Изобретение касается установки для изготовления волокна, выдающей волокна, в частности устройства, выдающего волокна из расплавленного материала, в частности стекла, и способа изготовления этого устройства.
Обычно установка для изготовления волокна включает в себя блок забора стекла (flow block), который воспринимает расплавленное стекло, выходящее из канала, соединенного с печью, в которой осуществляется варка стекла, промежуточный блок (bushing block) и устройство, выдающее волокна из расплавленного материала: фильеры (bushing) или дренажные трубки (drain bushing). Верхняя часть устройства может содержать решетку, которая позволяет распределять поток стекла, поступающего из промежуточного блока, и нагревать стекло за счет эффекта Джоуля-Ленца. Нагрев стекла осуществляют с использованием электротрансформатора путем присоединения двух выводов, каждый из которых расположен на противоположных концах устройства, к внешним элементам для электрического соединения трансформатора. Выводы прикреплены сваркой к боковым стенкам фильеры и выступают наружу, что позволяет присоединить их к внешним соединительным элементам, которые представляют контактные губки из электропроводящего материала. Дно устройства снабжено пластиной с отверстиями, или соплами, через которые вытекает расплавленное стекло, подвергающееся вытягиванию с образованием множества волокон.
Эти волокна, диаметр которых изменяется обычно от 5 до 33 мкм, собирают в, по меньшей мере, один слой, который сходится к соединительному устройству с образованием по меньшей мере одного жгута, который, например, наматывают на бобину. Сообразно предназначению жгут может быть также разрезан (резаные волокна) или нанесен на основу (маты с непрерывными волокнами). Полученные продукты используют в основном в различных применениях для усиления.
Фильеры или дренажные трубки подвергаются воздействию корродирующей окружающей среды, создаваемой расплавленным стеклом и высокими температурами при их работе. Эти устройства изготавливают обычно из драгоценных металлов и чаще всего из платины или платиновых сплавов, как, например, но не исчерпывающим образом, из сплава PtRh, PtAu или PtIr, электропроводящих материалов, которые устойчивы во времени при очень высоких температурах. Однако эти материалы являются очень дорогими и представляется экономически желательным ограничить количество драгоценного металла, необходимого в установках для изготовления волокон. Это именно то, что заявляется в данном изобретении, которое предлагает решение, позволяющее уменьшить количество драгоценных металлов в устройствах, таких как фильеры или дренажные трубки.
В документе US 2007/0178329 описан тигель из молибдена или из вольфрама, имеющий защитное покрытие на основе сплава вольфрама и металла, выбранного среди иридия, рения, осмия и рутения. Однако такие металлы, как молибден или вольфрам, не могут быть использованы для устройств, выдающих стеклянные волокна по причине их низкой устойчивости к окислению. В способах изготовления волокон наружные части устройств подвергаются воздействию воздуха при температурах порядка 1100-1400ºС и, следовательно, подвергаются значительным явлениям окисления. С другой стороны, такие металлы, как рений, осмий или рутений, представляют собой редкие и дорогие металлы, сложные для использования в желаемых применениях.
В заявке на патент WO 99/00336 описана имеющая отверстия тарелка для изготовления волокон, отверстия которой покрыты сплавом на основе кобальта и хрома для ограничения коррозии. В патенте US-5417735 предложено наносить чередующиеся слои хрома и никеля на отверстия тарелок с целью формирования коррозионностойкого покрытия. Согласно этим документам покрытия наносят непосредственно на металлическую подложку. Однако при применениях при высокой температуре сталкиваются с проблемами диффузии, которые приводят к возникновению хрупких пористых структур на уровне поверхности раздела. Кроме того, покрытие на основе хрома является нежелательным, так как этот металл при этих температурах подвергается опасности превращения в шестивалентный хром.
Джонсон (Johnson) в обзоре Glass, сентябрь 1972, страница 372 «Platinum coating technique developed for glass industry», предложил способ нанесения коррозионностойкого покрытия на основе платины на поверхность отверстий тарелок для изготовления волокон. Как указано в документах WO 98/50313 и US 5385595, зона пагубной диффузии образуется в таком случае на границе раздела между металлическим сплавом подложки, обычно на основе хрома, никеля и кобальта, и слоем платины. Описано формирование диффузионного барьера на основе боридов, карбидов или нитридов. Главное неудобство этих решений заключается в том, что суперсплавы на основе кобальта или никеля, используемые для тарелок для изготовления волокон, плавятся при температурах ниже 1400°С и, следовательно, не могут быть использованы для таких устройств, как фильеры или дренажные трубки.
Настоящее изобретение предлагает устройства, выдающие стеклянные волокна, изготовленные, по меньшей мере частично, из материала более экономичного, чем драгоценные металлы, используемые вплоть до настоящего времени, и который обладает хорошей устойчивостью к окислению, хорошей коррозионностойкостью при контакте с расплавленным стеклом и хорошей смачиваемостью стеклом. Материал равным образом должен быть хорошим проводником электричества и тепла, так как нагрев фильер или дренажных трубок осуществляют за счет эффекта Джоуля-Ленца.
Согласно изобретению устройство, выдающее волокна расплавленного материала, в частности стекла, при нагреве за счет эффекта Джоуля-Ленца при подаче электропитания, содержащее боковые пластины, пластину днища, снабженную соплами для вытекания расплавленного материала, и необязательно верхнюю решетку, отличается тем, что по меньшей мере одна из этих частей, которая может находиться в контакте с расплавленным материалом, состоит из:
- массивной части из сплава на основе железа, имеющего температуру плавления выше 1450°С, образующей подложку,
- соединительного слоя металла, сформированного, по меньшей мере, на части поверхности подложки,
- керамического слоя, покрывающего соединительный металлический слой, при этом металлический слой и керамический слой образуют диффузионный барьер для компонентов сплава, образующего подложку, и
- слоя защитного покрытия из платины или платинового сплава, нанесенного непосредственно на керамический слой.
Согласно изобретению можно предусмотреть, что подложка из сплава железа будет образована только одними боковыми пластинами или частью этих пластин. Верхняя решетка, если она присутствует, также может быть из сплава железа и, следовательно, образовывать подложку. Пластина днища, снабженная соплами, может быть изготовлена из сплава железа, и сопла, дающие возможность вытекания расплавленного материала, могут быть изготовлены из платины или платинового сплава.
Равным образом, можно предусмотреть, что пластина днища и сопла будут из платины или платинового сплава. В этом случае подложка соответствует боковым пластинам и верхней решетке, которая, возможно, присутствует.
Предпочтительно металлический и керамический слои и защитное покрытие покрывают все поверхности подложки, которые могут вступать в контакт с расплавленным материалом.
Части устройства, которые могут вступать в контакт с расплавленным материалом, должны, если они не изготовлены из сплава железа, или иметь покрытие из платины, или платинового сплава, или любого другого сплава или металла, способного противостоять коррозии при контактировании с расплавленным материалом, если температуры рассматриваемых зон устройства совместимы с использованием указанного сплава или металла. В качестве сплава или металла этого типа можно назвать, например палладий, сплавы типа FeCrNi или суперсплавы на основе кобальта или никеля.
Зоны устройства, которые находятся при температурах выше 1200°С, предпочтительно изготовлены из сплава на основе железа, покрытого металлическим и керамическим слоями и защитным покрытием.
Предпочтительно подложка изготовлена из сплава FeCrAl. Металлы железо, хром и алюминий являются основными компонентами этих сплавов.
Сплав FeCrAl может содержать, в % масс., от 15 до 25% хрома, от 4,5 до 6,5% алюминия и, возможно, по меньшей мере, один элемент, выбранный среди углерода, никеля, кремния, марганца, титана, вольфрама, иттрия, тантала, циркония, лантана, церия, гафния, предпочтительно в содержаниях самое большее 1% масс. каждого из этих элементов, остальное составляет железо.
Сплав FeCrAl равным образом может содержать, кроме того, от 2 до 4% молибдена.
Диффузионный барьерный слой содержит по меньшей мере два слоя, при этом первый слой представляет собой соединительный металлический слой, а второй слой представляет собой керамический слой. Предпочтительно керамический слой состоит из оксида циркония, стабилизированного оксидом иттрия и/или магния.
Содержание оксида иттрия в оксиде циркония находится в интервале от 5 до 30% масс., предпочтительно от 8 до 20% масс.
Содержание оксида магния в оксиде циркония находится в интервале от 4 до 30% масс., предпочтительно от 6 до 22% масс.
Соединительный металлический слой представляет собой сплав FeCrAl и имеет толщину, находящуюся в интервале от 100 до 300 мкм.
Керамический слой, нанесенный на соединительное металлическое покрытие, имеет толщину, находящуюся в интервале от 200 до 400 мкм.
Согласно изобретению слой платины или платинового слоя имеет толщину, находящуюся в интервале от 200 до 500 мкм, предпочтительно от 250 до 350 мкм.
Согласно одному способу осуществления боковые пластины и верхняя решетка, возможно присутствующая, изготовлены из сплава железа и покрыты металлическим слоем, керамическим слоем и слоем защитного покрытия, при этом пластина днища, содержащая сопла, изготовлена из платины или платинового сплава.
Согласно другому способу осуществления боковые пластины, верхняя решетка, возможно присутствующая, и пластина днища изготовлены из сплава железа и покрыты металлическим слоем, керамическим слоем и слоем защитного покрытия, при этом сопла изготовлены из платины или платинового сплава.
Равным образом изобретение касается способа изготовления устройства, выдающего волокна из расплавленного материала, в частности стекла, в котором слои, образующие диффузионный барьерный слой, нанесены на подложку способом, выбранным среди распыления в пламени с высокой скоростью, плазменного напыления в вакууме или напыления в атмосферной плазме.
Предпочтительно термообработку на воздухе осуществляют при температуре, находящейся в интервале от 900 до 1000°С в течение времени от 2 до 5 часов после нанесения соединительного металлического слоя, перед нанесением керамического слоя.
Для изготовления устройства согласно изобретению части, которые изготовлены не из сплава железа, приваривают к сплаву на основе железа дуговой сваркой с неплавким электродом, лазерной сваркой, сваркой электронным пучком или диффузионной сваркой.
Теперь изобретение будет описано более подробно в сопоставлении с прилагаемыми фигурами, из которых:
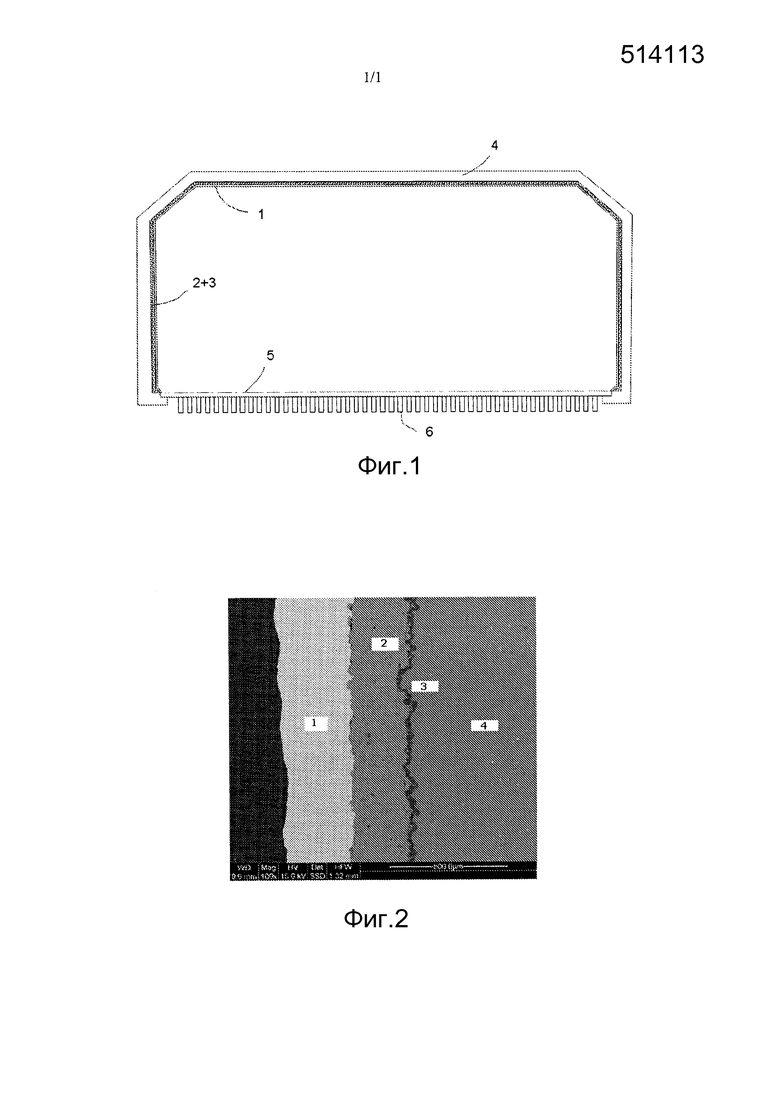
- фигура 1 схематически изображает вид в разрезе устройства, выдающего волокна расплавленного материала согласно настоящему изобретению;
- фигура 2 представляет собой результаты микроскопического наблюдения защитного покрытия, подвергнутого на воздухе воздействию температуры 1300°С в течение 100 часов с целью моделирования условий работы фильер.
Фигура 1 представляет собой вид в разрезе устройства, выдающего волокна расплавленного стекла, которое содержит обычно пластину днища 5, снабженную множеством отверстий, просверленных в соплах 6, дающих возможность вытекания и вытягивания расплавленного материала во множество волокон, верхнюю решетку и боковые пластины.
Согласно изобретению, по меньшей мере одна часть устройства изготовлена из сплава железа. Чтобы выдерживать высокие температуры, необходимо, чтобы этот сплав имел температуру плавления выше рабочих температур устройства или выше 1450ºС. Нагрев устройства осуществляют за счет эффекта Джоуля-Ленца с использованием электротрансформатора путем присоединения двух выводов, каждый из которых расположен на противоположных концах устройства, к внешним элементам для электрического соединения трансформатора. Этот тип нагрева может провоцировать возникновение горячих точек, в которых локальная температура может находиться вблизи 1400ºС.
Сплавы, используемые в качестве материала, образующего подложку, представляют собой сплавы железа, в частности, сплавы FeCrAl. Эти три элемента являются преобладающими элементами; другие элементы периодической системы, как, например, углерод, никель, кремний, марганец, молибден, титан, вольфрам, иттрий, тантал, цирконий, лантан, церий, гафний, тоже могут присутствовать в сплаве в качестве миноритарных компонентов.
Например, сплав на основе железа содержит, в % масс., от 20,5 до 23,5% хрома, 5,8% алюминия, самое большее 0,7% кремния, самое большее 0,4% марганца, самое большее 0,08% углерода, остальное - железо.
Можно назвать, например, сплав, состав которого следующий: 22% хрома, 5,8% алюминия, самое большее 0,7% кремния, самое большее 0,4 % марганца, самое большее 0,08% углерода, остальное - железо. Этот сплав известен под названием Kanthal ARM®. Его температура плавления равна 1500ºС и он обладает высокой стабильностью формы при высокой температуре.
Равным образом он может содержать, в % масс., от 20,5 до 23,5% хрома, 5% алюминия, 3% молибдена, самое большее 0,7% кремния, самое большее 0,4% марганца, самое большее 0,08% углерода, остальное - железо.
Весьма предпочтительно состав используемого сплава следующий: 21% хрома, 5% алюминия, 3% молибдена, самое большее 0,7% кремния, самое большее 0,4% марганца, самое большее 0,08% углерода, остальное - железо. Этот сплав известен под названием Kanthal ARM®. Его температура плавления равна 1500°С и он обладает также высокой стабильностью формы при высокой температуре, при этом его механическая прочность увеличена вследствие присутствия молибдена.
Другие сплавы, типа Kanthal A-1® или Kanthal AF®, также могут быть использованы в качестве основного материала подложки.
Сплавы, упрочненные диспергированными оксидами, называемые также ODS, могут быть использованы. Следует упомянуть, например:
- сплав МА 956, содержащий 20% хрома и 4,5% алюминия, 0,3% титана, 0,04% углерода и 0,5% оксида иттрия, остальное - железо,
- сплав РМ 2000, содержащий 20% хрома и около 55% алюминия, 0,3% титана, 0,01% углерода и оксида иттрия, остальное - железо, или
- сплав ODM 751, содержащий 16% хрома и около 4,5 алюминия, 0,6% титана, 0,01% углерода, 1% молибдена и оксида иттрия, остальное - железо.
В варианте осуществления, представленном на фигуре 1, совокупность корпуса устройства, образованная верхней решеткой и боковыми пластинами, изготовлена из сплава железа (4) и образует подложку, при этом пластина днища, содержащая сопла, изготовлена из платины или платинового сплава.
Некоторые части устройства, которые не контактируют с расплавленным материалом, возможно, могут оставаться в форме необработанной подложки из сплава железа, без необходимости нанесения как диффузионного барьерного слоя, так и защитного покрытия.
Между подложкой и защитным покрытием наносят диффузионный барьерный слой. Этот барьерный слой необходим для того, чтобы избежать образования зоны диффузии, которая рискует образоваться на границе раздела между подложкой и защитным покрытием. Он содержит по меньшей мере два слоя различной природы.
Первый слой (3), непосредственно нанесенный на подложку (4), представляет собой металлический слой, называемый соединительным металлическим слоем. Соединительный металлический слой имеет состав, почти идентичный составу подложки. Компоненты этого слоя являются, следовательно, почти теми же самыми, что компоненты подложки. Таким образом, температуры плавления соединительного металлического слоя и подложки являются близкими и их коэффициенты термического расширения являются одного и того же порядка величины. Однако вследствие способов нанесения, используемых для нанесения соединительного металлического слоя и детализированных ниже, их микроструктуры могут быть различными. Состав соединительного металлического слоя содержит, в % масс., от 15 до 25% хрома, от 4,5 до 6,5% алюминия, возможно, от 2 до 4% молибдена и, возможно, по меньшей мере один элемент, выбранный среди углерода, никеля, кремния, марганца, титана, вольфрама, иттрия, тантала, циркония, лантана, церия, гафния, предпочтительно в содержаниях самое большее 1% масс. каждого из этих элементов, остальное составляет железо.
В качестве примера соединительный металлический слой имеет следующий состав: от 20,5% хрома, 6,4% алюминия, 0,75% кремния, 0,11% марганца, остальное - железо.
Соединительный металлический слой наносят на подложку методом напыления. Можно назвать, например, методы напыления в пламени с высокой скоростью («High Velocity oxygen Fuel» или HVOF), плазменного напыления в вакууме («Vacuum Plasma Spraying» или VPS) или напыления в атмосферной плазме («Atmospheric Plasma Spraying» или APS).
Эти методы позволяют получить толщины слоя, находящиеся в интервале от 100 до 300 мкм. Если желают получить более значительные толщины, может быть рассмотрено последовательное нанесение слоев.
Может быть предусмотрено изменение состава этого соединительного металлического слоя, сохраняя при этом совместимость со слоем, образующим подложку, и реализация упаковки слоев, содержащей несколько последовательных металлических слоев немного отличающихся составов.
Второй слой (2), образующий диффузионный барьерный слой, представляет собой керамический слой. Предпочтительно используемая керамика представляет собой оксид циркония ZrO2, стабилизированный оксидом иттрия Y2O3, и/или оксид магния MgO.
Содержания Y2O3 или MgO, введенные в оксид циркония, изменяются соответственно от 5 до 30 % масс., предпочтительно от 8 до 20% масс. и от 4 до 30 % масс., предпочтительно от 6 до 22% масс.
Керамический слой имеет толщину, находящуюся в интервале от 200 до 400 мкм. Его наносят методами, идентичными методам, используемым для нанесения соединительного металлического слоя, а именно напыления в пламени с высокой скоростью, плазменного напыления в вакууме или напыления в атмосферной плазме.
Соединительный металлический слой позволяет обеспечить хорошее сцепление керамического слоя.
Используемый керамический слой выбирают в зависимости от его коэффициента термического расширения. Стабилизированный оксид циркония обладает тем преимуществом, что имеет относительные коэффициенты термического расширения, совместимые с расширением соединительного металлического слоя. Эти коэффициенты составляют соответственно 10.10-6 К-1 и (5-10).10-6 К-1 для оксида циркония, стабилизированного оксидом магния и оксидом иттрия сравнительно с 11.10-6 К-1 для соединительного металлического слоя, описанного перед этим, который содержит 20,5% хрома, 6,4% алюминия, 0,75% кремния, 0,11% марганца, остальное - железо.
На диффузионный барьерный слой нанесен слой защитного покрытия из платины или платинового сплава. Этот слой обеспечивает защиту устройства по отношению к коррозии, вызываемой контактом с расплавленным стеклом.
Это покрытие наносят термическим напылением. Технология этого типа разработана, например, Johnson Matthey и известна под названием ACT®-технология, которая позволяет получать покрытие из платины или платинородиевого сплава толщиной, находящейся в интервале от 200 до 500 мкм.
Будучи покрытым защитным покрытием на основе платины, керамический слой демонстрирует преимущество, заключающееся в инертной устойчивости по отношению к слою защитного покрытия из платины при высокой температуре. Защитное покрытие на основе платины можно легко отделить от диффузионного барьерного слоя, так как между этими двумя слоями не существует химических взаимодействий. Отделенный таким образом слой платины может быть легко повторно использован.
Устройство согласно изобретению может быть изготовлено последовательным нанесением слоев разного состава.
Поверхность подложки должна быть очищена любым способом подготовки поверхности, известным специалистам в данной области. Можно, например, осуществить очистку с применением спирта или ацетона, затем пескоструйную обработку корундом перед нанесением термическим напылением слоя соединительного металлического покрытия. Эта очистка позволяет создать шероховатость поверхности и улучшить сцепление напыляемого слоя.
В результате нанесения соединительного металлического слоя можно осуществлять термообработку на воздухе упаковки подложка-соединительный металлический слой. Эту обработку осуществляют при температуре, находящейся в интервале от 900 до 1000°С в течение времени от 2 до 5 часов; она позволяет образовать слой оксида алюминия на поверхности соединительного металлического слоя. Этот слой оксида алюминия улучшает устойчивость к окислению при высоких температурах. Таким образом, части устройства, контактирующие с атмосферой, остаются стабильными в противоположность тому, что могло бы произойти с тугоплавкими металлами, как молибден или вольфрам.
Части устройства, которые изготовлены не из сплавов на основе железа, могут быть благоприятно сварены с остальной частью устройства.
Предлагаемыми способами сварки являются дуговая сварка с неплавким электродом (Tungsten Inert Gas или TIG), лазерная сварка, сварка электронным пучком или диффузионная сварка.
Таким образом, можно, если необходимо, разделить эти части и их повторно использовать.
Фигура 2 представляет собой фотографию, полученную при микроскопическом наблюдении подложки (4), покрытой защитным слоем (1) и диффузионными барьерными слоями. Керамический слой (2) представляет собой слой ZrO2-8% Y2O3. Соединительный металлический слой (3) является слегка окисленным с поверхности, так как был образован тонкий слой оксида алюминия, который выглядит темным на фотографии. Так как составы соединительного металлического слоя и подложки являются почти идентичными, различие между этими двумя слоями трудноразличимо на фигуре 2.
Изобретение касается устройства, выдающего волокна расплавленного материала, в частности стекла, и способа изготовления этого устройства. Технический результат заключается в изготовлении устройства из более экономичного материала, который обладает хорошей устойчивостью к окислению, хорошей коррозионностойкостью и смачиваемостью стеклом. Устройство, выдающее волокна расплавленного материала, при нагреве за счет эффекта Джоуля-Ленца при подаче электропитания, содержащего боковые пластины, пластину днища, снабженную соплами для вытекания расплавленного материала, и необязательно верхнюю решетку, по меньшей мере одна из этих частей, которая может находиться в контакте с расплавленным материалом, состоит из: массивной части из сплава на основе железа, имеющего температуру плавления выше 1450°С, образующей подложку, соединительного слоя металла, сформированного, по меньшей мере, на части поверхности подложки, керамического слоя, покрывающего соединительный металлический слой, при этом металлический слой и керамический слой образуют диффузионный барьер для компонентов сплава, образующего подложку, и слоя защитного покрытия из платины или платинового сплава, нанесенного непосредственно на керамический слой. 2 н. и 15 з.п. ф-лы, 2 ил.
1. Устройство, выдающее волокна расплавленного материала, в частности стекла, при нагреве за счет эффекта Джоуля-Ленца при подаче электропитания, содержащее боковые пластины, пластину днища, снабженную соплами для вытекания расплавленного материала, и необязательно верхнюю решетку, отличающееся тем, что по меньшей мере одна из этих частей, которая может находиться в контакте с расплавленным материалом, сформирована из:
- массивной части из сплава на основе железа, имеющего температуру плавления выше 1450°С, образующей подложку,
- соединительного слоя металла, сформированного, по меньшей мере, на части поверхности подложки,
- керамического слоя, покрывающего соединительный металлический слой, при этом металлический слой и керамический слой образуют диффузионный барьер для компонентов сплава, образующего подложку, и
- слоя защитного покрытия из платины или платинового сплава, нанесенного непосредственно на керамический слой.
2. Устройство по п.1, отличающееся тем, что металлический и керамический слои и слой защитного покрытия покрывают все поверхности подложки, которые могут вступать в контакт с расплавленным материалом.
3. Устройство по одному из пп.1 или 2, отличающееся тем, что подложка изготовлена из сплава FeCrAl.
4. Устройство по одному из пп.1 или 2, отличающееся тем, что сплав FeCrAl содержит, в массовых процентах, от 15 до 25% хрома, от 4,5 до 6,5% алюминия и необязательно, по меньшей мере, один элемент, выбранный среди углерода, никеля, кремния, марганца, титана, вольфрама, иттрия, тантала, циркония, лантана, церия, гафния, предпочтительно в содержаниях самое большее 1% масс. каждого из этих элементов, остальное составляет железо.
5. Устройство по п.4, отличающееся тем, что сплав FeCrAl содержит, кроме того, от 2 до 4% молибдена.
6. Устройство по одному из пп.1 или 2, отличающееся тем, что керамический слой представляет собой оксид циркония, стабилизированный оксидом иттрия и/или оксидом магния.
7. Устройство по п.6, отличающееся тем, что содержание оксида иттрия в оксиде циркония находится в интервале от 5 до 30 % масс., предпочтительно от 8 до 20 % масс.
8. Устройство по п.6, в котором содержание оксида магния в оксиде циркония находится в интервале от 4 до 30% масс., предпочтительно от 6 до 22% масс.
9. Устройство по одному из пп.1 или 2, отличающееся тем, что соединительный металлический слой представляет собой сплав FeCrAl.
10. Устройство по одному из пп.1 или 2, отличающееся тем, что соединительный металлический слой имеет толщину, находящуюся в интервале от 100 до 300 мкм.
11. Устройство по одному из пп.1 или 2, отличающееся тем, что керамический слой имеет толщину, находящуюся в интервале от 200 до 400 мкм.
12. Устройство по одному из пп.1 или 2, отличающееся тем, что слой платины или платинового слоя имеет толщину, находящуюся в интервале от 200 до 500 мкм.
13. Устройство по одному из пп.1 или 2, отличающееся тем, что боковые пластины и верхняя решетка, необязательно присутствующая, изготовлены из сплава железа и покрыты металлическим слоем, керамическим слоем и слоем защитного покрытия, при этом пластина днища, содержащая сопла, изготовлена из платины или платинового сплава.
14. Устройство по одному из пп.1 или 2, отличающееся тем, что боковые пластины, верхняя решетка, необязательно присутствующая, и пластина днища изготовлены из сплава железа и покрыты металлическим слоем, керамическим слоем и слоем защитного покрытия, при этом утолщения изготовлены из платины или платинового сплава.
15. Способ изготовления устройства, выдающего волокна из расплавленного материала, в частности стекла, по одному из пп.1-4, в котором слои, образующие диффузионный барьерный слой, нанесены на подложку способом, выбранным среди распыления в пламени с высокой скоростью, плазменного напыления в вакууме или напыления в атмосферной плазме.
16. Способ по п.15, в котором термообработку на воздухе осуществляют при температуре, находящейся в интервале от 900 до 1000°С в течение от 2 до 5 часов после нанесения соединительного металлического слоя, перед нанесением керамического слоя.
17. Способ по одному из пп.15 или 16, в котором части устройства, которые изготовлены не из сплавов железа, приваривают к подложке дуговой сваркой с неплавким электродом, лазерной сваркой, сваркой электронным пучком или диффузионной сваркой.
| US2931062 A, 05.04.1960 | |||
| EP2000442 A2, 10.12.2008 | |||
| Регулятор-отсекатель газа | 1984 |
|
SU1196823A1 |
| WO9850313 A1, 11.12.1998. | |||

