
Компрессионное отношение (C/R) представляется отношением объема смолы (объем) одного шага подающей части 150a к объему одного шага отмеривающей части 150c и, как правило, вычисляется с помощью следующего выражения.
Компрессионное отношение = C/R
C/R=h2(D-h2)/(h1(D-h1))
h2 = глубина канала подающей части (мм)
h1 = глубина канала отмеривающей части (мм)
D = диаметр шнека (мм)
Шнек с компрессионным отношением 2,3 или больше может расплавлять композицию смолы в достаточной степени. В результате, может обеспечиваться воздействие сдвига на композицию смолы из полиолефина (A), адгезивного полиолефина (C) и полиамида (B), содержащего метаксилиленовые группы. Главным образом, эффективно и с утончением вытягивается полиамид (B), содержащий метаксилиленовые группы. Если компрессионное отношение составляет 3,5 или меньше, полиамид (В), содержащий метаксилиленовые группы, диспергируется в композиции смолы в форме хлопьев, но, не мелких частиц, приводя к получению формованного изделия, имеющего превосходные барьерные свойства для топлива.
Глубина канала в форме шнека по настоящему изобретению будет описываться ниже.
В шнеке 150 по настоящему изобретению, глубина канала в форме шнека с превосходными свойствами диспергирования и перемешивания является такой, как описано ниже. Глубина канала h2 подающей части 150, переносящей твердую смесь исходных материалов, должна иметь возможность для переноса композиции смолы в количестве, соответствующем объему расплавленной смолы в отмеривающей части 150c. Однако, в свете объемной удельной гранулированной смолы и расплавленной смолы, h2 неизменно больше чем h1. Если глубина канала h1 в отмеривающей части 150c является большой, производительность экструзии увеличивается без возможности приложения сдвига для плавлению. В противоположность этому, если глубина канала h1 отмеривающей части 150c является малой, производительность экструзии уменьшается.
Например, как описано в документе "Oshidashi Seikei (Extrusion), 7th revised edition," Editorial Supervisor: Kenkichi Murakami, глубина канала подающей части 150a, как правило, составляет h2=(0,10-0,15)xD.
Для поддержания высоких свойств барьера для топлива у формованного изделия, изготовленного с помощью способа изготовления по настоящему изобретению, полиамид (В), содержащий метаксилиленовые группы, должен диспергироваться в композиции смолы в форме хлопьев, но не должен диспергироваться слишком в форме мелких частиц.
По этой причине, в настоящем изобретении, форма шнека имеет относительно короткую длину компрессионной части, то есть части дисперсионного перемешивания, с тем, чтобы не прикладывать избыточно сдвиг, перемешивание или дисперсию. Основываясь на компрессионном отношении, глубина канала h2 подающей части 150 может быть больше чем рассмотренная выше общая глубина канала, которая предпочтительно составляет 0,10D-0,30D, более предпочтительно, 0,15D-0,26D.
Если глубина канала h2 подающей части 150a меньше чем 0,10D, производительность экструзии уменьшается слишком сильно. При непосредственном формовании раздувом, и т.п., время падения заготовки для получения желаемой длины заготовки, соответствующей форме формы для формования, становится больше, что приводит к продолжительному циклу формования. Если глубина канала h2 подающей части 150a больше чем 0,30D, производительность экструзии увеличивается, вызывая увеличение нагрузки на двигатель привода 170 шнека. Это требует двигателя экструдера с более высокой производительностью двигателя и легко вызывает поломку шнека и отсутствие производительности для нагревателя, который соответствует производительности введения в подающей части.
Когда отношение эффективной длины L шнека к диаметру шнека D (= L/D) по настоящему изобретению становится больше, подающая часть, которая представляет собой зону предварительного нагрева для материалов смолы, может эффективно удлиняться. Однако производительность двигателя для двигателя, приводящего в движение шнек, также увеличивается, и по этой причине, здесь нет особенных экономических преимуществ. По этой причине, шнек по настоящему изобретению предпочтительно имеет L/D 22-32, более предпочтительно, 24-28. Если L/D равно 22 или больше, полиамид (В), содержащий метаксилиленовые группы, может диспергироваться в композиции смолы в форме хлопьев. Если L/D равно 32 или меньше, производительность двигателя, приводящего в движение шнек, нагружается без экономических проблем.
Форма шнека часто обеспечивается полнопролетным шнеком, на котором шаг шнека продолжается непрерывно до самого верхнего края. Для усиления воздействия сдвига или для улучшения диспергирования, отмеривающую часть часто снабжают зубчатой частью с секцией перемешивания Dulmadge или Maddock, отличной от формы шнека подающей части.
В настоящем изобретении, любые обычные шнеки можно использовать без ограничения. Однако для предотвращения избыточного и слишком мелкодисперсного диспергирования полиамида (В), содержащего метаксилиленовые группы, в композиции смолы, предпочтительно используют шнек без секции перемешивания Dulmadge или Maddock, который называют полнопролетным шнеком. Двухпролетный шнек, в котором подающая часть и компрессионная часть имеют два пролета, также можно использовать.
Устанавливаемые температуры цилиндра в одношнековом экструдере по настоящему изобретению будут описываться ниже. Одношнековый экструдер, используемый в настоящем изобретении, предпочтительно снабжается тремя или более нагревателями. Когда довольно большое формованное изделие изготавливают с помощью экструдера с малым значением L/D, 22-24, скорость вращения шнека экструдера повышается для повышения выгружаемого количества, для того, чтобы попытаться сократить цикл формования. Однако, в этом случае, время пребывания смеси исходных материалов в цилиндре экструдера сокращается. Это с большой вероятностью вызывает недостаточный предварительный нагрев смеси исходных материалов. По этой причине, для предварительного нагрева смеси исходных материалов, вводимых в цилиндр экструдера по подающей части шнека, предпочтительно устанавливают высокую температуру подающей части. Высокую температуру компрессионной части предпочтительно устанавливают для понижения вязкости с тем, чтобы подавить экзотермическое выделение тепла, вызываемое сдвигом смолы. В отмеривающей части, температуру предпочтительно устанавливают низкой для подавления ухудшения свойств (пожелтения и ухудшения физических свойств) смолы. Для изменения температур цилиндра таким путем, экструдер предпочтительно снабжают тремя или более нагревателями, соответствующими подающей части, компрессионной части и отмеривающей части шнека, соответственно. Кроме того, для установления температур каждой части цилиндра, которые соответствуют подающей части, компрессионной части и отмеривающей части шнека, соответственно, каждая из которых имеет отличную длину, экструдер предпочтительно имеет три или более нагревателей.
Поскольку температура разложения полиолефина (A) близка к температуре плавления полиамида (B), содержащего метаксилиленовые группы, диапазон температур для формования композиции смолы по настоящему изобретению сужается естественным образом. Однако установление каждой из температур цилиндра, соответствующей подающей части, компрессионной части и отмеривающей части шнека, соответственно, на основе состояния оборудования и формы формованного изделия может подавлять разложение полиолефина и дает возможность для применения процесса формования для диспергирования полиамида (В), содержащего метаксилиленовые группы, в композиции смолы, составляющей формованное изделие по настоящему изобретению, в форме хлопьев.
В одношнековом экструдере, в котором вставлен шнек, имеющий форму по настоящему изобретению, температура цилиндра подающей части предпочтительно попадает в диапазон +20°C от температуры плавления полиамида, содержащего метаксилиленовые группы, или меньше, более предпочтительно, +10°C от температуры плавления полиамида, содержащего метаксилиленовые группы, или меньше, еще более предпочтительно, температура плавления полиамида, содержащего метаксилиленовые группы, или меньше; или предпочтительно, 4°C или больше, более предпочтительно, 15°C или больше, еще более предпочтительно, -70°C от температуры плавления полиамида, содержащего метаксилиленовые группы, или больше, еще более предпочтительно, -35°C от температуры плавления полиамида, содержащего метаксилиленовые группы, или больше.
Когда отношение эффективной длины L шнека к диаметру шнека D (L/D) большое, зона нагрева может быть разделена на множество частей, как описано выше. В этом случае, нижняя часть бункера, в который вводят материалы смолы, должна охлаждаться водой, для предотвращения забивания, вызываемого материалами смолы, размягчающимися во время нагрева.
Как правило, температура зоны нагрева цилиндра, представленная как C1 может также устанавливаться довольно низкой, когда зона нагрева цилиндра играет роль только для переноса и небольшого предварительного нагрева смеси исходных материалов. Простирается ли эта часть от C1 до C2, определяют на основе длины нагревателя, другими словами, количества отделов зоны нагрева.
Когда довольно большое формованное изделие изготавливают с помощью экструдера с малым L/D, скорость вращения шнека экструдера увеличивается с увеличением выгружаемого количества с тем, чтобы попытаться сократить цикл формования. Однако, в этом случае, время пребывания смеси исходных материалов в цилиндре экструдера сокращается. Это с большой вероятностью вызовет недостаточный предварительный нагрев смеси исходных материалов. По этой причине, для предварительного нагрева смеси исходных материалов, вводимых в цилиндр экструдера в подающей части шнека, должна устанавливаться высокая температура подающей части.
В подающей части, температура цилиндра, устанавливаемая для части в 70 процентов или более от длины, со стороны, расположенной рядом с компрессионной частью, в подающей части, предпочтительно устанавливается в диапазоне от -70°C до +20°C, более предпочтительно, от -35°C до +20°C от температуры плавления полиамида, содержащего метаксилиленовые группы.
В подающей части, устанавливая температуру цилиндра части в 70 процентов или более от длины, со стороны, расположенной рядом с компрессионной частью, в подающей части, в диапазоне -70°C от температуры плавления полиамида, содержащего метаксилиленовые группы, или более, можно предотвратить забивание смесью исходных материалов, а также можно предотвратить выгрузку нерасплавленного полиамида, содержащего метаксилиленовые группы, из выхода экструдера. В подающей части, установление температуры цилиндра этой части в диапазоне +20°C от температуры плавления полиамида, содержащего метаксилиленовые группы, или меньше, позволяет диспергировать полиамид, содержащий метаксилиленовые группы, в композиции смолы в форме хлопьев без избыточного предварительного нагрева смеси исходных материалов с получением формованного изделия с превосходными барьерными свойствами для топлива.
Температуры цилиндра компрессионной части и отмеривающей части предпочтительно попадают в диапазон +20°C, более предпочтительно, +10°C, от температуры плавления полиамида, содержащего метаксилиленовые группы, или меньше; и предпочтительно, -30°C, более предпочтительно, -20°C, от температуры плавления полиамида, содержащего метаксилиленовые группы, или более.
Если температуры цилиндра компрессионной части и отмеривающей части устанавливают меньше чем -30°C от температуры плавления полиамида, содержащего метаксилиленовые группы, полиамид, содержащий метаксилиленовые группы, имеет тенденцию к отсутствию плавления.
Если температуры цилиндра компрессионной части и отмеривающей части устанавливают больше чем +20°C от температуры плавления полиамида, содержащего метаксилиленовые группы, вязкость расплава полиолефина уменьшается, а затем формованное изделие легко желтеет. В этом случае, при непосредственном формовании раздувом для формирования контейнера, и т.п., вязкость расплава смолы, которая выходит из выхода экструдера, уменьшают, что вызывает вытяжку заготовки, так что трудно получить желаемый диаметр (ширину) заготовки. Как описано выше, одношнековый экструдер по настоящему изобретению предусматривается с тремя или более нагревателями в цилиндре для определения устанавливаемой температуры на основе формы шнека.
Когда подающая часть включается в зону покрытия каждого нагревателя, устанавливаемая температура нагревателя предпочтительно попадает в диапазон +20°C от температуры плавления полиамида, содержащего метаксилиленовые группы, или меньше, более предпочтительно, +10°C от температуры плавления полиамида, содержащего метаксилиленовые группы, или меньше, еще более предпочтительно, температура плавления полиамида, содержащего метаксилиленовые группы, или меньше; или предпочтительно 4°C или больше, более предпочтительно, 15°C или больше, более предпочтительно, -70°C от температуры плавления полиамида, содержащего метаксилиленовые группы, или больше, еще более предпочтительно, -35°C от температуры плавления полиамида, содержащего метаксилиленовые группы, или больше.
Для устанавливаемой температуры экструдера, L/D которого является достаточно большим для продления подающей части, например, в зоне C1, нагреватель может быть выключен с тем, чтобы не нагревать предварительно, но только переносить смесь исходных материалов.
Когда компрессионная часть и подающая часть включаются в зону покрытия каждого нагревателя, устанавливаемая температура нагревателя предпочтительно попадает в диапазон от -30°C до +20°C от температуры плавления полиамида, содержащего метаксилиленовые группы.
Когда не подающая часть или не отмеривающая часть, но только компрессионная часть включается в зону покрытия каждого нагревателя, устанавливаемая температура нагревателя предпочтительно попадает в диапазон от -30°C до +20°C от температуры плавления полиамида, содержащего метаксилиленовые группы.
Температуры цилиндра подающей части, компрессионной части и отмеривающей части, которые располагаются последовательно, предпочтительно устанавливаются следующим образом: подающая часть ≤ компрессионная часть ≤ отмеривающая часть или подающая часть ≥ компрессионная часть ≥ отмеривающая часть.
Когда устанавливаемые температуры копильника и цилиндрической головки устанавливают низкими для подавления понижения вязкости смолы посредством понижения температуры смолы, температуру отмеривающей части можно устанавливать примерно на 5-10°C ниже, чем для компрессионной части.
Способ получения композиции смолы, в которой полиамид, содержащий метаксилиленовые группы, диспергируется в форме хлопьев, посредством плавления и перемешивания смеси исходных материалов, в которой смешивают по меньшей мере три материала смолы, включая 40-90 масс.ч. полиолефина (A), 3-30 масс.ч. полиамида (В), содержащего метаксилиленовые группы, и 3-50 масс.ч. адгезивного полиолефина (C), может осуществляться посредством использования одношнекового экструдера со шнеком, имеющим форму шнека в рассмотренных выше рамках настоящего изобретения, который вставляют, с температурой цилиндра, попадающей в рамки настоящего изобретения, которую устанавливают, и при скорости сдвига шнека, составляющей 14 с-1 или более.
Как правило, сдвиговое действие шнека пропорционально скорости сдвига и представляется следующим выражением.
γ=π×dc×n/(60×h1)
γ = скорость сдвига (с-1 или /секунда)
dc = диаметр цилиндра (мм)
n = скорость вращения шнека (об/мин)
h1 = глубина канала шнека (мм)
Диаметр dc цилиндра приблизительно равен диаметру шнека D. Причина этого заключается в том, что зазор между верхней частью шнека и стенкой цилиндра является чрезвычайно узким и малым, как правило, 0,03-0,09 мм. Оборудование для экструзии с формой шнека по настоящему изобретению можно использовать без каких-либо проблем при условии, что зазор попадает в этот общий диапазон.
Поскольку скорость сдвига пропорциональна сдвиговому напряжению (сдвиговое действие), пропорциональному скорости вращения шнека, согласно приведенному выше выражению, обнаружено, что скорость сдвига предпочтительно составляет 14 с-1 или более, более предпочтительно, 20 с-1 или более, чтобы прикладывать умеренное сдвиговое действие к полиамиду, содержащему метаксилиленовые группы, основываясь на материале, оборудовании для экструзии и на установленной температуре цилиндра, охватываемых рамками настоящего изобретения. Если скорость сдвига меньше чем 14 с-1, полиамид, содержащий метаксилиленовые группы, легко выходит из узла 162 выгрузки одношнекового экструдера 100 в виде частиц диаметром 1-5 мм или в нерасплавленном состоянии, как описано выше.
Скорость сдвига в настоящем изобретении попадает в достаточно широкий и практичный диапазон в обычном одношнековом экструдере, так что практичный обычный одношнековой экструдер можно использовать без специальной производительности двигателя.
Ширина (пролета) w шнека, как правило, составляет примерно 1/10 от шага шнека. Оборудование для экструзии с формой шнека по настоящему изобретению можно использовать без каких-либо проблем при условии, что ширина пролета попадает в этот общий диапазон.
Для получения формованного изделия бака (контейнера) с барьерными свойствами для топлива в виде формованного изделия, цилиндрическую головку помещают на выходе одношнекового экструдера, в который заранее вставляют шнек формы шнека по настоящему изобретению. Цилиндрическая головка может снабжаться контроллером заготовки для контроля толщины стенки формованного изделия в виде бака; или аккумуляторным баком, аккумулирующим определенное количество расплавленной смолы на выходе экструдера, а затем, посредством вытяжки заготовки из цилиндрической головки за один раз с целью сокращения времени падения заготовки для предотвращения понижения температуры смолы. Даже если оборудование снабжается такой цилиндрической головкой и контроллером заготовки или аккумуляторным баком, используя форму шнека, устанавливаемую температуру цилиндра и скорость сдвига вращения шнека по настоящему изобретению, можно диспергировать полиамид, содержащий метаксилиленовые группы, в композиции смолы, составляющей формованное изделие, в форме хлопьев. Заготовка из расплавленной композиции смолы, экструдируемая из цилиндрической головки, вводится в форму для формования, при этом полость обрабатывается в виде желаемой формы и подвергается смыканию с формой для формования, формованию под давлением с помощью воздуха, охлаждению и открыванию формы с получением формованного изделия в виде бака.
Кроме того, благодаря соотношению между выгружаемым из экструдера количеством и формой формованного изделия (емкостью формованного изделия), в частности, в зависимости от толщины стенок формованного изделия, тонкостенное формование может сократить цикл формования посредством непрерывного приведения в действие экструдера. С другой стороны, толстостенное формование имеет тенденцию к увеличению времени охлаждения, в зависимости от количества форм для формования. В этом случае, экструдер может приводиться в действие периодически, например, останавливаться после каждой выгрузки. Даже при такой непрерывной экструзии или периодической экструзии, используя форму шнека и устанавливаемую температуру цилиндра по настоящему изобретению, можно диспергировать полиамид, содержащий метаксилиленовые группы, в композиции смолы, составляющей формованное изделие, в форме хлопьев.
Т-образная фильера соединена с выходом экструдера для получения формованного изделия в виде листа в качестве формованного изделия. Композиция расплавленной смолы экструдируется в форме пластины из Т-образной фильеры, а затем охлаждается и переносится на валки с формированием плоской пластины (листа). Таким же путем, в оборудовании для экструзии по настоящему изобретению, может быть получен лист с барьерными свойствами для топлива, в котором полиамид, содержащий метаксилиленовые группы, диспергируется в композиции смолы в форме хлопьев, при условии, что устанавливаемая температура цилиндра и скорость сдвига вращения шнека охватываются рамками настоящего изобретения. Формованное изделие в виде контейнера может быть получено посредством термообработки после обработки.
Формованное изделие в виде контейнера, получаемое в соответствии с настоящим изобретением, и контейнер, полученный из формованного изделия в виде листа, полученного в соответствии с настоящим изобретением, может иметь различные формы, такие как бутылка, чашка, поддон, бак и труба. Различные изделия, которые могут храниться, включают топлива, такие как бензин, керосин и газойль, смазочные материалы, такие как масло для двигателя и масло для тормозов, различные санитарные изделия, такие как отбеливатель, детергент и шампунь, химические вещества, такие как этанол и оксидол, различные безалкогольные напитки, такие как овощной сок и молочный напиток, и приправы. Контейнер, полученный в соответствии с настоящим изобретением, может эффективно использоваться в качестве контейнера, повышающего стабильность хранения изделия.
Примеры
Настоящее изобретение будет описываться более подробно со ссылками на Примеры и Сравнительные примеры. Материалы смолы, различные методы исследований, экструдеры и формы шнеков, используемые в Примерах и Сравнительных примерах, являются такими, как описано ниже.
(1) Полиолефин (A)
Полиолефин 1: полиэтилен высокой плотности, доступный от Japan Polyethylene Corporation, торговое наименование: NOVATEC HD HB332R, MFR=0,3 г/10 минут (нагрузка: 2,16 килограмм силы, температура: 190°C), плотность: 0,952 г/см3
Полиолефин 2: полиэтилен высокой плотности, доступный от Japan Polyethylene Corporation, торговое наименование: NOVATEC HD HB420R, MFR=0,2 г/10 минут (нагрузка: 2,16 килограмм силы, температура: 190°C), плотность: 0,956 г/см3
Полиолефин 3: полиэтилен высокой плотности, доступный от Japan Polyethylene Corporation, торговое наименование: NOVATEC HD HB323R, MFR=0,15 г/10 минут (нагрузка: 2,16 килограмм силы, температура: 190°C), плотность: 0,953 г/см3
Полиолефин 4: полиэтилен высокой плотности, доступный от Japan Polyethylene Corporation, торговое наименование: NOVATEC HD HB111R, MFR=0,05 г/10 минут (нагрузка: 2,16 килограмм силы, температура: 190°C), плотность: 0,945 г/см3
Полиолефин 5: полиэтилен высокой плотности, доступный от Japan Polypropylene Corporation, торговое наименование: EC9, MFR=0,5 г/10 минут (нагрузка: 2,16 килограмм силы, температура: 190°C), плотность: 0,9 г/см3
Полиолефин 6: полиэтилен высокой плотности, доступный от Prime Polymer Co., Ltd., торговое наименование: HI-ZEX 520B, MFR=0,32 г/10 минут (нагрузка: 2,16 килограмм силы, температура: 190°C), плотность: 0,96 г/см3
Полиолефин 7: полиэтилен высокой плотности, доступный от Prime Polymer Co., Ltd., торговое наименование: HI-ZEX 537B, MFR=0,27 г/10 минут (нагрузка: 2,16 килограмм силы, температура: 190°C), плотность: 0,95 г/см3
Полиолефин 8: полиэтилен высокой плотности, доступный от Prime Polymer Co., Ltd., торговое наименование: HI-ZEX 520MB, MFR=0,25 г/10 минут (нагрузка: 2,16 килограмм силы, температура: 190°C), плотность: 0,96 г/см3
Полиолефин 9: полиэтилен высокой плотности, доступный от Prime Polymer Co., Ltd., торговое наименование: HI-ZEX 8200B, MFR=0,03 г/10 минут (нагрузка: 2,16 килограмм силы, температура: 190°C), плотность: 0,95 г/см3
(2) Полиамид (В), содержащий метаксилиленовые группы, Полиамид, содержащий метаксилиленовые группы, 1: полиметаксилиленадипамид доступный от MITSUBISHI GAS CHEMICAL COMPANY, INC, торговое наименование: MX нейлон S6121, относительная вязкость = 3,5, температура плавления=243°C
Полиамид, содержащий метаксилиленовые группы, 2: полиамид, содержащий метаксилиленовые группы, модифицированный изофталевой кислотой, доступный от MITSUBISHI GAS CHEMICAL COMPANY, INC, торговое наименование: MX нейлон S7007, относительная вязкость=2,7, температура плавления = 230°C
Относительная вязкость представляет собой значение, вычисленное с помощью следующего способа.
1 г материала точно взвешивают, а затем растворяют в 100 мл 96% серной кислоты при перемешивании. После полного растворения, 5 мл раствора быстро помещают в вискозиметр Cannon-Fenske и оставляют в термостатируемой камере при 25°C в течение 10 минут, а затем измеряют время свободного падения t. Время свободного падения t0 96% серной кислоты самой по себе измеряют при таких же условиях. Относительную вязкость вычисляют из времен свободного падения t и t0 с помощью следующего выражения.
Относительная вязкость = t/t0
(3) Адгезивный полиолефин (C)
Адгезивный полиолефин 1: модифицированный малеиновым ангидридом полиэтилен, доступный от Japan Polyethylene Corporation, торговое наименование: Adtex L6100M и плотность 0,92 г/см3
Адгезивный полиолефин 2: модифицированный полипропилен, доступный от Japan Polypropylene Corporation, торговое наименование: MODIC P604V, плотность: 0,9 г/см3
(4) Исследование барьерных свойств для топлива I: измерение скорости проникновения топлива через формованное изделие в виде листа
Формируют лист толщиной 2,5 мм. Затем, высекают из этого листа диск диаметром 70 мм и используют в качестве образца для исследований.
После этого, 100 мл псевдобензина (обычно известного как "CE10"), состоящего из изооктана/толуола/этанола=45/45/10% объем, заполняют в алюминиевый контейнер для исследований с внутренним объемом 120 мл. Образец для исследований в виде диска диаметром 70 мм зажимают с помощью двух пар уплотнений Viton и шайб, а затем устанавливают на контейнере для исследований с использованием крышки на резьбе с диаметром отверстия 55 мм. Затем, измеряют общую массу контейнера непосредственно после заполнения псевдобензином. Контейнер выдерживают во взрывобезопасной сушке с горячим воздухом при 40°C, и исследуют изменение со временем общей массы, до тех пор, пока скорость проникновения топлива в день не будет уравновешена. После того как скорость проникновения топлива уравновешивается, скорость проникновения (г·мм/м2·день·атм) псевдобензина в день определяют по уменьшению массы контейнера.
(5) Исследование барьерных свойств для топлива II: измерение скорости проникновения топлива через формованное изделие в виде 0,5-л бака
Затем, 200 мл псевдобензина (CE10), состоящего из изооктана/толуола/этанола=45/45/10% объем, заполняют в формованное изделие в виде 0,5-л бака для исследований. Отверстие для пробки герметизируют с помощью ламинированной пленки с алюминиевой фольгой и закрывают крышкой. Крышку фиксируют с помощью алюминиевой ленты, чтобы ее крепление не ослаблялась. Затем измеряют общую массу бака непосредственно после заполнения псевдобензином. Бак выдерживают в сушке с горячим воздухом при 40°C, и исследуют изменение общей массы со временем до тех пор, пока скорость проникновения топлива в день не уравновешивается. После того как скорость проникновения топлива уравновешивается, скорость проникновения (г·мм/м2·день·атм) псевдобензина в день определяют по уменьшению массы бака. Для формованного изделия в виде бака, сформированного с помощью формования раздувом, толщину измеряют в среднем сечении. Скорость проникновения псевдобензина определяют по этой толщине и сравнивают.
(6) Исследование дисперсного состояния полиамида, содержащего метаксилиленовые группы
Сформованный лист или бак разрезают, отрезают поверхность, сглаживают ее с помощью резака, а затем на отрезанную поверхность наносят разбавленную йодную тинктуру (доступную от Tsukishima yakuhin) для окрашивания полиамида, содержащего метаксилиленовые группы. Дисперсное состояние полиамида, содержащего метаксилиленовые группы, в композиции смолы исследуют с помощью увеличительного стекла стереомикроскопа.
(7) Исследование на растяжение
Образцы для исследований высекают из формованного листа с толщиной примерно 2,5 мм с использованием деревянной модели с формой образцов типа IV (полная длина, включая часть с захватом: 120 мм, ширина: 10 мм, длин: 50 мм) и с помощью ножа Thomson с формированием образца для исследований. Прочность на разрыв (предельная) каждого высеченного образца измеряют с помощью динамометра (STROGRAPH AP III, доступный от TOYO SEIKI Co., Ltd). Образцы для исследований разделяют на две группы: одна из них имеет продольное направление (MD) такое же, как машинное направление для листа, а другая имеет продольное направление (TD), перпендикулярное машинному направлению листа. Количество образцов для измерений составляет 5/группа. Прочность на разрыв (предельная) определяется как среднее значение. Исследование на растяжение осуществляют при скорости 50 мм/мин.
(8) Экструдер
Одношнековый экструдер диаметром 25 мм (PTM25, доступный от PLABOR Research Laboratory of Plastics Technology Co., Ltd)
Одношнековый экструдер диаметром 5 мм (доступный от Tsuseki kogyo)
(9) Форма шнека
Шнеки, используемые в Примерах и Сравнительных примерах, имеют формы шнека a-d, описанные в Таблице 1.
Пример 1
70 масс.ч. полиолефина 1, 20 масс.ч. адгезивного полиолефина 1 и 10 масс.ч. полиамида, содержащего метаксилиленовые группы, 1 смешивают в сухом состоянии с получением смеси исходных материалов 1.
Эту смесь исходных материалов экструдируют как композицию смолы с использованием одношнекового экструдера диаметром 25 мм (PTM25, доступный от PLABOR Research Laboratory of Plastics Technology Co., Ltd), в который вставляют шнек формы a, температуры цилиндра для подающей части, компрессионной части и отмеривающей части, а также для головки, копильника и Т-образной фильеры, устанавливают при 225°C, и скорость вращения равна 110 об/мин (скорость сдвига = 90 с-1). Лист с толщиной примерно 2,4 мм формируют с помощью Т-образной фильеры и охлаждаемых валков при температуре валков 30°C.
Для полученного листа исследуют дисперсное состояние полиамида, содержащего метаксилиленовые группы, и осуществляют исследование на растяжение и исследование барьерных свойств для топлива I. Эти результаты описаны в Таблице 2.
Как видно из Таблицы 2, полиамид, содержащий метаксилиленовые группы, диспергируется в композиции смолы в форме длинных линий (хлопьев). Кроме того, проницаемость для псевдобензина (CE10) в день составляет 10 г·мм/м2·день·атм, что показывает превосходные барьерные свойства для топлива.
Примеры 2-7
Кроме типов и смешиваемых количеств материалов для смолы, а также и условий формования, таких как устанавливаемая температура цилиндра и скорость сдвига шнека, которые изменяются, как описано в Таблице 2, эти Примеры осуществляют таким же путем как Пример 1 с формированием листов.
Для каждого из полученных листов исследуют дисперсное состояние полиамида, содержащего метаксилиленовые группы, и осуществляют исследование на растяжение и исследование барьерных свойств для топлива I. Эти результаты описаны в Таблице 2.
Подтверждается, что полиамид, содержащий метаксилиленовые группы, диспергируется в композиции смолы в форме линий (хлопьев) в некоторых частях. Каждый из листов показывает превосходную проницаемость для бензина.
Пример 8
70 масс.ч. полиолефина 1, 20 масс.ч. адгезивного полиолефина 1 и 10 масс.ч. полиамида, содержащего метаксилиленовые группы, 1 смешивают в сухом состоянии с получением смеси исходных материалов 8.
Эту смесь исходных материалов экструдируют как композицию смолы с использованием одношнекового экструдера диаметром 55 мм (доступный от Tsuseki kogyo), в который вставлен шнек формы b, температуру цилиндра в подающей части устанавливают при 210-225°C, компрессионной части - при 235°C, отмеривающей части - при 235-233°C, головки - при 133°C, копильника при - 225°C и Т-образной фильеры - при 215°C, и скорость вращения составляет 22 об/мин (скорость сдвига = 14 с-1). При охлаждении цилиндрической головки - формы для формования во время непосредственного формования раздувом с охлаждением цилиндрической головки - формы для формования, осуществляют непрерывную экструзию с циклами формования 24 секунды с получением формованного изделия в виде 0,5-л бака.
Температура воды для охлаждения формы для формования составляет примерно 20-30°C. Толщина в среднем сечении бака составляет примерно 2 мм.
Для полученного формованного изделия в виде бака, исследуют дисперсное состояние полиамида, содержащего метаксилиленовые группы, и осуществляют исследование на растяжение и исследование барьерных свойств для топлива II. Эти результаты описаны в Таблице 3.
Подтверждается, что полиамид, содержащий метаксилиленовые группы, диспергируется в композиции смолы в форме длинных линий (хлопьев) в среднем сечении и в детали отсечки формованного изделия в виде бака.
Кроме того, проницаемость для псевдобензина (CE10) в день составляет 18 г/м2·день, что показывает хорошие барьерные свойства для топлива.
Примеры 9-13
Кроме типов и смешиваемых количеств материалов для смолы, а также условий формования, таких как устанавливаемая температура цилиндра и скорость сдвига шнека, которые изменяют, как описано в Таблице 3, эти Примеры осуществляют таким же путем как Пример 8. В этих примерах, осуществляют периодическую экструзию с циклами формования 90 секунд, с формованием формованных изделий в виде 0,5-л бака, каждое из них имеет толщину примерно 4 мм в среднем сечении.
Для каждого из полученных формованных изделий в виде бака, исследуют дисперсное состояние полиамида, содержащего метаксилиленовые группы, и осуществляют исследование барьерных свойств для топлива II. Эти результаты описаны в Таблице 3.
Подтверждается, что полиамид, содержащий метаксилиленовые группы, диспергируется в композиции смолы в форме линий (хлопьев), в некоторых частях. Каждое из формованных изделий в виде бака показывает превосходную проницаемость бензина.
Примеры 14-18
Кроме типов и смешиваемых количеств материалов для смолы, а также условий формования, таких как устанавливаемая температура цилиндра и скорость сдвига шнека, которые изменяют, как описано в Таблице 4, эти Примеры осуществляют таким же путем как Пример 1 с формированием листов.
Для каждого из полученных листов исследуют дисперсное состояние полиамида, содержащего метаксилиленовые группы, и осуществляют исследование барьерных свойств для топлива I. Эти результаты описаны в Таблице 4.
Для каждого из листов, подтверждается, что полиамид, содержащий метаксилиленовые группы, диспергируется в композиции смолы в форме длинных линий (хлопьев). Кроме того, листы показывают превосходные барьерные свойства для топлива.
(MFR=0,25)
Примеры 19-23
Кроме типов и смешиваемых количеств материалов для смолы, а также условий формования, таких как устанавливаемая температура цилиндра и скорость сдвига шнека, которые изменяют, как описано в Таблице 5, эти Примеры осуществляют таким же путем как Пример 1, с формированием листов.
Для каждого из полученных листов исследуют дисперсное состояние полиамида, содержащего метаксилиленовые группы, и осуществляют исследование на растяжение и исследование барьерных свойств для топлива I. Эти результаты описаны в Таблице 5.
Для каждого из листов, подтверждается, что полиамид, содержащий метаксилиленовые группы, диспергируется в композиции смолы в форме длинных линий (хлопьев). Кроме того, листы показывают превосходные барьерные свойства для топлива.
Сравнительный пример 1
Кроме шнека с формой c, который используют, этот сравнительный пример осуществляют таким же путем как Пример 1, с формованием листа. Скорость вращения шнека является такой же, как в Примере 1, но скорость сдвига является другой, как показано в Таблице 6, поскольку форма шнека отличается от Примера 1.
Для каждого из полученных листов исследуют дисперсное состояние полиамида, содержащего метаксилиленовые группы, и осуществляют исследование на растяжение и исследование барьерных свойств для топлива I. Эти результаты описаны в Таблице 6.
В Сравнительном примере 1, поскольку отношение длины компрессионной части шнека, используемого для формования, является большим, полиамид, содержащий метаксилиленовые группы, избыточно диспергируется в композиции смолы, составляющей лист, в форме частиц. Результат не показывает хороших барьерных свойств для топлива.
Сравнительные примеры 2-3
Кроме шнека с формой c, который используют, и кроме смешиваемых количеств материалов для смолы, а также условий формования, таких как установление температуры цилиндра и скорость сдвига шнека, которые изменяют, как описано в Таблице 6, эти Сравнительные примеры осуществляют таким же путем как Пример 1 с формированием листов.
Для каждого из полученных листов исследуют дисперсное состояние полиамида, содержащего метаксилиленовые группы, и осуществляют исследование барьерных свойств для топлива I. Эти результаты описаны в Таблице 6.
В Сравнительном примере 2, поскольку отношение длины компрессионной части шнека, используемого для формования, является большим, полиамид, содержащий метаксилиленовые группы, избыточно диспергируется в композиции смолы, составляющей лист, в форме частиц. Результат не показывает хороших барьерных свойств для топлива.
В Сравнительном примере 3, поскольку температуры цилиндра подающей части и компрессионной части являются низкими, полиамид, содержащий метаксилиленовые группы, в получаемом листе является нерасплавленным.
Сравнительный пример 4
Кроме смешиваемых количеств материалов для смолы, которые изменяются, как описано в Таблице 7, этот сравнительный пример осуществляют таким же путем как Пример 1 с формованием листа.
Для полученного листа, исследуют дисперсное состояние полиамида, содержащего метаксилиленовые группы, и осуществляют исследование на растяжение и исследование барьерных свойств для топлива I. Эти результаты описаны в Таблице 7.
Поскольку содержание полиамида, содержащего метаксилиленовые группы, в композиции смолы, составляющей лист, является высоким, в поперечном сечении полученного листа, полиамид, содержащий метаксилиленовые групп, диспергируется в форме линий, но рассеивается также и в виде больших масс. Эти массы появляются как белые пятна на поверхности листа с дефектным внешним видом. При исследовании барьерных свойств для топлива, лист показывает превосходные барьерные свойства для топлива, но ухудшенную практичность с плохим внешним видом.
Сравнительный пример 5
Кроме температуры цилиндра и скорости вращения шнека, которые изменяют, как описано в Таблице 7, этот сравнительный пример осуществляют таким же путем как Пример 7 с формованием листа.
Для полученного листа, исследуют дисперсное состояние полиамида, содержащего метаксилиленовые группы, и осуществляют исследование на растяжение и исследование барьерных свойств для топлива I. Эти результаты описаны в Таблице 7. Поскольку все температуры подающей части, компрессионной части и отмеривающей части во время процесса формования являются слишком высокими, полиамид, содержащий метаксилиленовые группы, избыточно диспергируется в композиции смолы, составляющей полученный лист в форме частиц. Кроме того, результат показывает плохие барьерные свойства для топлива.
Сравнительный пример 6
Как описано в Таблице 7, кроме того, что уменьшается скорость вращения шнека и, кроме того, что изменяется скорость сдвига шнека, этот сравнительный пример осуществляют таким же путем как в Примере 1, с формованием листа.
Для полученного листа, исследуют дисперсное состояние полиамида, содержащего метаксилиленовые группы, и осуществляют исследование барьерных свойств для топлива I. Эти результаты описаны в Таблице 7. Полиамид, содержащий метаксилиленовые группы, остается нерасплавленным в композиции смолы.
Нельзя подтвердить, что полиамид, содержащий метаксилиленовые группы, диспергируется в форме линий (хлопьев). Кроме того, результат также показывает плохую проницаемость для бензина.
Сравнительный пример 7
Кроме того, что используют шнек формы d, и кроме того, что изменяют условия формования, такие как устанавливаемая температура цилиндра и скорость сдвига шнека, как описано в Таблице 8, этот сравнительный пример осуществляют таким же путем как Пример 8, с формированием формованного изделия в виде 0,5-бака. Осуществляют непрерывную экструзию с циклами формования 24 секунды. Формованные изделия в виде бака имеют толщину примерно 2 мм.
Для полученных формованных изделий в виде бака, исследуют дисперсное состояние полиамида, содержащего метаксилиленовые группы, и осуществляют исследование барьерных свойств для топлива II. Эти результаты описаны в Таблице 8.
В Сравнительном примере 7, полиамид, содержащий метаксилиленовые группы, избыточно диспергируется в композиции смолы, составляющей бак, в форме частиц, поскольку отношение длины компрессионной части шнека, используемого для формования, является большим, результат не показывает хороших барьерных свойств для топлива.
Сравнительные примеры 8-10
Кроме того, что используют шнек формы b, и кроме того, что изменяют устанавливаемую температуру цилиндра и скорость вращения шнека, как описано в Таблице 9, эти Сравнительные примеры осуществляют таким же путем как Пример 11, с формированием формованных изделий в виде 0,5-л бака.
Для полученных формованных изделий в виде бака исследуют дисперсное состояние полиамида, содержащего метаксилиленовые группы, и осуществляют исследование барьерных свойств для топлива II. Эти результаты описаны в Таблице 9.
В Сравнительном примере 8, поскольку температуры цилиндра подающей части и отмеривающей части являются высокими, полиамид, содержащий метаксилиленовые группы, избыточно диспергируется в композиции смолы, составляющей бак, в форме частиц. Результат не показывает хороших барьерных свойств для топлива.
В Сравнительном примере 9, поскольку температуры цилиндра подающей части и компрессионной части являются низкими, полиамид, содержащий метаксилиленовые группы, остается нерасплавленным.
В Сравнительном примере 10, поскольку температура цилиндра подающей части является высокой, полиамид, содержащий метаксилиленовые группы, избыточно диспергируется в композиции смолы, составляющей бак, в форме частиц. Результат не показывает хороших барьерных свойств для топлива.
Сравнительный пример 11
Как описано в Таблице 9, кроме того, что скорость вращения шнека уменьшается и, кроме того, что скорость сдвига шнека изменяется, этот сравнительный пример осуществляют таким же путем как Пример 8 с формированием формованного изделия в виде 0,5-л бака.
Для полученного формованного изделия в виде бака, исследуют дисперсное состояние полиамида, содержащего метаксилиленовые группы, и осуществляют исследование барьерных свойств для топлива II. Эти результаты описаны в Таблице 9.
В Сравнительном примере 11, поскольку скорость сдвига является низкой во время процесса формования, полиамид, содержащий метаксилиленовые группы, остается нерасплавленным. Кроме того, результат показывает плохие барьерные свойства для топлива.
Список ссылочных обозначений
100 одношнековый экструдер
110 бункер
140 цилиндр
142 внутренняя периферийная лицевая сторона цилиндра
120 контроллер температуры, предусмотренный на бункере
130 отверстие для охлаждающей воды
150 шнек
150a подающая часть
150b компрессионная часть
150c отмеривающая часть
152 вал шнека
154 резьбовая часть
170 привод шнека
h1 = глубина канала отмеривающей части (мм)
h2 = глубина канала подающей части (мм)
dc = диаметр цилиндра (мм)
C1, C2, C3 нагреватель (контроллер температуры)
D диаметр шнека (включая резьбовую часть, то есть, наружный диаметр шнека)
d диаметр вала шнека (не включая резьбовую часть)
w ширина шнека (ширина пролета)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТИ ПРЯМОГО ДУТЬЕВОГО ФОРМИРОВАНИЯ И УПАКОВКА | 2012 |
|
RU2596776C2 |
| КОНСТРУКЦИЯ НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2592540C2 |
| КОНСТРУКЦИЯ НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2615411C2 |
| РАЗДЕЛИТЕЛЬНЫЕ КОМПОНЕНТЫ ДЛЯ ПОВЫШЕНИЯ АНТИАДГЕЗИОННЫХ СВОЙСТВ ТЕРМОПЛАСТИЧНОГО УПАКОВОЧНОГО МАТЕРИАЛА | 2017 |
|
RU2774773C2 |
| ИЗДЕЛИЕ, ОБЛАДАЮЩЕЕ БАРЬЕРНЫМИ СВОЙСТВАМИ | 2005 |
|
RU2346962C1 |
| ФОРМОВАННОЕ ТЕЛО И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2015 |
|
RU2678031C2 |
| ТРУБКА, ИМЕЮЩАЯ БАРЬЕРНЫЕ СВОЙСТВА | 2005 |
|
RU2348661C1 |
| КОМПОЗИЦИЯ, СОДЕРЖАЩАЯ НАНОКОМПОЗИТ В КАЧЕСТВЕ ГАЗОВОГО БАРЬЕРА, И ИЗДЕЛИЯ ИЗ НЕЕ | 2005 |
|
RU2340639C2 |
| ПЛАСТМАССА, ПОГЛОЩАЮЩАЯ КИСЛОРОД | 2011 |
|
RU2559461C2 |
| КОМПОЗИЦИЯ ПОЛИАМИДНОЙ СМОЛЫ | 2007 |
|
RU2441043C2 |
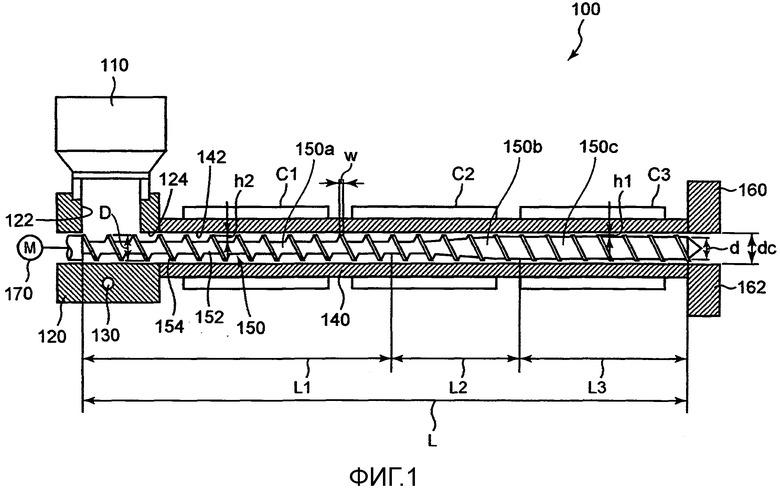
Изобретение относится к формованному изделию. Изделие содержит композицию смолы, полученную с помощью одношнекового экструдера. Смесь исходных материалов получают посредством перемешивания 40-90 мас.ч. полиолефина (A), 3-30 мас.ч. полиамида (В), содержащего метаксилиленовые группы, и 3-50 мас.ч. модифицированного полиолефина (C). В одношнековом экструдере отношение длины подающей части к эффективной длине шнека составляет 0,40-0,55. Отношение длины компрессионной части к эффективной длине шнека составляет 0,10-0,30. Отношение длины отмеривающей части к эффективной длине шнека составляет 0,10-0,40. Верхний предел температуры подающей части попадает в диапазон +20°C от температуры плавления полиамида, содержащего метаксилиленовые группы, или меньше, температуры компрессионной части и отмеривающей части попадают в диапазон от -30°C до +20°C от температуры плавления полиамида, содержащего метаксилиленовые группы, и скорость сдвига составляет 14 с-1 или более. Изобретение обеспечивает повышение физико-механических свойств изделий. 6 з.п. ф-лы, 1 ил., 9 табл., 11 пр.
1. Формованное изделие, содержащее композицию смолы, которую получают с использованием одношнекового экструдера, удовлетворяющего следующему далее условию (1), при котором получают композицию смолы, и посредством плавления и перемешивания смеси исходных материалов при следующих далее условиях (2) и (3), где смесь исходных материалов получают посредством перемешивания 40-90 мас.ч. полиолефина (А), 3-30 мас.ч. полиамида (Б), содержащего метаксилиленовые группы, и 3-50 мас.ч. адгезивного полиолефина (С),
при условии (1), что одношнековый экструдер содержит:
шнек, имеющий вал шнека и резьбовую часть, спирально сформированную на боковой стороне вала шнека, где резьбовая часть переносит композицию смолы от края основания к верхнему краю вала шнека посредством вращения вала шнека;
цилиндр, имеющий внутреннюю периферийную лицевую сторону с цилиндрической формой внутренней поверхности, причем в цилиндр вставлен шнек с возможностью вращения;
множество контроллеров температуры, устанавливающих температуру композиции смолы, переносимой от края основания к верхнему краю посредством вращения шнека; и
привод шнека, вращающий шнек при заданной скорости сдвига,
при этом вал шнека содержит:
подающую часть, которая представляет собой часть, в которой глубина канала шнека между вершиной резьбовой части и поверхностью вала шнека от нижнего края до верхнего края вала шнека является постоянной;
компрессионную часть, следующую за подающей частью, причем компрессионная часть представляет собой часть, в которой глубина канала шнека постепенно уменьшается; и
отмеривающую часть, следующую после компрессионной части, причем отмеривающая часть представляет собой часть, в которой глубина канала шнека меньше чем в подающей части и является постоянной,
при этом отношение длины подающей части к эффективной длине шнека на валу шнека попадает в диапазон 0,40-0,55, отношение длины компрессионной части к эффективной длине шнека попадает в диапазон 0,10-0,30, отношение длины отмеривающей части к эффективной длине шнека попадает в диапазон 0,10-0,40 и сумма всех отношений составляет 1,0,
причем при условии (2) верхний предел температуры цилиндра подающей части попадает в диапазон +20°С от температуры плавления полиамида, содержащего метаксилиленовые группы, или меньше, и температуры цилиндра компрессионной части и отмеривающей части попадают в диапазон от -30°С до +20°С от температуры плавления полиамида, содержащего метаксилиленовые группы, и
при условии (3) заданная скорость сдвига составляет 14 с-1 или более.
2. Формованное изделие по п.1, где в одношнековом экструдере форма шнека удовлетворяет следующим условиям (1)-(3),
при условии (1) отношение эффективной длины шнека L к диаметру D верхнего края резьбовой части (отношение L/D) попадает в диапазон 22-32,
при условии (2) глубина канала шнека h2 подающей части попадает в диапазон 0,1-0,3D, и
при условии (3) компрессионное отношение попадает в диапазон 2,3-3,5 и компрессионное отношение представляет собой отношение площади сечения подающей части к площади сечения отмеривающей части.
3. Формованное изделие по п.1 или 2, где полиамид (В), содержащий метаксилиленовые группы, содержит единицы диамина, включая 70 мол.% или более единиц метаксилилендиамина, и единицы дикарбоновой кислоты, включая 50 мол.% или более единиц α,ω-алифатической дикарбоновой кислоты.
4. Формованное изделие по п.1 или 2, где относительная вязкость полиамида (В), содержащего метаксилиленовые группы, составляет 2,0-4,5.
5. Формованное изделие по п.1 или 2, где скорость течения (MFR) расплава полиолефина (А) попадает в диапазон 0,03 г/10 минут или больше (нагрузка: 2,16 килограмм силы, температура: 190°С) и 2 г/10 минут или меньше (нагрузка: 2,16 килограмм силы, температура: 190°С).
6. Формованное изделие по п.1 или 2, где формованное изделие представляет собой полый контейнер, получаемый с помощью непосредственного формования раздувом.
7. Формованное изделие по п.1 или 2, где формованное изделие представляет собой лист, получаемый с помощью Т-образной фильеры и охлаждаемых валков.
| JP 2005096123 A, 14.04.2005 | |||
| JPH 04363225 A, 16.12.1992 | |||
| JPH 0447918 A, 18.02.1992 | |||
| ЧЕРВЯК К ЧЕРВЯЧНОМУ ПРЕССУ ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 0 |
|
SU311771A1 |
| Шнек экструдера | 1971 |
|
SU564169A1 |

