Изобретение относится к области стекловарения и применяется при варке лазерных стекол (прежде всего, фосфатных), активированных ионами редкоземельных элементов и демонстрирующих люминесценцию в ИК области спектра.
Лазерные фосфатные стекла, легированные ионами редкоземельных металлов (Nd3+, Er3+, Yb3+), находят широкое применение в производстве дисковых и стержневых активных элементов (ДАЭ и САЭ) лазерных или усилительных систем.
К функциональным характеристикам лазерных стекол предъявляют высокие требования по оптическому качеству (однородность состава, отсутствие включений, бессвильность) и к спектральным характеристикам (высокий коэффициент усиления излучения, малое неактивное поглощение на длине волны генерации, высокая эффективность люминесценции). Эффективность люминесценции лазерного стекла зависит от количества структурной воды в стекле, т.к. в присутствии ионов ОН- происходит «тушение» люминесценции в ИК области спектра. На стадии осветления высокотемпературного расплава стекла с целью его обезвоживания через него продувают сухой кислород. Длительность обезвоживания расплава лазерного стекла зависит от концентрации редкоземельного элемента и от объема расплава, точнее от площади зеркала расплава, контактирующего с воздухом варочного зала.
Для осуществления обезвоживания расплава применяют устройство барботирования, с помощью которого на названной стадии осветления стекломассы через данное устройство в объем расплава подают осушенный кислород.
Устройства для барботирования (далее - барботер), как правило, изготавливают из платины для лазерного стекловарения в виде трубки с жестко связанными полыми стержнями, расположенными перпендикулярно трубке в виде расходящихся лучей с центром на трубке. Платина частично взаимодействует с некоторыми компонентами стекла при варке, что ухудшает качество оптического стекла.
Из уровня техники известна конструкция барботера с одновременным перемешиванием расплава стекломассы по патенту Японии № JP S6121922, опубл. 30.01.1986, МПК B01F 3/04, B01F 7/16, C03B 5/18, C03B 5/187, C03B 5/193, B01F 7/00. Барботер представляет собой Т-образную трубку с винтовыми лопатками и круглым дисковым основанием, по периметру которого расположены отверстия для пропускания газа. Изготовление барботера заявленной конструкции возможно из термически стойкого металла, например платины или сплавов на ее основе.
В патенте № CN 103663926, опубл. 26.03.2014, МПК C03B 5/193, заявлен барботер из керамики на основе циркона (ZrO2≥64 масс. % и SiO2≤33 масс. %). Барботер имеет вид трубки диаметром 60-100 мм с одним осевым отверстием диаметром 1,0-2,5 мм и длиной 450 мм. Пропускание газа осуществляется через соединительный элемент из нержавеющей стали, соединенный с цирконовой трубкой при помощи винтов. Стальной соединительный элемент и верхняя часть барботера охлаждаются водяной рубашкой. Недостатки: необходимость охлаждения металлических компонентов, сложность конструкции, низкая эффективность обезвоживания вследствие наличия одного отверстия.
В патенте № CN 102424513, опубл. 25.04.2012, МПК C03B 5/193, заявлен барботер из керамики на основе корунда (чистота Al2O3 99,95%), представляющий собой трубку диаметром 14-18 мм со сквозным осевым отверстием диаметром 1,5-2,5 мм, вставленную в стакан из нержавеющей стали. Подача газа осуществляется через гибкую тонкую трубку из нержавеющей стали, соединенную через соединительный элемент со стаканом. Металлические компоненты соединены между собой с помощью сварки. Герметизацию соединения стакана и корундовой трубки обеспечивает термостойкий клей. К недостаткам заявленного барботера можно отнести сложность конструкции в целом, а также сложность изготовления керамических огнеупоров из корунда шликерным литьем. Шликер на основе корунда требует добавления дефлокулянтов для устойчивости и других добавок, способствующих спеканию заготовки изделия при обжиге. Кроме этого, в процессе формования и сушки происходит значительная усадка изделий (до 10%), что не позволяет изготовить шликерным литьем крупногабаритные изделия сложной конфигурации. Корунд обладает низкой термостойкостью, поэтому целесообразнее использовать изделия из корундовой керамики в печах циклического действия. Кроме этого, наличие одного отверстия обеспечивает низкую эффективность обезвоживания.
За прототип нового изобретения выбрано устройство по патенту № JP S6121922.
Задачей изобретения является повышение эффективности барботирования за счет оригинальной конструкции барботера, приводящей к сокращению длительности процесса обезвоживания расплава стекла и обеспечивающей снижение себестоимости процесса варки стекла за счет использования менее дорогостоящего материала (относительно платины) для изготовления барботера, а также повышения оптического качества стекла за счет использования материала для изготовления барботера, термически стойкого и инертного к компонентам стекла.
Технический результат достигается за счет изготовления барботера оригинальной конструкции из кремнеземистой керамики, обладающей высокой термостойкостью и коррозионной стойкостью. Исходное сырье для керамики - шликер из кварцевого стекла. Керамика содержит SiO2 не менее 96 масс. %. Барботер изготавливают способом шликерного литья.
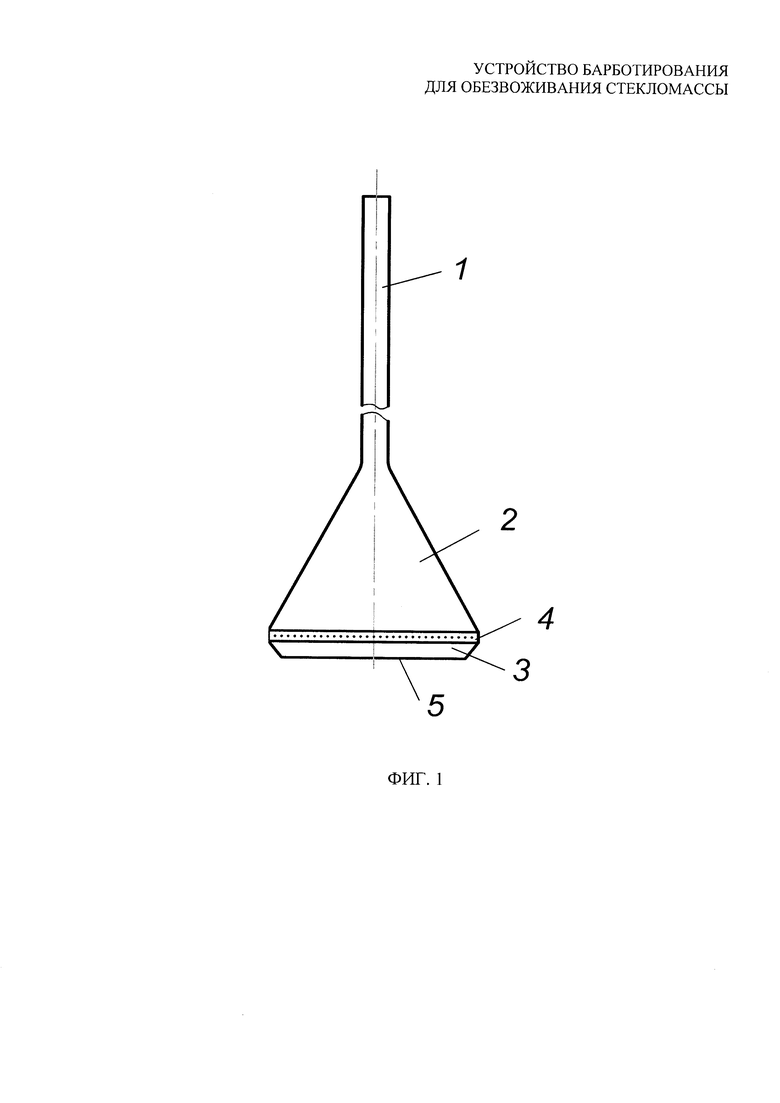
Устройство барботирования для обезвоживания стекломассы содержит трубку, переходящую в полый корпус, выполненный в виде усеченного конуса, меньшее основание которого обращено к трубке, а большее основание выполнено в виде кольцевой площадки, переходящей в сужающуюся часть основания с дном, при этом по всему периметру кольцевой площадки выполнены отверстия.
Количество и размер отверстий кольцевой площадки выполнены в соответствии с конкретными составом и объемом стекломассы для обеспечения необходимого обезвоживания.
Устройство выполнено из кремнеземистой керамики с содержанием SiO2 не менее 96 масс. % методом шликерного литья, что обеспечивает термическую стойкость и инертность к компонентам стекла, т.е. не изменяет химический состав стекломассы в процессе ее обезвоживания.
Отверстия целесообразно выполнять диаметром 0,1-1,0 мм. Количество и размер отверстий определяется их диаметром и диаметром большего основания усеченного конуса, причем чем меньше диаметр отверстий, тем больше количество отверстий необходимо для обезвоживания стекломассы. Кроме этого, меньшее количество отверстий с большим диаметром необходимо для обезвоживания расплава стекломассы с высокой вязкостью, которая зависит от конкретного состава исходной шихты.
Продолжительность процесса обезвоживания сокращается при увеличении количества отверстий с малым диаметром, т.к. увеличивается суммарная площадь пузырьков газа. Структурная вода попадает внутрь пузырьков и уносится ими из расплава, что повышает эффективность процесса обезвоживания расплава по сравнению с обезвоживанием при подаче кислорода в расплав через обычную трубку с достаточно большим диаметром (до десятков мм). Оптимальное количество отверстий установлено экспериментально.
Предлагаемый барботер целесообразно использовать для стекловарения лазерных стекол промышленным способом, например, в тиглях емкостью до 100 литров.
Количество и размер отверстий в барботере зависит от объема пропускаемого газа, достаточного для обезвоживания стекломассы и проявления люминесценции в ИК области лазерного фосфатного стекла определенной марки. Экспериментально установлено, что для барботирования расплава фосфатного стекла в тигле емкостью 70 литров предпочтительное количество отверстий 80-100 штук.
На Фиг. 1 представлена конструкция заявляемого устройства барботирования для обезвоживания стекломассы, где 1 - трубка, 2 - корпус в виде усеченного конуса с основанием 3, 4 - кольцевая площадка с отверстиями, 5 - дно. Высота барботера определяется высотой варочной печи и объемом тигля для варки стекла.
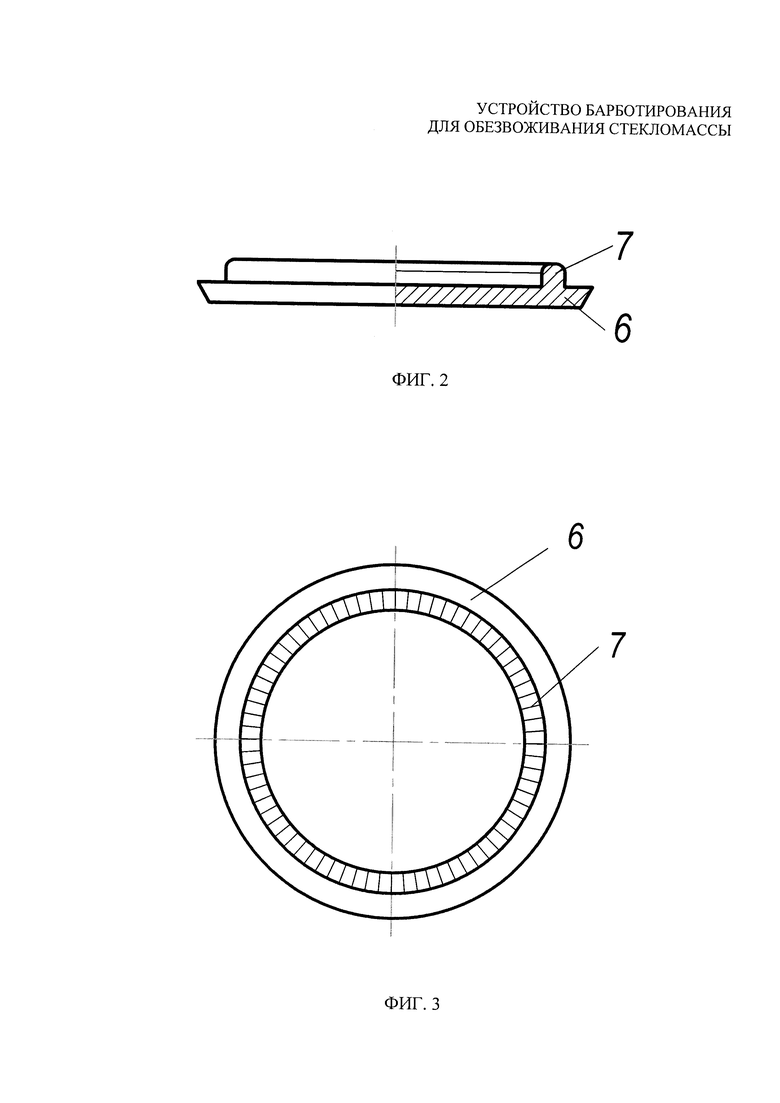
На Фиг. 2 и на Фиг. 3 представлены соответственно главный вид с разрезом и вид сверху донной части гипсовой формы для получения барботера, где 6 - донная часть гипсовой формы с кольцевым выступающим элементом 7 с нанесенными рисками.
Отверстия, расположенные на кольцевой площадке 4 барботера между основанием 3 и корпусом 2 в виде усеченного конуса, получают следующим образом:
1. На кольцевой выступающий элемент 7, высота которого соответствует высоте получаемой кольцевой площадки донной части 6 гипсовой формы (Фиг. 2, 3), наносят риски в количестве, например, 80-100 штук. Количество рисок соответствует количеству получаемых отверстий в барботере.
2. Затем по нанесенным рискам на донную часть 6 гипсовой формы наматывают леску о 0,1-1,0 мм и собирают форму.
3. Проводят формование барботера: заливают готовый шликер в гипсовую форму; после окончания набора черепка производят слив шликера; разбирают форму; продувают заготовку барботера.
4. Затем заготовку барботера сушат на воздухе в течение 3-х суток.
5. Высушенную заготовку барботера обжигают в атмосфере воздуха в электрической печи при температуре 1180-1250°C в течение 1-2 часов, причем при меньшей температуре требуется увеличение длительности обжига. На стадии обжига заготовки леска выгорает, образовывая таким образом отверстия с диаметром, равным толщине лески.
Устройство выполняют из кремнеземистой керамики с содержанием SiO2 не менее 96 масс. % методом шликерного литья.
Размеры устройства барботирования соответствуют объему стекломассы.
Заявляемый барботер был испытан при варках лазерных фосфатных стекол типа КГСС-0180 марок КГСС-0180/5, КГСС-0180/7, КГСС-0180/10, КГСС-0180/18, КГСС-0180/35 с различной концентрацией неодима. Проанализировано влияние процесса обезвоживания расплава стекломассы на люминесцирующие свойства стекла. Высокая эффективность люминесценции неодимовых фосфатных стекол была достигнута за счет применения осушенного кислорода, а также за счет варьирования количества отверстий в барботере для различных марок стекла и соответствующего объема расплава. Количество отверстий изменяли для увеличения суммарной площади пузырьков газа (путем экспериментально установленного количества отверстий маленького диаметра в барботере), поступающего в расплав стекла в единицу времени, при одном и том же его расходе.
Для барботирования стекломассы неодимовых фосфатных стекол типа КГСС 0180 (см. Арбузов В.И. и др. «Влияние технологических факторов на предельные характеристики неодимовых фосфатных стекол для крупногабаритных дисковых и стержневых активных элементов», «Оптический журнал», т. 80, №5, 2013, с. 83-88) в тигле объемом 70 л использовалось устройство барботирования общей высотой 1240 мм, где длина трубки 1120 мм, высота усеченного конуса с основанием 140 мм, диаметр кольцевого площадки 150 мм и его высота 5 мм. Количество отверстий на кольцевой площадке 80-100 штук диаметром 0,2-0,3 мм (была использована рыболовная леска фирмы Jaxon) обеспечивает обезвоживание расплава, при котором получены лазерные фосфатные стекла с высоким оптическим качеством и способностью к люминесценции. Для стекол марок КГСС-0180/5 и КГСС-0180/7 продолжительность процесса обезвоживания была снижена до 8 часов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛОКЕРАМИКИ С НАНОРАЗМЕРНЫМИ КРИСТАЛЛАМИ ТВЕРДЫХ РАСТВОРОВ ТИТАНАТОВ-ЦИРКОНАТОВ ЭРБИЯ И/ИЛИ ИТТЕРБИЯ | 2015 |
|
RU2583470C1 |
| ФОСФАТНОЕ СТЕКЛО ДЛЯ ПОГЛОЩАЮЩИХ ОБОЛОЧЕК ДИСКОВЫХ АКТИВНЫХ ЭЛЕМЕНТОВ | 2014 |
|
RU2554961C1 |
| Способ получения стеклокристаллического материала с наноразмерными кристаллами ниобатов редкоземельных элементов | 2015 |
|
RU2616648C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО ЭЛЕМЕНТА (ВОЭ), ПЕРЕДАЮЩЕГО ИЗОБРАЖЕНИЕ, И ВОЭ, ПОЛУЧЕННЫЙ НА ОСНОВЕ ЭТОГО СПОСОБА | 2014 |
|
RU2578693C1 |
| ОПТИЧЕСКОЕ ФОСФАТНОЕ СТЕКЛО | 2010 |
|
RU2426701C1 |
| ЛЮМИНЕСЦЕНТНЫЙ ИСТОЧНИК ОПТИЧЕСКОГО ИЗЛУЧЕНИЯ С ГРЕБЕНЧАТЫМ СПЕКТРОМ | 2007 |
|
RU2351046C2 |
| Способ изготовления тигля с донным патрубком из кварцевой керамики и устройство для его осуществления | 2016 |
|
RU2623404C1 |
| ПРОЗРАЧНАЯ СТЕКЛОКЕРАМИКА ДЛЯ СВЕТОФИЛЬТРА | 2012 |
|
RU2501746C2 |
| Стеклокристаллический материал с высоким модулем упругости и способ его получения | 2017 |
|
RU2660672C1 |
| ЛАЗЕРНОЕ ЭЛЕКТРООПТИЧЕСКОЕ СТЕКЛО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2531958C2 |
Изобретение относится к области стекловарения и применяется при варке оптических лазерных стекол на стадии осветления стекломассы. Техническим результатом является повышение эффективности барботирования, сокращение длительности процесса обезвоживания расплава стекла и повышение оптического качества стекла. Устройство барботирования для обезвоживания стекломассы содержит трубку, переходящую в полый корпус, выполненный в виде усеченного конуса. Меньшее основание конуса обращено к трубке, а большее основание выполнено в виде кольцевой площадки, переходящей в сужающуюся часть основания с дном, при этом по всему периметру кольцевой площадки выполнены отверстия. Количество и размер отверстий на кольцевой площадке выполнены в соответствии с конкретным использованием по составу и объему стекломассы. Барботер изготавливают из кремнеземистой керамики на основе стеклообразного диоксида кремния с содержанием SiO2 не менее 96 масс. %. 2 з.п. ф-лы, 3 ил.
1. Устройство барботирования для обезвоживания стекломассы, содержащее трубку, переходящую в полый корпус, выполненный в виде усеченного конуса, меньшее основание которого обращено к трубке, а большее основание выполнено в виде кольцевой площадки, переходящей в сужающуюся часть основания с дном, при этом по всему периметру кольцевой площадки выполнены отверстия.
2. Устройство по п. 1, в котором количество и размер отверстий на кольцевой площадке выполнены в соответствии с конкретным использованием по составу и объему стекломассы.
3. Устройство по п. 1 выполнено из кремнеземистой керамики с содержанием SiO2 не менее 96 масс. % методом шликерного литья.
| JPS 6121922 A, 30.01.1986 | |||
| Я Л^-СОЮЗНАЯ I ^iim-iiim"^M^ С'шлнот[:ид—i | 0 |
|
SU391066A1 |
| Способ бурления стекломассы и устройство для его осуществления | 1984 |
|
SU1224281A1 |
| US 4504302 A, 12.03.1985. | |||

