Область техники
Объектом изобретения является приводной вал, в частности, приводной вал для транспортных средств, изготовленный посредством гидроформовки.
Уровень техники
Вращение приводного вала со скоростью, равной резонансной частоте или вблизи нее, может приводить к нежелательной вибрации приводного вала. Кроме того, вращение неотбалансированного приводного вала также может приводить к возникновению нежелательной вибрации, которая приводит к неудовлетворенности потребителя. Вращение приводного вала с нежелательной вибрацией, независимо от ее источника, может также приводить к повышенному износу различных компонентов приводного вала. Центральные подшипники, компоненты на концах вала (например, карданные вилки), крестовины кардана, игольчатые подшипники и трубная часть приводного вала могут подвергаться повышенному износу вследствие нежелательной вибрации приводного вала.
Как правило, при увеличении длины приводного вала резонансная частота уменьшается. В транспортных средствах с большой длиной приводного вала от двигателя с коробкой передач до ведущего моста, таких как грузовые автомобили коммерческого образца, резонансная частота приводного вала может приближаться к рабочей частоте вращения приводного вала. Для устранения нежелательной вибрации приводной вал может состоять из нескольких частей, соединенных шарнирами. К сожалению, введение дополнительных шарниров в конструкцию приводного вала приводит к значительному увеличению стоимости и веса приводного вала, и, следовательно, транспортного средства, на котором установлен такой приводной вал.
Еще один способ борьбы с нежелательной вибрации заключается в увеличении диаметра приводного вала, а, следовательно, и диаметра концевых элементов приводного вала. Однако увеличение диаметра приводного вала и его концевых элементов также значительно повышает стоимость приводного вала, и, таким образом, стоимость транспортного средства, на котором установлен такой вал.
После изготовления приводного вала и перед установкой на транспортном средстве, как правило, производится его балансировка. С помощью станка для динамической балансировки определяют величину и расположение балансировочного груза на приводном валу. После установки балансировочного груза приводной вал является в значительной мере отбалансированным, что уменьшает нежелательную вибрацию приводного вала во время работы. Однако балансировка приводного вала увеличивает сроки изготовления приводного вала, и, следовательно, повышает стоимость приводного вала, а также транспортного средства, на котором используется данный вал.
Формовка приводного вала из алюминия обеспечивает уменьшение его веса. Сформованный с помощью технологии гидроформовки приводной вал имеет повышенную резонансную частоту и пониженную стоимость изготовления. Таким образом, сформованный из алюминия приводной вал методом гидроформовки обладает преимуществами по сравнению с приводным валом, сформованным из стали с помощью гидроформовки. Однако попытки формовки приводных валов из алюминия с помощью стандартной технологии формовки оказались безуспешными, поскольку максимальное предельное напряжение при формовке из алюминия меньше, чем максимальное предельное напряжение при формовке из стали.
Таким образом, создание приводного вала, изготовляемого методом гидроформовки, обеспечило бы уменьшение стоимости приводного вала и повысило бы его критическую частоту вращения.
Раскрытие изобретения
Предлагаемый в изобретении приводной вал, изготовленный методом гидроформовки, обеспечивает снижение стоимости и обеспечивает повышение критической частоты вращения.
Изобретение также относится к трубе для приводного вала, изготовленной методом гидроформовки. Изготовленная методом гидроформовки труба для приводного вала содержит первую концевую часть, вторую концевую часть и среднюю часть. Средняя часть по меньшей мере частично представляет собой образованную дугой окружности поверхность вращения. По меньшей мере участок средней части имеет диаметр больше, чем диаметр первой и второй концевых частей. Средняя часть расположена между первой и второй концевыми частями. Средняя часть оказывает влияние на критическую частоту вращения и пульсационную частоту изготовленной методом гидроформовки трубы для приводного вала.
Изобретение также относится к трубе для приводного вала, изготовленной методом гидроформовки. Изготовленная методом гидроформовки труба для приводного вала содержит первую концевую часть, вторую концевую часть и среднюю часть. Средняя часть по меньшей мере частично представляет собой образованную дугой окружности поверхность вращения. По меньшей мере участок средней части имеет диаметр больше, чем диаметр первой и второй концевых частей. Средняя часть такой трубы содержит первое расширение, сужение и второе расширение. Средняя часть расположена между первой и второй концевыми частями. Сужение выполнено между первым расширением и вторым расширением. Средняя часть оказывает влияние на критическую частоту вращения и пульсационную частоту изготовленной методом гидроформовки трубы для приводного вала.
Изобретение также относится к трубе для приводного вала, изготовленной методом гидроформовки. Изготовленная методом гидроформовки труба для приводного вала содержит первую концевую часть, вторую концевую часть и среднюю часть. Средняя часть по меньшей мере частично представляет собой образованную дугой окружности поверхность вращения. По меньшей мере участок средней части имеет диаметр больше, чем диаметр первой и второй концевых частей. Средняя часть содержит первый переходный участок, первое сужение, второе сужение и второй переходный участок. Средняя часть расположена между первым и вторым сужениями. Средняя часть оказывает влияние на критическую частоту вращения и пульсационную частоту изготовленной методом гидроформовки трубы для приводного вала.
Различные особенности изобретения станут более ясными для специалиста в данной области техники после ознакомления с приведенным ниже подробным описанием предпочтительного варианта осуществления изобретения со ссылками на прилагаемые чертежи.
Краткое описание чертежей
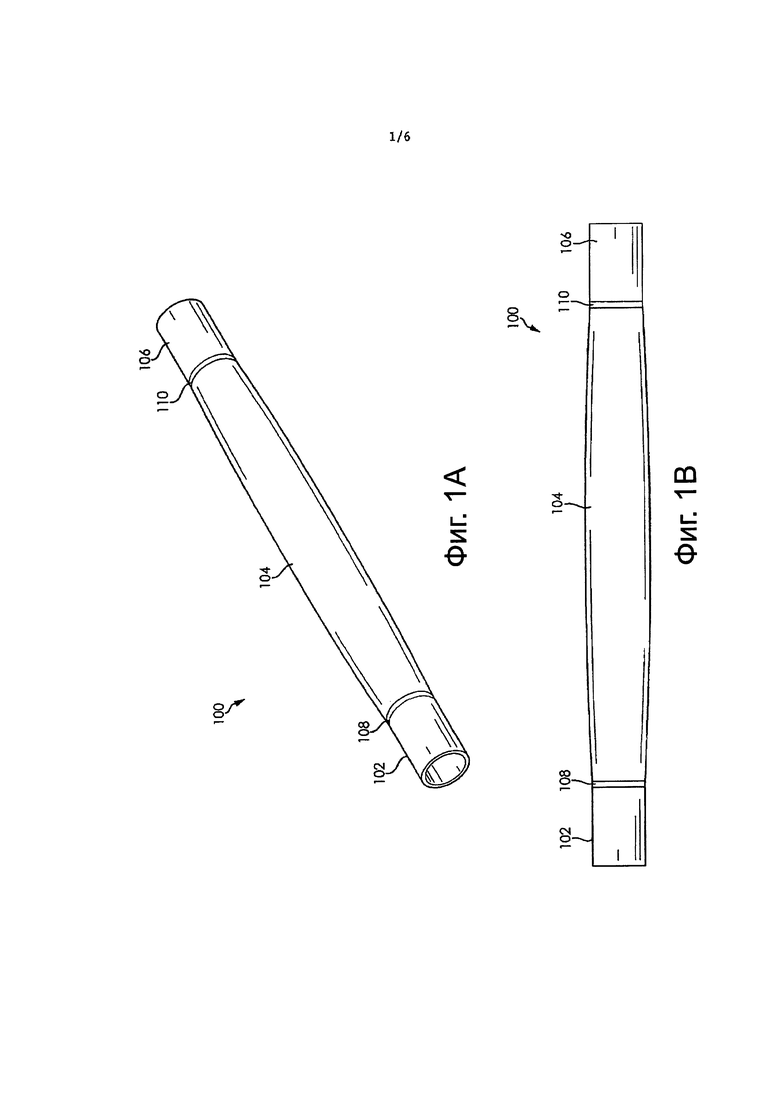
Фиг. 1А - перспективное изображение трубы приводного вала согласно варианту осуществления изобретения.
Фиг. 1В - вид сбоку трубы приводного вала, показанной на фиг. 1А.
Фиг. 2А - перспективное изображение трубы приводного вала согласно другому варианту осуществления изобретения.
Фиг. 2В - вид сбоку трубы приводного вала, показанной на фиг. 2А.
Фиг. 3А - перспективное изображение трубы приводного вала согласно еще одному варианту осуществления изобретения.
Фиг. 3В - вид сбоку трубы приводного вала, показанной на фиг. 3А.
Фиг. 4 - таблица, в которой приведены экспериментальные данные, полученные при испытании цилиндрической трубы, использованной в качестве эталонной, трубы приводного вала, показанной на фиг. 1А, трубы приводного вала, показанной на фиг. 2А, и трубы приводного вала, показанной на фиг. 3А.
Фиг. 5 - гистограмма, иллюстрирующая часть экспериментальных данных, приведенных на фиг. 4, демонстрирующая зависимость критической частоты вращения от длины и формы трубы приводного вала, для цилиндрической трубы, используемой в качестве эталонной, трубы приводного вала, показанной на фиг. 1А, трубы приводного вала, показанной на фиг. 2А, и трубы приводного вала, показанной на фиг. 3А.
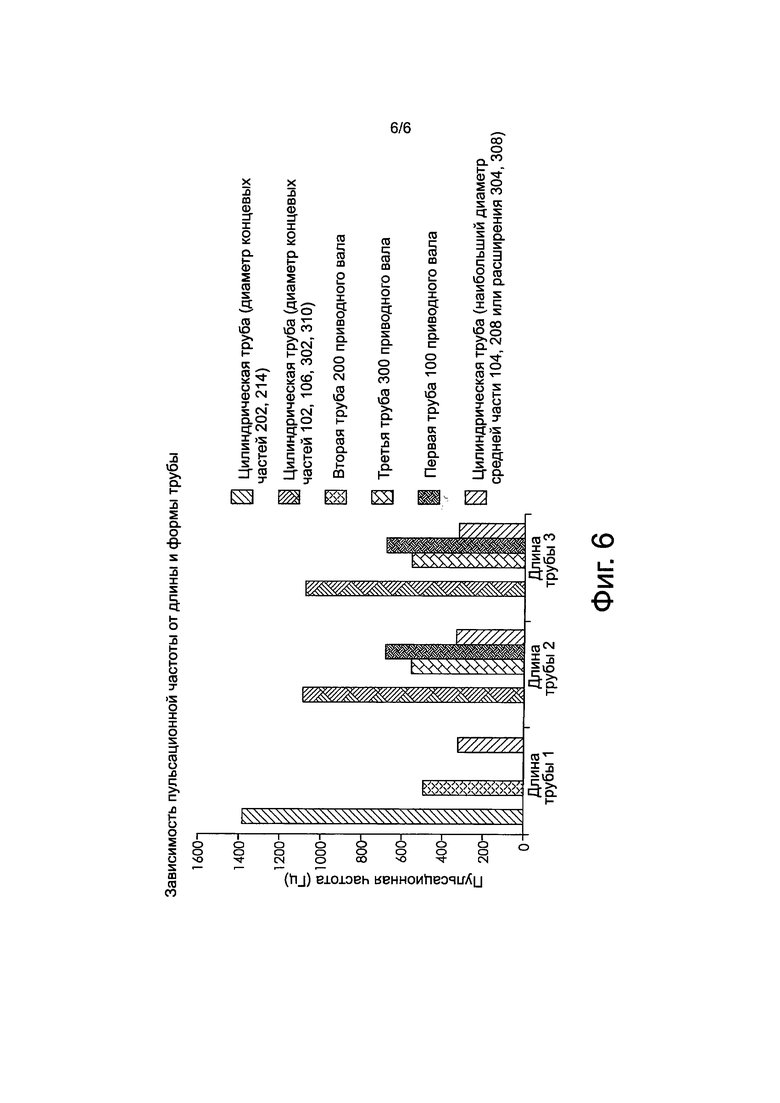
Фиг. 6 - гистограмма, иллюстрирующая часть экспериментальных данных, приведенных на фиг. 4, демонстрирующая зависимость пульсационной частоты от длины и формы трубы приводного вала, для цилиндрической трубы, используемой в качестве эталонной, трубы приводного вала, показанной на фиг. 1А, трубы приводного вала, показанной на фиг. 2А, и трубы приводного вала, показанной на фиг. 3А.
Осуществление изобретения
Следует иметь в виду, что изобретение может предполагать различные альтернативные ориентации и последовательности операций, за исключением случаев, когда прямо указано иное. Также следует принимать во внимание, что конкретные устройства и процессы, иллюстрируемые с помощью прилагаемых чертежей и приведенного ниже описания, являются лишь возможными примерами реализации идей изобретения, определяемых пунктами прилагаемой формулы изобретения. Таким образом, конкретные размеры, направления или другие физические параметры, относящиеся к рассматриваемым вариантам исполнения, не должны считаться ограничивающими, если специально не указано иное.
На фиг. 1А и 1В представлен первый вариант исполнения трубы 100 приводного вала, изготовленной с помощью гидроформовки. Данная первая труба 100 приводного вала выполнена из алюминиевого сплава 6061; однако, предполагается, что другие сплавы также могут быть использованы. Трубная заготовка из алюминиевого сплава (не показана), используемая для формовки первой трубы 100 приводного вала, может быть получена посредством экструзии или шовной сваркой. Трубная заготовка из алюминиевого сплава представляет собой алюминиевую трубу цилиндрической формы.
Первая труба 100 приводного вала содержит первую концевую часть 102, среднюю часть 104 и вторую концевую часть 106. Оснащенная парой концевых компонентов (не показаны) первая труба 100 приводного вала образует часть узла приводного вала (не показан), предназначенного для установки на транспортном средстве.
Первая концевая часть 102 и вторая концевая часть 106 имеют, в целом, цилиндрическую форму и составляют около 13% длины первой трубы 100 приводного вала, однако, понятно, что возможны и другие соотношения размеров. Толщина стенки первой концевой части 102 и второй концевой части 106 являются практически постоянными. Первая концевая часть 102 и вторая концевая часть 106, соответственно, соединяются со средней частью 104 с помощью первого касательного переходного участка 108 и второго касательного переходного участка 110. Радиус, в целом, круглой дуги поверхности вращения, образующей первый касательный переходный участок 108 и второй касательный переходный участок 110, приблизительно в 4 раза больше радиуса первой концевой части 102 и второй концевой части 106.
Форма средней части 104 представляет собой поверхность вращения, образованную при вращении, в целом, круглой дуги, относительно оси первой концевой части 102 и второй концевой части 106. В качестве неограничивающего примера исполнения, дуга окружности поверхности вращения средней части 104 может быть образована острым углом в 4°, однако, понятно, что могут использоваться и другие значения. Кроме того, радиус, в целом, круглой дуги поверхности вращения средней части 104 приблизительно в 200 раз больше радиуса первой концевой части 102 и второй концевой части 106, однако, очевидно, что могут использоваться и другие соотношения размеров. Толщина стенки средней части 104 не постоянна вследствие гидроформовки, используемой для изготовления первой трубы 100 приводного вала. Толщина стенки средней части 104 в самом тонком месте, в середине первой трубы 100 приводного вала, составляет около 90% толщины стенки первой концевой части 102 и второй концевой части 106, однако, понятно, что могут использоваться и другие соотношения размеров. Форму средней части 104 первой трубы 100 приводного вала, в целом, можно охарактеризовать как бочкообразную.
Первая труба 100 приводного вала повышает критическую частоту вращения или первые изгибные колебания приводного вала, имеющего первую длину, в среднем приблизительно на 26% по сравнению с трубой цилиндрической формы, используемой в качестве эталонной, внешний диаметр которой, в целом, равен диаметру концевых частей 102, 106. Первая труба 100 приводного вала повышает критическую частоту вращения или первые изгибные колебания приводного вала, имеющего вторую длину, в среднем приблизительно на 23% по сравнению с трубой цилиндрической формы, используемой в качестве эталонной, внешний диаметр которой, в целом, равен диаметру концевых частей 102, 106. Критическая частота вращения первой трубы 100 приводного вала сильно зависит от среднего диаметра трубы, и поэтому изменение формы и процентной доли участков цилиндрической формы обеспечивает повышение критической частоты вращения трубы.
Экспериментальным путем было обнаружено, что пульсационная частота первой трубы 100 приводного вала значительно повышается по сравнению с пульсационной частотой, используемой в качестве эталонной цилиндрической трубы, внешний диаметр которой в целом приблизительно равен наибольшему диаметру средней части 104. Первая труба 100 приводного вала первой длины обеспечивает повышение пульсационной частоты приблизительно на 67% по сравнению с эталонной цилиндрической трубой. Первая труба 100 приводного вала второй длины обеспечивает повышение пульсационной частоты приблизительно на 72% по сравнению с эталонной цилиндрической трубой. Пульсационные колебания представляют собой собственные колебания, при которых окружная поверхность трубы подвергается изгибу, и окружность приобретает форму неидеального круга. При возникновении колебаний такого типа, они усиливают уровень шума транспортного средства, в частности, шум заднего моста или шестерен главной передачи.
На фиг. 2А и 2В представлен второй вариант исполнения трубы 200 приводного вала, изготовленной с помощью гидроформовки. Вторая труба 200 приводного вала выполнена из алюминиевого сплава 6061; однако, понятно, что другие сплавы также могут использоваться. Трубная заготовка из алюминиевого сплава (не показана), используемая для формовки второй трубы 200 приводного вала, может быть получена с помощью экструзии или шовной сварки. Трубная заготовка из алюминиевого сплава представляет собой алюминиевую трубу цилиндрической формы.
Вторая труба 200 приводного вала содержит первую концевую часть 202, первый переходный участок 204, первое сужение 206, среднюю часть 208, второе сужение 210, второй переходный участок 212 и вторую концевую часть 214. Оснащенная парой концевых компонентов (не показаны) вторая труба 200 приводного вала является частью узла приводного вала (не показан), предназначенного для установки на транспортном средстве.
Первая концевая часть 202 и вторая концевая часть 214 имеют, в целом, цилиндрическую форму, и каждая из них составляет около 11% длины второй трубы 200 приводного вала, однако, понятно, что возможны и другие соотношения размеров. Толщина стенки первой концевой части 202 и второй концевой части 214 являются практически постоянными. Первая концевая часть 202 и вторая концевая часть 214, соответственно, соединены с первым переходным участком 204 и вторым переходным участком 212 с помощью первого касательного переходного участка 216 и второго касательного переходного участка 218. Радиус, в целом, круглой дуги поверхности вращения, образующей первый касательный переходный участок 216 и второй касательный переходный участок 218, приблизительно в 4,5 раза больше радиуса первой концевой части 202 и второй концевой части 214.
Форма первого переходного участка 204, средней части 208 и второго переходного участка 212 соответствуют форме поверхности, образованной вращением практически круглой дуги окружности относительно оси первой концевой части 204 и второй концевой части 214. Первый переходный участок 204 и второй переходный участок 212 каждый составляют приблизительно 11% длины второй трубы 200 приводного вала, однако, понятно, что возможны и другие соотношения размеров. Средняя часть 208 составляет приблизительно 40% длины второй трубы 200 приводного вала, однако, понятно, что возможны и другие соотношения размеров. В качестве неограничивающего примера исполнения, дуга окружности поверхности вращения первого переходного участка 204, средней части 208 и второго переходного участка 212 может образовываться острым углом в 7°, однако, понятно, что могут использоваться и другие значения угла. Далее, радиус, в целом, круглой дуги поверхности вращения первого переходного участка 204, средней части 208 и второго переходного участка 212 приблизительно в 150 раз больше радиуса первой концевой части 202 и второй концевой части 214, однако, очевидно, что могут использоваться и другие соотношения размеров. Толщина стенки средней части 208 не постоянна вследствие гидроформовки, используемой для изготовления второй трубы 200 приводного вала. Толщина стенки средней части 208 в самом тонком месте, в середине средней части 208, составляет около 90% толщины стенки первой концевой части 202 и второй концевой части 214, однако, понятно, что могут использоваться и другие соотношения размеров. Первый переходный участок 204, средняя часть 208 и второй переходный участок 212 отделены друг от друга, соответственно, первым сужением 206 и вторым сужением 210.
Первое сужение 206 и второе сужение 210 представляют собой поверхности вращения, образованные вращением практически круглой дуги относительно оси первой концевой части 202 и второй концевой части 214. В качестве неограничивающего примера исполнения, дуга окружности поверхности вращения первого сужения 206 и второго сужения 210 может образовываться острым углом порядка 20°, однако, понятно, что могут использоваться и другие значения угла. Далее, радиус, в целом, круглой дуги поверхности вращения первого сужения 206 и второго сужения 210 приблизительно в 4,5 раза больше радиуса первой концевой части 202 и второй концевой части 214, однако, очевидно, что могут использоваться и другие соотношения размеров. Первое сужение 206 и второе сужение 210 вогнуты в сторону, противоположную вогнутости первого переходного участка 204, средней части 208 и второго переходного участка 212. Толщина стенки первого сужения 206 и второго сужения 210 практически равна толщине стенки первой концевой части 202 и второй концевой части 214. Диаметр первого сужения 206 и второго сужения 210 приблизительно на 16% больше диаметра первой концевой части 202 и второй концевой части 214. Первое сужение 206 по касательной сопрягается с первым переходным участком 204 и средней частью 208, соответственно, с помощью третьего касательного переходного участка 220 и четвертого касательного переходного участка 222. Радиус, в целом, круглой дуги поверхности вращения, образующей третий касательный переходный участок 220 и четвертый касательный переходный участок 222, приблизительно в 4,5 раза больше радиуса первой концевой части 202 и второй концевой части 214. Второе сужение 210 по касательной сопрягается со вторым переходным участком 212 и средней частью 208, соответственно, с помощью пятого касательного переходного участка 224 и шестого касательного переходного участка 226. Радиус, в целом, круглой дуги поверхности вращения, образующей пятый касательный переходный участок 224 и шестой касательный переходный участок 226, приблизительно в 4,5 раза больше радиуса первой концевой части 202 и второй концевой части 214.
Первое сужение 206 и второе сужение 210 второй трубы 200 приводного вала образуют, соответственно, третичную поверхность 226 и четвертичную поверхность 228 (в дополнение к первой концевой части 202 и второй концевой части 214), которые служат для предотвращения изгиба трубы, который может возникать в процессе гидроформовки. В результате, первое сужение 206 и второе сужение 210 второй трубы 200 приводного вала обеспечивают уменьшение осевого биения, возникающего при гидроформовке второй трубы 200 приводного вала. Первое сужение 206 и второе сужение 210 второй трубы 200 приводного вала создаются за счет соответствующей формы гидроформовочной матрицы. Диаметр второй трубы 200 приводного вала на первом сужении 206 и на втором сужении 210 больше, чем диаметр первой концевой части 202 и второй концевой части 214, что позволяет гидроформовочной матрице зафиксировать вторую трубу 200 приводного вала относительно первой концевой части 202 и второй концевой части 214 в процессе гидроформовки.
Вторая труба 200 приводного вала повышает критическую частоту вращения или первые изгибные колебания приводного вала, имеющего первую длину, в среднем приблизительно на 29% по сравнению с эталонной цилиндрической трубой, внешний диаметр которой, в целом, равен диаметру концевых частей 202, 214. Критическая частота вращения второй трубы 200 приводного вала сильно зависит от среднего диаметра трубы, и поэтому изменение формы и процентной доли участков цилиндрической формы обеспечивает повышение критической частоты вращения трубы.
Экспериментальным путем нами было обнаружено также, что пульсационная частота второй трубы 200 приводного вала значительно повышается по сравнению с пульсационной частотой эталонной цилиндрической трубы, внешний диаметр которой, в целом, приблизительно равен наибольшему диаметру средней части 208. Вторая труба 200 приводного вала первой длины обеспечивает повышение пульсационной частоты приблизительно на 52% по сравнению с эталонной цилиндрической трубой.
На фиг. 3А и 3В представлен третий вариант исполнения трубы 300 приводного вала, изготовленной с помощью гидроформовки. Третья труба 300 приводного вала выполнена из алюминиевого сплава 6061; однако, понятно, что другие сплавы также могут использоваться. Трубная заготовка из алюминиевого сплава (не показана), используемая для формовки третьей трубы 300 приводного вала, может быть получена с помощью экструзии или шовной сварки. Трубная заготовка из алюминиевого сплава представляет собой алюминиевую трубу цилиндрической формы.
Третья труба 300 приводного вала содержит первую концевую часть 302, первое расширение 304, сужение 306, второе расширение 308 и вторую концевую часть 310. Оснащенная парой концевых компонентов (не показаны) третья труба 300 приводного вала является частью узла приводного вала (не показан), предназначенного для установки на транспортном средстве.
Первая концевая часть 302 и вторая концевая часть 310 имеют, в целом, цилиндрическую форму, и каждая из них составляет около 7% длины третьей трубы 300 приводного вала, однако, понятно, что возможны и другие соотношения размеров. Толщина стенки первой концевой части 302 и второй концевой части 310 являются практически постоянными. Первая концевая часть 302 и вторая концевая часть 310, соответственно, соединены с первым расширением 304 и вторым расширением 308 с помощью первого касательного переходного участка 312 и второго касательного переходного участка 314. Радиус, в целом, круглой дуги поверхности вращения, образующей первый касательный переходный участок 312 и второй касательный переходный участок 314, приблизительно в 4 раза больше радиуса первой концевой части 302 и второй концевой части 310.
Форма первого расширения 304 представляет собой поверхность вращения, образованную при вращении, в целом, круглой дуги, относительно оси первой концевой части 302 и второй концевой части 310. В качестве неограничивающего примера исполнения, дуга окружности поверхности вращения первого расширения 304 может образовываться острым углом порядка 10°, однако, понятно, что могут использоваться и другие значения угла. Кроме того, радиус, в целом, круглой дуги поверхности вращения первого расширения 304 приблизительно в 40 раз больше радиуса первой концевой части 302 и второй концевой части 310, однако, очевидно, что могут использоваться и другие соотношения размеров. Толщина стенки первого расширения 304 не постоянна вследствие гидроформовки, используемой для изготовления третьей трубы 300 приводного вала. Толщина стенки первого расширения 304 в самом тонком месте, в середине первого расширения 304 трубы приводного вала, составляет около 90% толщины стенки первой концевой части 302 и второй концевой части 310, однако, понятно, что могут использоваться и другие соотношения размеров. Форму первого расширения 304 третьей трубы 300 приводного вала, в целом, можно охарактеризовать как бочкообразную.
Сужение 306 представляет собой поверхность вращения, образованную при вращении, в целом, круглой дуги, относительно оси первой концевой части 302 и второй концевой части 310. В качестве неограничивающего примера исполнения, в целом, круглая дуга поверхности вращения сужения 306 может образовываться острым углом порядка 6°, однако, понятно, что могут использоваться и другие значения угла. Кроме того, радиус, в целом, круглой дуги поверхности вращения сужения 306 приблизительно в 40 раз больше радиуса первой концевой части 302 и второй концевой части 310, однако, очевидно, что могут использоваться и другие соотношения размеров. Вогнутость сужения 306 направлена в сторону, противоположную вогнутости первого расширения 304 и второго расширения 308. Толщина стенки и диаметр сужения 306 практически равны толщине стенки и диаметру первой концевой части 302 и второй концевой части 310. Сужение 306 соединяется с первым расширением 304 и вторым расширением 308, соответственно, с помощью третьего касательного переходного участка 316 и четвертого касательного переходного участка 318. Радиус, в целом, круглой дуги поверхности вращения, образующей третий касательный переходный участок 316 и четвертый касательный переходный участок 318, приблизительно в 4 раза больше радиуса первой концевой части 302 и второй концевой части 310.
Форма второго расширения 308 представляет собой поверхность вращения, образованную при вращении, в целом, круглой дуги, относительно оси первой концевой части 302 и второй концевой части 310. В качестве неограничивающего примера исполнения, дуга окружности поверхности вращения второго расширения 308 может образовываться острым углом порядка 10°, однако, понятно, что могут использоваться и другие значения угла. Кроме того, радиус, в целом, круглой дуги поверхности вращения второго расширения 308 приблизительно в 40 раз больше радиуса первой концевой части 302 и второй концевой части 310, однако, очевидно, что могут использоваться и другие соотношения размеров. Толщина стенки второго расширения 308 не постоянна вследствие гидроформовки, используемой для изготовления третьей трубы 300 приводного вала. Толщина стенки второго расширения 308 в самом тонком месте, в середине второго расширения 308 трубы приводного вала, составляет около 90% толщины стенки первой концевой части 302 и второй концевой части 310, однако, понятно, что могут использоваться и другие соотношения размеров. Форму второго расширения 308 третьей трубы 300 приводного вала, в целом, можно охарактеризовать как бочкообразную.
Сужение 306 третьей трубы 300 приводного вала образует третичную поверхность 320 (в дополнение к первой концевой части 302 и второй концевой части 310) с целью уменьшения деформаций трубы, которые могут возникать в процессе гидроформовки. В результате, сужение 306 третьей трубы 300 приводного вала 300 уменьшает осевое биение трубы, возникающее в процессе гидроформовки третьей трубы 300 приводного вала. Сужение 306 третьей трубы 300 приводного вала создается за счет формы гидроформовочной матрицы. Диаметр третьей трубы 300 приводного вала на сужении 306 равен диаметру первой концевой части 302 и второй концевой части 310, что позволяет гидроформовочной матрице зафиксировать центр третьей трубы 300 приводного вала относительно первой концевой части 302 и второй концевой части 310 в процессе гидроформовки.
Третья труба 300 приводного вала повышает критическую частоту вращения или первые изгибные колебаний приводного вала, имеющего первую длину, в среднем приблизительно на 22% по сравнению с эталонной трубой цилиндрической формы, внешний диаметр которой, в целом, равен диаметру концевых частей 302, 310. Третья труба 300 приводного вала также повышает критическую частоту вращения или первые изгибные колебаний приводного вала, имеющего вторую длину, в среднем приблизительно на 20% по сравнению с эталонной цилиндрической трубой, внешний диаметр которой, в целом, равен диаметру концевых частей 302, 310. Критическая частота вращения третьей трубы 300 приводного вала сильно зависит от среднего диаметра трубы, и поэтому изменение формы и процентной доли участков цилиндрической формы обеспечивает повышение критической частоты вращения третьей трубы 300 приводного вала.
Экспериментальным путем было обнаружено, что пульсационная частота третьей трубы 300 приводного вала значительно повышается по сравнению с пульсационной частотой эталонной цилиндрической трубы, внешний диаметр которой, в целом, приблизительно равен наибольшему диаметру расширений 304, 308. Третья труба 300 приводного вала первой длины обеспечивает повышение пульсационной частоты приблизительно на 105% по сравнению с эталонной цилиндрической трубой. Третья труба 300 приводного вала второй длины обеспечивает повышение пульсационной частоты приблизительно на 112% по сравнению с эталонной цилиндрической трубой.
На фиг. 4 представлена таблица, в которой приведены экспериментальные данные, полученные при испытании эталонной цилиндрической трубы, первой трубы 100 приводного вала, второй трубы 200 приводного вала и третьей трубы 300 приводного вала. Указанные выше результаты базируются на экспериментальных данных, показанных на фиг.4.
На фиг. 5 приведена гистограмма, демонстрирующая зависимость критической частоты вращения от длины и формы трубы приводного вала, для эталонной цилиндрической трубы (в трех случаях), первой трубы 100 приводного вала, второй трубы 200 приводного вала и третьей трубы 300 приводного вала. Данная гистограмма иллюстрирует экспериментальные данные, приведенные на фиг. 4.
На фиг. 6 приведена гистограмма, демонстрирующая зависимость пульсационной частоты колебаний от длины и формы трубы приводного вала, для эталонной цилиндрической трубы (в трех случаях), первой трубы 100 приводного вала, второй трубы 200 приводного вала и третьей трубы 300 приводного вала. Данная гистограмма иллюстрирует экспериментальные данные, приведенные на фиг. 4.
Как видно из фиг. 4-6, трубы 100, 200, 300 приводного вала обладают повышенной частотой вращения по сравнению с эталонной цилиндрической трубой, внешний диаметр которой, в целом, равен диаметру концевых частей 102, 106, 202, 214, 302, 310. Такие преимущества позволяют узлу приводного вала, включающего в себя трубу 100, 200, 300 приводного вала, иметь характеристики критической частоты вращения трубы приводного вала, имеющего диаметр, который больше диаметра приводного вала, выполненного из цилиндрической трубы, имеющей внешний диаметр, по сути, равный диаметру концевых частей 102, 106, 202, 214, 302, 310. Узел приводного вала, содержащий трубу 100, 200, 300 приводного вала, совместим с концевыми элементами приводного вала уменьшенного диаметра, что значительно снижает стоимость узла приводного вала, содержащего трубу 100, 200, 300.
Как видно из фиг. 4-6, труба 100, 200, 300 приводного вала обладает повышенной пульсационной частотой по сравнению с эталонной цилиндрической трубой, внешний диаметр которой, в целом, равен наибольшему диаметру средней части 104, 208 или расширений 304, 308. Такое преимущество позволяет узлу приводного вала, содержащему трубу 100, 200, 300 приводного вала, иметь такие же характеристики по пульсационной частоте приводного вала с трубой уменьшенного диаметра, при сохранении преимуществ по критической частоте вращения, свойственных трубе приводного вала увеличенного диаметра.
В соответствии с положениями патентного законодательства, настоящее изобретение было раскрыто на примере предпочтительного варианта осуществления. Однако следует иметь в виду, что помимо раскрытых и описанных вариантов осуществления, настоящее изобретение может быть реализовано и в других вариантах, без отхода от сущности изобретения и выхода за пределы объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЪЕДИНЕННЫЙ ОПОРНЫЙ ПОДУЗЕЛ УЗЛА НЕСУЩИХ ВИНТОВ БЕСПИЛОТНОГО ВОЗДУШНОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 1993 |
|
RU2113378C1 |
| ЛОПАСТНОЙ ПОДУЗЕЛ НЕСУЩЕГО ВИНТА БЕСПИЛОТНОГО ВОЗДУШНОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 1993 |
|
RU2125952C1 |
| ПРИВОДНОЙ КИНЕМАТИЧЕСКИЙ УЗЕЛ БЕСПИЛОТНОГО ВОЗДУШНОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 1993 |
|
RU2114766C1 |
| СООСНЫЙ ПОДУЗЕЛ ТРАНСМИССИЯ/ЦЕНТРАЛЬНАЯ ВТУЛКА УЗЛА НЕСУЩИХ ВИНТОВ БЕСПИЛОТНОГО ВОЗДУШНОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 1993 |
|
RU2108269C1 |
| ДЕМПФИРУЮЩИЙ УЗЕЛ НЕСУЩИХ ВИНТОВ БЕСПИЛОТНОГО ВОЗДУШНОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 1993 |
|
RU2117604C1 |
| ТОРОИДАЛЬНЫЙ ФЮЗЕЛЯЖ БЕСПИЛОТНОГО ВОЗДУШНОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 1993 |
|
RU2108267C1 |
| МНОГОКАНАЛЬНОЕ ВЫПУСКНОЕ РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ РАСПРЕДЕЛЕНИЯ ВЯЖУЩЕЙ СУСПЕНЗИИ | 2012 |
|
RU2631443C2 |
| БЕЗОПАСНАЯ ОПОРНАЯ КОНСТРУКЦИЯ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПИЩИ | 2017 |
|
RU2693709C1 |
| Регулировочный блок для регулировки по азимуту и/или для регулировки угла атаки ветроэнергетической установки, соответствующие устройства регулировки с таким регулировочным блоком, ветроэнергетическая установка, способ регулировки роторной лопасти, способ отслеживания направления ветра, а также применение регулировочного блока | 2018 |
|
RU2732083C1 |
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВКИ ИЗ ПРЯДЕВОГО СТЕКЛОВОЛОКНИСТОГО МАТЕРИАЛА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2191319C2 |




Изобретение относится к приводному валу, в частности к приводному валу для транспортных средств, изготовленному посредством гидроформовки. Гидроформованная труба (200) приводного вала содержит первую концевую часть (202), вторую концевую часть (214), среднюю часть (208), по меньшей мере частично представляющую собой образованную дугой окружности поверхность вращения и по меньшей мере участок средней части, диаметр которого больше диаметра первой и второй концевых частей (202, 214), первый переходный участок (204), первое сужение (206), второе сужение (210) и второй переходный участок (212). Средняя часть (208) расположена между первым (206) и вторым (210) сужениями, а форма образованной дугой окружности поверхности вращения соответствует форме первого переходного участка (204), средней части (208) и второго переходного участка (212). Средняя часть (208) расположена между первой (202) и второй (214) концевыми частями и выполнена с возможностью воздействия на критическую частоту вращения и пульсационную частоту гидроформованной трубы (200) приводного вала. Технический результат: создание приводного вала, изготовляемого методом гидроформовки, который обеспечивает повышение критической частоты вращения вала. 3 н. и 9 з.п. ф-лы, 9 ил.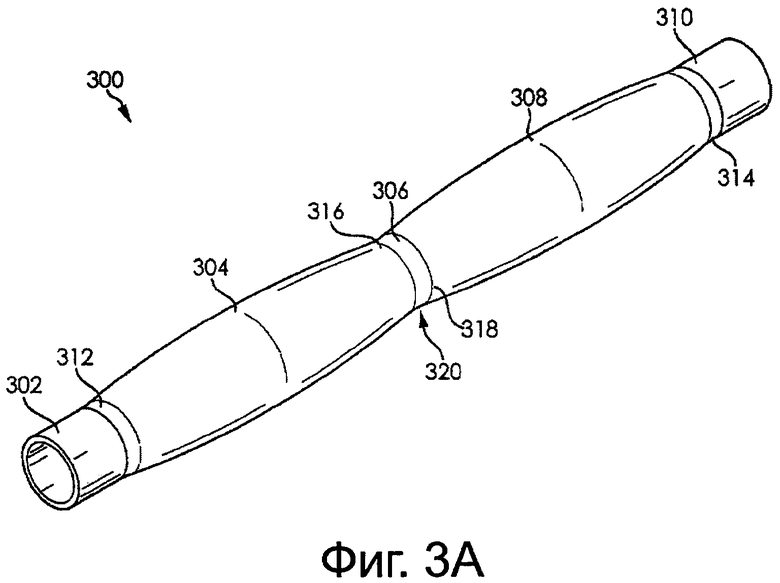
1. Гидроформованная труба приводного вала, содержащая первую концевую часть, вторую концевую часть, среднюю часть, по меньшей мере частично представляющую собой образованную дугой окружности поверхность вращения и по меньшей мере участок средней части, диаметр которого больше диаметра первой и второй концевых частей, первый переходный участок, первое сужение, второе сужение и второй переходный участок, при этом средняя часть расположена между первым и вторым сужениями, а форма образованной дугой окружности поверхности вращения соответствует форме первого переходного участка, средней части и второго переходного участка, причем средняя часть расположена между первой и второй концевыми частями и выполнена с возможностью воздействия на критическую частоту вращения и пульсационную частоту гидроформованной трубы приводного вала.
2. Гидроформованная труба по п. 1, в которой радиус образованной дугой окружности поверхности вращения в 150 раз больше радиуса первой и второй концевых частей.
3. Гидроформованная труба по п. 1, в которой вогнутость первого и второго сужений направлена в сторону, противоположную вогнутости первого переходного участка, средней части и второго переходного участка.
4. Гидроформованная труба по п. 1, в которой первое и второе сужения обеспечивают уменьшение деформации трубы, возникающее в процессе гидроформовки трубы приводного вала.
5. Гидроформованная труба по п. 1, в которой диаметр первого и второго сужений больше диаметра первой и второй концевых частей.
6. Гидроформованная труба приводного вала, содержащая первую концевую часть, вторую концевую часть и среднюю часть, по меньшей мере частично представляющую собой образованную дугой окружности поверхность вращения и по меньшей мере участок средней части, диаметр которого больше диаметра первой и второй концевых частей, при этом средняя часть имеет первое расширение, сужение и второе расширение и расположена между первой и второй концевыми частями, а сужение расположено между первым и вторым расширениями в центре гидроформованной трубы приводного вала, причем средняя часть выполнена с возможностью воздействия на критическую частоту вращения и пульсационную частоту гидроформованной трубы приводного вала.
7. Гидроформованная труба по п. 6, дополнительно содержащая первый касательный переходный участок и второй касательный переходный участок, причем первый касательный переходный участок расположен между первой концевой частью и первым расширением, а второй касательный переходный участок расположен между второй концевой частью и вторым расширением.
8. Гидроформованная труба по п. 7, дополнительно содержащая третий касательный переходный участок и четвертый касательный переходный участок, причем третий касательный переходный участок расположен между сужением и первым расширением, а четвертый касательный переходный участок расположен между сужением и вторым расширением.
9. Гидроформованная труба по п. 6, отличающаяся тем, что по меньшей мере одно из первого и второго расширений представляет собой образованную дугой окружности поверхность вращения, радиус которой в 40 раз больше радиуса первой и второй концевых частей.
10. Гидроформованная труба по п. 6, в которой вогнутость сужения направлена в сторону, противоположную вогнутости первого и второго расширений.
11. Гидроформованная труба по п. 6, в которой сужение обеспечивает уменьшение деформации трубы, которое может возникать в процессе гидроформовки трубы приводного вала.
12. Гидроформованная труба приводного вала, содержащая первую концевую часть, вторую концевую часть, среднюю часть, по меньшей мере частично представляющую собой образованную дугой окружности поверхность вращения и по меньшей мере участок средней части, диаметр которого больше диаметра первой и второй концевых частей, при этом средняя часть содержит первый переходный участок, первое сужение, второе сужение и второй переходный участок и расположена между первым и вторым сужениями, причем средняя часть выполнена с возможностью воздействия на критическую частоту вращения и пульсационную частоту гидроформованной трубы приводного вала, а форма образованной дугой окружности поверхности вращения соответствует форме первого переходного участка, средней части и второго переходного участка.
| DE 19960963 A1, 05.07.2001 | |||
| ОРГАНИЧЕСКИЕ РАСТВОРЫ ДЛЯ ПОЛУЧЕНИЯ НЕРАСТВОРИМЫХ ЧАСТИЦ ФОСФАТОВ ИЛИ ПИРОФОСФАТОВ ЧЕТЫРЕХВАЛЕНТНОГО МЕТАЛЛА, ИХ ПРИМЕНЕНИЕ ДЛЯ МОДИФИКАЦИИ ЭЛЕКТРОДОВ И ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОЙ МЕМБРАНЫ ДЛЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ, РАБОТАЮЩИХ ПРИ ТЕМПЕРАТУРЕ БОЛЕЕ 90°C И/ИЛИ ПРИ НИЗКОЙ ОТНОСИТЕЛЬНОЙ ВЛАЖНОСТИ | 2004 |
|
RU2358902C2 |
| US 5287768 A, 22.02.1994 | |||
| JP 2004316721 A, 11.11.2004 | |||
| Приводной вал | 1983 |
|
SU1326796A1 |

