Область техники, к которой относится изобретение
Изобретение относится к функциональному модулю часов, который можно встроить в механический модульный блок, в котором функциональный модуль является механическим модулем, полученным из подсборки, содержащей жесткий мост, несущий на себе компоненты, которые требуются для выполнения конкретной функции часов по преобразованию движения между, по меньшей мере, одним набором входных колес и, по меньшей мере, одним набором выходных колес.
Изобретение относится к механическому модульному блоку для часового механизма или часов, содержащих множество упомянутых функциональных модулей.
Изобретение также относится к способу сборки механического модульного блока этого типа.
Изобретение также относится к часовому механизму, включающему в себя, по меньшей мере, один такой механический модульный блок.
Изобретение также относится к часам, содержащим, по меньшей мере, один механический блок этого типа.
Изобретение относится к области механического часового дела и, в частности, к области часов.
Уровень техники
Известны модульные часы. Хотя они очень широко известны в электронном часовом деле, в механическом часовом деле они встречаются реже, где конструкция в виде модулей, которые обычно разрабатываются для того, чтобы разбить одинаковый базовый механизм на несколько калибров с различными функциями или имеющих различное представление, является, как правило, более дорогой по сравнению с традиционным способом изготовления. Только несколько дополнительных механизмов, выполненных на дополнительных платанах, являются относительно широко распространенными.
Модульная конструкция обычно накладывает ограничения на механическую обработку узлов сопряжения с высокой точностью из-за накопления зазоров, полученных при сборке, между модулями, что требует очень жестких допусков для каждого модуля для того, чтобы обеспечить удовлетворительный результат для всего блока.
Изготовление в виде модулей также очень часто отрицательно влияет на общую толщину механизма, и поэтому трудно изготовить ультраплоские или даже плоские механизмы.
Однако модульная конструкция остается интересной задачей для производителей часов, поскольку она позволяет разделить задачи сборки. В свою очередь, для более жестких допусков на изготовление, которые требуются за счет накопления зазоров между модулями, окончательную операцию сборки можно выполнить с помощью менее опытного персонала, так как она является менее сложной. Однако работа по окончательной сборке по-прежнему требует знания и опыта от часовщика.
В документе ЕР 1079284 описаны часы с двумя главными модулями, каждый из которых содержит половину компонентов.
В документе ЕР 0862098 описаны модульные часы с часовым механизмом, образующим модуль в целом.
В документе ЕР 1211578 описан ультратонкий электромеханический механизм с модулями, которые расположены друг над другом и реализуют трубчатые элементы, компенсирующие изменение по толщине элементов сборки.
В документе WO 2009/056498 А1 описан дополнительный механизм автоподзавода, в котором крышка ротора установлена между основным набором стрелок с одной стороны и хронографом и смещенными относительно центра секундными стрелками с другой стороны. Этот дополнительный механизм не является модульным, поскольку он расположен между компонентами основного механизма и различными осями и трубками механизма, которые проходят через него.
В документе СН 647125 A3 описан хронограф с приводным модулем, который включает в себя первый вал отбора мощности, составляющий одно целое с его приводным трибом, и второй вал отбора мощности, составляющий одно целое с валом секундной стрелки. Модуль хронографа устанавливается с возможностью съема, и его зубчатая передача приводится в движение с помощью второго вала отбора мощности. Два вала отбора мощности являются соосными и доступными с той же самой стороны приводного модуля. Модуль хронографа закреплен между циферблатом и верхней стороной приводного модуля. Стрелки образуют часть модуля хронографа.
В документе US 2008/112273 А1 описан механизм с неподвижной опорой, оснащенный модулем отображения, содержащим центральную планку, прикрепленную к опоре, и кольцеобразный элемент отображения, который свободно вращается вокруг центральной планки, опирающейся на неподвижную опору. Элемент отображения имеет контактную поверхность. Центральная планка включает в себя три поверхности позиционирования, образованные тремя выступающими участками, взаимодействующими с упомянутой контактной поверхностью для позиционирования элемента отображения в осевом направлении на неподвижной опоре. Центральная планка включает в себя три поверхности для сборки, которые сдвинуты по оси и под углом относительно поверхностей позиционирования. Элемент отображения имеет три захвата. Контактная поверхность, поверхности позиционирования, поверхности для сборки и захваты выполнены с возможностью образования вместе байонетной системы сборки для установки элемента отображения на планку.
В документе US 2011/110199 А1 описан модуль для приведения в действие одного элемента механизма, предназначенного для установки на подвижной рамке. Этот модуль содержит механизм, содержащий поворотную управляющую головку, которая перемещается между осевыми участками, управляющий триб, который вращается и составляет одно целое с управляющей головкой, и, по меньшей мере, один приводной элемент, расположенный с возможностью взаимодействия с управляющим трибом в одном из осевых положений головки. Управляющий триб составляет одно целое при перемещении с головкой, когда последняя перемещается из одного осевого положения в другое. Модуль содержит независимый корпус, содержащий механизм и средство соединения, которое выступает из корпуса и выполнено с возможностью кинематического подсоединения приводного элемента к элементу механизма, который будет приводиться в действие таким образом, чтобы элемент привода мог приводить в движение упомянутый элемент, несмотря на положение модуля на подвижной рамке.
Раскрытие изобретения
Задачей изобретения является устранение некоторых недостатков предшествующего уровня техники за счет выполнения механического модульного блока, который можно собирать без использования оператора, обеспечивая при этом точность рабочих параметров с надежными и проверенными регулировками и пониженную стоимость изготовления по сравнению с традиционным способом изготовления.
Поэтому изобретение относится к функциональному модулю часов, который можно встроить в механический модульный блок, причем функциональный модуль получается из подсборки, содержащей жесткий мост, несущий на себе компоненты, которые требуются для выполнения конкретной функции часов по преобразованию движения между, по меньшей мере, одним входным набором колес и, по меньшей мере, одним выходным набором колес, отличающемуся тем, что подсборка является автономной и включает в себя все компоненты, необходимые для выполнения конкретной функции часов в результате привода в движение входного набора колес с помощью средства, внешнего по отношению к модулю, дополнительно подсборка включает в себя регулировочные и/или сборочные компоненты, которые закрепляются необратимо после регулировки и проверки функционирования конкретной функции часов на испытательном стенде по отношению к отдельной подсборке, при этом модуль, который получен из преобразования подсборки с помощью необратимого крепления регулировочных и/или сборочных компонентов, включает в себя, по меньшей мере, первую несущую поверхность и средство определения местоположения для распознавания и позиционирования модуля относительно другого элемента механического модульного блока, или относительно платины, путем опоры первой несущей поверхности на дополнительную несущую поверхность, которая содержится в другом элементе платины.
Изобретение дополнительно относится к механическому модульному блоку для часового механизма или часов, содержащему множество таких функциональных модулей, отличающемуся тем, что каждый из функциональных модулей необратимо регулируется с помощью необратимого крепления его регулировочных и/или сборочных компонентов, и при этом функциональные модули взаимодействуют в упоре, попарно или каждый, с платиной или мостом, который содержится в механическом модульном блоке, на первой несущей поверхности каждого функционального модуля.
Изобретение дополнительно относится к способу сборки механического модульного блока этого типа, согласно которому:
- список сборочных деталей механического модульного блока, включающий в себя, по меньшей мере, один функциональный модуль для каждой конкретной функции часов, требуемой для механического модульного блока, последовательность сборки механического модульного блока, относительные положения сборки между компонентами списка и инструкцию для каждого компонента, относящаяся к незакрепленному удержанию или необратимо закрепленному удержанию, хранят в средстве управления;
- для каждого функционального модуля, подсборку каждого функционального модуля необратимо преобразуют в готовый к использованию функциональный модуль после выполнения регулировки и проверки функционирования конкретной функции часов на испытательном стенде;
- компоненты, которые требуются для списка сборки механического модульного блока, хранят на складе, включая, по меньшей мере, один функциональный модуль для каждой конкретной функции часов, которая требуется для механического модульного блока, причем каждый функциональный модуль уже необратимо отрегулирован после выполнения регулировки и проверки функционирования конкретной функции часов на испытательном стенде;
- манипулятор, управляемый средством управления, программируют для отыскания, в предопределенной последовательности, специфической для каждого списка сборки механического модульного блока, каждого компонента или функционального модуля для дальнейшей сборки;
- средство распознавания формы программируют для управления манипулятором с целью захвата каждого функционального модуля, согласно средству определения местоположения, которое содержится в нем, для того, чтобы разместить модуль в положении сборки с другим функциональным модулем или с платиной или с мостом механического модульного блока в точном положении, установленном с помощью средства управления, согласно данным, собранным с помощью средства распознавания формы;
- каждый раз точно размещенные элементы механического модульного блока необратимо собирают друг с другом.
Изобретение также относится к часовому механизму, включающему в себя, по меньшей мере, один такой механический модульный блок.
Изобретение также относится к часам, содержащим, по меньшей мере, один механический модульный блок этого типа.
Краткое описание чертежей
Другие особенности и преимущества настоящего изобретения будут очевидны после прочтения следующего подробного описания со ссылкой на сопроводительные чертежи.
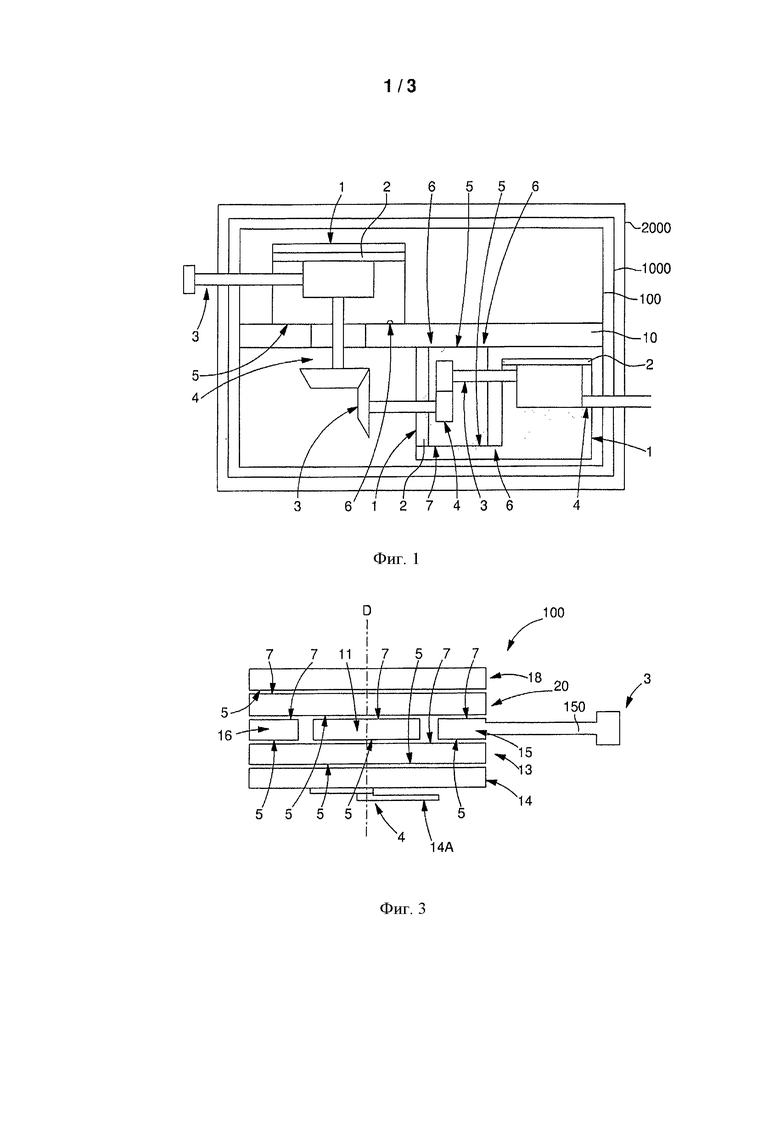
На фиг.1 показаны схематичные блок-схемы часов с механизмом, включающим в себя механический модульный блок, согласно настоящему изобретению, который, в свою очередь, содержит несколько функциональных модулей, согласно настоящему изобретению;
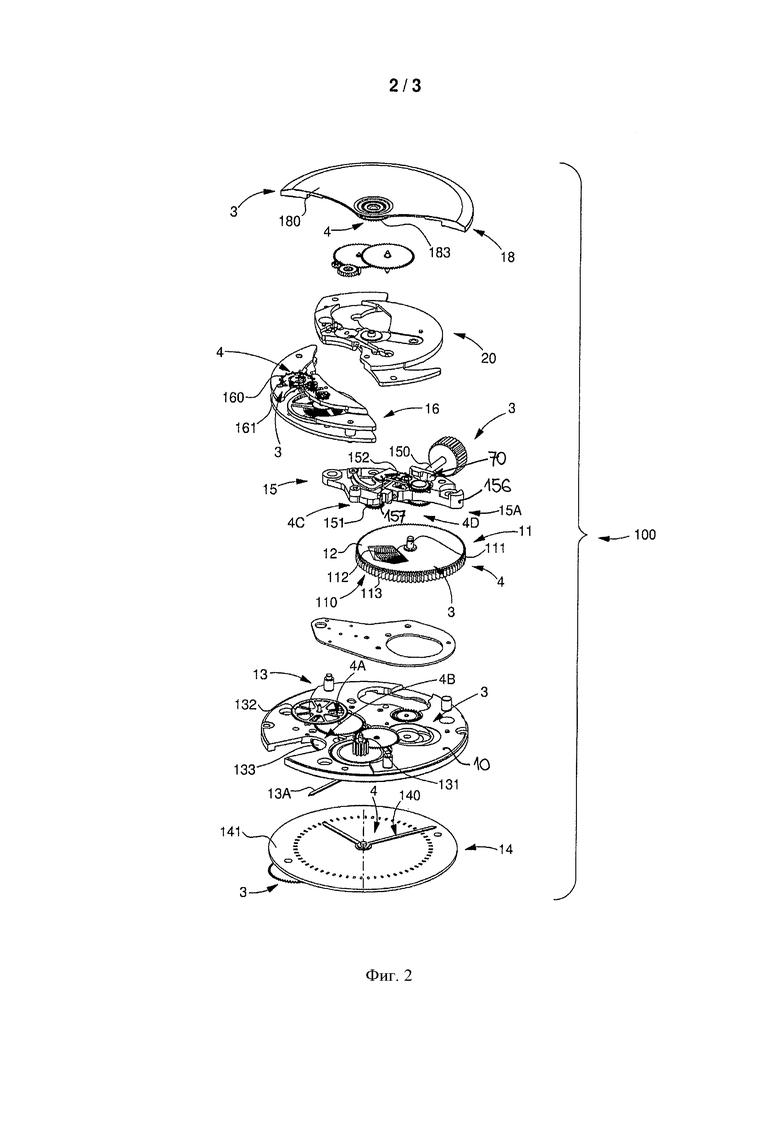
на фиг.2 - частичный, схематичный, покомпонентный вид часов, содержащих часовой механизм, образованный с помощью механического модульного блока, согласно настоящему изобретению, объединяющему несколько функциональных модулей настоящего изобретения с некоторыми модулями, которые показаны открытыми или с деталями, которые сняты;
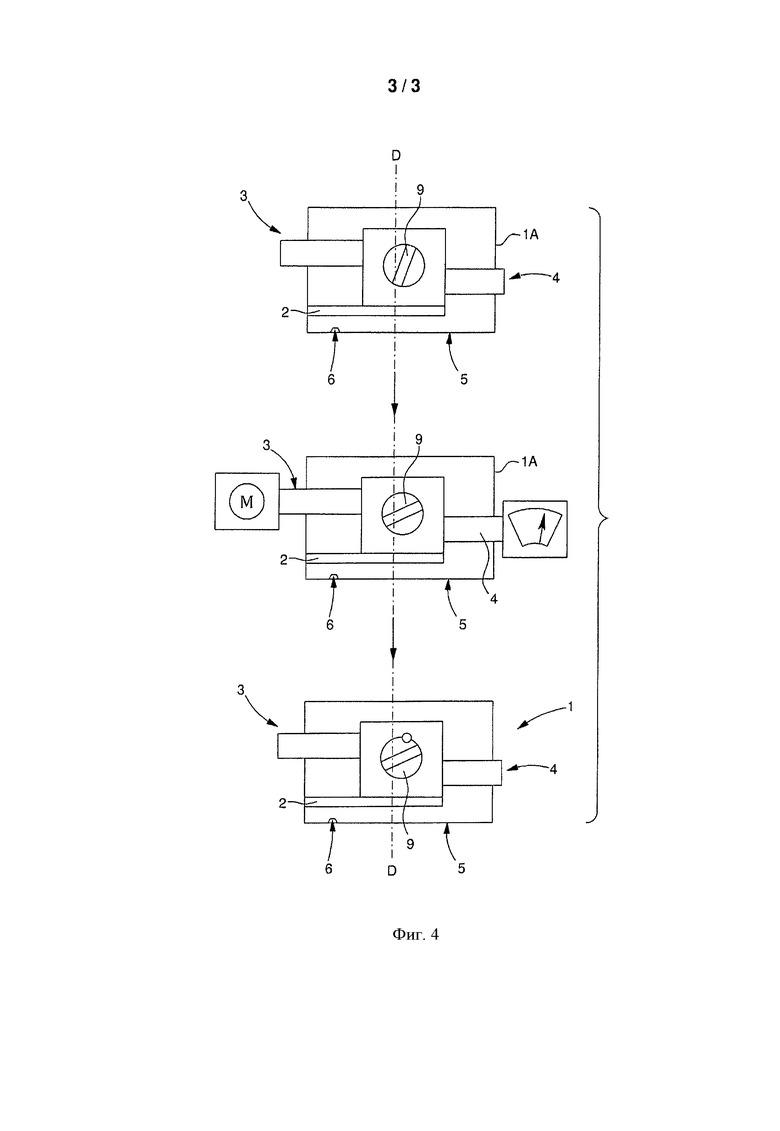
на фиг.3 - схематичный, частичный, покомпонентный вид сбоку механического модульного блока, согласно настоящему изобретению, объединяющему несколько функциональных модулей, согласно настоящему изобретению;
на фиг.4 - схематичный вид трех последовательных этапов преобразования подсборки, которая на первом виде собрана, затем на втором виде проверяется и регулируется и затем на третьем виде необратимо преобразуется в функциональный модуль, согласно настоящему изобретению, на котором регулировки зафиксированы на постоянной основе.
Осуществление изобретения
Изобретение относится к области механического часового дела, а более конкретно - к области часов.
Изобретение относится как к функциональному модулю 1 часов, который можно встроить в механический модульный блок 100, так и к механическому модульному блоку 100, образованному особым способом с помощью модулей 1, укомплектованных, по возможности, другими компонентами.
Функциональный модуль 1, согласно настоящему изобретению, представляет собой механический модуль, полученный из подсборки 1А. Подсборка 1А включает в себя жесткий мост 2, несущий на себе компоненты, которые требуются для выполнения конкретной функции часов по преобразованию движения между, по меньшей мере, одним набором 3 входных колес и, по меньшей мере, одним набором 4 выходных колес.
Согласно настоящему изобретению, подсборка 1А является автономной и включает в себя все компоненты, которые требуются для выполнения конкретной функции часов в результате привода в движение входного набора 3 колес с помощью средства, внешнего по отношению к модулю 1.
Согласно настоящему изобретению, подсборка 1А включает в себя регулировочные и/или сборочные компоненты 9, которые необратимо фиксируются после выполнения регулировки и проверки функционирования конкретной функции часов на испытательном стенде по отношению к отдельной подсборке 1 А.
Действующий функциональный модуль 1 представляет собой предварительно отрегулированный модуль, полученный в результате преобразования подсборки 1А этого типа путем необратимого крепления ее регулировочных и/или сборочных компонентов 9. На фиг.4 изображено примерное преобразование подсборки 1А в предварительно отрегулированный функциональный модуль 1 путем закрепления крепежного винта 9 в корпусе или подобном элементе с помощью центровочного отверстия или лазерной микросварки или т.п.
Объединение предварительно отрегулированных функциональных модулей 1 представляет собой существенный аспект настоящего изобретения, поскольку каждая функция, соответствующая конкретному модулю, тестируется, таким образом, по возможности, на начальной стадии и с пониженной стоимостью. Регулировки выполняются один раз и навсегда для каждого модуля. Необратимое закрепление регулировочных компонентов 9 в каждом модуле 1 гарантирует, что ранее выполненные регулировки в каждом хранящемся модуле 1 не будут ухудшаться со временем. Управление операцией окончательной сборки упрощается, поскольку список конечной сборки содержит меньше компонентов.
Модуль 1 включает в себя, по меньшей мере, первую несущую поверхность 5 и средство 6 определения местоположения для распознавания и позиционирования модуля 1 относительно другого элемента механического модульного блока 100 этого типа, или относительно платины, которая содержится в блоке 100, в опоре через первую несущую поверхность 5 на дополнительной несущей поверхности, которая содержится в другом элементе или платине.
Термин "несущая поверхность" понимается в самом широком смысле. "Несущую поверхность" можно в равной степени хорошо сформировать с помощью отверстия, или оси, или плоской поверхности или другого элемента.
Средство определения местоположения можно разработать для определения местоположения с контактом или без контакта, и оно может принимать несколько форм, которые можно объединить друг с другом;
- в преимущественном варианте для автоматизированного производства, средство 6 определения местоположения включает в себя средство оптического определения местоположения для оптического распознавания и позиционирования модуля 1;
- в другом варианте, средство 6 определения местоположения включает в себя средство бесконтактного определения местоположения индуктивного, емкостного, акустического или ультразвукового типа для распознавания и позиционирования модуля 1;
- в другом варианте или, наиболее преимущественно в дополнение к любому из предыдущих вариантов, средство 6 определения местоположения включает в себя средство механического определения местоположения для механического распознавания и позиционирования модуля 1, такого как датчики, стопорные элементы или тому подобное.
В предпочтительном варианте осуществления изобретения, первая несущая поверхность 5 является плоской и перпендикулярной к направлению D вставки.
Предпочтительно, функциональный модуль 1 включает в себя, по меньшей мере, вторую несущую поверхность 7, расположенную параллельно первой несущей поверхности 5. Это размещение облегчает автоматизированную сборку с помощью параксиального позиционирования относительно направления D вставки, причем некоторые компоненты или модули устанавливаются друг на друга с помощью своих несущих поверхностей, перпендикулярных направлению D вставки, находясь в контакте друг с другом.
Преимущественно для обеспечения определенного взаимодействия между сборочными компонентами, в частности, зацеплений между зубчатыми колесами, или между колесами или зубчатыми рейками, храповыми колесами или подобными элементами, или для обеспечения позиционирования кулачков, ходовых пружин, фиксаторов, собачек, пальца, толкателей или подобных элементов, функциональный модуль 1 включает в себя, по меньшей мере, одно поворотное средство 8 направления, которое позволяет предварительно собирать модуль с обеспечением его вращательной степени свободы. Поэтому можно обеспечить это взаимодействие при окончательном поворотном перемещении модуля 1. В предпочтительном, но неограничивающем варианте осуществления изобретения, это поворотное направление имеет место относительно направления, параллельного направлению D вставки, особенно, когда это выполняется в соответствии с описанием документа ЕР 11005713.
В одном варианте модуль 1 включает в себя средство направления, выполненное с возможностью взаимодействия с дополнительным средством направления, которое содержится в другом модуле 1, или компонент механического модульного блока 100 или платину упомянутого блока, для достижения подобного взаимодействия с помощью перемещения или параллельной регулировки в одной плоскости. Предпочтительно это средство направления выполнено в перпендикулярном направлении к направлению D вставки.
Первый тип функционального модуля 10 представляет собой приводной модуль 11, который содержит, по меньшей мере, один цилиндр 110, чей набор входных колес образован осью 111 цилиндра, взаимодействующей с храповым колесом 12, которое может входить или не входить в состав приводного модуля 11, и которая выполнена с возможностью поворота либо с помощью механизма с ручным заводом, либо с помощью механизма 15 завода и установки времени, либо с помощью механизма автоподзавода, либо с помощью модуля 18 автоподзавода для завода, по меньшей мере, одной пружины 112, по меньшей мере, в одном барабане 113, образующем набор 4 выходных колес приводного модуля 11. Барабан 113 выполнен с возможностью привода в действие входного триба 131 в зубчатой передаче или модуля 13 зубчатой передачи.
Другой тип функционального модуля 1 представляет собой модуль 13 зубчатой передачи, набор 3 входных колес которого образован с помощью входного триба 131, выполненного с возможностью взаимодействия с барабаном 113, а первый набор 4А выходных колес которого образован четвертым колесом 132, выполненным с возможностью взаимодействия с анкерным трибом 161, подсоединенным к анкерному колесу 160, находящемуся в анкерном механизме или модуле 16 регулировки.
Предпочтительно, функциональный модуль 1 и, в частности, модуль 13 зубчатой передачи, включает в себя второй набор 4В выходных колес, который образован с помощью механизма 133 отображения, выполненного с возможностью взаимодействия либо со средством 13А отображения модуля 13 зубчатой передачи, либо с модулем 14 отображения, который является внешним по отношению к модулю 13 зубчатой передачи, содержащей средство 14А отображения.
Таким образом, еще одним типом функционального модуля 1 является модуль 14 отображения, набор 3 входных колес которого образован с помощью механизма 133 отображения, содержащегося в механизме зубчатой передачи или модуле 13 зубчатой передачи, а набор 4 выходных колес которого образован с помощью, по меньшей мере, одного индикатора 40, выполненного с возможностью взаимодействия с дополнительным индикатором 141 или с циферблатом, который содержится либо в модуле 14 отображения, либо в часах, в состав которых входит упомянутый модуль.
Преимущественно, модуль 13 зубчатой передачи или модуль 14 отображения включает в себя подвижный рабочий механизм, который представляет собой фрикцион, подсоединенный к зубчатой передаче, описанной в документе ЕР 11177840, и включает в себя четвертый набор колес, предварительно собранных на центральной трубке, которая описана в документе ЕР 11177839.
Еще одним типом функционального модуля 1 является модуль 15 установки времени, набор 3 входных колес которого образован головкой 150, приводимой в движение пользователем, а первый набор 4С выходных колес которого образован механизмом 151 управления движением.
Предпочтительно, модуль 15 установки времени представляет собой модуль 15А установки времени и завода, и включает в себя второй набор 4D выходных колес, который образован механизмом 152 управления заводом.
Преимущественно модуль 15 имеет механизм заводной головки согласно документу ЕР 11170180. Он также может составлять одно целое с устройством для ручного завода посредством давления, оказываемого на головку, согласно документу ЕР 11177838.
В конкретном варианте осуществления изобретения, модуль 15 базируется на мосту, выполненном из пластмассы, предпочтительно из высокопрочной пластмассы, например, 30% или 40% сульфида полифенилена (PPS), или полиамида, такого как полилауромид (РА 12), и с максимальной толщиной приблизительно 2,5 мм, причем выбор этих материалов гарантирует, что будет поддерживаться хорошая жесткость даже при больших разностях сечения в упомянутом мосту 15.
Модуль 15 механизма головки предназначен для роботизированной сборки и тестирования. Распорки сажаются на мост, предпочтительно пропускаются через упомянутый мост и выступают с двух его сторон. Колеса, рычаги, скользящая шестерня и вытягиваемая часть устанавливаются на упомянутых распорках; и с помощью камеры выполняется оптический контроль по отношению к первой части зубчатой передачи, содержащей, в частности, скользящую шестерню для выбора между двумя колесами: одним - для управления функции установки времени, и другим - для функции завода, перед тем, как первая часть зубчатой передачи будет постоянно ограничена с помощью удерживающей пластины, что предпочтительно выполняется с помощью лазерной сварки закрывающей пластины в нескольких точках, либо только ниже поверхности в конце распорок, действующих как поворотные оси, либо через закрывающую пластину. Эта необратимая сборка означает, что манипулятор может перевернуть сборку в полной безопасности для того, чтобы собрать компоненты на другой стороне, которая контролируется камерой, перед тем как удерживающая пластина рычага устанавливается на своем месте и приваривается в нескольких местах. Затем кинематическая цепь, начинающаяся с головки 150, завершается, и выполняется контроль механической функции в трех положениях T1, Т2, ТЗ головки, в обоих направлениях вращения. Как описано в документе ЕР 11170180, упомянутом выше, модуль 15 преимущественно содержит поворотный рычаг для удержания головки. Действие упомянутого рычага механически тестируется с помощью предварительного вытягивания головки, но это состояние сохраняется до окончательной сборки механизма.
Еще одним типом функционального модуля 1 является регулировочный модуль 16, содержащий блок регулировки, при этом его набор 3 входных колес образован анкерным колесом 160, приводимым в движение с помощью четвертого колеса 132, которое содержится в зубчатой передаче или в модуле 13 зубчатой передачи, а набор 4 выходных колес образован таким же анкерным колесом 160.
Модуль 16 регулировки анкерного механизма на платформе преимущественно выполнен в соответствии с характеристиками документов ЕР 11005713 и ЕР 11179181. Модуль 16 регулировки преимущественно включает в себя, для внешнего крепления пружины маятника, распорку, подсоединенную к планке, причем ширины упомянутой распорки достаточно для всего, что будут идентифицировать, до тех пор, пока упомянутая распорка не будет постоянно подсоединена. Преимущественно этот модуль регулировки включает в себя маятник с маленьким отлитым роликом, согласно документу ЕР 11194061.5. Сборка этого модуля 16 регулировки включает в себя проверки с помощью оптических камер и измерения межосевых расстояний зубчатых колес перед тем, как модуль будет неизменно отрегулирован и закреплен. Средство захвата типа зажима, которое позволяет удерживать модуль 16 для регулирования в требуемом месте таким образом, чтобы его можно было переворачивать для выполнения нескольких точечных сварок на стороне, которая не видна пользователю часов.
Конкретный функциональный модуль 1 представляет собой модуль 18 автоподзавода, набор 3 входных колес которого образован ротором 180, приводимым в движение пользователем или внешним инструментом, а набор 4 выходных колес которого образован приводом 183 храпового колеса 12, который содержится либо в приводном механизме, либо в приводном модуле 11, или храповым колесом 12, которое находится в зацеплении с осью цилиндра, содержащейся в приводном механизме или в приводном модуле 11.
Ротор 180 преимущественно выполнен в соответствии с характеристиками, описанными в документе ЕР 11188261.
В варианте осуществления, специфическом для настоящего изобретения, кроме своего набора 3 входных колес и/или своего набора 4 выходных колес, функциональный модуль 1 находится в пределах двух параллельных плоскостей, которые образуют первую плоскую несущую поверхность 5, перпендикулярную направлению D вставки, и вторую несущую поверхность 7. Поэтому легко расположить рядом функциональные модули 1, таким образом сформированные путем укладки их стопой, подобно картам в наборе карт. Естественно, если набор 3 входных колес и/или набор 4 выходных колес выступает из модуля, в соседних модулях выполняется разрез или проход с учетом взаимодействия и укладки в стопу.
Средство 6 определения местоположения для определения местоположения модуля 1 и его позиционирования может иметь различные формы. Предпочтительно, его формируют с помощью одной или нескольких меток, выполненных во время механической обработки определенных компонентов модуля, и, в частности, на первой плоской несущей поверхности 5 и второй несущей поверхности 7. В частности, для компонентов, которые выполнены на токарном станке, средство определения местоположения позволяет сформировать центровочную канавку, и аналогичным способом для компонентов, изготовленных на механообработочном центре, средство определения местоположения может находиться во фрезерованных канавках или плечиках, которые являются недорогими для изготовления и легко идентифицируемыми с помощью камеры. Это средство определения местоположения может также состоять из шелкотрафаретной печати или тому подобного.
В конкретном варианте осуществления изобретения функциональный модуль 1 может также иметь, по меньшей мере, на одном из его компонентов, по меньшей мере, один охватывающий участок, обработанный на станке, такой как отверстие и/или, по меньшей мере, один охватываемый участок, обработанный на станке, такой как шейка вала или выступ, изготовленный с широким доступом на паллете для хранения или удержания на конвейерной ленте, или удержания любым подобным способом, необходимым для манипулирования модулем во время цикла сборки механического модульного блока 100, входящего в состав модуля 1.
Преимущественно эти обработанные на станке участки изготавливаются недорогим способом с допусками, которые не имеют отношения к регулировкам часов и составляют приблизительно 0,05-0,10 мм. В конкретном варианте осуществления изобретения, где два соседних модуля 1 в механическом модульном блоке 100 размещены таким способом, один с охватывающим обработанным на станке участком и другой с охватываемым обработанным на станке участком, может быть преимущественным объединение их во время сборки, не для точного центрирования, которое невозможно при их соответствующих допусках, а для необратимого крепления их друг к другу, путем присоединения, сварки, пайки, забортовки или другого способа, причем зазор между охватывающим участком, обработанным на станке, и охватываемым участком, обработанным на станке, выбирается равным приблизительно 0,05-0,10 мм или более, и используется для введения клея, твердого припоя или тому подобного. По меньшей мере, с помощью одного из охватывающего участка, обработанного на станке, и охватываемого участка, обработанного на станке, можно также сформировать емкость с абляционным материалом для локального преобразования, например, шейку оси можно расплавить локально для формирования сварного соединения с отверстием, с которым она взаимодействует.
В конкретном варианте, предварительная регулировка функционального модуля 1 учитывает нагрузки сборки на другие модули или компоненты, образующие большой блок.
В частности, функциональный модуль 1 может иметь предварительное напряжение на мосту или тому подобном.
В преимущественном варианте, функциональный модуль 1 включает в себя опору, изготовленную из высокопрочного пластмассового материала, например, PPS 30 или PPS 40 или подобного материала, для того, чтобы выдерживать высокие тяговые усилия, которые могут действовать на некоторые оси. Чтобы отвечать подобному требованию противодействия, компоненты функционального модуля устанавливаются на металлических штырях со сквозным отверстием, которые приводятся в действие в опоре, а не в распорках, вбитых в опору, сопротивление сдвига которой может быть недостаточно. Эти компоненты затем фиксируются, на первой стороне, путем приваривания к первому концу упомянутых штырей. Преимуществом использования этого типа опоры является доступность с обеих сторон для сборки компонентов. Во время автоматизированной сборки можно перевернуть опору на промежуточном этапе сборки после того, как собраны компоненты на одной стороне, и затем легко установить компоненты на второй стороне и закрепить их путем приваривания второго конца каждого штыря. Естественно, опору можно затем перевернуть столько раз, сколько требуется, поскольку отсутствует риск потери каких-либо компонентов.
Ясно, что модульная конфигурация, согласно настоящему изобретению, специфическим образом обеспечивает доступность с двух сторон относительно промежуточной опоры, что невозможно при традиционной сборке, где все компоненты устанавливаются на одной и той же стороне платины, которую нельзя переворачивать во время выполнения работы. Можно даже сказать, что модульная конфигурация является обязательной для того, чтобы выполнить эту сборку и двухстороннюю сварку.
В предпочтительном варианте, механизм 100 включает в себя максимум один винт на роторе 180 в случае, если механизм имеет его. Все другие соединения выполняются без использования винтов.
В конкретном варианте без ротора, механизм 100 совсем не имеет винтов.
Ограничение числа винтов или исключение винтов является важным фактором при предотвращении разрегулировки или выхода из строя.
Изобретение дополнительно относится к механическому модульному блоку 100 этого типа для часового механизма 1000 или часов 2000, содержащих множество функциональных модулей.
Согласно настоящему изобретению, механический модульный блок 100 включает в себя множество определенных функциональных модулей 1.
В первом варианте осуществления изобретения, по меньшей мере, один из функциональных модулей 1 необратимо регулируется с помощью необратимого крепления его регулировочных и/или сборочных компонентов 9 после проверки и регулировки на испытательном стенде, предназначенном для обеспечения упомянутого модуля совершенно специфическими рабочими параметрами.
В другом варианте осуществления изобретения, каждый из функциональных модулей 1 необратимо регулируется путем необратимого крепления регулировочных и/или сборочных компонентов 10 после проверки и регулировки на испытательном стенде, предназначенном для обеспечения упомянутого модуля совершенно специфическими рабочими параметрами.
Эти функциональные модули 1 взаимодействуют в опоре попарно или каждый по отдельности в опоре с платиной 10 или с мостом, который содержится в механическом модульном блоке 100, на первой несущей поверхности 5 каждого функционального модуля 1.
В конкретном варианте осуществления изобретения механический модульный блок 100 собирается со всеми функциональными модулями 1, которые содержатся в нем, необратимо собранными друг с другом.
Состав механического модульного блока 100, согласно настоящему изобретению, преднамеренно отличается от традиционных архитектур часов, где компоненты собираются один за другим на платине, и где работа механизма тестируется в конце, что означает, что все регулировки выполняются в конце, часто включая в себя частичную разборку для выполнения окончательного изменения и дальнейших операций регулировки.
Необратимое крепление функциональных модулей 1 друг к другу или к одной и той же платине 10 также противоречит традиционным вариантам осуществления часов. Модульный блок 100, согласно настоящему изобретению, не предназначен для съема по послепродажным запросам. Действительно, он необратимо собирается, что гарантирует, что выполненные регулировки будут последними по времени, которые касаются как каждого из функциональных модулей, так и полностью собранного механического модульного блока 100. Целью закрепленных модулей 1 является совершенное предотвращение любого расшатывания или относительного перемещения между компонентами, что часто приводит к выходу из строя во время использования. Таким образом, конструкция предотвращает отказы, и механический модульный блок 100 нельзя разобрать сразу после полной необратимой сборки.
В преимущественном варианте осуществления изобретения, каждый необратимо предварительно отрегулированный функциональный модуль, прикрепленный к платине 10 или к другому предварительно отрегулированному функциональному модулю 1, является механическим модулем.
Изобретение также относится к способу сборки этого типа механического модульного блока 100, в котором:
- сохраняют в средстве управления список сборочных деталей механического модульного блока 100, включающий в себя, по меньшей мере, один функциональный модуль 1 для каждой конкретной функции часов, которая требуется для механического модульного блока 100, последовательность сборки механического модульного блока 100, относительные положения сборки между компонентами из списка и инструкцию, относящуюся к отпусканию или необратимо фиксированному удержанию каждого компонента;
- для каждого функционального модуля 1, подсборка 1А каждого функционального модуля 1 необратимо преобразуется в готовый к использованию функциональный модуль 1 после регулировки и проверки функционирования конкретной функции часов, которую имеет конкретный функциональный модуль 1 для выполнения, что выполняется на испытательном стенде;
- компоненты, которые требуются для списка сборки механического модульного блока 100, хранятся в месте для хранения, которое включает в себя, по меньшей мере, один функциональный модуль 1 для каждой конкретной функции часов, необходимой для механического модульного блока 100, причем каждый функциональный модуль 1 уже необратимо отрегулирован после выполнения регулировки и проверки функционирования конкретной функции часов на испытательном стенде. Таким образом, ясно, что все компоненты и модуль 1, которые образуют механический модульный блок 100, готовы к использованию и больше не требуют какого-либо изменения или регулировки;
- манипулятор, управляемый с помощью средства управления, программируют для отыскания, в предварительно определенной последовательности, специфической для каждого списка сборки механического модульного блока 100, каждого компонента или функционального модуля 1, который будет собираться;
- средство распознавания формы программируют для управления манипулятором таким образом, чтобы он захватывал каждый функциональный модуль 1, согласно средству 6 определения местоположения, которое содержится в нем, для того, чтобы размещать упомянутый модуль в положении сборки с другим функциональным модулем 1, или с платиной 10 или с мостом механического модульного блока 100, в точном положении, установленного с помощью средства управления, согласно данным, собранным с помощью средства распознавания формы;
- каждый раз точно размещенные элементы механического модульного блока 100 необратимо собираются друг с другом. Эта необратимая сборка не позволяет в дальнейшем какую-либо разборку. Ее можно выполнить путем соединения, сварки, высокотемпературной пайки, заклепывания, развальцовки или других средств.
Предпочтительно память, которая включает в себя форму каждого из компонентов и/или модулей 1, которые требуются для списка сборки механического модульного блока 100, входит в состав средств управления. Средство распознавания формы запрограммировано для управления манипулятором таким образом, чтобы захватывать каждый компонент и/или модуль 1, согласно его сохраненной форме для того, чтобы разместить его в положении сборки относительно функционального блока 1 или относительно компонента блока 100, или относительно платины 10, или относительно моста, который содержится в механическом модульном блоке 100, для удержания упомянутого компонента во время манипулирования в точном положении, установленном с помощью средства управления, согласно данным, собранным с помощью средства распознавания формы. В зависимости от инструкции, изложенной в списке по отношению к незакрепленному удержанию или необратимо закрепленному удержанию, компонент либо необратимо собирается во время манипулирования в положении на подсборке механического модульного блока 100 так, как он выполняется, либо компонент оставляется незакрепленным во время манипулирования перед уменьшением своей степени свободы путем позиционирования и закрепления других компонентов, последовательно перечисленных в списке в последовательности сборки.
Таким образом, предпочтительно, каждый функциональный модуль 1 удерживается с возможностью необратимой фиксации, либо располагается между другими компонентами, либо помещается в герметичный корпус, либо удерживается неподвижным, с помощью способа необратимого крепления, или способа сварки, или способа соединения или другого способа, обеспечивающего то, что модуль нельзя будет разобрать относительно другого компонента, или относительно другого функционального модуля 1, или относительно платины 10 или относительно моста, которые содержатся в механическом модульном блоке 100.
Предпочтительно во время приготовления компонентов по списку перед сохранением функциональных модулей 1, по меньшей мере, на одном и предпочтительно на каждом функциональном модуле 1, первая плоская несущая поверхность 5 выполнена перпендикулярной к направлению D вставки, и, по меньшей мере, вторая несущая поверхность 7 параллельна к первой несущей поверхности 5.
К тому же, во время сборки функционального модуля 1 в механическом модульном блоке 100 упомянутый модуль размещается в положении сборки с другим функциональным модулем 1, или платиной 10 или мостом, содержащимся в механическом модульном блоке 100, на плоских поверхностях на обеих сторонах, и в точном положении, установленном с помощью средства управления, согласно данным, собранным с помощью средства распознавания формы.
Предпочтительно, всеми механизмами перемещения манипулятора управляют таким образом, чтобы вставить компоненты и/или модули в параллельном направлении в одном направлении D вставки.
Предпочтительно, используемое средство распознавания формы содержит средство оптического определения местоположения для оптического распознавания и позиционирования каждого модуля 1.
Механизм 100, содержащий эти функциональные модули 1, собирается в соответствии с тем же самым принципом. Таким образом, сборка некоторых компонентов механизма включает в себя этапы подобного тестирования и необратимого крепления перед использованием. В частности, это является случаем сборки зубчатой передачи на платине 10, которая, сразу после необратимой фиксации с помощью сварки, образует модуль зубчатой передачи.
Автоматизированная сборка зубчатой передачи начинается с приготовления платины 10 путем травления, предпочтительно путем гравирования, предпочтительно лазерного гравирования в ней идентифицирующих меток, которые требуются для послепродажного обслуживания, антиконтрафактных меток и регистрируемый код изготовителя механизма. Центральная трубка подготавливается на специальном стенде, платина размещается и приводится в действие на плече центральной трубки и приклепывается к ней; четвертая ось подготавливается на стенде, предыдущая подсборка размещается на четвертой оси, и триб затем размещается наверху и приводится в действие на четвертой оси для его закрепления. Центральное колесо затем позиционируется, комбинация камеры, вращающегося манипулятора и позиционирующего робота затем позволяет позиционировать третье колесо, и подобная операция манипуляции выполняется для позиционирования промежуточной платины и любых других колес в правильном зацеплении. Удерживающая пластина для упомянутой зубчатой передачи затем приваривается в нескольких местах. Любая необходимая смазка выполняется во время процесса сборки в соответствии со специфическими правилами изготовления и в достаточном количестве для того, чтобы обеспечить тестирование механических функций зубчатой передачи, которая будет выполняться с помощью механического и/или гидравлического привода.
Изобретение также относится к часовому механизму 1000, включающему в себя, по меньшей мере, один такой механический модульный блок 100.
В конкретном предпочтительном варианте осуществления изобретения механизм 100 не содержит блок регулировки хода, где закреплена пружина маятника. Действительно, регулировку скорости с помощью прямого механического воздействия на маятник означает, что этот механизм больше не требуется. Поэтому противоударный демпфер не требуется для удержания несуществующего блока регулировки хода, это дает больше свободы по отношению к конструкции средства демпфирования.
Преимущественно, механизм 100 включает в себя верхний и нижний цилиндрические противоударные демпферы, которые являются простыми, недорогими и компактными.
Изобретение также относится к часам 2000, включающим в себя, по меньшей мере, один механический модульный блок 100.
Изобретение имеет преимущество объединения в механический модульный блок функциональных модулей, которые были по отдельности предварительно отрегулированы и испытаны и которые не требуют какой-либо дополнительной регулировки во время окончательной сборки механического модульного блока. Поэтому надежность блока этого типа является очень хорошей.
Изобретение также оптимизирует внутренний объем механизма посредством выполнения плоских механизмов, которые были невозможны в вариантах осуществления предшествующего уровня техники, содержащих дополнительные механизмы, каждый из которых содержит платину, уложенную стопой на других платинах и на нижней платине.
Выбор конструкции, ориентированной на автоматизированную конечную сборку, направляемую средством распознавания формы, учитывает более широкие допуски по отношению к размерам внутримодульных устройств сопряжения. Однако качество несущих поверхностей на этих устройствах сопряжения должно быть безупречным, в частности, по отношению к плоскостности, когда, в предпочтительном способе, эти несущие поверхности являются плоскими поверхностями.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДУЛЬНЫЙ МЕХАНИЧЕСКИЙ ЧАСОВОЙ МЕХАНИЗМ С ФУНКЦИОНАЛЬНЫМИ МОДУЛЯМИ | 2012 |
|
RU2666156C2 |
| МОДУЛЬНЫЙ ЧАСОВОЙ МЕХАНИЗМ С ФУНКЦИОНАЛЬНЫМИ МОДУЛЯМИ | 2012 |
|
RU2598280C2 |
| НАБОР КОЛЕС ДЛЯ ЧАСОВ С ПЕРИФЕРИЙНОЙ НАПРАВЛЯЮЩЕЙ | 2011 |
|
RU2567558C2 |
| ЧАСЫ С МОДУЛЬНЫМ АНАЛОГОВЫМ ОТОБРАЖЕНИЕМ | 2011 |
|
RU2570817C2 |
| ПАЛЛЕТНЫЙ РЫЧАГ ДЛЯ АНКЕРНОГО УСТРОЙСТВА ЧАСОВОГО МЕХАНИЗМА | 2014 |
|
RU2645560C2 |
| ПЛАТФОРМА СПУСКА ДЛЯ ЧАСОВ | 2012 |
|
RU2589637C2 |
| ЭЛЕКТРОННЫЙ МОДУЛЬ ДЛЯ ИСПОЛЬЗОВАНИЯ СО СМАРТ-КАРТОЙ И СПОСОБ ЕГО СБОРКИ | 2020 |
|
RU2833167C2 |
| ГРУППА ДВИГАТЕЛЕЙ ДЛЯ ЧАСОВ | 2017 |
|
RU2725511C2 |
| ХОДОВОЙ МЕХАНИЗМ ЧАСОВ, ИМЕЮЩИЙ ОБОЙМУ С УМЕНЬШЕННЫМ ДИАМЕТРОМ СЕРДЕЧНИКА | 2012 |
|
RU2562398C1 |
| УСТРОЙСТВО ДЛЯ ВЫДАЧИ КЛЕЯ И КРЕПЛЕНИЯ ЗАГОТОВКИ | 2022 |
|
RU2815905C1 |
Изобретение относится к механическому модульному блоку (100) с механическими часовыми функциональными модулями (1), каждый из которых получен из подсборки (1А), несущей на себе компоненты для конкретной функции часов по преобразованию движения между наборами входных (3) и выходных (4) колес. Упомянутая подсборка (1А) содержит регулировочные компоненты, которые необратимо крепятся после выполнения регулировки упомянутой функции часов и проверки функционирования на испытательном стенде, при этом предварительно отрегулированный модуль (1), полученный из преобразования подсборки (1А) с помощью необратимого крепления его регулировочных компонентов, включает в себя, по меньшей мере, одну несущую поверхность (5) и средство (6) определения местоположения для распознавания и позиционирования модуля (1) относительно другого элемента механического модульного блока (100) или относительно платины, с помощью опоры несущей поверхности (5) на дополнительной несущей поверхности, которая содержится в другом элементе или платине. 5 н. и 21 з.п. ф-лы, 4 ил.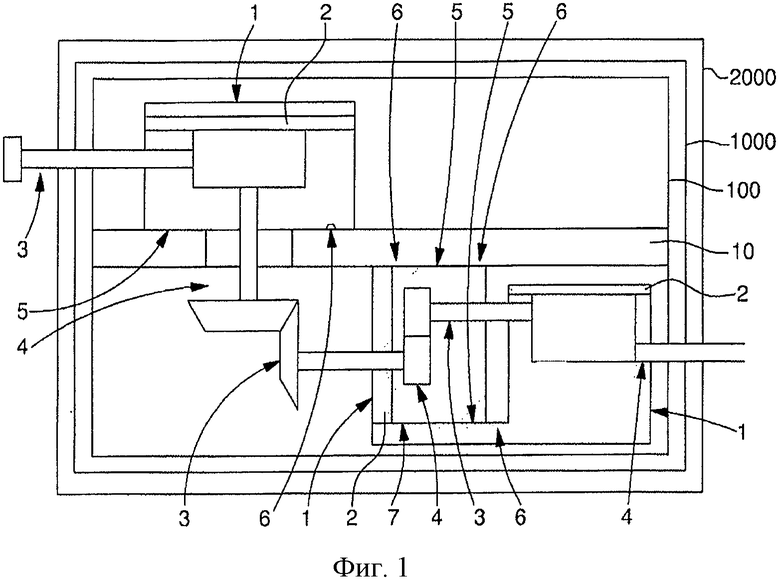
1. Функциональный модуль (1) часов, выполненный с возможностью встраивания в механический модульный блок (100) и полученный из подсборки (1А), содержащей жесткий мост (2), несущий на себе компоненты, необходимые для выполнения конкретной функции часов по преобразованию движения между, по меньшей мере, одним набором (3) входных колес и, по меньшей мере, одним набором (4) выходных колес, отличающийся тем, что подсборка (1А) является автономной и включает в себя все компоненты, необходимые для выполнения конкретной функции часов в результате привода в движение набора (3) входных колес с помощью средства, внешнего по отношению к модулю (1), при этом подсборка (1А) включает в себя регулировочные и/или сборочные компоненты (9), необратимо прикрепляемые после осуществления регулировки и проверки функционирования конкретной функции часов на испытательном стенде на отдельной подсборке (1А), причем модуль (1) является предварительно отрегулированным модулем, полученным из преобразования подсборки (1А) путем необратимого крепления регулировочных и/или сборочных компонентов (9), и включает в себя, по меньшей мере, первую несущую поверхность (5) и средство (6) определения местоположения для распознавания и позиционирования модуля (1) относительно другого элемента механического модульного блока (100), или относительно платины, путем упора первой несущей поверхности (5) в дополнительную несущую поверхность, которая содержится на другом элементе или на платине.
2. Функциональный модуль (1) по п.1, отличающийся тем, что средство (6) определения местоположения содержит средство оптического определения местоположения для оптического распознавания и позиционирования модуля (1).
3. Функциональный модуль (1) по п.1, отличающийся тем, что средство (6) определения местоположения включает в себя средство акустического или ультразвукового определения местоположения для распознавания и позиционирования модуля (1).
4. Функциональный модуль (1) по п.1, отличающийся тем, что средство (6) определения местоположения включает в себя механическое средство определения местоположения для механического распознавания и позиционирования модуля (1).
5. Функциональный модуль (1) по п.1, отличающийся тем, что первая несущая поверхность (5) является плоской и перпендикулярной к направлению (D) вставки.
6. Функциональный модуль (1) по п.5, отличающийся тем, что он включает в себя, по меньшей мере, вторую несущую поверхность (7), параллельную первой несущей поверхности (5).
7. Функциональный модуль (1) по п.1, отличающийся тем, что он включает в себя, по меньшей мере, один поворотный направляющий элемент (8), параллельный направлению (D) вставки.
8. Функциональный модуль (1) по п.1, отличающийся тем, что он является приводным модулем (11) и включает в себя, по меньшей мере, один цилиндр (110), чей набор (3) входных колес образован осью (111) цилиндра, которая взаимодействует с храповым колесом (12), входящим или не входящим в состав приводного модуля (11), и которая выполнена с возможностью поворота либо с помощью механизма ручного завода, либо с помощью механизма (15) завода и установки времени, либо с помощью механизма автоподзавода, либо с помощью модуля (18) автоподзавода для завода, по меньшей мере, одной пружины (112) в, по меньшей мере, одном барабане (113), образующем набор (4) выходных колес приводного модуля (11), причем упомянутый барабан (113) выполнен с возможностью привода в движение входного триба (131) зубчатой передачи или модуля (13) зубчатой передачи.
9. Функциональный модуль (1) по п.1, отличающийся тем, что он представляет собой модуль (13) зубчатой передачи, набор (3) входных колес которого образован входным трибом (131), выполненным с возможностью взаимодействия с барабаном (113), а первый набор (4А) выходных колес которого образован четвертым колесом (132), выполненным с возможностью взаимодействия с анкерным трибом (161), подсоединенным к анкерному колесу (160), которое содержится в анкерном механизме или в модуле (16) регулировки.
10. Функциональный модуль (1) по п.9, отличающийся тем, что он включает в себя второй набор (4В) выходных колес, который образован механизмом (133) отображения, выполненным с возможностью взаимодействия со средством (13А) отображения, которое содержится в модуле (13) зубчатой передачи, или с модулем (14) отображения, который является внешним по отношению к модулю (13) зубчатой передачи.
11. Функциональный модуль (1) по п.1, отличающийся тем, что он является модулем (14) отображения, набор (3) входных колес которого образован механизмом (133) отображения, содержащимся в механизме зубчатой передачи или в модуле (13) зубчатой передачи, а набор (4) выходных колес которого образован, по меньшей мере, одним индикатором (140), выполненным с возможностью взаимодействия с дополнительным индикатором (141) или с циферблатом, содержащимся в модуле (14) отображения или в часах, в состав которых входит упомянутый модуль.
12. Функциональный модуль (1) по п.1, отличающийся тем, что он представляет собой модуль (15) установки времени, набор (3) входных колес которого образован головкой (150), приводимой в движение пользователем, а первый набор (4С) выходных колес которого образован механизмом (151) управления движением.
13. Функциональный модуль (1) по п.1, отличающийся тем, что модуль (15) установки времени является модулем (15А) установки времени и завода и включает в себя второй набор (4D) выходных колес, который образован механизмом (152) управления заводом.
14. Функциональный модуль (1) по п.1, отличающийся тем, что он представляет собой модуль (16) регулировки, содержащий блок регулировки, при этом его набор (3) входных колес образован анкерным колесом (160), приводимым в движение с помощью четвертого колеса (132), которое содержится в зубчатой передаче или в модуле (13) зубчатой передачи, а набор (4) выходных колес которого образован подобным анкерным колесом (160).
15. Функциональный модуль (1) по п.1, отличающийся тем, что он представляет собой модуль (18) автоподзавода, набор (3) входных колес которого образован ротором (180), приводимым в движение с помощью движений пользователя или с помощью внешнего инструмента, а набор (4) выходных колес которого образован приводом храпового колеса (12), содержащимся в приводном механизме или приводном модуле (11), или храповым колесом (12), которое находится в зацеплении с осью цилиндра, содержащейся в приводном механизме или приводном модуле (11).
16. Механический модульный блок (100) для часового механизма (1000) или часов (2000), содержащий, по меньшей мере, один предварительно отрегулированный функциональный модуль (1) по п.1, отличающийся тем, что, по меньшей мере, один функциональный модуль (1) необратимо отрегулирован с помощью необратимого крепления его регулировочных и/или сборочных компонентов (9), при этом функциональные модули (1) выполнены с возможностью взаимодействия в упоре, попарно или каждый по отдельности, с платиной (10), или мостом, который содержится в механическом модульном блоке (100), на первой несущей поверхности (5) каждого функционального модуля (1).
17. Механический модульный блок (100) по п.16, отличающийся тем, что содержит множество предварительно отрегулированных функциональных модулей (1), каждый из которых необратимо предварительно отрегулирован с помощью необратимого крепления его регулировочных и/или сборочных компонентов (9), при этом функциональные модули (1) выполнены с возможностью взаимодействия в упоре, попарно или каждый по отдельности, с платиной (10) или мостом, который содержится в механическом модульном блоке (100), на первой несущей поверхности (5) каждого функционального модуля (1).
18. Механический модульный блок (100) по п.16, отличающийся тем, что все из предварительно отрегулированных функциональных модулей (1), которые содержатся в нем, необратимо собраны друг с другом.
19. Способ сборки механического модульного блока (100) по п.18, отличающийся тем, что включает в себя этапы, на которых:
- сохраняют в средстве управления список сборочных деталей механического модульного блока (100), включающего в себя, по меньшей мере, один функциональный модуль (1) для каждой конкретной функции часов, требуемой для механического модульного блока (100), последовательность сборки механического модульного блока (100), относительные положения сборки между компонентами списка и инструкцию для каждого компонента относительно незакрепленного удержания или необратимо закрепленного удержания;
- для каждого функционального модуля (1) необратимо преобразуют подсборку (1А) каждого функционального модуля (1) в готовый к использованию функциональный модуль (1) после выполнения регулировки и проверки функционирования конкретной функции часов на испытательном стенде;
- хранят на складе компоненты, которые требуются для списка сборки механического модульного блока (100), включая, по меньшей мере, один функциональный модуль (1) для каждой конкретной функции часов, необходимой для механического модульного блока (100), причем каждый предварительно отрегулированный функциональный модуль (1) уже необратимо отрегулирован после выполнения регулировки и проверки функционирования конкретной функции часов на испытательном стенде;
- программируют манипулятор, управляемый средством управления, на отыскание, в предопределенной последовательности, характерной для каждого списка сборки механического модульного блока (100), каждого компонента или функционального модуля (1), подлежащего сборке;
- программируют средство распознавания формы для управления манипулятором таким образом, чтобы захватывать каждый функциональный модуль (1), согласно содержащемуся в нем средству (6) определения местоположения, чтобы разместить модуль в положении сборки с другим функциональным модулем (1) или с платиной (10), или с мостом механического модульного блока (100), в точном положении, установленном с помощью средства управления, согласно данным, собранным с помощью средства распознавания формы;
- каждый раз необратимо собирают точно размещенные элементы механического модульного блока (100) друг с другом.
20. Способ по п.19, отличающийся тем, что память, включающая в себя форму каждого из компонентов, указанных в списке сборки для механического модульного блока (100), входит в состав средства управления, при этом средство распознавания формы запрограммировано для управления манипулятором, чтобы захватывать каждый компонент, согласно его сохраненной форме, для того, чтобы разместить упомянутый компонент в положении сборки относительно функционального модуля (1), или относительно платины (10), или относительно моста, который содержится в механическом модульном блоке (100), для удержания упомянутого компонента в точном положении, установленном с помощью средства управления, согласно данным, собранным с помощью средства распознавания формы, и, согласно инструкции, относящейся к незакрепленному удержанию или к необратимо закрепленному удержанию, упомянутый компонент необратимо фиксируют в положении на подсборке механического модульного блока (100) на стадии реализации, или упомянутый компонент оставляют незакрепленным перед уменьшением его степени свободы за счет позиционирования и крепления других компонентов, в дальнейшем указанных в списке сборки.
21. Способ по п.20, отличающийся тем, что каждый функциональный модуль (1) необратимо жестко удерживают, или располагают между другими компонентами, или помещают в герметичный корпус, или удерживают неподвижно с помощью необратимого крепления, или сварки или соединения по отношению к другому компоненту, или по отношению к другому функциональному модулю (1), или по отношению к платине (10), или по отношению к мосту, который содержится в механической модульной сборке (100).
22. Способ по п.19, отличающийся тем, что перед хранением функциональных модулей (1), на каждом функциональном модуле (1) выполняют первую плоскую несущую поверхность (5), перпендикулярную направлению (D) вставки, и, по меньшей мере, вторую несущую поверхность (7), параллельную первой несущей поверхности (5), при этом во время сборки функционального модуля (1) в механическом модульном блоке (100) модуль располагают в положении сборки с другим функциональным модулем (1), или с платиной (10), или с мостом, который содержится в механическом модульном блоке (100), на плоской поверхности на обеих сторонах, и в точном положении, установленном с помощью средства управления, согласно данным, собранным с помощью средства распознавания формы.
23. Способ по п.19, отличающийся тем, что все механизмы перемещения манипулятора работают в одном направлении (D) вставки.
24. Способ по п.19, отличающийся тем, что используемое средство распознавания формы содержит средство оптического определения местоположения для оптического распознавания и позиционирования каждого модуля (1).
25. Часовой механизм (1000), включающий в себя, по меньшей мере, один механический модульный блок (100) по п.16.
26. Часы (2000), включающие в себя, по меньшей мере, один механический модульный блок (100) по п.16.
| US 5377171 A, 27.12.1994 | |||
| US 6406176 B1, 18.06.2002 | |||
| US 2005007888 A1, 13.01.2005 | |||
| US 2005050718 A1, 10.03.2005 | |||
| Оптический интерференционный длинноволновый отрезающий фильтр | 1980 |
|
SU862098A1 |

