ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к двухкамерному контейнеру и способу его изготовления. Конкретно, настоящее изобретение относится к двухкамерному контейнеру, в котором жидкое лекарственное средство и лекарственное вещество в сухом виде, такое как, например, порошкообразный препарат или препарат в твердом виде, содержатся по отдельности, и при этом жидкое лекарственное средство и лекарственное вещество в сухом виде могут быть смешаны между собой при использовании, и относится к способу изготовления двухкамерного контейнера.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Обычно двухкамерный контейнер используется в области медицины. Двухкамерный контейнер включает в себя разделяющие средства, позволяющие камере для хранения лекарственного вещества и камере для хранения медицинского раствора сообщаться друг с другом при использовании. При хранении двухкамерного контейнера камера для хранения лекарственного вещества и камера для хранения медицинского раствора отделены друг от друга посредством разделяющих средств.
При использовании двухкамерного контейнера камера для хранения лекарственного вещества и камера для хранения медицинского раствора сообщаются друг с другом. Лекарственное вещество в сухом виде, содержащееся в камере для хранения лекарственного вещества, и медицинский раствор, содержащийся в камере для хранения медицинского раствора, при этом смешиваются. Лекарственное вещество в сухом виде и медицинский раствор могут быть, таким образом, использованы, как смешанный лекарственный препарат для введения пациенту и тому подобного.
В публикации Японии № 08-215285 (цитируемый источник 1) и в публикации Японии № 08-257102 (цитируемый источник 2) раскрыты двухкамерный контейнер, который не вызывает сложности в производстве и в котором камера для хранения лекарственного вещества и камера для хранения медицинского раствора могут по отдельности стерилизоваться.
В публикации Японии № 04-364850 (цитируемый источник 3) и в публикации Японии № 04-364851 (цитируемый источник 4) раскрыты двухкамерный контейнер, который позволяет дессиканту оказывать воздействие только на гигроскопичное жидкое лекарственное средство, лекарственное вещество в порошкообразном виде или лекарственное вещество в твердом виде в процессе хранения жидкого лекарственного средства, лекарственного вещества в порошкообразном виде или лекарственного вещества в твердом виде. В патенте США №6165161 (цитируемый источник 5) раскрыт двухкамерный контейнер, включающий в себя порт для заполнения раствором для внутривенных инъекций, исключающий проникновение любых посторонних веществ.
СПИСОК ЦИТИРУЕМЫХ ИСТОЧНИКОВ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
цитируемый источник 1: Опубликованный патент Японии №08-215285
цитируемый источник 2: Опубликованный патент Японии №08-257102
цитируемый источник 3: Опубликованный патент Японии №04-364850
цитируемый источник 4: Опубликованный патент Японии №04-364851
цитируемый источник 5: Патент США №6165161
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
Задача настоящего изобретения состоит в получении двухкамерного контейнера более дешевым способом и в способе его изготовления.
РЕШЕНИЕ ТЕХНИЧЕСКОЙ ЗАДАЧИ
Способ изготовления двухкамерного контейнера, в соответствии с настоящим изобретением, является способом изготовления двухкамерного контейнера, включающим в себя камеру для хранения лекарственного вещества и камеру для хранения медицинского раствора, отделенные друг от друга участком непрочного сварного шва, где способ включает в себя этапы: подготовки первого листообразного элемента, включающего в себя первую часть, формирующую камеру для хранения лекарственных веществ, и первую часть, формирующую камеру для хранения медицинского раствора, стороны которых соединяются друг к другу, а также второго листообразного элемента, включающего в себя вторую часть, формирующую камеру для хранения лекарственных веществ, и вторую часть, формирующую камеру для хранения медицинского раствора, стороны которых присоединяются друг к другу; и этап формирования камеры для хранения лекарственного вещества и камеры для хранения медицинского раствора посредством соединения первого листообразного элемента и второго листообразного элемента, где камера для хранения лекарственного вещества формируется посредством соединения других сторон первой части, формирующей камеру для хранения лекарственного вещества, и других сторон второй части, формирующей камеру для хранения лекарственного вещества, и, где камера для хранения медицинского раствора формируется посредством соединения других сторон первой части, формирующей камеру для хранения медицинского раствора, и других сторон второй части, формирующей камеру для хранения медицинского раствора, причем участок непрочного сварного шва формируется посредством соединения одной стороны, первой части, формирующей камеру для хранения медицинского раствора, и одной стороны второй части, формирующей камеру для хранения медицинского раствора, и где первый листообразный элемент и второй листообразный элемент могут быть рассоединены друг с другом на участке непрочного сварного шва, таким образом, камера для хранения лекарственного вещества и камера для хранения медицинского раствора могут сообщаться друг с другом.
Двухкамерный контейнер, в соответствии с настоящим изобретением, является двухкамерным контейнером, включающим в себя камеру для хранения лекарственного вещества и камеру для хранения медицинского раствора, отделенные друг от друга участком непрочного сварного шва, где двухкамерный контейнер включает в себя: первый листообразный элемент, включающий в себя первую часть, формирующую камеру для хранения лекарственного вещества, и первую часть, формирующую камеру для хранения медицинского раствора, стороны которых соединены друг с другом; и второй листообразный элемент, включающий в себя вторую часть, формирующую камеру для хранения лекарственного вещества, и вторую часть, формирующую камеру для хранения медицинского раствора, стороны которых соединены друг с другом, причем второй листообразный элемент соединен сварным швом с первым листообразным элементом, где камера для хранения лекарственного вещества формируется посредством соединения других сторон первой части, формирующей камеру для хранения лекарственного вещества, и других сторон второй части, формирующей камеру для хранения лекарственного вещества, а камера для хранения медицинского раствора формируется посредством соединения других сторон первой части, формирующей камеру для хранения медицинского раствора, и других сторон второй части, формирующей камеру для хранения медицинского раствора, причем участок непрочного сварного шва формируется посредством соединения одной стороны первой части, формирующей камеру для хранения медицинского раствора, и одной стороны второй части, формирующей камеру для хранения медицинского раствора, и где первый листообразный элемент и второй листообразный элемент могут быть рассоединены друг с другом на участке непрочного сварного шва, и, таким образом, камера для хранения лекарственного вещества и камера для хранения медицинского раствора могут сообщаться друг с другом.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением, может быть получен двухкамерный контейнер, который может быть изготовлен дешевым способом, и способ его изготовления.
Техническим результатом заявленного изобретения является удешевление способа, а также уменьшение время- и трудозатрат на изготовление контейнера.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг. 1 представлен вид в разрезе, показывающий первый этап способа изготовления двухкамерного контейнера, в соответствии с Примером 1 одного из возможных воплощений изобретения.
На Фиг. 2 представлен вид в разрезе, показывающий второй этап способа изготовления двухкамерного контейнера, в соответствии с Примером 1 одного из возможных воплощений изобретения.
На Фиг. 3 представлен вид в разрезе, показывающий первый этап способа изготовления двухкамерного контейнера, в соответствии с Примером 2 одного из возможных воплощений изобретения.
На Фиг. 4 представлен вид в разрезе, показывающий второй этап способа изготовления двухкамерного контейнера, в соответствии с Примером 2 одного из возможных воплощений изобретения.
На Фиг. 5 представлен вид в разрезе, показывающий модификацию второго этапа способа изготовления двухкамерного контейнера, в соответствии с Примером 2 одного из возможных воплощений изобретения.
На Фиг. 6 представлен пространственный вид, показывающий первый этап способа изготовления двухкамерного контейнера, в соответствии с вариантом исполнения изобретения.
На Фиг. 7 представлен вид в разрезе, показывающий первый этап способа изготовления двухкамерного контейнера, в соответствии с вариантом исполнения изобретения.
На Фиг. 8 представлен увеличенный вид в разрезе области, очерченной линией VIII, на Фиг. 7.
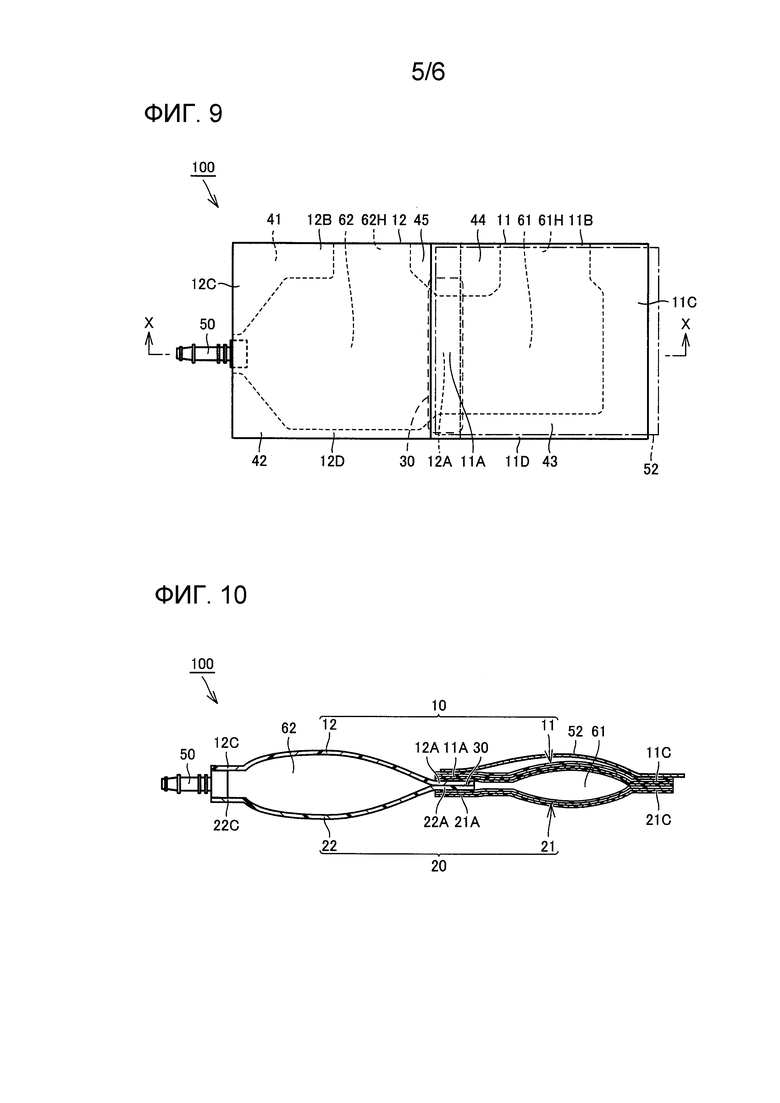
На Фиг. 9 представлен вид сверху, показывающий второй этап способа изготовления двухкамерного контейнера, в соответствии с вариантом исполнения изобретения.
На Фиг. 10 представлен вид в разрезе, полученный по линии Х-Х разреза на Фиг. 9.
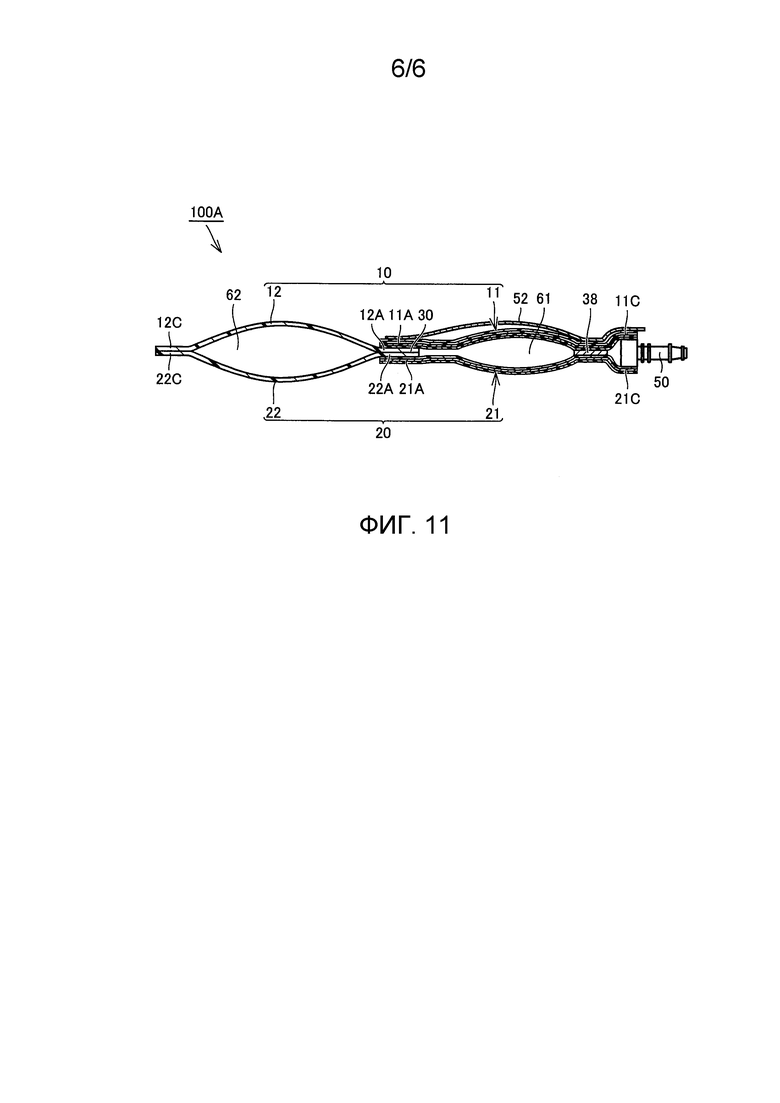
На Фиг. 11 представлен вид в разрезе, показывающий другой пример двухкамерного контейнера, полученного посредством способа изготовления двухкамерного контейнера, в соответствии с вариант исполнения изобретения.
ОПИСАНИЕ ВАРИАНТОВ ИСПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Сравнительный пример
Перед описанием варианта исполнения настоящего изобретения Примеры 1 и 2, относящиеся к настоящему изобретению, будут описаны со ссылками на Фиг. 1-5. При описании каждого Примера одного из возможных воплощений изобретения одинаковые или аналогичные компоненты обозначены одинаковыми ссылочными позициями, чтобы избежать избыточности в описании изобретения.
Сравнительный пример 1
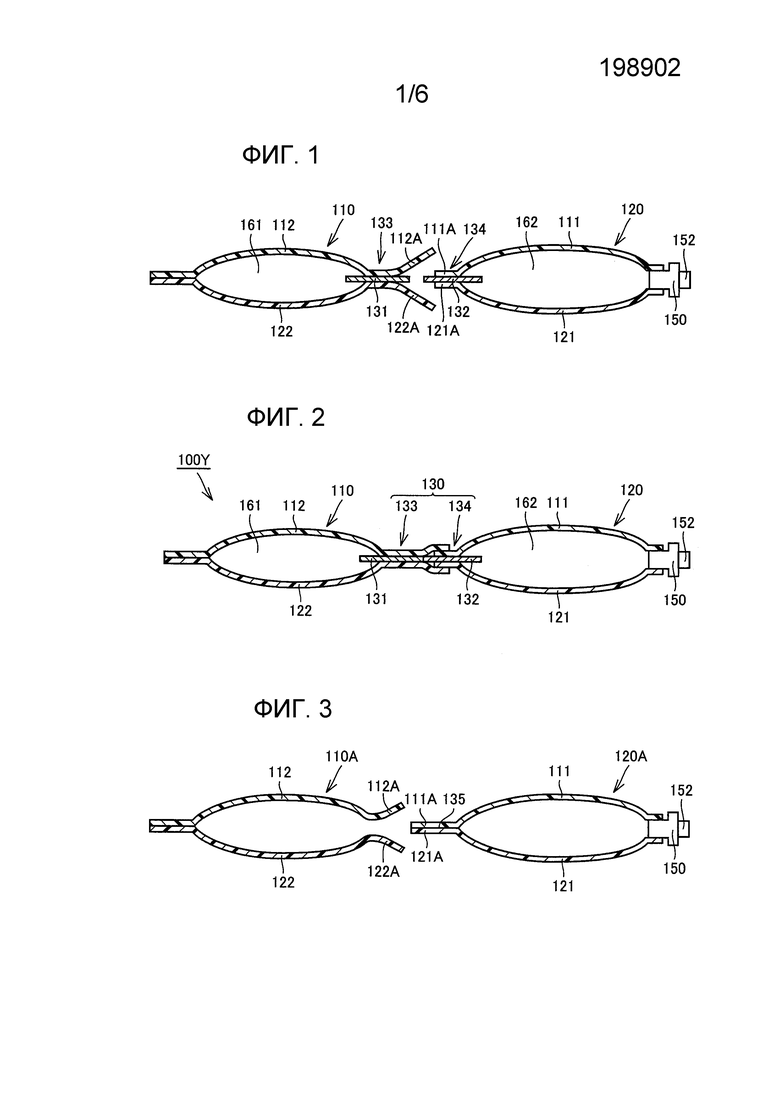
На Фиг. 1 представлен вид в разрезе, показывающий первый этап способа изготовления двухкамерного контейнера 100Y (см. на Фиг. 2) в этом Примере одного из возможных воплощений изобретения, и показано состояние, предшествующее соединению первого контейнера 110 и второго контейнера 120. На Фиг. 2 представлен вид в разрезе, показывающий второй этап способа изготовления двухкамерного контейнера 100Y, и показано состояние после осуществления соединения первого контейнера 110 и второго контейнера 120 для получения двухкамерного контейнера 100Y. Двухкамерный контейнер 100Y аналогичен двухкамерному контейнеру, описанному в опубликованном патенте Японии №08-215285 (цитируемый источник 1) и в опубликованном патенте Японии № 08-257102 (цитируемый источник 2).
Со ссылкой на Фиг. 1, на первом этапе способа изготовления двухкамерного контейнера 100Y (см. на Фиг. 2) осуществляется подготовка первого контейнера 110 и второго контейнера 120.
(Первый контейнер 110)
Первый контейнер 110 включает в себя лист 112 стороны задней поверхности, лист 122 стороны передней поверхности и лист 131, формирующий участок непрочного сварного шва. Лист 131, формирующий участок непрочного сварного шва, выполнен с возможностью закладываться на заданную длину в лист 112 стороны задней поверхности и лист 122 стороны передней поверхности.
Периферийный край участка, где лист 112 стороны задней поверхности и лист 122 стороны передней поверхности, накладываются друг на друга, сваривается в виде полосы. Аналогичным образом, участок, где одна сторона 112A листа 112 стороны задней поверхности, одна сторона 122A листа 122 стороны, передней поверхности, и лист 131, формирующий участок непрочного сварного шва, накладываются друг на друга также свариваются в виде полосы.
Участок 133 непрочного сварного шва формируется посредством сварного участка между листом 131, формирующего участок непрочного сварного шва, и листами 112 и 122 стороны задней поверхности и стороны передней поверхности, также как и участок, свободный от сварного соединения (вложенный участок) снаружи участка, где листы 112 и 122 стороны задней поверхности и стороны передней поверхности и лист 131, формирующий участок непрочного сварного шва, накладываются друг на друга.
Первый контейнер 110, сформированный в форме мешка посредством вышеупомянутого сварного соединения, подвергается стерилизации посредством радиоактивного излучения, ЭО-газа (газ окиси этилена) или тому подобного. Лекарственное вещество в сухом виде (не показано) заправляется через отверстие (не показано), расположенное в первом контейнере 110 внутрь первого контейнера 110, и после этого отверстие заваривается. Посредством этого заваривания внутри первого контейнера 110 формируется камера 161 для хранения лекарственного вещества.
Лист 112 стороны задней поверхности сформирован из пленки ламинированной алюминиевой фольги. Внешний слой пленки ламинированной алюминиевой фольги сформирован из слоя полиэтилентерефталата (ПЭТ), а самый внутренний ее слой сформирован из слоя полиэтилена (ПЭ). Алюминиевая фольга помещена между слоем ПЭТ и слоем ПЭ (слой ПЭ/алюминиевая фольга/ слой ПЭТ).
Лист 122 стороны передней поверхности сформирован из ламинированной пленки, включающей в себя диоксид кремния (SiO2) - осажденный слой. Внешний слой ламинированной пленки, включающий в себя осажденный слой диоксида кремния, сформирован из сополимерного слоя ПЭ слоя и слоя полипропилена (ПП), а самый внутренний слой ламинированной пленки сформирован, например, из ПЭ слоя. Слой ПЭТ помещен между сополимерным слоем ПЭ слоя и ПП слоем и ПЭ слоем (ПЭ+ПП слой/SiO2-осажденный ПЭТ слой/ПЭ слой).
Лист 131, формирующий участок непрочного сварного шва, сформирован из полимера, имеющего меньшую сварочную прочность (слабое адгезионное удерживание), чем самый внутренний слой (ПЭ слой) листа 112 стороны задней поверхности, и внутренний слой (ПЭ слой) листа 122 стороны передней поверхности. Полимер, формирующий лист 131, формирующий участок непрочного сварного шва, является полимерной смесью полиэтилена и полимера (например, полипропилена), который несовместим с полиэтиленом. Отношение компонентов смеси полиэтилена и полипропилена приблизительно составляет от 3:7 до 7:3.
(Второй контейнер 120)
Второй контейнер 120 включает в себя лист 111 стороны задней поверхности, лист 121 стороны передней поверхности, лист 132, формирующий участок непрочного сварного шва, и порт 150. Лист 132, формирующий участок непрочного сварного шва, расположен таким образом, чтобы выступать на заданную длину из листа 111 стороны задней поверхности, и листа 121 стороны передней поверхности. Порт 150 также расположен на противоположной стороне листа 132, формирующего участок непрочного сварного шва, выступая относительно листа 111 стороны задней поверхности и листа 121 стороны передней поверхности.
Периферийный край участка, где лист 111 стороны задней поверхности и лист 121 стороны передней поверхности, накладываются друг на друга, соединяются сварным швом в виде полосы. Аналогичным образом, участок, где одна сторона 111A, листа 111 стороны задней поверхности, одна сторона 121A листа 121 стороны передней поверхности, и лист 132, формирующий участок непрочного сварного шва, накладываются друг на друга, также соединяются сварным швом в виде полосы. Лист 111 стороны задней поверхности, лист 121 стороны передней поверхности и порт 150 также соединяются сварным швом аналогичным образом.
Участок 134 непрочного сварного шва формируется посредством участка сварного соединения между листом 132, формирующим участок непрочного сварного шва, и листами 111 и 121 стороны задней поверхности, и стороны передней поверхности, а также участок свободный от сварного соединения (выступающий участок) снаружи участка, где листы 111 и 121 стороны задней поверхности и стороны передней поверхности, и лист 132, формирующий участок непрочного сварного шва, накладываются друг на друга.
Медицинский раствор (не показано) заправляется через порт 150 внутрь второго контейнера 120, и после этого, закупоривающее устройство 152 прикрепляется к порту 150. Посредством прикрепления закупоривающего устройства 152 внутри второго контейнера 120 формируется камера 162 для хранения медицинского раствора. После этого второй контейнер 120 подвергается стерилизации посредством пара под высоким давлением.
(Соединение первого контейнера 110 и второго контейнера 120)
После того как первый контейнер 110 и второй контейнер 120 подготовлены, первый контейнер 110 и второй контейнер 120 располагают таким образом, что лист 132, формирующий участок непрочного сварного шва, обращен к листу 131, формирующему участок непрочного сварного шва. Участок 134 непрочного сварного шва второго контейнера 120 располагается между одной стороной 112A, листа 112 стороны задней поверхности, и одной стороной 122A, листа 122 стороны передней поверхности, в первом контейнере 110.
Одна сторона 112A, листа 112 стороны задней поверхности, в первом контейнере 110 и одна сторона 111A, листа 111 стороны задней поверхности во втором контейнере 120 соединяются прочным сварным швом посредством относительно высокотемпературного теплового воздействия. Аналогичным образом, одна сторона 122A листа 122 стороны передней поверхности в первом контейнере 110 и одна сторона 121A листа 121 стороны передней поверхности во втором контейнере 120 соединяются прочным сварным швом посредством относительно высокотемпературного теплового воздействия.
Одна сторона 112A первого контейнера 110 и лист 132, формирующий участок непрочного сварного шва, образуют непрочное сварное соединение вследствие свойств каждого из материалов, описанных выше. Аналогичным образом, одна сторона 122A первого контейнера 110 и лист 132, формирующий участок непрочного сварного шва, образуют непрочное сварное соединение вследствие свойств каждого из материалов, описанных выше.
Со ссылкой на Фиг. 2, первый контейнер 110 и второй контейнер 120 соединяются, как описано выше, и, таким образом, получается двухкамерный контейнер 100Y. Участок 133 непрочного сварного шва и участок 134 непрочного сварного шва формируют участок 130 непрочного сварного шва в двухкамерном контейнере 100Y. В двухкамерном контейнере 100Y камера 161 для хранения лекарственного вещества, содержащая лекарственное вещество в сухом виде (не показано), и камера 162 для хранения медицинского раствора, содержащая медицинский раствор (не показано) герметично отделены друг от друга участком 130 непрочного сварного шва.
При использовании двухкамерного контейнера 100Y камера 162 для хранения медицинского раствора подвергается компрессионному воздействию. На участке 130 непрочного сварного шва (участок 133 непрочного сварного шва), одна сторона 112A (см. на Фиг. 1) листа 112 стороны задней поверхности, и одна сторона 122A (см. на Фиг. 1) листа 122 стороны передней поверхности, отсоединяются друг от друга. На участке 130 непрочного сварного шва (участок 134 непрочного сварного шва), одна сторона 111A (см. на Фиг. 1) листа 111 стороны задней поверхности и одна сторона 121A (см. на Фиг. 1) листа 121 стороны передней поверхности отсоединяются друг от друга. Камера 161 для хранения лекарственного вещества и камера 162 для хранения медицинского раствора сообщаются друг с другом.
Лекарственное вещество в сухом виде, содержащееся в камере 161 для хранения лекарственного вещества, и медицинский раствор, содержащийся в камере 162 для хранения медицинского раствора, смешиваются. Лекарственное вещество в сухом виде и медицинский раствор, таким образом, могут быть введены, как смешанный лекарственный препарат из двухкамерного контейнера 100Y пациенту и тому подобное.
При попытке улучшения двухкамерного контейнера 100Y, на этом сравнительном примере одного из возможных воплощений изобретения, для обеспечения двухкамерного контейнера, который является более дешевым, чем двухкамерный контейнер 100Y, такую конфигурация можно без труда реализовать в том смысле, что лист 131, формирующий участок непрочного сварного шва, и лист 132, формирующий участок непрочного сварного шва, не используются в двухкамерном контейнере 100Y. Такая конфигурация будет описана в дальнейшем со ссылкой на Фиг. 3 и 4, как сравнительный пример 2 одного из возможных воплощений изобретения.
Сравнительный пример 2
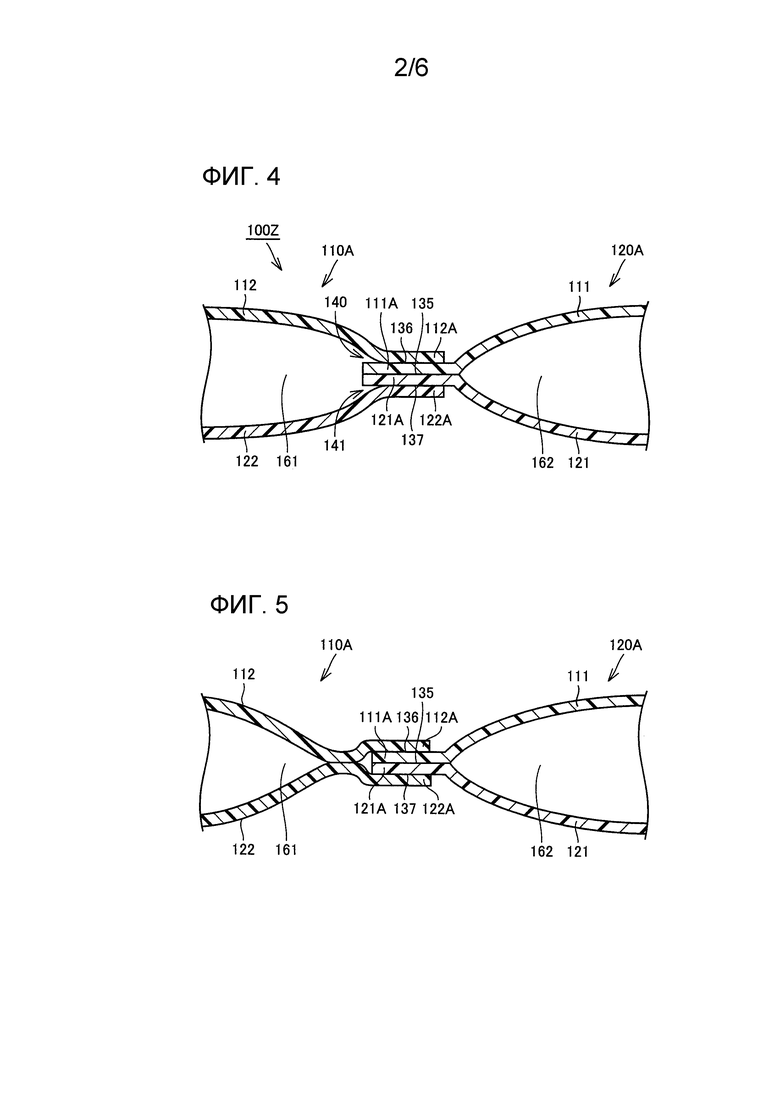
На Фиг. 3 представлен вид в разрезе, показывающий первый этап способа изготовления двухкамерного контейнера 100Z (см. на Фиг. 4) в этом сравнительном примере, и показывающий состояние, предшествующее соединению первого контейнера 110А и второго контейнера 120A. На Фиг. 4 представлен вид в разрезе, показывающий второй этап способа изготовления двухкамерного контейнера 100Z, и показывающий состояние после осуществления соединения первого контейнера 110А и второго контейнера 120A получения двухкамерного контейнера 100Z.
Со ссылкой на Фиг. 3, на первом этапе способа изготовления двухкамерного контейнера 100Z (см. на Фиг. 3), в этом сравнительном примере одного из возможных воплощений изобретения, первый контейнер 110А и второй контейнер 120A подготавливаются для осуществления сварного соединения.
В отличие от первого контейнера 110 в вышеупомянутом Примере 1 одного из возможных воплощений изобретения (см. на Фиг. 1), первый контейнер 110А не включает в себя лист 131, формирующий участок непрочного сварного шва. Также, в отличие от второго контейнера 120 в вышеупомянутом Примере 1 одного из возможных воплощений изобретения (см. на Фиг. 1), второй контейнер 120A не включает в себя лист 132, формирующий участок непрочного сварного шва.
При подготовке первого контейнера 110А одна сторона 112A листа 112 стороны задней поверхности и одна сторона 122A листа 122 стороны передней поверхности расположены отдельно друг от друга. При подготовке второго контейнера 120A сторона 111A листа 111 стороны задней поверхности и одна сторона 121A листа 121 стороны передней поверхности образуют друг с другом непрочное сварное соединение. Участок 135 непрочного сварного шва формируется на участке, где одна сторона 111A листа 111 стороны задней поверхности и сторона 121A листа 121 стороны передней поверхности образуют сварное соединение.
(Соединение первого контейнера 110А и второго контейнера 120A)
После того как первый контейнер 110А и второй контейнер 120A подготовлены одна сторона 112A листа 112 стороны задней поверхности в первом контейнере 110А и одна сторона 111A листа 111 стороны задней поверхности во втором контейнере 120A соединяют сварным соединением посредством температурного воздействия. Аналогичным образом, одна сторона 122A листа 122 стороны передней поверхности в первом контейнере 110А и одна сторона 121A листа 121 стороны передней поверхности во втором контейнере 120A соединяют сварным соединением посредством температурного воздействия.
Как показано на Фиг. 4, посредством осуществления сварного соединения одна сторона 112A листа 112 стороны задней поверхности и одна сторона 111A листа 111 стороны задней поверхности формируют между собой участок 136 сварного соединения. Посредством осуществления сварного соединения одной стороны 122A листа 122 стороны передней поверхности, и одной стороны 121A листа 121 стороны передней поверхности формируют между ними участок 137 сварного соединения.
При использовании двухкамерного контейнера 100Z, камера 162 для хранения медицинского раствора подвергается компрессионному воздействию. В этот момент, для того, чтобы дать возможность камере 161 для хранения лекарственного вещества и камере 162 для хранения медицинского раствора сообщаться друг с другом, сторона 111A листа 111 стороны задней поверхности и сторона 121A листа 121 стороны передней поверхности должны рассоединиться друг с другом на участке 135 непрочного сварного шва. С другой стороны, одна сторона 112A листа 112 стороны задней поверхности, и одна сторона 111A листа 111 стороны задней поверхности должны образовывать прочное сварное соединение на участке 136 сварного соединения, для того, чтобы предотвратить утечку жидкости. Аналогичным образом, одна сторона 122A листа 122 стороны передней поверхности, и сторона 121A листа 121 стороны передней поверхности должны образовывать прочное сварное соединение на участке 137 сварного соединения для того, чтобы предотвратить утечку жидкости.
Для того, чтобы сформировать состояние прочного сварного соединения на каждом из участков 136 и 137 сварного соединения, область каждого из участков 136 и 137 сварного соединения должна быть увеличена. Другими словами, необходимо обеспечить широкую область контакта между одной стороной 112A листа 112 стороны задней поверхности, и одной стороной 111A листа 111 стороны задней поверхности, а также обеспечить широкую область контакта между одной стороной 122A листа 122 стороны передней поверхности и одной стороной 121A листа 121 стороны передней поверхности.
В случае соединения первого контейнера 110А и второго контейнера 120A, при увеличении этих областей контакта, одна сторона 111A листа 111 стороны задней поверхности и одна сторона 121A листа 121 стороны передней поверхности свободно входят во внутреннее пространство камеры 161 для хранения лекарственного вещества первого контейнера 110А. Между одной стороной 112A листа 112 стороны задней поверхности и одной стороной 111A листа 111 стороны задней поверхности формируется канавка 140. Между одной стороной 122A листа 122 стороны передней поверхности и одной стороной 121A листа 121 стороны передней поверхности формируется канавка 141.
Формирование канавок 140 и 141 заставляет лекарственное вещество в сухом виде попадать в эти канавки 140 и 141. В связи с этим, при использовании двухкамерного контейнера 100Z, лекарственное вещество в сухом виде не полностью растворяется, поскольку задерживается в канавках 140 и 141. Что касается двухкамерного контейнера 100Z, полученного посредством способа изготовления двухкамерного контейнера 100Z, то в этом сравнительном примере одного из возможных воплощений изобретения, надлежащее полное введение лекарственного вещества в сухом виде может в некоторых случаях затруднено.
Со ссылкой на Фиг. 5, для того чтобы не формировать канавки 140 и 141 (см. на Фиг. 4), возможно осуществить сварное соединение листа 112 стороны задней поверхности, таким образом, чтобы лист 112 стороны задней поверхности достигал кончика одной стороны 111A листа 111 стороны задней поверхности и осуществить сварное соединение листа 122 стороны передней поверхности, таким образом, чтобы лист 122 стороны передней поверхности достигал кончика одной стороны 121A листа 121 стороны передней поверхности. В данном случае за пределами участка, где одна сторона 111A листа 111 стороны задней поверхности и одна сторона 121A листа 121 стороны передней поверхности присутствуют, лист 112 стороны задней поверхности, и лист 122 стороны передней поверхности могут осуществить контакт друг с другом и образовать прочное сварное соединение. Когда они образуют прочное сварное соединение, возникает проблема, состоящая в надлежащее сообщение между камерой 161 для хранения лекарственного вещества и камерой 162 для хранения медицинского раствора при использовании контейнера становится затруднительным.
[Вариант исполнения изобретения]
Вариант исполнения настоящего изобретения будет описан в дальнейшем со ссылкой на чертежи. Когда количество, величина или тому подобное упоминаются в варианте исполнения изобретения, описанном ниже, объем притязаний настоящего изобретения не обязательно ограничивается тем количеством, той величиной или тому подобным, если конкретно не указано иное. В описании варианта исполнения изобретения одинаковые или аналогичные участки обозначены одинаковыми ссылочными позициями, чтобы избежать избыточности в описании изобретения.
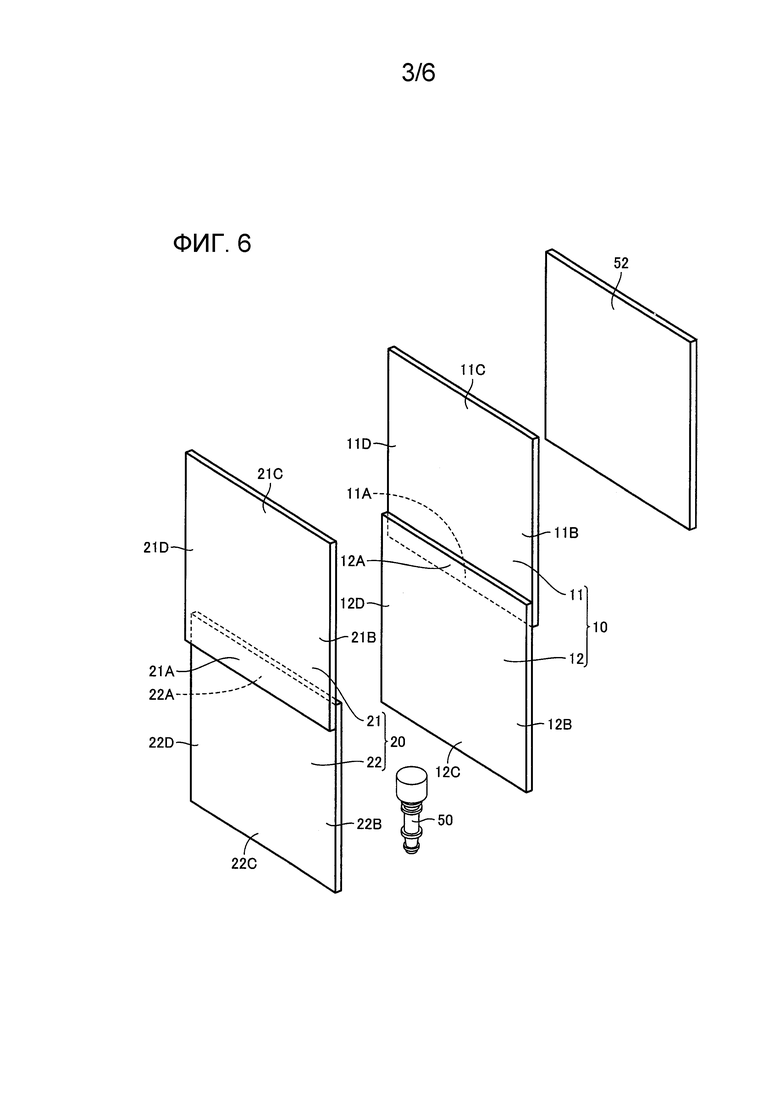
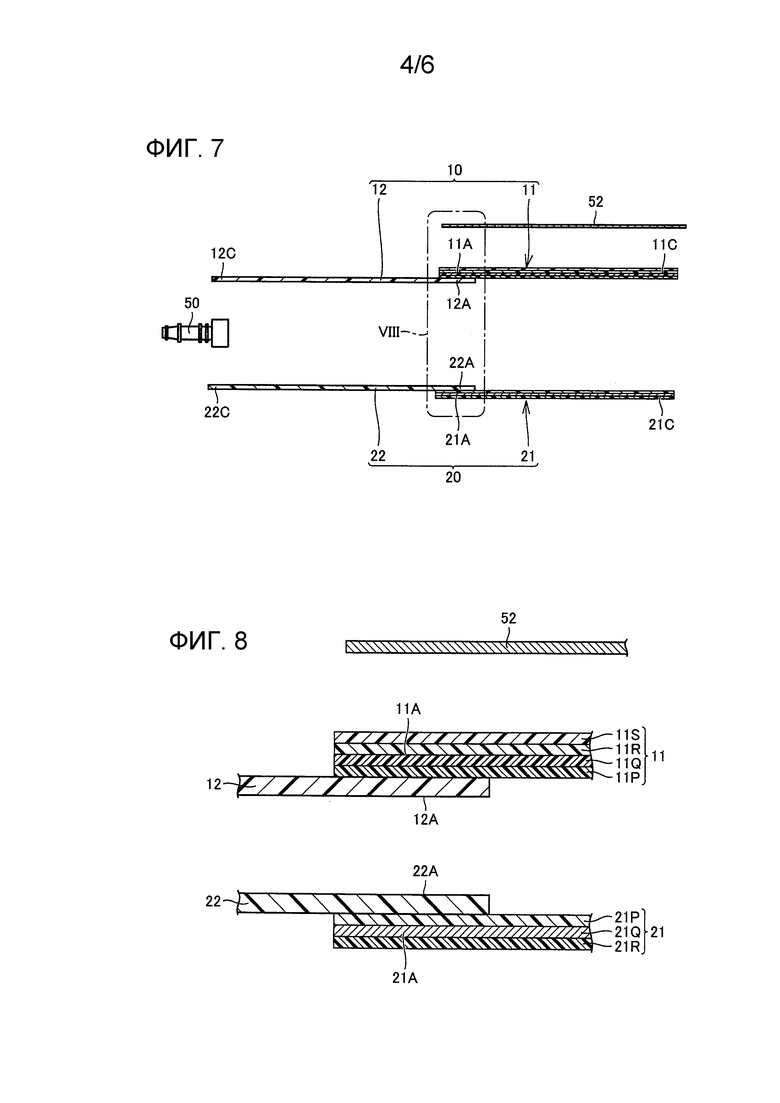
На Фиг. 6 показан пространственный вид, показывающий первый этап способа изготовления двухкамерного контейнера 100 (см. на Фиг. 9) в соответствии с вариантом исполнения изобретения, и показано состояние, предшествующее сварному соединению первого листообразного элемента 10 и второго листообразного элемента 20. На Фиг. 7 представлен вид в разрезе, показывающий первый этап способа изготовления двухкамерного контейнера 100 (см. на Фиг. 9), в соответствии с вариантом исполнения изобретения, и показано состояние, предшествующее осуществлению соединения первого листообразного элемента 10 и второго листообразного элемента 20, аналогично Фиг. 6. На Фиг. 8 представлен увеличенный вид в разрезе области, очерченной линией VIII на виде, представленном на Фиг. 7.
На Фиг. 9 представлен вид сверху, показывающий второй этап способа изготовления двухкамерного контейнера 100, и показано состояние после осуществления соединения первого, листообразного элемента 10 и второго листообразного элемента 20, для получения двухкамерного контейнера 100. На Фиг. 10 представлен вид в разрезе, полученный по линии Х-Х разреза вида, представленного на Фиг. 9.
Со ссылкой на Фиг. 6 и 7, на первом этапе способа изготовления двухкамерного контейнера 100 (см. на Фиг. 9) в соответствии с вариантом исполнения изобретения, где первый листообразный элемент 10, второй листообразный элемент 20, порт 50 и покровный лист 52 подготовлены для сварного соединения.
(Первый листообразный элемент 10)
Первый листообразный элемент 10 включает в себя первую часть 11, формирующую камеру для хранения лекарственного вещества и первую часть 12, формирующую камеру для хранения медицинского раствора.
Первая часть 11, формирующая камеру для хранения лекарственных вещества, в целом формируется в прямоугольной форме и имеет одну сторону 11A, и другие стороны с 11B по 11D. Первая часть 12, формирующая камеру для хранения медицинского раствора, также в целом формируется в прямоугольной форме и имеет одну сторону 12A, и другие стороны с 12B по 12D.
Как показано на Фиг. 8, первая часть 11, формирующая камеру для хранения лекарственного вещества, сформирована посредством последовательного наложения ПЭНП слоя 11P (слой полиэтилена низкой плотности), ПЭТ слоя 11Q с нанесением барьерного покрытия из диоксида кремния, ПЭТ слой 11R и ЛПЭНП слоя 11S (слой линейного полиэтилена низкой плотности). ПЭНП слой 11P расположен со стороны самого внутреннего слоя, а ЛПЭНП слой 11S расположен со стороны наружного слоя.
Первая часть 12, формирующая камеру для хранения медицинского раствора, сформирована посредством последовательного наложения смешанного ПЭ и ПП слоя, ПЭ слоя и ПЭ слоя (подробно не показано). ПП слой как самый внутренний слой формирует и задает прочность непрочного сварного шва, которая является приемлемой для второй части 22, формирующей камеру для хранения медицинского раствора второго листообразного элемента 20, как будет описано ниже. ПП слой, как промежуточный слой, обладает гибкостью и прозрачностью. ПЭ слой, как внешний слой, образует сварное соединение с ПЭНП слоем 11P первой части 11, формирующей камеру для хранения лекарственного вещества.
Ссылаясь опять на Фиг. 6 и 7, видно, что сторона 11A первой части 11, формирующей камеру для хранения лекарственного вещества, и сторона 12A первой части 12, формирующей камеру для хранения медицинского раствора, соединены друг с другом сварным швом в виде полосы.
(Второй листообразный элемент 20)
Второй листообразный элемент 20 включает в себя вторую часть 21, формирующую камеру для хранения лекарственного вещества, и вторую часть 22, формирующую камеру для хранения медицинского раствора.
Вторая часть 21, формирующая камеру для хранения лекарственного вещества, в целом сформирована в прямоугольной форме, и имеет одну сторону 21A, и другие стороны с 21B по 21D. Вторая часть 22, формирующая камеру для хранения медицинского раствора, также в целом сформирована в прямоугольной форме и имеет одну сторону 22A, и другие стороны с 22B по 22D.
Как показано на Фиг. 8, вторая часть 21, формирующая камеру для хранения лекарственного вещества, сформирована посредством последовательного наложения ПЭНП слоя 21P, слоя 21Q листового алюминия и ПЭТ слоя 21R. ПЭНП слой 21P расположен со стороны самого внутреннего слоя, а ПЭТ слой 21R расположен со стороны наружного слоя.
Аналогичным образом, первая часть 12, формирующая камеру для хранения медицинского раствора, вторая часть 22, формирующая камеру для хранения медицинского раствора, сформирована посредством последовательного наложения смешанного ПЭ и ПП слоя, ПЭ слоя и ПЭ слоя (детально не показано). Смешанный ПЭ и ПП слой, как самый внутренний слой формирует и задает прочность непрочного сварного шва, приемлемую для первой части 12, формирующей камеру для хранения медицинского раствора первого листообразного элемента 10. ПЭ слой как промежуточный слой обладает гибкостью и прозрачностью. ПЭ слой как внешний слой образует сварное соединение с ПЭНП слоем 21P второй части 21, формирующей камеру для хранения лекарственного вещества.
При повторной ссылке на Фиг. 6 и 7 видно, что одна сторона 21A второй части 21, формирующей камеру для хранения лекарственного вещества, и одна сторона 22A, второй части 22, формирующей камеру для хранения медицинского раствора, соединены друг с другом сварным швом в виде полосы.
Покровный лист 52 сформирован посредством последовательного наложения ВПП слоя (вспененный полипропилен), слоя алюминиевой фольги и ПЭТ слоя. Покровный лист 52 прикрепляется к первой части 11, формирующей камеру для хранения лекарственного вещества на втором этапе, как будет описано ниже. Посредством покровного листа 52 и ПЭТ слоя 11Q с нанесенным барьерным покрытием из диоксида кремния (см. на Фиг. 8) влияние влаги, газа, ультрафиолетового излучения и т.п. на лекарственное вещество, находящееся в сухом виде, содержащееся в камере 61 для хранения лекарственного вещества (будет описано ниже), может быть подавлено.
(Соединение первого листообразного элемента 10 и второго листообразного элемента 20)
Первый листообразный элемент 10 и второй листообразный элемент 20 располагают напротив друг друга, таким образом, чтобы первая часть 12, формирующая камеру для хранения медицинского раствора, и вторая часть 22, формирующая камеру для хранения медицинского раствора, располагались с внутренней стороны, а первая часть 11, формирующая камеру для хранения лекарственного вещества, и вторая часть 21, формирующая камеру для хранения лекарственного вещества, располагались с внешней стороны. Порт 50 располагается между другой стороной 12С первой части 12, формирующей камеру для хранения медицинского раствора, и другой стороной 22С второй части 22, формирующей камеру для хранения медицинского раствора. Как описано выше, покровный лист 52 размещается на стороне задней поверхности первой части 11, формирующей камеру для хранения лекарственного вещества, (на противоположной стороне от второй части 21, формирующей камеру для хранения лекарственного вещества).
Со ссылкой на Фиг. 9 и 10 показано, что посредством температурного воздействия покровный лист 52 образует сварное соединение с первой частью 11, формирующей камеру для хранения лекарственного вещества. На Фиг. 9 покровный лист 52 обозначен для удобства восприятия штрихпунктирной линией.
Затем первый листообразный элемент 10 (см. на Фиг. 10) и второй листообразный элемент 20 (см. на Фиг. 10) соединяются сварным швом за исключением отверстия 62Н (см. на Фиг. 9) и отверстия 61Н (см. на Фиг. 9). При этом остальные стороны с 11В по 11D первой части 11, формирующей камеру для хранения лекарственного вещества, первого листообразного элемента 10 и другие стороны с 21B по 21D второй части 21, формирующей камеру для хранения лекарственного вещества, второго листообразного элемента 20 образуют посредством температурного воздействия прочное сварное соединение при относительно высокой температуре сваривания (например, около 165°C). Таким образом, формируются прочные сварные участки 43 и 44 (см. на Фиг. 9). Порт 50 фиксируется между первым листообразным элементом 10 и вторым листообразным элементом 20.
Аналогичным образом, остальные стороны с 12B по 12D первой части 12, формирующей камеру для хранения медицинского раствора, первого листообразного элемента 10 и другие стороны с 22B по 22D второй части 22, формирующей камеру для хранения медицинского раствора, второго листообразного элемента 20 образуют посредством температурного воздействия прочное сварное соединение при относительно высокой температуре сваривания (например, около 165°C). Таким образом, формируются прочные сварные участки 41, 42 и 45 (см. на Фиг. 9).
Затем одна сторона 12A, первой части 12, формирующей камеру для хранения медицинского раствора первого листообразного элемента 10 и одна сторона 22A второй части 22, формирующей камеру для хранения медицинского раствора, второго листообразного элемента 20 образуют посредством температурного воздействия непрочное сварное соединение при относительно низкой температуре сваривания (например, около 135°C). Участок 30 непрочного сварного шва формируется посредством сварного соединения стороны 12A, первой части 12, формирующей камеру для хранения медицинского раствора, первого листообразного элемента 10 и стороны 22A второй части 22, формирующей камеру для хранения медицинского раствора, второго листообразного элемента 20.
Первый листообразный элемент 10 и второй листообразный элемент 20 подвергаются стерилизации посредством радиоактивного излучения, ЭО-газа (газ окиси этилена) или т.п., при этом отверстие 61H и отверстие 62H остаются открытыми.
Предусмотренное лекарственное вещество в сухом виде (не показано) заправляется через отверстие 61H внутрь пространства между первой частью 11, формирующей камеру для хранения лекарственного вещества, и второй частью 21, формирующей камеру для хранения лекарственного вещества. После этого отверстие 61H заваривается. Посредством этого заваривания формируется камера 61 для хранения лекарственного вещества.
Аналогичным образом, предусмотренный медицинский раствор (не показано) заправляется через отверстие 62H внутрь пространства между первой частью 12, формирующей камеру для хранения медицинского раствора, и второй частью 22, формирующей камеру для хранения медицинского раствора. После этого отверстие 62H заваривается. Посредством этого заваривания формируется камера для хранения медицинского раствора 62.
Как было описано выше, в результате получают двухкамерный контейнер 100, включающий в себя камеру 61 для хранения лекарственного вещества и камеру 62 для хранения медицинского раствора. В двухкамерном контейнере 100 формируются камера 61 для хранения лекарственного вещества, содержащая лекарственное вещество в сухом виде (не показано), и камера 62 для хранения медицинского раствора, содержащая медицинский раствор (не показано). Камера 61 для хранения лекарственного вещества и камера 62 для хранения медицинского раствора герметично отделены друг от друга участком 30 непрочного сварного шва.
При использовании двухкамерного контейнера 100, камера 62 для хранения медицинского раствора подвергается компрессионному воздействию. На участке 30 непрочного сварного шва сторона 12A (см. на Фиг. 10) первой части 12, формирующей камеру для хранения медицинского раствора, и сторона 22A (см. на Фиг. 10) второй части 22, формирующей камеру для хранения медицинского раствора, рассоединяются друг с другом. Камера 61 для хранения лекарственного вещества и камера 62 для хранения медицинского раствора сообщаются друг с другом.
Лекарственное вещество в сухом виде, содержащееся в камере 61 для хранения лекарственного вещества, и медицинский раствор, содержащийся в камере 62 для хранения медицинского раствора, смешиваются. Таким образом, лекарственное вещество в сухом виде и медицинский раствор могут быть введены как смешанный лекарственный препарат из двухкамерного контейнера 100 пациенту и тому подобное.
(Функциональность и эффект)
В отличие от двухкамерного контейнера 100Y (см. на Фиг. 2) в вышеупомянутом Примере 1 одного из возможных воплощений изобретения, двухкамерный контейнер 100 не включает в себя лист 131, формирующий участок непрочного сварного шва, и лист 132, формирующий участок непрочного сварного шва. Двухкамерный контейнер 100 может быть получен более дешевым, чем двухкамерный контейнер 100Y способом.
В соответствии со способом изготовления двухкамерного контейнера 100, в двухкамерном контейнере 100, участок 30 непрочного сварного шва формируется посредством сварного соединения стороны 12A первой части 12, формирующей камеру для хранения медицинского раствора, в первом листообразном элементе 10 и стороны 22A второй части 22, формирующей камеру для хранения медицинского раствора, во втором листообразном элементе 20. На следующем этапе температурное воздействие не оказывается кумулятивно на участок 30 непрочного сварного шва. При использовании двухкамерного контейнера 100, камера 61 для хранения лекарственного вещества и камера 62 для хранения медицинского раствора могут, надлежащим образом сообщаться друг с другом на участке 30 непрочного сварного шва.
В вышеприведенном варианте исполнения изобретения порт 50 (см. на Фиг. 10) размещается между другой стороной 12C первой части 12, формирующей камеру для хранения медицинского раствора, и другой стороной 22C второй части 22, формирующей камеру для хранения медицинского раствора.
Со ссылкой на Фиг. 11, порт 50 может быть размещен между другой стороной 11C первой части 11, формирующей камеру для хранения лекарственного вещества, и другой стороной 21C второй части 21, формирующей камеру для хранения лекарственного вещества, как в двухкамерном контейнере 100A. Порт 50 зафиксирован между первым листообразным элементом 10 (другая сторона 11C) и вторым листообразным элементом 20 (другая сторона 21C) посредством высокотемпературного сварного соединения первого листообразного элемента 10 и второго листообразного элемента 20 при относительно высокой температуре сваривания (например, около 165°C).
В случае когда порт 50 размещен между другой стороной 11C и другой стороной 21C, лист 38, формирующий участок непрочного сварного шва, для формирования участка непрочного сварного шва может быть размещен между портом 50 и камерой 61 для хранения лекарственного вещества. Лист 38, формирующий участок непрочного сварного шва, сформирован из полимера, имеющего меньшую сварочную прочность (слабо адгезионно удерживающийся), чем самый внутренний слой (ПЭНП слой) первой части 11, формирующей камеру для хранения лекарственного вещества, и самый внутренний слой (ПЭНП слой) второй части 21, формирующей камеру для хранения лекарственного вещества. Посредством размещения листа 38, формирующего участок непрочного сварного шва, предотвращается попадание лекарственного вещества находящегося в сухом виде, содержащегося в камере 61 для хранения лекарственного вещества, внутрь порта 50 при хранении двухкамерного контейнера 100A.
При использовании двухкамерного контейнера 100A, лист 38, формирующий участок непрочного сварного шва, который формирует участок непрочного сварного шва, рассоединяется с первой частью 11, формирующей камеру для хранения лекарственного вещества, или второй частью 21, формирующей камеру для хранения лекарственного вещества. Порт 50 и камера 61 для хранения лекарственного вещества сообщаются друг с другом. Таким образом, лекарственное вещество в сухом виде и медицинский раствор могут быть введены, как смешанный лекарственный препарат через порт 50 пациенту и т.п. В этой конфигурации используется один лист 38, формирующий участок непрочного сварного шва. При этой конфигурации двухкамерный контейнер 100A также может быть изготовлен более дешевым способом, чем двухкамерный контейнер 100Y (см. на Фиг. 2), включающий в себя лист 131, формирующий участок непрочного сварного шва, и лист 132, формирующий участок непрочного сварного шва.
Участок непрочного сварного шва может быть сформирован, посредством низкотемпературного сварного соединения первой части 11, формирующей камеру для хранения лекарственного вещества, и второй части 21, формирующей камеру для хранения лекарственного вещества, при относительно низкой температуре сваривания (например, около 135°C), без включения листа 38, формирующего участок непрочного сварного шва. В соответствии с этой конфигурацией, двухкамерный контейнер может быть изготовлен более дешевым способом, поскольку лист 38, формирующий участок непрочного сварного шва, не применяется.
Хотя вариант исполнения настоящего изобретения был описан выше, этот вариант исполнения изобретения, раскрытый в настоящем описании изобретения, является иллюстративным и не является ограничивающим в любом отношении. Объем притязаний технической части изобретения настоящего изобретения определен терминами формулы изобретения и подразумевает включение в себя любых модификаций в пределах охватываемого объема притязаний и подразумеваемых эквивалентных терминов формулы изобретения.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
10 - первый листообразный элемент;
11 - первая часть, формирующая камеру для хранения лекарственного вещества;
11A, 12A, 21A, 22A, 111A, 112A, 121A, 122A - одна сторона;
11B-11D, 12B-12D, 21B-21D, 22B-22D - другая сторона;
11P, 21P - ПЭНП слой;
11Q - ПЭТ слой с нанесенным барьерным покрытием из диоксида кремния;
11R, 21R - ПЭТ слой;
11S - ЛПЭНП слой;
12 - первая часть, формирующая камеру для хранения медицинского раствора;
20 - второй листообразный элемент;
21 - вторая часть, формирующая камеру для хранения лекарственного вещества;
21Q - слой листового алюминия;
22 - вторая часть, формирующая камеру для хранения медицинского раствора;
30, 130, 133, 134, 135 - участок непрочного сварного шва;
41-45 - участок прочного сварного шва;
50, 150 - порт;
52 - покровный лист;
61, 161 - камера для хранения лекарственного вещества;
61H, 62H - отверстие;
62, 162 - камера для хранения медицинского раствора;
100, 100A, 100Y, 100Z - двухкамерный контейнер;
110, 110A - первый контейнер;
111, 112 - лист стороны задней поверхности;
120, 120A - второй контейнер;
121, 122 - лист стороны передней поверхности;
131, 132, 38 - лист, формирующий участок непрочного сварного шва;
136, 137 - участок сварного соединения;
140, 141 - канавка;
152 - закупоривающее устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКИЙ МЕДИЦИНСКИЙ КОНТЕЙНЕР (ВАРИАНТЫ), СПОСОБ УВЕЛИЧЕНИЯ ЕГО ВМЕСТИМОСТИ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ФОРМИРОВАНИЯ ГИБКОГО КОНТЕЙНЕРА (ВАРИАНТЫ) | 1998 |
|
RU2195253C2 |
| ГИБКИЙ КОНТЕЙНЕР ДЛЯ ПАРЕНТЕРАЛЬНЫХ ЖИДКОСТЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2183446C2 |
| КОНТЕЙНЕР ДЛЯ ВЛИВАНИЙ С МНОЖЕСТВОМ КАМЕР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2284289C2 |
| ИНГАЛЯТОР | 2009 |
|
RU2527351C2 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ СОСУДА И СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО СОСУДА | 2011 |
|
RU2588834C2 |
| УСТРОЙСТВО ДЛЯ ВЫДАЧИ ЛЕКАРСТВЕННОГО СРЕДСТВА | 1997 |
|
RU2193418C2 |
| БАРЬЕРНЫЙ МАТЕРИАЛ | 1998 |
|
RU2184656C2 |
| МНОГОКАМЕРНАЯ ЕМКОСТЬ | 1993 |
|
RU2103987C1 |
| АЛЬБУМИН В ГИБКОМ ПОЛИМЕРНОМ КОНТЕЙНЕРЕ | 2002 |
|
RU2287462C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВОГО ПОДГУЗНИКА ТИПА ТРУСОВ | 2014 |
|
RU2643948C2 |
Изобретение относится к двухкамерным контейнерам для хранения лекарственных веществ и растворов, а конкретно к способу их изготовления. Способ изготовления двухкамерного контейнера, включающего в себя камеру для хранения лекарственного вещества и камеру для хранения медицинского раствора, которые отделены друг от друга участком непрочного сварного шва, включает в себя этапы: формируют первый листообразный элемент путем соединения одной стороны первой части, формирующей камеру для хранения лекарственного вещества и одной стороны первой части, формирующей камеру для хранения медицинского раствора; аналогично формируют второй листообразный элемент; формируют камеру для хранения лекарственного вещества и камеру для хранения медицинского раствора путем соединения первого и второго листообразных элементов; формируют участок непрочного сварного шва посредством соединения одной стороны первой части, формирующей камеру для хранения медицинского раствора, и одной стороны второй части, формирующей камеру для хранения медицинского раствора. При этом первый листообразный элемент и второй листообразный элемент выполнены с возможностью отсоединения друг от друга в участке непрочного сварного шва для сообщения между камерами. Способ обеспечивает уменьшение время- и трудозатрат, а также стоимости контейнера. 11 ил.
1. Способ изготовления двухкамерного контейнера (100), включающего в себя камеру (61) для хранения лекарственного вещества и камеру (62) для хранения медицинского раствора, отделенные друг от друга участком (30) непрочного сварного шва, где способ включает в себя этапы:
формируют первый листообразный элемент (10) путем соединения в виде полосы одной стороны (11А) первой части (11), формирующей камеру для хранения лекарственного вещества и одной стороны (12А) первой части (12), формирующей камеру для хранения медицинского раствора;
формируют второй листообразный элемент (20) путем соединения в виде полосы одной стороны (21А) второй части (21), формирующей камеру для хранения лекарственного вещества, и одной стороны (22А) второй части (22), формирующей камеру для хранения медицинского раствора;
формируют указанную камеру (61) для хранения лекарственного вещества и указанную камеру (62) для хранения медицинского раствора посредством расположения первого листообразного элемента (10) и второго листообразного элемента (20) напротив друг друга и затем соединяют первый листообразный элемент (10) и второй листообразный элемент (20), при этом
указанную камеру (61) для хранения лекарственного вещества формируют посредством соединения других сторон (11В, 11С, 11D) указанной первой части (11), формирующей камеру для хранения лекарственного вещества, и других сторон (21В, 21С, 21D) указанной второй части (21), формирующей камеру для хранения лекарственного вещества,
указанную камеру (62) для хранения медицинского раствора формируют посредством соединения других сторон (12В, 12С, 12D) указанной первой части (12), формирующей камеру для хранения медицинского раствора, и других сторон (22В, 22С, 22D) указанной второй части (22), формирующей камеру для хранения медицинского раствора,
указанный участок (30) непрочного сварного шва формируют посредством соединения указанной одной стороны (12А), указанной первой части (12), формирующей камеру для хранения медицинского раствора, и указанной одной стороны (22А) указанной второй части (22), формирующей камеру для хранения медицинского раствора, и
указанный первый листообразный элемент (10) и указанный второй листообразный элемент (20) выполнены с возможностью отсоединения друг от друга в указанном участке (30) непрочного сварного шва для обеспечения сообщения между камерой (61) для хранения лекарственного вещества и камерой (62) для хранения медицинского раствора.
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| JP 2005168810 A, 30.06.2005 | |||
| JP 2004329433 A, 25.11.2004. | |||

