Предпосылки к созданию изобретения
Изобретение относится в целом к получению стали в электрической дуговой печи и в частности к системам, содержащим ковшовую металлургическую печь, при этом такие системы требует уменьшенного по сравнению со сходными системами подвода энергии на единицу произведенной стали. Оно ориентировано, в частности, на производство легированной стали со скоростью, которая ограничивается только максимальной плавильной способностью дуговой печи. Кроме того, изобретение, без модификации, может приспосабливаться почти к каждому целевому использованию, имеющемуся в настоящее время в черной металлургии, начиная с непрерывной разливки до уникального, одного из видов плавки с широким варьированием состава в произвольно выбранной производственной серии.
Например, изобретение допускает производство до четырех различных видов стали (следует отличать от марки стали) в одной системе электрической дуговой печи без замедления или задержки при обработке серии плавок независимо от количества или произвольно выбранного порядка видов стали, которые должны быть произведены за кампанию. Таким образом, система позволит производить по меньшей мере сталь безвакуумного дугового переплава, сталь вакуумного дугового переплава, сталь безвакуумного дугового переплава с кислородным обезуглероживанием в вакууме и сталь вакуумного дугового переплава с кислородным обезуглероживанием в вакууме.
В течение лет, на протяжении приблизительно полутора десятилетий, система «вакуумно-дуговая дегазация» находила практическое применение по всему миру для производства стали с содержанием легирующих газов, размеров зерен и содержания включений в определенных узких пределах. В этой системе сталь, выпущенную из электрической дуговой печи, подвергали затем комбинированному воздействию глубокого разрежения, продувочного газа, действию дугового нагрева переменного тока между графитовыми электродами и активно кипящей поверхностью расплавленной стали в то время, когда она подвергается комбинированному воздействию глубокого разрежения и продувочного газа. Эту систему обычно упоминают как систему вакуумно-дуговой дегазации. Этим способом произведены миллионы тонн стали и значительный тоннаж продолжают производить до настоящего времени. Этот способ обладает преимуществами, которые не достижимы с помощью других конкурентных систем, включая возможность литья слитков при температурах ±10°F в любое нужное время длительностью до по меньшей мере восьми часов после выпуска плавки из печи. Таким образом, слиток массой 100 тонн может быть получен в системе с дуговой печью емкостью всего 50 тонн, и всегда обеспечивается достаточно времени для компенсации запланированных или неожиданных простоев производственного процесса, что позволяет избежать возвращения плавки в дуговую печь.
Однако при нормальной работе таких систем производительность системы определяется длительностью обработки в дуговой печи и в большинстве компоновок длительность обработки одной плавки может достигать четырех - четырех с половиной часов благодаря экстенсивному производству стали, которое имеет место в дуговой печи; другими словами, сталь остается в дуговой печи в течение длительного времени после плавления завалки лома и достижения температуры выпуска плавки.
При повышении давления на производителя стали в части необходимости снижения издержек и увеличения производительности с использованием обычной технологии выплавки стали в дуговой печи было бы необходимо отказаться от продолжительной технологии выплавки стали в дуговой печи в пользу более коротких циклов, позволяющих получить тот же конечный результат.
В течение приблизительно 15 последних лет система ковшевых металлургических печей начала замещать традиционную технологию выплавки стали в дуговой печи и технологию вакуумно-дуговой дегазации. В системе с ковшевой металлургической печью дуговая печь применяется почти исключительно как плавильный агрегат, но большая часть операций выплавки стали передается последующим стадиям обработки. Для дуговой печи в такой системе результатом является гораздо более короткое время выдерживания завалки лома в печи, поскольку шихта из лома (и первоначально добавленные известняк и углерод) может быть доведена до температуры выпуска плавки приблизительно за два часа или меньше по сравнению с четырьмя - четырьмя с половиной часами, требующимися в обычной дуговой печи для выплавки стали в печи таких же размеров. Использование более крупных электродов также способствует уменьшению времени выдерживания в печи. В конкретном примере, который будет описан более подробно далее, время выдерживания в печи с начала завалки и до окончания выпуска плавки будет уменьшено с четырех - четырех с половиной часов до двух часов или меньше.
Сущность изобретения
Согласно настоящему изобретению повышение производительности достигнуто за счет уменьшения отвода тепла компонентами системы, соприкасающимися с расплавленной сталью, использования переноса тепла из расплава в расплав и быстрого помещения раздетого слитка, остающегося нагретым, в нагревательную печь для нагрева первоначально частично нагретого слитка до температуры деформации для последующей операции обжатия.
Уменьшение потерь тепла за счет отвода тепла будет достигнуто за счет предварительного нагрева определенного компонента или компонентов из соприкасающихся с металлом узлов. Например, путем предварительного нагрева сталеразливочного ковша до тех пор, пока температура огнеупорной футеровки не достигнет температуры порядка 2000°F (1093°C), с последующим замедлением скорости охлаждения сталеразливочного ковша путем применения огнеупорной крышки, которую помещают на верхнем открытом конце ковша до моментов, предшествующих выпуску плавки, так что выпускаемый металл будет в минимальной степени охлаждаться во время операции выпуска плавки.
Ввод тепла в систему будет дополнительно уменьшаться за счет переноса небольшого, но эффективного количества расплавленной стали из одной плавки в следующую. Так, например, предполагая начало с пустой дуговой печи, при цели выпустить 75 тонн расплавленного металла в дуговую печь будет загружено приблизительно 80-85 тонн твердого лома. После расплавления расплав, состоящий из семидесяти пяти тонн расплавленного металла, будет выпущен в сталеразливочный ковш.
После завершения выпуска плавки и возвращения дуговой печи в вертикальное положение крышка печи будет отведена от чаши печи и приблизительно семьдесят пять тонн твердого лома будут загружены в приблизительно десять тонн расплавленной стали, оставшиеся после непосредственно предшествующей плавки. Перенесенный расплав и лом из бадьи для завалки лома при последующей плавке образуют резервуар горячего металла, который будет поглощать и, таким образом, плавить прибыли и другие крупные куски лома в завалке дуговой печи с гораздо большей скоростью, чем в случае, если чаша печи была полностью пустой перед опорожнением первой бадьи для завалки лома в дуговую печь; перенесенный металл будет окружать и передавать проводимое тепло большим кускам лома гораздо быстрее, чем это должно произойти, если пакеты и другие небольшие куски лома нужно перевести из твердого в жидкое состояние до того, как может начаться нагрев за счет теплопроводности крупных кусков.
Изобретение гарантирует возможность практического применения по меньшей мере четырех сталеплавильных процессов в любой день и в любой последовательности, причем выполнение определенного процесса зависит только от последовательности, в которой требуется получение различных видов стали. Эта не достижимая ранее гибкость при конечном использовании будет достижима на одном предприятии, которое можно будет приспосабливать к осуществлению сталеплавильных процессов, признанных в настоящее время раздельными и которые редко применяются, если применяются вообще, на существующих предприятиях.
Так, например, производитель стали может иметь достаточное количество заказов на низколегированную сталь, когда одна или более последовательных плавок должна быть подвергнута базовым технологическим операциям плавления, рафинирования в ковшевой металлургической печи, дегазации на вакуумной установке дегазации и затвердеванию.
Однако в случае если следующий покупатель, связанный с производителем стали, требует продукт вакуумно-дугового переплава (ВДП), производитель стали после плавления, рафинирования в металлургическом ковше, вакуумной дегазации и выпуска успешной плавки для получения слитка может направить затвердевший, подвергнутый вакуумной дегазации слиток в агрегат вакуумного дугового переплава, в котором затвердевший, подвергнутый вакуумной дегазации слиток превращается в электрод для ВДП, подвергаемый переплаву в агрегате ВДП для формирования слитка после вакуумно-дугового переплава, и полученный слиток после вакуумно-дугового переплава подвергается требующейся обработке, такой как обжатие и термообработка.
А в случае если третий покупатель заказывает подвергнутую вакуумной дегазации и подвергнутую обезуглероживанию кислородом в вакууме сталь, выполнение заказа этого третьего покупателя может быть начато без задержки в дуговой печи и внесения изменений в первые две стадии - операции плавления и металлургического рафинирования в ковше - с последующим обезуглероживанием кислородом в вакууме в агрегате вакуумной дегазации, за которыми следует разливка и затвердевание.
И далее в случае если четвертый покупатель производителя стали закажет подвергнутую обезуглероживанию кислородом в вакууме переплавленную сталь, обработка такой специальной стали может быть включена в технологический процесс без задержки и без изменения любой из первых двух производственных стадий - плавления в дуговой печи и рафинирования в ковшевой металлургической печи - эти операции требуют наибольших затрат времени, как можно будет видеть далее.
Соответственно, целью изобретения является придание системе, содержащей одну дуговую печь, одну ковшевую металлургическую печь и одну установку вакуумирования, способности выполнять по меньшей мере четыре разнородных сталеплавильных процесса в произвольном порядке, а именно выпускать большие объемы стандартных марок стали из подвергнутой вакуумной дегазации, стали, подвергнутой вакуумно-дуговому переплаву, обезуглероженной кислородом под вакуумом сверхнизкоуглеродистой стали и подвергнутой переплаву обезуглероженной кислородом в вакууме сверхнизкоуглеродистой стали.
Другой целью изобретения является осуществление описанных выше процессов производства стали, при которых вакуумирование, общее для всех четырех процессов, не может оказаться дефектным из-за непреднамеренного ухудшения вакуумной целостности системы, присущей содержащей металл емкости как компоненту системы вакуумирования.
Другой целью изобретения является снижение потребности в тепловой энергии в расчете на единицу, такую как тонна, произведенной стали, в отличие от обычных систем рафинирования в ковшевой металлургической печи.
Краткое описание нескольких видов чертежей
Изобретение иллюстрируется более или менее схематически на прилагаемых чертежах, на которых:
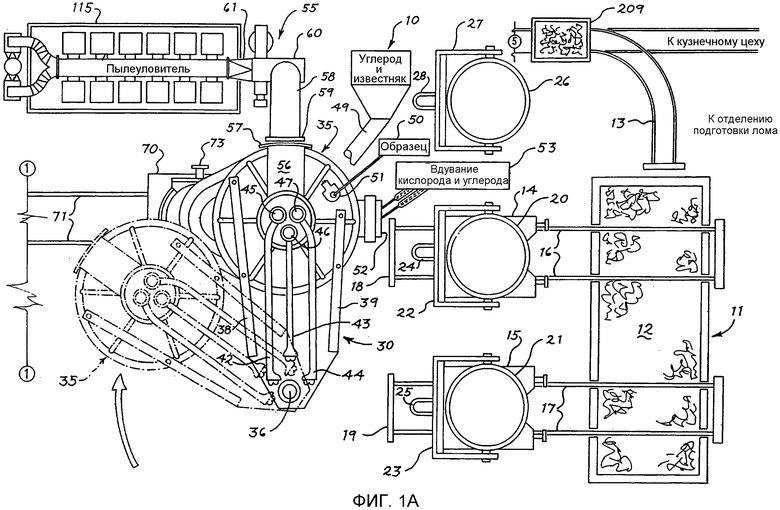
на фиг.1, состоящей из частей 1А, 1В и 1С, показан вид сверху системы с отдельными частями, обозначенными схематически или с легендой и предназначенными для выполнения процессов согласно изобретению;
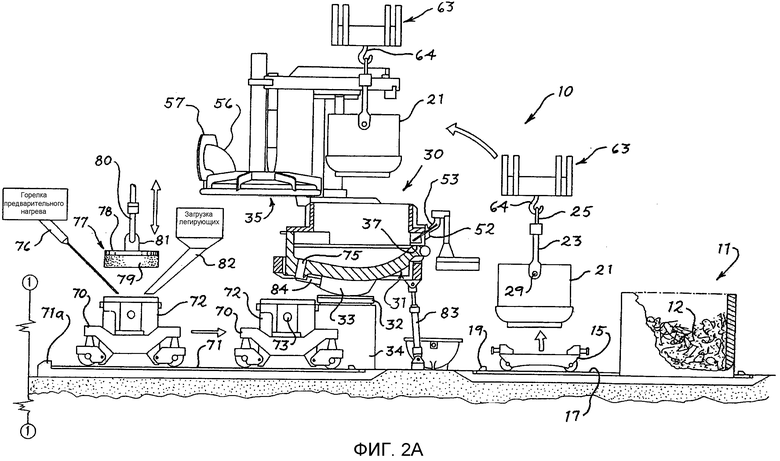
на фиг.2, состоящей из частей 1А, 1В и 1С, показан вид сбоку системы по фиг.1, с отдельными частями, обозначенными схематически или с легендой и предназначенными для выполнения процессов согласно изобретению;
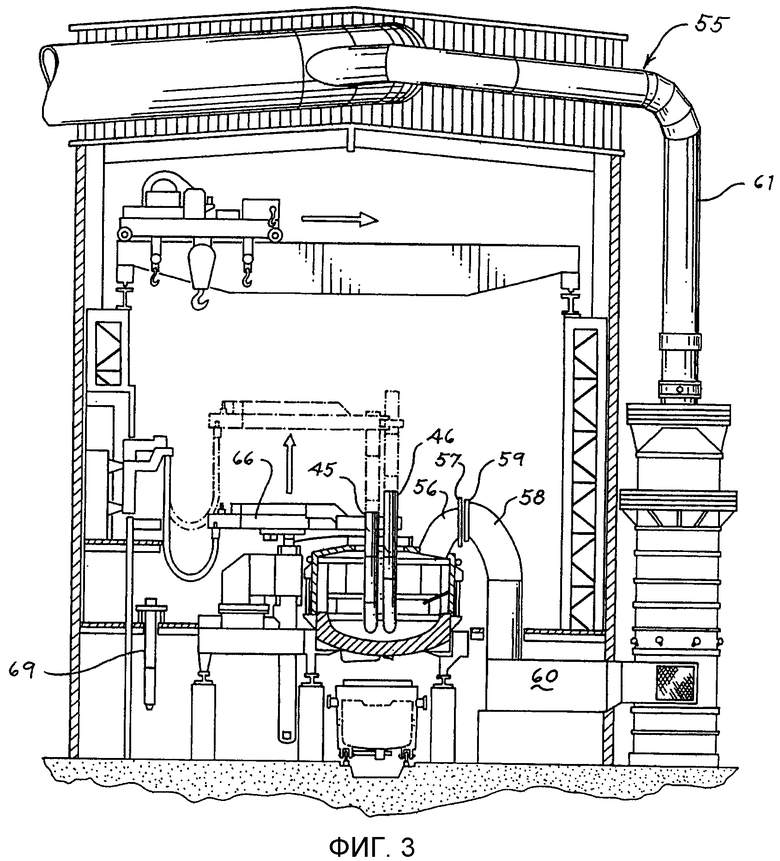
на фиг.3 показан вид в вертикальной проекции с частями в разрезе и другими частями пунктиром, дуговой печи и системы труб;
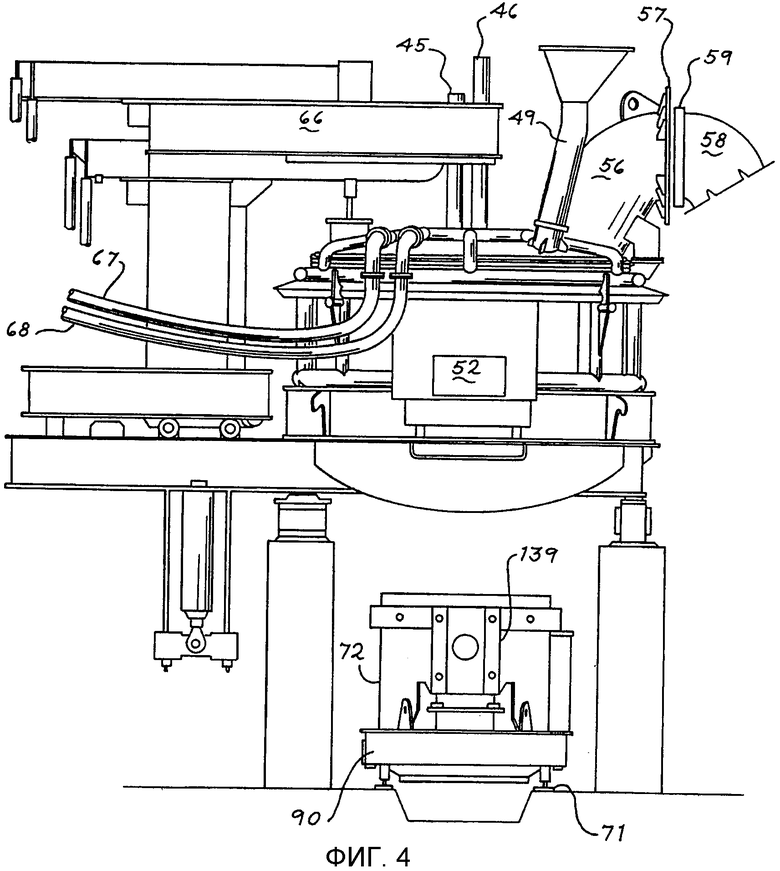
на фиг.4 показан вид, сходный с показанным на фиг.3, однако в большем масштабе и иллюстрирующий в особенности соединение труб между печью и стационарной системой трубопроводов;
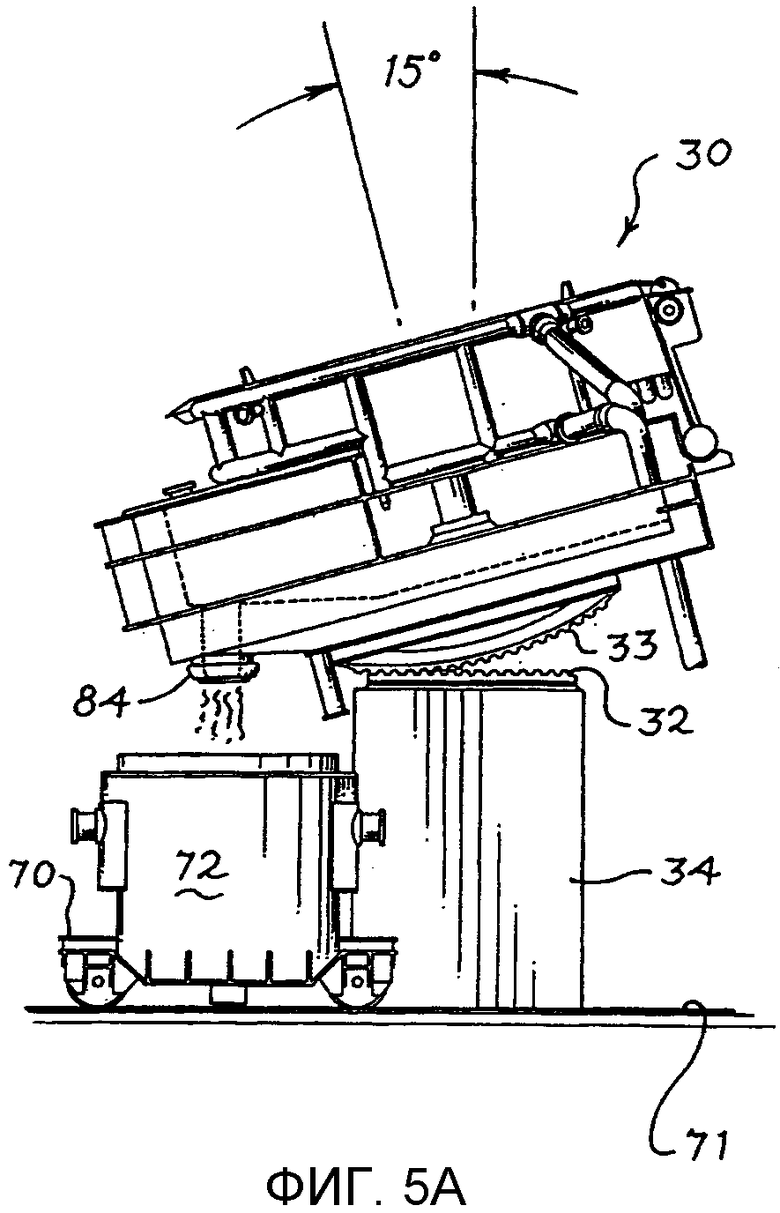
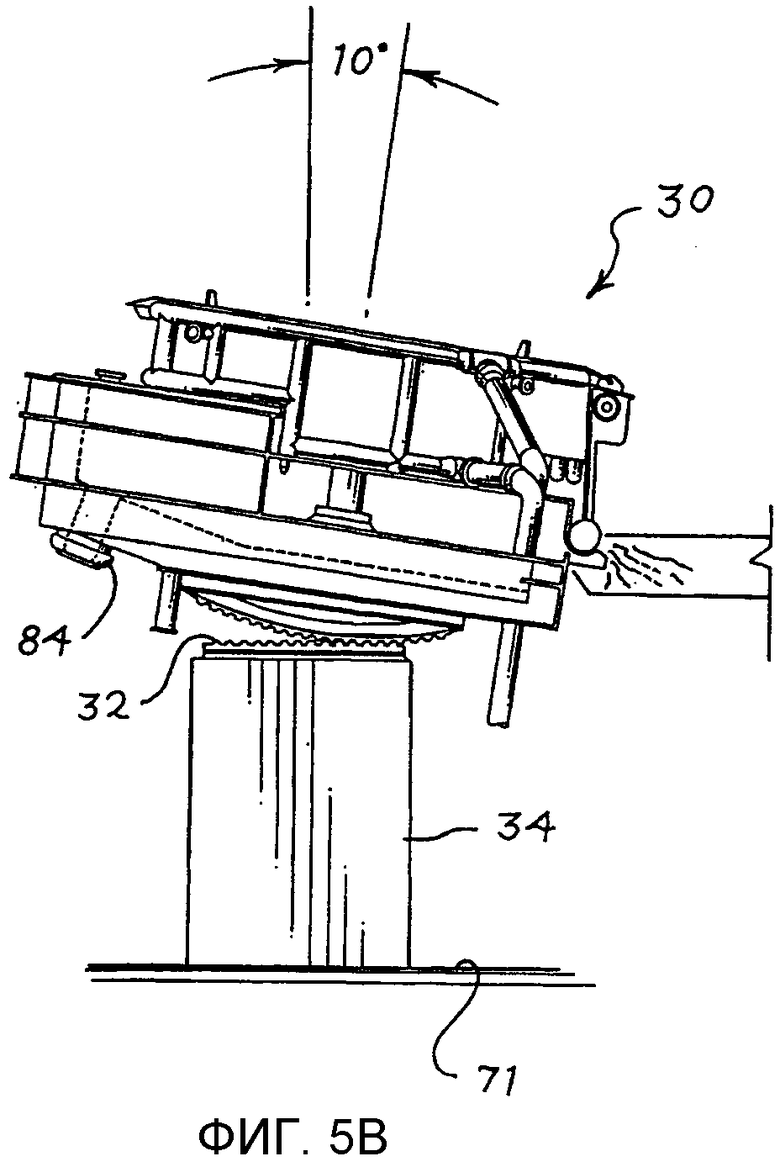
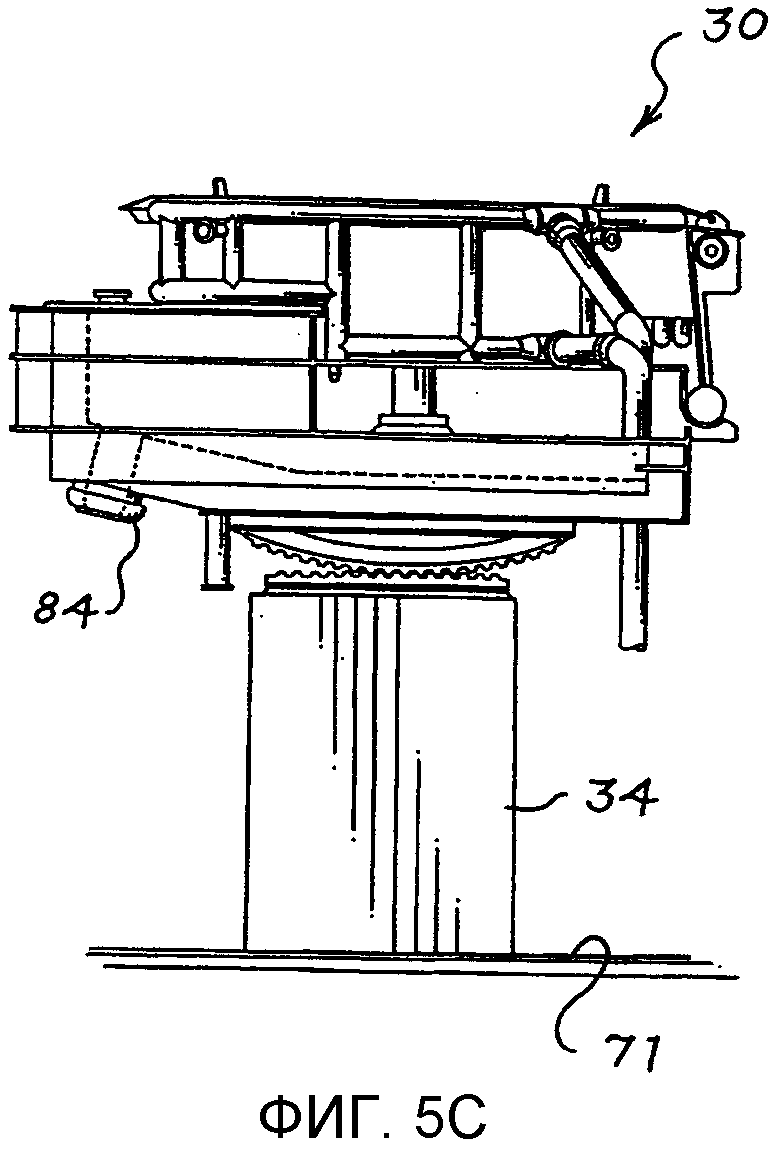
на фиг.5, состоящей из частей 5А, 5В и 5С, показана схематическая иллюстрация позиций работы, выпуска плавки и скачивания шлака из чаши электрической дуговой печи;
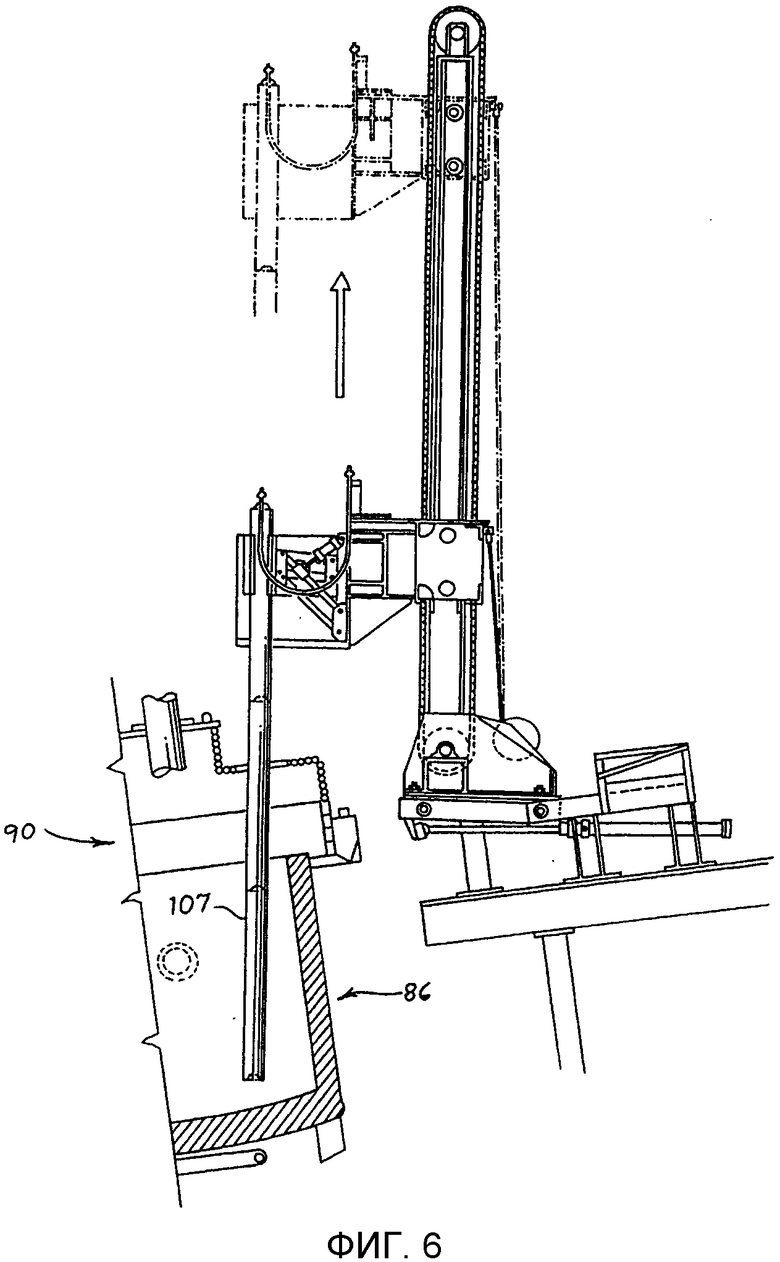
на фиг.6 показана схематически в частичном разрезе часть входящей в систему ковшевой металлургической печи, иллюстрирующая, в частности, использование погружной кислородной фурмы;
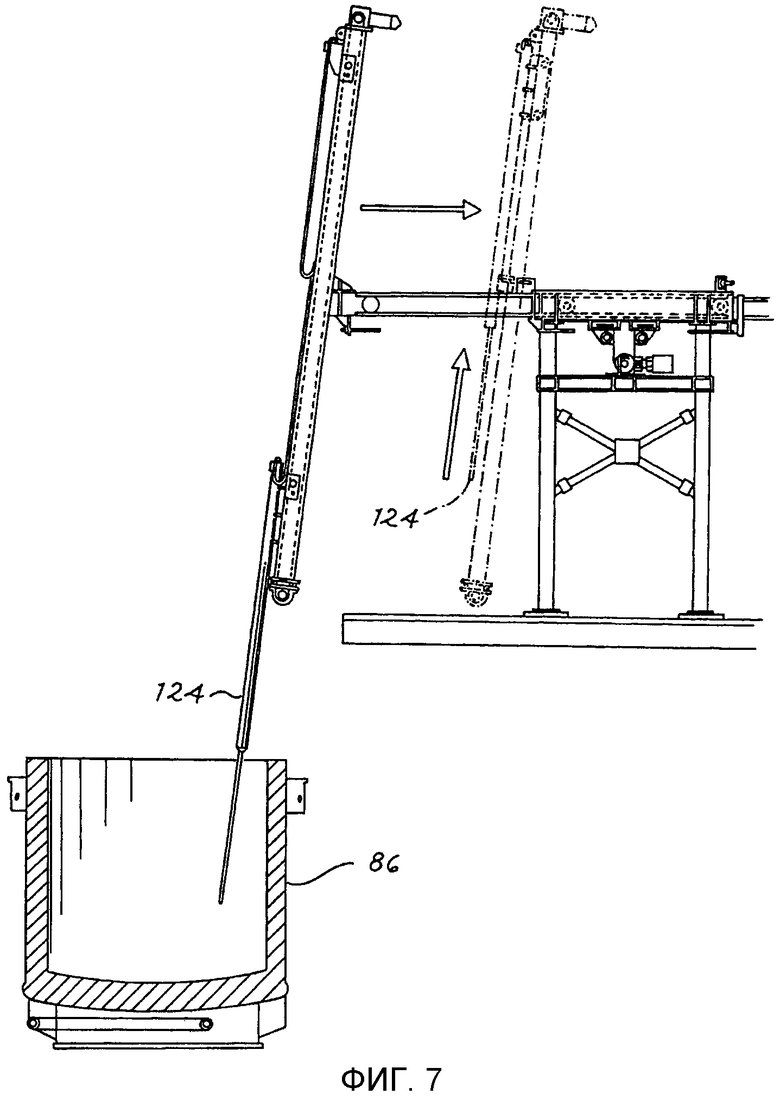
на фиг.7 схематически показаны средства измерения температуры и отбора проб в ковшевой металлургической печи, являющейся частью изобретения;
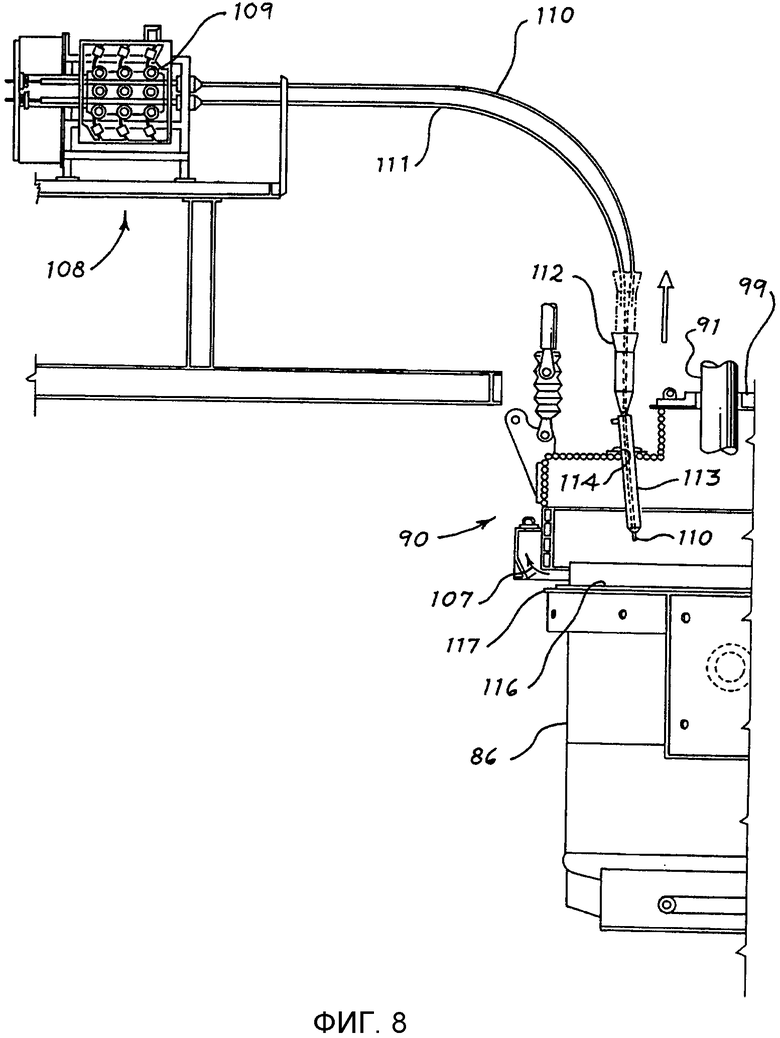
на фиг.8 показано средство ввода легирующей проволоки в ковшевую металлургическую печь, являющуюся частью изобретения;
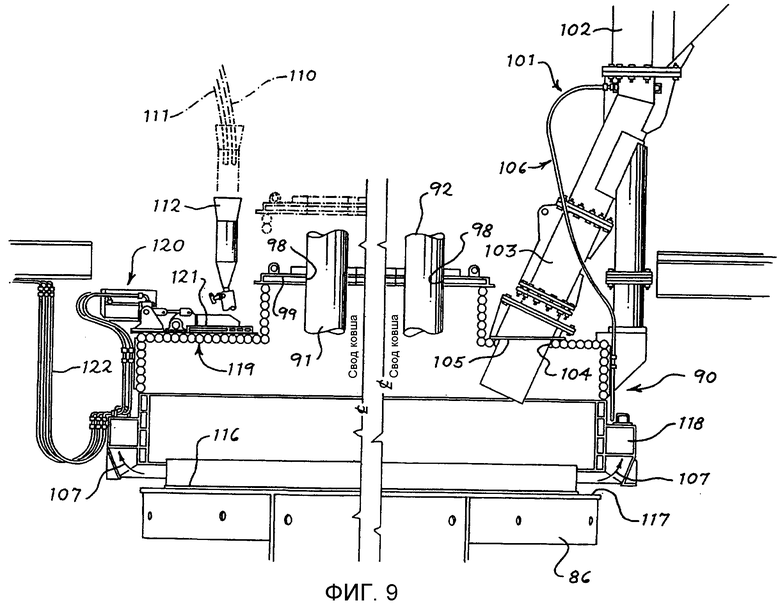
на фиг.9 показан разрез через крышу ковшевой металлургической печи с одной половиной крыши, повернутой на 60⁰, иллюстрирующий, в частности, систему добавления легирующих и других материалов шихты ковшевой металлургической печи;
на фиг.10 показан вертикальный разрез через комбинированные средства вакуумной дегазации и обезуглероживания кислородом в вакууме установки вакуумирования, демонстрирующий установку, работающую в режиме вакуумной дегазации;
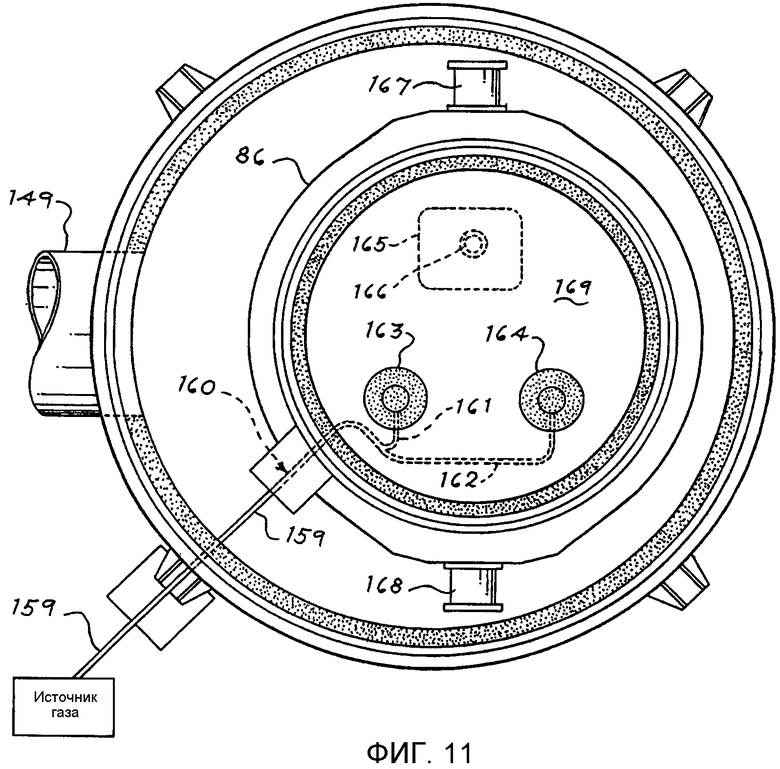
на фиг.11 показан верхний разрез через бак комбинированной установки вакуумной дегазации и обезуглероживания кислородом в вакууме, демонстрирующий ковш в положении вакуумирования;
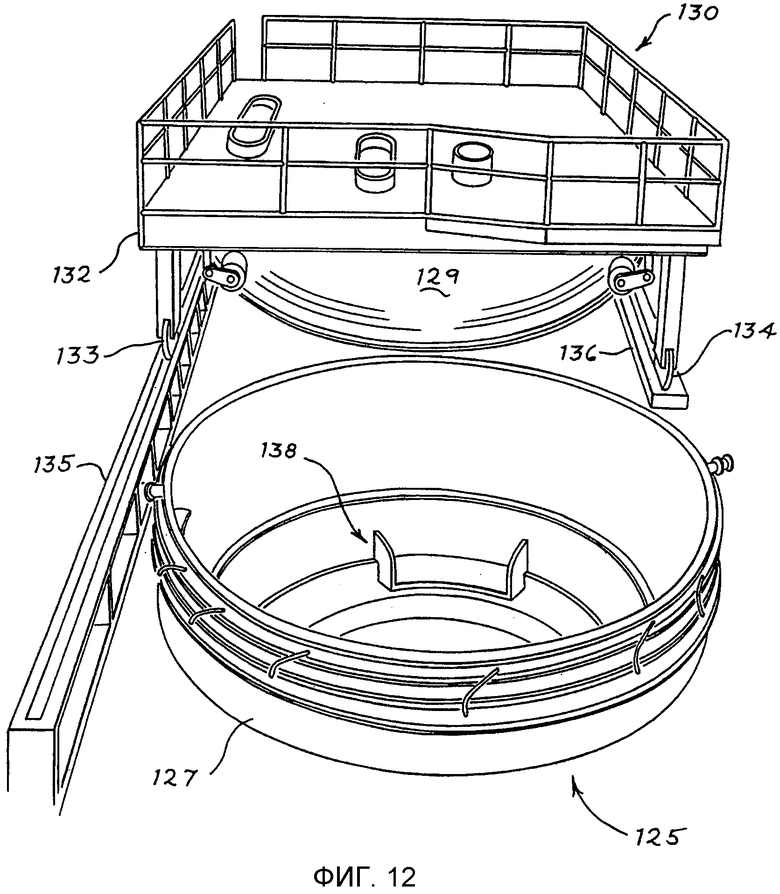
на фиг.12 показан перспективный вид установки вакуумирования с частями, опущенными для наглядности, и крышкой, поднятой и отведенной в сторону при подготовке к приему ковша, предназначенного для обработки;
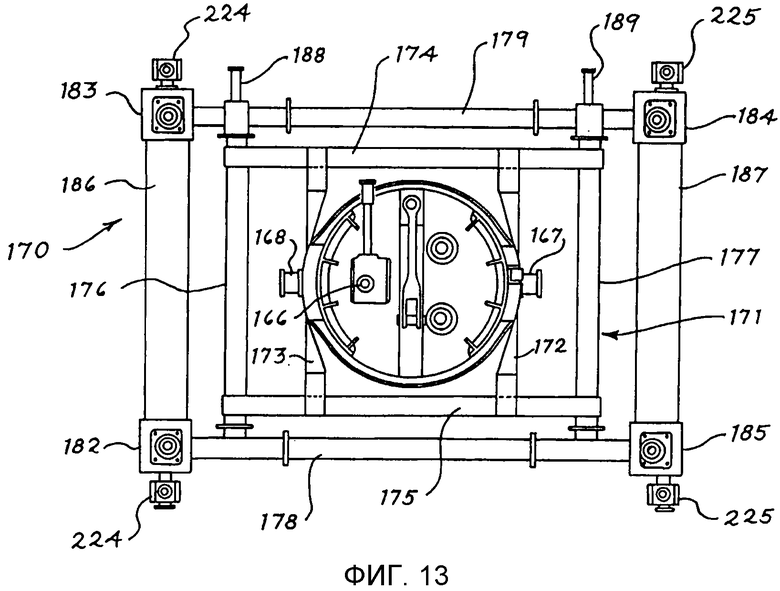
на фиг.13 показан вид сверху ковша со сталью на тележке сталеразливочного ковша;
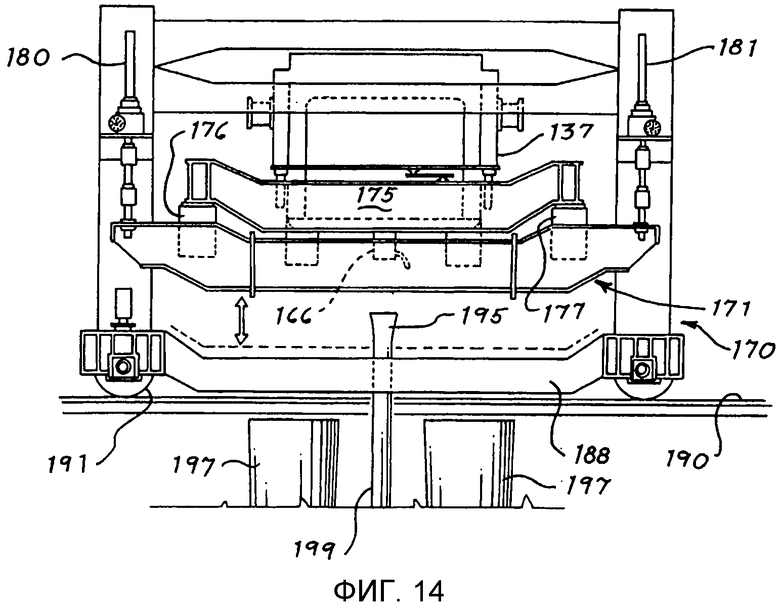
на фиг.14 показан вид сбоку ковша с фиг.13 в поднятом положении на тележке сталеразливочного ковша при подготовке к выпуску плавки в разливочный литник; и
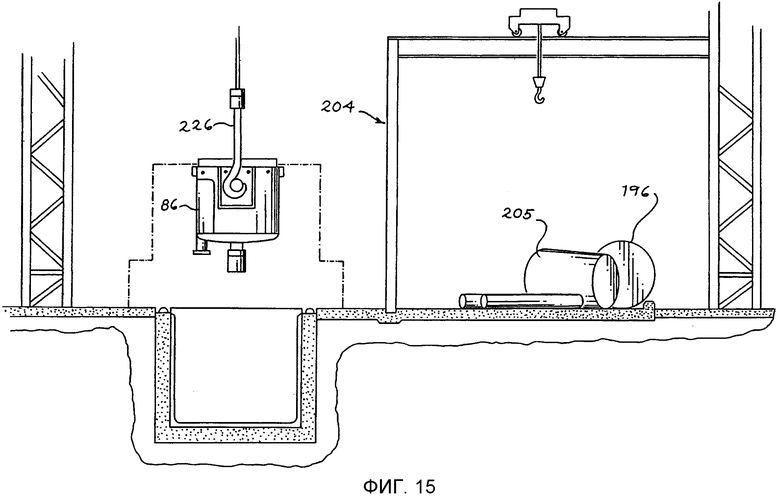
на фиг.15 показан участок раздевания слитков рядом с разливочной канавой.
Аналогичные позиции будут использоваться для обозначения одинаковых или сходных частей на разных фигурах чертежей.
Подробное описание изобретения
Система согласно настоящему изобретению, которая допускает выполнение по меньшей мере четырех отдельных и различающихся процессов производства стали, обозначается в целом позицией 10 на фиг.1 и 2. Изобретение можно лучше всего понять, разбирая каждую из фиг.1 и 2 справа налево, начиная с фиг.1.
Отделение подготовки лома обозначено в целом позицией 11, и лом, пригодный для приготовления любого нужного вида стали, начиная от особо низкоуглеродистой нержавеющей до низколегированной, обозначается позицией 12. Средство распределения лома, в данном случае рельсовая система, обозначается позицией 13. Рельсовая система будет построена так, чтобы транспортировать лом, образующийся в системе, такой как горячие прибыли и слитки с уширением, из сборных точек в конце технологического процесса, а также свежий лом, полученный извне системы. Тележки для завалки лома обозначены позициями 14, 15, причем каждая тележка перемещается по соответствующей группе рельсов 16, 17, каждая из которых проходит от отделения подготовки лома до терминалов 18, 19, прилегающих к дуговой печи, обозначенной в целом позицией 30. Тележки для лома 14, 15 несут на себе бадьи для завалки лома 20, 21 соответственно, которые заполняются ломом в отделении подготовки лома любым подходящим средством, таким как механический кран, который не показан для наглядности. Каждая бадья для завалки лома 20, 21 включает в себя дугу 22, 23, соответственно установленную на цапфах, помещенных с каждой стороны бадей для завалки лома, и U-образные подъемные скобы 24, 25 соответственно.
Позицией 26 обозначена запасная завалочная бадья, имеющая дугу 27 и подъемную скобу 28.
Дуговая печь включает в себя чашу, обозначенную в целом позицией 31, которую лучше всего видно на фиг.2. Печь может наклоняться в вертикальной плоскости, что лучше всего видно на фиг.5, посредством системы из зубчатой планки 32 и зубчатого колеса 33, показанной на фиг.2 и 5 и установленной на качающейся опоре 34. Крышка обозначается в целом позицией 35. На фиг.1А крышка показана в закрытом, рабочем положении сплошными линиями и в открытом положении завалки пунктиром. Крышка поворачивается из положения завалки в открытое положение вокруг оси 36. Крышка 35 жестко переносится левым и правым поддерживающими рычагами 38, 39, идущими от базовой конструкции, которая поворачивается вокруг оси 36. Три средства подачи электродов обозначены позициями 42, 43 и 44 и оканчиваются графитными электродами 45, 46 и 47 соответственно. В системе, способной плавить около 75-115 тонн, электроды предпочтительно имеют 16 дюймов (406 мм) в диаметре и способны генерировать около 75 МВ∙А в процессе плавления.
Лотковая система, предназначенная для добавления в печь таких материалов шихты, как углерод и известняк, обозначена позицией 49. Устройство для отбора проб обозначено как 50, причем устройство для отбора проб достигает плавки в печи через заслонку 51. Люк для скачивания шлака обозначен позицией 52. Фурменная система для вдувания кислорода и углерода обозначена позицией 53. В то время когда крышка дуговой печи 35 находится в рабочем положении поверх чаши дуговой печи, нижняя поверхность обода 37 крышки 36 находится в контакте по всей периферии с верхней поверхностью обода чаши 31, как лучше всего показано на фиг.2А. Хотя посадка является плотной, она не является газонепроницаемой.
Система трубопроводов дуговой печи обозначена на фиг.1А и 3 в целом позицией 55. Система трубопроводов включает в себя отводящее колено 56, которое соединяется своим внутренним концом с отверстием в крышке 33 и оканчивается своим выпускным концом в круговом фланце 57. Стационарная часть системы трубопроводов включает в себя впускное колено 58, оканчивающееся в круговом фланце 59. Когда крышка закрыта, круговой фланец 57 отводящего колена 56 тесно прилегает к фланцу 59 впускного колена 58 системы трубопроводов. На фиг.1А и 3 показано, что зазор между фланцами 57 и 59 очень мал и в результате очень мало дыма, образующегося в процессе работы печи, будет уходить через узкое пространство между фланцами, или он не будет выходить вообще. Трубопроводы 60 и 61 отводят загрязненный отходящий газ, уловленный в печи, в пылеуловитель 115, обозначенный на фиг.1А.
На фиг.2А можно видеть, что при крышке 35, отведенной в открытое положение на фиг.2А (и в положении, показанном пунктиром на фиг.1А), кран для подачи лома, обозначенный в целом позицией 63, с крюком 64 поднимает первую бадью для завалки лома 21 с тележки для лома 15 и помещает бадью над открытой чашей печи 31, откуда лом, находящийся в бадье, загружают в чашу печи 30.
Три электрода 45, 46 и 47 могут перемещаться подъемным приспособлением портального типа 66, см. фиг.3, из рабочих положений, показанных сплошными линиями на фиг.3 и 4, в отведенное положение, показанное пунктиром на фиг.3, так что крышка 35 может быть отведена в положение завалки, показанное на фиг.2А. Крышка охлаждается водой с помощью подводящей и отводящей труб 67 и 68, см. фиг.4. Каждый из электродов 45, 46 и 47 состоит из отдельных секций, которые свинчены вместе, как можно видеть на фиг.3. Запасная секция электрода обозначена позицией 69 на фиг.3.
Тележка сталеразливочного ковша, обозначенная позицией 70, перемещается по пути 71, этот путь начинается в этом случае непосредственно под дуговой печью 30 и затем продолжается до позиции 71а, находящейся непосредственно перед установкой для следующей обработки, показанной на фиг.2В. Сталеразливочная емкость, в данном случае сталеразливочный ковш, обозначена позицией 72 на фиг.2А, как находящаяся на тележке сталеразливочного ковша 70, причем сталеразливочный ковш имеет цапфы 73, 74, с помощью которых кран транспортирует ковш. На фиг.1А и 2А сталеразливочные тележка 70 и ковш 72 помещаются непосредственно под выпускной леткой 75 дуговой печи 30.
Хотя используется только одна тележка сталеразливочного ковша 70 и один сталеразливочный ковш 72, на фиг.2А показаны вторые тележка сталеразливочного ковша и ковш для того, чтобы представить расположение тележки и ковша во время важной предшествующей операции, которая должна быть описана далее.
В то время когда в дуговой печи 30 готовят расплав, сталеразливочный ковш 72 быть подвергнут предварительному нагреву до по меньшей мере 2000°F (1093°C) с помощью горелки для предварительного нагрева. Сразу после предварительного нагрева сталеразливочного ковша до нужной температуры горелку для предварительного нагрева отключают и удаляют, а непосредственно на обод ковша помещают экран, обозначенный в целом на фиг.2А позицией 77. Экран 77 состоит из опорной плиты 78 и изоляционного слоя 79, выполненного из жаропрочного волокнистого огнеупора. Экран поднимают и опускают так, как показано вертикальной стрелкой, с помощью кранового крюка 80, который зацепляет подъемную скобу экрана 77. Как только расплав в печи 30 будет готов к выпуску, экран 77 поднимают. В это время и в случае если этого требуют инструкции по плавке, в сталеразливочный ковш 72 могут быть добавлены материалы шихты, такие как легирующие, из блока подачи легирующих 82. Тележка сталеразливочного ковша 70 и предварительно нагретый сталеразливочный ковш 72 помещаются после этого под выпускной леткой 75 дуговой печи, как показано на фиг.2А.
Шиберный затвор дуговой печи обозначен позицией 84. На фиг.5, фиг.5С представлена дуговая печь в положении плавки или опорожненная, на фиг.5В представлена печь в положении скачивания шлака, и на фиг.5А представлена печь в положении выпуска плавки.
Как показано на фиг.2В, тележка сталеразливочного ковша 70 вместе с заполненным теперь ковшом 86, содержащим от 75 до 115 тонн выпущенного металла, показана находящейся возле окончания 71а пути 71. В этой точке заполненный ковш 86 поднимают краном 85 из его положения на окончании пути 71 на тележку 87 ковшевой металлургической печи (LMF), находящейся в начале 88а соответствующего пути 88 LMF. Тележка сталеразливочного ковша 70 возвращается теперь в положение предварительного нагрева, показанное на фиг.2А, для приема следующего сталеразливочного ковша, и затем ожидает выпуска следующей плавки из дуговой печи 30.
Станция LMF включает в себя свод, обозначенный в целом позицией 90, через который три электрода 91, 92 и 93 пропущены вниз в центральную область. Электроды получают энергию от источника энергии 94 и силовых проводов 95, 96 и 97, показанных на фиг.1В. Электроды плотно вставлены в отверстие 98 в центральной плите 99, как лучше всего показано на фиг.8 и 9. Заслонка 100, лучше всего показанная на фиг.1В в своде 90, позволяет проводить замер температуры с помощью системы, показанной на фиг.7, и отбор проб для химического анализа с помощью системы, показанной на фиг.6. Сыпучие легирующие добавляют в соответствии с потребностью через лотковую систему для легирующих, обозначенную на фиг.1В в целом как 101 и более подробно на фиг.9. Лотковая система для сыпучих легирующих 101 включает в себя загрузочный канал 102, который соединяется с рядом не показанных бункеров, причем каждый бункер содержит нужный легирующий материал. Наклонный лоток 103 проходит в камеру под сводом LMF через отверстие 104, это отверстие в случае необходимости может быть плотно закрыто плитой 105. Электронная система управления лотком, обозначенная в целом позицией 106 на фиг.9, будет применяться для регулирования порядка и количества легирующих материалов и шлакового материала, которые должны быть добавлены в плавку в любой нужный момент или моменты.
Система ввода легирующей проволоки обозначена в целом позицией 108 на фиг.1В и более подробно на фиг.8 и 9. Эта система включает в себя тянущие валки 109, которые, действуя под определенным управлением, будут тянуть легирующую проволоку 110, 111 вниз по направлению к воронке 112, фиг.8, из которой определенная легирующая проволока, которая должна быть добавлена в плавку, поступает в питающую трубу 113. Питающая труба 113 входит в камеру внутри крышки LMF через отверстие 114 в крышке. На фиг.8 в плавку в ковше 86 добавляют только проволоку 110.
Исходя из фиг.8 и 9, а также фиг.6 можно отметить, что свод LMF 90 включает в себя нижний фланец 116, который лежит на верхнем фланце 117 ковша 86. Поэтому контакт металла с металлом не создает герметичного уплотнения. Понятно, что действие дуг и химические реакции, которые имеют место во время формирования плавки в период образования дуги в LMF, должны генерировать большой объем дымов. Образованные таким образом дымы будут следовать по пути, обозначенному стрелками 107 на фиг.8 и 9 в большой отводящий трубопровод 118 на фиг.1В и затем в трубопроводную систему 55 и пылесборник 115, показанный на фиг.1А. Фиг.6, 7, 8 и 9 показывают также систему водяного охлаждения свода LMF, обозначенную в целом позицией 119 на фиг.9. На фиг.9 показана также в соединении с системой подачи проволоки 108 система подвижной плиты 120, которая включает в себя пластину заслонки 121, которая приводится в действие системой управления 122 для того, чтобы открывать отверстие в своде LMF на достаточный период времени для загрузки достаточной массы легирующей проволоки. Хотя возможно добавление любого легирующего в форме проволоки, следует понимать, что наиболее часто добавляют Al. Длительность нахождения ковша 86 в LMF будет варьироваться в зависимости от размеров плавки и требующейся степени перегрева. При массе плавки около 75 тонн дуги могут быть отключены в то время, когда температура плавки составляет около 3000°F (1649°C).
После гашения дуг свод LMF и электроды 91, 92 и 93 поднимают в положение, в котором они отделяются от верхнего обода 117 ковша LMF. Тележка 87 LMF перемещается затем к дальнему концу 123 пути 88 LMF, лучше всего показанного на фиг.1В и 2В и тесно прилегающего в начале к установке вакуумирования, обозначенной в целом позицией 126.
Установка вакуумирования 126 включает в себя стационарное основание вакуумного герметичного резервуара 127, показанное здесь как погруженное в грунт на фиг.2В и 10, и узел крышки резервуара, обозначенный в целом позицией 128. Узел крышки резервуара включает в себя верх резервуара 129, который устанавливается и переносится колесной надстройкой портального типа 130. Домкраты 131 поднимают и опускают верх резервуара 129. Надстройка портального типа, лучше всего показанная на фиг.12, содержит платформу 132, установленную на колесах 133 и 134, катящихся соответственно по путям 135 и 136. В проиллюстрированном варианте реализации пути 135 и 136 находятся на разной высоте относительно эталонного основания, но должно быть понятно, что для того чтобы приспособиться к ограниченности пространства, пути могут иметь общую высоту, что подразумевается схемой, показанной на фиг.1В. В любом случае верх резервуара должен быть поднят и отведен на достаточное расстояние для того, чтобы обеспечить беспрепятственный доступ ко дну резервуара сверху, так чтобы предназначенный для обработки ковш мог быть опущен туда краном.
Основание вакуумного резервуара 127 включает в себя пару опор ковша, одна из которых обозначена в целом позицией 138 на фиг.12. Каждый ковш имеет пару выступов, обозначенных как 139 (см. фиг.2В и 4), которые ложатся на сопряженные с ними опоры 138 в то время, когда ковш опускают на основание вакуумного резервуара 127.
Узел крышки резервуара 128 содержит смотровое окно 140, раздаточное устройство сыпучих легирующих и материала шихты 141, узел подачи проволоки, обозначенный в целом позицией 142, и порт для измерения температуры и отбора проб 143. И в этом случае, хотя проиллюстрированная конструкция демонстрирует гибкость добавления четырех легирующих в виде проволоки, алюминий будут добавлять наиболее часто, поскольку он будет иметь наибольшее влияние на измельчение зерна в этот период цикла. Центральный порт, который покрыт герметичной плитой крышки 144 во время циклов обезуглероживания не в вакууме, лучше всего проиллюстрирован на фиг.1В.
Система вакуумирования, которая функционирует во время циклов непосредственно вакуумной дегазации и обезуглероживания кислородом в вакууме, а также система продувки газом проиллюстрированы на фиг.10 и 11.
На фиг.10 будет видно, что нижний обод верха вакуумного резервуара 129 включает в себя плиту обода верха резервуара 148, плоская нижняя поверхность которого подвергнута механической обработке для формирования плотной посадки по всей периферии с сопрягаемой поверхностью на плите обода 145 на верху основания резервуара 127, каковая верхняя плита обода 145 сходным образом подвергнута механической обработке. Уплотнительное средство, представленное здесь кольцевым уплотнением 147, которое действует в сочетании с сопряжением и тесно соединяет плиты ободов, образует вакуумную камеру, эффективно создающую при непрерывной работе разрежение в один торр (133 Па) и меньше. Такая компоновка этой системы, при которой весь ковш, содержащий расплавленный металл, полностью находится в вакууме, имеет явное преимущество над другими системами, при которых ковш сам образует часть вакуумной камеры. В таких системах постоянно существует возможность утечки из-за подверженности верхнего обода ковша износу благодаря условиям, существующим в плавильном цехе, таким как попадание капель расплавленной стали на верхний открытый обод ковша, или присутствие твердых частиц, которые постоянно присутствуют в среде плавильного цеха, они, попадая на обод таким образом, ухудшают уплотнение при контакте металла с металлом. Далее в действующей системе наружная металлическая стенка ковша будет иметь выпускные отверстия, просверленные в ней для того, чтобы газы, содержащиеся в первую очередь в футеровке ковша, могли через них выходить. В системе, в которой ковш перед тем, как поступить в вакуумный резервуар, подвергается в течение длительного периода воздействию окружающего воздуха (в отличие от краткого воздействия окружающей атмосферы перед выдерживанием при быстром цикле согласно настоящему изобретению), выпускные отверстия позволят футеровке ковша заполняться содержащим влагу воздухом.
Окружающая атмосфера согласно настоящему изобретению отводится через отводящий трубопровод 149, который является частью многоступенчатой системы пароструйного эжектора, предпочтительно четырех- или пятиступенчатой системы.
На основании фиг.10 можно отметить, что заполненный ковш 86 установлен на подъемной базовой конструкции, обозначенной в целом позицией 151, здесь несколькими балочными поперечными сечениями. В случае возникновения прорыва во время работы подъемная базовая конструкция гарантирует, что основание ковша не приварится к вытекающему металлу, так что ковш можно поднять из резервуара с целью ускорения очистки.
При циклах обезуглероживания кислородом в вакууме, включающих циклы и вакуумно-дугового переплава, и дугового переплава без вакуума, установка вакуумирования в сущности модифицирована для того, чтобы осуществлять продувку через кислородную фурму. Как показано на фиг.10, и во время части операции с добавлением кислорода кислородная фурма 153, которая перемещается вверх и вниз по направляющей конструкции 154, вводится в камеру резервуара после удаления плиты крышки 144 центрального порта. Кислородная фурма 153 проходит через вспомогательный огнеупорный тепловой экран 156, который требуется из-за избытка тепла, выделяющегося при реакции углерода и кислорода. Огнеупорная накрывающая плита 157, которая имеет центральное отверстие 158 для пропуска фурмы 153, будет помещена на верхний край ковша после того, как ковш покинет установку LMF. Кожух 155 фурмы и фурма 153 проходят через герметичные уплотнения так, что сталь может быть одновременно подвергнута вакуумированию и продувке кислородом. В случае отсутствия возможности из-за параметров системы поддерживать разрежение с давлением порядка одного тора (133 Па) или ниже во время работы фурмы. Расплав может быть подвергнут вакуумированию в отсутствие фурмы в течение короткого периода после продувки, поскольку работа фурмы вызовет перегрев расплава до температуры, превышающей нужную температуру разливки.
Расплав во время обработки подвергается воздействию продувочного газа, предпочтительно в течение всего времени, когда резервуар герметизирован, хотя подача продувочного газа может быть прервана в любое время, когда оператор, наблюдающий за кипением через смотровое окно 140, решит, что кипение в этот момент стало слишком сильным. Система продувки газом лучше всего показана на фиг.11. Стационарная линия подачи продувочного газа 159 соединяется в начальной части по направлению газового потока с подходящим источником газа, инертного в отношении металла, подвергаемого обработке, такого как аргон. Стационарная газовая линия 159 соединяется обычным скользящим соединением, которое не показано, с питающей линией, содержащейся в ковше и обозначенной в целом позицией 160, соединение питающей линии 160 с подводящей линией 159 происходит в то время, когда ковш опускается на опоры ковша 138 при опускании ковша на место после извлечения ковша из тележки LMF и его помещения на участок 126 вакуумирования. Питающая линия 160 разветвляется на первый напорный питатель 161 и второй напорный питатель 162, выходные концы которых погружены в огнеупорные продувочные пробки 163 и 164 соответственно, помещенные в огнеупорном дне 169 ковша. Шиберный затвор на дне ковша 86 обозначен позицией 165 и открывает и закрывает разливочный стакан ковша.
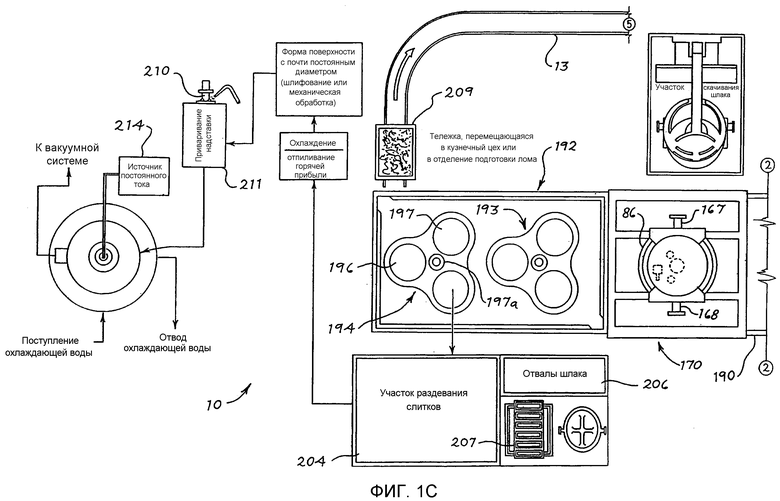
После обработки вакуумом на установке 126 вакуумирования, как показано на фиг.1В, и удаления верха 129 вакуумного резервуара (см. фиг.12) ковш 86 поднимают краном, который захватывает ковш 86 за цапфы 167, 168 и поднимает ковш с прошедшей обработку плавкой и помещает его на разливочную тележку, обозначенную в целом позицией 170, см. фиг.1С, 13 и 14. Разливочная тележка 170 включает в себя рамную структуру для позиционирования ковша, обозначенную в целом позицией 171, см. фиг.13 и 14, которая включает в себя пару нескольких V-образных опорных элементов 172, 173, которые скрепляются своими концами с продольными опорными рамными элементами 174, 175. Продольные опорные рамные элементы 174, 175 в свою очередь скрепляются с двумя главными поперечинами 176, 177. Рамные элементы образуют жесткий подрамник, который скреплен с перемещающейся по вертикали базовой рамой, имеющей продольные стороны 178, 179.
Базовая рама поднимается и опускается домкратами, из которых позициями обозначены только два, 180 и 181. Домкраты прикреплены к вертикальным стойкам 182, 183, 184 и 185. Жесткая колесная рама, образуемая продольными сторонами 188, из которых показана только одна сторона, и поперечными элементами 186, 187 принимает ковш в положении, показанном на правой стороне фиг.1С, причем колесная рама движется по пути 190. Ковш 86 будет поднят краном в установку вакуумирования на колесную раму разливочной тележки 170. Боковое движение рамы относительно пути 190 обеспечивается работой винтовых домкратов, два из которых обозначены позициями 224 и 225.
Из вышеизложенного будет видно, что разливочная тележка и готовый к разливке ковш 86, помещенный на ней, могут перемещаться в шести направлениях для точного совмещения сталеразливочного стакана 166 ковша с раструбом 195 разливочной воронки 199. Таким образом, сталеразливочный стакан ковша 166 на дне ковша может быть помещен в точности над верхним раструбом 195 разливочной воронки, как показано на фиг.2С, благодаря шести направлениям перемещения разливочной тележки даже в случае, когда верхний раструб 195 разливочной воронки 199 выступает выше уровня пути 190. Как только ковш поднят с тележки LMF, тележка LMF возвращается непосредственно к установке 126 вакуумирования, готовясь к приемке следующего подвергнутого вакуумированию ковша.
Разливочная тележка 170 перемещается далее на разливочный участок, который включает в себя участок разливочной канавы, обозначенный в целом в сокращенной форме позицией 192 на фиг.1С и 2С. Разливочная канава 192 будет содержать столько размеров изложниц, сколько могут обеспечить сталеплавильные мощности. В этом случае первый блок из трех изложниц обозначается в целом позицией 193, а второй блок - позицией 194.
Первое средство разливки слитков через дно включает в себя первую емкость или изложницу, в данном случае изложницу 196, стоящую на поддоне 197 изложницы. Поддон 197 в свою очередь стоит на основании литника 198. Центральный канал разливочной трубы 199 соединяется с выровненным вертикальным отверстием 197а в поддоне 197 изложницы, это отверстие соединяется с горизонтальным литником 202 в основании 198 литника, который в свою очередь соединяется с входным отверстием 200 для слитка в поддоне 197 изложницы, чтобы обеспечить таким образом заполнение внутренней полости изложницы 196 снизу вверх. Понятно, что разливочная труба 199, поддон 197 изложницы и основание 198 литника выполнены из устойчивого к большому давлению керамического материала и идут в отходы после каждого использования. Изложница 196 может иметь флюсовый материал, помещенный на ее дне перед разливкой для того, чтобы смазывать стенки изложницы для облегчения раздевания слитков. Съемная и повторно устанавливаемая утепленная прибыльная надставка обозначена позицией 201.
Затвердевший подвергнутый вакуумной дегазации слиток 205 показан на фиг.2С в процессе переноса краном на участок раздевания слитков, показанный на фиг.1С и 15. В расширенном изображении на фиг.15 раздетый слиток 205 показан лежащим на боку с соответствующей изложницей 196, также лежащей на боку.
Кран 226, который переносит ковш 227 после разливки, который содержит только несколько тонн оборотной стали и шлака, показан висящим над участком раздевания слитков, где после выпуска плавки в изложницу 196 он готовится выпустить несколько оставшихся в ковше тонн стали в небольшую пирамидальную изложницу 207, а шлак - в шлаковые отвалы 206, см. фиг.1С, для чего можно использовать или шиберный затвор ковша, или наклон ковша во время его пребывания на боку на грунте с использованием ушка 208 для крюка на фиг.10 как точки подъема. После затвердевания в пирамидальной изложнице 207 отдельные пирамидальные слитки, в данном случае в числе шести в случае заполнения всех отдельных изложниц, будут подняты краном на тележку 209 для передачи по рельсам 13 в отделение 11 подготовки лома.
Аналогичным образом все еще горячий слиток 205 будет помещен на тележку 209 и доставлен к нагревательной печи для нагрева горячего слитка до температуры деформации в кузнечном отделении для поступления в ковочный пресс.
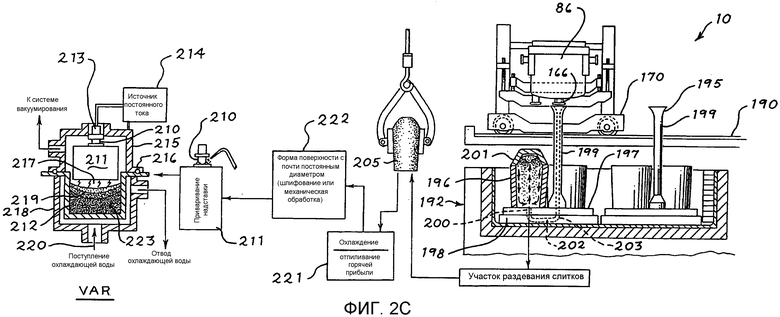
Как показано на фиг.1С, 2С и 15, у раздетого слитка 205, который охлаждается до комнатной температуры на участке раздевания слитков, срезают горячую прибыльную часть и удаляют путем шлифования и механической обработки наружную окисленную поверхность для получения электродного слитка для вакуумно-дугового переплава в ходе подготовки к дальнейшей обработке на установке вакуумно-дугового переплава, подробно показанной на левой стороне фиг.2С. После этого к гладкому срезанному концу приваривают приставку 210, образуя, таким образом, электрод 211 для вакуумного переплава. Медный кристаллизатор 212 помещают в водоохлаждаемую часть 218 резервуара установки вакумно-дугового переплава, показанной на фиг.2С. Открытый конец электрода для вакуумно-дугового переплава зажимают в нижнем конце 213 ползуна. Ползун соединяется с источником 214 постоянного тока при ползуне, скользящем в герметичном отверстии в крышке 215 установки вакуумно-дугового переплава. При включении постоянного тока нижний конец электрода 211 для вакуумно-дугового переплава начинает плавиться и образует неглубокую ванну 219, которая быстро затвердевает по направлению от дна по мере того, как охлаждающая вода отводит тепло от расплавленной ванны стали в кристаллизаторе вакуумно-дугового переплава. Плавление электрода для вакуумно-дугового переплава продолжается до тех пор, пока электрод не будет полностью израсходован и из него будет образован слиток вакуумно-дугового переплава. В это время слиток вакуумно-дугового переплава подвергается дальнейшей обработке, обычно путем ковки и требующейся термообработки.
Использование и применение изобретения являются следующими
Предположим, что первую плавку стали нужно выполнить в начале кампании. (Следует понимать, что слово кампания используется в смысле, общепринятом в черной металлургии, то есть означает количество плавок, которые могут быть выполнены в дуговой печи до того, как потребуется замена футеровки печи.) Предполагается также, что покупателем заказан обезуглероженный кислородом в вакууме продукт вакуумно-дугового переплава. Далее предполагается, что обезуглероженный кислородом в вакууме слиток вакуумно-дугового переплава массой около 75 тонн является требующимся конечным продуктом выполняемой в плавильном цехе полной производственной последовательности, то есть плавления, сопровождаемого последующей обработкой, которая завершается слитком, готовым для следующей фазы сталеплавильного процесса, обычно ковки.
Изобретение будет применимо для практически любых размеров промышленного сталеплавильного процесса. Для целей описания и исключительно в качестве примера предполагается, что емкость дуговой печи составит от приблизительно 75 до 115 тонн. Для конкретных целей описания размер плавки порядка около 75 тонн будет в достаточной степени описывать изобретение.
Как показано в первую очередь на фиг.1А, первая бадья 21 для завалки лома, которая помещается на тележке 15 для завалки лома, движущейся по рельсам 17, содержит лом 12, загруженный в нее любым подходящим обычным средством, таким как электромагнит на подъемном кране. При загрузке бадьи 21 крышка 35 дуговой печи 30 будет отведена в положение, показанное пунктиром на фиг.1А. Как только крышка 35 повернется вокруг своей шарнирной оси 36 в описанное выше открытое положение, чаша 31 дуговой печи, лучше всего показанная на фиг.2А, откроется для приемки лома. В это время кран 63 для лома, фиг.2А, поднимает первую бадью 21 для завалки лома крюком 64 крана, пропущенным в подъемную скобу 25 дуги 23, эта дуга соединена с возможностью вращения с бадьей 21 на осях вращения 29. Лом для крана поднимает загрузочную бадью 21 в поднятое положение, показанное на фиг.2А. Когда дно бадьи 21 открывается, лом 12 загружается в чашу 31 дуговой печи 30.
Должно быть понятно, что первая завалка в дуговую печь при плавлении лома 12 будет включать в себя небольшие куски, такие как окалина и мелкая обрезь, так чтобы футеровка дна чаши печи 31 не была повреждена тяжелыми кусками типа теплой прибыли в сброшенной завалке лома. В печи может содержаться остаток расплавленной стали, сохранившийся после предшествующей плавки, причем указанный остаток содержит достаточную массу горячего металла для того, чтобы сначала обернуть шихту из лома, включая крупные куски, и, во-вторых, смягчать удар больших кусков твердого лома об огнеупорное дно печи. Большие куски будут транспортироваться после завершения операций процесса обратно в отделение подготовки по рельсовой системе 13 перевозки лома, фиг.1С, эта рельсовая система включает в себя тележку 209. Крупные куски будут включать в себя большие срезанные прибыли после затвердевания слитков как в слитках, полученных при вакуумно-дуговом переплаве, так и без вакуумно-дугового переплава, и небольшие слитки из пирамидальных изложниц 207.
После того как первая завалка лома 12 из первой бадьи 21 для завалки лома загружается в открытую чашу 31 печи, кран для лома переместится из поднятого положения обратно для того, чтобы захватить подъемную скобу 24 на второй завалочной бадье 20, которая движется по рельсам 16.
Понятно, что сразу после опорожнения завалочной бадьи 21 в печь крышка 35 дуговой печи переместится в положение действия дуги, показанное сплошными линиями на фиг.1А, и дуга возникает между электродами печи 45, 46 и 47 и металлом в чаше печи. В положении с действием дуги стационарное впускное колено 58 системы 55 трубопроводов дуговой печи будет совмещено, хотя и с сохранением промежутка, с отводящим дым коленом 56, идущим от верха крышки 35, как лучше всего видно на фиг.1А и 3. На фиг.1А можно видеть, что слегка изогнутый выпускной конечный фланец 57 отводящего дым колена 56 будет непосредственно выровнен с плоским впускным круговым фланцем 59 стационарного впускного колена 58 трубопроводной системы 55. Мощные нагнетатели в системе трубопроводов 55, не показанные здесь, гарантируют, что все дымовые газы дуговой печи 30, включая дым, образованный в ходе химической реакции в чаше 31, и любое просачивание с наружной стороны крышки 35 и чаши 31 будут направлены в систему трубопроводов 55 так, что окружающая среда в плавильном цехе не будет загрязняться печным дымом. В действительности в печи произойдет небольшое падение давления.
Сразу после расплавления лома из первой завалочной бадьи 21 дуги отключаются и электроды поднимают до положения с просветом, показанного пунктиром на фиг.3, а крышку 35 отводят в открытое положение, показанное на фиг.1А. В то время когда крышка переведена в открытое положение, кран 63 для лома поднимет вторую бадью 20 для завалки лома из ее положения на тележке для завалки лома 14, показанного на фиг.1А, в положение завалки, показанное на фиг.2А, после чего лом, находящийся в бадье 20 для завалки лома, будет загружен сверху на расплавленный металл в печи. После этого крышку 35 дуговой печи вернут из положения завалки, показанного на фиг.1А пунктиром, в закрытое положение, показанное на фиг.1А сплошной линией, электроды 45, 46 и 47 опускают в рабочее положение, показанное сплошными линиями на фиг.3, и повторно включают дуги и систему 55 трубопроводов.
И перед завалкой, и после завалки из второй завалочной бадьи 20 пробоотборником 50 будет произведен отбор проб и также будет произведено измерение температуры. В этой фазе обработки углерод и образующие шлак материалы, в особенности известняк, будут добавлены вместе с требующимися легирующими в зависимости от данных, которые показывают пробы. Далее с помощью системы 57 вдувания углерода и кислорода в расплав в печи будут добавлены кислород и углерод.
Во время всех описанных выше операций запасная бадья 26 для завалки лома будет загружена и будет ожидать перенесения на открытую тележку для завалки лома, и затем потребуется подъем возле печи.
На фиг.1А и в особенности на фиг.2А показана тележка 70 сталеразливочного ковша, которая движется по путям 71 и несет на себе пустой, не подогретый сталеразливочный ковш 72, который включает в себя цапфы 73. Ковш 72 помещают под выпускной леткой 75 печи, управление которой осуществляется шиберным затвором 84 печи. Для выпуска расплава, находящегося в печи, в сталеразливочный ковш 72 приводится в действие качающий поршень 83 печи, фиг.2А, для того чтобы наклонить печь 30 из положения работающей дуги, показанного на фиг.5С, в положение разливки, показанное на фиг.5А, с помощью зубчатой рейки и зубчатого колеса 32, 33, причем положение разливки имеет наклон около 15° против часовой стрелки относительно рабочего положения, показанного на фиг.5С. После разливки печь 30 может быть наклонена по часовой стрелке в положение, показанное на фиг.5В, происходит удаление печного шлака через летку 52 для скачивания шлака. Поскольку шиберный затвор позволяет выпустить почти весь расплавленный металл (при желании), потери металла вместе со скачиваемым шлаком будут невелики, хотя, как указано выше, предпочтительно по меньшей мере 5-15 тонн металла оставляют печи для формирования жидкой ванны. В любом случае в дуговой печи образуется большая масса стали, которая будет в конечном счете выпущена из печи.
Сталеразливочный ковш 72 перед разливкой нагревают горелкой 76 предварительного нагрева так, чтобы металл, выпущенный из расплава в печи, не подвергся нежелательному охлаждению при контакте со сталеразливочным ковшом. Повышенная температура стенок сталеразливочного ковша 72 поддерживается с помощью экрана предварительного нагрева, обозначенного в целом позицией 77 и повешенного сверху ковша. Экран предварительного нагрева образуется из опорной плиты 78, к которой прикреплен обладающий высокой жаропрочностью огнеупорный изоляционный слой 79. Экран 77 предварительного нагрева поднимают и опускают по потребности крюком 80 крана, причем крюк 80 входит в зацепление со скобой 81 экрана. Экран 77 предварительного нагрева помещают на сталеразливочный ковш 72 на максимальный период времени, в течение которого сталеразливочный ковш должен ожидать начала разливки. В результате сталеразливочный ковш 72 охладится лишь в минимальной степени во время ожидания до начала разливки. При размерах выпущенной плавки около 75 тонн добавление приблизительно 1,5 тонны известняка и массы легирующих, достаточной для того, чтобы довести содержание легирующих приблизительно до 60% конечного требующегося содержания легирующих во многих плавках, и будет выполнено из блока 82 загрузки легирующих непосредственно в сталеразливочный ковш 72.
После выпуска плавки из дуговой печи 30 в сталеразливочный ковш 72 тележка 70 сталеразливочного ковша с выпущенным расплавом перемещается далее до позиции 71а, показанной на левой стороне фиг.2А. В этой точке заполненный ковш, обозначенный теперь позицией 86, будет поднят краном 85 с разливочной тележки 70 на тележку 87 ковшевой металлургической печи (или LMF).
Тележка 87 LMF далее передана для предварительного нагрева фурмой 89 предварительного нагрева, показанной при исходном положении тележки 87 LMF на фиг.1В. Шлак будет добавлен по желобу 65 для шлака, который также помещается выше LMF, как показано на фиг.1В.
В то время когда необходимое кондиционирование будет иметь место при исходном положении LMF на фиг.1В, LMF будет подготовлена для выполнения технологического процесса в LMF. Электроды 91, 92 и 93 LMF, лучше всего показанные на фиг.1В, отводятся на расстояние, достаточное для того, чтобы позволить ковшу 86 и тележке 87 LMF переместиться в положение в установке LMF под электродами 91, 92 и 93.
Свод 90 LMF лучше всего показан на фиг.8 и 9. Электроды 91, 92 и 93 получают энергию от источника 94 энергии через силовые провода 95, 96 и 97, лучше всего показанные на фиг.1В. Электроды плотно посажены, но могут выполнять возвратно-поступательное движение в отверстиях 98 в центральной плите 99 LMF. И вертикальная, и горизонтальная части свода 90 являются водоохлаждаемыми, как лучше всего показано на фиг.9. Нижняя конструкционная часть свода 90 оканчивается на круговом нижнем фланце 116, который сопряжен и лежит на круговом верхнем фланце 117 ковша 86. Большой объем дымовых газов образуется в пространстве между ковшом 86 и сводом 90 LMF, и эти дымовые газы должны отводиться по пути, обозначенном стрелками на фиг.8 и 9, в отводящий трубопровод системы, который соединяется с пылеуловителем 115, показанным на фиг.1А. На фиг.2В показана заслонка, обозначенная позицией 100, которая позволит выполнять измерение температуры и отбор химических проб из плавки в ковше 86 один или более раз при обработке на установке LMF.
Системы введения химических добавок, измерения температуры и отбора проб лучше всего показаны на фиг.6, 7, 8 и 9.
На фиг.6 кислородная фурма, предназначенная для добавления под поверхность расплава кислорода, обозначена позицией 107, фигура показывает фурму, находящуюся в рабочем положении, сплошными линиями и в отведенном или нерабочем положении - пунктирными линиями.
На фиг.7 система измерения температуры или, с другой стороны, отбора проб, обозначенная в целом позицией 124, показана в рабочем положении сплошными линиями, а в отведенном положении - пунктиром.
На фиг.8 можно видеть систему 108 добавления легирующей проволоки, которая включает в себя в этом случае две легирующие вводимые проволоки 110 и 111, которые поступают в канал 112 для ввода легирующей проволоки с помощью тянущих проволоку валков 109. Вытянутая втулка канала 112 для ввода проволоки направляет легирующую вводимую проволоку, в данном случае проволоку 110, через трубу 113 для подачи проволоки в расплав, находящийся в ковше 86. Клапанный затвор, находящийся в крышке 90 (не показан), откроется для того, чтобы позволить трубе 113 для подачи проволоки пройти через отверстие 114 в крышке 90.
Твердые легирующие материалы в форме частиц будут вводиться через лотковую систему загрузки легирующих, обозначенную на фиг.9 в целом позицией 101. Накопительный лоток 102 является загрузочным каналом, идущим от одного или более находящихся наверху бункеров с легирующими. Накопительный лоток 102 опорожняется в наклонный лоток 103, который в свою очередь проходит через наклонное отверстие 104 для лотка в крышке 90, так что сыпучие легирующие будут загружаться прямо в расплав. Позицией 105 обозначена уплотнительная крышка отверстия для лотка легирующих, эта крышка может быть герметизирована любым подходящим средством для прерывания сообщения между пространством под крышкой 90 и лотковой системой 101 загрузки легирующих, так что технологический процесс может происходить без значительного выделения дыма в лотковую систему 101 загрузки легирующих в то время, когда уплотнительная крышка 105 открыта для пропуска легирующих в расплав.
Крышка 90 имеет систему водяного охлаждения свода, обозначенную позицией 119. Система подвижной плиты для подачи проволоки обозначена в целом позицией 120, причем система подвижной плиты имеет пластину 121 заслонки под управлением системы 122 управления пластиной заслонки, которая будучи открытой позволяет питающей трубе 113 для проволоки войти в крышку 90 так, чтобы выходящий конец питающей трубы 113 для проволоки мог быть подведен близко к поверхности расплава для того, чтобы обеспечить контакт легирующей проволоки, которая может быть, например, алюминиевой с расплавом.
После ввода легирующих добавок в LMF и доведения температуры до нужного уровня, который должен, например, составлять порядка 3000°F (1649°C), крышка 90 и электроды 91, 92 и 93 будут подняты так, что тележка 87 LMF и ковш 86, помещенный на ней, будут перемещены далее по технологической линии в конечное положение, представленное ограничителем 123 на фиг.2В, находящееся непосредственно перед установкой вакуумирования, обозначенной в целом позицией 126. Установка вакуумирования включает в себя основание 127 вакуумного герметичного резервуара и узел крышки вакуумного резервуара, обозначенный в целом позицией 128. Узел 128 крышки вакуумного резервуара включает в себя верхнюю часть 129 резервуара, которая перемещается по вертикали посредством подъемных домкратов 131 для верхней части резервуара, как представлено вертикальной стрелкой на фиг.2В. Верхняя часть 129 резервуара и связанные с ней домкраты 131 для подъема крышки переносятся колесной надстройкой портального типа, обозначенной в целом позицией 130 и показанной более подробно на фиг.12. Портальная опора верхней части включает в себя портальную платформу 132, фиг.12, имеющую колеса 133, 134, которые катятся по портальным путям 134, 135, лучше всего показанным на фиг.12. Каждая из двух расположенных напротив друг друга опор ковша обозначена в целом позицией 138 на фиг.12, эта фигура показывает вакуумный резервуар, обозначенный в целом позицией 125, в открытом, опорожненном, конечном положении. Выступы ковша обозначены позициями 139, см. фиг.2В, на противоположных сторонах ковша 86 выступы ковша размещаются так, чтобы лежать на опорах 138 ковша в то время, когда ковш 86 находится на стадии обработки в установке вакуумирования. Смотровое окно вакуумного резервуара обозначено позицией 140, см. фиг.1В и 10, и выполнено на верхней части 129 резервуара в позиции, которая позволяет оператору наблюдать за интенсивностью СО кипения в ковше 137, см. фиг.10. Раздаточная система подачи сыпучих легирующих и материала шихты обозначена позицией 141, и система подачи проволоки - позицией 142 на фиг.1В; эта система 142 может быть подобна системе подачи проволоки 108 с фиг. 1В, 6 и 9. Порт для измерения температуры и отбора проб обозначен в целом позицией 143 на фиг.1В. Плита крышки центрального порта обозначена позицией 144, причем эта плита крышки будет очень герметично взаимодействовать с верхней частью 129 резервуара во время операции вакуумирования. В этом контексте под операцией с глубоким разрежением подразумевается абсолютное давление меньше 1 торр (1 мм рт. ст.) во время значительной части цикла операции вакуумной дегазации. Верхняя часть 129 резервуара имеет нижний фланец 144 на своем нижнем краю, этот нижний фланец гладко обточен для сопряжения с аналогичным образом обточенным верхним фланцем 145, окружающим верхний край основания 127 вакуумного резервуара. Кольцевое уплотнение 147 между гладкими установочными фланцами 145 и 146 позволит регулярно устанавливать абсолютное давление ниже 1 торр (133 Па) на основании непрерывной работы. Очень низкое абсолютное давление предпочтительно будет создаваться многоступенчатой пароэжекторной системой, которая соединяется с вакуумным резервуаром 125 через отводящий трубопровод 149 для атмосферы резервуара.
Ковш 86 полностью помещается внутри вакуумного резервуара 125, как можно видеть на фиг.10, открывая таким образом всю периферию ковша, так же как поверхность плавки, воздействию вакуума, и в дополнение и одновременно поднимается на определенное расстояние над дном резервуара посредством базовой конструкции, обозначенной в целом позицией 151. Высоту базы подбирают так, чтобы в случае возникновения прорыва при обработке плавки максимальных размеров ковш не приваривался ко дну резервуара и мог быть поднят и убран на период ремонта дна резервуара.
В случае если производитель стали захочет выпустить подвергнутую обезуглероживанию кислородом в вакууме плавку стали или с вакуумно-дуговым переплавом или без вакуумно-дугового переплава, верхнюю часть 129 резервуара модифицируют для пропуска кислородной фурмы 153. Фурма 153 входит в резервуар 125 через порт, который открывается при удалении плиты 144 крышки. Фурма проходит через структуру 154 скольжения с плотной посадкой так, что пароэжекторная система сможет поддерживать в системе давление ниже атмосферного, предотвращая таким образом поступление окружающего воздуха в кожух резервуара на уровне, достаточном для того, чтобы противодействовать любому заметному контакту расплава с окружающей атмосферой.
Вспомогательный тепловой экран обозначен позицией 156 и предназначен, в частности, для применения при обработке, которая требует обезуглероживания кислородом в вакууме. Огнеупорная накрывающая плита 157, имеющая центральное отверстие 158, будет задерживать сильное кипение во время цикла обезуглероживания кислородом в вакууме. Понятно, что накрывающая плита 157 обычно не потребуется при плавках, которые не предназначены для обезуглероживания кислородом в вакууме. Следует отметить, что металлический кожух ковша будет содержать выпускные отверстия 155, так что любая влага в футеровке будет отводиться из футеровки благодаря очень низкому разрежению. Сочетание очень гладких фланцев крышки и резервуара 145, 146 и кольцевого уплотнения 147 и открытость выпускных отверстий действию очень низкого разрежения гарантируют, что в системе не будет присутствовать значительного количества влаги, которая должна содержать вредоносный водород, что делает возможным конечное содержание газообразного водорода ниже 2,2 млн-1 и часто ниже 1 млн-1, так что всегда может получаться сверхчистая сталь, пригодная для применения в авиации и в космической индустрии. Это коренным образом отличается от систем, в которых установка вакуумирования включает в себя только крышку, которую помещают на верхний обод ковша, делая, таким образом, ковш частью кожуха вакуумного резервуара. В таких системах абсолютная герметичность между крышкой и верхним ободом ковша не может быть гарантирована из-за часто отмечаемого присутствия частиц на этих поверхностях, которые препятствуют формированию обладающего большой герметичностью уплотнения. И, кроме того, всегда существует возможность наличия воздуха, содержащего влагу и присутствующего в футеровке из-за отсутствия выпускных отверстий, которые позволяют такой влаге поступать в футеровку.
На фиг.11 можно видеть активное кипение, вызванное продувкой газом. Линия 159 от источника продувочного газа, предпочтительно аргона, соединяет сочленение, обозначенное в целом позицией 160, с первым напорным питателем 161 и вторым напорным питателем 162, которые оканчиваются в первой и второй огнеупорных продувочных пробках 163 и 164, помещенных соответственно в днище ковша. Понятно, что перемешивание расплавленного металла проходит за счет объемного расширения продувочного металла, когда расширение достигает порядка приблизительно 1400 раз, согласно эффекту законов газового расширения Чарльза и Бойля, и поток будет направляться вверх в расплавленной стали, имея направленный вверх компонент над продувочными пробками и направленный вниз компонент в противоположной стороне ковша, приблизительно обозначенный расположением сталеразливочного ковша 166, показанного на фиг.11. Когда расплавленный металл из мест, удаленных от поверхности, достигает поверхности, содержащиеся в расплавленном металле вредоносные газы, такие как водород, кислород и азот, будут подвергаться воздействию очень низкого давления в вакуумном резервуаре и будут отводиться из системы по отводящему трубопроводу 149.
Длительность вакуумной обработки будет зависеть от температуры металла в начале обработки, интенсивности кипения и, во время циклов обезуглероживания кислородом в вакууме, количества кислорода, вводимого фурмой 53 в расплав.
После обработки на установке 126 вакуумирования и удаления узла 128 крышки резервуара в положение открытого резервуара, показанное на фиг.12, ковш 86 будет поднят краном из установки 126 вакуумирования и помещен на рамную конструкцию 171 позиционирования ковша, перемещаемую разливочной тележкой, обозначенной в целом позицией 170, четыре колеса 191 которой катятся по разливочному пути 190. Разливочная тележка 170 движется далее, влево, как показано на фиг.1С, к участку разливочной канавы, обозначенному в целом позицией 191, для подготовки к разливке в изложницы 196, см. фиг.1С.
Ковш 86, находящийся на рамной конструкции 171 позиционирования ковша, может перемещаться в шести направлениях для того, чтобы точно позиционировать сталеразливочный стакан 166 ковша над верхним раструбом 195 разливочной воронки 199, выступающим вверх над уровнем пути 190 следующим образом.
Разливочная тележка 170 состоит из жесткой базовой рамы, состоящей из двух продольных боковых рам 178, 179 и двух поперечных элементов 186, 187. Вертикальные стойки 182, 183, 184 и 185 отходят вверх от четырех сочленений продольных боковых рам 178, 179 и поперечных элементов 186 и 187.
Рамная конструкция 171 позиционирования ковша состоит из двух продольных опорных рамных элементов 174, 175 и двух поперечных опорных рамных элементов 176, 177. Сформированное таким образом четырехстороннее основание ковша перемещается вверх и вниз домкратами, два из которых обозначены позициями 180, 181, причем домкраты установлены на вертикальных стойках 182, 183, 184 и 185. Два в некоторой степени V-образных поперечных рамных элемента 172, 173 проходят между продольными опорными рамными элементами 174, 175. Упомянутые V-образные поперечные рамные элементы 172, 173 имеют контуры, допускающие сопряжение с выступами 139 ковша (не показаны на фиг.13 и 14), так что ковш 86 удерживается стационарно опорой 174, 175, 176 и 177 ковша. Домкраты горизонтального позиционирования 224 и 225 позволяют перемещать рамную опору 174, 175, 176 и 177 в поперечном направлении относительно пути 190.
Таким образом, путем приведения в действие вертикальных домкратов 180, 181 и поперечных домкратов 224 и 225 вместе с перемещением разливочной тележки 170 на колесах 191 вдоль пути 190 сталеразливочный стакан 166 может перемещаться в шести направлениях для точного позиционирования стакана 166 над разливочной воронкой 199.
Разливочная канава показана на фиг.1С и 2С.
Изложница 196 стоит на поддоне 197 изложницы, который в свою очередь стоит на основании 198 литника. Канал в разливочной воронке 199 соединяется с входным отверстием 203 в основании литника, которое в свою очередь соединяется с литником 202 в основании 198 литника, который в свою очередь соединяется со входным отверстием 200 слитка в основании изложницы 197. Утепленная прибыль обозначена позицией 201. В изложницы до разливки может быть помещен подходящий покрывающий изложницу материал, предназначенный для нанесения покрытия на внутреннюю поверхность изложницы.
После разливки ковш 86, который может содержать от трех до пяти тонн горячего металла и около трех тонн шлака, будет поднят краном на участок 204 раздевания слитков, см. фиг.1С, где металл будет слит в пирамидальную изложницу 207, а шлак скачен в шлаковые отвалы 206. Пустой ковш будет затем поднят краном обратно на участок предварительного нагрева, прилегающий к дуговой печи 30, где он будет повторно подготовлен к последующему выпуску плавки из печи. Разливочная тележка 170 будет возвращена обратно в исходное положение сразу после установки 126 вакуумирования, где она будет ожидать следующего ковша, поднятого краном из установки 126 вакуумирования.
Когда слитки («чушки») в пирамидальной изложнице 207 затвердевают, они будут подняты краном на тележку 209, на котором они будут возвращены через рельсовую систему 13 для лома в отделение 11 подготовки лома. После затвердевания слитка 205 в изложнице 196 слиток и его изложница переносятся краном на участок 204 раздевания слитков, где слиток и изложницу разделяют так, как можно лучше всего видеть на фиг.15. Горячая прибыльная надставка остается на слитке в случае, если слиток предназначен для обычной обработки. Затем слиток грузят на тележку 209 и направляют на участок ковки, где он первоначально попадает в обжиговую печь.
Если слиток с участка 204 раздевания слитков предназначен для вакуумно-дугового переплава, его подвергают следующей обработке.
С участка 204 раздевания слитков слиток поднимают краном, как показано на фиг.2С, на участок 221 охлаждения и распиливания, где слиток охлаждают до комнатной температуры и отрезают горячую прибыль. После этого поверхность слитка доводят до почти постоянного диаметра на формовочной станции 222 путем шлифования или обтачивания для формирования в конечном счете электрода 211 для вакуумно-дугового переплава.
К гладкому обрезанному концу электрода 211 для вакуумно-дугового переплава приваривают надставку 210. После этого медный кристаллизатор 212 будет помещен в часть резервуара с водяной рубашкой 218 установки вакуумно-дугового переплава. Открытый конец надставки 210 зажимают в нижнем конце 213 ползуна посредством электропроводного соединения. Ползун соединяется с источником 214 постоянного тока. Ползун скользит в герметичном отверстии в крышке 215 установки вакуумно-дугового переплава. После того как крышка 215 герметизирует посредством уплотнения 216 часть 218 резервуара в установке вакуумно-дугового переплава, постоянный ток будет пропущен через ползун 213 и надставку 210 для создания дуги 217, идущей до дна кристаллизатора 212 установки вакуумно-дугового переплава. Дуга постоянного тока будет плавить конец электрода 211 для вакуумно-дугового переплава, и полученный в результате расплавленный металл образует ванну в медном кристаллизаторе 212. Расплавленная ванна 219 быстро затвердевает, начиная от дна по направлению вверх, когда охлаждающая вода 220, окружающая медный кристаллизатор 218, отводит тепло из расплавленной ванны 219 стали в кристаллизаторе 218. Плавильный процесс будет продолжаться до тех пор, пока электрод 211 для вакуумно-дугового переплава не будет полностью израсходован и не будет образован новый слиток 223 вакуумно-дугового переплава.
После того как электрод 211 вакуумно-дугового переплава будет полностью расплавлен, пропуск постоянного тока прекращается, снимается вакуум и крышку 215 снимают для того, чтобы выставить готовый слиток 223 вакуумно-дугового переплава, который показан частично завершенным на фиг.2С. Крепежную надставку 210 после этого отделяют от ползуна 213 и повторно подвергают механической обработке для использования в следующем цикле вакуумно-дугового переплава. Дно кристаллизатора будет отделено от стенок кристаллизатора, и кристаллизатор с помощью крана снимают со слитка 223 вакуумно-дугового переплава. Готовый слиток вакуумно-дугового переплава помещают на тележку 209, которая перемещает затем слиток в кузнечный цех.
Типичная длительность цикла при размерах плавки приблизительно в 75 тонн, начинающегося с отвода крышки дуговой печи 36 в первое положение завалки лома до завершения переплава оборотного лома, завершения выпуска плавки и возвращения дуговой печи в горизонтальное положение в готовности к повороту печи в первое положение завалки, составит приблизительно 1 час и 45 минут при следующих условиях.
Предполагается, что сталеразливочный ковш предварительно нагревают до температуры приблизительно 2000°F (1093°C) горелкой 76 предварительного нагрева перед выпуском плавки, а в каждую бадью 20, 21 для завалки лома загружают приблизительно 41,5 тонн твердого лома.
длительность
Дальнейшая обработка расплава из горизонтального положения под крышкой до подъема краном из установки вакуумирования потребует меньше чем приблизительно 1 час 45 минут, так что не будет возможности заторов из-за замедленности последующих операций. Например, длительность нахождения в ковшевой металлургической печи составит только около 35 минут или меньше, а длительность обработки в установки вакуумирования составит только приблизительно 30 минут.
Длительность всего цикла может приближаться или даже превышать два часа, если требуется выпустить 90 тонн. Длительность цикла будет, однако, менее чем прямо пропорциональная размерам плавки благодаря электродам дуговой печи диаметром до 16 дюймов (406 мм) при токе от 75 до 90 МВ∙А. Понятно также, что химический состав производимой стали - от низколегированной до нержавеющей с высоким содержанием хрома - будет иметь незначительное влияние на длительность цикла.
Хотя здесь описан предпочтительный вариант реализации изобретения, очевидно, что объем изобретения не ограничивается приведенным описанием, но скорее относится только к объему приведенных пунктов формулы изобретения при интерпретации в свете соответствующих предыдущих технических решений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОЧИСТОЙ ЛЕГИРОВАННОЙ СТАЛИ | 2014 |
|
RU2598060C2 |
| Способ выплавки трансформаторной стали | 1982 |
|
SU1052546A1 |
| Способ внепечной обработки стали | 1990 |
|
SU1812221A1 |
| СПОСОБ ВЫПЛАВКИ, РАСКИСЛЕНИЯ, ЛЕГИРОВАНИЯ И ОБРАБОТКИ СТАЛИ | 2009 |
|
RU2405046C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ СТРУИ МЕТАЛЛА ПРИ ВЕРХОВОЙ РАЗЛИВКЕ В ЦИЛИНДРИЧЕСКУЮ ИЗЛОЖНИЦУ | 2021 |
|
RU2785711C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУНЕПРЕРЫВНОГО ПОЛУЧЕНИЯ СЛИТКОВ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ | 2012 |
|
RU2486265C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ С ЗАЩИТОЙ МЕТАЛЛА ОТ ОКИСЛЕНИЯ | 1996 |
|
RU2101365C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| Оснастка для литья пластмасс под давлением и способ ее изготовления | 2019 |
|
RU2703630C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЛАВКИ СТАЛИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027777C1 |



Изобретение относится к области металлургии, в частности к способу и комплексу для производства стали. Комплекс содержит дуговую печь, ковшевую металлургическую печь, устройство вакуумирования и участок разливки, при этом производительность комплекса для производства стали ограничена плавильной мощностью дуговой печи. Использование изобретения обеспечивает возможность выполнения четырех разнородных сталеплавильных процессов в произвольном порядке, выпускать большие объемы стандартных марок стали, а также снижает потребность в тепловой энергии на тонну произведенной стали. 2 н. и 22 з.п. ф-лы, 21 ил.
1. Способ производства стали с использованием комплекса для производства стали, содержащего дуговую печь, ковшевую металлургическую печь, устройство вакуумирования и участок разливки, причем способ включает производство серии плавок, а производительность комплекса для производства стали ограничивают плавильной мощностью дуговой печи, отличающийся тем, что он включает завалку твердого лома в дуговую печь в количестве, достаточном для получения, по меньшей мере, массы стали, предназначенной для последующего вакуумирования, подвод тепла к твердому лому для плавления твердого лома и формирования расплава, выпуска, по меньшей мере, массы расплава из дуговой печи в емкость для формирования плавки, перемещение плавки из дуговой печи в емкости к ковшевой металлургической печи, добавление легирующих к плавке, находящейся в ковшевой металлургической печи, в количестве, достаточном для доведения, по меньшей мере, некоторых составляющих компонентов плавки до требуемого уровня содержания на этой стадии процесса, повышение температуры плавки в ковшевой металлургической печи в степени, достаточной для перегрева плавки в отношении требуемой температуры разливки стали, перемещение перегретой плавки в устройство вакуумирования, воздействие на перегретую плавку вакуумом и продувочным газом в количестве, достаточном для перемешивания перегретой плавки так, чтобы подвергнуть поверхность плавки, а также части плавки, удаленные от поверхности, воздействию вакуума, в результате чего водород и кислород в перегретой плавке удаляют из плавки за счет нахождения плавки в вакууме, прекращение воздействия на плавку вакуума и продувочного газа после осуществления дегазации плавки и достижения температуры плавки приемлемого уровня температуры разливки, перемещение обработанной плавки на участок разливки, разливку требуемого количества обработанной плавки в по меньшей мере одну первичную изложницу на участке разливки и затвердевание разлитой плавки на участке разливки для формирования подвергнутого вакуумированию слитка, причем ковшевая металлургическая печь и установка вакуумирования совместно обладают способностью для нагревания и обработки стали в указанной ковшевой металлургической печи и в указанной установке вакуумирования в течение периода времени, который при добавлении к длительности перемещений меньше времени, требующегося для формирования расплава, готового для выпуска из дуговой печи.
2. Способ по п.1, отличающийся тем, что количество лома, загруженного в дуговую печь для первой плавки из серии плавок, больше требуемого количества обработанной плавки, разлитой в первичные изложницы на участке разливки, когда избыток лома после плавления оставляют в дуговой печи для образования ванны, и осуществляют последующую загрузку определенного количества лома в дуговую печь для следующей по порядку плавки, причем упомянутое количество лома меньше количества обработанной плавки, которое должно быть разлито на участке разливки, причем последующая завалка лома плюс, по меньшей мере, часть ванны вместе с добавленными после этого сплавами содержит, по меньшей мере, требуемое количество обработанной плавки, которое должно быть разлито в первичные изложницы.
3. Способ по п.2, отличающийся тем, что он включает стадии повторения в случае необходимости указанных операций до тех пор, пока в печи по существу не останется ванны, и последующую загрузку в дуговую печь количества лома, достаточного для последующей разливки требуемого количества обработанной плавки в первичные изложницы.
4. Способ по п.3, отличающийся тем, что количество лома, загруженное в дуговую печь, достаточно для последующей разливки требуемого количества обработанной плавки в первичные изложницы, и содержит дополнительное количество лома, достаточное для формирования ванны в дуговой печи для последующей плавки.
5. Способ по п.1, отличающийся тем, что он включает последующее формирование из подвергнутого вакуумированию слитка электрода для вакуумно-дугового переплава и последующий вакуумно-дуговой переплав электрода для вакуумно-дугового переплава в слиток.
6. Способ по п.5, отличающийся тем, что слиток вакуумно-дугового переплава перемещают на участок отжига или ковки перед охлаждением после вакуумно-дугового переплава.
7. Способ по п.1, отличающийся тем, что дополнительно к воздействию на плавку вакуума и продувочного газа в течение периода времени, достаточного для снижения содержания водорода и кислорода в плавке до требуемого уровня дегазации, осуществляют контакт плавки с кислородом в количестве, достаточном для снижения содержания углерода в плавке до требуемого уровня.
8. Способ по п.7, отличающийся тем, что кислород используют в газообразной форме во время контакта с плавкой.
9. Способ по п.8, отличающийся тем, что кислород вдувают на верхнюю поверхность плавки.
10. Способ по п.8, отличающийся тем, что точка первоначального контакта газообразного кислорода с плавкой возникает в месте под поверхностью плавки.
11. Способ по п.7, отличающийся тем, что после контакта плавки с кислородом, перемещения обработанной плавки на разливочный участок, разливки требуемого количества обработанной плавки в по меньшей мере одну первичную изложницу на разливочном участке, затвердевания разлитого расплава на разливочном участке для формирования подвергнутого вакуумированию слитка и формирования из подвергнутого вакуумированию слитка электрода для вакуумно-дугового переплава электрод для вакуумно-дугового переплава подвергают переплаву в установке вакуумно-дугового переплава для формирования слитка.
12. Способ по п.1, отличающийся тем, что количество металла плавки составляет до 115 т.
13. Способ по п.1, отличающийся тем, что он включает предварительный нагрев емкости перед выпуском расплава из печи в эту емкость.
14. Способ по п.13, отличающийся тем, что емкость предварительно нагревают до температуры приблизительно 2000°F (1093°C).
15. Способ по п.13, отличающийся тем, что предварительно нагретую емкость накрывают огнеупорной крышкой и удаляют крышку перед разливкой.
16. Способ по п.12, отличающийся тем, что дополнительно к воздействию на плавку вакуума и продувочного газа в течение периода времени, достаточного для снижения содержания водорода и кислорода в плавке до требуемого уровня дегазации, осуществляют контакт плавки с кислородом в количестве, достаточном для снижения содержания углерода в плавке до требуемого уровня.
17. Комплекс для производства стали, предназначенный для производства серии плавок и выполненный с возможностью ограничения его производительности плавильной мощностью дуговой печи, содержащий дуговую печь для формирования расплава стали, имеющую емкость до 115 т, ковшевую металлургическую печь, средство формирования расплава стали в указанной дуговой печи, средство для выпуска расплава стали из указанной печи в сталеразливочную емкость, средство для перемещения сталеразливочной емкости в ковшевую металлургическую печь, установку вакуумирования, средство для перемещения плавки стали в разливочной емкости к ковшевой металлургической печи на установку вакуумирования, при этом указанная установка вакуумирования содержит вакуумный резервуар, который полностью вмещает в себя разливочную емкость, так что вся периферия разливочной емкости и плавки, содержащейся в указанной разливочной емкости, а также поверхность плавки в разливочной емкости подвергнуты воздействию давления ниже атмосферного, достаточно низкого для того, чтобы уменьшить содержание водорода в плавке стали до требуемого уровня, разливочный участок, средство для перемещения разливочной емкости из установки вакуумирования на разливочный участок после снижения содержания водорода в плавке стали, находящейся в ней, до нужного уровня и средство разливки плавки стали, находящейся в разливочной емкости, в первичный накопитель на разливочном участке, при этом указанная ковшевая металлургическая печь и установка вакуумирования совместно обладают способностью для нагревания и обработки стали в указанной ковшевой металлургической печи и в указанной установке вакуумирования в течение периода времени, который при добавлении к длительности перемещений меньше времени, требующегося для формирования расплава, готового для выпуска из дуговой печи.
18. Комплекс по п.17, отличающийся тем, что разливочная емкость содержит донное разливочное средство, которое содержит донное разливочное средство для слитка, указанное донное разливочное средство содержит литниковую систему с центровым литником, при этом средство для перемещения разливочной емкости на разливочный участок содержит средство для перемещения донного разливочного средства разливочной емкости в шести направлениях для совмещения с центровым литником.
19. Комплекс по п.17, отличающийся тем, что установка вакуумирования содержит средство для добавления кислорода в плавку в то время, когда плавка подвергнута действию давления ниже атмосферного.
20. Комплекс по п.19, отличающийся тем, что разливочная емкость содержит донное разливочное средство, которое содержит донное разливочное средство для слитка, указанное донное разливочное средство содержит литниковую систему с центровым литником, при этом средство для перемещения разливочной емкости на разливочный участок содержит средство для перемещения донного разливочного средства разливочной емкости в шести направлениях для совмещения с центровым литником.
21. Комплекс по п.17, отличающийся тем, что он содержит средство превращения слитка, сформированного в первичном приемнике на участке разливки в электрод для вакуумно-дугового переплава, установку для вакуумно-дугового переплава и средство преобразования электрода для вакуумно-дугового переплава в слиток вакуумно-дугового переплава на установке вакуумно-дугового переплава.
22. Комплекс по п.21, отличающийся тем, что разливочная емкость содержит донное разливочное средство, которое содержит донное разливочное средство слитка, указанное донное разливочное средство содержит литниковую систему с центровым литником, при этом средство для перемещения разливочной емкости на разливочный участок содержит средство для перемещения донного разливочного средства разливочной емкости в шести направлениях для совмещения с центровым литником.
23. Комплекс по п.17, отличающийся тем, что установка вакуумирования содержит средство для добавления кислорода в плавку в то время, когда плавка подвергнута действию давления ниже атмосферного, а также содержит средство превращения слитка, сформированного в первичном приемнике на участке разливки в электрод для вакуумно-дугового переплава, установку для вакуумно-дугового переплава и средство преобразования электрода для вакуумно-дугового переплава в слиток вакуумно-дугового переплава на установке вакуумно-дугового переплава.
24. Комплекс по п.17, отличающийся тем, что емкость дуговой печи составляет до 115 т жидкой стали.
| СПОСОБ МАГНИТНО-РЕЗОНАНСНОЙ ТОМОГРАФИИ ГРЫЖ СПИННОГО МОЗГА | 1997 |
|
RU2141254C1 |
| ВОСКОБОЙНИКОВ В.Г | |||
| и др | |||
| Общая металлургия | |||
| Москва | |||
| Металлургия, 2000, с | |||
| ШАХТНАЯ ТОПКА ДЛЯ МНОГОЗОЛЬНОГО ТОРФА | 1922 |
|
SU610A1 |
| Питательный кран для вагонных резервуаров воздушных тормозов | 1921 |
|
SU189A1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ИЗ АУСТЕНИТНЫХ, СТАБИЛИЗИРОВАННЫХ ТИТАНОМ СТАЛЕЙ | 2008 |
|
RU2373297C1 |
| Устройство для отливки слитков | 1982 |
|
SU1076180A1 |
| Высоковольтный выключатель | 1935 |
|
SU47360A1 |
| US 2009183802 A1, 23.07.2009 | |||

