Область техники, к которой относится изобретение
Изобретение относится к механическому часовому механизму в виде модульного блока. Изобретение также относится к часам, содержащим, по меньшей мере, один механизм этого типа. Также изобретение относится к области механического часового дела, в частности к области часов.
Уровень техники
Известны модульные часы. Несмотря на то, что они очень широко известны в электронном часовом деле, они менее распространены в механическом часовом деле, где конструкция в виде модулей, которые, как правило, разрабатываются для разбиения подобного основного механизма на несколько калибров с различными функциями, или имеющими различное представление, является обычно более дорогой по сравнению с традиционным способом изготовления. Только несколько дополнительных механизмов, изготовленных на дополнительных платинах, являются относительно широко распространенными.
Модульная конструкция обычно накладывает ограничения на механическую обработку узлов сопряжения с высокой точностью из-за накопления зазоров, полученных при сборке, между модулями, что требует очень жестких допусков для каждого модуля, чтобы обеспечить удовлетворительный результат для всего блока.
Изготовление в виде модулей также очень часто отрицательно влияет на общую толщину механизма, и поэтому трудно изготовить ультраплоские или даже плоские механизмы.
Однако модульная конструкция остается интересной задачей для производителей часов, поскольку она позволяет разделить задачи сборки. В свою очередь, для более жестких допусков на изготовление, которые требуются за счет накопления зазоров между модулями, окончательную операцию сборки можно выполнить с помощью менее опытного персонала, так как она является менее сложной. Однако работа по окончательной сборке по-прежнему требует знания и опыта от часовщика.
В документе ЕР 1079284 описаны часы с двумя главными модулями, каждый из которых содержит половину компонентов.
В документе ЕР 0862098 описаны модульные часы с часовым механизмом, образующим модуль в целом.
В документе ЕР 1211578 описан ультратонкий электромеханический механизм с модулями, которые расположены друг над другом и реализуют трубчатые элементы, компенсирующие изменение по толщине элементов сборки.
В документе ЕР 2169479 А1 описаны электронные часы, образованные из электронного модуля и источника напряжения, подсоединенных друг к другу механическим или электрическим способом без использования печатной платы для образования компактного блока.
В документе WO 2009/056498 А1 описан дополнительный механизм автоподзавода, в котором крышка ротора установлена между основным набором стрелок с одной стороны и хронографом и смещенными относительно центра секундными стрелками с другой стороны. Этот дополнительный механизм не является модульным, поскольку он расположен между компонентами основного механизма и различными осями и трубками механизма, которые проходят через него.
В документе СН 647125 A3 описан хронограф с приводным модулем, который включает в себя первый вал отбора мощности, составляющий одно целое с его приводным трибом, и второй вал отбора мощности, составляющий одно целое с валом секундной стрелки. Модуль хронографа устанавливается с возможностью съема, и его зубчатая передача приводится в движение с помощью второго вала отбора мощности. Два вала отбора мощности являются соосными и доступными с той же самой стороны модуля двигателя. Модуль хронографа закреплен между циферблатом и верхней стороной модуля двигателя. Стрелки образуют часть модуля хронографа.
В документе US 2008/112273 А1 описан механизм с неподвижной опорой, оснащенный модулем отображения, содержащим центральную планку, прикрепленную к опоре, и кольцеобразный элемент отображения, который свободно вращается вокруг центральной планки, опирающейся на неподвижную опору. Элемент отображения имеет контактную поверхность. Центральная планка включает в себя три поверхности позиционирования, образованные тремя выступающими участками, взаимодействующими с контактной поверхностью для позиционирования элемента отображения в осевом направлении на неподвижной опоре. Центральная планка включает в себя три поверхности для сборки, которые сдвинуты по оси и под углом относительно поверхностей позиционирования. Элемент отображения имеет три захвата. Контактная поверхность, поверхности позиционирования, поверхности для сборки и захваты выполнены с возможностью образования вместе байонетной системы сборки для установки элемента отображения на планку.
В документе US 2011/110199 А1 описан модуль для приведения в действие одного элемента механизма, предназначенного для установки на подвижной раме. Этот модуль содержит механизм, содержащий поворотную управляющую головку, которая перемещается между осевыми участками, управляющий триб, который вращается и составляет одно целое с управляющей головкой, и, по меньшей мере, один приводной элемент, расположенный с возможностью взаимодействия с управляющим трибом в одном из осевых положений головки. Управляющий триб составляет одно целое при перемещении с головкой, когда последняя перемещается из одного осевого положения в другое. Модуль содержит независимый корпус, содержащий механизм и средство соединения, которое выступает из корпуса и выполнено с возможностью кинематического подсоединения приводного элемента к элементу механизма, который будет приводиться в действие таким образом, чтобы элемент привода мог приводить в движение упомянутый элемент, несмотря на положение модуля на подвижной раме.
Раскрытие изобретения
Изобретение направлено на устранение некоторых недостатков предшествующего уровня техники за счет выполнения механического модульного блока, который можно собирать без использования оператора при обеспечении точности рабочих параметров с надежными и проверенными регулировками, и с пониженной стоимостью изготовления, по сравнению с традиционным способом изготовления.
Поэтому настоящее изобретение относится к механическому часовому механизму в виде модульного блока, отличающемуся тем, что он включает в себя, по меньшей мере, один механический функциональный модуль для выполнения конкретной часовой функции, который предварительно необратимо отрегулирован с помощью необратимого крепления регулировочных и/или сборочных компонентов, содержащихся в функциональном модуле после регулировки упомянутой конкретной функции часов и проверки функционирования на испытательном стенде, при этом, по меньшей мере, один предварительно отрегулированный функциональный модуль необратимо закрепляется на платине, которая содержится в упомянутом механизме, или содержится в другом предварительном отрегулированном функциональном модуле упомянутого механизма, или необратимо прикрепляется к другому предварительно отрегулированному функциональному модулю, который содержится в упомянутом механизме.
Согласно особенности настоящего изобретения, каждый необратимо предварительно отрегулированный функциональный модуль, необратимо прикрепленный к платине или к другому предварительно отрегулированному функциональному модулю, является механическим модулем.
Согласно особенности настоящего изобретения, часовой механизм включает в себя множество функциональных модулей, каждый из которых предварительно отрегулирован для выполнения конкретной часовой функции, и каждый из которых установлен или необратимо закреплен, непосредственно или опосредованно, относительно платины, или расположен между функциональными модулями и/или компонентами упомянутого механизма, которые в свою очередь непосредственно или опосредованно необратимо закреплены относительно платины.
Настоящее изобретение также относится к часам, содержащим, по меньшей мере, один механизм этого типа.
Краткое описание чертежей
Другие особенности и преимущества настоящего изобретения будут очевидны после прочтения следующего подробного описания со ссылкой на прилагаемые чертежи.
На фиг.1-28 показаны схематичные виды в перспективе различных последовательных состояний сборки механизма, согласно настоящему изобретению, при этом фиг.1-20 относятся к завершенному основному механизму;
на фиг.1 - модуль зубчатой передачи, расположенный непосредственно на платине механизма;
на фиг.2 - сборка функционального модуля механизма головки в предпочтительном варианте осуществления изобретения, в котором упомянутый модуль выполняет обе функции установки времени и ручного завода, а также в дополнительном варианте осуществления изобретения - функцию установки даты;
на фиг.3 - фиксация в положении упомянутого модуля механизма головки;
на фиг.4 - сборка функционального приводного модуля, содержащего завершенный цилиндр;
на фиг.5-8 - сборка по отдельности собранных компонентов: ось цилиндра, маленькое секундное колесо, колесо привода цилиндра и стойка рамы;
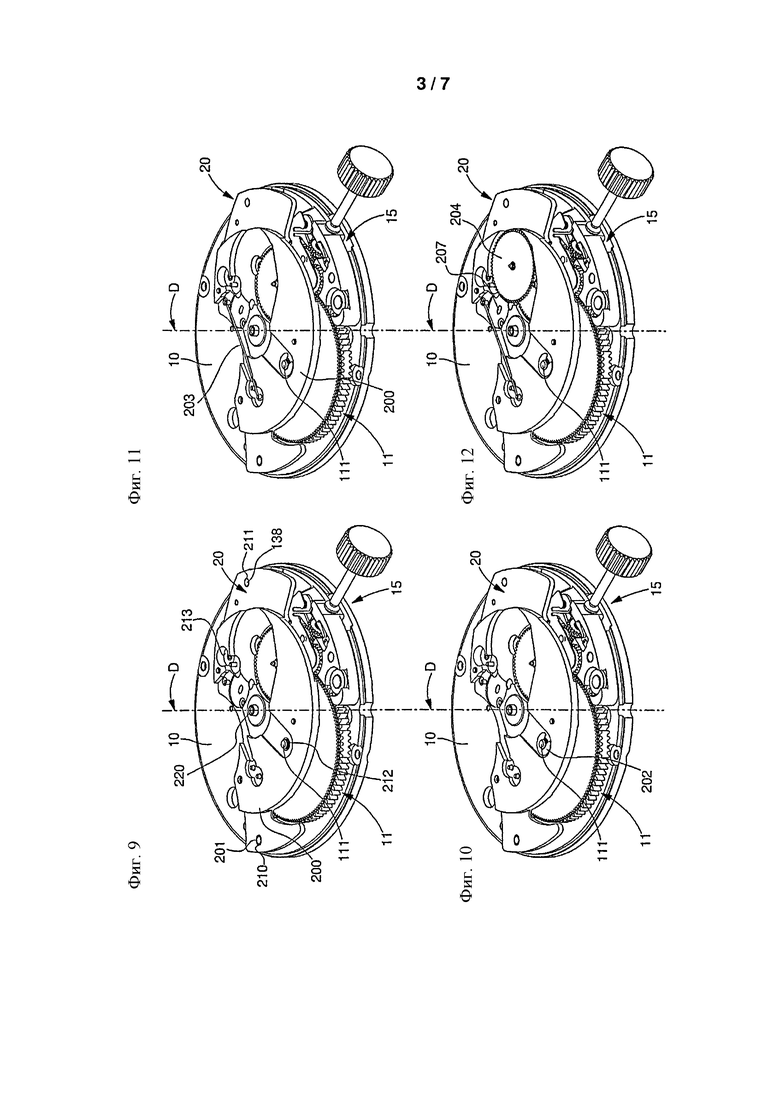
на фиг.9 - сборка модуля с устройством автоподзавода, установленного на раме;
на фиг.10-13 - сборка отдельно установленных компонентов: удерживающие зажимы для модуля устройства автоподзавода, установленного на раме, возвратная пружина скользящей шестерни, промежуточное колесо привода цилиндра, скользящая шестерня, стопорный триб;
на фиг.14 - сборка планки, оснащенной устройством автоподзавода;
на фиг.15 - сборка предварительно отрегулированного функционального модуля регулирования, содержащего здесь подпружиненный блок маятника, рычаг палеты и анкерный механизм;
на фиг.16 и 21 - сборка модуля дисплея, на противоположной стороне платины относительно-стороны, где были собраны все модули и компоненты, показанные на фиг.1-15, и после переворота предварительно собранной под сборки, показанной на фиг.15, с соответствующими компонентами, расположенными на своих местах: промежуточное колесо, приводной триб, минутное колесо и часовое колесо;
на фиг.20 и 26 - сборка дополнительного механизма даты со следующими элементами, расположенными на своих местах: колесо привода даты, промежуточное колесо даты, колесо корректора даты, индикатор даты, пластина, удерживающая индикатор даты;
на фиг.27 и 28 - сборка дополнительного функционального модуля автоподзавода с предварительно подогнанным ротором и винтом, закрепляющим упомянутый ротор по месту;
на фиг.29 - схематичный вид часов, включающих в себя механизм этого типа, оснащенный несколькими функциональными модулями.
Осуществление изобретения
Изобретение относится к области механических средств измерения времени и, в частности, к области часов.
Изобретение относится к механическому часовому механизму 100 в виде модульного блока.
Согласно настоящему изобретению, механизм 100 содержит, по меньшей мере, один механический функциональный модуль 1 для выполнения конкретной функции часов, которая необратимо предварительно отрегулирована с помощью необратимого крепления регулировочных и/или сборочных компонентов 9, имеющихся в функциональном модуле 1 после того, как была отрегулирована конкретная функция часов, и проверено функционирование на испытательном стенде.
Состав механизма 100, согласно настоящему изобретению, преднамеренно отличается от традиционных конструкций часов, где компоненты собираются последовательно один за другим на платине, и где работа механизма тестируется в конце, что означает, что все регулировки выполняются в конце, что часто включает в себя частичную разборку для выполнения окончательной доводки и других операций регулировки.
Объединение предварительно отрегулированных функциональных модулей 1 является существенным аспектом настоящего изобретения, поскольку каждая функция, соответствующая конкретному модулю, тестируется, таким образом, по возможности, легко и с пониженной стоимостью. Регулировки выполняются сразу и целиком для каждого модуля. Необратимое закрепление регулировочных компонентов на каждом модуле 1 гарантирует, что регулировки, выполненные заранее в каждом хранящемся модуле 1, не ухудшаются во времени. Управление окончательной операцией сборки упрощается, поскольку окончательный список сборки содержит меньше компонентов.
Этот, по меньшей мере, один предварительно отрегулированный функциональный модуль 1 необратимо прикрепляется к платине 10 механизма 100 или другого предварительно отрегулированного функционального модуля 1 механизма 100 или необратимо прикрепляется к другому предварительно отрегулированному функциональному модулю 1 механизма 100.
Необратимое крепление функциональных модулей 1 друг к другу или к одной и той же платине 10 также противоречит традиционным вариантам осуществления часов. Модульный блок 100, согласно настоящему изобретению, не предназначен для съема по послепродажным запросам. Действительно, он необратимо собирается, что гарантирует, что выполненные регулировки будут последними по времени, которые касаются как каждого из функциональных модулей, так и полностью собранного механического модульного блока 100. Целью закрепленных модулей 1 является полное предотвращение любого ослабления крепления или относительного перемещения между компонентами, что часто приводит к выходу из строя во время использования. Таким образом, конструкция предотвращает отказы, и механический модульный блок 100 нельзя разобрать сразу после полной необратимой сборки.
В преимущественном варианте осуществления изобретения каждый необратимо предварительно отрегулированный функциональный модуль, прикрепленный к платине 10 или к другому предварительно отрегулированному функциональному модулю 1, представляет собой механический модуль.
В предпочтительном варианте осуществления настоящего изобретения, показанном на фигурах, этот механизм 100 содержит множество функциональных модулей 1, каждый из которых предварительно отрегулирован для выполнения конкретной функции часов. Эти функциональные модули 1 устанавливаются по отдельности или необратимо закрепляются, непосредственно или опосредованно, относительно платины 10, или располагаются между функциональными модулями 1 и/или компонентами механизма 100, которые, в свою очередь, необратимо закрепляются, непосредственно или опосредованно, относительно платины 10. Естественно, функциональный модуль 1 может располагаться между платиной 10 и, по меньшей мере, одним другим компонентом или, по меньшей мере, одним другим функциональным модулем 1.
Каждый функциональный модуль 1 представляет собой механический модуль, полученный из подсборки, содержащей все компоненты, которые требуются для выполнения конкретной функции часов по преобразованию движения между, по меньшей мере, одним набором входных колес и, по меньшей мере, одним набором выходных колес.
Эта подсборка включает в себя регулировочные и/или сборочные компоненты, которые необратимо крепятся после того, как была выполнена регулировка конкретной функции часов, специфической для функционального модуля, имеющей к ней отношение, и проверка функционирования. Отдельная подсборка регулируется, и функционирование проверяется на испытательном стенде. Действующий функциональный модуль 1 представляет собой, таким образом, предварительно отрегулированный модуль, полученный в результате преобразования подсборки этого типа посредством необратимого крепления его регулировочных и/или сборочных компонентов.
Предпочтительно, каждый функциональный модуль 1 содержит, по меньшей мере, первую несущую поверхность и средство определения местоположения для распознавания и позиционирования модуля 1 относительно другого элемента механизма 100 или относительно платины 10. Это позиционирование достигается с помощью опоры первой несущей поверхности на дополнительной несущей поверхности, которая содержится в другом элементе или платине 10. Термин "несущая поверхность" понимается в широком смысле. "Несущую поверхность" можно в равной степени хорошо сформировать с помощью отверстия, или вала, или плоской поверхности, или другого элемента.
Средство определения местоположения можно разработать для определения местоположения с контактом или без контакта, и оно может принимать несколько форм, которые можно объединить друг с другом;
- в преимущественном варианте для автоматизированного производства, средство определения местоположения включает в себя средство оптического определения местоположения для оптического распознавания и позиционирования модуля 1,
- в другом варианте, средство определения местоположения включает в себя средство акустического или ультразвукового определения местоположения для распознавания и позиционирования модуля 1;
- в другом варианте, средство определения местоположения включает в себя средства механического определения местоположения для механического распознавания и позиционирования модуля 1, такие как выступы, отверстия, датчики, стопорные элементы или тому подобное.
Настоящее изобретение более конкретно предназначено для автоматизированного производства механизма 100 и обеспечения возможности установки по месту различных модулей и компонентов в параллельном направлении к единственному направлению D вставки, выбранному в данном случае параллельным осям зубчатых колес с наименее возможными поворотными движениями или другими движениями за исключением поступательных движений.
В предпочтительном варианте осуществления изобретения первая несущая поверхность каждого функционального модуля является плоской и проходит перпендикулярно к направлению D вставки.
Предпочтительно, функциональный модуль 1 содержит, по меньшей мере, вторую несущую поверхность, параллельную первой несущей поверхности. Такое размещение облегчает автоматизированную сборку посредством параксиального позиционирования относительно направления D вставки некоторых компонентов или модулей, расположенных друг на друге с помощью своих несущих поверхностей, которые расположены перпендикулярно к направлению D вставки и находятся в контакте друг с другом.
Для того чтобы обеспечить некоторое взаимодействие между сборочными компонентами, в частности, например, зубчатое зацепление между зубчатыми колесами, или между колесами и зубчатыми рейками, храповыми колесами или тому подобным, или установить по месту кулачки, ходовые пружины, собачки, пальцы, толкатели или подобные элементы, функциональный модуль 1 может также преимущественно содержать, по меньшей мере, один поворотный направляющий элемент 8 для предварительной сборки модуля, обеспечивая ему при этом степень свободы для поворота. Это позволяет таким образом гарантировать такое взаимодействие при окончательном поворотном движении модуля 1. В предпочтительном, но неограничивающем варианте осуществления изобретения, это направление поворота выполняется относительно параллельного направления к направлению D вставки. Это представляет собой случай модуля 16 регулировки в механизме, изложенный подробно ниже.
В одном варианте модуль 1 содержит средство направления, установленное с возможностью взаимодействия с дополнительным средством направления, которое содержится в другом модуле 1, или компонент механизма 100 или платины 10, чтобы обеспечить подобное взаимодействие с помощью перемещения, или параллельную регулировку, в одной плоскости типа скольжения или вытаскивания. Предпочтительно, эти средства направления выполнены в перпендикулярном направлении к направлению D вставки.
На фигурах изображен механизм 100, в состав которого входят функциональные модули 1 этого типа и изолированные компоненты, которые объединяются для того, чтобы образовать функциональные подсборки. Уменьшение числа объектов, которыми необходимо манипулировать во время сборки механизма, и особенно уменьшение или исключение каких-либо операций регулировки, делаются возможными с помощью концепции предварительно отрегулированных функциональных блоков. Следует отметить, что хотя некоторые компоненты устанавливаются здесь изолированным образом, целью является, по существу, уменьшение или ограничение толщины механизма, поскольку возможным также является крепление этих компонентов, которые участвуют в этой кинематической схеме одной функциональной подсборки, к дополнительной платине, но это затем будет оказывать отрицательный эффект на общую толщину механизма.
Механизм, который будет описан ниже, требует только 21 предмет, которыми будут манипулировать в основной версии (движение без механически заведенного механизма даты), а именно, 5 предварительно отрегулированных модулей и 16 изолированных и предварительно собранных компонентов (например, валов и колес). Все перемещения, выполняемые во время сборки, представляют собой перемещения, параллельные друг другу, и только одно поворотное движение требуется для зацепления модуля регулировки. Сборка механизма даты требует 5 дополнительных компонентов, которые будут устанавливаться по месту, тогда как сборка механизма автоподзавода требует только 2-х компонентов, которые будут устанавливаться по месту, то есть модуль и винт.
Взаимодействия зубчатой передачи можно достигнуть с помощью дополнительных направляющих инструментов или путем поворота головки манипуляторной системы.
В предпочтительном варианте осуществления изобретения сборка выполняется с помощью робота, которым управляют с помощью средства управления, взаимодействующего со средством распознавания формы, в частности, механическим и/или оптическим средством, которое идентифицирует форму и положение средства определения местоположения, специфического для модулей 1 и/или удерживаемых компонентов.
Существует 6 функциональных модулей, используемых здесь, один из которых является сдвоенным модулем в частном неограничивающем случае, изображенном на фигурах, которые образуют как модуль зубчатой передачи, так и модуль отображения.
Первый тип функционального модуля 1 представляет собой приводной модуль 11, который представляет собой завершенный цилиндр, содержащий, по меньшей мере, один цилиндр 110, чей набор входных колес образован осью 111 цилиндра, взаимодействующей с храповым колесом 12, которое может входить или не входить в состав приводного модуля 11 и которое размещается с возможностью поворота либо с помощью механизма ручного завода, или с помощью механизма 15 завода и установки времени, или с помощью механизма автоподзавода, или с помощью модуля 18 автоподзавода, для того чтобы заводить, по меньшей мере, одну пружину (не показана на фигурах) в, по меньшей мере, одном барабане 113, образующем набор выходных колес приводного модуля 11. Барабан 113 выполнен с возможностью привода в движение входного триба 131 зубчатой передачи или модуля 13 зубчатой передачи.
Другой тип функционального модуля 1 представляет собой модуль 13 зубчатой передачи, набор входных колес которого образован входным трибом 131, выполненным с возможностью взаимодействия с барабаном 113, а первый набор выходных колес которого образован четвертым колесом, выполненным с возможностью взаимодействия с анкерным трибом, подсоединенным к анкерному колесу, которое содержится в анкерном механизме или модуле 16 регулировки.
Преимущественно, модуль 13 зубчатой передачи содержит второй набор выходных колес, который образован механизмом отображения, выполненным с возможностью взаимодействия, либо со средством отображения, которое содержится в модуле 13 зубчатой передачи, либо с модулем 14 отображения, который является внешним по отношению к модулю 13 зубчатой передачи, или выполнен с помощью той же самой платины и содержит средство отображения.
Модуль 14 отображения имеет набор входных колес, образованный механизмом отображения, который содержится в механизме зубчатой передачи, или модуль 13 зубчатой передачи, и набор выходных колес, образованный, по меньшей мере, одним индикатором, выполненным с возможностью взаимодействия с дополнительным индикатором или с циферблатом, который содержится либо в модуле 14 отображения, либо в механизме 100 или часах 1000, которые входят в состав упомянутого механизма.
Преимущественно, модуль 13 зубчатой передачи или модуль 14 отображения включает в себя механизм передачи движения, который представляет собой фрикцион, подсоединенный к зубчатой передаче, описанной в документе ЕР 11177840, и включает в себя четвертый набор колес, предварительно собранных на центральной трубке, описанной в документе ЕР 11177839.
Еще один тип функционального модуля 1 представляет собой модуль 15 установки времени, набор входных колес которого образован головкой 150, приводимой в действие пользователем, а первый набор выходных колес которого образован с помощью механизма 151 управления передачей движения.
Предпочтительно, модуль 15 установки времени представляет собой также модуль установки времени и завода, и включает в себя второй набор выходных колес, который образован с помощью механизма 152 управления заводом.
Преимущественно, модуль 15 выполнен с механизмом заводной головки согласно документу ЕР 11170180. Он может также составлять одно целое с устройством для ручного завода посредством давления, оказываемого на головку согласно документу ЕР 11177838.
В конкретном варианте осуществления изобретения модуль 15 базируется на мосту, изготовленном из пластмассы, предпочтительно из высокопрочной пластмассы, например, 30% или 40% сульфида полифенилена (PPS), или полиамида, такого как полилауромид (РА 12), и с максимальной толщиной приблизительно 2,5 мм, причем выбор этих материалов гарантирует, что будет поддерживаться хорошая жесткость даже при больших различиях сечений в мосту 15.
Еще одним типом функционального модуля 1 является модуль 16 регулировки, содержащий блок регулировки, при этом его набор входных колес образован анкерным колесом, выполненным с возможностью перемещения с помощью четвертого колеса, которое содержится в зубчатой передаче или в модуле 13 зубчатой передачи, а набор выходных колес которого образован таким же анкерным колесом.
Модуль 16 регулировки анкерного механизма на платформе преимущественно выполнен в соответствии с характеристиками, описанными в документах ЕР 11005713 и ЕР 11179181, и включает в себя сборку подпружиненного маятника, анкерный механизм и рычаг палеты.
Конкретный функциональный модуль 1 представляет собой модуль 18 автоподзавода, набор входных колес которого образован ротором 180, который приводится в движение пользователем или с помощью внешнего инструмента, а набор выходных колес которого образован приводным механизмом храпового колеса 12, которое содержится либо в приводном механизме, либо в приводном модуле 11, или храповым колесом 12, которое находится в зацеплении с осью цилиндра, имеющейся в приводном механизме или в приводном модуле 11.
Ротор 180 преимущественно выполнен в соответствии с документом ЕР 11188261.
На фиг.1-28 показаны состав и сборка часового механизма 100, образующего модульный блок, согласно настоящему изобретению, в предпочтительной и неограничивающей последовательности операций для позиционирования и крепления различных модулей и компонентов, образующих механизм.
Согласно настоящему изобретению, все модули и компоненты, которые образуют механизм 100, можно вставлять в параллельном направлении, к направлению D вставки, которое является параллельным к оси, в данном случае, зубчатой передачи.
В предпочтительном и неограничивающем варианте осуществления настоящего изобретения, каждая подсборка, образованная из сборки платин, планок и предварительно отрегулированных функциональных модулей 1, согласно настоящему изобретению, необратимо фиксируется, как только каждый дополнительный единичный модуль устанавливается на своем месте.
На фиг.1 изображена собранная укомплектованная платина, образующая основание, на котором собираются различные модули и компоненты. Модуль 13 зубчатой передачи расположен здесь непосредственно на платине 10 механизма 100 для того, чтобы сохранить толщину. В альтернативном варианте осуществления изобретения, не показанном на фигурах, модуль 13 зубчатой передачи включает в себя другую платину, которую можно прикрепить к главной платине 10 во время сборки.
В этом варианте осуществления изобретения эта подобная платина 10 несет на себе модуль 14 отображения, который описан выше.
Платина 10 имеет несущую поверхность 135 для приема модуля 15 установки времени и ось 134 для взаимодействия с упомянутым модулем.
Две распорки 201 и 138 с заплечиками установлены с возможностью взаимодействия с собранной рамой 20 устройства автоподзавода.
Зубчатая передача подробно не описана здесь. На фиг.1 показан входной триб 131, который является трибом центрального колеса.
Глухое отверстие 130 расположено вокруг центрирующего отверстия 139, предназначенного для приема оси цилиндра с целью предотвращения столкновения с завершенным цилиндром, образующим приводной модуль 11, во время сборки.
Платина 10 дополнительно имеет отверстие 165 для приема оси 162 модуля 16 регулировки.
На фиг.2 показан модуль 15 механизма головки, более конкретно, модуль установки времени, установленный на платине 10 с помощью оси 134, проходящей через отверстие 153 модуля 15, и несущей поверхности 154 модуля 15, примыкающей к несущей поверхности 135 платины 10. Модуль 15 включает в себя головку 150, подсоединенную к заводной головке для того, чтобы позволить пользователю настраивать время механизма. Первый набор выходных колес образован механизмом 151 управления передачей движения. В предпочтительном варианте осуществления изобретения, изображенном на фигурах, модуль 15 также выполняет функцию модуля ручного завода, а второй набор выходных колес образован механизмом 152 управления заводом. Пользователь нажимает на головку 150 традиционным способом для выбора выбираемой функции.
Модуль 15 механизма головки предназначен для робототизированной сборки и тестирования. Распорки сажаются на мост 156 и преимущественно пропускаются через упомянутый мост 156, и выступают с двух его сторон. Колеса, рычаги, скользящая шестерня и вытягиваемая часть устанавливаются на упомянутых распорках; и с помощью камеры выполняется оптический контроль по отношению к первой части зубчатой передачи, содержащей, в частности, скользящую шестерню для выбора между двумя колесами: одним - для управления функции установки времени, и другим - для функции завода, перед тем, как первая часть зубчатой передачи будет постоянно ограничена с помощью удерживающей пластины, что предпочтительно выполняется с помощью лазерной сварки закрывающей пластины в нескольких точках, либо только ниже поверхности в конце распорок, действующих как поворотные оси, либо через закрывающую пластину. Эта необратимая сборка означает, что манипулятор может перевернуть сборку в полной безопасности для того, чтобы собрать компоненты на другой стороне, которая контролируется камерой, перед тем как удерживающая пластина рычага устанавливается на своем месте и приваривается в нескольких местах. Затем кинематическая цепь, начинающаяся с головки 150, завершается, и выполняется контроль механической функции в трех положениях T1, T2, Т3 головки, в обоих направлениях вращения. Как описано в документе ЕР 11170180, упомянутом выше, модуль 15 преимущественно содержит поворотный рычаг для удержания головки. Действие упомянутого рычага механически тестируется с помощью предварительного вытягивания головки, но это состояние сохраняется до окончательной сборки механизма.
Механизм 100, содержащий функциональные модули, собирается в соответствии с тем же самым принципом. Таким образом, сборка некоторых компонентов механизма включает в себя подобные тестирования и этапы необратимого прикрепления перед использованием. Это является, в частности, случаем сборки зубчатой передачи на платине 10, которая после необратимой фиксации с помощью сварки образует модуль зубчатой передачи.
Автоматизированная сборка зубчатой передачи начинается с приготовления платины 10 путем травления, предпочтительно путем гравирования, предпочтительно лазерного гравирования в ней идентифицирующих меток, которые требуются для послепродажного обслуживания, антиконтрафактных меток и регистрируемый код изготовителя механизма. Центральная трубка подготавливается на специфическом стенде, платина размещается и приводится в действие на плече упомянутой центральной трубки и приклепывается к ней; четвертая ось подготавливается на стенде, предыдущая подсборка размещается на четвертой оси, и триб затем размещается наверху и устанавливается на четвертой оси для его закрепления. Центральное колесо затем позиционируется, комбинация камеры, вращающегося манипулятора и позиционирующего робота затем позволяет позиционировать третье колесо, и подобная операция манипуляции выполняется для позиционирования промежуточной платины и любых других колес в правильном зацеплении. Удерживающая пластина для упомянутой зубчатой передачи затем приваривается в нескольких местах. Любая необходимая смазка выполняется во время процесса сборки в соответствии со специфическими правилами изготовления и в достаточном количестве для того, чтобы обеспечить тестирование механических функций зубчатой передачи, которая будет выполняться с помощью механического и/или гидравлического привода.
На фиг.3 показан модуль 15 механизма головки после позиционирования на модуле зубчатой передачи, который образован путем сборки платины и зубчатой передачи, блокированной с помощью двух колец 136 и 137, которые, соответственно, устанавливаются на ступенчатых распорках 134 и 138 платины 10. Установка колец позволяет безопасно обращаться с подсборкой.
На фиг.4 показана сборка приводного модуля 11 типа, описанного выше. Барабан 113 прежде всего входит в зацепление с трибом 131 третьего колеса с использованием сборочного инструмента. Барабан затем поворачивается по радиусу вращения, концентрическому к положению центрального колеса, для того, чтобы приводить модуль 11 с крышкой 12 храпового колеса в зацепление с промежуточным колесом 152 зубчатой передачи подзавода модуля 15 механизма головки.
Это позиционирование барабана требует поступательного движения для того, чтобы обеспечить правильное зацепление как на его верхней части, так и на его нижней части (храповое колесо и барабан). Действительно, в предпочтительном варианте осуществления изобретения, изображенном на фигурах, барабан не направляется в углубление, а просто размещается на плоской поверхности, образованной здесь с помощью удерживающей пластины зубчатой передачи, как показано на фиг.1-3. Эта операция позиционирования с помощью поступательного движения является специфической для настоящего изобретения благодаря отсутствию поворота на этом этапе сборки.
На фиг.5 изображена ось 111 цилиндра, который собран снизу, в отверстии 139 платины 10. В предпочтительном варианте осуществления изобретения эта ось цилиндра имеет головку с буртиком типа штыря, который устанавливается здесь под платиной 10 на стороне, предназначенной для приема циферблата, который не виден на фиг.5. Ось 111 цилиндра входит в отверстие по центру барабана 113, на котором пружина барабана находится в зацеплении с помощью крючка, и которая включает в себя первый буртик, взаимодействующий с отверстием барабана, и второй буртик, который взаимодействует с крышкой 12 храпового колеса.
Платина 10 дополнительно включает в себя отверстие 192 для сборки (показано на фиг.6) вала 191 маленькой секундной стрелки 190.
Рядом с упомянутым маленьким секундным колесом 190 предусмотрен направляющий элемент 205 для приема колеса 204 привода цилиндра, сборка которого показана на фиг.12.
Рядом с барабаном 113 предусмотрен направляющий элемент 194 для приема колеса 193 привода цилиндра, сборка которого показана на фиг.7. Действительно, колесо 193 представляет собой пластину, которая снабжена очень длинной осью и которую трудно позиционировать, таким образом, преимущественно опорный направляющий элемент 194 размещается на мосту 156 модуля 15. Точки контакта смазываются маслом перед оптическим контролем.
Во время сборки этот направляющий элемент 194 удерживает колесо 193 в вертикальном положении до следующей сборки планки 200, которая называется планкой автоподзавода устройства 20 автоподзавода, установленного на раме, и затем фланец 215, содержащий камень 213 для его направления сверху, как показано на фиг.15.
На фиг.8 показана сборка стойки 195 для устройства 20 автоподзавода, установленного на раме, причем стойка крепится не к платине 10, а в отверстии планки, которая содержится в модуле 15. Эта стойка 195 обеспечивает промежуток между различными планками, и шайба имеет только функцию захвата, в действительности существует люфт между механической рамой и планкой 156 модуля 15.
В одном варианте осуществления изобретения закрывающая пластина позиционируется после оптического контроля и сборка крепится с помощью сварок на распорках.
На фиг.9 показана сборка устройства 20 автоподзавода, установленного на раме, которое содержит планку 200 автоподзавода для дополнительного приема модуля 18 автоподзавода. Эта планка 200 имеет два отверстия 210 и 211 для взаимодействия с концами распорок 201 и 138 с буртиками, которые устанавливаются на платине 10. Она также включает в себя отверстие 212 для направления оси 111 цилиндра и камня 213 для направления вала маленького секундного колеса 191. Планка 200 также включает в себя направляющий элемент 220 для ротора 180.
Эту планку 200 можно непосредственно приварить к платине 10, таким образом обеспечивая расположение между уже собранными компонентами, или приварить на концах распорок 201 и 138 или подобных элементов.
На фиг.10 изображена сборка средства удержания, выполненная здесь с помощью зажимов 202 или с помощью шпонки или подобного элемента, для удержания планки устройства автоподзавода в случае удара, приложенного к механизму 100, и особенно для удержания колеса 193 привода цилиндра. Фактически, сильная инерция дополнительного ротора 180, который поворачивается в направляющем элементе 220 планки 200, может, в случае удара, иметь эффект приложения тягового усилия на среднюю часть рамы 20.
Возвратная пружина 203 скользящего зубчатого колеса затем устанавливается в опоре на приподнятых участках планки 200, как показано на фиг.11. Эта трудная сборка выполняется перед оптическим контролем, после которого собирается планка 200 автоподзавода, при этом ось цилиндра (которая будет свободной перед этим этапом сборки) преимущественно приваривается на этом этапе сборки.
Дополнительный модуль автоподзавода можно установить на этом этапе или на более позднем этапе последовательности сборки. На фиг.26 и 27 изображена сборка модуля 18 автоподзавода с ротором 180. Направляющий элемент 181 для ротора 180 взаимодействует с направляющим элементом 220, который содержится в устройстве 20 автоподзавода, установленном на раме. Окончательно, крепежный винт 182 устанавливается в своем месте, как показано на фиг.27. Функция свободного вращения ротора 180 по часовой стрелке и против часовой стрелки затем проверяется с помощью манипуляционного робота. Так как сборку необходимо перевернуть для окончательной сборки подвижной части, и ее можно отложить до сборки ротора 180, по возможности, дольше в последовательности сборки во избежание требования к нему, связанному с удержанием во время последующих операций манипулирования, или для разборки ротора 180 после проверки его функционирования.
На фиг.12 затем показана сборка промежуточного колеса 204 привода цилиндра в его направляющем элементе 205. На фигуре показано овальное отверстие 207, расположенное на планке 200 для приема вала скользящего зубчатого колеса 206, сборка которого показана на фиг.13. Соседняя направляющая распорка 209 используется как ось вращения для стопорного триба 208, сборка которого показана на фиг.14.
Две центрирующие распорки 216 и 217 позиционируются во фланце 215, который включает в себя камни 213 и 214 для направления приводного промежуточного колеса 204 привода цилиндра и колеса 193 привода цилиндра, и верхнее овальное отверстие 218 для направления скользящего зубчатого колеса 206.
На этом этапе, подсборка, выполненная таким образом, готова для приема модуля 16 регулировки, предпочтительно несущего подпружиненный маятник и анкерный механизм, как описано выше. Этот модуль 16 регулировки преимущественно включает в себя, для внешнего крепления пружины маятника, распорку, подсоединенную к планке, причем ширины упомянутой распорки достаточно для всего, что будут идентифицировать, до тех пор, пока упомянутая распорка не будет постоянно подсоединена. Преимущественно этот модуль регулировки включает в себя маятник с маленьким отлитым роликом, согласно документу ЕР 11194061.5.
Модуль 16 регулировки включает в себя распорку 162, выполненную с возможностью взаимодействия с отверстием 165 платины. Модуль 16 регулировки легко предварительно позиционируют с помощью вставки его в направлении D вставки, в отверстие на платине 10 через нижнюю несущую поверхность 101, с угловой ориентацией, в которой модуль выступает снаружи платины 10. Поворотное движение в направлении А-А позволяет упомянутому модулю взаимодействовать с оставшейся частью механизма, как объяснено в документе ЕР 11005713, в положении, изображенном на фиг.16. Сборка этого модуля 16 регулировки включает в себя проверки с помощью оптических камер и измерения межосевых расстояний зубчатых колес перед тем, как модуль будет неизменно отрегулирован и закреплен. Средство захвата типа зажима, которое позволяет удерживать упомянутый модуль 16 для регулирования в требуемом месте таким образом, чтобы его можно было переворачивать для выполнения нескольких точечных сварок на стороне, которая не видна пользователю часов.
На этом этапе может функционировать механизм ручного завода, и сформированный блок можно подать в любое положение без потери или движения любых компонентов. Завод с использованием головки тестируется с высокой скоростью вращения приблизительно 100 об/мин, имитируя человека, обращающегося с заводной головкой.
Как описано выше, различные модули таким образом привариваются наглухо по кругу в сорока местах, распределенных по нескольким сварочным станциям.
На фиг.17 показан предварительно собранный механизм 100 в перевернутом виде. Платина 10 имеет поверхность 102, которая может действовать как опора, при необходимости, для циферблата или диска с датами, или тому подобного.
Модуль 15 механизма головки управляет механизмом 151 управления передачей движения, который находится в зацеплении с подвижной частью.
Устройство отображения собирается последним.
В этом случае, четвертый вал 1300 колеса находится в центре механизма 100. Вал 191 маленького секундного колеса и центральный вал 131 колеса являются видимыми. Все они являются предпочтительно предварительно собранными перед этапом сборки модуля 14 отображения, который формируется на обратной стороне платины 10, тогда как модуль 13 зубчатой передачи, по существу, устанавливается на передней стороне упомянутой платины 10. В этом случае блок образует единственный основной структурный модуль, но может быть также разделен на два независимых модуля.
На фиг.18 распорка 104, устанавливаемая в платине 10, принимает промежуточное колесо 103.
Приводной триб 105 устанавливается на своем месте и входит в зацепление, как показано на фиг.19. Затем минутное колесо 106 устанавливается на своем месте (фиг.20), на распорке 107, находящейся на платине 10.
На фиг.21 показана сборка часового колеса 108.
На этом этапе механизм 100 можно закрыть, со стороны подвижной части, с помощью крепежной планки или циферблата (не показаны на фигурах), и механизм является полностью рабочим после сборки стрелок.
В неограничивающем варианте, изображенном на фиг.21-25, механизм 100 также оснащен механизмом 30 даты. На фиг.22 показана сборка приводного колеса 31 даты. На фиг.23 показана сборка промежуточного колеса 33 даты, поворачивающегося на распорке 34, расположенной на платине 10, и на фиг.34 показана сборка колеса 35 корректора даты, находящегося в зацеплении с механизмом 155 управления датой, который содержится в модуле 15 механизма головки. Затем выполняется оптический контроль зацепления. Индикатор 34 даты в виде кольца или диска размещается на опоре на поверхности 102, как показано на фиг.25, затем собирается крепежная планка 39 для индикатора даты (фиг.26), центрируется с помощью распорок 391 и 392, находящихся на платине 10. Одновременно собирается пружина с помощью манипуляционного робота. Затем выполняется сварка в нескольких местах перед функциональной проверкой управления датой с помощью головки.
Предпочтительно, механизм 100 полностью заводится перед установкой механизма даты на свое место для того, чтобы протестировать, что регулировка и анкерный модуль 16 правильно позиционированы, и для выполнения операции доводки, в частности, 48 часов перед выполнением окончательной регулировки скорости с помощью механического воздействия на маятник для регулировки инерции и/или разбаланса незамедлительно в собранном механизме 100. В любом случае, перед заводом головки 150 требуется тестирование механизма даты.
Затем полностью собирается механизм 100 автоподзавода, и он готов для работы.
В конкретном предпочтительном варианте осуществления изобретения механизм 100 не содержит блока регулировки хода, где крепится пружина маятника. Действительно, регулировка скорости с помощью прямого механического воздействия на маятник означает, что этот механизм больше не требуется. Следовательно, противоударный демпфер не требуется для удержания несуществующего блока регулировки хода, что обеспечивает большую свободу по отношению к конструкции средства демпфирования.
Преимущественно, механизм 100 включает в себя верхний и нижний цилиндрические противоударные демпферы, которые являются простыми, недорогими и компактными.
В преимущественном варианте функциональный модуль 1 включает в себя опору, изготовленную из высокопрочного пластмассового материала, например PPS 30 или PPS 40, или подобного, для того, чтобы выдерживать высокие тяговые усилия, которые могут действовать на некоторые оси. Чтобы отвечать подобному требованию противодействия, компоненты функционального модуля устанавливаются на металлических штырях со сквозным отверстием, которые расположены в опоре, а не в распорках, сформованных с опорой, сопротивление сдвига которой может быть недостаточно. Эти компоненты затем фиксируются, на первой стороне, путем приваривания к первому концу упомянутых штырей. Преимуществом использования этого типа опоры является доступность с обеих сторон для сборки компонентов. Во время автоматизированной сборки можно перевернуть опору на промежуточном этапе сборки после того, как собраны компоненты на одной стороне, и затем легко установить компоненты на второй стороне и закрепить их путем приваривания второго конца каждого штыря. Естественно, опору можно затем перевернуть столько раз, сколько требуется, поскольку отсутствует риск потери каких-либо компонентов.
Ясно, что модульная конфигурация, согласно настоящему изобретению, специфическим образом обеспечивает доступность с двух сторон относительно промежуточной опоры, что невозможно при традиционной сборке, где все компоненты устанавливаются на одной и той же стороне платины, которую нельзя переворачивать во время выполнения работы. Можно даже сказать, что модульная конфигурация является обязательной для того, чтобы выполнить эту сборку и двухстороннюю сварку.
В предпочтительном варианте осуществления изобретения механизм 100 включает в себя максимум один винт на роторе 180 в случае, если механизм имеет его. Все другие соединения выполняются без использования винтов.
В конкретном варианте без ротора механизм 100 совсем не имеет винтов.
Ограничение числа винтов или исключение винтов является важным фактором при предотвращении разрегулировки или выхода из строя.
Изобретение также относится к часам 1000, включающим в себя, по меньшей мере, один такой механизм 100.
Изобретение также оптимизирует внутренний объем механизма, посредством выполнения плоских механизмов, которые были невозможны в вариантах осуществления предшествующего уровня техники, содержащих дополнительные механизмы, каждый из которых содержит платину, уложенную стопой на других платанах и на нижней платине.
Изобретение имеет преимущество, связанное с объединением, в пределах одного механизма, который образует модульный блок этого типа, функциональные модули, каждый из которых предварительно регулируется и предварительно тестируется, и которые не требуют какой-либо последующей регулировки во время окончательной сборки механизма. Поэтому надежность механизма этого типа является очень хорошей.






Изобретение относится к механическому часовому механизму (100) в виде модульного блока. Он включает в себя, по меньшей мере, один механический модульный блок (1) для выполнения конкретной функции часов, который предварительно необратимо регулируется с помощью необратимого крепления регулировочных и/или сборочных компонентов (9), которые содержатся в функциональном модуле (1) после того, как была отрегулирована упомянутая конкретная функция часов и был произведен контроль функционирования на испытательном стенде, при этом, по меньшей мере, один предварительно отрегулированный функциональный модуль (1) необратимо крепится к платине (10), которая содержится в упомянутом механизме (100) или содержится в другом предварительно отрегулированном функциональном модуле (1) упомянутого механизма (100), или необратимо крепится к другому предварительно отрегулированному функциональному модулю (1), который содержится в упомянутом механизме 100. 2 н. и 11 з.п. ф-лы, 29 ил.
1. Механический часовой механизм (100) в виде модульного блока, отличающийся тем, что он включает в себя, по меньшей мере, один механический функциональный модуль (1) для выполнения конкретной функции часов, который предварительно необратимо отрегулирован с помощью необратимого крепления регулировочных и/или сборочных компонентов (9), содержащихся в функциональном модуле (1), после того как была отрегулирована упомянутая конкретная функция часов и произведен контроль функционирования на испытательном стенде, при этом, по меньшей мере, один предварительно отрегулированный функциональный модуль (1) необратимо прикреплен к платине (10), содержащейся в механизме (100) или в другом предварительно отрегулированном функциональном модуле (1) механизма (100), или необратимо прикреплен к другому предварительно отрегулированному функциональному модулю (1), который содержится в механизме (100).
2. Часовой механизм (100) по п.1, отличающийся тем, что каждый предварительно отрегулированный функциональный модуль, необратимо прикрепленный к платине (10) или к другому предварительно отрегулированному функциональному модулю (1), представляет собой механический модуль.
3. Часовой механизм (100) по п.1, отличающийся тем, что он включает в себя множество функциональных модулей (1), каждый из которых предварительно отрегулирован для выполнения конкретной функции часов и каждый из которых установлен или необратимо прикреплен, непосредственно или опосредованно, относительно платины (10) или расположен между функциональными модулями (1) и/или компонентами механизма (100), которые, в свою очередь, необратимо прикреплены, непосредственно или опосредованно, относительно платины (10).
4. Часовой механизм (100) по любому из пп.1-3, отличающийся тем, что каждый предварительно отрегулированный функциональный модуль (1) представляет собой механический модуль, полученный из подсборки, содержащей все компоненты, необходимые для выполнения конкретной функции часов по преобразованию движения между, по меньшей мере, одним набором входных колес и, по меньшей мере, одним набором выходных колес.
5. Часовой механизм (100) по п.4, отличающийся тем, что он включает в себя, по меньшей мере, один предварительно отрегулированный функциональный модуль (1), который представляет собой приводной модуль (11) и включает в себя, по меньшей мере, один цилиндр (110), при этом его набор входных колес образован осью (111) цилиндра, взаимодействующей с храповым колесом (12), входящим или не входящим в состав приводного модуля (11), и выполненной с возможностью вращения либо с помощью механизма ручного завода, либо с помощью механизма (15) завода и установки времени, либо с помощью механизма автоподзавода, либо с помощью модуля (18) автоподзавода для завода, по меньшей мере, одной пружины, по меньшей мере, в одном барабане (113), образующем набор выходных колес модуля (11) двигателя, причем барабан (113) выполнен с возможностью привода в движение входного триба (131) зубчатой передачи или модуля (13) зубчатой передачи.
6. Часовой механизм (100) по п.4, отличающийся тем, что он включает в себя, по меньшей мере, один предварительно отрегулированный функциональный модуль (1), представляющий собой модуль (13) зубчатой передачи, набор входных колес которого образован входным трибом (131), выполненным с возможностью взаимодействия с барабаном (113), а первый набор выходных колес (4А) которого образован четвертым колесом, выполненным с возможностью взаимодействия с анкерным трибом, подсоединенным к анкерному колесу, которое содержится в анкерном механизме или модуле (16) регулировки.
7. Часовой механизм (100) по п.6, отличающийся тем, что он включает в себя второй набор выходных колес, который образован механизмом отображения, выполненным с возможностью взаимодействия либо со средством отображения, которое содержится в модуле (13) зубчатой передачи, либо с модулем (14) отображения, внешним по отношению к модулю (13) зубчатой передачи.
8. Часовой механизм (100) по п.4, отличающийся тем, что он включает в себя, по меньшей мере, один предварительно отрегулированный функциональный модуль (1), представляющий собой модуль (14) отображения, набор (3) входных колес которого образован механизмом отображения, содержащимся в механизме зубчатой передачи или модуле (13) зубчатой передачи, а набор выходных колес которого образован, по меньшей мере, одним индикатором, выполненным с возможностью взаимодействия с дополнительным индикатором или с циферблатом, содержащимся либо в модуле (14) отображения, либо в часах (1000), в состав которых входит упомянутый модуль.
9. Часовой механизм (100) по п.4, отличающийся тем, что он включает в себя, по меньшей мере, один предварительно отрегулированный функциональный модуль (1), представляющий собой модуль (15) установки времени, набор входных колес которого образован головкой (150), приводимой в движение пользователем, а первый набор выходных колес которого образован механизмом (151) управления передачей движения.
10. Часовой механизм (100) по п.9, отличающийся тем, что модуль (15) установки времени представляет собой модуль установки времени и завода и включает в себя второй набор выходных колес, который образован механизмом (152) управления заводом.
11. Часовой механизм (100) по п.4, отличающийся тем, что он включает в себя, по меньшей мере, один предварительно отрегулированный функциональный модуль (1), который представляет собой модуль (16) регулировки, содержащий блок регулировки, при этом его набор входных колес образован анкерным колесом (160), приводимым в движение с помощью четвертого колеса, которое содержится в зубчатой передаче или в модуле (13) зубчатой передачи, а набор выходных колес образован с помощью подобного анкерного колеса (160).
12. Часовой механизм (100) по п.4, отличающийся тем, что он включает в себя, по меньшей мере, один предварительно отрегулированный функциональный модуль (1), представляющий собой модуль (18) автоподзавода, набор входных колес которого образован ротором (180), приводимым в движение с помощью движений пользователя или внешним инструментом, а набор выходных колес которого образован приводным механизмом храпового колеса (12), которое содержится либо в приводном механизме, либо в приводном модуле (11), либо в храповом колесе (12), входящем в зацепление с осью цилиндра, который содержится либо в приводном механизме, либо в приводном модуле (11).
13. Часы (1000), включающие в себя, по меньшей мере, один механизм (100) по п.1.
| КОМПОЗИЦИЯ ФИТОНАПИТКА "ЧАЙ Б.Н.КАМОВА" | 2000 |
|
RU2169479C1 |
| US 2008112273 A1, 15.05.2008 | |||
| US 2010135126 A1, 03.06.2010 | |||
| US 2010278018 A1, 04.1.2010. | |||

