Область техники, к которой относится изобретение
Изобретение относится к области производства непромокаемой, воздухопроницаемой обуви.
Уровень техники
Известны многочисленные попытки получения непромокаемой, воздухопроницаемой обуви. Прежние попытки изготовления такой обуви заключались в изготовлении обуви с подошвами из резины и материалами верха (т.е. кожи), подвергающимися обработке для придания верху водостойкости. Однако при изготовлении такой обуви возникал ряд проблем. Материал верха терял свою воздухопроницаемость при обработке с целью придания водостойкости, делая, таким образом, обувь неудобной для ее владельца. Кроме того, место соединения непромокаемой подошвы с верхом становилось основным источником протекания, поскольку не было известно эффективного способа выполнения места соединения непромокаемым.
Альтернативный подход к проблеме получения удобной непромокаемой обуви состоял в использовании непромокаемой вставки или подкладки в ботинок. Упомянутая непромокаемая вставка при выполнении из соответствующих материалов обладала дополнительным преимуществом быть проницаемой для водяного пара, так что ограничивалось накопление водяного пара внутри ботинка в течение срока ношения обуви. В обувной промышленности материалы, которые являются и непромокаемыми, и проницаемыми для водяного пара, обычно называют "функциональными" материалами. Типичным примером такого функционального материала является материал микропористой мембраны из политетрафторэтилена, доступный для приобретения у компании W.L.Gore and Associates, Inc., Elkton, Md., под торговым наименованием GORE-TEX®. Были также разработаны и другие функциональные материалы, и они хорошо известны в данной области техники.
Дополнительные подходы состояли в прикреплении посредством натяжки на колодку непромокаемого, воздухопроницаемого материала вкладыша к внутренней стороне верха обуви и герметичное присоединение материала вкладыша к непромокаемой прокладке или основной стельке. Было предпринято много различных попыток обеспечения прочного, непромокаемого скрепления или соединения в области, где материал вкладыша объединяют с непромокаемой прокладкой или основной стелькой. Указанные попытки привели в результате к различным степеням успеха.
Одна из проблем, которая часто возникает при изготовлении такой непромокаемой, воздухопроницаемой обуви, заключается в том, что вставка вкладыша или подкладки часто приводит к неудовлетворительной подгонке ботинка (т.е. меньшая прилегаемость из-за вкладыша, вставляемого в уже доведенный до требуемого размера верх ботинка) и/или плохому скреплению между вкладышем или подкладкой и материалом верха обуви, что приводит, среди прочего, к нежелательному внешнему виду внутренней части обуви (т.е. вкладыш оказывается сморщенным или отрывается от верха).
Дополнительная проблема, которая может возникать, состоит в том, что при использовании обуви во влажных условиях вода может задерживаться между внешним слоем подкладки и верхом, что приводит к ощутимому увеличению массы обуви. Это может причинять неудобства владельцу, особенно в холодную погоду, когда сырая обувь вызывает отток тепла.
Задача изобретения состоит в создании обуви, которая является и облегченной, и в высокой степени сохраняет долговечность и воздухопроницаемость.
Раскрытие изобретения
Предложена непромокаемая, воздухопроницаемая обувь с комбинированной структурой верха. Комбинированная структура предлагается для непромокаемого, воздухопроницаемого обувного изделия, имеющего верх, состоящий из верхней детали 10 и нижней детали 20. Верхняя деталь верха может включать в себя слоистый материал 11, имеющий крайний внутренний слой 12, по меньшей мере, один средний слой 13 и крайний внешний слой 14. Нижняя деталь может иметь в своем составе слоистый материал 21, имеющий крайний внутренний слой 22, по меньшей мере, один средний слой 23 и крайний внешний слой 24. Крайний внешний слой упомянутой верхней детали может состоять из материала, отличного от материала крайнего внешнего слоя нижней детали. Обувное изделие может дополнительно содержать соединительный элемент 40 для присоединения нижней детали к верхней, защитное покрытие 50 для защиты упомянутого крайнего внешнего слоя нижней детали; и наружную подошву 60 присоединяемую к упомянутому верху.
В одном из вариантов осуществления изобретения соединительный элемент сообщается с крайним внутренним слоем верхней детали и крайним внутренним слоем нижней детали. Несмотря на то, что соединительный элемент может находиться в контакте с внешним и средним слоями верхней и/или нижней деталей, в некоторых вариантах осуществления изобретения соединительный элемент может не находиться в контакте с внешним слоем верхней и/или нижней детали. Средство соединения может быть лентой, герметиком, швом и тому подобным или их сочетаниями. В качестве альтернативы средство соединения может быть устройством для ультразвуковой сварки, герметичным швом, термосоединением и тому подобным или их сочетаниями. Кроме того, наружную подошву можно присоединять к указанному верху посредством прокладки, формы для литья под давлением, клея, ленты или тому подобного.
В одном из вариантов осуществления изобретения крайний внутренний слой слоистого материала верхней детали, может состоять из тканого, трикотажного или нетканого полотна. По меньшей мере, один средний слой слоистого материала верхней детали содержит, по меньшей мере, одну пленку. По желанию, пленка может быть микропористым полимером, желательно, микропористым политетрафторэтиленом. В качестве альтернативы пленка может представлять собой фторполимер, полиуретан, сложный полиэфир или их сочетания. Крайний внешний слой верхней детали может быть тканым материалом, трикотажным полотном, нетканым материалом, кожей, синтетической кожей, перфорированной резиной, полимерным сетчатым материалом, воздухонепроницаемым материалом с прерывистой структурой и тому подобным или их сочетаниями.
В дополнительном варианте осуществления изобретения крайний внутренний слой нижней детали может представлять собой тканое, трикотажное или нетканое полотно. По меньшей мере, один средний слой слоистого материала нижней детали содержит, по меньшей мере, одну пленку. По желанию, пленка может быть микропористым полимером, желательно, микропористым политетрафторэтиленом. В качестве альтернативы пленка может быть фторполимером, полиуретаном, сложным полиэфиром или их сочетаниями. Крайний внешний слой нижней детали может представлять собой тканый материал, трикотажное полотно, нетканый материал, кожу, синтетическую кожу, перфорированную резину, полимерный сетчатый материал, воздухонепроницаемый материал с прерывистой структурой и тому подобное или их сочетания. Защитное покрытие, желательно кожу, также включают в состав нижней детали.
В одном из вариантов осуществления крайний внешний слой верхней детали является более износостойким, чем защитный слой нижней детали, и крайний внешний слой верхней детали является более износостойким, чем крайний внешний слой нижней детали. Важно, и в отличие от известных устройств, это создает условия для более высокой воздухопроницаемости нижней детали, где воздухопроницаемость является наиболее необходимой для удобства потребителя. Дополнительно указанная структура обеспечивает более высокую износостойкость и меньшую воздухопроницаемость верхней детали, где размещен крайний внешний слой верхней детали. Кроме того, данная усовершенствованная структура обладает преимуществами по сравнению со структурами известной подкладки, вследствие того, что она является облегченной (в ней используют меньше материалов) и характеризуется меньшей вероятностью накопления избыточной массы воды, поскольку в ней имеется меньше слоев материала, между которыми удерживается вода. В этой связи в одном из вариантов осуществления изобретения комбинированная структура настоящего изобретения включает в себя два трехслойных слоистых материала в верхнем/нижнем расположении относительно друг друга, при этом крайний внешний слой верхней детали представляет собой крайний внешний слой верха, тогда как обувные структуры предшествующего уровня техники во многих случаях включали в себя верх (который может иметь в своем составе слоистый материал) и дополнительную подкладку в поперечном взаимном расположении.
Кроме того, с указанной целью в одном из вариантов осуществления изобретения слоистый материал верхней детали характеризуется скоростью проницаемости водяных паров выше 1100 г/м2/24 часа, а слоистый материал нижней детали характеризуется скоростью проницаемости водяных паров выше 2200 г/м2/24 часа. В дополнение к этому, скорость проницаемости водяных паров всего ботинка составляет 8,75 г/ч или выше, более желательно 10 г/ч или выше, еще более желательно 12 г/ч или выше. Кроме того, в связи с износостойкостью, слоистый материал верхней детали остается неповрежденным вплоть до числа циклов около 1500, более желательно 2500 циклов в испытании на износостойкость, а слоистый материал нижней детали остается неповрежденным вплоть до числа циклов около 250, более желательно 400 циклов в испытании на износостойкость. В отношении испытания на промокаемость, обувное изделие впитывает меньше 40 граммов воды при выполнении испытания на промокаемость, желательно меньше 30 граммов воды, а более желательно меньше 20 граммов воды.
Другой аспект изобретения относится к непромокаемой, воздухопроницаемой обуви, имеющей верх, который включает в себя верхнюю деталь 10 и нижнюю деталь 20. В состав верхней детали верха может входить слоистый материал 11, имеющий крайний внутренний слой 12, по меньшей мере, один средний слой 13 и крайний внешний слой 14. Нижняя деталь может включать в себя слоистый материал 21, имеющий крайний внутренний слой 22, по меньшей мере, один средний слой 23 и крайний внешний слой 24. Крайний внешний слой упомянутой верхней детали может состоять из материала, отличного от материала крайнего внешнего слоя нижней детали. Обувное изделие может дополнительно содержать ленту, герметик, шов, соединение посредством ультразвуковой сварки, герметичный шов, тепловое соединение или тому подобное для присоединения нижней детали к верхней, воздухопроницаемое защитное покрытие 50 для защиты упомянутого крайнего внешнего слоя нижней детали и наружную подошву 60, соединенную с упомянутым верхом.
Краткое описание чертежей
На фиг.1 показано непромокаемое, воздухопроницаемое обувное изделие с комбинированной структурой нижней и верхней деталей, вид в перспективе и поперечном сечении;
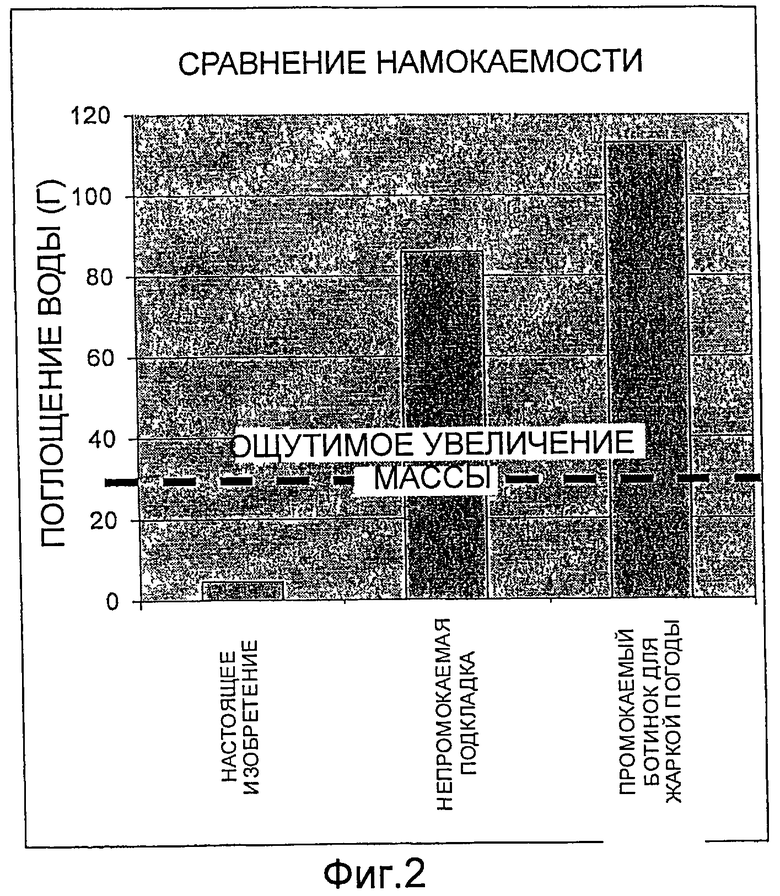
на фиг.2 представлена сравнительная диаграмма намокаемости ботинка согласно изобретению, ботинка, изготовленного с непромокаемой подкладкой и промокаемого ботинка для жаркой погоды.
Определения
Проверяемую на непромокаемость обувь помещают на поверхность куска промокательной бумаги. Внутренний объем обуви заполняют при комнатной температуре водой до уровня высотой около 30 мм (измеряемой от стельки в области каблука обуви). Воде дают постоять в обуви, по меньшей мере, в течение двух часов. По истечении двухчасового периода промокательную бумагу и верх обуви проверяют для установления того факта, достигла ли вода промокательной бумаги или наружной поверхности верха. Если вода не достигла промокательной бумаги или наружной поверхности верха, тогда обувь является непромокаемой.
Осуществление изобретения
Изобретение относится к воздухопроницаемому, непромокаемому обувному изделию, имеющему верхнюю и нижнюю деталь. Данные обувные изделия являются относительно легкими и менее склонными к поглощению воды, чем традиционная обувь с подкладкой.
Настоящее изобретение будет изложено со ссылкой на нижеследующее описание и фигуры, которые иллюстрируют определенные варианты осуществления изобретения. Специалистам в данной области техники понятно, что упомянутые варианты осуществления не представляют полного объема изобретения, которое широко применимо в виде модификаций и эквивалентов, поскольку его можно охватить прилагаемой к настоящему документу формулой изобретения. Кроме того, признаки, описанные или продемонстрированные как часть одного из вариантов осуществления изобретения, можно использовать с другим вариантом осуществления для предоставления еще одного дополнительного варианта. Подразумевается, что объем формулы изобретения распространяется на все подобные модификации и варианты осуществления изобретения.
Возвращаясь к фигуре 1, отметим, что предложено непромокаемое, воздухопроницаемое обувное изделие. Обувь включает в себя верх, имеющий в своем составе верхнюю деталь 10 и нижнюю деталь 20. Верхняя деталь включает в себя слоистый материал 11, который состоит из крайнего внутреннего слоя 12 (ближайшего к ноге), по меньшей мере, одного среднего слоя 13 и крайнего внешнего слоя 14 (наиболее удаленного от ноги и непосредственно подвергающегося воздействию внешней среды во время использования).
Крайний внутренний слой верхней детали предпочтительно изготавливают из облегченного материала, обеспечивающего удобства и воздухопроницаемость при контакте ноги потребителя с крайним внутренним слоем в ходе нормального использования и ношения обувного изделия. Указанные материалы могут включать нетканый материал, трикотажное полотно или тканый материал, такой как например, смесь волокон из хлопка и искусственного шелка, нейлон, сложный полиэфир и тому подобное или их сочетания, но не ограничиваются ими.
Предпочтительно, по меньшей мере, один средний слой верхней детали содержит пленку. Желательно, чтобы пленка содержала полимерные материалы, такие как фторполимеры, полиолефины, полиуретаны и сложные полиэфиры. Подходящие полимеры могут содержать смолы, которые можно перерабатывать с получением пористых или микропористых мембранных структур. Например, смолы из политетрафторэтилена (PTFE), которые можно перерабатывать с получением растянутых пористых структур, подходят для использования в данном изобретении. Например, смолы PTFE можно растягивать с целью формирования микропористых мембранных структур, отличающихся узлами, соединенными между собой элементарными волокнами, при вспенивании согласно способу, раскрытому, например, в патентах США №№3953566, 5814405 или 7306729. В некоторых вариантах осуществления PTFE пленки из пенофторполимера изготовляют согласно патенту США №6541589 из PTFE смол, содержащих звенья сомономера полифторбутилэтилена (PFBE). Например, микропористые вспененные PTFE (ePTFE) фторполимеры могут иметь в своем составе PTFE, содержащий от величины около 0,05% масс.до величины около 0,5% масс.звеньев сомономера PFBE в расчете на суммарную массу полимера.
В одном из вариантов осуществления пленка включает в себя ePTFE с микроструктурой, отличающейся узлами, соединенными между собой элементарными волокнами, в которой поры пористой пленки являются достаточно узкими, так что обеспечивают непроницаемость для жидкости и достаточно открыты для привнесения таких свойств, как проницаемость для водяных паров и пропитка слоями красителей и олеофобных композиций. Например, в некоторых вариантах осуществления изобретения желательно, чтобы пористые мембраны имели средний размер эффективной пористости, равный около 400 нм или меньше, для обеспечения водостойкости, и средний размер эффективной пористости больше значения около 50 нм для окрашивания. Этого можно достигать компаундированном PTFE смолы, пригодной для формирования микроструктуры, состоящей из узлов и элементарных волокон, при растягивании. Можно составлять смеси смолы с экструзионной добавкой в виде смазки на основе алифатических углеводородов, такой как уайт-спирит.Компаундированную смолу можно сформировать в виде цилиндрической гранулы и подвергнуть пасту экструзии известными способами в желаемую экструдируемую форму, предпочтительно ленту или мембрану. Изделие можно подвергать каландрированию между валками до требуемой толщины и затем выполнять термическую сушку для удаления смазки. Высушенное изделие увеличивают в объеме растягиванием в продольном и/или поперечном направлениях для получения вспененной структуры PTFE, отличающейся рядами узлов, которые соединены между собой элементарными волокнами, например, как это описано в патенте США №3953566, 5814405 или 7406729. Затем изделие из ePTFE переводят в аморфное состояние посредством нагревания изделия выше температуры плавления кристаллов PTFE, например, в диапазоне около 343°-375°С.
Крайний внешний слой 14 верхней детали может включать в себя тканый материал, нетканый материал, кожу, синтетическую кожу, перфорированную резину, полимерный сетчатый материал, воздухонепроницаемый материал с прерывистой структурой и тому подобное или их сочетания.
Независимо от типа материала, используемого для изготовления крайнего внешнего слоя верхней детали, слоистому материалу следует придавать достаточную износостойкость с целью обеспечения эффективной защиты владельца обувного изделия. В соответствии со стандартом ASTM D3886, слоистые материалы с подходящей износостойкостью включают в себя слоистые материалы, которые остаются неповрежденными вплоть до числа циклов около 1000, более желательно 1500 циклов, и даже более желательно 2500 циклов. Слоистому материалу верхней детали следует характеризоваться скоростью проницаемости водяных паров желательно выше 1100 г/м2^ часа.
Как известно в данной области техники, слои слоистого материала можно соединять вместе с использованием множества способов. Одним из таких способов является использование клеев. Плотное соединение с целью формирования слоистого материала можно выполнять либо при помощи клея, который применяли в непрерывной форме, т.е. по всей площади, либо при помощи клея, который применяли дискретно, т.е. с промежутками. Проницаемый для паров воды клей используют в случае нанесения сплошного клеевого слоя. При применении дискретного слоя клея, например, употребляемого в порошковой, точечной, сетчатой или матричной форме, можно использовать клей, основа которого не является проницаемой для паров воды. Предпочтительным является применение порошкообразного клея по причине его низкой стоимости и легкости регулирования нанесения. В указанном случае способность пропускать водяной пар поддерживается только частью поверхности слоя, покрываемого клеем.
Клеевой слой может быть слоем термоактивируемого клея. Если данный термоактивируемый клей используют для получения слоистого материала, из которого производят обувь, на активацию клея, используемого в качестве связующего для слоистых пластиков, может оказывать влияние нагревательное устройство, применяемое для обработки либо с внутренней, либо с наружной стороны ботинка.
В качестве альтернативы отдельные слои верхней детали можно формовать вместе в многослойный материал с использованием ультразвукового соединения, герметичного шва, теплового соединения или тому подобного, известного в данной области техники.
Со ссылкой на фиг.1, отметим, что непромокаемое, воздухопроницаемое обувное изделие содержит также нижнюю деталь. Нижняя деталь имеет в своем составе слоистый материал 21, который состоит из крайнего внутреннего слоя 22, по меньшей мере, одного среднего слоя 23 и крайнего внешнего слоя 24.
Аналогично верхней детали, крайний внутренний слой нижней детали преимущественно производят из облегченного материала, который обеспечивает потребителю комфорт и воздухопроницаемость при контакте ног потребителя с крайним внутренним слоем в течение нормального использования и ношения обувного изделия. Указанные материалы могут содержать нетканый материал, трикотажное полотно или тканый материал, такой как, например, смесь волокон из хлопка и искусственного шелка, нейлон, сложный полиэфир и им подобный или их сочетания, но не ограничиваться ими.
Кроме того, аналогично верхней детали, слоистый материал нижней детали содержит, по меньшей мере, один средний слой, состоящий, по меньшей мере, из одной пленки. Для изготовления пленки нижней детали используют те же материалы, что и описанные выше для верхней детали.
В дополнение к этому, аналогично верхней детали, нижняя деталь содержит наружный слой. Несмотря на то, что наружный слой может содержать любой из материалов, описанных выше для использования в наружном слое верхней детали, конкретный компонент или компоненты, используемые в наружном слое, следует выбирать с целью придания меньшей износостойкости нижней детали слоистого материала по сравнению с его верхней деталью. В этом отношении слоистые материалы нижней детали с подходящей износостойкостью, в соответствии со стандартом ASTM D3886, содержат слоистые материалы, которые остаются без повреждений вплоть до числа циклов около 200, более желательно 400 циклов. Предпочтительно слоистый материал нижней детали имеет скорость проницаемости водяных паров выше 2200 г/м2/24 часа.
Кроме того, как описано выше для верхней детали, слои слоистого материала нижней детали можно соединять вместе с использованием множества способов, известных в данной области техники.
Нижняя деталь также имеет в своем составе защитное покрытие 50 для слоистого материала нижней детали. Защитное покрытие можно изготавливать из множества материалов, включая кожу, тканые материалы, трикотажные полотна, синтетическую кожу, перфорированную резину, полимерный сетчатый материал, воздухонепроницаемый материал с прерывистой структурой, нетканые материалы и им подобные или их сочетания, но не ограничиваться ими. Независимо от типа материала, используемого для изготовления защитного покрытия, он должен быть достаточно долговечным для защиты слоистого материала нижней детали в ходе нормального использования обувного изделия и быть в достаточной степени воздухопроницаемым для сохранения комфорта внутри ботинка.
Со ссылкой на фиг.1, отметим, что для присоединения нижней детали к верхней детали используют соединительный элемент.Соединительный элемент может быть любым подходящим средством, известным в данной области техники. Например, лентой, герметиком, швом и тому подобным или их сочетаниями. В качестве альтернативы соединение может быть получено методом ультразвуковой сварки, герметичным швом, термосоединением и тому подобным или их сочетаниями.
Непромокаемое, воздухопроницаемое обувное изделие также имеет в своем составе наружную подошву. Наружную подошву можно присоединять к верху любыми подходящими способами, известными в данной области техники, которые не оказывают отрицательного воздействия на непромокаемость обуви. Указанные способы состоят в использовании прокладки, формы для литья под давлением, клея или тому подобного, но не ограничиваются ими.
Способы испытаний
Испытание на скорость проницаемости водяных паров (MVTR)
Скорость проницаемости водяных паров определяли в соответствии со стандартом ISO 15496, за исключением того, что проницаемость водяных (WVP) паров образца пересчитывали в скорость проницаемости водяных паров (MVTR) на основе данных устройства для измерения проницаемости водяных паров (WVPapp) и с использованием следующего преобразования.
MVTR=(Величина дельта Р*24)/((1/WVP)+(1+величина WVPapp)))
В дополнение к этому, в стандарте точно установлен диаметр чашки от 85 до 95 мм, однако здесь использовали диаметр чашки 64 мм. Кроме того, хлорид натрия заменили на ацетат калия.
Испытание на износостойкость
Износостойкость измеряли при помощи ASTM D3886, стандартного способа испытаний текстильных материалов на износостойкость с нижеследующими исключениями. Не применяли никакого электрического контакта. Вместо бумаги 0 Emery использовали абразивную бумагу Norton P320J.
Испытание на скорость проницаемости водяных паров всего ботинка
Скорость проницаемости водяных паров всего ботинка для каждого образца определяли в соответствии с Техническими требованиями Министерства обороны, предъявляемыми к ботинкам для боевых действий при умеренной погоде. Технические требования представляют собой следующее:
4.5.4 Воздухопроницаемость всего ботинка. Испытание ботинка на воздухопроницаемость должно быть предназначено для отображения скорости проницаемости водяных паров (MVTR) сквозь ботинок посредством вычисления разности концентраций водяного пара во внутренней и внешней окружающей среде.
4.5.4.1 Устройство
а. Система контроля внешней среды для испытания должна быть способна поддерживать температуру 23 (±1)°С и относительную влажность 50%±2% на всем протяжении периода испытания.
б. Весы должны обеспечивать определение массы ботинок, заполненных водой, с точностью до (±0,01) грамм.
в. Водоудерживающий мешочек должен быть гибким, так чтобы его можно было вставлять в ботинок и приводить в соответствие с внутренними контурами; он должен быть достаточно тонким, так чтобы складки не создавали воздушных зазоров; он должен характеризоваться гораздо более высокой величиной MVTR, чем обувной продукт, подвергаемый испытанию; и он должен быть непромокаемым, так чтобы с внутренней частью обувного продукта контактировал только водяной пар, а не жидкая вода.
г.Внутриконтурный нагреватель ботинка должен быть способен равномерно регулировать температуру жидкой воды в ботинке, равную 35 (±1)°С.
д. Заглушка должна быть непроницаемой как для жидкой воды, так и для водяного пара.
4.5.4.2 Порядок выполнения
а. Помещают ботинок в испытательную среду.
б. Вставляют удерживающий мешочек в горловину ботинка и заполняют водой до высоты 12,5 см (5 дюймов), измеряемой от внутренней стороны подошвы.
в. Вставляют водонагреватель и герметично закрывают горловину заглушкой.
г.Нагревают воду в ботинке до 35°С.
д. Взвешивают образец ботинка и записывают в виде Wi.
е. После взвешивания поддерживают температуру в ботинке минимум в течение 6 часов.
ж. По истечении 6 часов снова взвешивают образец ботинка. Записывают массу в виде Wf и продолжительность испытания в виде Td, ч. Вычисляют величину MVTR всего ботинка в граммах/час по уравнению, приведенному ниже:
MVTR=(Wi-Wf)/Td
4.5.4.3 Способ приемочных испытаний. Каждый ботинок должен быть испытан в соответствии со способом, описанным в пункте 4.5.4.2. Для определения соответствия стандарту воздухопроницаемости средняя величина MVTR всего ботинка для 5 ботинок, подвергнутых испытанию, должна быть больше 3,5 грамм/час.
Испытание на намокаемость
Намокаемость ботинок определяли следующим образом. Использовали мужские ботинки 9-го размера и записывали массы каждого левого и правого ботинок. Затем участники исследования ходили в изготовленной по спецзаказу ванне, 30 футов длиной, 48 дюймов шириной со стенками из плексигласа в 12”. Наполняли водой комнатной температуры до глубины, равной 2”, во всей ванне. Участник исследования ходил в ванне в течение 30 минут, а затем ходил по резиновому коврику вне ванны (30 футов длиной) в течение 15 минут.
После этого ботинки взвешивали. Намокаемость определяли как разность между массами ботинок до и после испытаний по окончании хождения по всей ванне.
Пример 1
Изготавливали ботинок со слоистым материалом верха, содержащим нижнюю деталь и верхнюю деталь. Слоистый материал верхней детали представляет собой трехслойный слоистый материал, содержащий а) 8,8 унций 1000D нейлоновой ткани б) мембрану из пенополитетрафторэтилена в) 6 унций гидрофильного нейлона, текстурированного трикотажным полотном из сложного полиэфира, г) термоплавкий клей для удержания материалов вместе, доступный для приобретения у фирмы Gore and Associates, Elkton, MD, номер по каталогу EXQD102120AZ: EXQD102120AZ. Слоистый материал нижней детали представляет собой трехслойный слоистый материал, содержащий: а) 1,5 унции трикотажного нейлонового полотна, б) мембрану из пенополитетрафторэтилена, в) 6 унций гидрофильного нейлона, текстурированного трикотажным полотном из сложного полиэфира, г) термоплавкий клей для удержания материалов вместе, доступный для приобретения у фирмы Gore and Associates, Elkton, MD, номер по каталогу EAAM120108AZ:EAAM120108AZ.
Слоистые материалы и верхней, и нижней деталей подвергали испытанию при помощи способа испытания MVTR, описанного выше. Значение MVTR слоистого материала верхней детали составило 1600 г/м2^ часа, а значение MVTR слоистого материала нижней детали составило 3200 г/м2/24 часа.
Слоистые материалы и верхней, и нижней детали испытывали также на износостойкость при помощи испытания на износостойкость, описанного выше. Нижняя деталь слоистого материала демонстрировала сквозной износ при 350-400 циклах, а верхняя деталь слоистого материала показывала сквозной износ при числе циклов от 2400 до 2550.
При изготовлении обувного изделия согласно изобретению слоистые материалы верхней детали, а также защитное кожаное покрытие слоистого материала нижней детали объединяли вместе для формирования верха ботинка. Верхнюю деталь и нижнюю деталь скрепляли швами и соединяли вместе с использованием термопластичной клеевой ленты (лента Gore Seam TM, доступная для приобретения у фирмы Gore and Associates, Elkton, MD) с целью обеспечения непромокаемости в верхней части.
Заготовку стельки прикрепляли к колодке скобами. Слоистый материал верха обертывали вокруг колодки и натягивали верх на область носка. При помощи затяжной машины область носка затем прикрепляли к заготовке стельки с использованием термоплавкого клея, который автоматически применялся затяжной машиной. Затем использовали вторую затяжную машину для завершения затяжки боковины и области каблука обувного изделия. Затем наносили полимерную смолу из полиуретана на припуск под затяжку.
Затем ботинок вдавливали в обогреваемую пресс-форму, которая имела в своем составе обогреваемую пластину и профилированную пресс-форму из силиконовой резины. Контур пресс-формы из силиконовой резины соответствовал шаблону низа ботинка. Горячую пластину нагревали до 157°С, что обусловливало распределение температур на поверхности пресс-формы из силиконовой резины от 70 до 100°С.На дне горячей пресс-формы размещали кусок прокладочной бумаги и ставили ботинок в пресс для крепления подошв. Гидравлическую систему пресса для крепления подошв настраивали на 40 кг/см2. Пресс для крепления подошв приводили в движение, вдавливая таким образом ботинок в горячую пресс-форму в течение 60 секунд. После чего ботинок извлекали из пресс-формы и удаляли прокладочную бумагу с низа ботинка. Прокладку в форме низа ботинка нагревали в импульсном активаторе, затем размещали на нижней поверхности ботинка. После чего ботинок снова помещали в горячую пресс-форму и подвергали воздействию пресса для крепления подошв в течение 60 секунд. В данном случае изготовленную подошву и уплотненный прокладкой ботинок затем нагревали в импульсном активаторе, поскольку он является стандартным в данной области техники. Подошву размещали на нижней поверхности ботинка, после чего вдавливали в ботинок на прессе для крепления подошв. Пресс для крепления подошв был скомпонован в стандартной комплектации, используемой для крепления подошв. Гидравлическую систему пресса для крепления подошв настраивали на 10 кг/см2 и подвергали воздействию пресса в течение 15 секунд. Ботинку давали охладиться и удаляли из него колодку.
Затем ботинок подвергали испытанию на непромокаемость согласно испытанию на непромокаемость, описанному выше. Данный ботинок выдерживал испытание.
Пример 2
Стандартный 8-дюймовый ботинок, изготовленный в соответствии с настоящим изобретением, подвергали испытанию на намокаемость, как было описано выше. В дополнение к этому, были испытаны и непромокаемые, изготовленные с использованием подкладки стандартной структуры 8-дюймовые ботинки (торговое наименование Belleville 790, доступные для приобретения у фирмы Belleville Shoe Manufacturing Company, Belleville, IL) и промокаемые 8-дюймовые ботинки (торговое наименование Belleville DST105R, доступные для приобретения у фирмы Belleville Shoe Manufacturing Company, Belleville, IL). Полученные результаты приведены на фиг.2.
Как показано на диаграмме на фиг.2, ботинки, изготовленные в соответствии с настоящим изобретением, поглощали существенно меньше воды, чем ботинок, изготовленный с непромокаемой подкладкой, и промокаемый ботинок для жаркой погоды.
Пример 3
Четыре комплекта по пять (в сумме 20) стандартных восьмидюймовых ботинок, изготовленных в соответствии с настоящим изобретением, подвергали испытанию на проницаемость водяных паров всего ботинка, описанному выше. В дополнение к этому, были испытаны четыре комплекта по пять (в сумме 20) стандартных восьмидюймовых непромокаемых ботинок, изготовленных с подкладкой стандартной структуры (торговое наименование Belleville 790, доступные для приобретения у фирмы Belleville Shoe Manufacturing Company, Belleville, IL). Кроме того, были испытаны четыре дополнительных комплекта по пять (в сумме 20) стандартных восьмидюймовых непромокаемых ботинок, изготовленных с подкладкой стандартной структуры (торговое наименование Bates ICB, доступные для приобретения у фирмы Wolverine Worldwide, Inc., Rockford, MI), Для каждого из комплектов определяли среднюю величину. Полученные результаты приведены ниже.
Ботинок Диапазон WBMVTR (г/ч)
Как продемонстрировано в приведенной выше таблице, ботинки, изготовленные в соответствии с настоящим изобретением, характеризовались более высокими средними результатами испытаний на проницаемость водяных паров всего ботинка, чем ботинки, изготовленные с непромокаемой подкладкой стандартной структуры.
Изобретение относится к непромокаемому, воздухопроницаемому обувному изделию, которое содержит верх, выполненный из верхней и нижней деталей, при этом верхняя деталь содержит слоистый материал, содержащий крайний внутренний слой, по меньшей мере, один средний слой и крайний внешний слой, и указанная нижняя деталь содержит слоистый материал, содержащий крайний внутренний слой, по меньшей мере, один средний слой и крайний внешний слой, при этом указанный крайний внешний слой верхней детали содержит материал, отличный от материала указанного крайнего внешнего слоя указанной нижней детали; соединительный элемент для присоединения нижней детали к указанной верхней детали; воздухопроницаемое защитное покрытие, покрывающее крайний внешний слой указанного слоистого материала указанной нижней детали; и наружную подошву, соединенную с указанным верхом. Технический результат заключается в обеспечении воздухопроницаемости с исключением задержания воды между слоями. 3 н. и 25 з.п. ф-лы, 2 ил.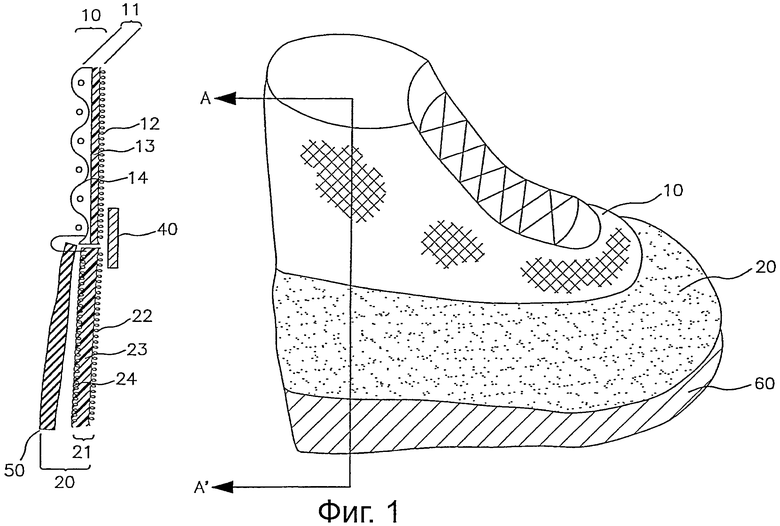
1. Непромокаемое, воздухопроницаемое обувное изделие, содержащее верх, выполненный из верхней и нижней деталей, при этом верхняя деталь содержит слоистый материал, содержащий крайний внутренний слой, по меньшей мере, один средний слой и крайний внешний слой, и указанная нижняя деталь содержит слоистый материал, содержащий крайний внутренний слой, по меньшей мере, один средний слой и крайний внешний слой, при этом указанный крайний внешний слой верхней детали содержит материал, отличный от материала указанного крайнего внешнего слоя указанной нижней детали; соединительный элемент для присоединения нижней детали к указанной верхней детали; воздухопроницаемое защитное покрытие, покрывающее крайний внешний слой указанного слоистого материала указанной нижней детали; и наружную подошву, соединенную с указанным верхом.
2. Изделие по п. 1, в котором соединительный элемент сообщается с крайними внутренними слоями верхней и нижней детали.
3. Изделие по п. 1, в котором соединительный элемент представляет собой ленту, герметик или шов.
4. Изделие по п. 1, в котором соединительный элемент представляет собой соединение посредством ультразвуковой сварки, герметичный шов или тепловое соединение.
5. Изделие по п. 1, в котором крайний внутренний слой слоистого материала верхней детали содержит тканое, трикотажное или нетканое полотно.
6. Изделие по п. 1, в котором, по меньшей мере, один средний слой слоистого материала верхней детали содержит, по меньшей мере, одну пленку.
7. Изделие по п. 6, в котором, по меньшей мере, одна пленка представляет собой фторполимер, полиуретан, сложный полиэфир или их сочетания.
8. Изделие по п. 6, в котором, по меньшей мере, одна пленка является микропористым полимером.
9. Изделие по п. 8, в котором, по меньшей мере, одна пленка является микропористым политетрафторэтиленом.
10. Изделие по п. 1, в котором крайний внешний слой слоистого материала верхней детали содержит тканый материал, нетканый материал, трикотажное полотно, кожу, синтетическую кожу, перфорированную резину, полимерный сетчатый материал, воздухонепроницаемый материал с прерывистой структурой или их сочетания.
11. Изделие по п. 1, в котором крайний внутренний слой слоистого материала нижней детали содержит тканое, трикотажное или нетканое полотно.
12. Изделие по п. 1, в котором, по меньшей мере, один средний слой слоистого материала нижней детали содержит, по меньшей мере, одну пленку.
13. Изделие по п. 12, в котором, по меньшей мере, одна пленка представляет собой фторполимер, полиуретан, сложный полиэфир или их сочетания.
14. Изделие по п. 12, в котором, по меньшей мере, одна пленка является, по меньшей мере, одним микропористым полимером.
15. Изделие по п. 14, в котором, по меньшей мере, один микропористый полимер является микропористым политетрафторэтиленом.
16. Изделие по п. 1, в котором крайний внешний слой слоистого материала нижней детали включает в себя тканый материал, трикотажное полотно, нетканый материал, кожу, синтетическую кожу, перфорированную резину, полимерный сетчатый материал, воздухонепроницаемый материал с прерывистой структурой или их сочетания.
17. Изделие по п. 1, в котором крайний внешний слой верхней детали является более износостойким, чем защитный слой нижней детали.
18. Изделие по п. 1, в котором крайний внешний слой слоистого материала верхней детали является более износостойким, чем крайний внешний слой слоистого материала нижней детали.
19. Изделие по п. 1, в котором слоистый материал верхней детали характеризуется скоростью проницаемости водяных паров выше 1100 г/м2 /24 часа.
20. Изделие по п. 1, в котором слоистый материал нижней детали характеризуется скоростью проницаемости водяных паров выше 2200 г/м2 /24 часа.
21. Изделие по п. 1, в котором скорость проницаемости водяных паров всего ботинка составляет 8,75 г/ч или выше.
22. Изделие по п. 1, в котором наружная подошва присоединена к упомянутому верху посредством прокладки, формы для литья под давлением или клея.
23. Изделие по п. 1, в котором изделие поглощает меньше 40 грамм воды в условиях испытания на намокаемость.
24. Изделие по п. 1, в котором указанным защитным покрытием является кожа.
25. Изделие по п. 1, в котором слоистый материал верхней детали остается неповрежденным вплоть до числа циклов около 1500 в продолжение испытания на износостойкость.
26. Изделие по п. 1, в котором слоистый материал нижней детали остается неповрежденным вплоть до числа циклов около 250 в продолжение испытания на износостойкость.
27. Непромокаемое, воздухопроницаемое обувное изделие, содержащее верх, выполненный из верхней и нижней деталей, при этом указанная верхняя деталь содержит слоистый материал, содержащий крайний внутренний слой, по меньшей мере, один средний слой и крайний внешний слой, и указанная нижняя деталь содержит слоистый материал, содержащий крайний внутренний слой, по меньшей мере, один средний слой и крайний внешний слой, причем крайний внешний слой верхней детали содержит материал, отличный от материала крайнего внешнего слоя нижней детали; ленту, герметик, шов, соединение посредством ультразвуковой сварки, герметичный шов, тепловое соединение или тому подобное средство для присоединения нижней детали к верхней детали; воздухопроницаемое защитное покрытие для защиты упомянутого крайнего внешнего слоя указанного слоистого материала нижней детали; и наружную подошву, соединенную с упомянутым верхом.
28. Непромокаемое, воздухопроницаемое обувное изделие, содержащее верх, выполненный из верхней и нижней деталей, при этом указанная верхняя деталь содержит слоистый материал, содержащий крайний внутренний слой, по меньшей мере, один средний слой и крайний внешний слой, и указанная нижняя деталь содержит слоистый материал, содержащий крайний внутренний слой, по меньшей мере, один средний слой и крайний внешний слой, причем крайний внешний слой верхней детали содержит материал, отличный от материала крайнего внешнего слоя нижней детали; ленту, герметик, шов, соединение посредством ультразвуковой сварки, герметичный шов, тепловое соединение или тому подобное средство для присоединения нижней детали к верхней детали; воздухопроницаемое защитное покрытие для защиты упомянутого крайнего внешнего слоя указанного слоистого материала нижней детали; и наружную подошву, соединенную с упомянутым верхом, при этом лента, герметик, шов, соединение посредством ультразвуковой сварки, герметичный шов, тепловое соединение или тому подобное средство соединено с крайним внутренним слоем нижней или верхней детали, причем лента, герметик, шов, соединение посредством ультразвуковой сварки, герметичный шов, тепловое соединение или тому подобное средство соединено с крайним наружным слоем нижней или верхней детали.
| US 20060117608 A1, 08.06.2006 | |||
| US 20070068043 A1, 29.03.2007 | |||
| US 20090107012 A1, 30.04.2009 | |||
| US 20070204482 A1, 06.09.2007 | |||
| Водотрубный паровозный котел | 1927 |
|
SU10055A1 |
| Прибор для определения содержания углеводородов в воздухе | 1928 |
|
SU11427A1 |

