УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Эта заявка представляет собой частичное продолжение заявки под серийным номером 13/134,027, поданной 27 мая 2011 г., причем раскрытие в указанной заявке включено в настоящее описание посредством ссылки.
Изобретение, раскрытое в этой заявке, относится к системам производства стали с электрической дуговой печью и более конкретно к таким системам, которые включают в себя ковшовую металлургическую печь, причем такие системы имеют преимущество уменьшенного требуемого подвода энергии на единицу изготовляемой стали по сравнению с системами известного уровня техники. Изобретение, в частности, направлено на производство легированной стали со скоростью, ограниченной только максимальной плавильной мощностью дуговой печи. В дополнение, изобретение, без изменений, является приспосабливаемым к почти каждому конечному применению в сталелитейной промышленности сегодня и особенно к изготовлению уникальных, единственных в своем роде плавок, изменяющихся в широких пределах составов в произвольной последовательности производства.
Например, изобретение, раскрытое здесь, делает возможным производство до четырех различных типов стали (в отличие от марок стали) в системе с одной электрической дуговой печью без замедления или задержки в последовательности обработки плавок независимо от количества или произвольного порядка различных типов стали, производимых в кампании. Таким образом, система будет производить по меньшей мере сталь воздушно-дугового переплава, сталь вакуумно-дугового переплава, обезуглероженную кислородом в вакууме сталь воздушно-дугового переплава и обезуглероженную кислородом в вакууме сталь вакуумно-дугового переплава, а также обработанную в вакууме сталь ковшовой металлургической печи.
Сегодня, хотя продолжительность процесса от загрузки электрической печи до разливки в изобретении, раскрытом в указанной заявке, значительно меньше, чем время от загрузки до разливки при производстве стали в традиционной электрической печи, время от выпуска из печи до разливки необязательно соизмеримо уменьшается из-за добавленного этапа обработки в ковшовой печи; в действительности, промежуток времени может равняться или даже в некоторой степени превышать промежуток времени при производстве стали в традиционной электрической печи из-за времени выдержки в ковшовой металлургической печи. Хотя ковшовая металлургическая печь имеет входную мощность нагрева, эта мощность значительно меньше входной мощности нагрева электрической дуговой печи. Вследствие этого, и особенно с использованием больших размеров плавки, производимой в системе по вышеуказанной заявке, проблемы при разливке могут возникать из-за тенденции расплавленной стали в разливочной емкости охлаждаться на нежелательную величину на дне разливочной емкости. Это охлаждение может отрицательно влиять на поток металла при разливке из-за образования полутвердой пробки или сферы в или выше и смежно разливочному соплу, что может ограничивать скорость потока металла при разливке.
В связи с этим весьма необходимо, чтобы сталь в области разливочного сопла была такой же жидкой, что и сталь в остальной разливочной емкости, так что закупорка или ограничение потока через разливочное сопло могут быть исключены.
Недостатком разливочных систем, которые используют гранулированный материал в разливочном сопле разливочной емкости, является возможность того, что в момент, когда формируется разливочная струя, гранулированный материал может поступать в разливочную приемную емкость для расплавленного металла, и, в итоге, в конечный отвержденный продукт, тем самым вызывая серьезные проблемы с чистотой конечного продукта.
Соответственно существует необходимость обеспечения того, что разливочная струя из разливочной емкости будет такой жидкой, какой она может быть, даже в плавках свыше 100 тонн; то есть температура расплавленной стали в области разливочного сопла должна быть максимально близкой к температуре стали в областях выше разливочного сопла, чтобы исключать ограничение потока из разливочного сопла (иногда называемое застреванием).
И поскольку параметры чистоты конечного продукта становятся ужесточенными, на производителя стали все больше и больше возлагается обеспечение того, чтобы никакая сталь не отбраковывалась из-за нежелательно высокого содержания включения, относящегося к изолирующему гранулированному материалу, присутствующему в области разливочного сопла, часто называемой гнездовым блоком (леткой) или областью гнездового блока (летки).
Соответственно задача изобретения, раскрытого здесь, заключается в обеспечении того, что в системе, имеющей одну дуговую печь, одну ковшовую печь и одно средство участка вакуумной обработки, обеспечивалось отсутствие возникновения препятствий разливочной струи, например, застревания, из-за температурной разности между расплавленной сталью, смежной гнездовому блоку, в разливочном ковше и областями стали, удаленными от гнездового блока.
Другая задача изобретения заключается в уменьшении или исключении наличия нежелательных включений в конечном затвердевшем продукте, относящихся к наличию гранулированного материала в канале сопла разливочной емкости.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение проиллюстрировано более или менее схематично на сопутствующих чертежах, на которых показано:
Фиг. 1, состоящая из видов с 1A по 1J включительно, показывает схематичный вид системы по изобретению, изображающий, в частности, средства для исключения застревания в разливочном сопле с определенными частями, обозначенными схематически или с помощью подписи, для обеспечения однородности температуры плавки стали, выпускаемой в разливочную приемную емкость, например, вставку;
Фиг. 2 представляет собой частичное поперечное сечение разливочной установки непосредственно перед началом разливки с частями, удаленными для ясности;
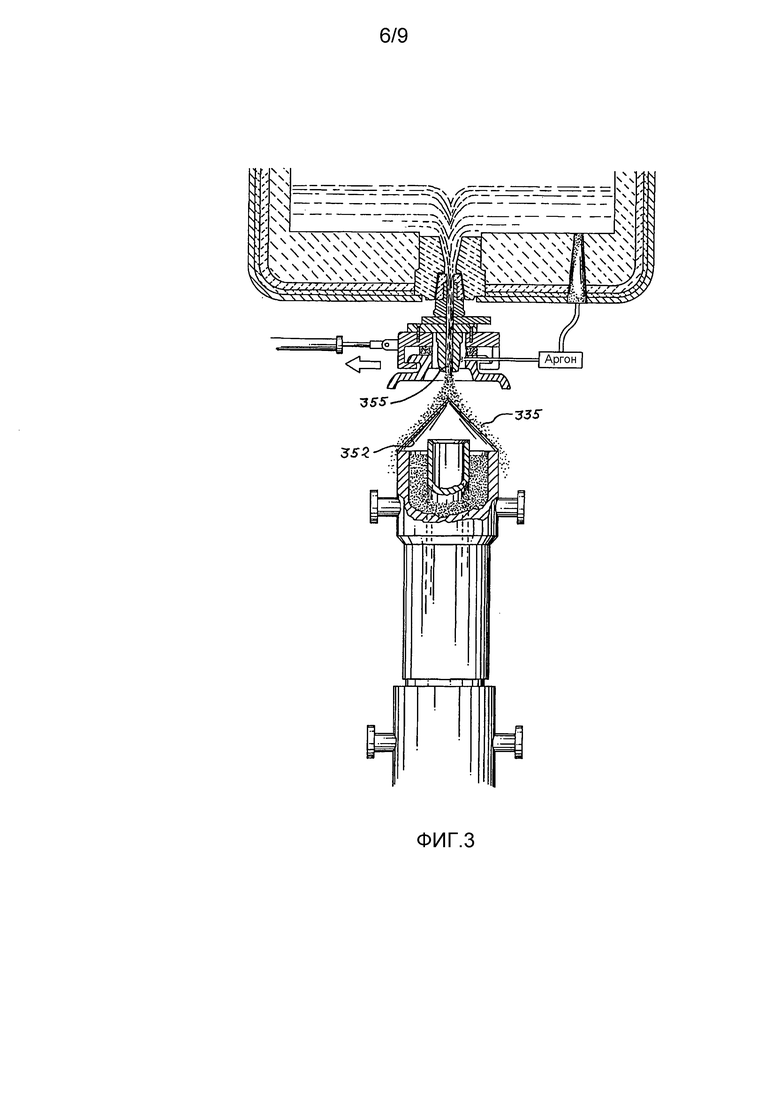
Фиг. 3 представляет собой поперечное сечение разливочной установки с частями, удаленными для ясности, показывающее состояние элементов сразу после того, как скользящий затвор был активирован для освобождения расходуемого гранулированного блокирующего материала в разливочном механизме и запуска разливочной струи;
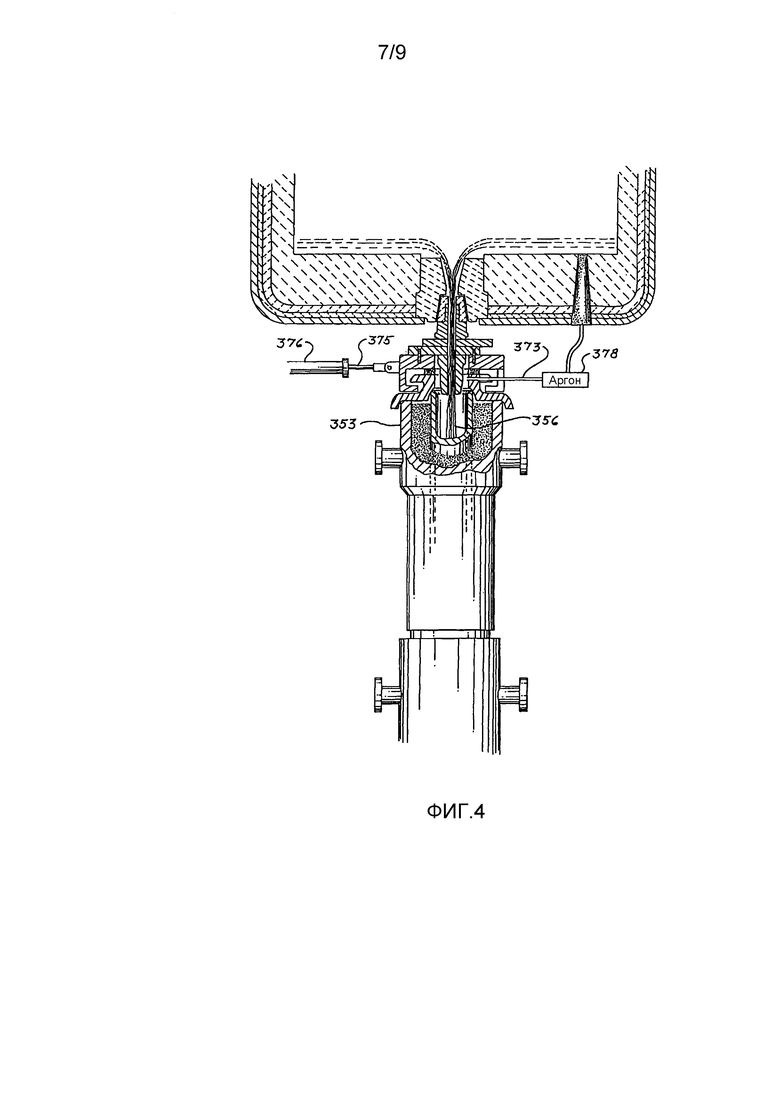
Фиг. 4 представляет собой поперечное сечение с частями, удаленными подобно Фиг. 3, показывающее состояние элементов в момент после того, как расходуемый гранулированный блокирующий материал был отклонен от пути потока разливочной струи и защитной камеры, образованной вокруг разливочной струи;
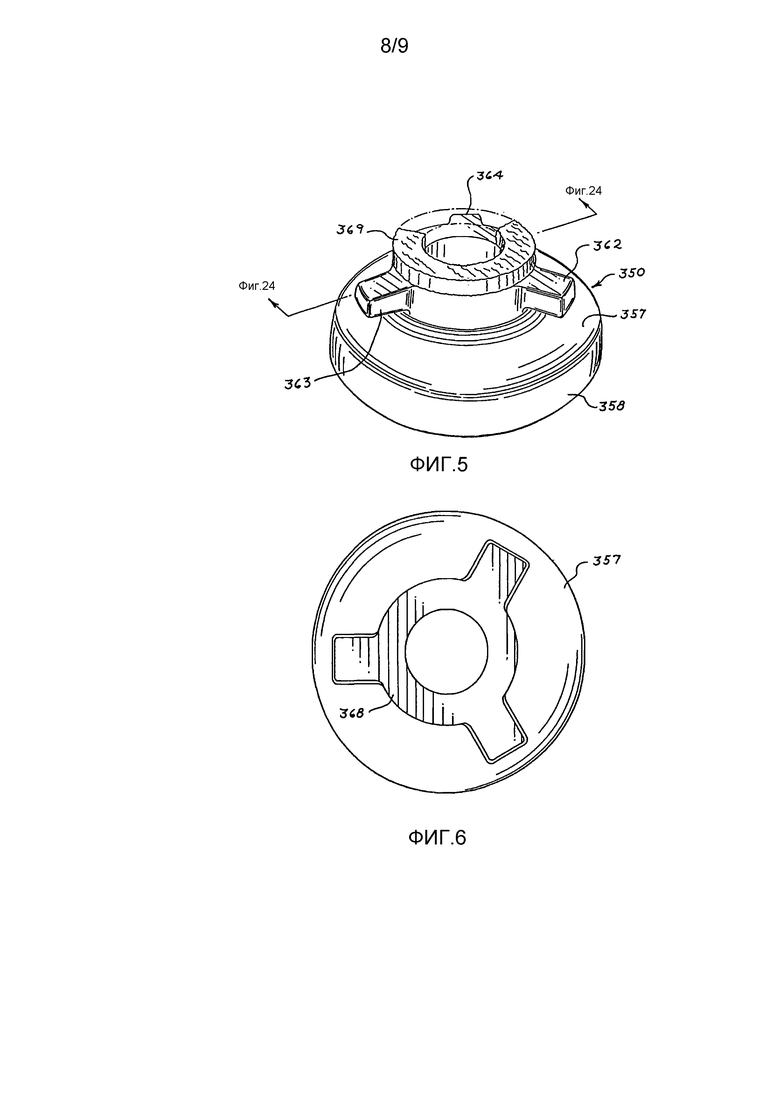
Фиг. 5 представляет собой вид в перспективе разливочного кожуха, используемого для образования частичного уплотнения вокруг разливочной струи;
Фиг. 6 представляет собой вид сверху разливочного кожуха;
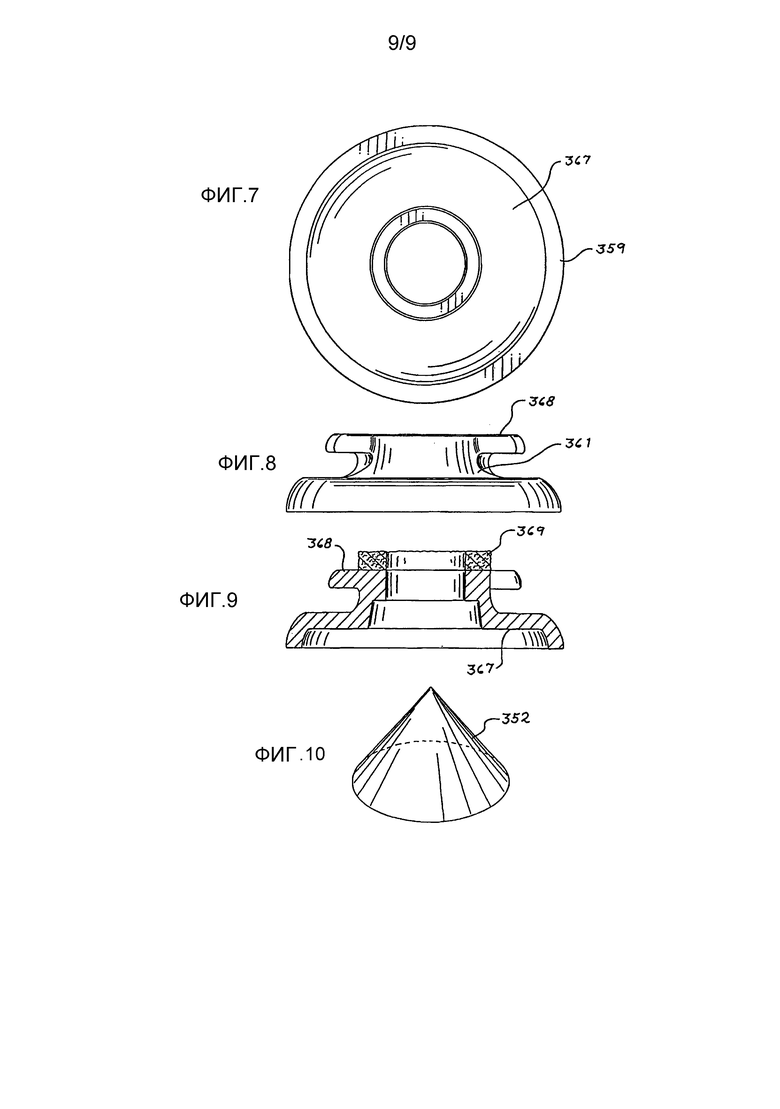
Фиг. 7 представляет собой вид снизу разливочного кожуха;
Фиг. 8 представляет собой вид сбоку разливочного кожуха;
Фиг. 9 представляет собой вертикальное сечение через разливочный кожух вдоль линии 24-24 на Фиг. 5; и
Фиг. 10 представляет собой вид в перспективе конуса на Фиг. 2 и 3.
Одинаковые ссылочные позиции будут использоваться для обозначения одинаковых или подобных частей на фигурах чертежа.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
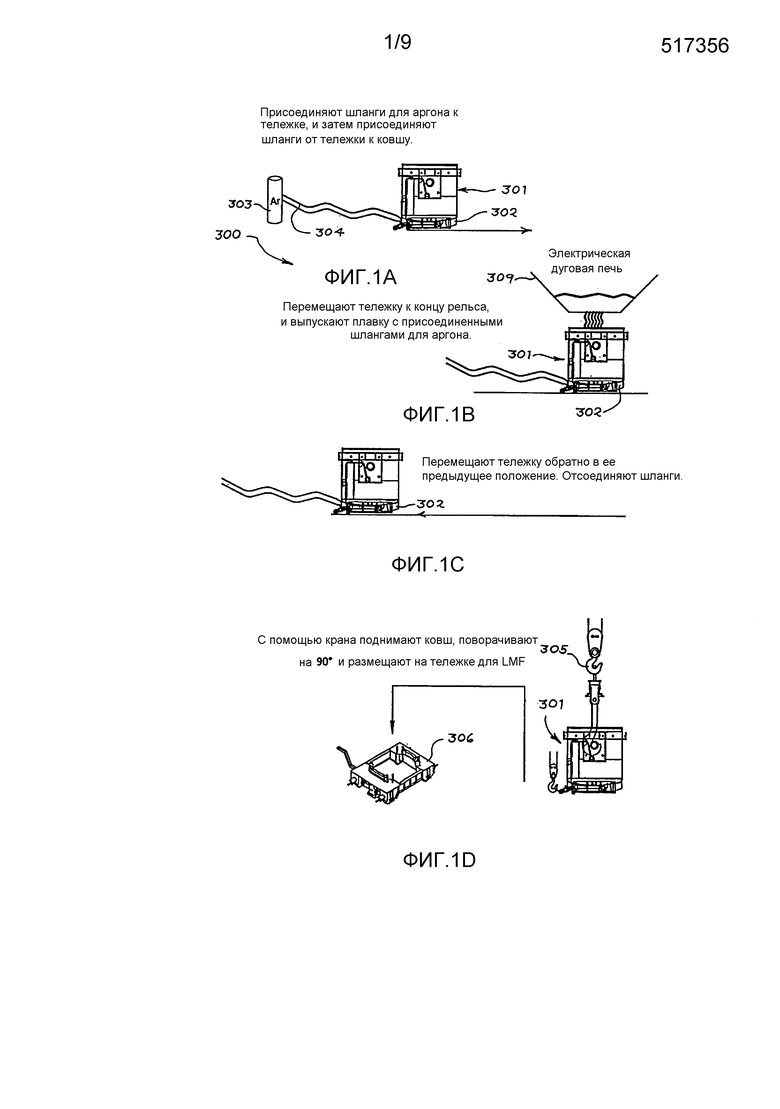
Система и способ обеспечения того, чтобы расплавленный металл на участке разливки являлся таким текучим, каким он может быть в пределах ограничений времени и доступного оборудования, и тем самым, чтобы были уменьшены или полностью устранены проблемы разливки, обозначена позицией 300 на Фиг. 1, которая состоит из видов с 1A по 1J включительно. В описании элементов и этапов обработки на Фиг. 1 подразумевается знакомство с раскрытием в заявке под номером 13/134,027, хотя для ясности описания в настоящей заявке определенные элементы в указанной заявке могут быть обозначены ссылочными позициями, отличающимися от используемых в указанной заявке.
Фиг. 1A показывает разливочный ковш, обозначенный в целом позицией 301 (который является подобным или функционально эквивалентным разливочной емкости 72 указанной выше ранней заявки), причем указанный разливочный ковш 301 показан в его состоянии непосредственно перед перемещением в положение выпуска плавки из электрической дуговой печи 309, которая представляет собой плавильный блок системы. В его положении на Фиг. 1A источник инертного газа под давлением, предпочтительно аргона, обозначен позицией 303, причем этот источник соединен линией 304 от соединения, не показанного в целях ясности, с разливочной тележкой 302. Будет понятно, что соединение для аргона на разливочной тележке будет соединено с ковшом 301 способом, хорошо известным сейчас в уровне техники, пример которого показан на правом участке на Фиг. 2-4.
После соединения источника 303 аргона с ковшом 301 ковш перемещают в положение на Фиг. 1B, где электрическая дуговая печь 309 схематически показана выпускающей расплав в ковш 301.
На Фиг. 1C ковш 301, теперь содержащий плавку расплавленной стали, был перемещен обратно в положение на Фиг. 1A, и соединение для аргона между разливочной тележкой и ковшом 301 и между источником инертного газа 303 и ковшом 301 было разъединено для того, чтобы в дальнейшем ковш перемещать с помощью крана. Инертный газ поднимался пузырьками вверх через плавку расплавленного металла в разливочной тележке 302 в течение всего или почти всего времени выпуска, чтобы способствовать однородности температуры в ковше в конце выпуска.
На Фиг. 1D разливочный ковш 301, далее иногда называемый просто как ″ковш″, поднимают краном 305 и размещают на тележке 306 ковшовой металлургической печи перед прохождением обработки в ковшовой металлургической печи, далее иногда называемой как LMF.
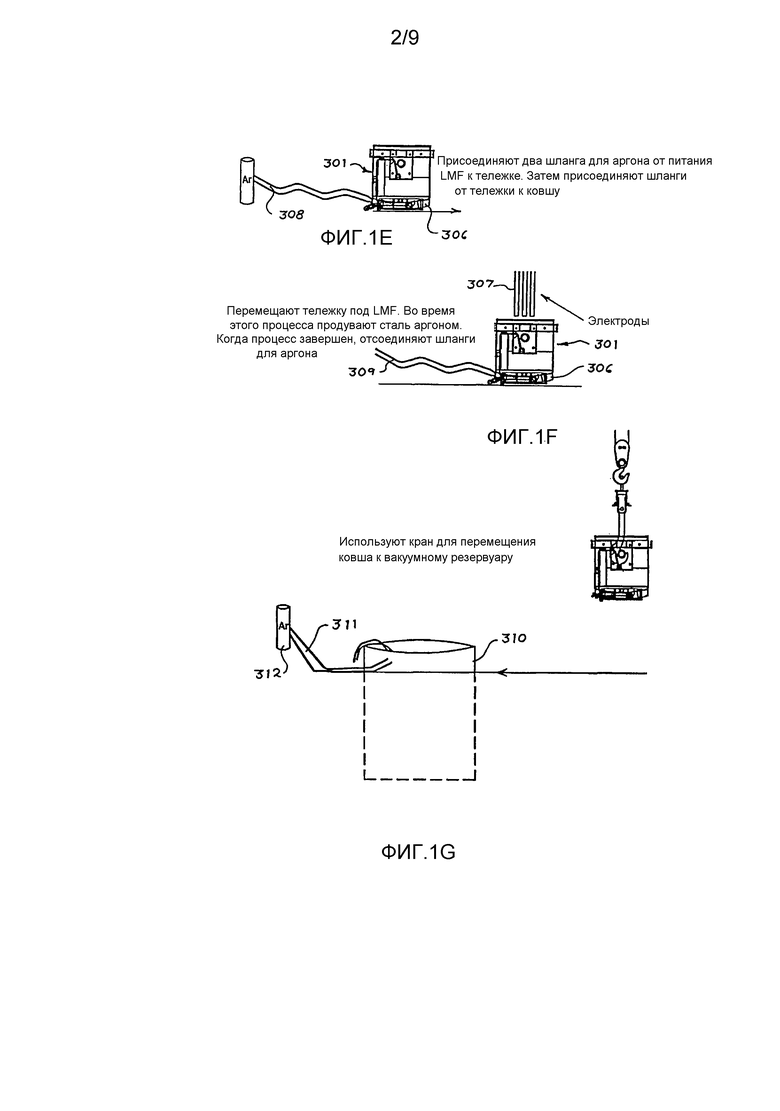
На Фиг. 1E шланг 308 для аргона был присоединен от источника питания аргона, связанного с тележкой 306 LMF, и далее соединение для аргона выполняется между тележкой 306 и ковшом.
На Фиг. 1F тележку 306 LMF, поддерживающую ковш 301, перемещают под электродами 307 LMF, которые обеспечивают подвод тепла для плавки во время обработки на LMF, которая обычно включает введение легирующих добавок. Непосредственно перед запуском обработки в LMF ковш 301 будет соединен с источником инертного газа шлангом, обозначенным позицией 309, так, что инертный газ может быть пропущен через плавку в ковше, когда тепло добавляется электродами 307, чтобы поддерживать однородность температуры в плавке во время обработки LMF.
По окончании обработки на LMF ковш 301 отсоединяют от линии 309 инертного газа при подготовке к перемещению ковша к следующему участку обработки.
На Фиг. 1G ковш 301 показан поднимаемым в вакуумный резервуар 310, который имеет линию 311 инертного газа, соединенную с источником инертного газа 312, предпочтительно аргона.
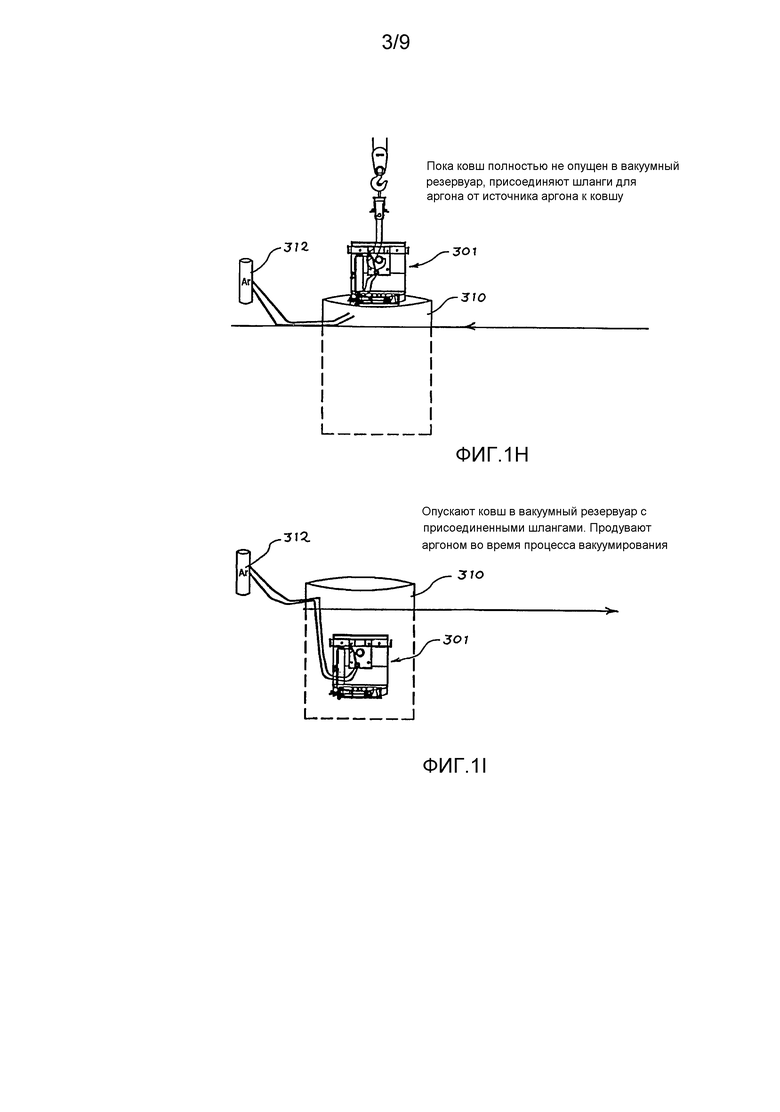
Далее на Фиг. 1H после того, как ковш 301 полностью опускают в вакуумный резервуар 310, шланги 313 для аргона соединяют с ковшом 301.
На Фиг. 1I ковш 301 показан опущенным в вакуумный резервуар 310 со шлангами для инертного газа, соединенными с источником 312 инертного газа. Плавку в ковше 301 продувают инертным газом, который входит в плавку в месте, удаленным от поверхности, пока ковш подвергают вакуумированию порядка нескольких миллиметров ртутного столба и, если требуется, в некоторых случаях при 0,5 торр (мм рт. столба).
После того, как процесс продувки под вакуумом в резервуаре 310 завершается, соединения шланга для инертного газа с ковшом разъединяют, и ковш поднимают краном 305 и перемещают на участок разливки, показанный на Фиг. 1J.
Донная разливочная система для слитка показана более или менее схематично на Фиг. 1J, причем система включает изложницы 314 и 315 для слитков, которые соединены с размещенной в общем по центру разливочной литниковой системой, обозначенной в целом позицией 316, с помощью каналов 317 и 318 в поддоне 319 изложницы, посредством которых изложницы 317 и 318 будут заполняться снизу вверх.
Разливочный кожух обозначен в целом позицией 321, причем кожух соединен с источником 322 инертного газа шлангом 323.
Система 321 разливочного кожуха и разливочная литниковая система 316 и их режим работы показаны в увеличенном масштабе на Фиг. 2-10.
На Фиг. 2 ковш 301 показан имеющим одну или предпочтительно более продувочных пробок 326 в его дне, обозначенном в целом позицией 330, причем пробка или пробки 326 соединены линией 327 инертного газа с источником инертного газа под давлением, обозначенным позицией 328.
Гнездовой блок обозначен в целом позицией 329 и расположен здесь в центре дна 330. Гнездовой блок предпочтительно состоит из огнеупора с высокой термостойкостью, например, оксида алюминия или магния. Его верхний конец 333 по существу находится на одном уровне с верхней огнеупорной поверхностью 332 дна 330. Когда пузырьки инертного газа выходят из верхней поверхности продувочной пробки 326, они будут расширяться в объеме в несколько сотен раз по законам расширения газа Бойля и Чарльза, так как температура расплавленного металла будет очень высокой и в случае стали - приблизительно 3000°F на этой стадии процесса. Перемещение пузырьков газа создает циркуляцию расплавленного металла, которая обозначена стрелками 334. Эта циркуляция постоянно перемещает расплавленный металл через верхнюю огнеупорную поверхность 332 дна 330 и находится на одном уровне или по существу на одном уровне с верхней поверхностью 333 гнездового блока 329.
В результате непрерывной циркуляции, устанавливаемой продувочным газом, обеспечивается равномерность или приблизительная равномерность температуры расплавленного металла по всему дну ковша 301, включая верхнюю поверхностью 333 гнездового блока 329. Таким образом, так как температура будет неизменной, и расплавленный металл будет находиться при постоянном перемещении при условии, что продувочный газ поступает в ковш 301, тенденция расплавленного металла в области гнездового блока образовывать полутвердую или даже жидкую каплю над гнездовым блоком будет устранена. Вследствие этого, когда разливка начинается, никакая непроходимость разливочного канала 334 гнездового блока 329 не будет возникать, и в результате не будет никакого ухудшения разливочной струи, причем такие непроходимости были названы сталелитейной промышленностью, как ″застревания″, и в результате ковш 301 будет опорожнен в кратчайшие сроки лишь с минимально охлаждаемой разливаемой сталью.
Фиг. 2-10 также раскрывают средство и способ обеспечения того, что нежелательные включения не появятся в конечном затвердевшем продукте.
На Фиг. 2 видно, что центральная линия разливочного канала 334 вертикально выровнена с вертикальной центральной линией вертикальной огнеупорной трубы 336, которая отцентрована песком 337 внутри верхнего концевого участка 338 разливочной литниковой системы 316. Однако прохождение вниз расплавленного металла 339 через разливочный канал 334 исключается системой скользящего затвора, обозначенной в целом позицией 340. Система скользящего затвора включает верхнюю неподвижную пластину 341, имеющую разливочный канал 346, и нижнюю скользящую пластину 342, которая соединена болтами с приводом 343 скользящего затвора, который показан в его закрытом положении на Фиг. 2. Скользящая пластина 342 имеет прикрепленное к ней любым пригодным средством сопло 344, имеющее центральный канал 345.
Когда привод 343 скользящего затвора отведен влево, как видно на Фиг. 2, скользящая пластина 342 будет перемещаться влево так, чтобы выравнивать канал 345 нижнего скользящего затвора с разливочным каналом 346 верхнего скользящего затвора, тем самым позволяя расплавленному металлу в ковше 301 перемещаться от ковша в разливочную литниковую систему 316.
В закрытом положении скользящего затвора на Фиг. 2 разливочные каналы 334 и 346 показаны заполненными тяжелым гранулированным материалом, имеющим удельную плотность, большую, чем удельная плотность расплавленного металла. Так как верхний открытый конец разливочного канала 334 не выше и предпочтительно незначительно ниже верхней огнеупорной поверхности 332 дна 330, гранулированный материал не будет смыт с его проиллюстрированного положения движущимся течением расплавленного металла в ковше 301, представленного стрелками 334, вызываемого прохождением вверх продувочного газа.
Контуры компонентов системы разливочного кожуха, обозначенной в целом позицией 321, и физическая работа системы разливочного кожуха могут быть лучше видны на Фиг. 2, 3 и 4.
На Фиг. 2, 3 и 4 разливочный кожух, обозначенный в целом позицией 350, в нерабочем состоянии показан на Фиг. 2 и 3 и в рабочем состоянии - на Фиг. 4.
На Фиг. 2, в частности, разливочный кожух 350 показан соединенным с нижней скользящей пластиной 342 системы 340 скользящего затвора с помощью клиновых зажимов 351. Конусообразная крышка 352 из высокотермостойкого, но горючего материала показана в сечении на Фиг. 2 и в перспективе на Фиг. 10. Хотя многие подходящие материалы могут быть использованы при условии, что они обладают качеством физической целостности до около 500°F и горючести при температурах выше этой величины, промышленный картонный материал является крайне удовлетворительным. Круглое дно конуса 352 опирается на верхней сопряженной поверхности верхней секции 328 разливочной литниковой системы 316. Вертикальная ось конуса 352 выровнена с центральными вертикальными осями разливочного канала 346 верхнего скользящего затвора и канала 345 сопла нижнего скользящего затвора.
В момент, когда нижний скользящий затвор 342 перемещен влево, как показано на Фиг. 3, эти два канала 345 и 346 будут выровнены друг с другом, и гранулированный материал 335 будет падать вниз по направлению к разливочной литниковой системе 316, и это состояние, которое происходит почти мгновенно, показано на Фиг. 3. Гранулированный материал будет попадать на конус 352 на или вблизи его центра и отклоняться радиально наружу, чтобы безвредно падать на дно разливочной ямы; то есть: он не будет входить в верхний концевой участок 338 разливочного литника. Однако тепло гранулированного материала быстро превышает точку сгорания конуса 352, и конус быстро разрушается, причем конус 352 выполняет его задачу отклонения гранулированного материала от вертикальной огнеупорной трубы 336 разливочной литниковой системы. Возникновение 355 разливочной струи сразу следует за удалением гранулированного материала, как показано на Фиг. 3, и в течение доли секунды разливочная струя обретает состояние 356 полного потока, как видно на Фиг. 4. К тому времени, как установится состояние 356 полного потока на Фиг. 4, крышка 352 или ее остатки точно исчезнут из системы.
Разливочный кожух 350, который показан в его нерабочих положениях на Фиг. 2 и 3 и в его рабочем состоянии на Фиг. 4, показан подробно на Фиг. 5-9.
На Фиг. 5 будет видно, что кожух 350 приближенно имеет форму перевернутой чаши, имеющей по существу плоскую секцию 357 с фланцем 358, продолжающимся вниз от нее. Нижний круглый край 359, смотри Фиг. 7, фланца 358 продолжается вокруг наружной периферии верхнего концевого участка верхней секции 353 разливочного литника, как видно на Фиг. 4. Центральная область кожуха 350 имеет продолжающуюся вверх область горловины, обозначенную позицией 361, которая включает на ее верхнем конце в этом случае три радикально продолжающихся наружу блокирующих выступа 362, 363 и 364, смотри Фиг. 5, причем выступы профилированы с возможностью сопряжения в поддерживающем контакте с продолжающимися внутрь блокирующими фланцами 365, 366, как лучше всего видно на Фиг. 3. Верхний плоский край 368 участка 361 горловины принимает кольцо высокотемпературного теплостойкого волокнистого керамического материала, обозначенного позицией 369. Волокнистое кольцо 369 показано в его несжатом состоянии на Фиг. 3, 5 и 9 и в его сжатом состоянии на Фиг. 4. Кольцо 369 опирается на плоскую верхнюю круглую поверхность 368 участка 361 горловины кожуха.
Источник инертного газа, например аргона, под давлением, превышающим атмосферное давление, обозначен позицией 378, причем источник газа соединен с внутренней областью кожуха газовой линией 373, показанной наилучшим образом на Фиг. 4.
Привод 343 скользящего затвора состоит из поршня 375, приводимого в действие цилиндром 376, который перемещает нижний скользящий затвор 342 из его положения блокировки на Фиг. 2 до его открытого положения на Фиг. 3.
Использование и работа изобретения заключаются в следующем.
Разливочный ковш 301 предпочтительно подогревают до температуры порядка около 2000°F и далее размещают на тележке 302 разливочного ковша. После размещения на разливочной тележке линию 304 для аргона от источника 303 присоединяют к тележке и далее подобную линию присоединяют от тележки к ковшу.
Тележку и разливочный ковш 301 с присоединенными шлангами для аргона далее перемещают под выпускную струю электрической дуговой печи 309, смотри Фиг. 1B, которая может содержать от 75 до 115 тонн металла или более. Расплавленный металл в печи далее выпускают в ковш 301. Так как расплавленный металл поступает в ковш 301, источник 303 газообразного аргона приводится в действие, и пузырьки аргона поднимаются вверх через возрастающий уровень металла в ковше во время выпуска. Действие барботирования выполняет двойную функцию, вызывая хорошее смешивание расплавленного металла с какими-либо добавками, которые были добавлены в ковш до и/или во время выпуска, и способствуя однородности температуры во всей выпущенной плавке.
После завершения выпуска далее заполненный ковш 301 расплавленного металла перемещают обратно к его начальному положению, и шланги для аргона от источника 303 аргона отсоединяют от тележки, поддерживающей ковш.
После этого ковш поднимают от разливочной тележки и размещают на тележке 306 ковшовой металлургической печи, как наилучшим образом видно на Фигуре 1D.
Один или более шлангов 308 для аргона от источника питания аргона на LMF далее соединяют с тележкой LMF, и далее шланги для аргона присоединяют от тележки LMF к ковшу, как показано на Фиг. 1E.
После этого тележку LMF и ковш 301 обрабатывают на участке LMF в течение требуемого периода времени, во время которого обычно выполняют химические регулирования и добавляют тепло от электродов LMF, достаточное для обеспечения того, чтобы расплавленный металл находился при требуемой температуре во время выпуска. Плавку в ковше 301 продувают газообразным аргоном в течение времени выдержки в LMF, чтобы обеспечивать хорошее смешивание добавляемых сплавов и способствовать однородности температуры в пределах плавки.
После обработки в LMF продувочный газ отсоединяют, и ковш 301 перемещают к участку вакуумной дегазации, как обозначено на Фиг. 1G.
Предпочтительно, до того, как ковш 301 будет опущен в вакуумный резервуар 310 на участке вакуумной обработки, источник инертного газа 312 соединяют линиями 313 с ковшом 301, как наилучшим образом видно на Фиг. 1H.
После этого ковш 301 опускают в вакуумный резервуар, который полностью охватывает его, как показано на Фиг. 1I, и плавку, продутую аргоном в качестве теплоносителя, подвергают абсолютным давлениям порядка столь же низкого, как 0,5 торр.
После обработки на участке вакуумирования ковш перемещают к участку разливки на Фиг. 1J, и плавку в ковше продувают аргоном во время разливки в разливочную литниковую систему 316, как наилучшим образом видно на Фиг. 2.
Расплавленный металл, образующий разливочную струю, дополнительно обрабатывают способом, показанным более подробно на Фиг. 2-10.
Перед разливкой и с системой 340 скользящего затвора в закрытом положении на Фиг. 2 волокнистый огнеупорный керамический конус 352 с высокой термостойкостью размещают на верхнем концевом участке 353 разливочной литниковой системы 321, причем конус имеет способность выдерживать температуры до около 500°F или несколько выше до полного разрушения.
В это время гнездовой блок 329 заполняют гранулированным материалом, имеющим удельную плотность, большую, чем у расплавленного металла так, что указанный материал не будет вымываться из разливочного канала 346 верхнего скользящего затвора в общем горизонтальным течением, установившимся в пределах металла 339, путем прохождения вверх пузырьков продувочного газа, входящего в металл 339 через одну или более продувочных пробок 326.
В это время разливочный кожух 350 только отстраняют от зажимного элемента 351 на нижнем участке скользящего затвора 342. В этом состоянии волокнистое кольцо 369 с высокой теплостойкостью системы разливочного кожуха сжиматься не будет, как показано на Фиг. 2.
Когда ковш 301 аккуратно опускают, как на Фиг. 4, нижняя сторона 367 кожуха 350 будет контактировать с верхним краем верхнего участка 353 разливочного литника, и после этого путем незначительного дополнительно перемещения вниз ковша 301 указанная нижняя сторона 367 кожуха 350 будет создавать частичный уплотняющий контакт с верхним краем верхнего участка 353 разливочного литника. В то же время несжатое состояние волокнистого кольца 369 на Фиг. 2 будет сжиматься до состояния, показанного на Фиг. 4.
Конус 352, показанный на Фиг. 2 и 3, выполняет во время его очень короткого срока эксплуатации очень важную задачу предотвращения поступления нежелательных частиц в виде включений в конечный затвердевший продукт. Таким образом, в момент, когда привод скользящего затвора 343 перемещает нижнюю пластину 342 в системе 340 скользящего затвора для выравнивания с верхней пластиной 341, гранулированный материал 335 начинает падать через разливочный канал 346 верхнего скользящего затвора, который выровнен с разливочным каналом 345 нижнего скользящего затвора. Когда гранулированный материал попадает на вершину конуса 352, он немедленно отклоняется радиально наружу и вниз от вертикальной огнеупорной трубы 336 в верхнем концевом участке 353 разливочного литника, и, таким образом, гранулированный материал не будет входить в разливочный литник/участок изложницы для слитка системы. Контакт является очень кратким, так как температура расплавленного металла составляет порядка около 3000°F и, вследствие этого, конус 352 будет быстро сгорать, завершая его задачу по предотвращению гранулированного материала от входа в системе.
Расплавленный металл будет немедленно следовать за гранулированным материалом, как обозначено позицией 355 на Фиг. 3. Как только гранулированный материал 335 покинет систему, разливочная струя 356 будет течь свободно в литник, смотри Фиг. 4.
Как только нижняя поверхность 367 плоского участка 357 вступит контакт с верхней поверхностью верхнего участка 353 литника, и кольцо 369 сожмется, как видно на Фиг. 4, в сущности, образуется закрытая камера вокруг разливочной струи 356, причем разливочная струя изолирована от окружающей атмосферы. Будет понятно, что, так как имеется контакт огнеупора с огнеупором между вертикальной огнеупорной трубой 353 и кожухом 350, абсолютно газонепроницаемое уплотнение редко, если вообще достигается. Однако инертный газ из источника питания 328 аргоном, который находится под давлением, большим атмосферного, будет вытеснять окружающую атмосферу, содержащую кислород из камеры, образованной вокруг разливочной струи так, что разливочная струя 356 будет перемещаться через неокислительную атмосферу.
Хотя был раскрыт предпочтительный вариант выполнения изобретения, будет очевидно, что объем охраны изобретения не ограничен вышеупомянутым описанием, но только объемом охраны приложенной далее формулы изобретения при толковании в свете соответствующего известного уровня техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| СПОСОБ ДЕСУЛЬФУРАЦИИ СТАЛИ | 2012 |
|
RU2608865C2 |
| НИЗКОЗАТРАТНОЕ ПОЛУЧЕНИЕ НИЗКОУГЛЕРОДИСТОЙ, НИЗКОСЕРНИСТОЙ И НИЗКОАЗОТИСТОЙ СТАЛИ С ПРИМЕНЕНИЕМ ОБЫЧНОГО СТАЛЕПЛАВИЛЬНОГО ОБОРУДОВАНИЯ | 2011 |
|
RU2576357C2 |
| Способ выплавки нержавеющих сталей | 1973 |
|
SU506186A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПОДОГРЕВА, ПЛАВЛЕНИЯ, РАФИНИРОВАНИЯ И РАЗЛИВКИ СТАЛИ И СПОСОБ НЕПРЕРЫВНОГО ПОДОГРЕВА, ПЛАВЛЕНИЯ, РАФИНИРОВАНИЯ И РАЗЛИВКИ СТАЛИ | 2000 |
|
RU2224027C2 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ СТРУИ МЕТАЛЛА ПРИ ВЕРХОВОЙ РАЗЛИВКЕ В ЦИЛИНДРИЧЕСКУЮ ИЗЛОЖНИЦУ | 2021 |
|
RU2785711C1 |
| Электросталеплавильный агрегат ковш-печь (ЭСА-КП) | 2016 |
|
RU2645858C2 |
| Способ выплавки стали в агрегате печь-ковш | 2016 |
|
RU2649476C2 |
| Устройство для защиты струи металла | 1991 |
|
SU1787668A1 |
| Способ обработки металла газом | 1991 |
|
SU1838037A3 |


Изобретение относится к области металлургии и может быть использовано для производства высоколегированной стали в комплексе для производства стали с множеством производственных участков, включающих одну электрическую дуговую печь, ковшовую металлургическую печь и участок вакуумной дегазации. Кроме того, раскрыт способ разливки стали из электрической дуговой печи или разливочного ковша в приемную емкость для расплавленного металла, причем для предотвращения поступления неметаллических включений в конечный продукт отклоняют гранулированный материал из литникового блока разливочного ковша от приемной емкости с помощью теплостойкого, сгорающего средства отклонения непосредственно перед входом разливочной струи в приемную емкость. Изобретение позволяет предотвратить ограничение скорости потока металла из-за образования полутвердой пробки, закупоривающей разливочное сопло. 5 н. и 16 з.п. ф-лы, 10 ил.
1. Способ изготовления высокочистой легированной стали в комплексе для производства стали с множеством производственных участков, включающих одну электрическую дуговую печь, ковшовую металлургическую печь и участок вакуумной дегазации, содержащий этапы, на которых
обеспечивают приемную емкость для приема плавки из электрической печи,
пропускают инертный газ вверх через плавку, когда плавку выпускают из электрической печи в приемную емкость,
перемещают плавку, которая была подвержена воздействию инертного газа во время выпуска, в ковшовую металлургическую печь,
пропускают инертный газ вверх через плавку, пока указанную плавку подвергают обработке в ковшовой металлургической печи, и затем после обработки в ковшовой металлургической печи,
подвергают плавку объединенному воздействию вакуума и инертного газа в средстве вакуумной дегазации, и
после этого разливают плавку, причем во время разливки плавки ограждают разливочную струю от окружающей атмосферы во время разливки путем прохождения разливочной струи через кожух, при этом предусмотрено средство уплотнения для воздухонепроницаемого уплотнения между дном приемной емкости и верхней частью кожуха, выполненное в виде теплостойкого волокнистого керамического материала, причем указанное средство уплотнения нагружают посредством давления (а) дна приемной емкости на верхнюю часть кожуха и (b) дна кожуха на верхнюю часть литникового средства или формы.
2. Способ по п. 1, отличающийся тем, что разливочную струю разливают с использованием донной разливочной системы, имеющей литниковые средства.
3. Способ по п. 2, отличающийся тем, что дно кожуха вступает в контакт с верхней частью литникового средства, а его верхняя часть - с дном приемной емкости, удерживающей разливаемую плавку,
причем пространство, ограниченное в пределах дна приемной емкости, кожух и верхняя часть литникового средства образуют камеру, которая соединена с источником инертного газа, имеющего давление, превышающее атмосферное давление для исключения контакта разливочной струи с кислородом в окружающей атмосфере.
4. Способ изготовления высокочистой легированной стали в комплексе для производства стали с множеством производственных участков, включающих электрическую дуговую печь, ковшовую металлургическую печь и участок вакуумной дегазации, причем комплекс эксплуатируют на периодической основе, содержащей этапы, на которых
обеспечивают приемную емкость для расплавленного металла для приема плавки из электрической печи,
соединяют вышеуказанную приемную емкость с источником инертного газа и пропускают указанный инертный газ вверх через расплавленный металл в приемной емкости во время выпуска, причем приемную емкость используют в качестве разливочного ковша,
отсоединяют источник инертного газа от приемной емкости,
перемещают приемную емкость, содержащую выпущенную плавку, от электрической дуговой печи в ковшовую металлургическую печь,
соединяют приемную емкость с источником инертного газа и пропускают указанный инертный газ вверх через плавку, когда указанную плавку обрабатывают в ковшовой металлургической печи,
после этого отсоединяют приемную емкость от источника инертного газа, связанного с ковшовой металлургической печью,
перемещают приемную емкость к участку вакуумной дегазации,
соединяют приемную емкость с источником инертного газа и пропускают указанный инертный газ вверх через плавку одновременно с воздействием на плавку вакуумом, достаточно глубоким для образования очень чистой стали,
отсоединяют приемную емкость от источника инертного газа на участке вакуумной дегазации,
перемещают приемную емкость к участку разливки, соединяют ее с источником инертного газа,
разливают обработанный расплавленный металл в форму на участке разливки,
пропускают инертный газ вверх через обработанную расплавленную сталь, когда сталь разливают,
причем обработанная расплавленная сталь образует разливочную струю между дном разливочного ковша и формой, и
ограждают разливочную струю во время разливки,
причем соединение разливочного ковша с инертным газом выполняют в месте, удаленном от электрической дуговой печи, и разливочный ковш перемещают в положение выпуска первым транспортным средством до активации инертного газа, причем
разливочный ковш передают к ковшовому металлургическому участку вторым транспортным средством.
5. Способ по п. 4, отличающийся тем, что
разливочную струю ограждают путем поддержания давления инертного газа выше атмосферного давления, вокруг разливочной струи во время разливки.
6. Способ по п. 4, отличающийся тем, что содержит этапы, на которых
обеспечивают средство донной разливки на участке разливки, причем указанное средство донной разливки включает литник,
причем указанный литник размещен с возможностью приема разливочной струи.
7. Способ разливки высокочистой легированной стали в комплексе для производства стали, содержащем множество производственных участков, включающих одну электрическую дуговую печь, ковшовую металлургическую печь и участок вакуумной дегазации, причем электрическая дуговая печь имеет летку в нижней части для разливки расплавленного металла из электрической дуговой печи в приемную емкость для расплавленного металла,
содержащий этапы, на которых
заполняют летку гранулированным материалом в состоянии покоя на высоту по существу на одном уровне с верхней частью летки,
обеспечивают разрушающееся под действием тепла устройство отклонения гранулированного материала, располагаемое над приемной емкостью для расплавленного металла, по одной линии с леткой,
выводят из состояния покоя гранулированный материал путем перемещения указанного гранулированного материала вниз в контакт с упомянутым устройством отклонения под действием силы тяжести,
отклоняют гранулированный материал от контакта с приемной емкостью путем контакта гранулированного материала с упомянутым устройством отклонения, когда расплавленный металл из электрической дуговой печи приближается к приемной емкости, и
разрушают упомянутое устройство отклонения под влиянием тепла окружающей среды,
посредством чего расплавленный металл из электрической дуговой печи течет беспрепятственно в приемную емкость для расплавленного металла при отсутствии гранулированного материала.
8. Способ по п. 7, отличающийся тем, что
приемная емкость для расплавленного металла является разливочным литником донной разливочной системы.
9. Способ по п. 7, отличающийся тем, что
устройство отклонения является сужающимся вверх конусом с его вертикальной осью, расположенной по одной линии с падающим вниз гранулированным материалом.
10. Способ по п. 9, отличающийся тем, что
устройство отклонения состоит из древесного волокнистого материала, имеющего достаточную стойкость к нагреву для поддержания его формы, пока он контактирует с падающим гранулированным материалом.
11. Способ по п. 7, отличающийся тем, что дополнительно включает этапы, на которых перемещают расплавленный металл в электрической дуговой печи у верхнего участка гранулированного материала средством перемешивания, действующим на расплавленный металл, для исключения формирования твердого или полутвердого металла над верхней частью гранулированного материала.
12. Способ по п. 7, отличающийся тем, что инертный газ пропускают вверх через расплавленный металл в электрической дуговой печи для создания перемешивающего перемещения расплавленного металла в электрической дуговой печи у верхнего участка гранулированного материала.
13. Комплекс для производства стали, содержащий множество производственных участков, включающих одну электрическую дуговую печь, ковшовую металлургическую печь и участок вакуумной дегазации, выполненный с возможностью изготовления высокочистой легированной стали, при этом комплекс эксплуатируют на периодической основе и включает в себя разливочный ковш,
причем указанный разливочный ковш имеет донный выпуск и средства блокировки и разблокировки выпуска,
одну электрическую дуговую печь, имеющую средства выпуска порции расплавленной стали из печи в разливочный ковш,
ковшовую металлургическую печь, которая обрабатывает расплавленную сталь в разливочном ковше,
участок вакуумирования, который обрабатывает выпущенный металл в ковше, и участок разливки, причем указанный участок разливки включает
приемную емкость для приема расплавленного металла, проходящего через донный выпуск ковша, и
средство для исключения контакта с окружающей атмосферой расплавленного металла, проходящего через донный выпуск ковша и в приемную емкость,
причем средство для исключения контакта с окружающей атмосферой содержит непроницаемый кожух, верхний концевой участок которого прижимается ко дну ковша, и нижний концевой участок которого профилирован с возможностью вступления в контакт с приемной емкостью, и источник инертного газа под давлением, превышающим атмосферное давления, который соединен с кожухом так, что давление инертного газа внутри кожуха выше атмосферного давления во время разливки,
при этом верхний концевой участок кожуха содержит деформируемый волокнистый керамический материал, верхняя поверхность которого контактирует с дном ковша, и нижняя поверхность которого контактирует с остальной частью кожуха, посредством чего, когда ковш, кожух и приемная емкость находятся в прижимном контакте друг с другом, создается частичное уплотнение между этими компонентами, что позволяет инертному газу под давлением по существу вытеснять исходную окружающую атмосферу из кожуха.
14. Комплекс по п. 13, отличающийся тем, что источник инертного газа под давлением соединен с кожухом в месте между верхним и нижним концевыми участками кожуха.
15. Комплекс по п. 14, отличающийся тем, что кожух и разливочный ковш содержат блокирующие средства, которые соединяют кожух с разливочным ковшом перед приложением прижимного контакта между разливочным ковшом, кожухом и приемной емкостью.
16. Способ разливки высокочистой легированной стали в комплексе для производства стали, содержащем множество производственных участков, включающих одну электрическую дуговую печь, ковшовую металлургическую печь и участок вакуумной дегазации, причем разливочный ковш имеет донный выпуск в нижней части для разливки расплавленного металла из него в приемную емкость для расплавленного металла, содержащий этапы, на которых
заполняют выпуск гранулированным материалом в состоянии покоя на высоту по существу на одном уровне с верхней частью выпуска,
обеспечивают разрушающееся под действием тепла устройство отклонения гранулированного материала, располагаемое над приемной емкостью для расплавленного металла, по одной линии с выпуском,
выводят из состояния покоя гранулированный материал путем перемещения указанного гранулированного материала вниз в контакт с упомянутым устройством отклонения под действием силы тяжести,
отклоняют гранулированный материал от контакта с приемной емкостью путем контакта гранулированного материала с упомянутым устройством отклонения, когда расплавленный металл из разливочного ковша приближается к приемной емкости, и
разрушают упомянутое устройство отклонения под влиянием тепла окружающей среды,
посредством чего расплавленный металл из разливочного ковша течет беспрепятственно в приемную емкость для расплавленного металла при отсутствии гранулированного материала.
17. Способ по п. 16, отличающийся тем, что
приемная емкость для расплавленного металла является разливочным литником донной разливочной системы.
18. Способ по п. 16, отличающийся тем, что
устройство отклонения является сужающимся вверх конусом с его вертикальной осью, расположенной по одной линии с падающим вниз гранулированным материалом.
19. Способ по п. 18, отличающийся тем, что
устройство отклонения состоит из древесного волокнистого материала, имеющего достаточную стойкость к нагреву для поддержания его формы, пока он контактирует с падающим гранулированным материалом.
20. Способ по п. 16, отличающийся тем, что он дополнительно включает этапы, на которых перемещают расплавленный металл в разливочном ковше у верхнего участка гранулированного материала средством перемешивания, действующим на расплавленном металле, для исключения формирования твердого или полутвердого металла над верхней частью гранулированного материала.
21. Способ по п. 20, отличающийся тем, что
инертный газ пропускают вверх через расплавленный металл в разливочном ковше для создания перемешивающего перемещения расплавленного металла в разливочном ковше у верхнего участка гранулированного материала.
| КАБЛУКОВСКИЙ А.Ф | |||
| Производство электростали и ферросплавов.М., ИКЦ "Академкнига", 2003, с.436-437 | |||
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2008 |
|
RU2388832C2 |
| US 3761242 A, 25.09.1973 | |||
| Автоматический пеленгатор | 1940 |
|
SU62048A1 |

