Группа изобретений относится к способу изготовления ленточного дорожно-строительного материала на основе полимерно-битумных вяжущих и может быть использована для обеспечения герметизации стыков и сопряжений при устройстве асфальтобетонных покрытий на автомобильных дорогах, мостовых сооружениях и аэродромах.
Известно, что асфальтобетонные покрытия устраиваются из отдельных полос шириной, равной ширине захватки асфальтоукладчика, а требуемая ширина покрытия достигается за счет стыковки горячих вновь укладываемых полос к холодным ранее уложенным. Образующиеся при этом стыки в силу избыточной пористости асфальтобетона подвержены интенсивному трещинообразованию, что нарушает целостность покрытия и открывает доступ атмосферной влаге в низлежащие слои дорожной одежды. В свою очередь, циклическое замораживание и оттаивание воды в осеннее-весенний период приводит к преждевременному разрушению покрытия и необходимости его ремонта или замены. Аналогичные дефекты возникают в местах примыкания асфальтобетонного покрытия к цементобетонным и металлическим поверхностям, таким как бордюрный камень, водоотводные лотки, люки и решетки ливневой канализации, трамвайные рельсы.
Данные проблемы могут быть решены путем изготовления безосновного ленточного материала для дорожного покрытия на основе полимерно-битумного вяжущего с заданными физико-механическими характеристиками. Такой материал может быть использован для предотвращения вышеуказанных дефектов.
Известно, что полимерно-битумные вяжущие (ПБВ), применяемые в дорожном и аэродромном строительстве производятся, хранятся, транспортируются и применяются в виде расплава при температурах 140-160°С. Применять их в твердом виде (изготавливать из них формованные изделия) невозможно, т.к. в силу недостаточной теплостойкости, во всем диапазоне допустимых температур применения (от 0 до 45°С) они обладают текучестью, не позволяющей сохранять физическую форму тела.
Поэтому, для достижения возможности изготовления, транспортировки, хранения и применения формованных изделий, например, стыковочной ленты для дорожного покрытия, вяжущее должно обладать теплостойкостью, обеспечивающей сохранность физической формы тела изделия во всем эксплуатационном диапазоне температур.
Так как, абсолютный температурный максимум, зафиксированный на территории РФ составляет 45°С, то для сохранности формованных изделий из полимерно-битумного вяжущего его теплостойкость должна превышать данную величину. Теплостойкость ПБВ оценивается по величине температуры размягчения по методу кольца и шара и глубины проникания иглы при 25°С.
Опытным путем установлено, что для обеспечения теплостойкости более 45°С, значение температуры размягчения должно быть не менее 85°С и глубины проникания иглы при 25°С не более 60°С градусов пенетрации. Поскольку ПБВ применяется при устройстве асфальтобетонных покрытий, оно должно сохранять морозоустойчивость на уровне нефтяного битума. Морозоустойчивость битумов характеризуется величиной показателя хрупкость по Фраасу минимально допустимое значение, которого составляет минус 20°С.
Известен способ изготовления безосновного рулонного материала на основе битумно-каучуковой композиции путем смешивания необходимых компонентов, подачи готовой смеси на листование и профилирование по заданным параметрам толщины, соединения полученного листа с антикоррозионным материалом и сматывания готового безосновного ленточного материала в рулон (патент РФ №2011664, МПК D06N 5/00, 1994 г.).
К недостаткам известного способа относится прерывистость технологического процесса и невозможность регулирования толщины формируемого листа в автоматическом режиме.
Наиболее близким техническим решением к заявляемому способу по совокупности существенных признаков является способ изготовления безосновного ленточного материала на основе полимерно-битумного вяжущего, включающий формирование слоя из приготовленного на основе полимерно-битумного вяжущего с температурой 100-110°С путем подачи вяжущего на движущуюся антиадгезионную пленку, профилирование слоя по заданным параметрам толщины и ширины и сматывание готового безосновного ленточного материала в рулон (патент РФ №2409470, МПК 32 В 11/00, 2011 г. - прототип).
Недостатки способа по прототипу заключаются в том, что формирование ленточного материала требуемых геометрических размеров осуществляется в несколько этапов, а процесс производства является периодическим и неавтоматизированным. Получение ленточного материала заданной толщины осуществляется термосклеиванием, по меньшей мере, трех лент меньшей толщины, что обусловлено невозможностью формирования слоя нужной толщины за один проход из-за стекания вяжущего с подложки в силу ее текучести в расплавленном состоянии.
Кроме того, состав битумной мастики, используемый для изготовления этого материала, не обладает способностью стабильно сохранять его габаритные размеры в условиях хранения на складах при температуре +45°С.
Наиболее близким техническим решением к заявляемому способу устройства стыков и сопряжений является способ устройства стыков и сопряжений из безосновного ленточного материала, изготовленного на основе полимерно-битумного вяжущего, включающий укладку, ручную и механическую фиксации ленточного материала на кромке стыков дорожного покрытия или на боковой поверхности примыкающего элемента, представленный в описании полезной модели РФ №143147, МПК Е01С 7/22, 2014 г. - прототип.
Недостаток прототипа заключается в том, что механическую фиксацию ленточного материала осуществляют или укаткой автотранспортом в месте примыкания полос, или укаткой катком в месте примыканий асфальта и бетонной конструкции. В обоих случаях образуется компенсационный шов недостаточного качества, а именно с недостаточной герметичностью.
В тоже время известно, что асфальтобетон при понижении температуры подвержен температурному сжатию, в результате чего линейные размеры швов, трещин, стыков и сопряжений увеличиваются в среднем на 100%. При этом для обеспечения герметичности герметизирующий материал должен обладать надежной адгезией с поверхностью, что не обеспечивается прототипом.
Кроме того, способ по прототипу не обеспечивает надежной герметичности в стыках асфальтобетона с асфальтобетоном при устройстве покрытия.
Задачей заявляемой группы изобретений является автоматизация способа изготовления безосновного ленточного материала прямоугольной формы в сечении, способного сохранять до начала его использования в дорожном строительстве свою физическую форму при температуре до +45°С и обеспечение герметичности стыков и сопряжений асфальтобетонных покрытий при осуществлении способа устройства стыков и сопряжений из данного материала во всем диапазоне эксплуатационных температур.
Поставленная задача решается за счет того, что в способе изготовления безосновного ленточного материала на основе полимерно-битумного вяжущего, включающем формирование слоя из приготовленного на основе полимерно-битумного вяжущего с температурой 100-110°С путем подачи вяжущего на движущуюся антиадгезионную пленку, профилирование слоя по заданным параметрам толщины и ширины и сматывание готового ленточного безосновного материала в рулон, формирование слоя осуществляют в один этап, вяжущее подают на движущуюся по U-образному весоизмерительному лотку антиадгезионную пленку, протягиваемую из размоточного станка с помощью ленточного транспортера и прижимного вальца, профилирование слоя по толщине регулируют микропроцессором, перед сматыванием в рулон изготовленный материал охлаждают в емкости с водой, при этом степень охлаждения регулируют автоматически с помощью циркуляционного насоса и теплообменника, взаимодействующих с водой, затем осушают, а намотку в рулон и обрезку готового материала осуществляют автоматически программируемым намоточно-обрезным устройством, синхронизированным с приводом ленточного транспортера.
Поставленная задача решается также за счет того, что в способе устройства стыков и сопряжений из безосновного ленточного материала, изготовленного на основе полимерно-битумного вяжущего, включающем укладку, ручную и механическую фиксации ленточного материала на кромке стыков полос дорожного покрытия или на боковой поверхности примыкающего элемента, после ручной фиксации с ленточного материала удаляют антиадгезионную пленку, механическую фиксацию осуществляют асфальтобетонной смесью с температурой 140-160°С одновременно с ее уплотнением с использованием асфальтоукладчика, при этом ручную фиксацию осуществляют с опережением движения асфальтоукладчика на 150-200 м при температуре воздуха менее 25°С и на 50-100 м при температуре воздуха более 25°С.
Целесообразно механическую фиксацию ленточного материала осуществлять в уровень с дорожным покрытием.
Целесообразно соединение смежных полос ленточного материала осуществлять встык.
Технический результат достигается благодаря автоматическому регулированию расхода, необходимого для формирования ленты заданной толщины, за счет реализации принципа обратной связи зависимости скорости протяжки антиадгезионной пленки от массы подаваемого вяжущего. При этом аналоговый сигнал от тензодатчиков, соответствующий массе подаваемого насосом вяжущего, преобразовывался в цифровой и обрабатывался микропроцессором, который в свою очередь, через регулятор частоты управлял частотой вращения привода ленточного транспортера. В случае уменьшения массы подаваемого вяжущего, например, в результате снижения производительности насоса при охлаждении вяжущего, скорость протяжки пропорционально снижалась. В случае увеличения массы подаваемого вяжущего, например, в результате повышения производительности насоса при разогреве вяжущего, скорость протяжки пропорционально увеличивалась. Формирование слоя расплавленного вяжущего заданной толщины осуществляется за один проход за счет применения U-образного весоизмерительного лотка, предотвращающего стекание вяжущего с подложки до его охлаждения и потери текучести. Прямоугольный профиль ленточному материалу придается в обогреваемом профилирующем устройстве, представляющем собой металлическую рамку с заданными размерами.
Технический результат достигается также за счет того, что при устройстве стыков и сопряжений асфальтобетонных покрытий механическую фиксацию осуществляют горячей асфальтобетонной смесью одновременно с ее уплотнением асфальтоукладчиком.
В результате плавления безосновного ленточного материала под воздействием высокой температуры (140-160°С) асфальтобетонной смеси повышается адгезионная связь ленточного материала с контактируемыми поверхностями и, соответственно, обеспечивается высокая герметичность стыков и примыканий.
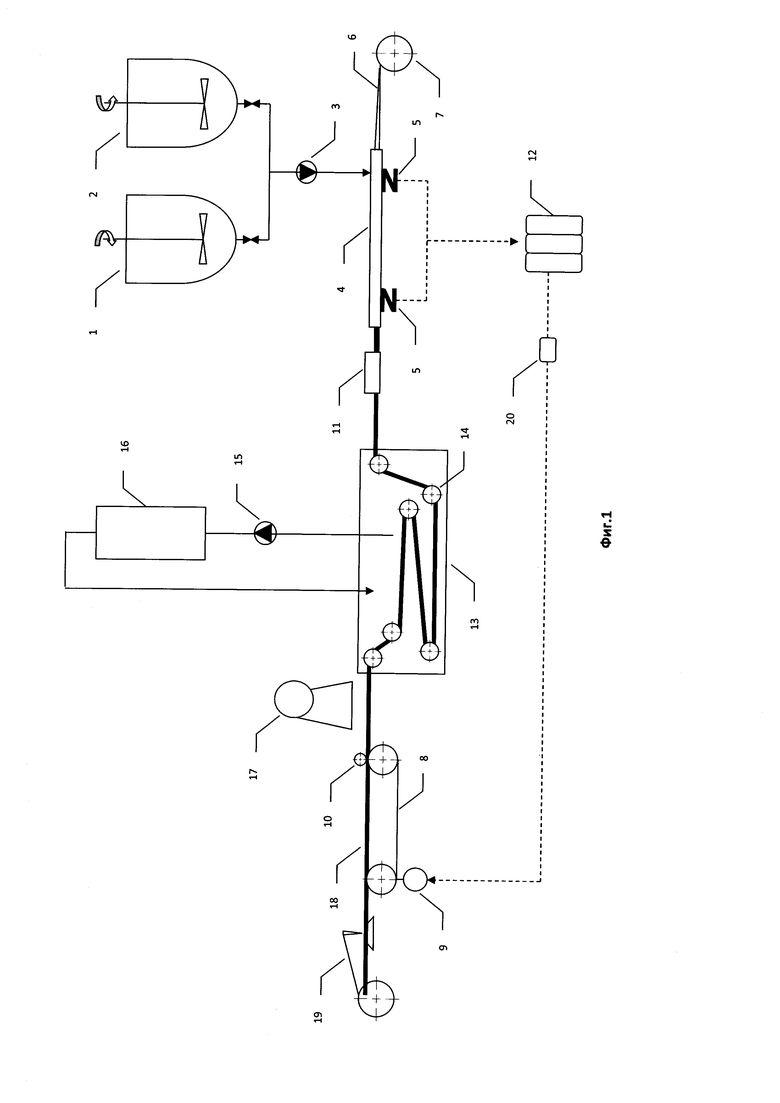
Технологическая схема изготовления безосновного ленточного материала представлена на фиг. 1, где 1 - первый смеситель для приготовления полимерно-битумного вяжущего, 2 - второй смеситель, 3 - насос подачи вяжущего, 4 - U-образный весоизмерительный лоток, 5 - тензодатчики, 6 - антиадгезионная пленка, 7 - размоточный станок, 8 - ленточный транспортер, 9 - электродвигатель привода ленточного транспортера, 10 - прижимной валец, 11 - профилирующее устройство, 12 - микропроцессор, 13 - ванна водяного охлаждения, 14 - направляющие ролики, 15 - циркуляционный водяной насос, 16 - теплообменник охлаждения, 17 - вентилятор воздушного охлаждения, 18 - изготовленный безосновный ленточный материал (стыковочная лента), 19 - намоточно-обрезное устройство, 20 - регулятор частоты.
Предпочтительно, чтобы в качестве полимерно-битумного вяжущего использовали вяжущее, содержащее 81,0-87,0 мас. % нефтяного дорожного битума, 4,0-7,0 мас. % блок сополимера бутадиена и стирола типа СБС в виде гранул или 3,0-6,0 мас % тройного блок-сополимера стирола-этилена-бутилена-стирола типа СЭБС/SEBS в виде порошка, или 2,0-5,0 мас. % блок сополимера стирола и бутадиена типа СБС в виде гранул с 1,5-3,5 мас. % сополимера этилена и винилацетата типа ЭВА (торговое название «Сэвилен», марка 11104-030) ТУ 6-05-1636-57 в виде гранул, 8,0-10 мас. % пластификатора, 1,0-2,0 мас. % амидного воска.
Предпочтительно, чтобы в качестве нефтяного дорожного битума использовали битум марки БНД - 60/90 (ГОСТ 22245-90).
Предпочтительно, чтобы в качестве блок-сополимера бутадиена и стирола типа СБС использовали марку ДСТ - 30Р-01 (ТУ 2294-019-00148889-2013).
Примеры изготовления безосновного ленточного материала на основе полимерно-битумного вяжущего.
Пример 1.
В смесители 1 и 2 емкостью 0,3 м3 последовательно загружали: 81,0 кг жидкого битума нефтяного дорожного вязкого марки БНД - 60/90 (ГОСТ 22245-90), 7,0 кг блок - сополимера бутадиена и стирола СБС марки ДСТ - 30Р-01 (ТУ 2294-019-00148889-2013), 10 кг жидкого пластификатора полиалкилбензола (ТУ 2414-025-05766480-2006) и 2,0 кг амидного воска (ТУ 38-401190-92). Данную смесь нагревали до температуры 160°С. при постоянном перемешивании в течение 2-х часов до получения однородной консистенции.
Полученное вяжущее охлаждали в емкости приготовления до температуры 100°С, и подавали насосом 3 на антиадгезионную пленку 6 шириной 40 мм, движущейся по U-образному весоизмерительному лотку 4, закрепленному на тензодатчиках 5, для формирования на ней слоя. Протяжка антиадгезионной пленки от размоточного станка 7 осуществлялась с помощью ленточного транспортера 8 и прижимного вальца 10.
Управление скоростью протяжки осуществлялось изменением скорости вращения привода ленточного транспортера 9 микропроцессором 12 через регулятор частоты 20.
Сформированный слой поступал в обогреваемое профилирующее устройство 11, в котором он приобретал прямоугольный профиль заданной толщины - 4 мм. Откалиброванный ленточный материал охлаждали при температуре 8°С в ванне водяного охлаждения 13, связанной с теплообменником 16 и циркуляционным водяным насосом 15.
Поддержание постоянной температуры в ванне осуществлялось автоматически путем изменения производительности циркуляционного насоса и мощности теплообменника. Для повышения эффективности охлаждения ленточный материал протягивали через направляющие ролики 14, установленные зигзагообразно.
На выходе из ванны материал осушали вентилятором воздушного охлаждения 17.
Намотку и обрезку готового материала 18 осуществляли автоматически программируемым намоточно-обрезным устройством 19, синхронизированным с электродвигателем привода ленточного транспортера и обеспечивающим намотку в рулон ленточного материала требуемой длины.
Изготовленный ленточный материал имел толщину 4,0 мм, ширину 40 мм, длину 15000 мм.
Пример 2.
Изготовление материала осуществлялось аналогично примеру 1, но вяжущее имело состав, кг:
При этом смесь нагревали до температуры 150°С, а готовое вяжущее охлаждали до температуры 105°С.
Ленточный материал имел толщину 6,0 мм, ширину 45 мм, длину 1000 мм.
Пример 3.
Изготовление материала осуществлялось аналогично примеру 1, но вяжущее имело состав, кг:
При этом смесь нагревали до температуры 140°С, а готовое вяжущее охлаждали до температуры 110°С.
Ленточный материал имел толщину 10 мм, ширину 50 мм длину 7000 мм.
Все указанные в примерах полимерные добавки расширяют интервал пластичности (повышают температуру размягчения и понижают температуру хрупкости) и повышают эластичность битумов.
Исходные свойства полимерно-битумно вяжущего для изготовления ленточного материала представлены в таблице.
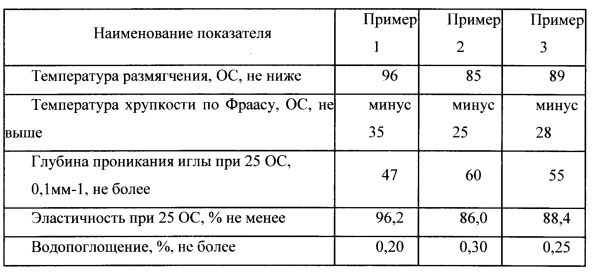
Если компоненты взяты выше верхних пределов, то вязкость вяжущего возрастает настолько, что получение формованных изделий становится невозможным.
Если компоненты взяты ниже нижних пределов, то получение формованных изделий становится невозможным из-за недостаточной теплостойкости вяжущего.
Пример осуществления способа устройства стыков и сопряжений.
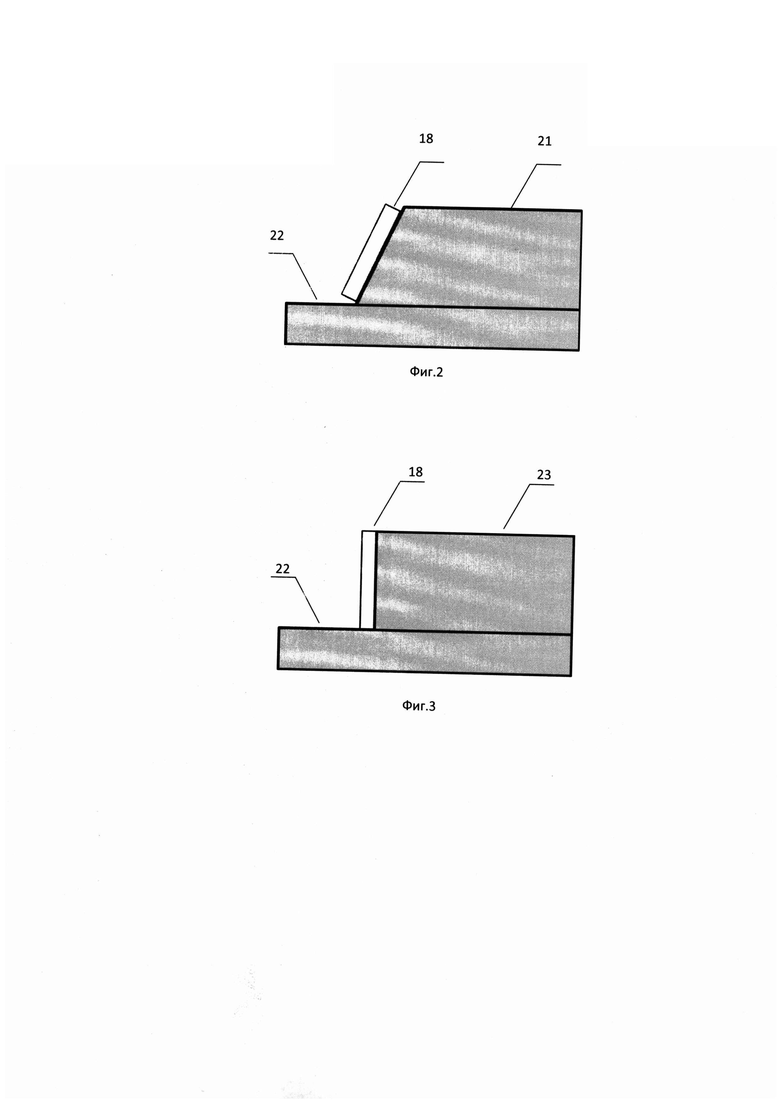
Устройство стыка полосы дорожного покрытия представлено на фиг. 2, где 21 - кромка ранее уложенной полосы асфальтобетонного покрытия, 22 - основание. На фиг. 3 представлено устройство примыкания асфальтобетонного покрытия, где 23 - цементобетонная или металлическая поверхность, или конструкция.
Готовый ленточный материал доставляли в рулонах на место проведения работ в заводской упаковке (в картонных барабанах) в количестве, не превышающем сменной выработки. Рулоны освобождали от заводской упаковки и расставляли вдоль кромки стыкуемых поверхностей с интервалом 25-40 м.
Затем разматывали рулоны стыковочной ленты 18, укладывали ее незащищенной стороной на холодную кромку ранее уложенной полосы дорожного покрытия 21 в уровень с покрытием. Потом производили ручную фиксацию ленты путем надавливания и удаляли антиадгезионную пленку. При этом соединение торцов смежных лент производили встык.
Укладка и фиксация лепты осуществлялась силами двух человек с производительностью 5-7 м в минуту.
Механическая фиксация ленты осуществлялась горячей асфальтобетонной смесью с температурой 150°С одновременно с уплотнением горячей смеси с помощью асфальтоукладчика, т.е. одновременно с формированием новой полосы дорожного покрытия. Данная фиксация производилась при температуре воздуха 30°С с опережением движения асфальтоукладчика на 75 м.
В результате вдоль стыка полос дорожного покрытия сформировалась полоса битумно-полимерного вяжущего толщиной 0,4 мм и шириной 12 мм.
Таким образом, технический результат от реализации заявленной группы изобретений, связанных единым изобретательским замыслом, выражается в том, что способ изготовления безосновного ленточного материала автоматизирован, что способствовало повышению производительности процесса и уменьшению его трудоемкости, а способ устройства стыков и сопряжений в асфальтобетонном дорожном покрытии с использованием полученного безосновного ленточного материала повышает их герметичность и позволяет продлить срок их эксплуатации и создать комфортные и безопасные условия для движения автотранспорта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БЕЗОСНОВНОГО ЛЕНТОЧНОГО ДОРОЖНО-СТРОИТЕЛЬНОГО МАТЕРИАЛА | 2008 |
|
RU2409470C2 |
| КОЛЬЦЕВАЯ МАГИСТРАЛЬ МЕГАПОЛИСА И СПОСОБ РЕКОНСТРУКЦИИ КОЛЬЦЕВОЙ МАГИСТРАЛИ МЕГАПОЛИСА | 1998 |
|
RU2135672C1 |
| АВТОМОБИЛЬНАЯ ДОРОГА И СПОСОБ ЭКСПЛУАТАЦИИ АВТОМОБИЛЬНОЙ ДОРОГИ С ЕЕ РЕМОНТОМ И РЕКОНСТРУКЦИЕЙ | 1998 |
|
RU2135671C1 |
| РУЛОННЫЙ ГИДРОИЗОЛЯЦИОННЫЙ БИТУМОСОДЕРЖАЩИЙ МАТЕРИАЛ С УЛУЧШЕННЫМ ЗАПАХОМ | 2024 |
|
RU2830790C1 |
| ПОЛИМЕРНО-БИТУМНЫЙ ВЯЖУЩИЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2412223C2 |
| Способ ямочного ремонта дорожного покрытия | 2018 |
|
RU2740138C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ТРАНСПОРТНОЙ МАГИСТРАЛИ МЕГАПОЛИСА | 1998 |
|
RU2140479C1 |
| РУЛОННЫЙ САМОКЛЕЯЩИЙСЯ БИТУМСОДЕРЖАЩИЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2430127C2 |
| Применение кокса в качестве модификатора битума | 2020 |
|
RU2753763C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРАСФАЛЬТОБЕТОННОЙ СМЕСИ | 2020 |
|
RU2749771C1 |
Группа изобретений относится к способу изготовления ленточного дорожно-строительного материала на основе полимерно-битумных вяжущих и может быть использована для обеспечения герметизации стыков и сопряжений при устройстве дорожных покрытий, мостовых сооружений и аэродромов. Способ изготовления безосновного ленточного материала включает формирование слоя в один этап из полимерно-битумного вяжущего с температурой 100-110°С путем подачи вяжущего на движущуюся антиадгезионную пленку. При этом слой профилируется по толщине с использованием микропроцессора. Готовый ленточный материал охлаждают водой. Степень охлаждения регулируется автоматически. После сушки материал сматывают в рулон. Способ устройства стыков и сопряжений включает укладку, ручную и механическую фиксацию асфальтобетонной смесью с температурой 140-160°С одновременно с уплотнением ленточного материала на кромке стыков дорожного покрытия или примыкающего элемента. Ручная фиксация опережает механическую. Технический результат - автоматизация технологического процесса изготовления безосновного ленточного материала в один этап и повышение герметичности при устройстве стыков и сопряжений с использованием полученного безосновного ленточного материала. 2 н. и 2 з.п. ф-лы, 3 ил., 1 табл., 3 пр.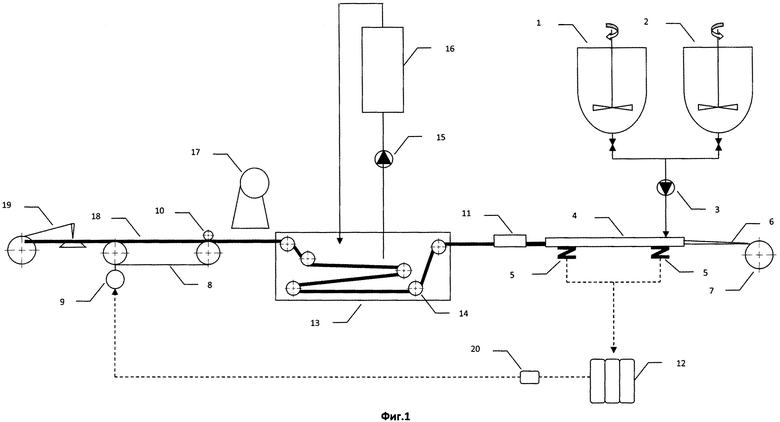
1. Способ изготовления безосновного ленточного материала для дорожного покрытия на основе полимерно-битумного вяжущего, включающий формирование слоя из полимерно-битумного вяжущего с температурой 100-110°С путем подачи вяжущего на движущуюся антиадгезионную пленку, профилирование слоя по заданным параметрам толщины и ширины и сматывание готового материала в рулон, отличающийся тем, что формирование слоя осуществляют в один этап, вяжущее подают на движущуюся по U-образному весоизмерительному лотку антиадгезионную пленку, протягиваемую из размоточного станка с помощью ленточного транспортера и прижимного вальца, профилирование слоя по толщине регулируют микропроцессором, управляющим скоростью протяжки адгезионной пленки путем изменения скорости вращения привода ленточного транспортера, перед сматыванием в рулон изготовленный материал охлаждают в емкости с водой, при этом степень охлаждения регулируют автоматически с помощью циркуляционного насоса и теплообменника, взаимодействующих с водой, затем осушают, а намотку в рулон и обрезку готового материала осуществляют автоматически программируемым намоточно-обрезным устройством, синхронизированным с приводом ленточного транспортера.
2. Способ устройства стыков и сопряжений из безосновного ленточного материала, изготовленного на основе полимерно-битумного вяжущего, включающий укладку, ручную и механическую фиксации ленточного материала на кромке стыков полос дорожного покрытия или на боковой поверхности примыкающего элемента, отличающийся тем, что после ручной фиксации с ленточного материала удаляют антиадгезионную пленку, механическую фиксацию осуществляют асфальтобетонной смесью с температурой 140-160°С одновременно с ее уплотнением с использованием асфальтоукладчика, при этом ручную фиксацию осуществляют с опережением движения асфальтоукладчика на 150-200 м при температуре воздуха менее 25°С и на 50-100 м при температуре воздуха более 25°С.
3. Способ по п.2, отличающийся тем, что механическую фиксацию ленточного материала осуществляют в уровень с дорожным покрытием.
4. Способ по п.2, отличающийся тем, что соединение смежных полос ленточного материала осуществляют встык.
| БИТУМНОЕ ВЯЖУЩЕЕ ДЛЯ ДОРОЖНОГО ПОКРЫТИЯ | 1997 |
|
RU2140947C1 |
| US 20090004387 A1, 01.01.2009 | |||
| СПОСОБ ПОЛУЧЕНИЯ БЕЗОСНОВНОГО ЛЕНТОЧНОГО ДОРОЖНО-СТРОИТЕЛЬНОГО МАТЕРИАЛА | 2008 |
|
RU2409470C2 |
| RU 2010123942 A1, 20.12.2011 | |||
| RU 2003129119 A1, 27.03.2005 | |||
| Электрический фазометр | 1961 |
|
SU143147A1 |

