Стекловолокно является тонким стеклянным волокном, которое может быть прочным, легким и хорошим изолятором. Эти свойства делают стекловолокно пригодным для ряда различных применений. Например, стекловолокно можно использовать в качестве изолятора (например, электрического изолятора, теплоизолятора или звукоизолятора). Стекловолокно можно также использовать в твердых объектах, например, автомобильных панелях, металлических стойках или в спортивном оборудовании (например, в таком, в котором твердый объект состоит в основном из стекловолокна, или в таком, в котором стекловолокном армированы другие материалы).
Стекловолокно можно изготавливать посредством введения расплавленного стекла в фильеру. Фильера содержит боковые стенки и нижнюю плиту для содержания в ней расплавленного стекла. Нижняя плита (содержащая наконечники или прикрепленная к плите с наконечниками) содержит ряд маленьких отверстий. Таким образом, струя расплавленного стекла вытекает из каждого из этих отверстий и расположенных снизу наконечников. Эти струи могут быть преобразованы в волокна.
Фильеры подвергаются жестким условиям при эксплуатации. Например, сила веса расплавленного материала, действующая сверху на нижнюю плиту, может со временем вызывать прогиб нижней плиты, особенно из-за того, что изготовители используют все в большей степени фильеры больших размеров со все большей производительностью для производства стекловолокна. Кроме того, фильеры подвергают воздействию чрезвычайно высоких температур, так как стекло, введенное в фильеры, должно оставаться в расплавленном состоянии. Фильера должна не только выдерживать воздействие высоких температур, но она должна также выдерживать тепловые расширения и последующие сжатия, которыми сопровождается воздействие этих температур.
Задачей изобретения является создание фильерного устройства, которое может выдерживать жесткие условия изготовления волокна.
В одном варианте осуществления изобретения создано фильерное устройство, содержащее фильеру, содержащую нижнюю плиту с множеством отверстий, из которых вытягивают мононити. По меньшей мере, одна продолговатая опора проходит через фильеру, в общем, вдоль ее продольной оси для поддержания и стабилизации фильеры. Для работы в жестких условиях, которым подвергают фильеру, опора содержит керамику на основе оксида алюминия, которая, в общем, противостоит прогибу или чрезмерному расширению и сжатию во время нагрева и охлаждения. В свою очередь, деформация нижней плиты существенно уменьшается, что, таким образом, способствует предотвращению изменения геометрии отверстий. Это, в свою очередь, способствует предотвращению обрыва мононитей при вытягивании через отверстия.
Согласно одному аспекту изобретения используют множество продолговатых опор, и они отстоят друг от друга и выставлены параллельно продольной оси. Каждая опора может содержать оксид алюминия с присадкой из оксида иттрия. Кроме того, можно использовать раму для поддержания продолговатых опор. Эта рама может содержать пару горизонтальных направляющих, на которые могут быть уложены опоры.
Согласно другому аспекту изобретения керамика на основе оксида алюминия содержит оксид алюминия с присадкой из оксида иттрия.
В одном варианте осуществления керамика на основе оксида алюминия содержит большую долю оксида алюминия, незначительную долю оксида иттрия и незначительное количество оксида магния. Кроме того, незначительное количество оксида иттрия может составлять в диапазоне от около 0,1 масс. % до около 5,0 масс. %.
Для изготовления керамики на основе оксида алюминия, оксид алюминия, составляющий большую долю, можно соединять с оксидом иттрия, составляющим незначительное количество, и карбонатом магния, составляющим незначительное количество, для образования смеси. Смесь можно экструдировать и спекать при температуре в диапазоне от около 1550°C до около 1700°C. Другая технология формирования может включать изостатическое прессование. В некоторых случаях незначительное количество оксида иттрия составляет в диапазоне от около 0,1 масс. % до около 5,0 масс. %. Незначительное количество карбоната магния (MgCO3) может составлять в диапазоне от около 0,01 масс. % до около 1,50 масс. %, а в некоторых случаях - от около 0,01 масс. % до около 0,2 0 масс. %. Кроме того, смесь можно размалывать, а затем высушивать распылением до экструдирования или прессования.
Сущность изобретения поясняется на чертежах, где:
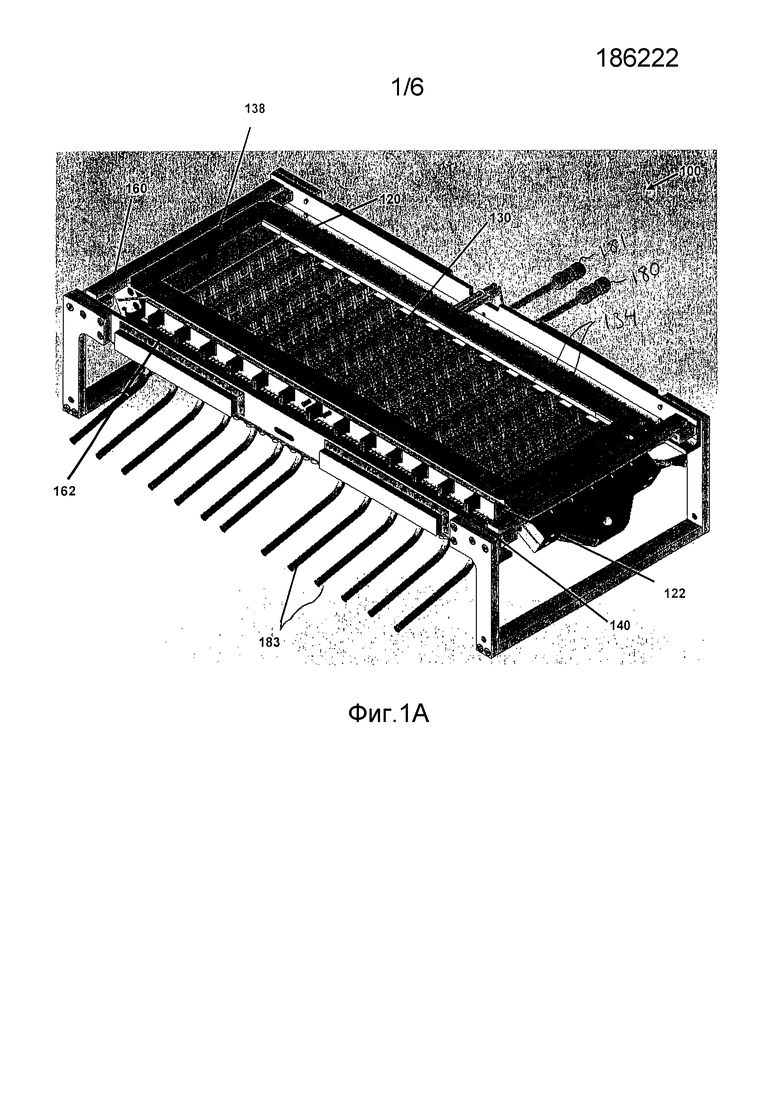
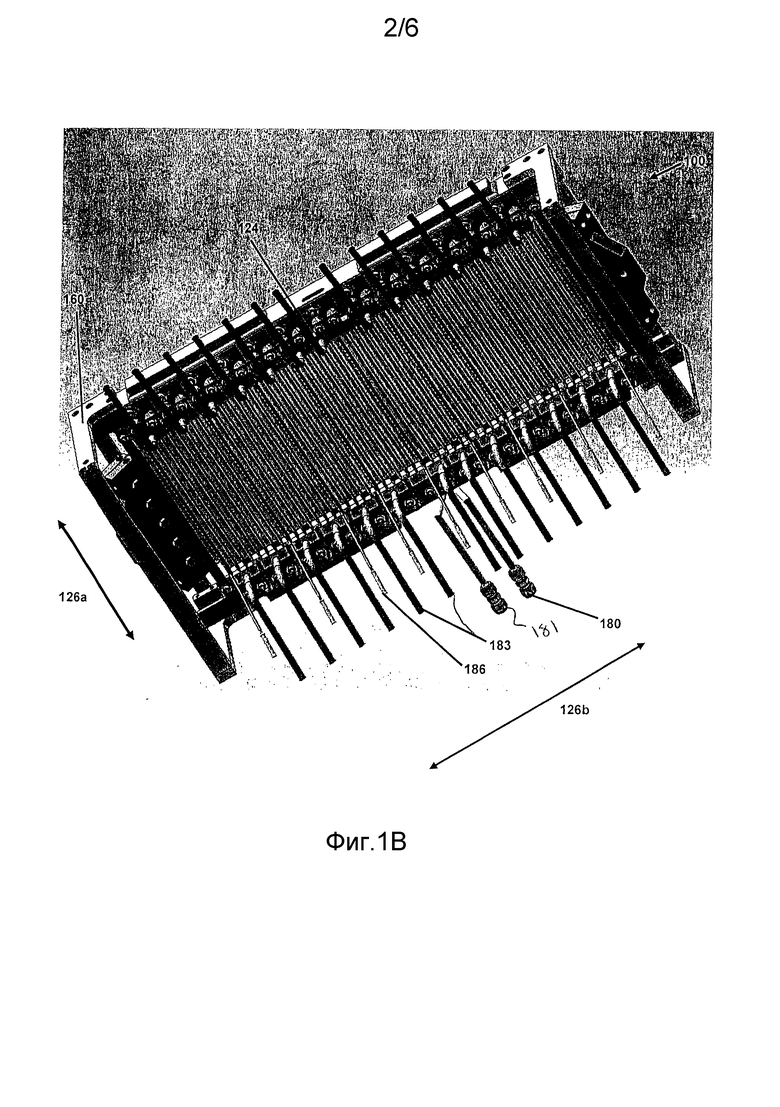
на фиг. 1A, 1B представлен пример фильерного устройства 100;
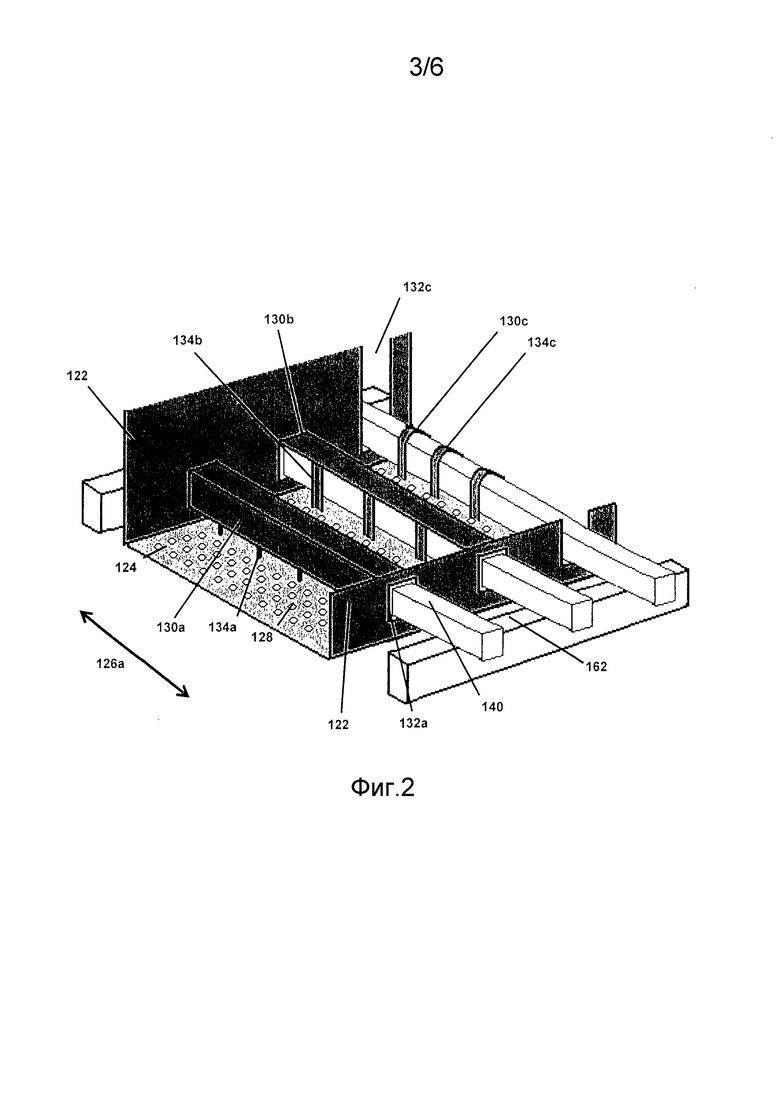
на фиг. 2 представлен чертеж с вырезом части фильерного устройства, на котором показаны примеры элементов для поддержания опор;
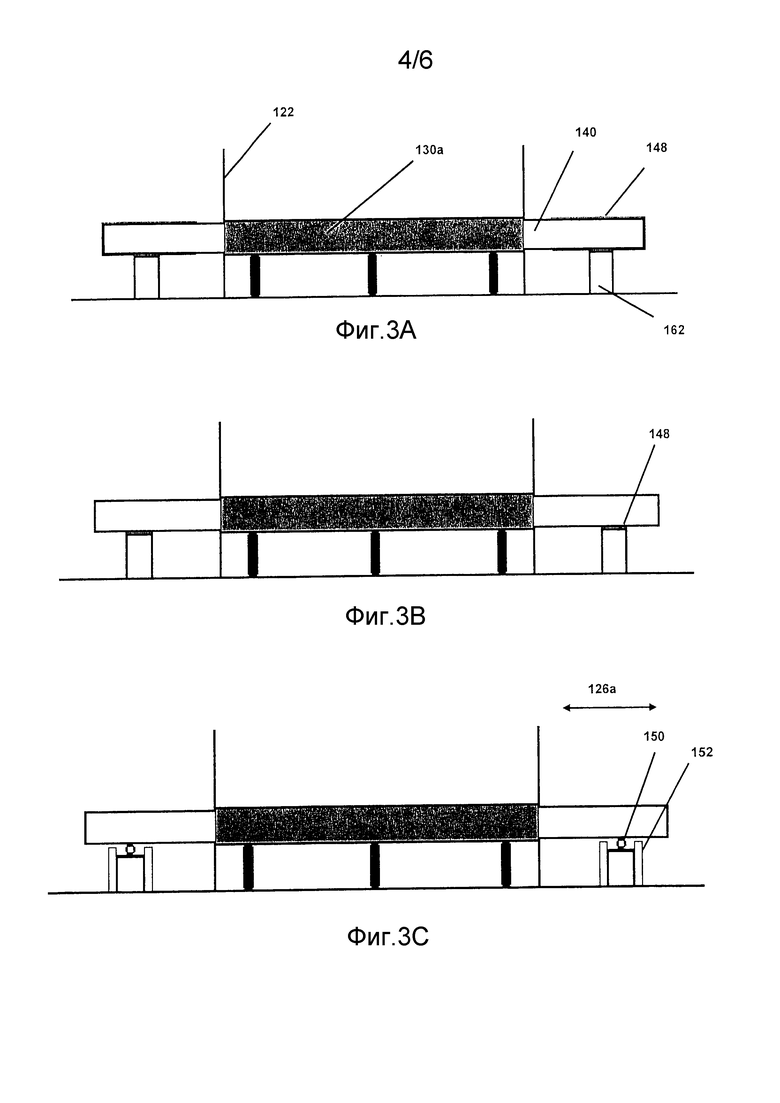
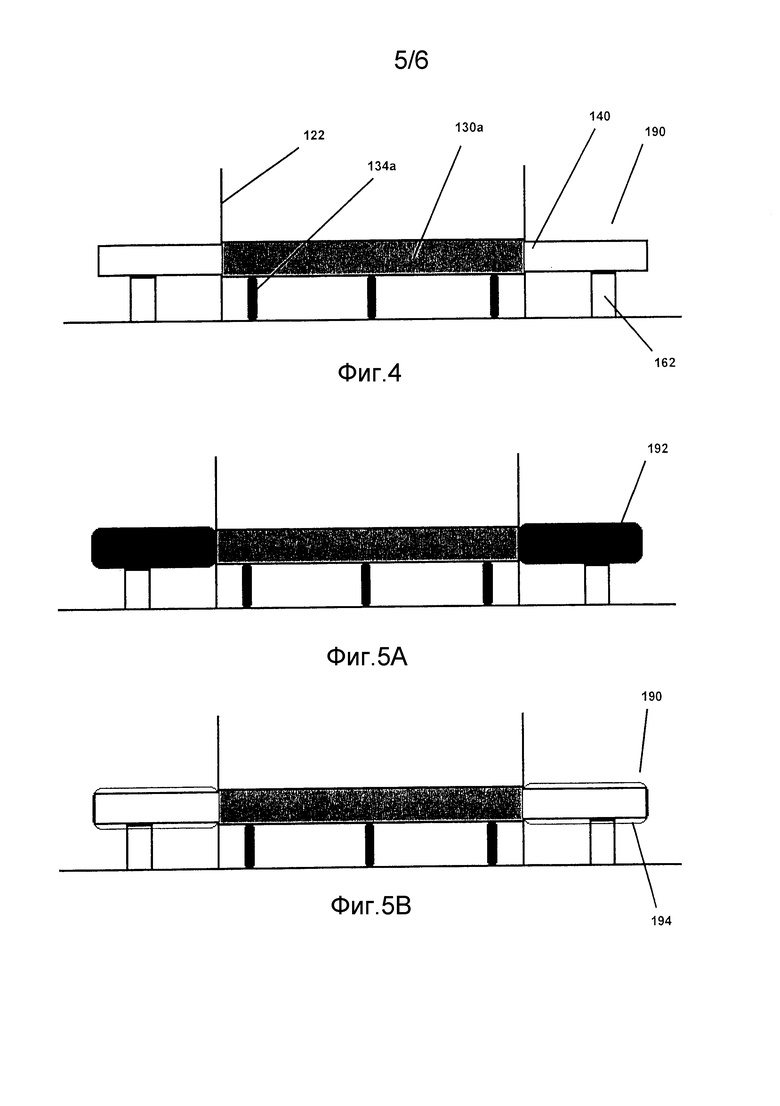
на фиг. 3А-3С, 4 и 5A, 5B представлены фронтальные проекции фильерного устройства;
на фиг. 6 представлена блок-схема процесса изготовления волокна.
Как это описано выше, со временем нижняя плита фильеры может прогнуться из-за нагрузки, действующей на нее сверху. Это может вызывать деформацию отверстий в нижней плите, что может оказывать пагубное влияние на струи расплавленного стекла, которые продавливают через отверстие. В свою очередь, это может приводить к перепутыванию стекловолокна с другими стекловолокнами, существенно нарушая процесс изготовления. В случае деформации может потребоваться ремонт фильеры, что обычно влечет за собой расплавление фильеры и повторную ее отливку. Это может вести к затрате времени и средств. Кроме того, теряются некоторые драгоценные металлы, используемые для изготовления фильеры.
Для решения этой проблемы нижнюю плиту можно поддерживать с помощью продолговатых опор, проходящих в направлении, параллельном плоскости нижней плиты. Концы опор могут быть уложены на раму, окружающую фильеру, таким образом, чтобы опоры поддерживались рамой. Один критический аспект изобретения заключается в создании этих опор таким образом, чтобы они только в минимальной степени расширялись/сжимались и/или прогибались при подвергании их чрезвычайно жестким условиям производства стекловолокна. Одним приведенным в качестве примера способом выполнения этих требований является создание опор из материала, содержащего керамику на основе оксида алюминия, в частности содержащего оксид алюминия с присадкой из оксида иттрия.
Одно особое преимущество при использовании таких материалов состоит в том, что опоры могут быть изготовлены меньшего размера, для чего, таким образом, требуется меньший расход металла на фильеру для поддержания опор. Или фильера может быть изготовлена большего размера при сохранении размера поперечного сечения опор, благодаря чему могут быть увеличены объемы производства. Эти усилия могут привести к значительному снижению стоимости фильеры. Кроме того, фильера будет обладать большей долговечностью, что также позволит дополнительно снизить стоимость производства.
На фиг. 1А и 1B представлен пример фильерного устройства 100. Фильерное устройство 100 может содержать фильеру 120, которая может содержать материал, являющийся по существу эрозионностойким. Фильера 120 может содержать платину, родий или их сплав.
Фильера 120 может содержать сетку (не показана), ряд боковых стенок 122 и нижнюю плиту 124. С помощью сетки можно предотвращать попадание загрязнений, находящихся в расплавленном материале, в фильеру 120. Нижняя плита 124 проходит вдоль продольного направления 126а и горизонтального направления 126b, как это показано на фиг. 1B. Нижняя плита 124 содержит множество маленьких отверстий 128 (как показано на фиг. 2). В некоторых случаях нижняя плита 124 может быть сходна с плитами, описанными в заявке на патент США №2010/0064734, включенной в данный документ путем ссылки. В качестве одного примера, нижняя плита 124 может содержать, по меньшей мере, отверстия в количестве, равном и/или доходящем до около 25, 50, 100, 250, 500, 1000, 2500, 5000 или 10000 отверстий. Диаметры отверстий могут быть, по меньшей мере, равны и/или могут доходить до около 0,1 мкм, 0,25 мкм, 0,5 мкм, 1,0 мкм, 2,5 мкм; 5,0 мкм; 10,0 мкм; 25,0 мкм; 50,0 мкм; 100,0 мкм, 250,0 мкм, 500,0 мкм или 1000,0 мкм. Отверстия могут быть расположены рядами или смещены в шахматном порядке в двойных рядах. Под каждым отверстием может быть расположен наконечник или полое сопло и он может быть присоединен, приварен или выполнен за одно целое с отверстием. Как упомянуто выше, критическим является тот факт, что эти отверстия не должны деформироваться, так как это может приводить к обрыву струи стекла и нарушению процесса изготовления.
Фильера 120 может содержать сетку (не показана), ряд боковых стенок 122 и нижнюю плиту 124. С помощью сетки можно предотвращать попадание загрязнений, находящихся в расплавленном материале, в фильеру 120. Нижняя плита 124 проходит вдоль продольного направления 126а и горизонтального направления 126b, как это показано на фиг. 1B. Нижняя плита 124 содержит множество маленьких отверстий 128 (как показано на фиг. 2). Нижняя плита 124 может содержать, например, по меньшей мере, количество отверстий, равное и/или доходящее до около 25, 50, 100, 250, 500, 1000, 2500, 5000 или 10000 отверстий. Диаметры отверстий могут быть, по меньшей мере, равны и/или доходить до около 0,1 мкм, 0,25 мкм, 0,5 мкм, 1,0 мкм, 2,5 мкм; 5,0 мкм; 10,0 мкм; 25,0 мкм; 50,0 мкм; 100,0 мкм, 250,0 мкм, 500,0 мкм или 1000,0 мкм. Отверстия могут быть расположены рядами или смещены в шахматном порядке в двойных рядах. Под каждым отверстием может быть расположен наконечник или полое сопло и он может быть присоединен, приварен или выполнен за одно целое с отверстием.
Фильера 120 может содержать один или большее количество элементов 130 для приема опор. Боковые стенки 122 могут содержать отверстие 132, в которое можно вводить опору 140. В некоторых случаях отверстие 132 выполнено только немного большего размера, чем опора 140. Боковая стенка 122 может содержать отверстие с периметром, которым определяется форма отверстия 132. В некоторых случаях периметр отверстия состоит из материала, отличающегося от материала остальной части боковой стенки 122. Материал периметра отверстия может быть приварен к боковой стенке 122.
Элементы 130 для приема опор могут быть выполнены рядом различных способов. На фиг. 2 представлено три не ограничивающих объем изобретения примера, обозначенных номерами позиций 130а, 130b и 130c и описанных более подробно ниже. Следует понимать, что фильера 120 может содержать все элементы для приема опор одинакового типа (например, все элементы 130 для приема опор могут быть выполнены в виде элементов 130а) или может содержать сочетания элементов для приема опор различных типов. Кроме того, элементы 130 для приема опор присоединены частично к нижней плите 124 с использованием одного или большего количества соединителей 134. Как также показано на фиг. 2, может быть использован ряд различных соединителей, либо одинакового вида, либо различных видов. Они обозначены номерами позиций 134а, 134b и 134c и описаны более подробно ниже.
Элементы для приема опор могут содержать втулку, трубчатый элемент, крючок и т.п., как это описано более подробно ниже. Например, элемент 130 для приема опоры содержит квадратную или прямоугольную трубку или втулку, проходящую между двумя боковыми стенками 122. Каждый трубчатый элемент 130 между боковыми стенками является по существу полым, чтобы, например, опора 140 могла проходить полностью через трубчатый элемент 130. В некоторых вариантах осуществления поперечное сечение трубчатого элемента 130 выполнено параллельно поперечному сечению опоры 140. Присоединение элемента 130 для приема опоры к нижней плите 124 выполнено с помощью соединителей 134. Если к нижней плите 124 прикладывают усилие (например, посредством введения расплавленного материала поверх плиты), которое может вызывать прогиб плиты, то опоры 140 способствуют предотвращению такого прогиба. Более конкретно, верх трубчатого элемента 130 для приема опоры давит вниз, так как он присоединен к нижней плите 124. Опора 140 противостоит этой силе давления, направленной вниз, и таким образом способствует предотвращению прогиба нижней плиты 124. При таких условиях путем присоединения нижней плиты 124 к элементам для приема опор можно уменьшить или исключить прогиб.
Элемент 130 для приема опоры, представленный на фиг. 1А, сходен с элементом 130а для приема опоры, представленным на фиг. 2. Однако следует понимать, что вместо использования непрерывной трубки в качестве элемента для приема опоры можно использовать другие конфигурации, как это показано на фиг. 2. Например, можно использовать одну поверхность для образования элемента 130b для приема опоры, которая лежит сверху на опоре 140. Фильера 100 может содержать один или большее количество соединителей 134b, которыми может быть соединена нижняя плита 124 с элементом 130b для приема опоры.
В качестве другого примера может быть представлена фильера 100, которая может содержать элемент 130c для приема опоры в виде крючка 134c, который также служит для соединения элемента 130c для приема опоры с нижней плитой 124. В этом случае элемент для приема опоры и соединитель выполнены в виде одного и того же компонента. Однако, как это показано на фиг. 1А, соединитель 134, сходный с соединителем 134c, может быть также использован в сочетании с элементом 130 для приема опоры, сходным с элементом 130а для приема опоры. Соединитель 134 в виде крючка, представленный на фиг. 1А, может проходить от нижней плиты 124 вверх и вокруг трубчатого элемента 130. Таким образом, если нижняя плита 124 уже начала прогибаться, и опора 140 уже прижалась к верху трубчатого элемента 130, то с помощью соединения в виде крючка можно препятствовать прогибу нижней плиты 124.
В некоторых вариантах осуществления элемент 130 для приема опоры, периметр отверстия 132 и/или соединитель 134 изготовлены по существу из того же материала, что и нижняя плита 124 фильеры 120. Благодаря этому может быть, например, обеспечена возможность того, чтобы элемент 130а для приема опоры расширялся в продольном направлении 126а на величину, сходную с расширением нижней плиты 124. В некоторых примерах элемент 130 для приема опоры, периметр отверстия 132 и/или соединитель 134 изготовлены из материала, отличающегося от материала нижней плиты 124. Например, элемент 130 для приема опоры 130 и/или соединитель 134 могут содержать материал, более теплостойкий и/или обладающий меньшим тепловым расширением, чем материал нижней плиты 124. В некоторых вариантах осуществления элемент 130 для приема опоры, периметр отверстия 132 и/или соединитель 134 содержат драгоценный металл, например платину.
Опора 140 может проходить через отверстия 132 и/или элементы 134 для приема опор вдоль продольного направления 126а. Опоры могут содержать продолговатый элемент. Длина продолговатой опоры 140 может быть, например, по меньшей мере, приблизительно в 5, 10, 50, 100, 500 или 1000 раз больше ширины или высоты продолговатой опоры 140. Опора 140 может иметь ширину или диаметр, ширину или высоту, которые, по меньшей мере, равны или доходят до около 0,1 мм, 0,5 мм, 1,0 мм, 5,0 мм, 10,0 мм, 50,0 мм, 100,0 мм или 500,0 мм. Опора 140 может иметь поперечное сечение, являющееся, например, круглым или содержащим по существу прямую линию. В некоторых случаях поперечное сечение является по существу кругом, квадратом, овалом или прямоугольником. В некоторых случаях нижняя сторона поперечного сечения является по существу плоской.
Опора 140 может иметь ширину, высоту или диаметр, размер которых, например, по меньшей мере, равен или доходит до около 0,1 мм, 0,5 мм, 1,0 мм, 5,0 мм, 10,0 мм или 50,0 мм. Опора 140 может иметь длину, например, по меньшей мере, равную или доходящую до около 10 мм, 50 мм, 100 мм, 500 мм или 1000 мм. Например, в одном примере опора 140 имеет ширину, составляющую приблизительно 8 мм, высоту, составляющую приблизительно 16 мм, и длину, составляющую 270 мм. Опора 140 может быть длиннее нижней плиты 124 в продольном направлении 126а. Благодаря этому может быть, например, обеспечена возможность поддержания концов опоры 140 с помощью рамы 160. Опора 140 может быть длиннее нижней плиты 124 в продольном направлении 126а, например, по меньшей мере, на величину, равную или доходящую до около 0,1 мм, 0,5 мм, 1,0 мм, 5,0 мм, 10,0 мм, 50,0 мм, 100,0 мм или 500,0 мм. Опоры могут быть отделены друг от друга расстоянием, например, по меньшей мере, равным или доходящим до около 1,0 мм, 2,5 мм, 5,0 мм, 10,0 мм или 25,0 мм, 50,0 мм.
Опора 140 может содержать керамический материал. Опора 140 может содержать оксид алюминия, нитрид кремния, цирконий, никель, железо, титан, вольфрам, молибден, ниобий или их сплав. Материал опоры 140 может быть таким, чтобы опора 140 обладала меньшим коэффициентом теплового расширения и/или большим пределом ползучести в горячем состоянии, чем нижняя плита 124.
В одном конкретном варианте осуществления опора 140 может содержать оксид алюминия с присадкой из оксида иттрия. Присадкой из оксида иттрия можно придать опоре 140 способность меньшей деформации ползучести при высоких температурах, в сравнении с опорой, изготовленной без этой присадки. Таким образом, используя опору из оксида алюминия с присадкой из оксида иттрия, можно уменьшить прогиб нижней плиты 124. Кроме того, введением присадки из оксида иттрия можно обеспечить возможность использования опоры 140 меньшего размера для поддержания нижней плиты 124 и/или можно уменьшить количество материалов (например, драгоценных металлов), расходуемое на фильерное устройство 100. Альтернативно или в дополнение применением присадки из оксида иттрия можно обеспечить возможность поддержания опорой 140 нижней плиты 124 и фильеры больших размеров (таким образом увеличивая производительность устройства); можно увеличить срок годности опоры 140 и/или можно увеличить эффективность опоры 140 в препятствовании прогибу нижней плиты 124. Один состав керамики с присадкой из оксида иттрия, приведенный в качестве примера, содержит оксид алюминия с присадкой из оксида иттрия. В одном варианте осуществления керамика на основе оксида алюминия содержит большую долю оксида алюминия, незначительную долю оксида иттрия и незначительное количество оксида магния. В одном конкретном варианте осуществления незначительное количество оксида иттрия может составлять в диапазоне от около 0,1 масс. % до около 5,0 масс. %.
Изготовление опор 140 можно начинать, например, с обеспечения частиц оксида алюминия или смеси порошков, которые вводят во взаимодействие для образования оксида алюминия. Для образования смеси соединяют оксид алюминия оксидом иттрия и карбонатом магния. Количество оксида иттрия может быть в диапазоне от около 0,1 масс. % до около 5,0 масс. %. Количество карбоната магния может быть в диапазоне от около 0,01 масс. % до около 1,5 масс. %.
Смесь вводят в водный раствор, например в воду, и смесь размалывают для уменьшения размера частиц. После размалывания смесь высушивают распылением. Обработанную смесь можно экструдировать или спрессовывать для изготовления опор желаемой формы. Сырую заготовку затем спекают при температуре в диапазоне от около 1550°C до около 1700°C. Во время спекания из карбоната магния образуется оксид магния. Готовый продукт охлаждают, и его не обязательно шлифовать для придания гладкости поверхности и/или спрямления опоры.
В некоторых вариантах осуществления опора 140 может быть по существу сплошной. В некоторых вариантах осуществления опора 140 является по существу полой. В некоторых вариантах осуществления опора 140 содержит полую и сплошную части.
Как это показано на фиг. 1A и 1B, фильеру 120 можно поддерживать с помощью рамы 160. В одном варианте осуществления с помощью рамы 160 поддерживают наружную часть фильеры. Например, с помощью рамы можно поддерживать наружную часть фильеры, окружающую часть фильеры, содержащую отверстия 128. В некоторых случаях фильера 120 может содержать один или большее количество фланцев 138. Фланцы 138 могут выступать над частью рамы 160. В некоторых случаях фланцы 138 проходят вдоль продольного направления 126а.
С помощью рамы 160 можно поддерживать продолговатые опоры 140. Например, как это показано на фиг. 1A и 1B, опоры 140 могут выходить за пределы фильеры 120 в продольном направлении. Долю или всю часть опор, выходящих за пределы фильеры 120, можно поддерживать с помощью рамы 160. В некоторых случаях с помощью рамы 160 поддерживают фильеру 120 посредством использования несущих опор 140. В некоторых случаях с помощью рамы 160 непосредственно поддерживают фильеру 120.
Рама 160 может содержать одну, две или большее количество горизонтальных направляющих 162, которые проходят вдоль горизонтального направления 126b. Посредством горизонтальных направляющих 162 можно обеспечивать силу, направленную вверх, действующую на опоры 140. В некоторых вариантах осуществления одна или большее количество боковых частей опор 140 лежит на горизонтальных направляющих 162. Боковые части могут, например, содержать концевую часть опоры 140 и/или часть опоры, которая не находится непосредственно над нижней плитой 124. В некоторых вариантах осуществления опора 140 не лежит непосредственно на горизонтальных направляющих 162, но одна или большее количество боковых частей опор 140 расположено поверх горизонтальных направляющих 162, и их опосредованно поддерживают с помощью направляющих. Например, одной или большим количеством сообщающих движение элементов 148, 150, 152, 190, 192, 194 могут быть отделены направляющие от боковых частей, как показано на фиг. 3A-3C, 4 и 5A, 5B.
Рама 160 может содержать металл. Например, рама 160 может содержать железо или сталь. Рама 160 может содержать материал или может сама обладать меньшим коэффициентом теплового расширения и/или большим пределом ползучести в горячем состоянии, чем нижняя плита 124 или чем опора 140. В некоторых случаях различные части рамы 160 изготавливают из различных материалов.
Фильеру 160 можно нагревать для обеспечения условия, при котором материал, содержащийся в фильере, находится при желаемой температуре. Например, фильеру 160 можно нагревать до температуры выше 2000°F (1093,3°C) для обеспечения того, чтобы расплавленное стекло в фильере оставалось в расплавленном состоянии. Эти высокие температуры могут вызывать расширение частей фильеры 160 и опор 140. Если опорам 140 не предоставлена свобода перемещения относительно рамы 160, то может произойти повреждение одной или большего количества опор 140, фильеры 120 (например, по периметрам отверстий в боковой стенке 122 или повреждение элемента 130 для приема опоры) и рамы 160. Например, при высоких температурах сварочное соединение, которым прикреплен <материал> периметров отверстий к боковой стенке 122, может разрушиться и элемент 130 для приема опоры может разорваться, что может привести в результате к утечке расплавленного материала (например, расплавленного стекла) из фильеры 120. Таким образом, в некоторых вариантах осуществления обеспечены фильерные устройства, в которых уменьшено трение, обеспечена возможность относительного перемещения и/или обеспечена большая возможность относительного перемещения между опорами 140 и рамой 160 (например, между опорами 140 и горизонтальными направляющими 162) при высоких температурах [например, при 2200°F - 2400°F (1204,4°C - 1315,6°C)].
Фильерное устройство 100 дополнительно содержит впуск 180 для охлаждающей воды, который проведен к охлаждающей петле, лежащей сверху на фланце фильеры, для уплотнения фильерного блока для предотвращения утечки расплавленного стекла. Рядом с впуском 180 для охлаждающей воды расположен выпуск 181 для охлаждающей воды. Также с помощью труб 183 для охлаждающей воды обеспечивают возможность использования охлаждающей воды для охлаждения фильеры. Трубы 183 проходят в поперечном направлении фильеры для обеспечения возможности впуска холодной воды с одной стороны и выпуска воды, подлежащей удалению, с другой стороны. По трубам 186 подают воздух, используемый во время зависания для возбуждения направленного вниз наружного потока воздуха вдоль массива наконечников фильеры для обеспечения дополнительного охлаждения во время образования волокон из первичных жилок стекла.
Элементы для приема опор
Как это описано выше, фильера может содержать один или большее количество элементов для приема опор. На фиг. 2 представлен чертеж с вырывами части других вариантов осуществления фильерных устройств, на котором представлено, например, несколько других примеров элементов 130а-130c для приема опор. В каждом из трех представленных примеров боковые стенки 122 содержат отверстие 132, в которое может быть введена опора. В некоторых случаях отверстие (например, отверстие 132а) только немного больше размера опоры 140. В некоторых случаях отверстие (например, отверстие 132c) проходит до верха или до низа стенки. Хотя на фиг. 2 представлено по два отверстия, соответствующих каждой опоре, боковая стенка 122 может содержать отверстия 132 большего размера, в которые можно ввести множество опор.
Как это описано со ссылками на фиг. 1А, элементы 130 для приема опор могут содержать втулку или трубчатый элемент. На фиг. 2 представлен пример, где в фильере использован трубчатый элемент 130а для приема опоры. В этом примере трубчатый элемент 130а содержит по существу сплошную, непрерывную поверхность, проходящую между двумя боковыми стенками 122. Кроме того, каждый трубчатый элемент 130а может быть по существу полым таким образом, чтобы, например, опора 140 могла полностью проходить через трубчатый элемент 130а. В этом примере поперечное сечение трубчатого элемента 130а располагается параллельно поперечному сечению опоры 140. Как это описано более подробно ниже, трубчатый элемент 130а присоединен к нижней плите 124 (которая содержит отверстия 128). Таким образом, если к нижней плите 124 прикладывают силу (например, посредством введения расплавленного материала на плиту сверху), которая могла бы вызывать прогиб плиты, то опоры 140 (поддерживаемые горизонтальными направляющими 162) могут давить на верх трубчатых элементов 130а для приема опор. Присоединением нижней плиты 124 к элементам для приема опор можно, таким образом, уменьшить или исключить прогиб.
Элементы 130b для приема опор содержат верхнюю поверхность. Опора 140 может быть при этом расположена под верхней поверхностью. Опора 140 может прикладывать направленную вверх силу к верхней поверхности элемента 130b для приема опоры при приложении направленной вниз силы к нижней плите 124 фильеры. Таким образом, присоединением нижней плиты 124 к элементам 130b для приема опоры можно уменьшить или исключить прогиб, который мог бы в противном случае произойти.
Элемент 130c для приема опоры содержит элемент, проходящий от нижней плиты 124 поверх опоры 140. В некоторых случаях элемент 130c имеет форму крючка; в некоторых случаях элемент 130c имеет U-образную форму. Опора 140 может прикладывать направленную вверх силу к верхней части элемента 130c для приема опоры при приложении направленной вниз силы к нижней плите 124 фильеры. Таким образом, присоединением нижней плиты 124 к элементам 130c для приема опор можно уменьшить или исключить прогиб, который мог бы в противном случае произойти.
Как описано выше, фильера может содержать один или большее количество соединителей 134, которыми может быть присоединена нижняя плита 124 к элементу 130 для приема опоры. Соединители 134 могут содержать, например, стержень (например, 134а), пластину, балку (например, 134b), компонент U-образной формы (например, 134c) или крючок. Соединитель 134 может быть независимым от элементов 130 для приема опоры (например, соединители 134а и 134b отличаются от элементов 130а и 130b для приема опор) или соединитель 134 может содержать элемент 130 для приема опоры (например, соединитель 134c содержит элемент 130c для приема опоры).
В некоторых вариантах осуществления нижняя плита 124 жестко соединена с опорой 140. Например, крючки соединителя 134c могут быть жестко прикреплены к опоре 140, посредством формы или материала крючка можно исключить перемещение опоры 140 относительно компонента 134c. В некоторых вариантах осуществления соединители 134 и/или элемент 130c для приема опоры выполнены с обеспечением возможности перемещения опоры 140 относительно нижней плиты 124. Например, опора 140 может скользить и/или расширяться в продольном направлении (и независимо от нижней плиты 124) внутри элемента 130а для приема опоры. Другим примером могут служить крючки соединителя 134c, при использовании которых можно обеспечить возможность перемещения опоры 140 относительно компонента 134c.
На фиг. 2 представлено множество соединителей 134, которыми нижняя плита 124 присоединена к одной опоре 140. В некоторых случаях опора 140 присоединена к нижней плите 124 посредством одного соединителя. Например, соединители 134 могут содержать пластину, ориентированную в вертикальном направлении, которая проходит вдоль существенной части или вдоль всей нижней плиты 124 в продольном направлении 126а. Другим примером может служить один компонент (например, стойка), который может быть расположен по существу в центре нижней плиты 124 вдоль продольного направления 126а.
На фиг. 2 представлен ряд различных элементов 130 для приема опор и ряд различных соединителей 134. Фильерное устройство может содержать множество элементов 130 для приема опор (например, для приема множества опор 140) и множество соединителей 134. В некоторых случаях все соединители выполнены одинакового типа и/или все элементы для приема опор выполнены одинакового типа. В других случаях устройство может содержать множество типов соединителей и/или множество типов элементов для приема опор (например, как это показано на фиг. 2). Хотя на фиг. 2 представлены пары конкретных типов соединителей 134 и элементов 130 для приема опор, пары могут быть перестроены и/или могут быть использованы другие типы соединителей 134 и элементов 130 для приема опор, конкретно не описанные в данном документе.
Описание процесса изготовления волокна
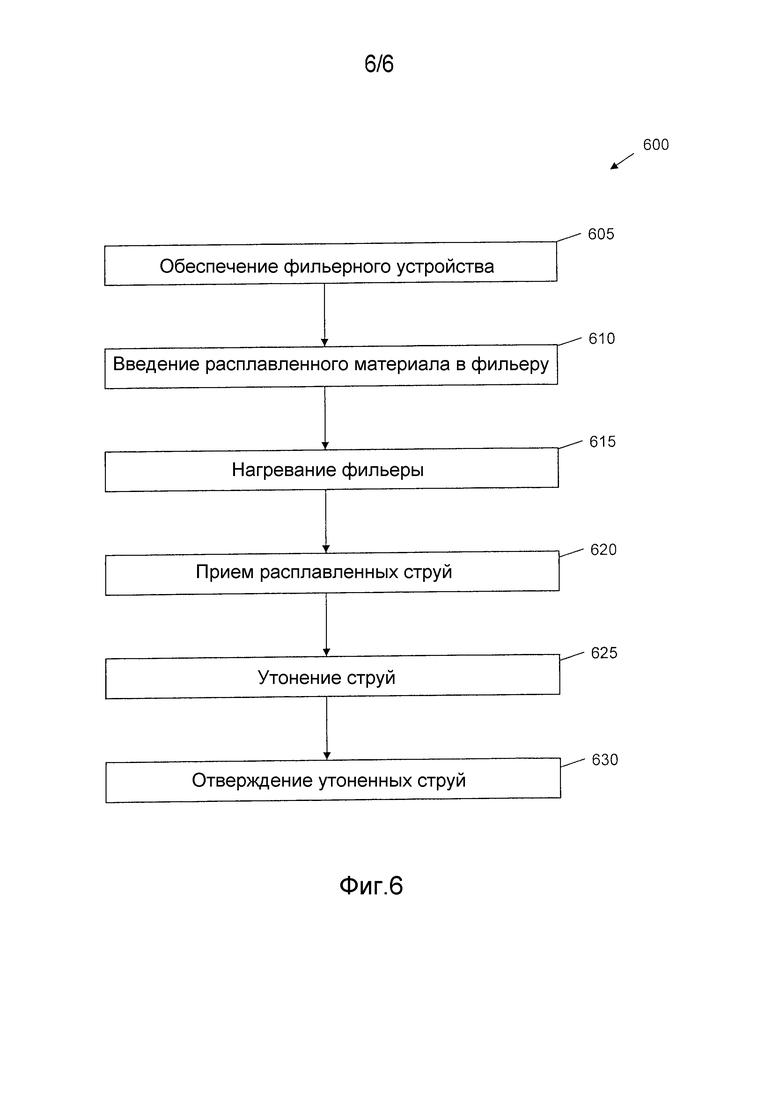
На фиг. 6 представлена блок-схема 600 процесса изготовления волокна. Сначала (блок 605) обеспечивают фильерное устройство. Фильерное устройство может содержать любые части и может обладать любыми свойствами, описанными в данном документе. Например, фильерное устройство может содержать фильеру; опоры для поддержания нижней плиты фильеры; раму для поддержания опор; средства для уменьшения трения для уменьшения эффективного трения между опорами и рамой и пространство, свободное от жаростойких изолирующих огнеупорных материалов, окружающее часть опор вне фильеры.
Расплавленный материал вводят в фильеру фильерного устройства (блок 610). В некоторых случаях расплавленный материал (например, расплавленное стекло) вводят в форкамеру из зоны осветления плавильной печи. Пока материал находится в форкамере, температура расплавленного материала может снижаться и/или расплавленный материал можно смешивать. Множество стоек, футерованных жаростойким материалом, может идти от форкамеры к одной или большему количеству фильер. Расплавленный материал можно пропускать через сетку фильеры, посредством которой можно предотвращать попадание загрязнений в расплавленный материал (например, фрагменты стоек, футерованных жаростойким материалом) в фильере.
Фильеру нагревают (блок 615). В некоторых случаях фильеру нагревают электрически, например, посредством подачи электротока на электрические клеммы, присоединенные к фильере. Фильеру можно нагревать до температуры, значение которой находится в центре или верхней части диапазона волокнообразования из данного материала. Если температура слишком высока, то материал, вытекающий из отверстий фильеры, может выходить в виде отдельных капель, и может не происходить вытягивания из него волокон. Если температура слишком низкая, то волокно может впоследствии обрываться из-за чрезмерных сдвиговых напряжений во время утонения волокон. Таким образом, температуру фильеры можно поддерживать в диапазоне, не связанном с любым из этих пагубных условий. Может потребоваться поддержание температуры фильеры на уровне, превышающем идеальную температуру волокнообразования, так как может происходить охлаждение в наконечниках под нижней плитой фильеры. В некоторых случаях температуру фильеры поддерживают на уровне, по меньшей мере, равном или доходящем до около 1800°F (982,2°C); 2000°F (1093,3°C); 2200°F (1204,4°C); 2400°F (1315,6°C); 2600°F (1426,7°C); или 2800°F (1537,8°C). Температура может быть такой, при которой обеспечивается возможность выхода расплавленного материала из наконечников, расположенных под нижней плитой, находящегося в условиях, соответствующих верхней части диапазона волокнообразования, чтобы расплавленный материал, выходящий из наконечников, принимал форму конуса на конце наконечника.
Прием расплавленных потоков (выходящих из отверстий фильеры) (блок 620). В некоторых случаях расплавленный материал сам создает достаточное давление на выходе, чтобы понуждать материал к выходу из отверстий в нижней плите и, таким образом, к формированию расплавленных струй. Струи можно принимать на небольшом расстоянии снизу от каждого конца наконечника под нижней плитой. В некоторых случаях расплавленные струи содержат расплавленный конус, сформированный под наконечниками, расположенными снизу под нижней плитой. Например, их можно принимать на расстоянии, составляющем долю дюйма, под концом наконечника. Высокоскоростным наматывающим устройством можно захватывать струи и затем утонять их.
Струи утоняют (блок 625). Во время утонения диаметр струй может быть уменьшен в соответствии с коэффициентом, который может быть, например, по меньшей мере, равен или может доходить до около 2, 5, 10, 20, 50 или 100, для получения в результате диаметров, например, по меньшей мере, равных или доходящих до около 1 мкм, 5 мкм, 10 мкм, 13 мкм, 16 мкм, 19 мкм, 25 мкм, 50 мкм или 100 мкм. Наматывающим устройством можно прикладывать натяжение и вытягивать струи со скоростью, составляющей от сотен до тысяч фут/мин для уменьшения диаметра. Расплавленный материал можно охлаждать во время утонения. Отверждение утоненных струй производят посредством продолжения охлаждения материала (блок 630).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКОН ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 2020 |
|
RU2751318C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛИМЕРНЫХ ВОЛОКОН И ТЕКСТИЛЬНЫХ ИЗДЕЛИЙ, ВКЛЮЧАЮЩИХ МНОЖЕСТВО ПОЛИМЕРНЫХ КОМПОНЕНТОВ, В ЗАМКНУТОЙ СИСТЕМЕ | 2008 |
|
RU2384659C2 |
| ФИЛЬЕРНЫЙ ПИТАТЕЛЬ, ИМЕЮЩИЙ ОХЛАЖДАЮЩИЕ ОПОРНЫЕ РЕБРА | 2007 |
|
RU2452697C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2012 |
|
RU2617372C2 |
| УЗЕЛ СПИНКИ СИДЕНЬЯ ТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2697131C2 |
| АТТРАКЦИОН ПАРКА РАЗВЛЕЧЕНИЙ С ИМИТАЦИЕЙ ДВИЖЕНИЯ | 2018 |
|
RU2727814C1 |
| РАЗЪЕМ ПОВЫШЕННОЙ БЕЗОПАСНОСТИ ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ПРОВОДНОЙ ШИНЫ | 2014 |
|
RU2663888C1 |
| УСТРОЙСТВО, ВЫДАЮЩЕЕ СТЕКЛЯННЫЕ ВОЛОКНА, С УМЕНЬШЕННЫМ СОДЕРЖАНИЕМ ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2012 |
|
RU2599518C2 |
| СТАЛЬНАЯ ПОДЛОЖКА С ПОКРЫТИЕМ | 2020 |
|
RU2788071C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦЕЛЛЮЛОЗНЫХ ФИЛАМЕНТНЫХ НИТЕЙ, ПРЯДИЛЬНАЯ ШАХТА И ЦЕЛЛЮЛОЗНЫЕ ФИЛАМЕНТНЫЕ НИТИ | 1994 |
|
RU2129622C1 |
Изобретение относится к фильерам для изготовления стекловолокна. Технический результат изобретения заключается в уменьшении деформации фильеры в процессе ее эксплуатации. Фильерное устройство содержит фильеру, включающую нижнюю плиту с множеством отверстий. Нижняя плита имеет продольную ось, причем на первой стороне нижней плиты расположена первая боковая стенка, проходящая перпендикулярно продольной оси, а на второй стороне нижней плиты - вторая боковая стенка, проходящая также перпендикулярно продольной оси. Фильерное устройство содержит по меньшей мере одну продолговатую опору, проходящую через по меньшей мере один элемент для приема опор фильеры вдоль продольной оси и посредством которой к нижней плите фильеры прикладывают направленную вверх силу. Нижняя сторона опоры расположена непосредственно над верхней поверхностью нижней плиты. Каждый из элементов для приема опор содержит множество соединителей, соединяющих элемент для приема опор с нижней плитой между первой боковой стенкой и второй боковой стенкой. Опора выполнена из керамики на основе оксида алюминия. 3 н. и 17 з.п. ф-лы, 10 ил.
1. Фильерное устройство, содержащее:
- фильеру, содержащую нижнюю плиту с множеством отверстий, из которых вытягивают мононити, причем нижняя плита имеет продольную ось;
- первую боковую стенку на первой стороне нижней плиты, проходящую перпендикулярно продольной оси;
- вторую боковую стенку на второй стороне нижней плиты, проходящую перпендикулярно продольной оси;
- по меньшей мере одну продолговатую опору, проходящую через по меньшей мере один элемент для приема опор фильеры, по существу, вдоль продольной оси и посредством которой к нижней плите фильеры прикладывают направленную вверх силу; причем нижняя сторона опоры расположена непосредственно над верхней поверхностью нижней плиты, и каждый из по меньшей мере одного элемента для приема опор содержит множество соединителей, соединяющих элемент для приема опор с нижней плитой между первой боковой стенкой и второй боковой стенкой; и в котором
опора содержит керамику на основе оксида алюминия.
2. Фильерное устройство по п. 1, дополнительно содержащее множество продолговатых опор, отстоящих друг от друга и расположенных на одной линии с продольной осью, причем каждая опора содержит оксид алюминия с присадкой из оксида иттрия.
3. Фильерное устройство по п. 1, дополнительно содержащее раму, выполненную с возможностью поддержания продолговатой опоры, причем рама содержит пару горизонтальных направляющих, на которые может быть уложена опора.
4. Фильерное устройство по п. 1, в котором керамика на основе оксида алюминия содержит оксид алюминия с присадкой из оксида иттрия.
5. Фильерное устройство по п. 1, в котором керамика на основе оксида алюминия содержит оксид алюминия, оксид иттрия и оксид магния.
6. Фильерное устройство по п. 1, в котором количество оксида иттрия в керамике на основе оксида алюминия находится в диапазоне от около 0,1 мас.% до около 5,0 мас.%.
7. Фильерное устройство, содержащее:
- фильеру, содержащую нижнюю плиту с множеством отверстий, из которых вытягивают мононити, причем нижняя плита имеет продольную ось;
- по меньшей мере одну продолговатую опору, проходящую через фильеру, по существу, вдоль продольной оси и посредством которой к нижней плите фильеры прикладывают направленную вверх силу, причем нижняя плита расположена непосредственно под опорой;
- раму, содержащую по меньшей мере две горизонтальные направляющие, на которые уложена по меньшей мере одна продолговатая опора;
- сообщающий движение элемент, расположенный между рамой и по меньшей мере одной продолговатой опорой; и в котором
опора содержит керамику на основе оксида алюминия, изготовленную по способу, включающему этапы, на которых:
- смешивают оксид алюминия, оксид иттрия и карбонат магния;
- экструдируют смесь; и
- спекают смесь при температуре в диапазоне от около 1550°С до около 1700°С.
8. Фильерное устройство по п. 7, в котором количество оксида иттрия в керамике на основе оксида алюминия составляет в диапазоне от около 0,1 мас.% до около 5,0 мас.%.
9. Фильерное устройство по п. 7, в котором количество карбоната магния в смеси составляет в диапазоне от около 0,01 мас.% до около 1,5 мас.%.
10. Фильерное устройство по п. 7, в котором способ производства керамики на основе оксида алюминия дополнительно включает размалывание смеси и сушку распылением размолотой смеси.
11. Фильерное устройство по п. 1, в котором по меньшей мере один элемент для приема опор содержит элемент в форме крючка, свисающий с продолговатой опоры.
12. Фильерное устройство по п. 1, в котором по меньшей мере один элемент для приема опор содержит U-образный элемент, свисающий с продолговатой опоры.
13. Фильерное устройство по п. 1, в котором по меньшей мере один элемент для приема опор содержит плоский элемент, удерживаемый продолговатой опорой, при этом множество соединителей соединяют плоский элемент с нижней плитой.
14. Фильерное устройство по п. 1, в котором по меньшей мере одна продолговатая опора имеет поперечное сечение, являющееся круглым по периметру.
15. Фильерное устройство по п. 1, в котором по меньшей мере одна продолговатая опора имеет поперечное сечение, являющееся овалом по периметру.
16. Фильерное устройство по п. 1, в котором по меньшей мере одна продолговатая опора имеет поперечное сечение, являющееся квадратным по периметру.
17. Фильерное устройство, содержащее:
- фильеру, содержащую нижнюю плиту с множеством отверстий, из которых вытягивают мононити, причем нижняя плита имеет продольную ось;
- первую боковую стенку на первой стороне нижней плиты, проходящую перпендикулярно продольной оси, причем первая боковая стенка ограничивает, по меньшей мере, первое отверстие, открытое у верхнего края первой боковой стенки;
- вторую боковую стенку на второй стороне нижней плиты, проходящую перпендикулярно продольной оси, причем вторая боковая стенка ограничивает, по меньшей мере, второе отверстие, открытое у верхней кромки второй боковой стенки; и
- по меньшей мере одну продолговатую опору, проходящую через по меньшей мере один элемент для приема опор фильеры, по существу, вдоль продольной оси и посредством которой к нижней плите фильеры прикладывают направленную вверх силу;
- раму, содержащую по меньшей мере две горизонтальные направляющие, на которые уложена по меньшей мере одна продолговатая опора;
- сообщающий движение элемент, расположенный между рамой и по меньшей мере одной продолговатой опорой; в котором
по меньшей мере одна продолговатая опора проходит через первое отверстие и через второе отверстие; нижняя сторона опоры расположена непосредственно над верхней поверхностью нижней плиты;
каждый из по меньшей мере одного элемента для приема опор содержит множество соединителей, соединяющих элемент для приема опор с нижней плитой между первой боковой стенкой и второй боковой стенкой; и в котором
опора содержит керамику на основе оксида алюминия.
18. Фильерное устройство по п. 17, в котором по меньшей мере один элемент для приема опор содержит следующий элемент, выбранный из группы, состоящей из:
элемента в форме крючка, свисающего с продолговатой опоры;
U-образного элемента, свисающего с продолговатой опоры; и
плоского элемента, удерживаемого продолговатой опорой, при этом множество соединителей соединяют плоский элемент с нижней плитой.
19. Фильерное устройство по п. 18, в котором по меньшей мере одна продолговатая опора имеет поперечное сечение, выбранное из группы, состоящей из:
поперечного сечения, являющегося круглым по периметру;
поперечного сечения, являющегося овалом по периметру;
поперечного сечения, являющегося квадратным по периметру.
20. Фильерное устройство по п. 18, в котором керамика на основе оксида алюминия содержит оксид алюминия, оксид иттрия и оксид магния.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |

