ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к присоединению электрода, или электродов, из литиевой фольги, или из фольги литиевого сплава, к контактному выводу, для обеспечения хорошего электрического и механического контакта между ними.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002] Известно, что первичные и перезаряжаемые батареи, использующие металлический литий в качестве активного материала для отрицательного электрода, имеют наибольшую энергоемкость на единицу веса. В таких батареях, отрицательный электрод, или анод, может быть компонентом из литиевой фольги, или из фольги литиевого сплава, имеющей отрицательный потенциал. Отрицательный электрод может также включать в себя токовый коллектор и контактный лепесток.
[0003] Токовый коллектор представляет собой электрически проводящую металлическую фольгу, лист, или сетку, которые обычно используются для предоставления канала для электронов от внешней электрической цепи к электрохимическому активному участку батареи. Токовый коллектор обычно включает в себя контактный лепесток.
[0004] Контактный лепесток обычно представляет собой участок токового коллектора из металлической фольги, который не принимает участие в электрохимическом процессе. Он может быть вытянут от края основной части токового коллектора, и используется для формирования механической основы для приваривания к контактному выводу.
[0005] Контактный вывод представляет собой деталь из электрически проводящего металлического материала, используемую для формирования электрического контакта контактного лепестка, через герметично закрытый контейнер батареи, с внешней электрической цепью. Он обычно приваривается (в элементах, где не используется металлический литий), или механически соединяется с контактным лепестком.
[0006] Контактный вывод должен быть соединен, или состыкован, с литием таким образом, чтобы сформировать электрическое соединение с малым сопротивлением. Кроме того, соединение, или стыковка, должны быть механически достаточно прочными для соответствия сроку службы батареи.
[0007] Токовые коллекторы в первичных литиевых батареях обычно составляются из металлического проводника, отличного от лития. Контактный вывод может подвергаться воздействию электролита в электрохимической активной зоне батареи. Обычно это не составляет проблему в первичных батареях; однако это может привести к проблемам в перезаряжаемой (или вторичной) батарее. Во вторичных батареях, литий должен быть электрохимически осажден, когда батарея перезаряжается. Для обеспечения хорошей воспроизводимости рабочих параметров, когда батарея неоднократно перезаряжается, избыток лития используется так, чтобы литий осаждался только на литий. Если контактный вывод, или токовый коллектор, все же подвергаются воздействию электролита, то литий будет покрывать не литиевую подложку. Это сильно увеличивает вероятность непредсказуемого осаждения лития и, следовательно, вероятность ухудшения рабочих параметров при циклической эксплуатации батареи. Обычно это происходит в форме активного дендритного образования, приводящего к быстрой деградации перезаряжаемой литиевой системы. Примеры таких механизмов нарушения работы устройства описаны в Патенте США 5368958, полное раскрытие которого включено в настоящую заявку посредством ссылки.
[0008] Во вторичной батарее с анодом на основе лития, литий обычно соединяется с внешней цепью одним из двух способов. Используется любой контактный вывод, подобный по конструкции, описанной для первичных литиевых батарей; как в Патенте США 7335440, полное раскрытие которого включено в настоящую заявку посредством ссылки. Патент США 7335440 раскрывает предоставление токового коллектора в виде плоской, твердой детали из титана, никеля, меди или сплава никеля или меди. Токовый коллектор предоставляется с контактным лепестком. Относительно длинная полоса фольги щелочного металла, имеющей ширину, подобную высоте токового коллектора, помещается под токовым коллектором, и они сжимаются друг с другом. Следует отметить, что вслед за сборкой батареи, токовый коллектор (который сделан не из щелочного металла) погружается в электролит. Кроме того, Патент США 7335440 заявляет, что эта конфигурация имеет проблемы скрученных, ограниченных анодом ячеек, такого типа, как раскрыто в Патенте, поскольку имеется потенциал для короткого замыкания, формируемый между материалом катода и анодным токовым коллектором, когда тонкий слой лития по существу истощается в катоде в наиболее удаленной намотке.
[0009] Вариация этого способа использует металлический кожух ячейки с двойной целью снятия тока с лития, как в Патенте США 7108942, полное раскрытие которого включено в настоящую заявку посредством ссылки. Кроме того, обратная грань литиевого электрода может быть сжата или прокатана для тонкого металлического токового коллектора, как в Патенте США 5368958, полное раскрытие которого включено в настоящую заявку посредством ссылки. Токовый коллектор затем может быть приварен к металлическому контактному выводу. Однако, если токовый коллектор подвергается воздействию электролита, то имеется риск того, что литий будет осажден на не литиевый токовый коллектор, с возможным образованием дендритов, которые могут закоротить батарею. Металлический токовый коллектор также добавляет ненужную массу к батарее и уменьшает ее удельную энергию.
[0010] Во всех описанных выше примерах, металлический литий просто помещается или сжимается в контакте с токовым коллектором; не образуя физической или химической связи. Это может быть приемлемым для первичных батарей. Однако для перезаряжаемых батарей с литиевым металлом такой контакт оказывается ненадежным. Действительно, вследствие реактивных свойств металлического лития, слои коррозии могут легко сформироваться на границе механического соединения между литием и токовым коллектором. Это может привести к снижению надежности батареи, а также и к более быстрой деградации емкости и циклического ресурса перезаряжаемых батарей с металлическим литием.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0011] В связи с одним аспектом, предоставляется способ присоединения, по меньшей мере, одного электрода к контактному выводу, причем электрод содержит лист, или фольгу, имеющую контактную зону и, причем контактный вывод содержит электрически проводящий вывод с концевым участком, способ, содержащий этапы:
позиционирования концевого участка контактного вывода и контактной зоны, по меньшей мере, одного электрода так, чтобы было перекрытие между концевым участком и контактной зоной;
ультразвуковой сварки контактной зоны с концевым участком, чтобы присоединить, по меньшей мере, один электрод к контактному выводу,
причем, по меньшей мере, контактная зона листа, или фольги, сформирована из щелочного металла или сплава щелочного металла.
[0012] Предпочтительно, весь лист, или фольга, сформированы из щелочного металла или сплава щелочного металла. Щелочной металл может быть литием. Литиевый металл и литиевые сплавы предпочтительны, поскольку обычно они успешно применяются и как материалы анода во вторичных батареях, а также мягки и пластичны, что позволяет осуществить хорошее соединение с концевым участком контактного вывода, когда сварочный этап выполнен.
[0013] Предпочтительно, контактная зона предоставляется на контактном лепестке, который выступает от края листа, или фольги. В предпочтительном варианте реализации, контактный лепесток предоставляет единственную контактную точку между листом, или фольгой, и концевым участком контактного вывода. Соответственно, лист или фольга электрода могут включать в себя область для контакта с электролитом, которая не находится в непосредственном контакте с концевым участком контактного вывода. Ультразвуковой сварной шов предпочтительно предоставляется в области, которая не находится в контакте с каким-либо электролитом в электрохимическом элементе или батарее.
[0014] Предпочтительно, нет токового коллектора в непосредственном контакте с областью для контакта с электролитом. Фактически, электрод вообще может не иметь токового коллектора.
[0015] Предпочтительно, концевой участок сформирован из металла, который не образует сплав со щелочным металлом или сплавом щелочного металла, используемого для формирования контактного лепестка. Примеры включают в себя металлы или металлические сплавы, содержащие, по меньшей мере, одно из меди и/или никеля.
[0016] Не привязываясь к какой-либо теории, этап ультразвуковой сварки, как предполагается, побуждает металл контактного лепестка, и/или концевого участка, плавиться, или размягчаться, позволяя совместно сварить лепесток и концевой участок под приложенным давлением. Ультразвуковые акустические колебания могут также удалить или рассредоточить, по меньшей мере, часть оксида щелочного металла, образуемого на лепестке, облегчая формирование связи. Преимущество настоящего изобретения заключается в том, что плавление или размягчение могут быть ограниченными площадью соединения или сварки, позволяя образовать сильную связь на относительно малой площади. Площадь сварки может быть меньше, чем 50%, предпочтительно меньше, чем 30%, более предпочтительно меньше, чем 20%, еще более предпочтительно, меньше, чем 10% (например, 1-5%) площади листа или фольги.
[0017] Предпочтительно, этап ультразвуковой сварки выполняется на частотах от 15 до 70 кГц, более предпочтительно - 20-60 кГц, еще более предпочтительно - 20-40 кГц, например, приблизительно на частоте 40 кГц. Этап ультразвуковой сварки может быть выполнен при максимальном давлении 0,4 МПа, предпочтительно от 0,1 до 0,4 МПа, например, при 0,2 МПа.
[0018] Этап ультразвуковой сварки может быть выполнен при мощности 100-5000 Вт. Могут быть использованы амплитуды от 2 до 30 мкм.
[0019] В одном варианте реализации, этап ультразвуковой сварки выполняется с использованием аппарата, содержащего первый участок обжима и второй участок обжима. Первый участок обжима и второй участок обжима подвижны относительно друг друга от первого, отнесенного в сторону положения, до второго положения, в котором первый и второй участки обжима оказываются ближе друг к другу. Предпочтительно, только второй участок обжима подвижен; а положение первого участка обжима фиксировано.
[0020] Первый участок обжима действует как поддержка для свариваемых материалов. Второй участок обжима сконфигурирован для колебаний на ультразвуковой частоте. Для выполнения сварочного этапа, концевой участок контактного вывода помещается в контакт с контактной зоной, по меньшей мере, одного электрода так, чтобы было перекрытие между концевым участком и контактной зоной. Перекрывающаяся структура затем помещается между первым и вторым участками обжима, предпочтительно на вершине первого участка обжима. При необходимости, может быть использован позиционирующий зажим для поддержания перекрывающейся структуры в необходимом положении. Второй участок обжима затем перемещается относительно первого участка обжима так, чтобы приложить давление обжима между свариваемыми материалами. Второй участок обжима затем колеблется на ультразвуковой частоте. Это предварительно формирует и притирает электрод и концевой участок контактного вывода один к другому, чтобы подготовить поверхности к формированию соединения. Амплитуда ультразвуковых колебаний играет важную роль в предварительном формировании и подготовке соответствующих частей для выполнения сварки. Первый участок обжима обычно поддерживается в неподвижном положении, тогда как второй участок обжима колеблется. Контактная зона электрода и концевого участка контактной зоны затем свариваются вместе в основной фазе сварки.
[0021] Концевой участок контактного вывода может быть по существу плоским, или планарным, или может иметь другие формы или конфигурации, в зависимости, например, от формы или конфигурации используемого сварочного оборудования.
[0022] В одном варианте реализации, способ присоединения, по меньшей мере, одного электрода к контактному выводу, причем электрод содержит лист или фольгу, имеющие контактную зону, и причем контактный вывод содержит электрически проводящий вывод с концевым участком, способ, содержащий этапы:
позиционирования концевого участка контактного вывода и контактной зоны, по меньшей мере, одного электрода так, чтобы было перекрытие между концевым участком и контактной зоной;
ультразвуковой сварки контактной зоны с концевым участком для присоединения, по меньшей мере, одного электрода к контактному выводу,
причем, по меньшей мере, контактная зона листа или фольги сформирована из щелочного металла, или сплава щелочного металла.
[0023] В некоторых вариантах реализации, может быть предоставлено множество электродов, каждый содержащий лист, или фольгу, с контактным лепестком (задающим контактную зону), выступающим от каждого листа по существу в том же самом местоположении, так, чтобы контактные лепестки пакета электродов по существу были выровнены, когда электроды выравниваются друг с другом, и размещены как электродный пакет. Для исключения неопределенности, лепесток, задающий контактную зону, сформирован из щелочного металла, или сплава щелочного металла, предпочтительно из лития или из литиевого сплава.
[0024] В этих вариантах реализации, концевой участок контактного вывода может быть помещен сверху от контактных лепестков электродного пакета, снизу от лепестков электродного пакета, или в промежуточном положении между верхом и низом (то есть, по меньшей мере, с одним лепестком выше и, по меньшей мере, с одним лепестком ниже). Контактные лепестки электродного пакета могут быть сжаты вместе, прежде, чем концевой участок будет помещен сверху от сжатых лепестков или снизу от сжатых лепестков, и затем выполняется ультразвуковая сварка.
[0025] В вариантах реализации, где предоставляется пакет электродов, этап сварки приводит к физическому соединению между собой контактных лепестков. Предпочтительно, этап ультразвуковой сварки приводит к тому, что контактные лепестки (контактные зоны), по меньшей мере, двух тонких листов или фольг, сформированных из щелочного металла, или сплава щелочного металла, оказываются сваренными между собой. В предпочтительном варианте реализации, этап ультразвуковой сварки создает, например, сварку лития с литием в дополнение к сварке между литием и концевым участком контактного вывода.
[0026] Концевой участок контактного вывода может быть планарным и не иметь сквозных отверстий. Альтернативно, концевой участок может, при необходимости, быть перфорирован, проштампован, или иметь ячеистую или сетчатую форму. Когда такие сквозные отверстия имеются, то важно, чтобы металл лепестков был достаточно пластичным, чтобы позволить ему пройти через сквозные отверстия для внедрения концевого участка в то, что является предпочтительно единственной фазой первого металла. Это формирует плотный контакт между металлами концевого участка контактного вывода и контактной зоной электрода и, таким образом, между контактным выводом и электродом.
[0027] Когда концевой участок имеет сквозные отверстия, проницаемость концевого участка может быть задана как отношение открытой площади к полной площади поверхности концевого участка. Проницаемость концевого участка контактного вывода может быть в пределах от 5% до 95%, предпочтительно от 20% до 90%, например, от 50% до 80%.
[0028] Электрически проводящий вывод для контактного вывода может и сам быть в целом планарным, например, в форме ленты, хотя могут оказаться применимыми и другие профили. Электрически проводящий вывод может быть выполнен из того же самого металла, что и концевой участок, или из другого металла.
[0029] Таким образом, оказывается возможным сформировать надежное соединение с контактным выводом, выполненным из металла, отличного от металла электрода. Следует понимать, что контактный вывод, который обычно подвергается воздействию вне кожуха батареи, должен быть сделан из металла, который имеет хорошую электрическую проводимость, но не является слишком реактивным, когда подвергается воздействию воздуха или влажности. Подходящие металлы включают в себя никель, медь, нержавеющую сталь или различные сплавы.
[0030] Кроме того, желательно, чтобы металл контактного вывода, поскольку он соединяется только с выступающими лепестками электродов, не подвергался бы непосредственному воздействию электролита, когда батарея собирается.
[0031] Дополнительное преимущество заключается в том, что хорошее соединение может быть выполнено, по меньшей мере, с одним электродом, без того, чтобы электрод в целом был бы сформированным или расположенным на токовом коллекторе, выполненном из металла, отличного от металла, используемого для листа, или для фольги электрода. Иначе говоря, главная часть электрода, который подвергается действию электролита, состоит исключительно из первого металла (например, лития или литиевого сплава), без необходимости в меди или никеле, или другом токовом коллекторе, который добавил бы ненужный вес и действовал бы как подложка для формирования дендритов в течение циклической работы.
[0032] Кроме того, важно, чтобы металл контактного вывода был выбран так, чтобы он не образовывал сплав с металлом электрода. Это необходимо, чтобы избежать сокращения количества первого металла, который является доступным для электрохимической системы батареи. Например, литий образует сплав с алюминием, но не с никелем или медью.
[0033] В соответствии с дополнительным объектом изобретения, предоставляется устройство, которое можно получить в соответствии с описанным выше способом. Устройство содержит, по меньшей мере, один электрод, содержащий лист, или фольгу, имеющие контактную зону, сформированную из щелочного металла или из сплава щелочного металла, и контактный вывод, содержащий электрически проводящий вывод с концевым участком, причем концевой участок контактного вывода перекрывается с контактной зоной и приваривается ультразвуком к контактной зоне, по меньшей мере, одного электрода.
[0034] Предпочтительно, устройство содержит, по меньшей мере, два электрода, содержащие лист, или фольгу, имеющие контактную зону, сформированную из щелочного металла, или сплава щелочного металла, и причем, по меньшей мере, участки упомянутых контактных зон привариваются ультразвуком друг к другу. Таким образом, например, когда контактная зона формируется из лития, или литиевого сплава, формируется ультразвуковая сварка между литием/литиевым сплавом и литием/литиевым сплавом.
[0035] В одном варианте реализации устройства, по меньшей мере, два электрода выравниваются друг с другом и размещаются как электродный пакет. Концевой участок контактного вывода может быть помещен сверху или снизу от электродного пакета, так, что концевой участок накладывается и приваривается ультразвуком к контактной зоне, по меньшей мере, одного электрода. Альтернативно, концевой участок контактного вывода может быть помещен в промежуточное положение между верхом и низом электродного пакета. В последнем варианте реализации, контактные зоны с обеих сторон концевого участка могут предпочтительно также быть приварены ультразвуком друг к другу. Соответственно, ультразвуковая сварка щелочного металла/сплава щелочного металла со щелочным металлом/сплавом щелочного металла также может быть выполнена.
[0036] Рассматривая относительно другого объекта, предоставляется способ присоединения, по меньшей мере, одного электрода к контактному выводу, причем электрод содержит лист, или фольгу, первого металла с лепестком, выступающим от края листа, или фольги, и причем контактный вывод содержит электрически проводящий вывод с концевым участком, выполненным из второго металла, который не сплавляется с первым металлом и имеет множество сквозных отверстий, способ, содержащий этапы:
i) позиционирования концевого участка контактного вывода и контактного лепестка, по меньшей мере, одного электрода, так, чтобы было существенное перекрытие между концевым участком и лепестком;
ii) обеспечения проникновения металла контактного лепестка через сквозные отверстия концевого участка для присоединения, по меньшей мере, одного электрода к контактному выводу.
[0037] На этапе ii), металл контактного лепестка может вынужденно проникнуть через сквозные отверстия посредством сжатия и сварки, например, посредством ультразвуковой сварки, тепловой контактной сварки, лазерной сварки или индукционной сварки. Преимущественно, сварка осуществляется таким образом, чтобы не вызвать существенную тепловую деформацию или тепловые изменения в основном пластинчатом листе, или фольге, по меньшей мере, одного электрода, но позволяя сконцентрировать приложенную энергию локально в контактном лепестке.
[0038] Концевой участок контактного вывода может быть по существу плоским, или планарным, или может иметь другие формы или конфигурации, зависящие, например, от формы или конфигурации данного используемого сварочного оборудования.
[0039] В некоторых вариантах реализации, может быть предоставлено множество электродов, каждый содержащий лист, или фольгу, с лепестком, выступающим от каждого листа по существу в том же самом местоположении так, чтобы контактные лепестки электродных пакетов по существу были бы выровнены, когда электроды выравниваются друг с другом и размещаются как электродный пакет.
[0040] В этих вариантах реализации, концевой участок контактного вывода может быть помещен сверху от лепестков электродного пакета, снизу от лепестков электродного пакета, или в промежуточном положении между верхом и низом (то есть, по меньшей мере, с одним лепестком выше и, по меньшей мере, с одним лепестком ниже). Контактные лепестки и перфорированный концевой участок затем сжимаются вместе, и первый металл (лепестков) вынужден проникнуть через отверстия в перфорированном планарном концевом участке (выполненном из второго металла) контактного вывода. Альтернативно, контактные лепестки электродного пакета могут быть сжаты вместе прежде, чем перфорированный концевой участок будет помещен сверху или снизу от сжатых лепестков, и осуществляется проникновение на этапе ii).
[0041] В вариантах реализации, где предоставляется пакет электродов, этап сжатия и сварки приводит к физическому соединению контактных лепестков, а также и к проникновению в сквозные отверстия контактного вывода. Предпочтительно, сварочный этап представляет собой этап ультразвуковой сварки. Этот сварочный этап предпочтительно приводит к сварочному объединению контактных лепестков, по меньшей мере, двух листов или фольг (предпочтительно сформированных из щелочного металла или сплава щелочного металла). В предпочтительном варианте реализации, этап ультразвуковой сварки создает, например, сварку лития с литием, по меньшей мере, между двумя литиевыми лепестками в дополнение к сварке, по меньшей мере, одного литиевого лепестка с концевым участком контактного вывода.
[0042] В частности, предпочтительные металлы для первого металла - это литий и литиевые сплавы, поскольку они обычно используются как материалы анода во вторичных батареях, и также являются мягкими и пластичными, что позволяет осуществить хорошее соединение с перфорированным концевым участком контактного вывода в случае, когда выполнен этап сжатия и сварки.
[0043] Концевой участок контактного вывода может быть перфорирован, проштампован, или иметь ячеистую или сетчатую форму. Важно то, что когда первый металл лепестков достаточно пластичен, он может пройти через сквозные отверстия так, чтобы второй металл концевого участка оказался внедренным в то, что является предпочтительно единственной фазой первого металла. Это формирует плотный контакт между первым и вторым металлами и, таким образом, между контактным выводом и электродами.
[0044] Чем больше проницаемость, или площадь поверхности концевого участка контактного вывода, тем лучше электрическое (и физическое) соединение между контактным выводом и электродами. Проницаемость концевого участка может быть задана как отношение открытой площади к полной площади поверхности концевого участка. Проницаемость концевого участка контактного вывода может быть в пределах от 5% до 95%.
[0045] Электрически проводящий вывод контактного вывода обычно может и сам по себе быть планарным, например, он может быть в форме ленты, хотя могут применяться и другие профили. Электрически проводящий вывод может быть сделан из того же самого металла, что и второй металл, формирующий концевой участок, или из другого металла.
[0046] Таким образом, оказывается возможным формирование надежного соединения с контактным выводом, выполненным из металла, отличного от металла электрода. Следует понимать, что контактный вывод, который обычно будет подвергаться внешнему воздействию вне кожуха батареи, должен быть сделан из металла, который имеет хорошую электрическую проводимость, но не является слишком реактивным, когда подвергается воздействию воздуха или влажности. Подходящие металлы включают в себя никель, медь, нержавеющую сталь или различные сплавы.
[0047] Кроме того, металл контактного вывода, поскольку он соединен только с выступающими лепестками электродов, непосредственно не подвергается воздействию электролита, когда батарея собрана.
[0048] Дополнительное преимущество заключается в том, что хорошее соединение может быть выполнено, по меньшей мере, с одним электродом, без того, чтобы электрод в целом был сформирован или расположен на токовом коллекторе, выполненном из металла, отличного от первого металла. Иначе говоря, главная часть электрода, который подвергается действию электролита, состоит исключительно из первого металла (например, лития или литиевого сплава), без необходимости в меди или никеле, или другом токовом коллекторе, который добавил бы ненужный вес и действовал бы как подложка для формирования дендритов в течение циклической работы.
[0049] Кроме того, важно, что второй металл (контактного вывода) выбирается так, чтобы он не образовывал сплав с первым металлом (электрода). Это делается так, чтобы избежать сокращения количества первого металла, который является доступным для электрохимической системы батареи. Например, литий образует сплав с алюминием, но не с никелем или медью.
[0050] В некоторых вариантах реализации, электрод сконфигурирован как анод, или отрицательный электрод, для батареи. Однако следует отметить, что способ применим также к катодам, или положительным электродам, когда они выполнены из металла, который является подходящим для сжатия и сварки с перфорированным вторым металлом, как это описано.
[0051] В связи с третьим объектом, предоставляется, в комбинации, по меньшей мере, один электрод для батареи и контактного вывода, причем электрод содержит лист, или фольгу, первого металла с лепестком, выступающим от края листа, или фольги, и причем контактный вывод содержит электрически проводящий вывод с концевым участком, выполненным из второго металла, который не сплавляется с первым металлом и имеет множество сквозных отверстий, причем первый металл контактного лепестка сжимается и сваривается так, чтобы проникнуть через сквозные отверстия второго металлического концевого участка.
[0052] Варианты реализации настоящего изобретения нацелены на предоставление отрицательного электрода (анода), устраняющего необходимость в токовом коллекторе, и способа формирования надежного физического контакта между различными частями металлического лития и контактного вывода, тем самым, обеспечивая хороший электрический контакт между металлическим литием и материалом контактного вывода.
[0053] В предпочтительных вариантах реализации, избыток металлического лития используется так, что в конце срока службы батареи имеется существенное количество литиевого металла, который служит токовым коллектором для отрицательного электрода. Использование лития как токового коллектора устраняет механический контакт между металлическим литием и другим материалом токового коллектора.
[0054] В некоторых вариантах реализации, может быть предоставлено множество электродов, каждый содержащий лист или фольгу из первого металла с лепестком, выступающим от каждого листа по существу в том же самом местоположении, так, чтобы контактные лепестки пакета электродов по существу были выровнены, когда электроды выровнены друг с другом и размещены как электродный пакет.
[0055] Литиевый металл отрицательного электрода в области лепестков может сформировать однофазное соединение от литиевого электрода на литиевый электрод в электродном пакете. Такое соединение достигается при использовании сжатия и сварки, как описано выше.
[0056] Контактный вывод, или, по меньшей мере, его концевой участок, может быть тонким (например, толщиной от 5 до 50 мкм), или может быть толстым (например, толщиной от 50 до 10000 мкм).
[0057] Контактный вывод может быть по существу линейным, или может иметь 'T'-образную или 'Г'-образную конфигурации.
[0058] Лист или фольга электрода могут иметь толщину 30-150 мкм, например, 50-100 мкм, до этапа сварки или соединения.
[0059] Концевой участок контактного вывода может быть неотъемлемой частью контактного вывода (иначе говоря, быть сформированным из того же самого материала, что и остальная часть контактного вывода и целиком из него же), или может быть отдельным металлическим компонентом, не обязательно из того же самого материала, что и остальная часть контактного вывода, и быть приваренным к нему (например, ультразвуковой сваркой, тепловой контактной сваркой, лазерной сваркой, индукционной сваркой или сварками других типов).
[0060] Электроды, описанные выше, могут быть использованы в батарее или электрохимическом элементе, предпочтительно литиевом элементе, например, серно-литиевом элементе. Электроды могут быть использованы как анод таких элементов. В одном варианте реализации, элемент содержит i) по меньшей мере, один электрод, как описано выше, как анод(-ы), и ii) по меньшей мере, один катод, такой, как катод, содержащий серу как активный материал. Анод(-ы) и катод(-ы) могут быть помещены в контакт с жидким электролитом, содержащим литиевую соль, растворенную в апротонном органическом растворителе. Сепаратор может быть расположен между анодом и катодом. Электролит может быть герметично помещен в пределах контейнера, чтобы предотвратить его утечку. Предпочтительно, герметизация также предотвращает щелочной металл листа, или фольги, от того, чтобы быть подвергнутым воздействию окружающей среды. Таким образом, сварка между контактной зоной или лепестком и концевым участком контактных выводов предпочтительно располагается в пределах контейнера, тогда как, по меньшей мере, участок проводящего вывода, доступен с внешней стороны герметизированного контейнера.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0061] Варианты реализации изобретения дополнительно описываются ниже в связи с сопровождающими чертежами, на которых:
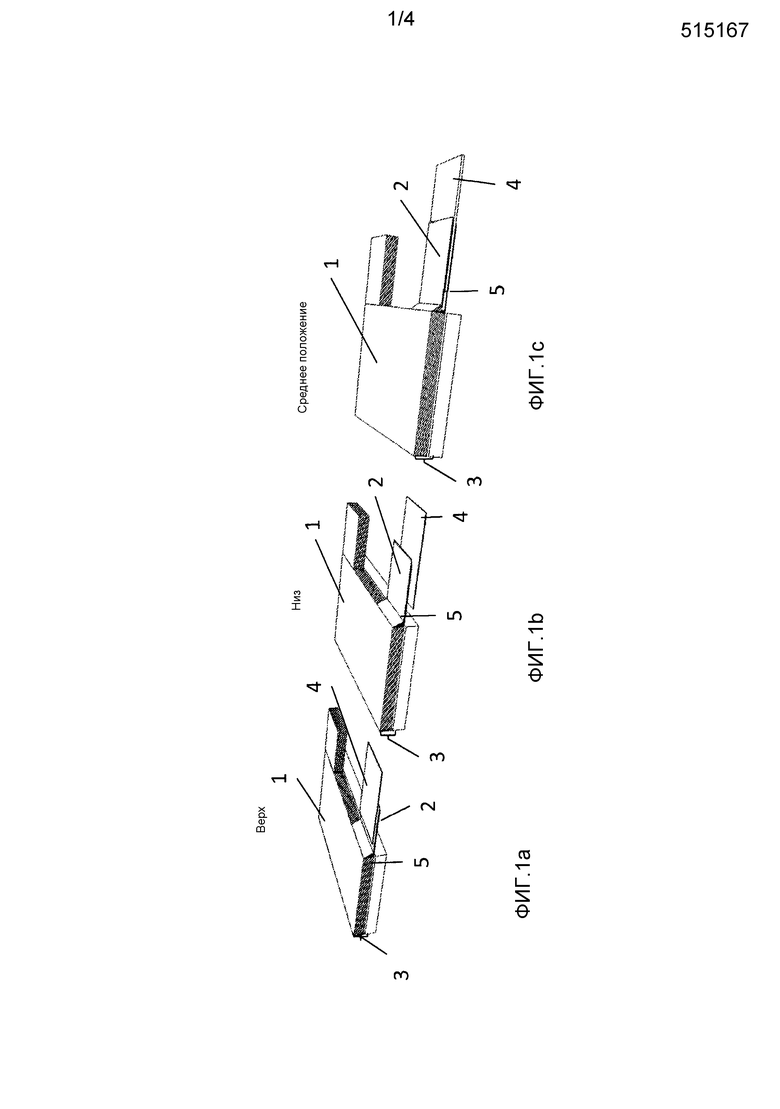
Фиг. 1а-1c изображают батарейный пакет с анодами, катодами и лепестками, и тремя альтернативными позиционированиями для контактного вывода.
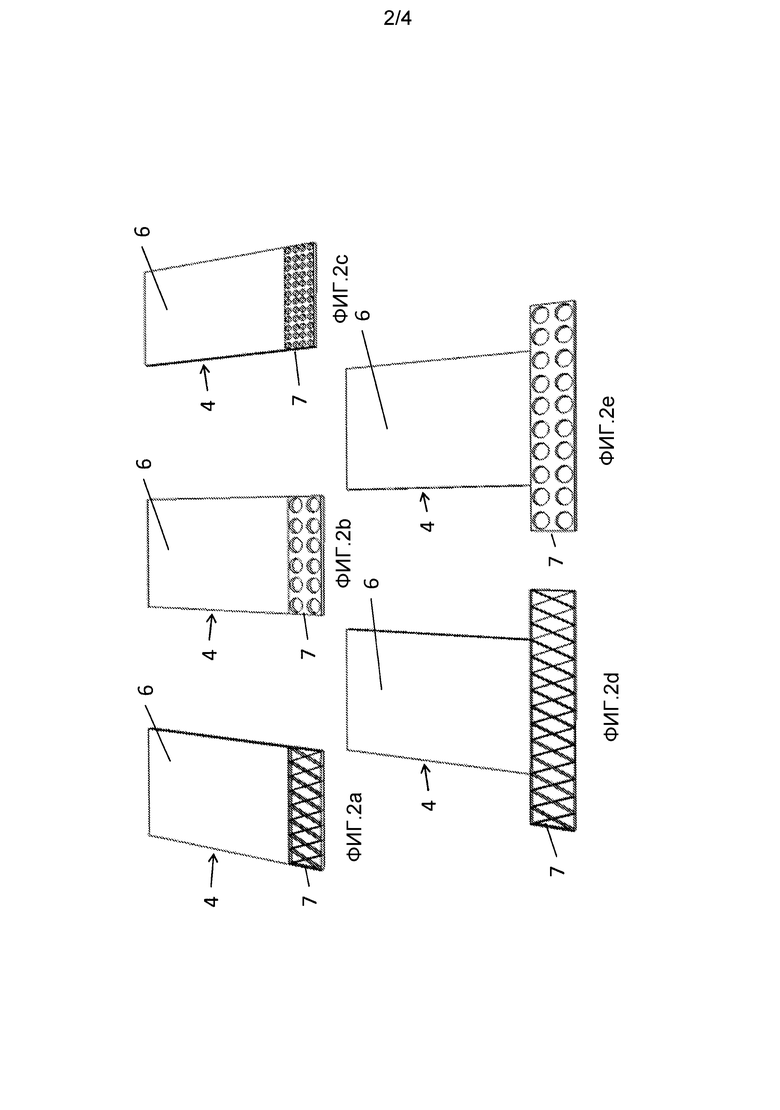
Фиг. 2a-2e - возможные конструкции для контактного вывода.
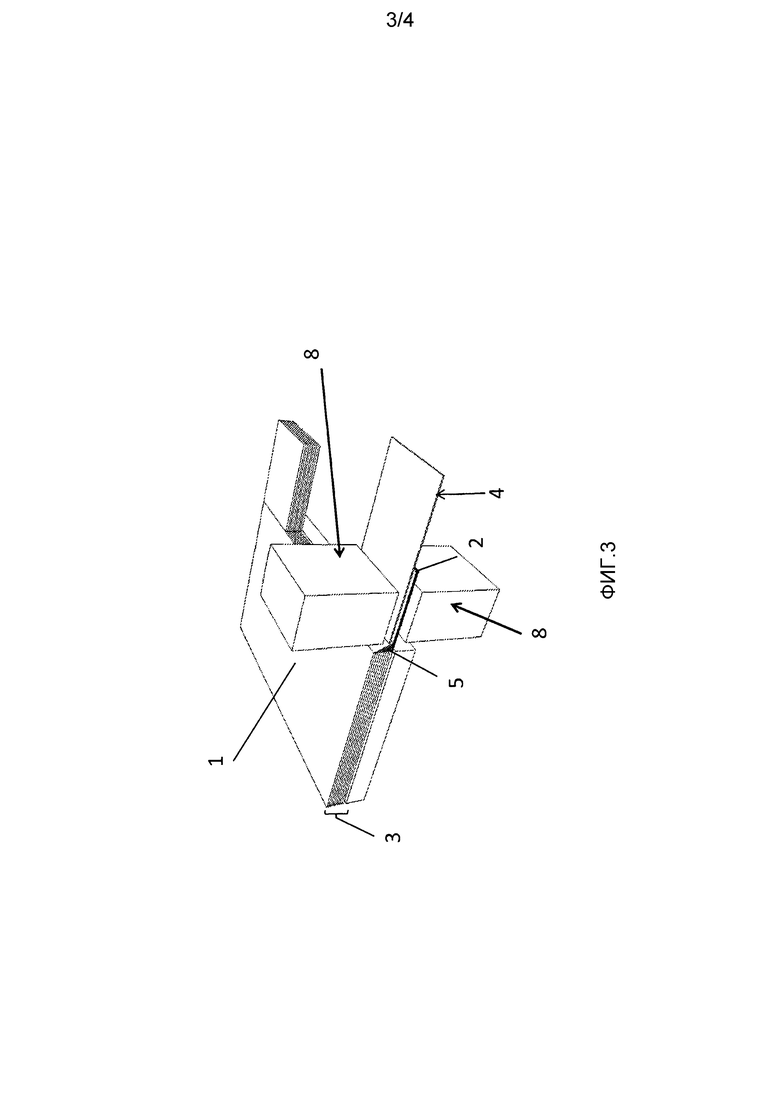
Фиг. 3 - контактный вывод, приваренный ультразвуком к лепесткам.
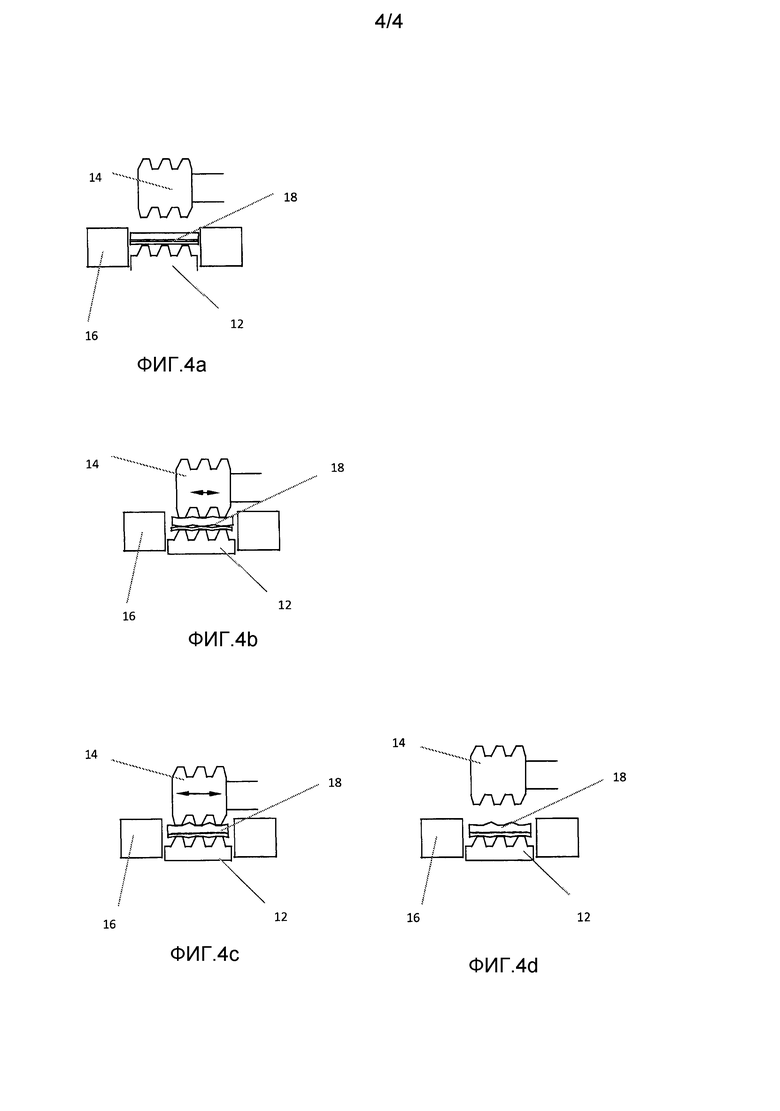
Фиг. 4a-4d - действующий аппарат, подходящий для использования при формировании ультразвуковой сварки.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ
[0062] Батарея может быть сформирована чередующимся пакетом многочисленных катодов и анодов. Каждый из этих слоев разделен сепаратором. Ионный канал поддерживается наличием электролита между каждым электродом. Каждый электрод 1 имеет контактный лепесток 2, выступающий от его электрохимически активной площади и вне края сепаратора. Эти контактные лепестки 2 предоставляют первую поверхность, через которую литиевые аноды пакета 3 привариваются друг к другу и присоединяются к контактному выводу 4. Контактные лепестки 2 вначале сгибаются, и/или формируются сжатием. Контактный вывод 4 затем располагается сверху (Фиг. 1a) или снизу (Фиг. 1b) от пакета 5 лепестков 2, или он может быть расположен между любыми двумя литиевыми лепестками 2 (Фиг. 1c).
[0063] Контактные выводы 4 могут принять множество форм (Фиг. 2a-2e). Корпус 6 составлен из проводящей металлической ленты, обычно это никель, медь, нержавеющая сталь или некоторый композитный проводник. Концевой участок 7 (свариваемая площадь) может быть перфорированным, сетчатым или отштампованным. Альтернативно, концевой участок 7 может быть лишен каких-либо сквозных отверстий (не показано). Концевой участок 7 может быть неотъемлемой частью металлической ленты 6, или он может быть отдельным элементом, приваренным к ленте 6. Где концевой участок 7 представляет собой отдельный элемент, приваренный к ленте 6, он может быть выполненным из металла, отличного от металла ленты 6. Контакт может быть линейным, "T-" или "Г-образным". Перфорации, если они имеются, могут быть ромбическими, круговыми, квадратными, округленными, многоугольными или любой другой подходящей формы.
[0064] Контактные лепестки 2 и контактный вывод 4 затем располагаются между двумя сварочными зажимами 8 ультразвукового сварочного аппарата (Фиг. 3). Ультразвуковой сварочный аппарат затем одновременно подает давление и ультразвуковую волну в область сварки. Это приводит к совместному сплавлению множественных литиевых слоев 2 для формирования сварки литий-литий. Кроме того, там где контактный вывод 4 включает в себя сквозные отверстия, смягченный литий проникает через перфорированную, или сетчатую область 7 контактного вывода 4. Контактный вывод 4, следовательно, присоединяется к литию 2, поскольку сетка 7 вплотную окружена литием. Большая площадь поверхностного контакта между сеткой 7 контактного вывода 4 и литиевым электродом 1 производит электрический контакт с малым сопротивлением и достаточной механической прочностью. Когда подача ультразвуковой волны прекращается, и давление снимается, контактный вывод 4 оказывается присоединенным к литиевым анодам 1.
[0065] На Фиг. 4a-4e изображен аппарат, который может быть использован для формирования ультразвукового сварного шва. Аппарат содержит первый участок 12 обжима и второй участок 14 обжима, которые являются подвижными от первого, расположенного, обособленно, положения, до второго положения, где участки 12, 14 находятся ближе друг к другу. Аппарат также включает в себя позиционирующий зажим 16 для поддержания частей 18 в сварочном положении. Второй участок 14 обжима сконфигурирован как колеблющийся на ультразвуковых частотах.
[0066] Как хорошо видно из Фиг. 4a, свариваемые части 18 помещаются сверху первого участка 12 обжима, тогда как участки обжима находятся в их первом, расположенном обособленно положении. Второй участок 14 обжима затем перемещается относительно первого участка 12 обжима для подачи давления обжима между свариваемыми частями 18. Второй участок 14 обжима затем колеблется на ультразвуковой частоте (Фиг. 4b). Это предварительно формирует и притирает части 18 вместе, так, чтобы их поверхности были готовы к выполнению сварки. На основной сварочной фазе, части 18 соединяются между собой (см. Фиг. 4c). Первый и второй участки 12, 14 обжима затем раздвигаются, чтобы позволить удалить сваренные части 18 из аппарата (см. Фиг. 4d).
ПРИМЕР 1
[0067] Использовался линейный никелевый контактный вывод, составленный из никелевой ленты толщиной 50 мкм. Контактный вывод был вытянут максимум на 5мм для формирования сетки. Была собрана батарея с 60 литиевыми анодами, каждый толщиной 78 мкм. Пакет литиевых контактных лепестков выступал от батареи. Литиевые контактные лепестки были сформированы и подрезаны для получения плоской сварочной области и уверенности в том, что каждый из лепестков, независимо от его положения в пакете, использует минимальное количество лития. Сформированный пакет литиевых лепестков был затем расположен между сварочными зажимами ультразвукового сварочного аппарата. Контактный вывод был затем расположен сверху пакета литиевых лепестков, так, что сетчатая область перекрывалась с плоской литиевой зоной сварки. Условия сварки перечисленные в Таблице 1 были затем введены в ультразвуковой сварочный аппарат ArmTech 900B 40к Гц. Затем была выполнена единственная сварка. Каждый из 60 литиевых слоев был надежно приварен один к другому. Прочное соединение было получено между литием и контактным выводом. Это соединение было создано размягченным литием, проникающим через сетку контактного вывода.
- ПРИМЕР 2
[0068] "T-образный" контактный вывод был выполнен сваркой элемента никелевой ленты (толщиной 50 мкм) с элементом медной сетки. Открытие сетки составляло приблизительно 200×700 мкм, с шириной полосы 100 мкм. Сетка была в три раза длиннее, чем ширина никелевой ленты. Ширина сетки составляла 5 мм; как и ширина сварочной зоны. Сетка была расположена центрально для формирования перекрестия "T" и сварена в этом положении ультразвуковым сварочным аппаратом, использующим условия, приведенные в Таблице 2, сварка A. Контактный вывод был расположен между сварочными зажимами ультразвукового сварочного аппарата так, чтобы сетчатая область попадала в сварочную зону.
[0069] Была собрана батарея с 20 литиевыми анодами, каждая толщиной 78 мкм. Пакет литиевых контактных лепестков выступал от батареи. Пакет литиевых контактных лепестков был сформирован и подрезан для получения плоской сварочной области и для получения уверенности в том, что каждый из контактных лепестков, независимо от его положения, использовал бы в пакете минимальное количество лития.
[0070] Пакет литиевых контактных лепестков затем располагался сверху от контактного вывода, между сварочными зажимами ультразвукового сварочного аппарата. Медные сетчатые "ветви" "T-образного" контактного вывода были затем закручены вокруг пакета литиевых контактных лепестков. Условия сварки, перечисленные в Таблице 2, сварка B, были затем введены в аппарат ультразвуковой сварки ArmTech 900B 40 кГц. Затем была выполнена единственная сварка. Каждый из 20 литиевых слоев был надежно приварен один к другому. Между литием и контактным выводом было получено прочное соединение. Это соединение было создано размягченным литием, проникающим через сетку контактного вывода.
ПРИМЕР 3
[0071] "Г-образный" контактный вывод был изготовлен фотохимическим травлением из листа нержавеющей стали толщиной 100мкм. Вертикальный разрез "Г" представляет собой сплошную стальную фольгу. Основание "Г" было протравлено до сетчатого узора. Размер ячейки сетки составлял 500500 мкм, и ширина полосы составляла 100 мкм. Основание "Г" было вдвое больше ширины вертикального разреза. Ширина разреза основания была 5 мм, такая же, что и ширина сварочной зоны.
[0072] Была собрана батарея с 20 литиевыми анодами, каждый 78 мкм толщиной. Пакет литиевых контактных лепестков выступал от батареи. Контактный вывод был расположен между верхней гранью самого нижнего литиевого контактного лепестка и нижней поверхностью оставшейся части пакета. Оставшаяся часть пакета литиевых контактных лепестков была прижата к сетчатой области контактного вывода. Выступающая сетчатая секция контактного вывода была свернута по пакету контактных лепестков. Контактная сборка была расположена между сварочными зажимами ультразвукового сварочного аппарата так, что сетчатые области попадали в сварочную зону.
[0073] Условия сварки, перечисленные в Таблице 3, затем вводились в аппарат ультразвуковой сварки Am Tech 900B 40 кГц. Затем была выполнена единственная сварка. Каждый из 20 литиевых слоев был надежно приварен один к другому. Между литием и контактным выводом было получено прочное соединение. Это соединение было создано размягченным литием, проникающим через сетку контактного вывода.
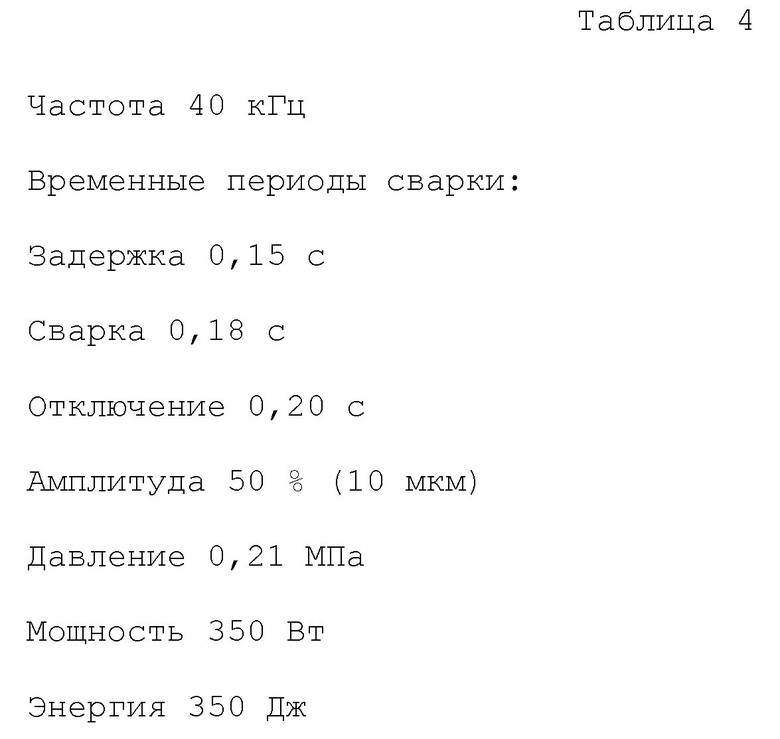
[0074] ПРИМЕР 4 (Никель)
[0075] Контактный вывод квадратной формы был выполнен разрезанием элемента плоской никелевой фольги (100 мкм толщиной). Контактный вывод был расположен между сварочными зажимами ультразвукового сварочного аппарата так, что сварочная зона отстояла на 1 мм от края контактного лепестка. Сварочная зона была прямоугольником (20×6 мм).
[0076] Была собрана батарея с 9 литиевыми анодами, каждый толщиной 100 мкм. Пакет литиевых контактных лепестков выступал от батареи. Пакет литиевых контактных лепестков был сформирован и подрезан для получения плоской сварочной области и для получения уверенности в том, что каждый из контактных лепестков, независимо от его положения, в пакете использовал минимальное количество лития. Подрезанные края литиевых лепестков полностью покрывали сварочную зону никелевой фольги.
[0077] Пакет литиевых контактных лепестков затем располагался сверху контактного вывода между сварочными зажимами ультразвукового сварочного аппарата. Условия сварки перечислены в Таблице 4. Аппарат ультразвуковой сварки был NewPower Ultrasonic Electronic Equipment CO., LTD 40 кГц. Была выполнена единственная сварка. Каждый из 9 литиевых слоев был надежно приварен один к другому. Прочное соединение было получено между литием и никелевым контактным выводом. Это соединение было протестировано на разъединение.
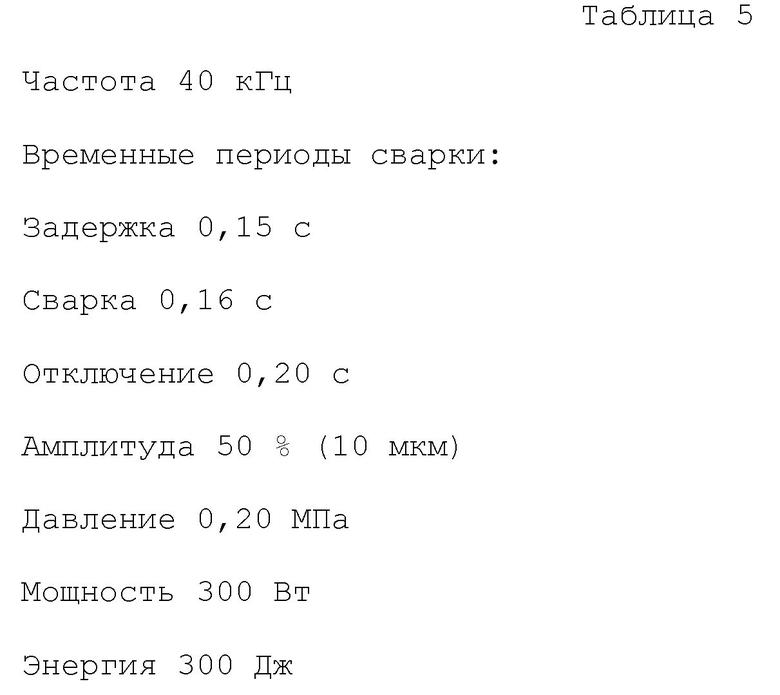
ПРИМЕР 5 (Медь)
[0078] Квадратный контактный вывод был выполнен разрезанием элемента плоской медной фольги (100 мкм толщиной). Контактный вывод был расположен между сварочными зажимами ультразвукового сварочного аппарата так, что сварочная зона была помещена на расстоянии 1 мм от края контактного лепестка. Сварочная зона была прямоугольником (20×6 mm).
[0079] Была собрана батарея с 9 литиевыми анодами, каждый 100 мкм толщиной. Пакет литиевых контактных лепестков выступал от батареи. Пакет литиевых контактных лепестков был сформирован и подрезан для получения плоской сварочной области и для получения уверенности в том, что каждый из контактных лепестков, независимо от его положения, в пакете использовал минимальное количество лития. Подрезанные края литиевых лепестков полностью покрывали сварочную зону на медной фольге.
[0080] Пакет литиевых контактных лепестков затем располагался сверху от контактного вывода между сварочными зажимами ультразвукового сварочного аппарата. Условия сварки перечислены в Таблице 5. Аппарат ультразвуковой сварки был NewPower Ultrasonic Electronic Equipment CO., LTD 40 кГц. Затем была выполнена единственная сварка. Каждый из 9 литиевых слоев был надежно приварен один к другому. Было получено прочное соединение между литием и медным контактным выводом. Это соединение было протестировано на разъединение.
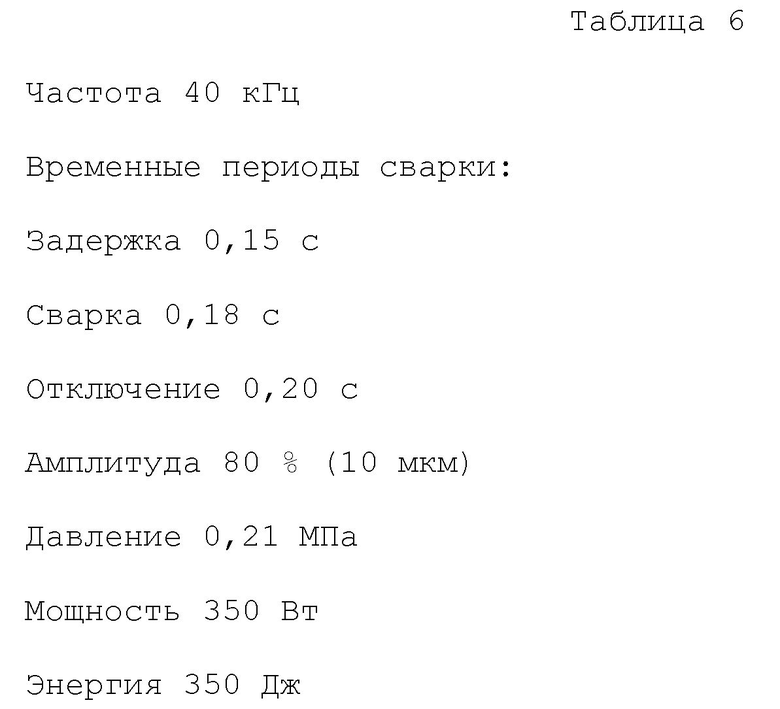
ПРИМЕР 6 (Нержавеющая сталь, 316)
[0081] Квадратный контактный вывод был выполнен разрезанием элемента плоской фольги из нержавеющей стали (58 мкм толщиной). Контактный вывод был расположен между сварочными зажимами ультразвукового сварочного аппарата так, что сварочная зона была помещена на расстоянии 1 мм от края контактного лепестка. Сварочная зона была прямоугольником (20×6 мм).
[0082] Была собрана батарея с 9 литиевыми анодами, каждый 100 мкм толщиной. Пакет литиевых контактных лепестков выступал от батареи. Пакет литиевых контактных лепестков был сформирован и подрезан для получения плоской сварочной области и для получения уверенности в том, что каждый из контактных лепестков, независимо от его положения, в пакете использует минимальное количество лития. Подрезанные края литиевых лепестков полностью покрывали сварочную зону фольги из нержавеющей стали.
[0083] Пакет литиевых контактных лепестков затем располагался сверху от контактного вывода между сварочными зажимами ультразвукового сварочного аппарата. Условия сварки, перечисленные в Таблице 6, были затем введены в аппарат ультразвуковой сварки NewPower Ultrasonic Electronic Equipment CO., LTD 40 кГц. Затем была выполнена единственная сварка. Каждый из 9 литиевых слоев был надежно приварен один к другому. Было получено прочное соединение между литием и контактным выводом из нержавеющей стали. Это соединение было протестировано на разъединение.
[0084] Всюду в описании и п.п. формулы этой спецификации, слова "содержит" и их вариации означают "включают в себя, но без ограничений", и они не предназначены для (и не служат для) исключения других составляющих, добавок, компонент, чисел или этапов. Всюду в описании и п.п. формулы этой спецификации, единственное число предполагает и множественное, если это никак специально не оговорено. В частности, где используется неопределенная форма, спецификация должна быть понята как содержащая множество, так же как и единственность, если это никак специально не оговорено.
[0085] Признаки, числа, параметры, составы, химические составляющие или группы, описанные вместе с конкретным объектом, вариантом реализации или примером изобретения следует понимать как применимые к любому другому описанному здесь объекту, варианту реализации или примеру, если они не несовместимы между собой. Все признаки, раскрытые в этой спецификации (включая в себя любые сопровождающие п.п. формулы, реферат и чертежи), и/или все этапы любого раскрытого способа или процесса, могут быть объединены в любой комбинации, исключая те комбинации, где, по меньшей мере, некоторые из таких признаков и/или этапов являются взаимоисключающими. Изобретение не ограничено деталями каких-либо предшествующих вариантов реализации. Изобретение распространяется на любое одно новое, или любую новую комбинацию, из признаков, раскрытых в этой спецификации (включая в себя любые сопровождающие п.п. формулы, реферат и чертежи), на любое новое одно из, или любую новую комбинацию из, раскрытых этапов любого способа или процесса.
[0086] Внимание читателя адресуется ко всем статьям и документам, которые поданы одновременно, или до этой спецификации, в связи с данной заявкой, и которые являются открытыми для общественного изучения с этой спецификацией, и содержание всех таких статей и документов включено здесь посредством ссылки.
| название | год | авторы | номер документа |
|---|---|---|---|
| АККУМУЛЯТОРНАЯ БАТАРЕЯ С ПРЕВОСХОДНОЙ ГЕРМЕТИЧНОСТЬЮ | 2006 |
|
RU2335041C1 |
| ЭЛЕКТРОХИМИЧЕСКОЕ УСТРОЙСТВО, СОДЕРЖАЩЕЕ ЭЛЕКТРОДНЫЙ ВЫВОД С ЗАЩИТНЫМ ЭЛЕМЕНТОМ | 2005 |
|
RU2326467C1 |
| БАТАРЕИ С ЭЛЕКТРОДАМИ В ВИДЕ ПОКРЫТИЯ, НАНЕСЕННОГО ПРЯМО НА НАНОПОРИСТЫЕ СЕПАРАТОРЫ | 2010 |
|
RU2513988C2 |
| ГЕРМЕТИЧНАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ | 2017 |
|
RU2660491C1 |
| ЭЛЕКТРОД ИЗ УСИЛЕННОЙ МЕТАЛЛИЧЕСКОЙ ФОЛЬГИ | 2012 |
|
RU2608751C2 |
| БИПОЛЯРНАЯ ЭЛЕКТРОХИМИЧЕСКАЯ БАТАРЕЯ ИЗ ПАКЕТИРОВАННЫХ ГАЛЕТНЫХ ГАЛЬВАНИЧЕСКИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2298264C2 |
| ВТОРИЧНАЯ БАТАРЕЯ С УЛУЧШЕННОЙ БЕЗОПАСНОСТЬЮ | 2004 |
|
RU2313855C2 |
| ЗАЩИТНЫЙ СЛОЙ ДЛЯ МЕТАЛЛИЧЕСКОГО ЭЛЕКТРОДА И ЛИТИЕВАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ, СОДЕРЖАЩАЯ ЕГО | 2021 |
|
RU2823264C1 |
| Гибкая микробатарея | 2018 |
|
RU2683593C1 |
| ЛИТИЙ-ИОННАЯ ВТОРИЧНАЯ БАТАРЕЯ | 2013 |
|
RU2582666C1 |
Изобретение относится к присоединению литиевого электрода к контактному выводу в перезаряжаемой батарее. Электрод содержит лист, или фольгу из лития или литиевого сплава с лепестком, выступающим от края листа или фольги. Контактный вывод содержит электрически проводящий вывод с концевым участком, выполненным из второго металла, который не сплавляется с литием и имеет множество сквозных отверстий. Концевой участок контактного вывода и контактный лепесток электрода располагаются так, чтобы было существенное перекрытие между концевым участком и лепестком. Металл контактного лепестка побуждается затем, например посредством сжатия и сварки, к проникновению через сквозные отверстия концевого участка, чтобы присоединить электрод к контактному выводу. Техническим результатом является обеспечение хорошего электрического и механического контакта между электродом и выводом. 6 н. и 37 з.п. ф-лы, 13 ил., 6 табл.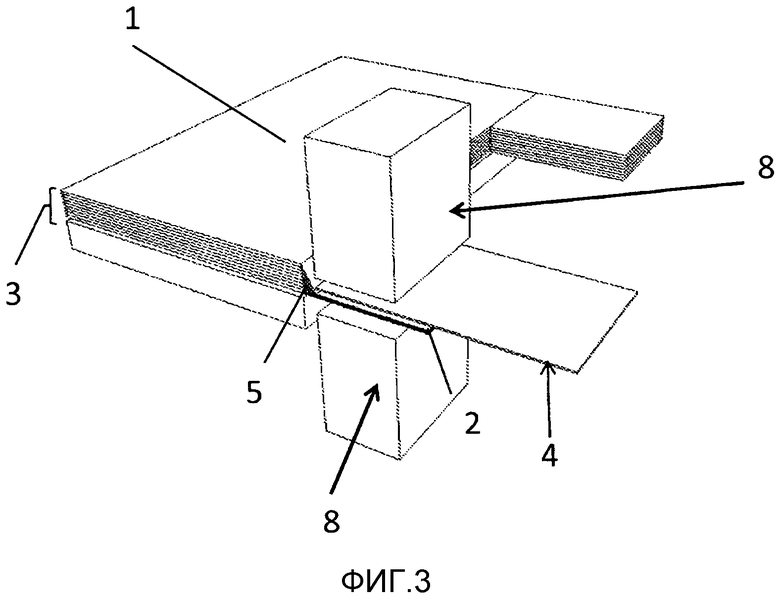
1. Способ присоединения по меньшей мере одного электрода к контактному выводу, причем электрод содержит лист, или фольгу, имеющий контактную зону, и причем контактный вывод содержит электрически проводящий вывод с концевым участком, способ, содержащий этапы, на которых:
i) позиционируют концевой участок контактного вывода и контактной зоны по меньшей мере одного электрода так, чтобы было перекрытие между концевым участком и контактной зоной;
ii) сваривают ультразвуком контактную зону с концевым участком для присоединения по меньшей мере одного электрода к контактному выводу,
причем по меньшей мере контактная зона листа, или фольги, сформирована из щелочного металла или сплава щелочного металла.
2. Способ по п. 1, в котором весь лист, или фольгу, формируют из щелочного металла или сплава щелочного металла.
3. Способ по п. 1 или 2, в котором щелочной металл представляет собой литий или литиевый сплав.
4. Способ по п. 1, в котором контактную зону предоставляют на лепестке, который выступает от края листа, или фольги.
5. Способ по п. 1, в котором концевой участок формируют из металла или металлического сплава, содержащего по меньшей мере одно из никеля, меди и нержавеющей стали.
6. Способ по п. 1, в котором этап ультразвуковой сварки выполняют на частоте 30-50 кГц.
7. Способ по п. 1, в котором концевой участок формируют из листа материала, который, при необходимости, включает в себя множество сквозных отверстий.
8. Способ по п. 7, в котором концевой участок формируют из плоского листа материала, который включает в себя множество сквозных отверстий, посредством которых металл контактной зоны проникает через сквозные отверстия концевого участка так, чтобы присоединить по меньшей мере один электрод к контактному выводу в течение и/или в результате этапа ультразвуковой сварки.
9. Способ по п. 7, в котором концевой участок лишен сквозных отверстий.
10. Способ по п. 1, причем по меньшей мере два из упомянутых электродов связывают по меньшей мере с одним контактным выводом, в соответствии с чем ультразвуковое сваривание формируют между контактными зонами упомянутых по меньшей мере двух электродов.
11. Способ по п. 1, в котором предоставляют множество электродов, каждый содержащий лист, или фольгу, с контактным лепестком, предоставляющим упомянутую контактную зону, выступающую от каждого листа по существу в том же самом местоположении так, что контактные лепестки пакета электродов по существу выровнены, когда электроды выровнены друг с другом и размещены как электродный пакет.
12. Способ по п. 11, в котором концевой участок контактного вывода помещают сверху от лепестков электродного пакета на этапе i).
13. Способ по п. 11, в котором концевой участок контактного вывода помещают снизу от лепестков электродного пакета на этапе i).
14. Способ по п. 11, в котором концевой участок контактного вывода помещают в промежуточном положении между верхом и низом электродного пакета на этапе i).
15. Способ по п. 11, причем этап ультразвуковой сварки формирует сварку по меньшей мере между двумя лепестками электродного пакета.
16. Способ по п. 11, в котором концевой участок контактного вывода представляет собой неотъемлемую часть контактного вывода или в котором концевой участок контактного вывода представляет собой отдельный металлический компонент, который присоединяют к контактному выводу.
17. Соединение по меньшей мере одного электрода с контактным выводом, в котором по меньшей мере один электрод содержит лист, или фольгу, имеющий контактную зону, сформированную из щелочного металла или сплава щелочного металла, и контактный вывод содержит электрически проводящий вывод с концевым участком, причем концевой участок контактного вывода перекрывает контактную зону и приварен ультразвуком к контактной зоне по меньшей мере одного электрода.
18. Соединение по п. 17, которое содержит по меньшей мере два электрода, содержащие лист, или фольгу, имеющий контактную зону, сформированную из щелочного металла или сплава щелочного металла, и причем по меньшей мере участки упомянутых контактных зон приварены ультразвуком друг к другу.
19. Соединение по п. 18, причем упомянутые по меньшей мере два электрода выровнены друг с другом и размещены как электродный пакет.
20. Соединение по п. 19, причем концевой участок контактного вывода помещен сверху или снизу от электродного пакета так, что концевой участок наложен и приварен ультразвуком к контактной зоне по меньшей мере одного электрода.
21. Соединение по п. 19, причем концевой участок контактного вывода помещен в промежуточное положение между верхом и низом электродного пакета.
22. Соединение по п. 21, причем контактные зоны с обеих сторон концевого участка приварены ультразвуковой сваркой друг к другу.
23. Соединение по меньшей мере одного электрода с контактным выводом, полученное способом по любому из пп. 1-16.
24. Способ присоединения по меньшей мере одного электрода к контактному выводу, причем электрод содержит лист, или фольгу, первого металла с лепестком, выступающим от края листа, или фольги, и причем контактный вывод содержит электрически проводящий вывод с концевым участком, выполненным из второго металла, который не сплавлен с первым металлом и имеет множество сквозных отверстий, причем способ, содержащий этапы, на которых:
i) позиционируют концевой участок контактного вывода и контактного лепестка по меньшей мере одного электрода так, чтобы было перекрытие, предпочтительно существенное перекрытие, между концевым участком и лепестком;
ii) побуждают металл контактного лепестка проникать через сквозные отверстия концевого участка для присоединения по меньшей мере одного электрода к контактному выводу.
25. Способ по п. 24, в котором на этапе ii) металл контактного лепестка побуждают проникать через сквозные отверстия посредством сжатия и сварки.
26. Способ по п. 24, в котором сварка представляет собой ультразвуковую сварку.
27 Способ по п. 24, в котором сварка представляет собой тепловую контактную сварку, лазерную сварку или индукционную сварку.
28. Способ по любому из пп. 24-27, в котором сварка не вызывает существенную тепловую деформацию или изменения в слоистом листе, или фольге, по меньшей мере одного электрода, но концентрирует приложенную энергию в местоположении контактного лепестка.
29. Способ по п. 24, в котором предоставляют множество электродов, каждый содержащий лист, или фольгу, первого металла с лепестком, выступающим от каждого листа по существу в том же самом местоположении так, чтобы контактные лепестки электродного пакета по существу были выровнены, когда электроды выровнены друг с другом и размещены как электродный пакет.
30. Способ по п. 29, в котором перфорированный концевой участок контактного вывода помещают сверху от лепестков электродного пакета на этапе i).
31. Способ по п. 29, в котором перфорированный концевой участок контактного вывода помещают снизу от лепестков электродного пакета на этапе i).
32. Способ по п. 29, в котором перфорированный концевой участок контактного вывода помещают в промежуточное положение между верхом и низом электродного пакета на этапе i).
33. Способ по п. 29, в котором контактные лепестки и перфорированный концевой участок затем сжимают вместе и первый металл побуждают проникать через отверстия в перфорированном концевом участке контактного вывода.
34. Способ по любому из пп. 29-31, в котором контактные лепестки электродного пакета сжимают вместе прежде, чем перфорированный концевой участок будет помещен сверху или снизу от сжатых лепестков, и выполняют проникновение на этапе ii).
35. Способ по п. 29, в котором концевой участок контактного вывода представляет собой неотъемлемую часть контактного вывода.
36. Способ по п. 29, в котором концевой участок контактного вывода представляет собой отдельный металлический компонент, который приваривают к контактному выводу.
37. Способ по п. 29, в котором первый металл представляет собой литий или литиевый сплав.
38. Способ по п. 29, в котором второй металл выбирают из группы, содержащей: никель, медь, никелевый или медный сплав, который не сплавляется с литием и нержавеющей сталью.
39. Комбинированная сборка по меньшей мере одного электрода для батареи и контактного вывода, причем электрод содержит лист, или фольгу, первого металла с лепестком, выступающим от края листа, или фольги, и причем контактный вывод содержит электрически проводящий вывод с концевым участком, выполненным из второго металла, который не сплавлен с первым металлом и имеет множество сквозных отверстий, причем первый металл контактного лепестка был сжат и/или приварен для проникновения через сквозные отверстия второго металлического концевого участка.
40. Батарея, содержащая соединение по любому одному из пп. 17-23.
41. Батарея по п. 40, причем по меньшей мере один электрод представляет собой анод батареи.
42. Батарея по п. 40 или 41, в которой ультразвуковой сварной шов не находится в контакте с электролитом батареи.
43. Батарея по п. 40, которая представляет собой серно-литиевую батарею.
| US 7335440 B2, 26.02.2008 | |||
| УНИВЕРСАЛЬНЫЙ АККУМУЛЯТОР | 2009 |
|
RU2398314C1 |
| СПОСОБ ПРАВКИ ТОНКОЙ ПОЛОСОВОЙ СТАЛИ | 2001 |
|
RU2200068C1 |
| Устройство для защиты электропотребителя от перенапряжений питающей сети | 1980 |
|
SU924783A1 |
| КОМПЛЕКСНЫЙ СПЛАВ ДЛЯ ЛЕГИРОВАНИЯ СТАЛИ | 1991 |
|
RU2026402C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

