Область техники
Настоящее изобретение относится к формованному изделию и способу его получения. Более точно, настоящее изобретение относится формованному изделию с улучшенной ударопрочностью, и к способу его получения.
Уровень техники
Ранее предпринимались попытки смешивать разные типы смол для получения смешанных смол, которые имеют лучшие характеристики, чем предлагаются каждой смолой по отдельности. Например, в следующих патентных публикациях 1-4 авторы настоящего изобретения описывают метод, в котором полиамидная смола и полиолефиновая смола используются в комбинации для получения смешанной смолы, имеющей улучшенные характеристики.
Список цитирования
Патентная литература
Патентный документ 1: JP 2013-147645 A
Патентный документ 2: JP 2013-147646 A
Патентный документ 3: JP 2013-147647 A
Патентный документ 4: JP 2013-147648 A
Сущность изобретения
Технические задачи
В патентном документе 1 описывается полимерный сплав (термопластичная смоляная композиция) из полиамидной смолы и полиолефиновой смолы, полученный с использованием в качестве компатибилизатора модифицированного эластомера, содержащего реакционноспособную группу, способную реагировать с полиамидной смолой.
В патентном документе 2 описывается, что в качестве полиамидной смолы, содержащейся в полимерном сплаве из полиамидной смолы и полиолефиновой смолы можно использовать полиамидную смолу растительного происхождения.
В патентном документе 3 описывается полимерный сплав, содержащий полиамидную смолу и полиолефиновую смолу, который имеет структуру с разделенными фазами смолы, содержащую непрерывную фазу, дисперсную фазу, диспергированную в непрерывной фазе, и тонкодисперсную фазу, дополнительно диспергированную в дисперсной фазе.
В патентном документе 4 описывается, что полимерный сплав, имеющий отличную ударопрочность, можно получить, сначала смешивая в расплаве полиамидную смолу и компатибилизатор с получением смешанной смолы, а затем дополнительно смешивая в расплаве смешанную смолу и полиолефиновую смолу.
Однако, согласно приведенным выше патентным документам 1-4, авторы изобретения изучали получение и применение этих полимерных сплавов одних, но не исследовали использование этих полимерных сплавов вместе с другими смолами.
Учитывая изложенное выше, целью настоящего изобретения является разработать формованное изделие, имеющее отличную ударопрочность, посредством смешивания ударопрочной смолы, содержащий полиамидную смолу и полиолефиновую смолу, с полиолефиновой смолой, а также разработать способ его получения.
Решение поставленных задач
Настоящее изобретение можно описать следующим образом.
Чтобы достичь указанной выше цели, настоящее изобретение относится к формованному изделию по п. 1 формулы изобретения, полученному посредством формования термопластичной смолы, содержащему:
- непрерывную фазу (A), содержащую первую полиолефиновую смолу и вторую полиолефиновую смолу, и
- дисперсную фазу (B), диспергированную в непрерывной фазе (A) и содержащую полиамидную смолу и модифицированный эластомер, причем
- дисперсная фаза (B) состоит из продукта смешения в расплаве полиамидной смолы и модифицированного эластомера,
- модифицированный эластомер представляет собой эластомер, содержащий реакционноспособную группу, реагирующую с полиамидной смолой,
- эластомер представляет собой термопластичный эластомер на основе олефина, содержащий в качестве скелета сополимер этилена или пропилена с α-олефином, содержащим от 3 до 8 атомов углерода, или термопластичный эластомер на основе стирола, имеющий стирольный скелет, и
- если принять полное количество непрерывной фазы (A) и дисперсной фазы (B) за 100 масс.%, содержание дисперсной фазы (B) составляет 70 масс.% или меньше.
- если принять полное количество первой полиолефиновой смолы и второй полиолефиновой смолы за 100 масс.%, a содержание второй полиолефиновой смолы составляет 80 масс.% или меньше.
Формованное изделие по п. 2 представляет собой формованное изделие по п. 1, причем термопластичная смола представляет собой смесь ударопрочной смолы, содержащей вторую полиолефиновую смолу, полиамидную смолу и модифицированный эластомер, и первой полиолефиновой смолы.
Формованное изделие по п. 3 представляет собой формованное изделие по п. 1 или 2, причем, если принять полное количество полиамидной смолы и модифицированного эластомера за 100 масс.%, содержание полиамидной смолы составляет 10 масс.% или более и 80 масс.% или менее.
Формованное изделие по п. 4 представляет собой формованное изделие по любому из пунктов 1-3, причем дисперсная фаза (B) включает непрерывную фазу (B1), содержащую полиамидную смолу и тонкодисперсную фазу (B2), диспергированную в непрерывной фазе (B1) и содержащую модифицированный эластомер.
Формованное изделие по п. 5 представляет собой формованное изделие по любому из пунктов 1-4, причем полиамидная смола представляет собой полиамид 6.
Формованное изделие по п. 6 представляет собой формованное изделие по п. 5, причем вторая полиолефиновая смола имеет среднечисленную молекулярную массу 300000 или более.
Формованное изделие по п. 7 представляет собой формованное изделие по любому из пунктов 1-6, причем первая полиолефиновая смола представляет собой блок-сополимерную полиолефиновую смолу, содержащую этиленовый блок в качестве дисперсной фазы, и по меньшей мере часть этиленового блока агрегирована на межфазной границе между непрерывной фазой (A) и дисперсной фазой (B).
Способ получения по п. 8 является способом получения формованного изделия по п. 1, причем способ включает в себя:
- этап получения исходного материала для формованного изделия, на котором ударопрочную смолу, полученную смешением в расплаве продукта смешения в расплаве полиамидной смолы и модифицированного эластомера, смешивают со второй полиолефиновой смолой и первой полиолефиновой смолой с получением исходного материала для формованного изделия; и
- этап формования, на котором исходный материал для формованного изделия формуют с получением формованного изделия.
Способ получения по п. 9 представляет собой способ получения формованного изделия по п. 8, причем
- ударопрочная смола имеет непрерывную фазу (C), содержащую вторую полиолефиновую смолу, и дисперсную фазу (B), диспергированную в непрерывной фазе (C) и содержащую полиамидную смолу и модифицированный эластомер, и
- дисперсная фаза (B) содержит непрерывную фазу (B1) содержащую полиамидную смолу, и тонкодисперсную фазу (B2), диспергированную в непрерывной фазе (B1) и содержащую модифицированный эластомер.
Способ получения по п. 10 представляет собой способ получения формованного изделия по п. 8 или 9, причем первая полиолефиновая смола является блок-сополимерной полиолефиновой смолой, содержащей этиленовый блок в качестве дисперсной фазы.
Выгодные эффекты изобретения
Формованное изделие согласно настоящему изобретению может иметь отличные ударопрочные характеристики.
Когда термопластичная смола является смесью первой полиолефиновой смолы и ударопрочной смолы, содержащей вторую полиолефиновую смолу, полиамидную смолу и модифицированный эластомер, можно получить формованное изделие с особенно хорошими ударопрочными характеристиками.
Если принять полное количество полиамидной смолы и модифицированного эластомера за 100 масс.%, и содержание полиамидной смолы составляет от 10 до 80 масс.%, включая границы, можно более стабильно получать особую фазовую структуру, в результате формованное изделие может иметь отличную ударопрочность.
Когда дисперсная фаза (B) содержит непрерывную фазу (B1), содержащую полиамидную смолу, и тонкодисперсную фазу (B2), диспергированную в непрерывной фазе (B1) и содержащую модифицированный эластомер, образуется многофазная структура, и в результате формованное изделие может иметь еще лучшую ударопрочность.
Когда полиамидная смола представляет собой полиамид 6, вполне можно сохранить модуль упругости при растяжении, обеспечиваемый первой полиолефиновой смолой, и формованное изделие может иметь улучшенную ударопрочность.
Когда полиамидная смола представляет собой полиамид 6, и вторая полиолефиновая смола имеет среднечисленную молекулярную массу 300000 или выше, формованное изделие может достичь особенно высоких ударопрочных характеристик.
Когда первая полиолефиновая смола представляет собой блок-сополимерную полиолефиновую смолу, содержащую этиленовый блок в качестве дисперсной фазы, по меньшей мере часть этиленового блока агрегирует на границе раздела между непрерывной фазой (A) и дисперсной фазой (B), и образуется многофазная структура, в результате формованное изделие может иметь еще лучшую ударопрочность.
В соответствии с предлагаемым настоящим изобретением способом получения, можно надежно получать формованное изделие по настоящему изобретению, которое содержит непрерывную фазу (A), содержащую первую полиолефиновую смолу и вторую полиолефиновую смолу, и дисперсную фазу (B), диспергированную в непрерывной фазе (A) и содержащую полиамидную смолу и модифицированный эластомер
Когда ударопрочная смола имеет непрерывную фазу (C), содержащую вторую полиолефиновую смолу, и дисперсную фазу (B), диспергированную в непрерывной фазе (C) и содержащую полиамидную смолу и модифицированный эластомер, и дисперсная фаза (B) включает непрерывную фазу (B1), содержащую полиамидную смолу, и тонкодисперсную фазу (B2), диспергированную в непрерывной фазе (B1) и содержащую модифицированный эластомер, можно надежно получать формованное изделие, имеющее многофазную структуру и отличную ударопрочность.
Когда первая полиолефиновая смола является блок-сополимерной полиолефиновой смолой, содержащей этиленовый блок в качестве дисперсной фазы, можно надежно получать формованное изделие, имеющее многофазную структуру, в котором по меньшей мере часть этиленового блока агрегирована на границе раздела между непрерывной фазой (A) и дисперсной фазой (B). Таким образом, можно надежно получать формованное изделие, имеющее особенно высокую ударопрочность.
Краткое описание чертежей
Фиг. 1 является схематическим представлением для пояснения фазовой структуры смоляной композиции, из которой состоят образцы для оценки примеров.
Фиг. 2 является графиком, показывающим корреляцию между модулем упругости при растяжении и количеством упрочняющей смолы, добавленной в каждый образец для оценки примеров [на основе PA6 (No.1), на основе PA6 (No.2) и на основе PA11].
Описание вариантов осуществления
Конкретные детали, описанные здесь, приводятся исключительно для примера и в целях иллюстративного обсуждения вариантов осуществления настоящего изобретения, они представлены ради того, чтобы показать то, что считается наиболее полезным и легко понимаемым описанием принципов и концептуальных аспектов настоящего изобретения. В этой связи не делалось никаких попыток показать структурные детали настоящего изобретения более подробно, чем это необходимо для понимания основ настоящего изобретения, при этом описание в сочетании с рисунками показывает специалистам в данной области, как некоторые формы настоящего изобретения могут быть осуществлены на практике.
Формованное изделие согласно настоящему изобретению представляет собой формованное изделие, полученное посредством формования термопластичной смолы, содержащему:
- непрерывную фазу (A), содержащую первую полиолефиновую смолу и вторую полиолефиновую смолу, и
- дисперсную фазу (B), диспергированную в непрерывной фазе (A) и содержащую полиамидную смолу и модифицированный эластомер, причем
- дисперсная фаза (B) состоит из продукта смешения в расплаве полиамидной смолы и модифицированного эластомера,
- модифицированный эластомер представляет собой эластомер, содержащий реакционноспособную группу, которая реагирует с полиамидной смолой,
- эластомер представляет собой термопластичный эластомер на основе олефина, содержащий в качестве скелета сополимер этилена или пропилена с α-олефином, содержащим от 3 до 8 атомов углерода, или термопластичный эластомер на основе стирола, имеющий стирольный скелет, и
- если принять полное количество непрерывной фазы (A) и дисперсной фазы (B) за 100 масс.%, содержание дисперсной фазы (B) составляет 70 масс.% или меньше.
- если принять полное количество первой полиолефиновой смолы и второй полиолефиновой смолы за 100 масс.%, a содержание второй полиолефиновой смолы составляет 80 масс.% или меньше.
[1] Компоненты
(1) Первая полиолефиновая смола
"Первая полиолефиновая смола" (ниже называемая просто "первым полиолефином") является гомополимером и/или сополимером олефина. В формованном изделии эта первая полиолефиновая смола содержится в непрерывной фазе (A) вместе со второй полиолефиновой смолой.
Олефин, из которого образован первый полиолефин, особо не ограничивается, его примеры включают этилен, пропилен, 1-бутен, 3-метил-1-бутен, 1-пентен, 3-метил-1-пентен, 4-метил-1-пентен, 1-гексен и 1-октен. Эти олефины могут использоваться по отдельности или в комбинации двух или более из них.
Частные примеры полиолефиновой смолы включают полиэтиленовую смолу, полипропиленовую смолу, поли-1-бутен, поли-1-гексен, поли-4-метил-1-пентен. Эти полимеры могут использоваться по отдельности или в комбинации двух или более из них. Таким образом, полиолефиновая смола может быть смесью вышеназванных полимеров.
Примеры полиэтиленовых смол включают гомополимер этилена и сополимер этилена и другого олефина. Примеры последнего включают сополимер этилена с 1-бутеном, сополимер этилена с 1-гексеном, сополимер этилена с 1-октеном и сополимер этилена с 4-метил-1-пентеном (при этом содержание этиленовых структурных звеньев составляет 50% или больше от всех структурных звеньев).
Примеры полипропиленовой смолы включают гомополимер пропилена и сополимер пропилена и другого олефина.
Примеры другого олефина, входящего в состав сополимера пропилена и другого олефина, включают различные олефины, упомянутые выше (за исключением пропилена). Из них предпочтительными являются, например, этилен и 1-бутен. Таким образом, сополимер пропилена и другого олефина предпочтительно является сополимером пропилена и этилена или сополимером пропилена и 1-бутена.
Сополимер пропилена и другого олефина может быть статистическим сополимером или блок-сополимером. Из них с точки зрения высокой ударопрочности предпочтителен блок-сополимер. В частности, предпочтителен пропилен-этиленовый блок-сополимер, содержащий этилен в качестве другого олефина. Этот пропилен-этиленовый блок-сополимер представляет собой блок-сополимерный полипропилен, содержащий этиленовый блок в качестве дисперсной фазы. Более точно, пропилен-этиленовый блок-сополимер является полипропиленовой смолой, содержащей непрерывную фазу, состоящую из гомополипропилена, и дисперсную фазу, находящуюся в непрерывной фазе и содержащую полиэтилен. Такой блок-сополимерный полипропилен с этиленовым блоком в качестве дисперсной фазы называется также, например, ударопрочным сополимером, ударопрочным полипропиленовым сополимером, гетерофазным полипропиленом или гетерофазным блочным полипропиленом. Этот блок-сополимерный полипропилен является предпочтительным с точки зрения высокой ударопрочности.
Следует отметить, что содержание пропиленовых звеньев в сополимере пропилена и другого олефина составляет 50% или больше от всех структурных звеньев.
Среднечисленная молекулярная масса второй полиолефиновой смолы особо не ограничивается и может составлять, например, 10000 или больше (обычно не более 500000), но предпочтительно он составляет 100000 или больше, но не более 450000, более предпочтительно 200000 или больше, но не более 400000.
Например, когда среднечисленная молекулярная масса второй полиолефиновой смолы, которая будет описана позднее, составляет 300000 или больше, среднечисленная молекулярная масса первой полиолефиновой смолы может составлять 150000 или больше, но меньше 300000. Когда среднечисленная молекулярная масса второй полиолефиновой смолы составляет 350000 или больше, среднечисленная молекулярная масса первой полиолефиновой смолы может составлять 150000 или больше, но меньше 350000.
Следует отметить, что среднечисленная молекулярная масса первой полиолефиновой смолы определяен методом гель-проникающей хроматографии (ГПХ) на основе полистирольных стандартов. Когда первая полиолефиновая смола, использующаяся в настоящем изобретении, является гомополимером, указанные выше численные диапазоны среднечисленной молекулярной массы можно рассматривать соответственно как численные диапазоны средневесовой молекулярной массы.
Первая полиолефиновая смола представляет собой полиолефин, который не имеет сродства к полиамидной смоле, которая будет описана позднее, и она не содержит также реакционноспособных групп, способных реагировать с полиамидной смолой. В этом отношении первая полиолефиновая смола отличается от олефинового компонента в качестве модифицированного эластомера, который будет описан позднее.
(1) Вторая полиолефиновая смола
"Вторая полиолефиновая смола" (ниже называемая просто "вторым полиолефином") является гомополимером и/или сополимером олефина. В формованном изделии эта вторая полиолефиновая смола содержится в непрерывной фазе (A) вместе с первой полиолефиновой смолой.
Олефин, из которого образован второй полиолефин, особо не ограничивается, и его примеры включают олефины, упоминавшиеся выше в связи с первым полиолефином.
Первый полиолефин и второй полиолефин могут быть одной и той же смолой или разными смолами.
Когда первый полиолефин и второй полиолефин являются разными смолами, например, один из первого полиолефина и второго полиолефина является блок-сополимерной полиолефиновой смолой (например, блок-сополимерная полипропиленовая смола), содержащей этиленовый блок в качестве дисперсной фазы, а другой не является блок-сополимерной полиолефиновой смолой.
В этом случае с точки зрения ударопрочности предпочтительно, чтобы первый полиолефин был блок-сополимерной полипропиленовой смолой, содержащей этиленовый блок в качестве дисперсной фазы, а второй полиолефин не был блок-сополимерной полиолефиновой смолой. Далее, полиолефиновая смола, не являющаяся блок-сополимерной полиолефиновой смолой, предпочтительно представляет собой гомополипропилен.
Следует отметить, что полиолефиновая смола, не являющаяся блок-сополимерной, означает в настоящем документе сополимерную полиолефиновую смолу, не содержащую этиленовый блок в качестве дисперсной фазы. Таким образом, в настоящем описании блок-сополимерная полиолефиновая смола, не содержащая этиленовый блок в качестве дисперсной фазы, включена в понятие полиолефиновой смолы, не являющейся блок-сополимерной.
В вышеописанном случае, когда первый полиолефин является блок-сополимерной полипропиленовой смолой, содержащей этиленовый блок в качестве дисперсной фазы, а второй полиолефин не является блок-сополимерной полипропиленовой смолой, формованное изделие имеет непрерывную фазу (A'), образованную из первой полипропиленовой смолы и второй полипропиленовой смолы, дисперсную фазу (B), диспергированную в непрерывной фазе (A') и содержащую полиамидную смолу и модифицированный эластомер, и дисперсную фазу (B'), состоящую из этиленового блока как компонента первой полипропиленовой смолы. Кроме того, по меньшей мере часть этиленового блока агрегирована на границе раздела между непрерывной фазой (A') и дисперсной фазой (B). Это позволяет получить термопластичную смоляную композицию и формованное изделие, имеющие особенно хорошую ударопрочность.
Среднечисленная молекулярная масса второй полиолефиновой смолы особо не ограничивается и моет составлять, например, 10000 или больше (обычно не более 700000), но предпочтительно от составляет 100000 или больше, более предпочтительно 200000 или more.
Следует отметить, что среднечисленная молекулярная масса второй полиолефиновой смолы определяется по гель-проникающей хроматографии (ГПХ) на основе полистирольных стандартов. Когда вторая полиолефиновая смола, использующая в настоящем изобретении, является гомополимером, приведенные выше численные диапазоны среднечисленной молекулярной массы можно соответственно рассматривать как численные диапазоны средневесовой молекулярной массы.
Когда полиамид, который будет описываться позднее, является полиамидом 6, среднечисленная молекулярная масса второй полиолефиновой смолы может составлять 300000 или больше (обычно не выше 700000), но предпочтительно он составляет 310000 или больше, более предпочтительно 350000 или больше, еще более предпочтительно 370000 или больше, еще более предпочтительно 400000 или больше, особенно предпочтительно 450000 или больше, еще более предпочтительно 470000 или больше, и еще более предпочтительно 500000 или больше.
В этом случае формованное изделие может иметь улучшенную ударопрочность при сохранении модуля упругости при растяжении первой полиолефиновой смолы.
Следует отметить, что верхний предел среднечисленной молекулярной массы может составлять, например, 700000 или меньше, как описано выше, но он также может составлять 650000 или меньше, а также 600000 или меньше.
Индекс текучести расплава (MFR, от melt flow rate) второй полиолефиновой смолы особо не ограничивается. Молекулярная масса (в том числе среднечисленная молекулярная масса) полиолефиновой смолы обычно пропорционально связана с MFR. MFR второй полиолефиновой смолы предпочтительно составляет, например, 25 г/10мин или меньше. Нижний предел MFR особо не ограничивается, но он может составлять, например, 1 г/10мин или больше. MFR предпочтительно составляет 22 г/10мин или меньше, более предпочтительно 19 г/10мин или меньше, еще более предпочтительно 16 г/10мин или меньше, еще более предпочтительно 13 г/10мин или меньше, особенно предпочтительно 10 г/10мин или меньше, еще более предпочтительно 9 г/10мин или меньше и еще более предпочтительно 8 г/10мин или меньше.
MFR второй полиолефиновой смолы измеряют в соответствии со стандартом JIS K 7210 в условиях температуры 230°C и нагрузки 21,18 Н (2,16 кгс).
Следует отметить, что вторая полиолефиновая смола представляет собой полиолефин, который не имеет сродства к полиамидной смоле, которая будет описана позднее, и что она не содержит также реакционноспособных групп, способных реагировать с полиамидной смолой. В этом отношении вторая полиолефиновая смола отличается от олефинового компонента в качестве модифицированного эластомера, который будет описан позднее.
(2) Полиамидная смола
"Полиамидная смола" представляет собой полимер, скелетная цепь которого образована посредством полимеризации множества мономеров через амидные связи (-NH-CO-). В формованном изделии эта полиамидная смола содержится в дисперсной фазе (B) вместе с модифицированным эластомером.
Примеры мономеров, из которых образована полиамидная смола, включают аминокислоты, такие как 6-аминокапроновая кислота, 11-аминоундекановая кислота, 12-аминододекановая кислота и пара-аминометилбензойная кислота, и лактамы, такие как ε-капролактам, ундеканлактам и ω-лауриллактам. Эти олефины можно использовать по отдельности или в комбинации двух или более из них.
Далее, полиамидная смола может быть получена посредством сополимеризации диамина и дикарбоновой кислоты. В этом случае примеры диамина в качестве мономера включают: алифатические диамины, такие как этилендиамин, 1,3-диаминопропан, 1,4-диаминобутан, 1,6-диаминогексан, 1,7-диаминогептан, 1,8-диаминооктан, 1,9-диаминононан, 1,10-диаминодекан, 1,11-диаминоундекан, 1,12-диаминододекан, 1,13-диаминотридекан, 1,14-диаминотетрадекан, 1,15-диаминопентадекан, 1,16-диаминогексадекан, 1,17-диаминогептадекан, 1,18-диаминооктадекан, 1,19-диаминононадекан, 1-20-диаминоэйкозан, 2-метил-1,5-диаминопентан и 2-метил-1,8-диаминооктан; алициклические диамины, такие как циклогександиамин и бис-(4-аминоциклогексил)метан; а также ароматические диамины, такие как ксилилендиамины (например, п-фенилендиамин и м-фенилендиамин). Эти олефины могут использоваться по отдельности или в комбинации двух или более из них.
Примеры дикарбоновой кислоты в качестве мономера включают: алифатические дикарбоновые кислоты, такие как щавелевая кислота, малоновая кислота, янтарная кислота, глутаровая кислота, адипиновая кислота, пимелиновая кислота, субериновая кислота, азелаиновая кислота, себациновая кислота, ундекандикарбоновая кислота, додекандикарбоновая кислота, брассиловая кислота, тетрадекандикарбоновая кислота, пентандекандикарбоновая кислота и октадекандткарбоновая кислота; алициклические дикарбоновые кислоты, такие как циклогександикарбоновая кислота; и ароматические дикарбоновые кислоты, такие как фталевая кислота, терефталевая кислота, изофталевая кислота и нафталиндикарбоновая кислота. Эти олефины могут использоваться по отдельности или в комбинации двух или более из них.
Частные примеры полиамидной смолы включают полиамид 6, полиамид 66, полиамид 11, полиамид 610, полиамид 612, полиамид 614, полиамид 12, полиамид 6T, полиамид 6I, полиамид 9T, полиамид M5T, полиамид 1010, полиамид 1012, полиамид 10T, полиамид MXD6, полиамид 6T/66, полиамид 6T/6I, полиамид 6T/6I/66, полиамид 6T/2M-5T и полиамид 9T/2M-8T. Эти полиамиды могут использоваться по отдельности или в комбинации двух или более из них.
В настоящем изобретении среди вышеупомянутых различных полиамидных смол можно использовать полиамидные смолы растительного происхождения. Полиамидные смолы растительного происхождения предпочтительны с точки зрения защиты окружающей среды (в частности, с точки зрения углеродной нейтральности), так как в этих смолах содержатся мономеры, полученные из растительных компонентов, таких как растительные масла.
Примеры полиамидных смол растительного происхождения включают полиамид 11 (ниже также обозначаемый просто "PA11"), полиамид 610 (ниже также обозначаемый просто "PA610"), полиамид 612 (ниже также обозначаемый просто "PA612"), полиамид 614 (ниже также обозначаемый просто "PA614"), полиамид 1010 (ниже также обозначаемый просто "PA1010"), полиамид 1012 (ниже также обозначаемый просто "PA1012"), и полиамид 10T (ниже также обозначаемый просто "PA10T"). Эти олефины могут использоваться по отдельности или в комбинации двух или более из них.
Из вышеупомянутых полиамидных смол PA11 имеет структуру, в которой мономеры, содержащие 11 атомов углерода, соединены амидными связями. PA11 можно получить, используя аминоундекановую кислоту, полученную из касторового масла в качестве мономера. Содержание структурных звеньев мономера, содержащего 11 атомов углерода, в PA11 предпочтительно составляет 50% или больше или может составлять 100% всех структурных звеньев PA11.
PA610 имеет структуру, в которой мономеры, содержащие 6 атомов углерода, и мономеры, содержащие 10 атомов углерода, соединены амидными связями. PA610 можно получить, используя в качестве мономера себациновую кислоту, полученную из касторового масла. Полное содержание структурных звеньев мономера, содержащего 6 атомов углерода, и структурных звеньев мономера, содержащего 10 атомов углерода, в PA610 предпочтительно составляет 50% или больше или может составлять 100% от всех структурных звеньев PA610.
PA1010 имеет структуру, в которой сополимеризованы диамин, содержащий 10 атомов углерода, и дикарбоновая кислота, содержащая 10 атомов углерода. PA1010 можно получить, используя в качестве сомономеров 1,10-декандиамин (декаметилендиамин) и себациновую кислоту, полученные из касторового масла. Полное содержание структурных звеньев диамина, содержащего 10 атомов углерода, и структурных звеньев дикарбоновой кислоты, содержащей 10 атомов углерода, в PA1010 предпочтительно составляет 50% или больше или может составлять 100% всех структурных звеньев PA1010.
PA614 имеет структуру, в которой мономер, содержащий 6 атомов углерода, и мономер, содержащий 14 атомов углерода, соединены амидными связями. PA614 можно получить, используя в качестве мономера дикарбоновую кислоту растительного происхождения, содержащую 14 атомов углерода. Полное содержание структурных звеньев мономера, содержащего 6 атомов углерода, и структурных звеньев мономера, содержащего 14 атомов углерода, в PA614 предпочтительно составляет 50% или больше, но может составлять 100% всех структурных звеньев PA614.
PA10T имеет структуру, в которой диамин, содержащий 10 атомов углерода, и терефталевая кислота соединены амидными связями. PA10T можно получить, используя в качестве мономера 1,10-декандиамин (декаметилендиамин), полученный из касторового масла. Полное содержание структурных звеньев диамина, содержащего 10 атомов углерода, и структурных звеньев терефталевой кислоты в PA10T предпочтительно составляет 50% или больше или может составлять 100% всех структурных звеньев PA10T.
Из пяти рассмотренных выше полиамидных смол растительного происхождения PA11 превосходит четыре другие полиамидные смолы растительного происхождения в отношении низкой водопоглотительной способности, низкого удельного веса и высокого содержания биомассы.
Полиамид 610 хуже, чем PA11 в отношении скорости поглощения воды, химической стойкости и ударной вязкости, но имеет отличную термостойкость (температура плавления) и жесткость (прочность). Кроме того, полиамид 610 имеет более низкую водопоглотительную способность и превосходит полиамид 6 или полиамид 66 с точки зрения стабильности размеров, поэтому он может использоваться как альтернатива полиамиду 6 или полиамиду 66.
Полиамид 1010 превосходит PA11 в отношении термостойкости и жесткости. Кроме того, доля биомассы в полиамиде 1010 сравнима с PA11, поэтому полиамид 1010 можно использовать для деталей, требующих повышенной долговечности.
Полиамид 10T содержит ароматическое кольцо в своем молекулярном каркасе, поэтому он имеет более высокую температуру плавления и более высокую жесткость, чем полиамид 1010. Поэтому полиамид 10T можно использовать в жестких внешних условиях (в деталях, которые должны быть термостойкими, или в деталях, к которым прикладываются усилия).
В настоящем изобретении из различных описанных выше полиамидных смол можно использовать полиамид 6.
В этом случае вполне можно сохранить модуль упругости при растяжении, обеспечиваемый первой полиолефиновой смолой, и формованное изделие может иметь улучшенную ударопрочность. Далее, по сравнению со случаем, когда используется другой полиамид, такой как вышеописанный полиамид 11, формованное изделие может достичь сравнимой или более высокой эффективности (в частности, модуль упругости при растяжении), даже при относительно меньшем содержании полиамида, что выгодно с точки зрения расходов.
(4) Модифицированный эластомер
"Модифицированный эластомер" представляет собой эластомер, содержащий реакционноспособную группу, которая реагирует с полиамидной смолой. Таким образом, модифицированный эластомер является эластомером, в котором имеется реакционноспособная группа, которая может реагировать с полиамидной смолой. В формованном изделии этот модифицированный эластомер содержится в дисперсной фазе (B) вместе с полиамидной смолой.
Модифицированный эластомер предпочтительно является компонентом, имеющим сродство ко второй полиолефиновой смоле. Более точно, модифицированный эластомер предпочтительно является компонентом, оказывающим компатибилизирующий эффект на полиамидную смолу и вторую полиолефиновую смолу. Другими словами, модифицированный эластомер предпочтительно является компатибилизатором для полиамидной смолы и второй полиолефиновой смолы.
Эластомер (т.е., скелетная смола, образующая скелет модифицированного эластомера) является термопластичным эластомером на основе олефина, содержащего в качестве скелета сополимер этилена или пропилена с α-олефином, содержащим от 3 до 8 атомов углерода (т.е., сополимер этилен и α-олефина, содержащего от 3 до 8 атомов углерода, или сополимер пропилена и α-олефина, содержащего от 4 до 8 атомов углерода), или термопластичным эластомером на основе стирола, содержащим стирольный скелет. Эти эластомеры могут использоваться по отдельности или в комбинации двух или более из них.
Примеры α-олефина, содержащего от 3 до 8 атомов углерода, включают пропилен, 1-бутен, 3-метил-1-бутен, 1-пентен, 3-метил-1-пентен, 4-метил-1-пентен, 1-гексен и 1-октен.
Примеры сополимера этилена и α-олефина, содержащего от 3 до 8 атомов углерода, включают сополимер этилена с пропиленом (EPR), сополимер этилена с 1-бутеном (EBR), сополимер этилена с 1-пентеном и сополимер этилена с 1-октеном (EOR).
Примеры сополимера пропилена и α-олефина, содержащего от 4 до 8 атомов углерода, включают сополимер пропилена с 1-бутеном (PBR), сополимер пропилена с 1-пентеном и сополимер пропилена с 1-октеном (POR). Эти олефины могут использоваться по отдельности или в комбинации двух или более из них.
Примеры термопластичного эластомера на основе стирола включают блок-сополимер соединения на основе стирола и сопряженного диена, а также их гидрированный продукт.
Примеры соединения на основ стирола включают стирол, алкилстиролы, такие как α-метилстирол, п-метилстирол и п-трет-бутилстирол, п-метоксистирол и винилнафталин. Эти олефины могут использоваться по отдельности или в комбинации двух или более из них.
Примеры сопряженных диенов включают бутадиен, изопрен, пиперилен, метилпентадиен, фенилбутадиен, 3,4-диметил-1,3-гексадиен и 4,5-диэтил-1,3-октадиен. Эти олефины могут использоваться по отдельности или в комбинации двух или более из них.
Частные примеры термопластичного эластомера на основе стирола включают сополимер стирол-бутадиен-стирол (SBS), сополимер стирол-изопрен-стирол (SIS), сополимер стирол-этилен/бутилен-стирол (SEBS) и сополимер стирол-этилен/пропилен-стирол (SEPS). Эти олефины могут использоваться по отдельности или в комбинации двух или более из них. Из них предпочтительным является SEBS.
Примеры реакционноспособной группы, которая реагирует с полиамидной смолой (реакционноспособная группа, приданная эластомеру), включают ангидридную группу (-CO-O-OC-), карбоксильную группу (-COOH), эпокси-группу {-C2O (трехчленная кольцевая структура, состоящая из двух атомов углерода и одного атома кислорода)}, оксазолиновую группу (-C3H4NO) и изоцианатную группу (-NCO). Эти реакционноспособные группы могут быть приданы по одиночке или в комбинации двух или более из них.
Следует отметить, что степень модификации модифицированного эластомера не ограничена, необходимо только, чтобы модифицированный эластомер имел одну или более реакционноспособных групп на молекулу. Далее, модифицированный эластомер предпочтительно имеет 1 или больше, но не более 50 реакционноспособных групп, более предпочтительно 3 или больше, но не более 30 реакционноспособных групп, особенно предпочтительно 5 или больше, но не более 20 реакционноспособных групп на молекулу.
Примеры модифицированного эластомера включают: полимер, содержащий любой мономер, способный ввести реакционноспособную группу, в качестве исходного мономера (модифицированный эластомер, полученный полимеризацией с использованием мономеров, способных вводить реакционноспособные группы, в качестве части исходных мономеров); продукт окислительной деструкции полимера, содержащего скелетную смолу (модифицированный эластомер, содержащий реакционноспособную группу, образованную посредством окислительной деструкции); и привитой полимер, полученный графт-полимеризацией с прививкой органической кислоты на скелетную смолу (модифицированный эластомер, содержащий реакционноспособную группу, введенную графт-полимеризацией органической кислоты). Эти олефины могут использоваться по отдельности или в комбинации двух или более из них.
Примеры мономера, способного вводить реакционноспособную группу, включают мономер, содержащий полимеризующуюся ненасыщенную связь и ангидридную группу, мономер, содержащий полимеризующуюся ненасыщенную связь и карбоксильную группу, и мономер, содержащий полимеризующуюся ненасыщенную связь и эпокси-группу.
Частные примеры мономера, способного вводить реакционноспособную группу, включают: ангидриды, такие как малеиновый ангидрид, итаконовый ангидрид, янтарный ангидрид, глутаровый ангидрид, адипиновый ангидрид, цитраконовый ангидрид, тетрагидрофталевый ангидрид и бутенилянтарный ангидрид, а также карбоновые кислоты, такие как малеиновая кислота, итаконовая кислота, фумаровая кислота, акриловая кислота и метакриловая кислота. Эти мономеры могут использоваться по отдельности или в комбинации двух или более из них. Из этих соединений предпочтительны ангидриды, более предпочтительны малеиновый ангидрид и итаконовый ангидрид и особенно предпочтителен малеиновый ангидрид.
Молекулярная масса модифицированного эластомера особенно не ограничивается, но среднечисленная молекулярная масса модифицированного эластомера предпочтительно составляет от 10000 или выше, но не более 500000, более предпочтительно 35000 или выше, но не более 500000, особенно предпочтительно 35000 или выше, но не более 300000. Следует отметить, что средневесовая молекулярная масса измерена по ГПХ (на основе полистирольных стандартов).
(5) Другие компоненты
Кроме первой полиолефиновой смолы, второй полиолефиновой смолы, полиамидной смолы и модифицированного эластомера, формованное изделие может содержать и другие компоненты, такие как другая термопластичная смола, огнезащитное средство, вспомогательная добавка в огнезащитное средство, наполнитель, красящее вещество, противомикробное средство и антистатик. Эти олефины могут использоваться по отдельности или в комбинации двух или более из них.
Примеры другой термопластичной смолы включают смолы на основе сложного полиэфира (полибутилентерефталат, полиэтилентерефталат, поликарбонат, полибутиленсукцинат, полиэтиленсукцинат и полимолочная кислота). Эти олефины могут использоваться по отдельности или в комбинации двух или более из них.
Примеры огнезащитного средства включают антипирены на основе галогенов (галогенированные ароматические соединения), антипирены на основе фосфора (например, азотсодержащие фосфатные соединения и сложные эфиры фосфорной кислоты), антипирены на основе азота (например, гуанидин, триазин, меламин и их производные), неорганические антипирены (например, гидроксиды металлов), антипирены на основе бора, антипирены на основе силикона, антипирены на основе серы и антипирены на основе красного фосфора. Эти олефины могут использоваться по отдельности или в комбинации двух или более из них.
Примеры добавок в огнезащитное средство включают различные соединения сурьмы, соединения металлов, содержащие цинк, соединения металлов, содержащие висмут, гидроксид магния и глинистые силикаты. Эти олефины могут использоваться по отдельности или в комбинации двух или более из них.
Примеры наполнителя включают: стеклянные компоненты (например, стекловолокна, стеклянные шарики и стеклянные чешуйки); оксид кремния; неорганические волокна (стекловолокна, алюмоксидные волокна и углеродные волокна), графит, силикатные соединения (например, силикат кальция, силикат алюминия, каолин, тальк и глина), оксиды металлов (например, оксид железа, оксид титана, оксид цинка, оксид сурьмы и оксид алюминия), карбонаты и сульфаты металлов, таких как кальций, магний и цинк, и органические волокна (например, ароматические полиэфирные волокна, ароматические полиамидные волокна, фторполимерные волокна, полиимидные волокна и растительные волокна). Эти олефины могут использоваться по отдельности или в комбинации двух или более из них.
Примеры красящих веществ включают пигменты и красители. Эти олефины могут использоваться по отдельности или в комбинации двух или более из них.
(6) Фазовая структура
В формованном изделии первая полиолефиновая смола и вторая полиолефиновая смола образуют непрерывную фазу (A). Далее, полиамидная смола и модифицированный эластомер образуют дисперсную фазу (B). Дисперсная фаза (B) диспергирована в непрерывной фазе (A). Эту фазовую структуру можно получить посредством формования термопластичной смолы, представляющей собой смесь первой полиолефиновой смолы и ударопрочной смолы, содержащей вторую полиолефиновую смолу, полиамидную смолу и модифицированный эластомер.
Далее, в формованном изделии полиамидная смола, образующая дисперсную фазу (B), которая состоит из полиамидной смолы и модифицированного эластомера, образует непрерывную фазу (B1) в дисперсной фазе (B), и по меньшей мере модифицированный эластомер вне полиамидной смолы и модифицированный эластомер могут образовать тонкодисперсную фазу (B2) в дисперсной фазе (B). При наличии такой многофазной структуры, в которой в дисперсной фазе (B) дополнительно содержится тонкодисперсная фаза (B2), формованное изделие сожжет иметь еще лучшую ударопрочность.
Далее, в формованном изделии, когда первая полиолефиновая смола является блок-сополимерной полиолефиновой смолой, содержащей этиленовый блок в качестве дисперсной фазы, по меньшей мере часть этиленового блока как компонента блок-сополимерной полиолефиновой смолы может агрегировать на межфазной границе между непрерывной фазой (A) и дисперсной фазой (B). Аналогично, при наличии такой фазовой структуры формованное изделие может иметь улучшенную ударопрочность.
Размер дисперсной фазы (B), содержащейся в непрерывной фазе (A) формованного изделия, особо не ограничивается, но предпочтительно средний диаметр (средний диаметр частиц) дисперсной фазы (B) не превышает 10000 нм, более предпочтительно он составляет 50 нм или больше, но не более 8000 нм, еще более предпочтительно 100 нм или больше, но не более 4000 нм. Средний диаметр дисперсной фазы (B) является средним значением (нм) максимальных длин 50 частиц дисперсной фазы (B), случайным образом выбранных на снимке, полученном в электронный микроскоп.
Размер тонкодисперсной фазы (B2), содержащейся в дисперсной фазе (B) формованного изделия, особо не ограничивается, но средний диаметр (средний диаметр частиц) тонкодисперсной фазы (B2) предпочтительно составляет 5 нм или больше, но не более 1000 нм, более предпочтительно 5 нм или больше, но не более 600 нм, еще более предпочтительно 10 нм или больше, но не более 400 нм, особенно предпочтительно 15 нм или больше, но не более 350 нм. Средний диаметр тонкодисперсной фазы (B2) является средним значением (нм) максимальных длин 100 частиц дисперсной фазы (B2), случайным образом выбранных на снимке, полученном в электронный микроскоп
(7) Соотношение между компонентами смеси
Если принять полное количество непрерывной фазы (A) и дисперсной фазы (B) в формованном изделии за 100 масс.%, содержание дисперсной фазы (B) составляет 70 масс.% или меньше. Более точно, если обозначить количество первой полиолефиновой смолы как WA, полное количество полиамидной смолы и модифицированного эластомера как WB, и сумму WA и WB принять за 100 масс.%, доля WB обычно составляет 70 масс.% или меньше. При доле WB в пределах вышеуказанного диапазона можно достичь отличной ударопрочности и отличного баланса между жесткостью и формуемость. Эта доля предпочтительно составляет 0,5 масс.% или больше, но не более 50 масс.%, более предпочтительно 2 масс.% или больше, но не более 45 масс.%
Содержание каждой из первой полиолефиновой смолы и второй полиолефиновой смолы особо не ограничивается, но если принять полное количество первой полиолефиновой смолы и второй полиолефиновой смолы за 100 масс.%, содержание второй полиолефиновой смолы составляет 80 масс.% или меньше. Далее, содержание второй полиолефиновой смолы может составлять 1 масс.% или более, но не больше 70масс.%, а также 1 масс.% или более, но не больше 60 масс.%, а также 3 масс.% или более, но не больше 40 масс.%, а также 5 масс.% или более, но не больше 30 масс.%, а также 10 масс.% или более, но не больше 25 масс.%.
Кроме того, если принять полное количество полиамидной смолы и модифицированного эластомера за 100 масс.%, содержание полиамидной смолы может составлять 10 масс.% или более, но не больше 80 масс.%. При содержание полиамидной смолы в вышеуказанном диапазоне формованное изделие может иметь отличные ударопрочные характеристики и отличную жесткость. Содержание полиамидной смолы предпочтительно составляет 12 масс.% или больше, но не более 78 масс.%, более предпочтительно 14 масс.% или больше, но не более 75 масс.%, еще более предпочтительно 25 масс.% или больше, но не более 73 масс.%, еще более предпочтительно 30 масс.% или больше, но не более 71 масс.%, особенно предпочтительно 34 масс.% или больше, но не более 68 масс.%, более предпочтительно 40 масс.% или больше, но не более 64 масс.%. Когда содержание полиамидной смолы находится в вышеуказанном диапазоне, полиамидная смола и модифицированный эластомер можно диспергировать в виде более мелких частиц дисперсной фазы (B) в непрерывной фазе (A). Кроме того, можно снизить количество используемой полиамидной смолы, которая имеет высокий удельный вес, чтобы уменьшить удельный вес формованного изделия. Это позволяет получить формованное изделие, имеющее отличную ударопрочность и жесткость при легком весе.
Далее, поскольку содержание полиамидной смолы можно снизить, вполне сохраняя при этом указанные механические характеристики, формованное изделие может иметь нейтральный внешний вид с низким блеском поверхности. Таким образом, термопластичную смоляную композицию и формованное изделие можно наносить на наружные и внутренние материалы, которые распознаются визуально, что предлагает высокую свободу выбора конструктивных решений
Когда полиамид является полиамидом 6, то если принять полное количество полиамидной смолы и модифицированного эластомера за 100 масс.%, содержание полиамидной смолы может составлять 10 масс.% или больше, но не более 80 масс.%, но предпочтительно оно составляет 12 масс.% или больше, но не более 68 масс.%, более предпочтительно 14 масс.% или больше, но не более 65 масс.%, еще более предпочтительно 16 масс.% или больше, но не более 63 масс.%, еще более предпочтительно 18 масс.% или больше, но не более 61 масс.%, особенно предпочтительно 20 масс.% или больше, но не более 58 масс.%, еще более предпочтительно 25 масс.% или больше, но не более 54 масс.%.
Когда содержание полиамидной смолы находится в вышеуказанном диапазоне, формованное изделие может иметь отличную ударопрочность и отличную жесткость. Кроме того, полиамидная смола и модифицированный эластомер могут быть диспергированы в виде более мелких частиц дисперсной фазы (B) в непрерывной фазе (A). Далее, можно снизить количество используемой полиамидной смолы, которая имеет высокий удельный вес, чтобы уменьшить удельный вес формованного изделия. Это позволяет получить формованное изделие, имеющие отличную ударопрочность и жесткость, при легком весе.
Далее, вполне можно сохранить модуль упругости при растяжении, обеспечиваемый первой полиолефиновой смолой, и формованное изделие может иметь улучшенную ударопрочность. Далее, по сравнению со случаем, когда используется другой полиамид, такой как вышеописанный полиамид 11, формованное изделие может достичь отличной ударопрочности при сохранении модуля упругости при растяжении, обеспечиваемого первой полиолефиновой смолой, даже если содержание полиамида относительно меньше.
Если принять полное количество первой полиолефиновой смолы, второй полиолефиновой смолы, полиамидной смолы и модифицированного эластомера за 100 масс.%, содержание полиамидной смолы может составлять 0,5 масс.% или больше, но не более 30 масс.%. Содержание полиамидной смолы предпочтительно составляет 1 масс.% или больше, но не более 22 масс.%, более предпочтительно 2 масс.% или больше, но не более 15 масс.%.
Если принять полное количество первой полиолефиновой смолы, второй полиолефиновой смолы, полиамидной смолы и модифицированного эластомера за 100 масс.%, содержание модифицированного эластомера 0,5 масс.% или более, но не больше 30 масс.%. Когда содержание модифицированного эластомера находится в вышеуказанном диапазоне, формованное изделие может иметь отличные ударопрочные характеристики и отличную жесткость. Содержание модифицированного эластомера предпочтительно составляет 2 масс.% или больше, но не более 65 масс.%, более предпочтительно 3 масс.% или больше, но не более 60 масс.%, еще более предпочтительно 5 масс.% или больше, но не более 55 масс.%, еще более предпочтительно 7 масс.% или больше, но не более 50 масс.%, особенно предпочтительно 13 масс.% или больше, но не более 47 масс.%, еще более предпочтительно 17 масс.% или больше, но не более 45 масс.%. Содержание полиамидной смолы предпочтительно составляет 1 масс.% или более, но не больше 22 масс.%, более предпочтительно 2 масс.% или более, но не больше 15 масс.%.
Удельный вес формованного изделия особо не ограничивается, но обычно он может составлять 1,05 или меньше. Когда формованное изделие имеет содержание полиамида 1 масс.% или больше, но не более 40 масс.%, содержание пропиленовой смолы 50 масс.% или больше, но не более 75 масс.%, и содержание модифицированного малеиновым ангидридом термопластичного эластомера на основе олефина 5 масс.% или больше, но не более 30 масс.%, удельный вес может, в частности, быть больше или равным 0,89, но не более 1,05, более конкретно больше или равным 0,92, но не более 0,98. Таким образом, даже имея удельный вес, эквивалентный удельному весу полиэтиленовой смолы и полипропиленовой смолы, формованное изделие может демонстрировать лучшие ударопрочность и жесткость, чем эти смолы.
(8) Типы формованных изделий
Форма, размер, толщина, и т.д. формованного изделия особо не ограничиваются, особо не ограничиваются также области применения формованного изделия.
Формованное изделие используется в различных продуктах для применения в транспортных средствах, таких как автомобили, железнодорожный транспорт (обычный железнодорожный транспорт), в фюзеляжах самолетов (обычные фюзеляжи), лодках и кораблях/корпусах судна (обычные корпуса) и велосипедах (обычные велосипеды).
Из них примеры изделий для использования в автомобилях включают наружные детали, внутренние детали, детали двигателя и электрические компоненты. Конкретные примеры наружных деталей для автомобилей включают продольные брусья крыши кузова, крылья, подкрылки, декоративную отделку, бамперы, дверные панели, панели крыши, панели капота, крышки багажника, крышки заливной горловины топливного бака, стойки для наружного зеркала заднего вида, спойлеры, жалюзи капота, декоративные колпаки колес, колпаки ступицы колеса, каркасные крышки брызговиков, ободки фары, дверные ручки (нажимные ручки), молдинги дверей, задние накладки, дворники,зашита картера двигателя, зашита дна, боковой нижний молдинг, жалюзи в капоте, обтекатели (мотоциклы).
Примеры внутренних деталей автомобиля включают: детали отделки, такие как базовые материалы отделки дверей (передней правой, передней левой, задней), карманы, подлокотники, основания переключателей, декоративные панели, отделочные панели, EA-материалы, решетки для динамиков и базовые материалы для отделки боковины кузова; декоративная облицовка стойки кузова; декоративная облицовка (декоративная отделка) боковой стороны капота); детали сидений, такие как щитки, задние панели, динамические амортизаторы и периферийные части боковой подушки безопасности; детали приборной панели, такие как центральная панель, регистры, центральные коробки (двери), дверцы для перчаток, держатели стаканов и периферийные части подушек безопасности; центральный пульт управления; пульт управления над ветровым стеклом; солнцезащитные козырьки; элементы настила (багажное отделение) и днище; отделение для мелких вещей; крышки дополнительных верхних стоп-сигналов; крышки для топливной системы; боковая отделка сидений; скребки для очистки ног на подножке; плафоны освещения кабины; вспомогательные захваты; детали ремней безопасности; лопатки шибера; рычаги омывателя; ручки стеклоподъемника; поворотные кнопки стеклоподъемника и рычаги управления ближним светом.
Примеры деталей двигателя для автомобилей включают клеммы генератора переменного тока, разъемы генератора, регуляторы на интегральных схемах, потенциометрические основания для регуляторов мощности освещения, клапаны для выхлопных газов, топливные трубы, трубы охлаждения, трубы тормозной магистрали, трубки стеклоочистителей, выхлопные трубы, впускные трубы, шланги, трубки, насадки всасывающего патрубка, впускные коллекторы, топливные насосы, соединения водяного охлаждения двигателя, основные корпуса карбюратора, прокладки карбюратора, датчики выхлопных газов, датчики охлаждающей воды, датчики температуры масла, датчики износа тормозных колодок, датчики положения дроссельной заслонки, датчики положения коленвала, термоанемометры, датчики износа тормозных колодок, тормозные поршни, катушки соленоидов, масляные фильтры для двигателей, кожух зажигания и рычаги управления крутящим моментом.
Примеры электрических деталей для автомобилей включают периферийные детали батарей, термостаты кондиционера, клапаны управления потоком горячего воздуха, держатели щеток для мотора охлаждения радиатора, рабочие колеса водяного насоса, лопасти турбины, детали электродвигателя стеклоочистителя, распределители, переключатели стартера, реле стартера, монтажные жгуты трансмиссии, форсунки стеклоомывателя, панельные щиты переключателей кондиционера, обмотка электромагнитного клапана для топливной системы, различные разъемы, такие как разъемы монтажного жгута, SMJ-соединители (от Super Multiple Junction), разъемы печатных плат, разъемы уплотняющих колец двери и плавкие разъемы, клеммы клаксона, изолирующие пластины электрических компонентов, роторы шаговых двигателей, патроны ламп, отражатели для ламп, корпус фонаря, кожух воздухоочистителя, корпус фильтра и силовые цепи.
Кроме того, формованные изделия используются в качестве различных продуктов не только в транспортных средствах, указанных выше. Частные примеры этого включают в себя:
- промышленные материалы, такие как тросы, нетканые материалы фильерного способа, полировочные щетки, промышленные щетки, фильтры, транспортные контейнеры, лотки, транспортные тележки и другие материалы общего назначения;
- электронные компоненты, такие как разъемы, катушки, датчики, светодиодные лампы, розетки, резисторы, релейные шкафы, миниатюрные переключатели, катушки соленоидов, конденсаторы, корпуса конденсаторов переменной емкости, оптические датчики, резонаторы, различные соединительные щитки, трансформаторы, штепсели, печатные платы, тюнеры, громкоговорители, микрофоны, наушники, компактные моторы, компактные коробки передач, основания магнитной головки, блоки питания, полупроводники, жидкие кристаллы, каретки и подставки для дисководов для дискет, держатели щеток для двигателей, параболические антенны и компьютерные компоненты;
- электрические приборы, такие как генераторы мощности, электродвигатели, электрические трансформаторы, трансформаторы тока, регуляторы напряжения, выпрямители, инверторы, реле, силовые контакты, переключатели, прерыватели, рубильники, многополюсные стержни и шкафы для электрических деталей;
- корпуса промышленных роботов, корпуса роботов для ухода за больными и корпуса дронов (летающие объекты, управляемые с помощью дистанционного управления, летающие объекты, способные летать автономно);
- бытовая техника и офисное оборудование, такое как детали видеомагнитофона, детали телевизоров, утюги, фены для сушки волос, детали рисоварки, детали микроволновых печей, акустические детали, детали аудио- или лазерных дисков, детали для CD/DVD, детали осветительных приборов, детали холодильников, детали стиральных машин, детали кондиционеров, детали для пишущей машинки/текстового процессора, детали офисных компьютеров, ПК, игровых автоматов, разъемы для планшетов, мобильные телефоны, смартфоны, телефоны и относящиеся к ним детали, детали копировальных машин, чистящие/моющие устройства и детали двигателей;
- оптические и прецизионные инструменты, такие как камеры, часы, микроскопы, бинокли, телескопы и очки;
- предметы повседневного обихода и предметы домашнего обихода, такие как емкости для хранения (например, поддоны для еды, ящики для хранения, складские поддоны, "дипломаты", чемоданы, шлемы, бутылки для воды и бутылки), туалетные принадлежности, пишущие принадлежности, канцелярские принадлежности, электронные книги, инструменты для ухода за кожей, утварь, столовые приборы, орудия для стирки, орудия для чистки, вешалки для одежды, контейнеры для пищевых продуктов и крышки (например, крышки для стеклянных бутылок);
- предметы для развлечений, такие как игрушки;
- станки/машины общего назначения/детали машин, такие как корпуса и кожухи косилок, корпуса и кожухи механизированного инструмента и различные зажимы;
- спортивные товары, такие как струны для теннисных ракеток, лыжи/скиборды, защитные приспособления (бейсбол, футбол, автоспорт), обувь, подошва для обуви (подошва для ботинок, подошвы для спортивной обуви), а также инструменты для активного отдыха и альпинизма;
- предметы мебели, такие как шкафы для одежды, столы, стулья, ящики для обуви, кухонная утварь, товары для туалетных комнат и товары для ванных комнат;
- изделия, относящиеся к жилищному и гражданскому строительству, такие как внутренние и наружные стены/крыши, теплоизоляционные материалы, двери/детали дверей, детали, относящиеся к материалу окон, детали, относящиеся к материалу полов, сейсмоизоляционные/демпфирующие детали, жалюзи, водостоки, детали, связанные с водоснабжением и канализацией (детали, относящиеся к жизненно важным коммуникациям), автостоянки, детали газовой и энергосети ((детали, относящиеся к жизненно важным коммуникациям)), детали, относящиеся к гражданскому строительству, дорожные сигналы, дорожные знаки, столбы, дроги, ограждения (проволочная сетка) и оборудование для строительных работ;
- предметы медицинского назначения, такие как загубники, медицинское оборудование и емкости для лекарств;
- предметы одежды, такие как обувь, и
- предметы, связанные с сельским хозяйством, лесоводством и рыболовством, такие как машины, сельскохозяйственные орудия, цветочные горшки (вазоны), орудия лова, орудия, относящиеся к морской культуре, и орудия для лесной промышленности.
Другие примеры формованного изделия включают гранулы, сформированные в различные формы.
[2] Способ получения
Способ получения формованного изделия согласно настоящему изобретению является способом получения вышеописанного формованного изделия и включает этап приготовления исходного материала для формованного изделия и этап формования.
В соответствии с этим способом сначала получают необходимую ударопрочную смолу, и смесь ударопрочной смолы и первой полиолефиновой смолы формуют, что позволяет снизить тепловую нагрузку на первую полиолефиновую смолу. Более конкретно, формованное изделие можно получить, прикладывая тепловую нагрузку к первой полиолефиновой смоле только один раз во время формования, тогда как тепловые нагрузки полиамидной смолы, модифицированного эластомера и второй полиолефиновой смолы складываются пропорционально продолжительности смешения в расплаве. Таким способом получения можно также получить вышеуказанное формованное изделие, содержащее непрерывную фазу (A) и дисперсную фазу (B).
"Этап приготовления исходного материала для формованного изделия" представляет собой этап, на котором первую полиолефиновую смолу и ударопрочную смолу, полученную смешением в расплаве второй полиолефиновой смолы и продукта смешения в расплаве полиамидной смолы и модифицированного эластомера, перемешивают, получая исходный материал для формованного изделия.
В этом способе исходный материал для формованного изделия получают, получая сначала ударопрочную смолу и смешивая ударопрочную смолу с первой полиолефиновой смолой. Более точно, исходный материал для формованного изделия можно получить, например, посредством сухого смешения гранул, полученных из приготовленной заранее ударопрочной смолы, и гранул из первой полиолефиновой смолы.
Указанный выше "продукт смешения в расплаве" представляет собой термопластичную смоляную композицию, полученную смешением в расплаве полиамидной смолы и модифицированного эластомера. Примеры каждого из полиамидной смолы и модифицированного эластомера, которые могут использоваться на этом шаге, те же, какие приводились выше.
Продукт смешения в расплаве можно получить посредством смешения в расплаве полиамидной смолы и модифицированного эластомера таким образом, что если принять полное количество полиамидной смолы и модифицированного эластомера за 100 масс.%, доля полиамидной смолы в смеси составляет 10 масс.% или больше, но не более 80 масс.%. Это позволяет при смешении продукта смешения в расплаве и второй полиолефиновой смолы получить ударопрочную смолу, в которой полиамидная смола диспергирована во второй полиолефиновой смоле. Более конкретно, ударопрочная смола может иметь фазовую структуру, в которой образуется непрерывная фаза (C), содержащая вторую полиолефиновую смолу, и дисперсная фаза (B), содержащая полиамидную смолу и модифицированный эластомер, диспергированная в непрерывной фазе (C). Далее, можно получить многофазную структуру, в которой дисперсная фаза (B) включает непрерывную фазу (B1), содержащую полиамидную смолу, и тонкодисперсную фазу (B2), диспергированную в непрерывной фазе (B1) и содержащую модифицированный эластомер.
Содержание полиамидной смолы предпочтительно составляет 12 масс.% или больше, но не более 78 масс.%, более предпочтительно 14 масс.% или больше, но не более 75 масс.%, еще более предпочтительно 25 масс.% или больше, но не более 73 масс.%, еще более предпочтительно 30 масс.% или больше, но не более 71 масс.%, особенно предпочтительно 34 масс.% или больше, но не более 68 масс.% и еще более предпочтительно 40 масс.% или больше, но не более 64 масс.%. Когда доля полиамидной смолы находится в вышеуказанном диапазоне, можно получить ударопрочную смолу, в которой полиамидная смола диспергирована в виде более мелких частиц во второй полиолефиновой смоле.
Следует отметить, что с точки зрения получения ударопрочной смолы, обогащенной полиамидной смолой, содержание полиамидной смолы в которой составляет не меньше 50 масс.%, то если принять полное количество полиамидной смолы и модифицированного эластомера за 100 масс.%., содержание полиамидной смолы может составлять 50 масс.% или больше, но не более 80 масс.%.
Когда полиамид является полиамидом 6 и полное количество полиамидной смолы и модифицированного эластомера принято за 100 масс.%, доля полиамидной смолы в продукте смешения в расплаве может составлять 10 масс.% или больше, но не более 80 масс.%. Доля полиамидной смолы предпочтительно составляет 12 масс.% или больше, но не более 68 масс.%, более предпочтительно 14 масс.% или больше, но не более 65 масс.%, еще более предпочтительно 16 масс.% или больше, но не более 63 масс.%, еще более предпочтительно 18 масс.% или больше, но не более 61 масс.%, особенно предпочтительно 20 масс.% или больше, но не более 58 масс.%, более предпочтительно 25 масс.% или больше, но не более 54 масс.%. Когда доля полиамидной смолы находится в вышеуказанном диапазоне, можно получить ударопрочную смолу, в которой полиамидная смола диспергирована в виде более мелких частиц во второй полиолефиновой смоле.
Способ смешения, применяющийся для получения продукта смешения в расплаве, особо не ограничивается. Смешанный продукт можно получить, используя, например, такое месильное устройство, как экструдер (например, одношнековый экструдер или двухшнековый экструдер), глиномялка или мешалка (например, высокоскоростная мешалка, лопастная мешалка или ленточно-винтовая мешалка). Эти устройства могут использоваться по отдельности или в комбинации двух или более из них. Когда используется два или более устройств, они могут работать в непрерывном режиме или в периодическом режиме. Далее, можно перемешивать все компоненты продукта смешения в расплаве одновременно или их можно перемешивать посредством добавления в несколько порций (многоступенчатое добавление).
Температура смешения, при которой получают продукт смешения в расплаве, особо не ограничивается, если только смешение в расплаве можно осуществить, и температуру смешения можно подобрать соответствующим образом в зависимости от типа каждого компонента. Особенно предпочтительно, чтобы все смолы смешивались в расплавленном состоянии. Более конкретно, температура смешения может составлять от 190°C до 350°C, предпочтительно от 200°C до 330°C, более предпочтительно от 205°C до 310°C.
Вышеописанная ударопрочная смола представляет собой термопластичную смоляную композицию, полученную смешением в расплаве второй полиолефиновой смолы и вышеописанного продукта смешения в расплаве. Примеры второй полиолефиновой смолы, подходящей для использования на этом шаге, те же, что были приведены выше.
Ударопрочную смолу можно получить посредством смешения в расплаве второй полиолефиновой смолы и продукта смешения в расплаве в таком соотношении, чтобы, если принять полное количество второй полиолефиновой смолы и продукта смешения в расплаве за 100 масс.%, доля второй полиолефиновой смолы составляла 20 масс.% или более, но не больше 75 масс.%. Это позволяет диспергировать полиамидную смолу во второй полиолефиновой смоле. Более точно, ударопрочная смола может иметь фазовую структуру, в которой образуется непрерывная фаза (C), содержащая вторую полиолефиновую смолу, и дисперсная фаза (B), содержащая полиамидную смолу и модифицированный эластомер, диспергирована в непрерывной фазе (C). Далее, можно получить многофазную структуру, в которой дисперсная фаза (B) имеет непрерывную фазу (B1), содержащую полиамидную смолу, и тонкодисперсную фазу (B2), диспергированную в непрерывной фазе (B1) и содержащую модифицированный эластомер.
Доля второй полиолефиновой смолы в смеси предпочтительно составляет 25 масс.% или более, но не больше 70 масс.%, более предпочтительно 35 масс.% или более, но не больше 65 масс.%. Когда доля полиамидной смолы находится в вышеуказанном диапазоне, можно получить ударопрочную смолу, в которой полиамидная смола диспергирована в виде более мелких частиц во второй полиолефиновой смоле.
Способ смешения, применяющийся для получения ударопрочной смолы особо не ограничивается, и можно использовать то же устройство, рабочий режим и температуру смешения, какие были описаны выше в связи с получением продукта смешения в расплаве.
Если принять полное количество второй полиолефиновой смолы и полиамидной смолы за 100 масс.%, содержание полиамидной смолы может составлять 60 масс.% или меньше (обычно не менее 1 масс.%). Это содержание предпочтительно составляет 5 масс.% или более, но не больше 55 масс.%, более предпочтительно 15 масс.% или более, но не больше 53 масс.%, еще более предпочтительно 19 масс.% или более, но не больше 50 масс.%, еще более предпочтительно 21 масс.% или более, но не больше 48 масс.%, особенно предпочтительно 23 масс.% или более, но не больше 46 масс.%, более предпочтительно 25 масс.% или более, но не больше 44 масс.%, еще более предпочтительно 28 масс.% или более, но не больше 43 масс.%.
Когда полиамид является полиамидом 6, то если принять полное количество второй полиолефиновой смолы и полиамидной смолы за 100 масс.%, содержание полиамидной смолы может составлять 60 масс.% или меньше (обычно не менее 1 масс.%), но предпочтительно оно составляет 5 масс.% или более, но не больше 45 масс.%, более предпочтительно 7 масс.% или более, но не больше 43 масс.%, еще более предпочтительно 9 масс.% или более, но не больше 40 масс.%, еще более предпочтительно 11 масс.% или более, но не больше 38 масс.%, особенно предпочтительно 13 масс.% или более, но не больше 36 масс.%, еще более предпочтительно 15 масс.% или более, но не больше 34 масс.%, еще более предпочтительно 18 масс.% или более, но не больше 33 масс.%.
Далее, если полное количество второй полиолефиновой смолы, полиамидной смолы и модифицированного эластомера принять за 100 масс.%, содержание полиамидной смолы может составлять 1 масс.% или более, но не больше 60 масс.%. Содержание полиамидной смолы предпочтительно составляет 3 масс.% или более, но не больше 50 масс.%, более предпочтительно 5 масс.% или более, но не больше 45 масс.%, еще более предпочтительно 7 масс.% или более, но не больше 40 масс.%, еще более предпочтительно 9 масс.% или более, но не больше 35 масс.%, особенно предпочтительно 12 масс.% или более, но не больше 30 масс.%.
Далее, если полное количество второй полиолефиновой смолы, полиамидной смолы и модифицированного эластомера принять за 100 масс.%, содержание модифицированного эластомера может составлять 1 масс.% или более, но не больше 70 масс.%. Содержание модифицированного эластомера предпочтительно составляет 2 масс.% или более, но не больше 65 масс.%, более предпочтительно 3 масс.% или более, но не больше 60 масс.%, еще более предпочтительно 5 масс.% или более, но не больше 55 масс.%, еще более предпочтительно 7 масс.% или более, но не больше 50 масс.%, особенно предпочтительно 13 масс.% или более, но не больше 47 масс.%, еще более предпочтительно 17 масс.% или более, но не больше 45 масс.%.
Вышеописанный исходный материал для формованного изделия представляет собой смесь термопластичных смол, полученную смешением первой полиолефиновой смолы и вышеописанной ударопрочной смолы. Примеры первой полиолефиновой смолы, которая может использоваться на этом шаге, те же, что были описаны выше.
Исходный материал для формованного изделия можно получить, смешивая первую полиолефиновую смолу и ударопрочную смолу таким образом, чтобы, если принять полное количество первой полиолефиновой смолы и ударопрочной смолы за 100 масс.%, доля первой полиолефиновой смолы составляла 20 масс.% или более, но не больше 99,5 масс.%. Это позволяет получить исходный материал для формованного изделия, в котором тепловая нагрузка на первую полиолефиновую смолу была снижена.
В частности, доля первой полиолефиновой смолы в смеси может составлять 30 масс.% или более, но не больше 99 масс.%, а также она может составлять 40 масс.% или более, но не больше 98 масс.%, а также 45 масс.% или более, но не больше 97 масс.%, а также 52 масс.% или более, но не больше 96 масс.%, а также 55 масс.% или более, но не больше 95 масс.%.
Далее, как описано выше, формованное изделие, полученное этим способом, может содержать, в дополнение к первой полиолефиновой смоле, второй полиолефиновой смоле, полиамидной смоле и модифицированному эластомеру, различные добавки, такие как огнезащитное средство, вспомогательная добавка в огнезащитное средство, наполнитель, красящее вещество, противомикробное средств и антистатик. Когда эти добавки добавляют в формованное изделие, ударопрочная смола может использоваться как носитель для этих добавок.
Вышеописанный "этап формования" представляет собой этап, на котором исходный материал для формованного изделия, полученный на этапе получения исходного материала для формованного изделия, формуют с получением формованного изделия.
Следует отметить, что способ формования исходного материала для формованного изделия особо не ограничен. Примеры способов формования включают литье под давлением, экструзионное формование (экструзия листов, экструзия профилей), экструдирование через плоскощелевой мундштук, формование с раздувом, инжекционно-выдувное формование, пневмоформование, вакуумное формование, компрессионное формование, прессование, штамповка и трансферное формование. Эти олефины можно использовать по отдельности или в комбинации двух или более из них.
Следует отметить, что согласно этому способу, формованное изделие можно получить формованием термопластичной смолы, причем формованное изделие имеет непрерывную фазу (A'), содержащую первую полиолефиновую смолу и вторую полиолефиновую смолу, и дисперсную фазу (B), диспергированную в непрерывной фазе (A) и содержащую полиамидную смолу и модифицированный эластомер, причем дисперсная фаза (B) состоит из продукта смешения в расплаве полиамидной смолы и модифицированного эластомера, причем модифицированный эластомер представляет собой эластомер, содержащий реакционноспособную группу, которая реагирует с полиамидной смолой, и эластомер является термопластичным эластомером на основе олефина, содержащий в качестве скелета сополимер этилена или пропилена с α-олефином, содержащим от 3 до 8 атомов углерода, или термопластичный эластомер на основе стирола, содержащий стирольный скелет, причем, если принять полное количество непрерывной фазы (A') и дисперсной фазы (B) за 100 масс.%, содержание дисперсной фазы (B) составляет 70 масс.% или меньше, и причем, если принять полное количество первой полиолефиновой смолы и второй полиолефиновой смолы за 100 масс.%, содержание второй полиолефиновой смолы составляет 80 масс.% или меньше.
Это формованное изделие, полученное с применением вышеописанного способа, демонстрирует значительно лучшую ударопрочность при хорошем сохранении жесткости, чем первоначально имела первая полиолефиновая смола. Кроме того, когда часть используемого полиолефина добавляется в качестве первой полиолефиновой смолы, можно получить формованное изделие, в котором тепловая история первой полиолефиновой смолы булла меньше по сравнению со случаем, когда весь полиолефин добавляется в самом начале. Таким образом, формованное изделие можно получить формованием смеси первой полиолефиновой смолы и ударопрочной смолы, содержащей вторую полиолефиновую смолу, полиамидную смолу и модифицированный эластомер.
Однако на момент подачи настоящей заявки было невозможно напрямую включить в качестве признака, что тепловая нагрузка на первую полиолефиновую смолу ниже, чем на вторую полиолефиновую смолу. Даже если это было бы возможно, потребовалось бы слишком много затрат и времени, чтобы включить такой признак даже при современных аналитических методах, таким образом, это было нецелесообразным в свете срочности и т.д., обусловленных характером патентной заявки.
Примеры
Ниже настоящее изобретение конкретнее описывается на примерах.
[1-1] Получение формованных изделий для оценки (примеры 1-5 и сравнительные примеры 1-3)
<1> Ударопрочная смола
Ударопрочную смолу готовили по следующей процедуре. Ударопрочная смола содержала 55 масс.% второго полиолефина, 15 масс.% полиамидной смолы и 30 масс.% модифицированного эластомера на 100 масс.% ее полной массы.
(1) Приготовление расплавленной смеси
Гранулы указанной ниже полиамидной смолы и гранулы указанного ниже модифицированного эластомера смешивали сухими и затем подавали в двухшнековый смеситель-экструдер (производство TECHNOVEL CORPORATION, диаметр шнека 15 мм, L/D=59) и смешивали в расплаве в условиях температуры смешения 210°C, скорости экструзии 2,0 кг/час и скорости вращения шнека 200 об/мин. Полученный в результате продукт смешения в расплаве гранулировали с помощью гранулятора с получением гранул продукта смешения в расплаве.
Полиамидная смола: полиамид 6 (No.1), производство BASF, наименование продукта Ultramid B3S, средневесовая молекулярная масса 18000, температура плавления: 220°C
Модифицированный эластомер: модифицированный малеиновым ангидридом сополимер этилен-бутен (модифицированный EBR), производство Mitsui Chemicals, Inc., наименование продукта TAFMER MH7020, MFR (230°C)=1,5 г/10 мин
(2) Приготовление ударопрочной смолы
Гранулы расплавленной смеси, полученной выше в разделе (1), и гранулы указанной ниже второй полиолефиновой смолы смешивали сухими, затем подавали в двухшнековый смеситель-экструдер (производство TECHNOVEL CORPORATION, диаметр шнека 15 мм, L/D=59), и перемешивали в условиях температуры смешения 210°C, скорости экструзии 2,0 кг/час и скорости вращения шнека 200 об/мин, полученную в результате смесь гранулировали в грануляторе, получая гранулы ударопрочной смолы.
Вторая полиолефиновая смола: полипропиленовая смола (No.1), гомополимер, производство Prime Polymer Co., Ltd., наименование продукта "Prime Polypro F113G", среднечисленная молекулярная масса: 520000, температура плавления: 160°C, MFR: 3 г/10мин
<2> Получение формованных изделий по примерам 1-5
Формованное изделие, содержащее 80 масс.% первого полиолефина и 20 масс.% ударопрочной смолы на 100% его полной массы (пример 1), формованное изделие, содержащее 75 масс.% первого полиолефина и 25 масс.% ударопрочной смолы на 100% его полной массы (пример 2), формованное изделие, содержащее 70 масс.% первого полиолефина и 30 масс.% ударопрочной смолы на 100% его полной массы (пример 3), формованное изделие, содержащее 60 масс.% первого полиолефина и 40 масс.% ударопрочной смолы на 100% его полной массы (пример 4), и формованное изделие, содержащее 40 масс.% первого полиолефина и 60 масс.% ударопрочной смолы на 100% его полной массы (пример 5), получали согласно следующей процедуре.
Гранулы ударопрочной смолы, полученной выше в разделе [1-1](2), и гранулы указанной ниже первой полиолефиновой смолы смешивали сухими, чтобы получить исходный материал для формованного изделия. Полученный исходный материал для формованного изделия подавали в загрузочную воронку установки для литья под давлением (производство NISSEI PLASTIC INDUSTRIAL CO., LTD., 40-тонная установка для литья под давлением) и формовали под давлением в условиях температуры схватывания 210°C и температуры формования 60°C, чтобы получить образцы для измерения физических свойств.
Первая полиолефиновая смола: блок-сополимерная полиолефиновая смола, содержащая этиленовый блок в качестве дисперсной фазы, производство SunAllomer Ltd., наименование продукта YS559N, температура плавления: 165°C
<3> Получение формованных изделий по сравнительным примерам
(1) Получение формованного изделия по сравнительному примеру 1
Указанную ниже полиолефиновую смолу (которая была идентична первой полиолефиновой смоле, использовавшейся для формованных изделий в примерах) подавали в загрузочную воронку установки для литья под давлением (производство NISSEI PLASTIC INDUSTRIAL CO., LTD., 40-тонная установка для литья под давлением) и формовали под давлением в условиях температуры схватывания 210°C и температуры формования 60°C, чтобы получить образцы для измерения физических свойств.
Первая полиолефиновая смола: блок-сополимерная полиолефиновая смола, содержащая этиленовый блок в качестве дисперсной фазы, производство SunAllomer Ltd., наименование продукта YS559N, температура плавления: 165°C
(2) Получение формованных изделий по сравнительным примерам 2 и 3
Гранулы указанной ниже добавки, придающей ударопрочность, обычно использующейся для повышения ударопрочности, и гранулы указанной ниже полиолефиновой смолы смешивали сухими, чтобы получить исходный материал для формованного изделия, и исходный материал для формованного изделия подавали в загрузочную воронку установки для литья под давлением (производство NISSEI PLASTIC INDUSTRIAL CO., LTD., 40-тонная установка для литья под давлением) и формовали под давлением в условиях температуры схватывания 210°C и температуры формования 60°C, чтобы получить образцы для измерения физических свойств.
Полиолефиновая смола: блок-сополимерная полиолефиновая смола, содержащая этиленовый блок в качестве дисперсной фазы, производство SunAllomer Ltd., наименование продукта YS559N, температура плавления: 165°C
Добавка, придающая ударопрочность: производство производство Mitsui Chemicals, Inc., наименование продукта TAFMER DF810
[1-2] Оценки оценочных формованных изделий
(1) Измерение ударной вязкости по Шарпи
Измерение ударной вязкости по Шарпи осуществляли в соответствии с JIS K7111-1, используя каждый оценочный образец по примерам 1-5 и сравнительным примерам 1-3, полученные в разделе [1-1] выше. Результаты измерений приведены в таблице 1. Следует отметить, что в измерениях ударной вязкости по Шарпи ударную вязкость измеряли при температуре 23°C способом испытания на торцевое сжатие, используя образец с надрезом (тип A).
(2) Исследование морфологии
Образец, вырезанный из каждого образца для испытаний по примерам 1-5, на которых проводили измерение ударной вязкости по Шарпи, описанное выше в разделе (1), погружали в смолу. Затем образец зачищали и резали по сечению, используя ультрамикротом с алмазным ножом, и окрашивали оксидом металла в паровой фазе. Ультратонкий срез образца брали с полученного сечения после окрашивания и обследовали в просвечивающий электронный микроскоп (TEM, производство Hitachi High-Technologies Corporation, модель HT7700) для определения фазовой структуры. Результаты измерений приведены в таблице 1.
В результате, в примерах 1-5, как можно видеть на схеме, показанной на фиг. 1, наблюдали непрерывную фазу 1 [непрерывная фаза (A')], содержащую первую полиолефиновую смола и вторую полиолефиновую смолу, дисперсную фазу 2 [дисперсная фаза (B)], диспергированную в непрерывной фазе (A') и содержащую полиамидную смолу и модифицированный эластомер, непрерывную фазу 3 [непрерывная фаза (B1)], содержащую полиамидную смолу, тонкодисперсную фазу 4 [тонкодисперсная фаза (B2)], диспергированную в непрерывной фазе (B1) и содержащую модифицированный эластомер, и агрегатную фазу 5 [агрегатная фаза (D)], в которой этиленовый блок первой полиолефиновой смолы агрегирован на границе раздела между непрерывной фазой (A') и дисперсной фазой (B). Следует отметить, что агрегатная фаза (D) содержит не только этиленовый блок первой полиолефиновой смолы, но также модифицированный эластомер.
В таблице 1 приведены также результаты, относящиеся к фазовой структуре.
(3) Измерения модуля упругости при растяжении
Измерение модуля упругости при растяжении проводили в соответствии со стандартом JIS K7161, используя каждый из оценочных образцов по примерам 1-5 и сравнительным примерам 1-3, полученных выше в разделе [1-1]. Результаты измерений приведены в таблице 1.
Таблица 1
(масс.%)
(масс.%)
(масс.%)
дисперсная фаза (B)
тонкодисперсная фаза (B2)
[1-3] Эффекты
Из результатов, приведенных в таблице 1, было установлено, что формованные изделия по примерам 1-5, полученные с использованием ударопрочной смолы, демонстрируют намного более высокую ударную вязкость по Шарпи, чем формованное изделие по сравнительному примеру 1, образованному из первой полиолефиновой смолы, и, таким образом, имели отличную ударопрочность. Кроме того, было установлено, что снижение модуля упругости при растяжении, вызванное добавлением ударопрочной смолы, было чрезвычайно малым, так что жесткость хорошо сохранялась.
Далее, указанные выше эффекты, полученные при использовании ударопрочной смолы, были очевидными также из сравнения с результатами сравнительных примеров 2 и 3, в которых использовалась обычная добавка.
Кроме того, как описано выше, из результатов, показанных на фиг. 1, можно видеть, что в формованном изделии образованы непрерывная фаза 1 [непрерывная фаза (A')] и дисперсная фаза 2 [дисперсная фаза (B)]. Далее, можно видеть, что в дисперсной фазе (B) образована тонкодисперсная фаза 4 [тонкодисперсная фаза (B2)]. Кроме того, можно видеть, что когда блок-сополимерная полиолефиновая смола, содержащая этиленовый блок в качестве дисперсной фазы, используется в качестве первой полиолефиновой смолы, по меньшей мере часть этиленового блока (EPR) агрегирована на границе раздела между непрерывной фазой (A') и дисперсной фазой (B) (агрегатную фазу 5 на фигуре 1). Считается, что агрегирование ведет к лучшей ударопрочности.
[2-1] Получение формованных изделий для оценки (примеры 6-9)
<1> Ударопрочная смола
Ударопрочную смолу для использования в примерах 6-9 готовили по следующей процедуре. Ударопрочная смола содержала 55 масс.% второго полиолефина, 15 масс.% полиамидной смолы и 30 масс.% модифицированного эластомера на 100% ее полной массы.
(1) Приготовление расплавленной смеси
Гранулы указанной ниже полиамидной смолы и гранулы указанного ниже модифицированного эластомера смешивали сухими, затем подавали в двухшнековый смеситель-экструдер (производство TECHNOVEL CORPORATION, диаметр шнека 15 мм, L/D=59) и смешивали в расплаве в условиях температуры смешения 210°C, скорости экструзии 2,0 кг/час и скорости вращения шнека 200 об/мин. Полученный в результате продукт смешения в расплаве гранулировали с помощью гранулятора с получением гранул продукта смешения в расплаве.
Полиамидная смола: полиамид 6 (No.2), производство Ube Industries, Ltd., наименование продукта 1010X1, средневесовая молекулярная масса 20000, температура плавления 215°C
Модифицированный эластомер: модифицированный малеиновым ангидридом сополимер этилена с бутеном (модифицированный EBR), производство Mitsui Chemicals, Inc., наименование продукта TAFMER MH7020, MFR (230°C)=1,5 г/10мин
(2) Приготовление ударопрочной смолы
Гранулы расплавленной смеси, полученной выше в разделе (1), и гранулы указанной ниже второй полиолефиновой смолы смешивали сухими, подавали в двухшнековый смеситель-экструдер (производство TECHNOVEL CORPORATION, диаметр шнека 15 мм, L/D=59), перемешивали в условиях температуры смешения 210°C, скорости экструзии 2,0 кг/час и скорости вращения шнека 200 об/мин, и полученную в результате смесь гранулировали в грануляторе, получая ударопрочную смолу (в виде гранул).
Вторая полиолефиновая смола: полипропиленовая смола (No.1), гомополимер, производство Prime Polymer Co., Ltd., наименование продукта Prime Polypro F113G, среднечисленная молекулярная масса: 520000, температура плавления 160°C, MFR 3 г/10мин
<2> Получение формованных изделий по примерам 6-9
Формованное изделие, содержащее 80 масс.% первого полиолефина и 20 масс.% ударопрочной смолы на 100% его полной массы (пример 6), формованное изделие, содержащее 60 масс.% первого полиолефина и 40 масс.% ударопрочной смолы на 100% его полной массы (пример 7), формованное изделие, содержащее 40 масс.% первого полиолефина и 60 масс.% ударопрочной смолы на 100% его полной массы (пример 8), и формованное изделие, содержащее 20 масс.% первого полиолефина и 80 масс.% ударопрочной смолы на 100% его полной массы (пример 9), получали согласно следующей процедуре.
Ударопрочную смолу, полученную выше в разделе [2-1](2), и гранулы указанной ниже первой полиолефиновой смолы перемешивали сухими для получения исходного материала для формованного изделия. Полученный исходный материал для формованного изделия подавали в загрузочную воронку установки для литья под давлением (производство NISSEI PLASTIC INDUSTRIAL CO., LTD., 40-тонная установка для литья под давлением) и формовали под давлением в условиях температуры схватывания 210°C и температуры формования 60°C, чтобы получить образцы для измерения физических свойств.
Первая полиолефиновая смола: блок-сополимерная полиолефиновая смола, имеющая этиленовый блок в качестве дисперсной фазы, производство SunAllomer Ltd., наименование продукта: "YS559N", температура плавления: 165°C
[2-2] Получение формованных изделий для оценки (примеры 10-13)
<1> Ударопрочная смола
Ударопрочную смолу для использования в примерах 10-13 готовили по следующей процедуре. Ударопрочная смола содержал 55 масс.% второго полиолефина, 25 масс.% полиамидной смолы и 20 масс.% модифицированного эластомера на 100% ее полной массы.
(1) Приготовление расплавленной смеси
Гранулы указанной ниже полиамидной смолы и гранулы указанного ниже модифицированного эластомера смешивали сухими, затем подавали в двухшнековый смеситель-экструдер (производство TECHNOVEL CORPORATION, диаметр шнека 15 мм, L/D=59) и смешивали в расплаве в условиях температуры смешения 210°C, скорости экструзии 2,0 кг/час и скорости вращения шнека 200 об/мин. Полученный в результате продукт смешения в расплаве гранулировали с помощью гранулятора с получением гранул продукта смешения в расплаве.
Полиамидная смола: полиамид 11, производство Arkema, наименование продукта Rilsan BMN O, средневесовая молекулярная масса 18000, температура плавления 189°C
Модифицированный эластомер: модифицированный малеиновым ангидридом сополимер этилена с бутеном (модифицированный EBR), производство Mitsui Chemicals, Inc., наименование продукта TAFMER MH7020, MFR (230°C)=1,5 г/10 мин
(2) Приготовление ударопрочной смолы
Гранулы расплавленной смеси, полученной выше в разделе (1), и гранулы следующей указанной ниже второй полиолефиновой смолы смешивали сухими, подавали в двухшнековый смеситель-экструдер (производство TECHNOVEL CORPORATION, диаметр шнека 15 мм, L/D=59), и перемешивали в условиях температуры смешения 210°C, скорости экструзии 2,0 кг/час и скорости вращения шнека 200 об/мин, полученную в результате смесь гранулировали в грануляторе, получая ударопрочную смолу в виде гранул.
Вторая полиолефиновая смола: полипропиленовая смола (No.2), гомополимер, производство Japan Polypropylen Corporation, наименование продукта NOVATEC MA1B, среднечисленная молекулярная масса 312000, температура плавления 165°C, MFR: 21 г/10мин.
<2> Получение формованных изделий по примерам 10-13
Формованное изделие, содержащее 90 масс.% первого полиолефина и 10 масс.% ударопрочной смолы на 100% его полной массы (пример 10), формованное изделие, содержащее 80 масс.% первого полиолефина и 20 масс.% ударопрочной смолы на 100% его полной массы (пример 11), формованное изделие, содержащее 70 масс.% первого полиолефина и 30 масс.% ударопрочной смолы на 100% его полной массы (пример 12), и формованное изделие, содержащее 60 масс.% первой полиолефиновой смолы и 40 масс.% ударопрочной смолы на 100% его полной массы (пример 13), получали согласно следующей процедуре.
Ударопрочную смолу, полученную выше в разделе [2-2](2), и гранулы указанной ниже первой полиолефиновой смолы перемешивали сухими, получая исходный материал для формованного изделия. Полученный исходный материал для формованного изделия подавали в загрузочную воронку установки для литья под давлением (производство NISSEI PLASTIC INDUSTRIAL CO., LTD., 40-тонная установка для литья под давлением) и формовали под давлением в условиях температуры схватывания 210°C и температуры формования 60°C, чтобы получить образцы для измерения физических свойств.
Первая полиолефиновая смола: блок-сополимерная полиолефиновая смола, имеющая этиленовый блок в качестве дисперсной фазы, производство SunAllomer Ltd., наименование продукта YS559N, температура плавления 165°C
[2-3] Оценки формованных изделий
(1) Измерение модуля упругости при растяжении
Измерение модуля упругости при растяжении проводили в соответствии со стандартом JIS K7161, используя каждый из образцов для оценки по примерам 6-13, полученных выше в разделах [2-1] и [2-2]. Результаты измерений приведены в таблице 2.
Кроме того, на фигуре 2 приведен график, который показывает корреляцию между модулем упругости при растяжении и количеством добавленной ударопрочной смолы для каждого оценочного образца по примерам 1-5 [ударопрочная смола на основе PA6(No.1)], примерам 6-9 [ударопрочная смола на основе PA6(No.2)] и примерам 10-13 [ударопрочная смола на основе PA11].
(2) Исследование морфологии
Образец, вырезанный из каждого образца для испытаний по примерам 6-13, на которых проводили измерение модуля упругости при растяжении, описанные выше в разделе (1), погружали в смолу. Затем образец зачищали и резали по сечению, используя ультрамикротом с алмазным ножом, и окрашивали оксидом металла в паровой фазе. Ультратонкий срез образца брали с полученного сечения после окрашивания и обследовали в просвечивающий электронный микроскоп (TEM, производство Hitachi High-Technologies Corporation, модель HT7700) для определения фазовой структуры. Результаты измерений приведены в таблице 2.
Таблица 2
(масс.%)
(масс.%)
(масс.%)
дисперсная фаза (B)
тонкодисперсная фаза (B2)
[2-4] Эффекты
Из результатов, приведенных в таблице 2, было установлено, что и в случае формованных изделий по примерам 6-13, полученным посредством добавления ударопрочной смолы, содержащей полиамид, отличный от полиамида, использовавшегося в примерах 1-5, уменьшение модуля упругости при растяжении, определенное по отношению к сравнительному примеру 1, было чрезвычайно малым, как и в случае примеров 1-5 выше, следовательно, жесткость вполне сохранялась.
Далее, из результатов, показанных на фиг. 2, было также установлено, что формованные изделия, полученные с использованием ударопрочной смолы, содержащей PA6 в качестве полиамидной смолы [примеры 1-5 на основе PA6(No.1), примеры 6-9 на основе PA6(No.2)], сохраняют более высокую жесткость, чем формованные изделия, полученные с использованием ударопрочной смолы, содержащей PA11 в качестве полиамидной смолы [примеры 10-13 на основе PA11]. Следует отметить, что эта тенденция является более выраженной, когда количество добавленного модификатора было меньше.
Этот результат показывает, что когда в качестве полиамида используется полиамид 6, формованное изделие может достичь отличной ударопрочности при сохранении модуля упругости при растяжении, обеспечиваемого первой полиолефиновой смолой, даже если содержание полиамид меньше, чем в случае, когда используется полиамид 11.
Следует отметить, что настоящее изобретение не ограничено конкретными примерами, описанными выше, и в зависимости от цели или намеченного применения в эти примеры можно внести различные модификации, не выходя за объем настоящего изобретения.
Более конкретно, например, в приведенных выше примерах формованные изделия были получены формованием исходного материала для формованных изделий, полученного сухим смешением гранул ударопрочной смолы и гранул первой полиолефиновой смолы, но в качестве исходного материала для формованных изделий можно, конечно, использовать также гранулы, полученные смешением в расплаве гранул ударопрочной смолы и гранул первой полиолефиновой смолы.
Вышеописанные примеры приведены исключительно в целях иллюстрации и не предназначены для ограничения настоящего изобретения. Настоящее изобретение было описано на примерах вариантов осуществления, однако следует понимать, что терминология, использованная в описании и на чертежах настоящего изобретения, является пояснительной и иллюстративной, но не ограничительной. Как подробно описано в настоящем документе, в варианты осуществления можно внести изменения, оставаясь в объеме приложенной формулы и не выходя за пределы сущности и объема настоящего изобретения. Хотя настоящее изобретение было подробно описано в связи с частными структурами, материалами и примерами, настоящее изобретение не ограничено раскрытыми в нем частными деталями, но настоящее изобретение распространяется на все функционально эквивалентные структуры, способы и применения в пределах объема приложенной формулы.
Список позиций
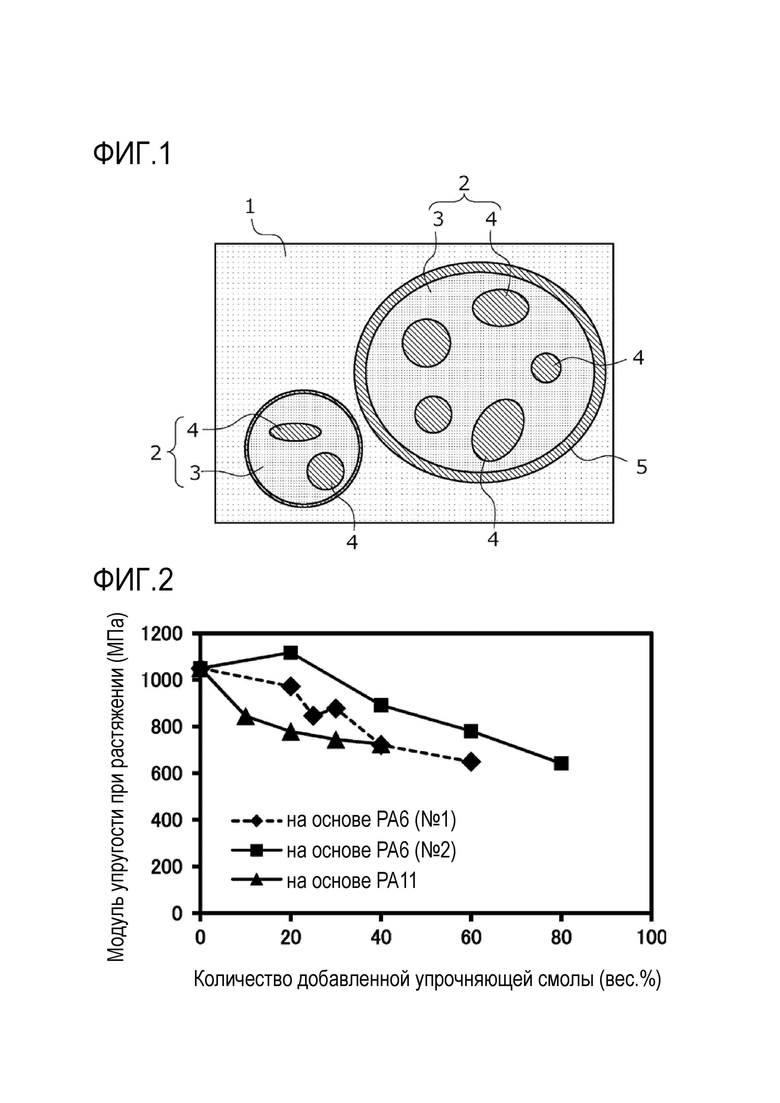
Настоящее изобретение относится к формованному изделию и к способу его получения. Формованное изделие содержит: непрерывную фазу, содержащую первую полиолефиновую смолу и вторую полиолефиновую смолу, и дисперсную фазу, содержащую полиамидную смолу и модифицированный эластомер, причем дисперсная фаза состоит из продукта смешения в расплаве полиамидной смолы и модифицированного эластомера. Модифицированный эластомер представляет собой эластомер, содержащий реакционноспособную группу, которая реагирует с полиамидной смолой, эластомер является термопластичным эластомером на основе олефина, содержащего в качестве каркаса сополимер этилена или пропилена с α-олефином, содержащим от 3 до 8 атомов углерода. Если принять полное количество непрерывной фазы и дисперсной фазы за 100 масс.%, содержание дисперсной фазы составляет 70 масс.% или меньше, а если принять полное количество первой полиолефиновой смолы и второй полиолефиновой смолы за 100 масс.%, содержание второй полиолефиновой смолы составляет 80 масс.% или меньше. Полученные формованные изделия обладают превосходной ударопрочностью. 2 н. и 8 з.п. ф-лы, 2 ил., 2 табл., 13 пр.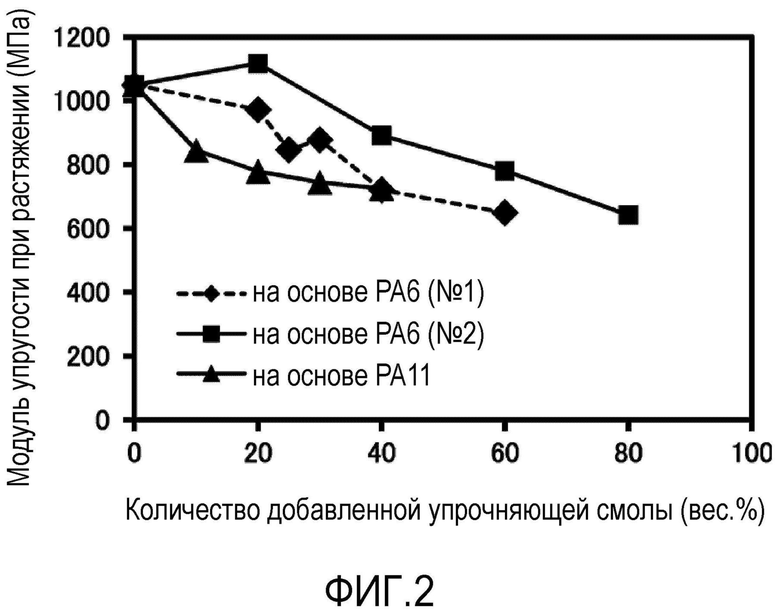
1. Формованное изделие, полученное посредством формования термопластичной смолы, формованное изделие содержит:
- непрерывную фазу (A), содержащую первую полиолефиновую смолу и вторую полиолефиновую смолу, и
- дисперсную фазу (B), диспергированную в непрерывной фазе (A) и содержащую полиамидную смолу и модифицированный эластомер, причем
- дисперсная фаза (B) состоит из продукта смешения в расплаве полиамидной смолы и модифицированного эластомера,
- модифицированный эластомер представляет собой эластомер, содержащий реакционноспособную группу, реагирующую с полиамидной смолой,
- эластомер представляет собой термопластичный эластомер на основе олефина, содержащий в качестве скелета сополимер этилена или пропилена с α-олефином, содержащим от 3 до 8 атомов углерода, и
- если принять полное количество непрерывной фазы (A) и дисперсной фазы (B) за 100 масс.%, содержание дисперсной фазы (B) составляет 70 масс.% или менее.
- если принять полное количество первой полиолефиновой смолы и второй полиолефиновой смолы за 100 масс.%, содержание второй полиолефиновой смолы составляет 80 масс.% или менее.
2. Изделие по п. 1, в котором термопластичная смола представляет собой смесь ударопрочной смолы, содержащей вторую полиолефиновую смолу, полиамидную смолу и модифицированный эластомер, и первой полиолефиновой смолы
3. Изделие по п. 1 или 2, в котором, если принять полное количество полиамидной смолы и модифицированного эластомера за 100 масс.%, содержание полиамидной смолы составляет 10 масс.% или более и 80 масс.% или менее.
4. Изделие по любому из пп. 1-3, в котором дисперсная фаза (B) содержит непрерывную фазу (B1), содержащую полиамидную смолу и тонкодисперсную фазу (B2), диспергированную в непрерывной фазе (B1) и содержащую модифицированный эластомер.
5. Изделие по любому из пп. 1-4, в котором полиамидная смола представляет собой полиамид 6.
6. Изделие по п. 5, в котором вторая полиолефиновая смола имеет среднечисленную молекулярную массу 300000 или более
7. Изделие по любому из пп. 1-6, в котором первая полиолефиновая смола представляет собой блок-сополимерную полиолефиновую смолу, содержащую этиленовый блок в качестве дисперсной фазы, и по меньшей мере часть этиленового блока агрегирована на межфазной границе между непрерывной фазой (A) и дисперсной фазой (B)
8. Способ получения формованного изделия по п. 1, включающий:
- этап получения исходного материала для формованного изделия, на котором первую полиолефиновую смолу и ударопрочную смолу, полученную смешением в расплаве второй полиолефиновой смолы и продукта смешения в расплаве полиамидной смолы и модифицированного эластомера, смешивают с получением исходного материала для формованного изделия; и
- этап формования, на котором исходный материал для формованного изделия формуют с получением формованного изделия.
9. Способ по п. 8, в котором
- ударопрочная смола имеет непрерывную фазу (C), содержащую вторую полиолефиновую смолу, и дисперсную фазу (B), диспергированную в непрерывной фазе (C) и содержащую полиамидную смолу и модифицированный эластомер, и
- дисперсная фаза (B) содержит непрерывную фазу (B1), содержащую полиамидную смолу, и тонкодисперсную фазу (B2), диспергированную в непрерывной фазе (B1) и содержащую модифицированный эластомер.
10. Способ по п. 8 или 9, в котором первая полиолефиновая смола является блок-сополимерной полиолефиновой смолой, содержащей этиленовый блок в качестве дисперсной фазы.
| US 2014371394 A1, 18.12.2014 | |||
| US 2014364569 A1, 11.12.2014 | |||
| JP 2013147648 A, 01.08.2013 | |||
| ПОЛИАМИДНАЯ КОМПОЗИЦИЯ | 2009 |
|
RU2409604C2 |
| КОМПОЗИЦИЯ НА ОСНОВЕ ПОЛИАМИДНОЙ СМОЛЫ, ОБЛАДАЮЩАЯ ПРЕВОСХОДНОЙ СПОСОБНОСТЬЮ К РАСТЯЖЕНИЮ И УСТАЛОСТЬЮ ПРИ ИЗГИБЕ, И ЕЕ ПРИМЕНЕНИЕ ДЛЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ И РУКАВА | 2007 |
|
RU2425073C2 |
| ВЫПУСКНЫЕ, ПЕРЕСТАВНЫЕ ПО ВЫСОТЕ ЛЕСА | 1929 |
|
SU16860A1 |
| КОНСТРУКЦИЯ НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2592540C2 |

