Изобретение относится к области медицины, а именно к ортодонтии, и может использоваться для ортопедической реабилитации и раннего ортодонтического лечения детей с врожденной полной одно- и двусторонней врожденной расщелиной верхней губы и нёба с целью повышения качества предоперационной подготовки новорожденных к первому этапу хирургического лечения - первичной хейлоринопластике.
Врожденная одно- и двусторонняя расщелина верхней губы и нёба - тяжелые и распространенные пороки развития челюстно-лицевой области, сопровождающиеся грубыми анатомическими и функциональными нарушениями. С самого рождения у этих пациентов нарушены жизненно важные функции: дыхание, сосание и глотание, поэтому с первых часов жизни новорожденному при первой возможности необходимо оказать ортопедическую реабилитацию и провести раннее ортодонтическое лечение впоследствии. Ортопедическая помощь детям с одно- и двусторонними врожденными расщелинами предусматривает изготовление индивидуального протеза нёба, который разобщает полость рта и носа, обеспечивая нормальное вскармливание новорожденного и восстановление функций сосания и дыхания. Задачей раннего ортодонтического лечения является исправление врожденной деформации альвеолярных отростков и достижение, таким образом, правильной формы верхней челюсти, в результате чего в области дефекта создаются наиболее благоприятные условия для своевременного и качественного проведения успешной хейлоринопластики как во время операции, так и в отдаленном периоде [1-3].
Известны традиционные способы изготовления ортопедических аппаратов при врожденной полной одно- и двусторонней расщелине верхней губы и нёба, объединяющие в себе этапы получения слепка верхней челюсти и изготовления по полученному слепку верхней челюсти его гипсовой модели, по которой из воска моделируют восковой шаблон будущего аппарата, после чего его гипсуют в кювете и получают гипсовый штамп, по которому из жидкой пластмассы окончательно моделируют ортопедический аппарат и полимеризуют пластмассу для него, на окончательном этапе изготовления проводят шлифовку и полировку готового ортопедического аппарата [4-13].
По наиболее близкой технической сущности в качестве прототипа нами выбран способ изготовления ортопедического аппарата при двусторонней полной врожденной расщелине верхней губы и нёба, заключающийся в том, что сначала получают слепок верхней челюсти, после чего изготавливают по полученному слепку верхней челюсти его гипсовую модель, которую сканируют с помощью трехмерного лазерного сканера с точностью <0.2 мм (Vivid 910, Konica Minolta Holdings) с получаемым в результате сканирования разрешением трехмерного изображения, составляющим 640×480 пикселей. Полученную цифровую модель врожденного дефекта верхней челюсти для анализа загружают в компьютерную программу (Polygon Editing Tool 2.0), затем - в компьютерную программу Rapid Form для цифрового трехмерного моделирования этапов лечения, в которой модель верхней челюсти виртуально разделяют на три сегмента: два альвеолярных отростка и сегмент с межчелюстной костью. После моделирования дизайна ортопедического аппарата происходит его изготовление с помощью аддитивной технологии быстрого прототипирования, заключающейся в послойном добавлении или синтезе модельного материала под действием энергии направленного светового луча. Готовый ортопедический аппарат представляет собой пластинку из пластмассы толщиной 2 мм, а также отходящих от него двух ретенционных кнопок, вытянутых в виде усов, которые отходят от внутриротовой пластинки и обеспечивают ее удержание в полости рта с помощью внеротовых эластических элементов. Удержание аппарата в полости рта требует также наложения нескольких дополнительных фиксирующих элементов в виде повязок, пластырей и лент. От ортопедического аппарата отходят две металлические проволоки, на концах которых находятся пластмассовые шарики, которые располагаются в носовых ходах. Металлические проволоки, отходящие от кнопок внутриротового аппарата, изготавливают вручную путем изгибания стальной проволоки после получения готового ортопедического аппарата. На каждом из концов металлических проволок находятся пластмассовые шарики в виде почки, которые служат для поднятия кожно-хрящевого остова носа. Пластмассовые шарики, которые также изготавливают вручную после изготовления готового ортопедического аппарата, полностью входят в носовые ходы, не оставляя просвета для свободного носового дыхания пациента. Они также нуждаются совместно с ортопедическим аппаратом в дополнительной фиксации с помощью пластырей и лент. Готовый ортопедический аппарат представлен в виде набора, состоящего из нескольких, в среднем 12-16, ортопедических аппаратов, изготовление которых является обязательным условием по эксплуатации ортопедического аппарата. Родителям пациента необходимо самостоятельно производить еженедельную замену и постановку ортопедического аппарата в полости рта пациента [14].
Недостатками способа, выбранного в качестве прототипа, являются:
- Недостаточно надежное удержание и комфортное нахождение ортопедического аппарата в полости рта, как в покое, так и в процессе кормления пациента, что связано с недостаточной точностью получения индивидуальной анатомической формы врожденного дефекта верхней челюсти в результате получения слепка верхней челюсти и, как следствие, недостаточной точностью получения цифровой модели врожденного дефекта.
- Необходимость получения гипсовой модели верхней челюсти на этапах изготовления ортопедического аппарата, что увеличивает продолжительность его изготовления, а также снижает точность его изготовления в результате неизбежной усадки гипса, а также увеличивает стоимость лечения.
- Применение многочисленных фиксирующих внеротовых элементов для удержания ортопедического аппарата в полости рта в виде кнопок, пластырей, лент, повязок и крючков, требующих неоднократной замены в течение дня, что является повышенным риском раздражения, воспаления и травматизации окружающих мягких тканей лица пациента, что, в свою очередь, значительно повышает риск отказа от применения ортопедического аппарата, что увеличивает время, необходимое для подготовки и ожидания операции хейлоринопластики, составляющее 5-6 месяцев.
- Нахождение в носовых ходах пластмассовых шариков, предназначенных для поднятия кожно-хрящевого остова носа, не обеспечивает свободного носового дыхания новорожденных пациентов и к тому же требует дополнительных фиксирующих элементов, что перегружает конструкцию ортопедического аппарата, затрудняя адаптацию к нему, особенно во время сна и кормления новорожденного, а также требует дополнительных временных и материальных затрат на их изготовление. К тому же изгибание вручную металлической проволоки, а также изготовление вручную пластмассовых шариков уже после изготовления ортопедического аппарата создает отсрочку для начала его функционирования.
- Изготовление набора, включающего 12-16 ортопедических аппаратов, и отсутствие, при необходимости, возможности их моментальной коррекции, с помощью любых стандартных стоматологических инструментов и материалов (пластмассы холодной и/или горячей полимеризации), имеющихся в любом стоматологическом отделении.
Моментальная коррекция при использовании стандартных стоматологических инструментов и использовании пластмассы холодной и/или горячей полимеризации ввиду недостаточно высоких адгезивных свойств светоотверждаемого материала, из которого изготавливают ортопедический аппарат, является высоким риском внезапного скола или отрыва пластмассы от поверхности ортопедического аппарата, что может привести к его повторному изготовлению, что, несомненно, увеличит стоимость и продолжительность лечения.
- Отсутствие возможности динамического наблюдения за изменениями формы верхней челюсти и взаиморасположения ее отростков с последующей коррекцией ортопедического аппарата с учетом индивидуального роста и развития данной категории больных и в связи с этим необходимость родителей пациента в самостоятельной еженедельной замене ортопедического аппарата, что является риском неправильной постановки ортопедического аппарата в полости рта пациента, в результате чего продолжительность лечения увеличивается, а его качество снижается.
- Длительность изготовления ортопедического аппарата, составляющая, по данным литературы и по собственным данным, в среднем более 8-10 часов [15, 16, 17].
- Необходимость использования дорогостоящих зарубежных узкоспециализированных расходных материалов и оборудования, требующих проведения лицензирования, обучения персонала, что неизбежно повлечет за собой повышение стоимости лечения.
Задачей изобретения является:
- обеспечение надежного удержания и комфортного нахождения ортопедического аппарата в полости рта, как в покое, так и в процессе кормления пациента, исключая риск раздражения и травматизации окружающих мягких тканей лица пациента;
- сокращение сроков раннего ортодонтического лечения, то есть сокращение времени подготовки и ожидания операции хейлоринопластики;
- повышение точности способа изготовления ортопедического аппарата и его упрощение, а также снижение материальных и временных затрат на изготовление ортопедического аппарата и, соответственно, снижение общей стоимости раннего ортодонтического лечения.
Техническим результатом изобретения является:
- повышение точности получения индивидуальной анатомической формы врожденного дефекта верхней челюсти и, как следствие, повышение точности получения цифровой модели врожденного дефекта;
- исключение необходимости изготовления гипсовой модели верхней челюсти на этапах изготовления ортопедического аппарата;
- исключение необходимости использования любых фиксирующих внеротовых элементов, таких как повязок, бинтов, кнопок или крючков;
- исключение необходимости изготовления дополнительных элементов, отходящих от ортопедического аппарата в виде усов с пластмассовыми шариками на концах, предназначенных для коррекции кожно-хрящевого каркаса носа;
- исключение неправильной постановки ортопедического аппарата в полости рта пациента;
- возможность моментальной коррекции, при необходимости, готового ортопедического аппарата с помощью любых стандартных стоматологических инструментов, а также пластмассы холодной и горячей полимеризации;
- возможность динамического наблюдения за изменениями формы верхней челюсти и взаиморасположения ее отростков и проведения корректировки ортопедического аппарата в процессе роста данной категории больных, что исключит риск его неправильной постановки в полости рта пациента.
Технический результат достигается тем, что способ изготовления ортопедического аппарата для предоперационного раннего ортодонтического лечения детей с врожденной одно- и двусторонней полной расщелиной верхней губы и нёба заключается в том, что получают слепок верхней челюсти путем формирования термопластической массы в виде усеченного конуса с последующим прикреплением его основания к алюминиевой полоске с закругленными концами, 2/3 которой предварительно изгибают под углом 135°, закрывая при этом один из концов алюминиевой полоски краями основания усеченного конуса из термопластической массы. При этом в термопластической массе формируют углубление для среднего пальца врача, после чего получают слепок верхней челюсти, прижимая усеченный конус с прикрепленной к его основанию алюминиевой полоской ко всем поверхностям альвеолярных отростков верхней челюсти и удерживая не более 6 секунд с последующим погружением полученного слепка в воду температурой 15-20°C. Далее проводят трехмерное лазерное сканирование полученного слепка верхней челюсти, в результате которого получают цифровую модель врожденного дефекта верхней челюсти. После чего проводят построение компьютерного чертежа ортопедического аппарата по цифровой модели врожденного дефекта путем полного дублирования и последующего переноса всей индивидуальной поверхности врожденного дефекта верхней челюсти на поверхность ортопедического аппарата. После цифрового трехмерного моделирования этапов лечения изготавливают ортопедический аппарат с помощью трехкоординатного фрезерного станка с числовым программным управлением по цифровой модели ортопедического аппарата из цельного массива стандартизированной заготовки кубической формы, выполненной из пластмассы "СтомАкрил".
Способ осуществляется следующим образом.
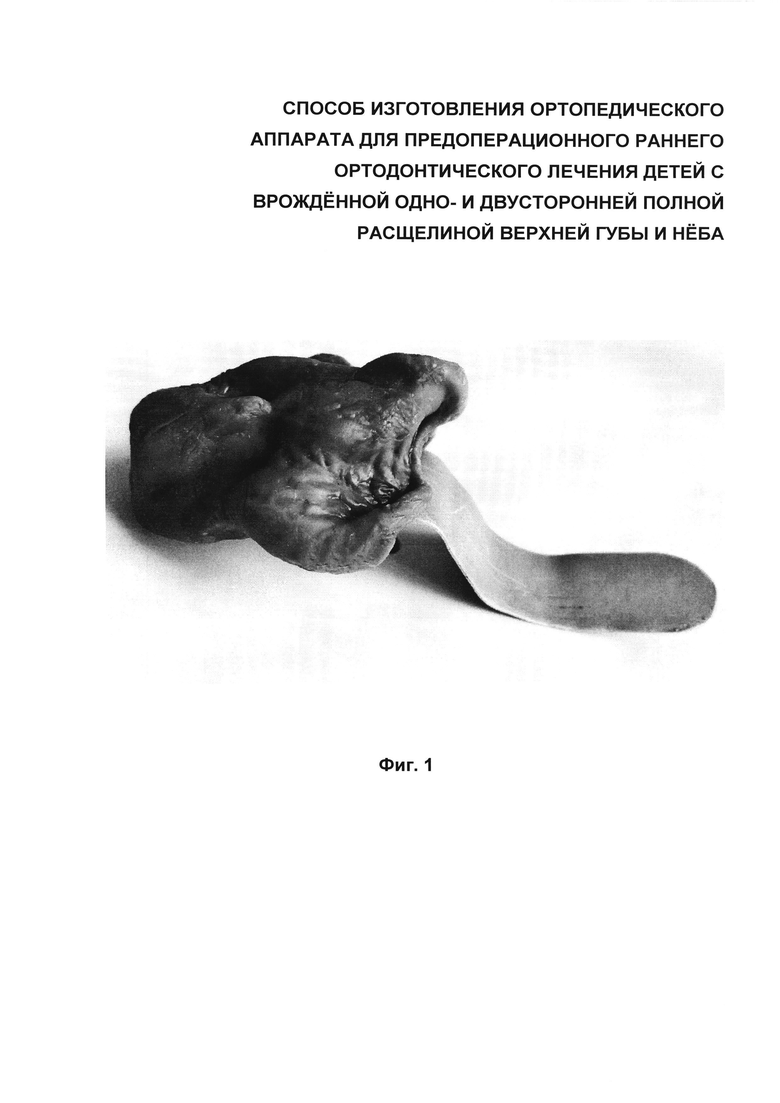
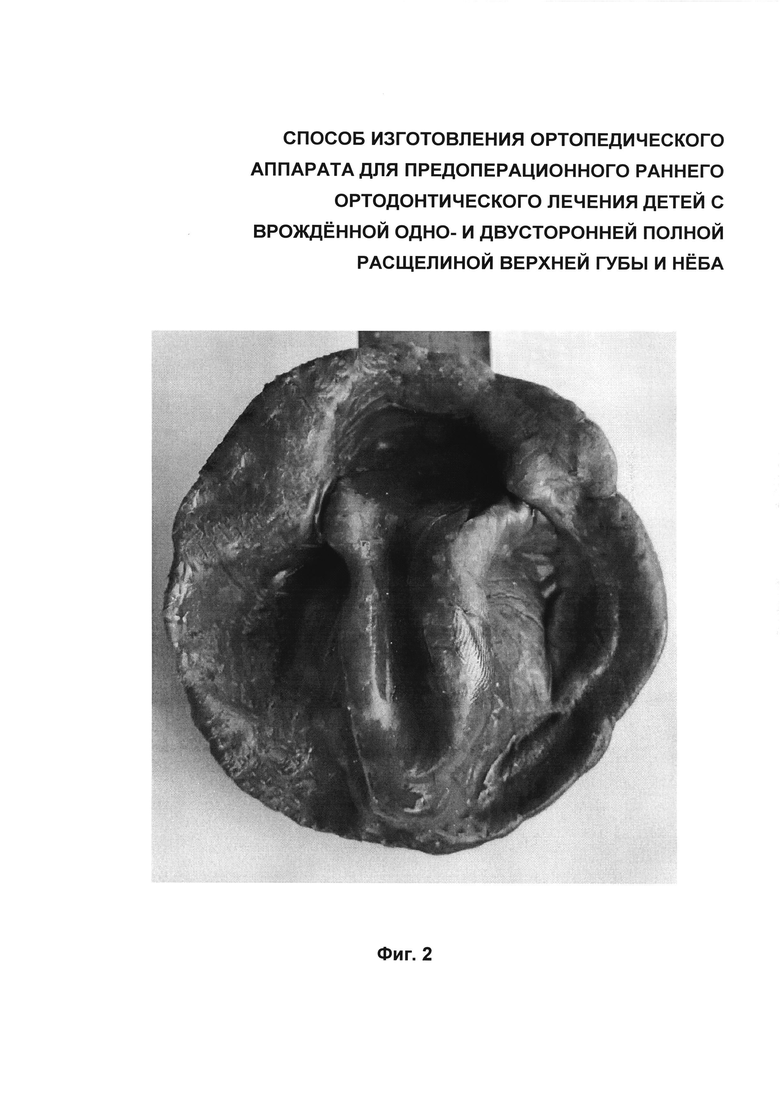
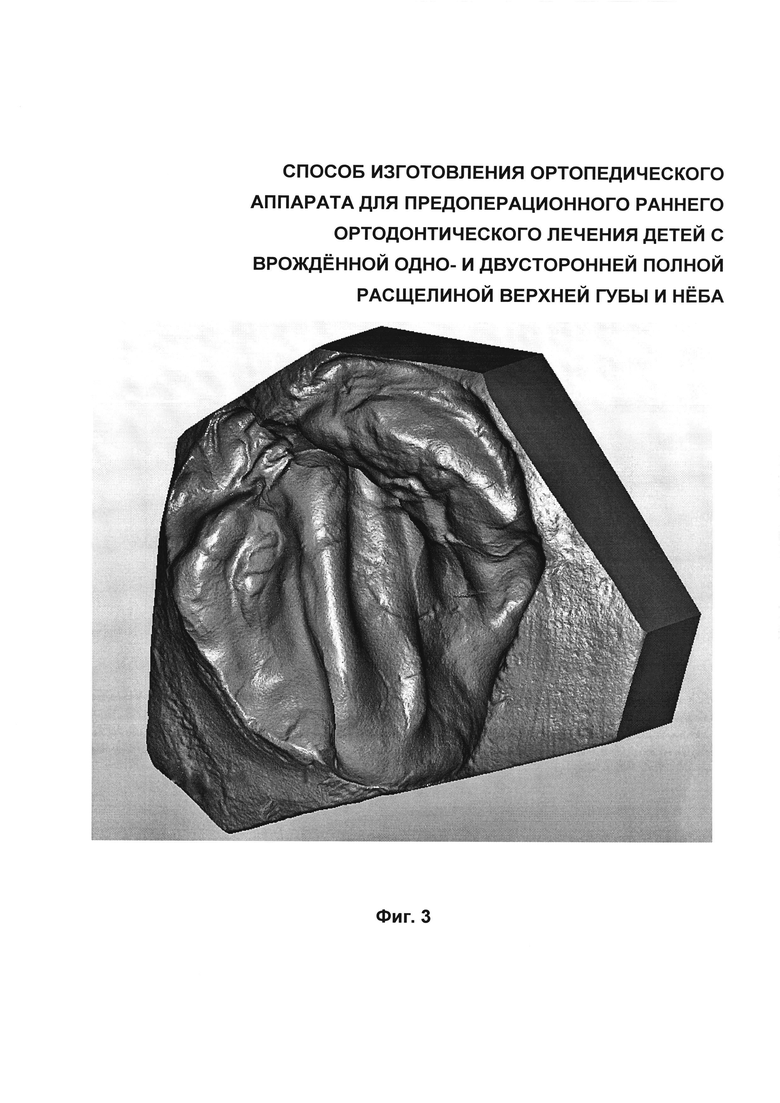
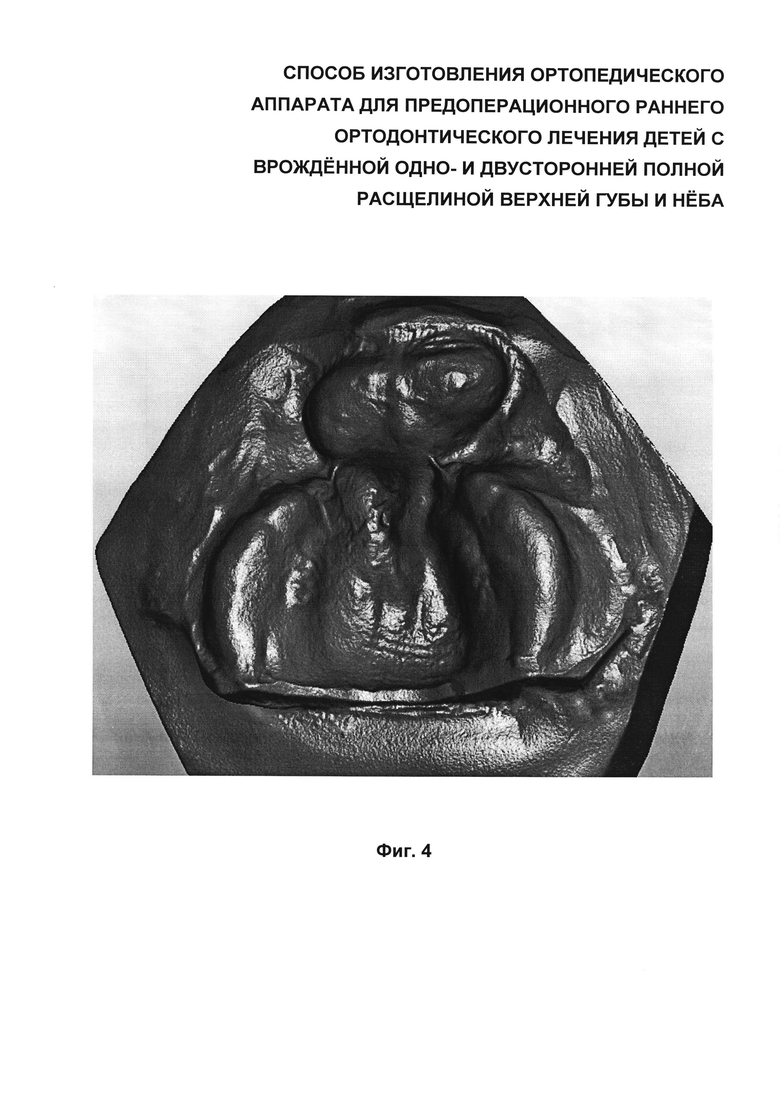
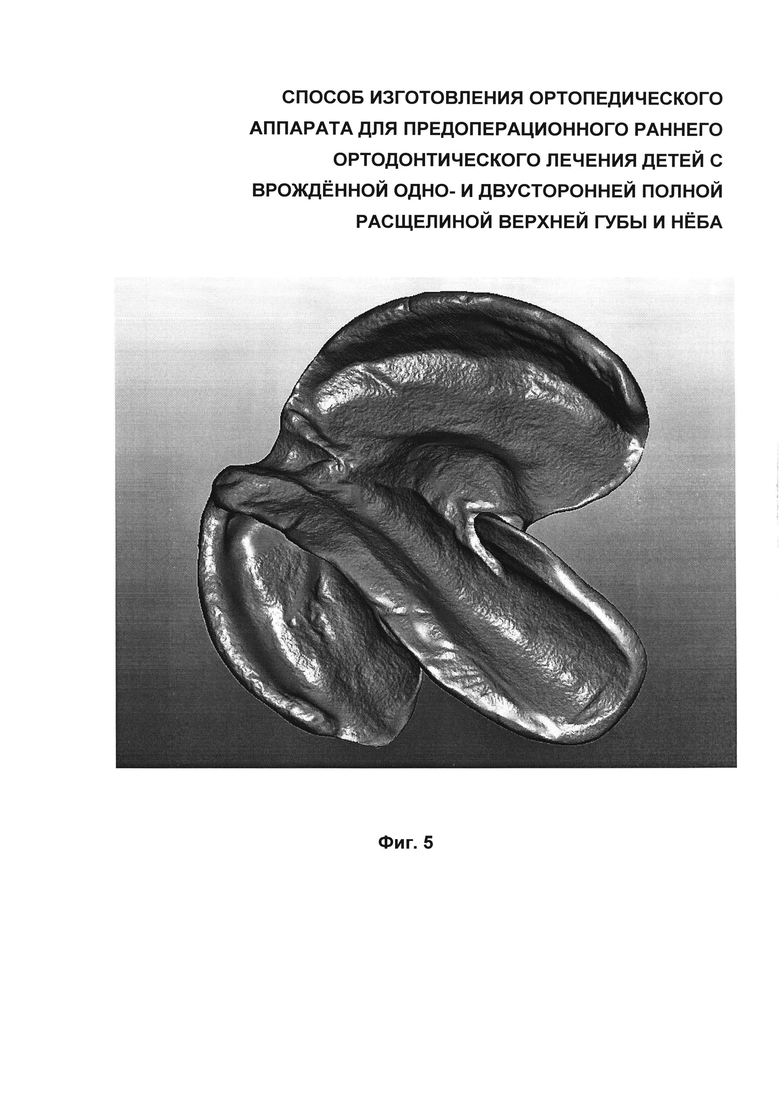
Термопластическую оттискную массу «Масстер» разогревают добавлением кипяченой воды температурой 100°C в течение 2 минут в пластмассовой термоустойчивой чаше до достижения мягкой пластичной консистенции, которую проверяют шпателем. Разогретую порцию термопластической массы формируют в виде конуса с усеченной вершиной, основание конуса из термопластической массы прикрепляют к одному из концов алюминиевой полоски с закругленными концами, 2/3 которой предварительно изгибают под углом 135°. Один из концов алюминиевой полоски закрывают краями основания усеченного конуса, формируя таким образом в термопластической массе углубление для среднего пальца врача. К моменту введения в полость рта термопластическая масса приобретает температуру не более 50°C, что обеспечивает достаточную мягкость и податливость оттискной термопластической массы, необходимую для точного получения слепка, и является комфортной для пациента, который испытывает ощущения, сходные с теплым влажным компрессом. После формирования термопластической массы в виде усеченного конуса на алюминиевой полоске ее вводят в полость рта, держа алюминиевую полоску правой рукой, при этом средний палец врач располагает в углублении для него из термопластической массы, а указательный палец его левой руки - в углу рта пациента между верхней и нижней челюстями, обеспечивая тем самым состояние открытого рта ребенка в процессе получения слепка верхней челюсти. После введения термопластической массы на алюминиевой полоске в полость рта пациента активно прижимают термопластическую массу ко всем поверхностям альвеолярных отростков верхней челюсти и удерживают не более 6 секунд, таким образом, получая индивидуальную анатомическую форму врожденного дефекта. Полученный слепок верхней челюсти выводят из полости рта и погружают в воду температурой 15-20°C на 2 минуты для окончательного отвердевания. После окончательного отвердевания полученный слепок извлекают из воды и внимательно осматривают, проверяя его целостность и качество отображенной на нем анатомической поверхности. При малейшей видимой деформации или дефектов на поверхности полученного слепка его рекомендуется повторить. На Фиг. 1 и Фиг. 2 изображены полученные слепки одно- и двусторонней полной врожденной расщелины верхней губы и нёба на алюминиевой полоске после окончательного отвердевания. Для получения цифровой трехмерной модели врожденного дефекта верхней челюсти проводят бесконтактное поверхностное лазерное сканирование полученного слепка верхней челюсти с точностью лазера 0.56±0.25 мм. В результате трехмерного лазерного сканирования слепка верхней челюсти получают объемную полигонально-сеточную модель врожденного одно- или двустороннего врожденного дефекта верхней челюсти (Фиг. 3 и Фиг. 4). Цифровая трехмерная модель врожденного дефекта, при необходимости, подвергается цифровой доработке для устранения возможных шумов, возникших в процессе трехмерного лазерного сканирования, и выбора оптимального разрешения. На стадии проверки цифровой трехмерной модели врожденного дефекта происходит проверка всех полученных в результате сканирования полигональных объектов ее поверхности, которые должны иметь правильные нормали, а также правильную стыковку треугольников сетки, что обеспечит наибольшую точность будущего аппарата после фрезерования. Далее по цифровой модели врожденного дефекта с помощью компьютерной программы CATIA V5 (Dassault  ) осуществляют построение чертежа ортопедического аппарата с учетом всех индивидуальных анатомических особенностей одно- или двустороннего дефекта. Построение компьютерного чертежа ортопедического аппарата начинают с очерчивания границ и определения размеров будущего изделия. Затем проводят полное дублирование всей индивидуальной поверхности врожденного дефекта и осуществляют ее виртуальный перенос на поверхность ортопедического аппарата. В результате переноса индивидуальной поверхности дефекта на внутреннюю поверхность ортопедического аппарата при односторонней полной врожденной расщелине верхней губы и нёба на стороне ортопедического аппарата, отражающего здоровую область верхней челюсти, получается участок, имеющий вид крючка, а на стороне, отражающей врожденную расщелину, - участок в виде гребня. Далее проводят цифровое трехмерное моделирование этапов лечения, т.е. моделирование этапов взаимного перемещения большего и меньшего альвеолярных отростков верхней челюсти в динамике лечения. При этом при одностороннем врожденном дефекте виртуально удаляют участок ортопедического аппарата за большим альвеолярным отростком, что необходимо для образования свободного пространства в ортопедическом аппарате для дальнейшего дистального перемещения большего отростка в процессе лечения. Кроме того, кпереди от меньшего альвеолярного отростка верхней челюсти виртуально удаляют участок ортопедического аппарата для возможности его последующего перемещения вперед в процессе лечения, согласно проведенному цифровому трехмерному моделированию этапов лечения. На Фиг. 5 изображена цифровая модель ортопедического аппарата при одностороннем полном врожденном дефекте верхней челюсти.
) осуществляют построение чертежа ортопедического аппарата с учетом всех индивидуальных анатомических особенностей одно- или двустороннего дефекта. Построение компьютерного чертежа ортопедического аппарата начинают с очерчивания границ и определения размеров будущего изделия. Затем проводят полное дублирование всей индивидуальной поверхности врожденного дефекта и осуществляют ее виртуальный перенос на поверхность ортопедического аппарата. В результате переноса индивидуальной поверхности дефекта на внутреннюю поверхность ортопедического аппарата при односторонней полной врожденной расщелине верхней губы и нёба на стороне ортопедического аппарата, отражающего здоровую область верхней челюсти, получается участок, имеющий вид крючка, а на стороне, отражающей врожденную расщелину, - участок в виде гребня. Далее проводят цифровое трехмерное моделирование этапов лечения, т.е. моделирование этапов взаимного перемещения большего и меньшего альвеолярных отростков верхней челюсти в динамике лечения. При этом при одностороннем врожденном дефекте виртуально удаляют участок ортопедического аппарата за большим альвеолярным отростком, что необходимо для образования свободного пространства в ортопедическом аппарате для дальнейшего дистального перемещения большего отростка в процессе лечения. Кроме того, кпереди от меньшего альвеолярного отростка верхней челюсти виртуально удаляют участок ортопедического аппарата для возможности его последующего перемещения вперед в процессе лечения, согласно проведенному цифровому трехмерному моделированию этапов лечения. На Фиг. 5 изображена цифровая модель ортопедического аппарата при одностороннем полном врожденном дефекте верхней челюсти.
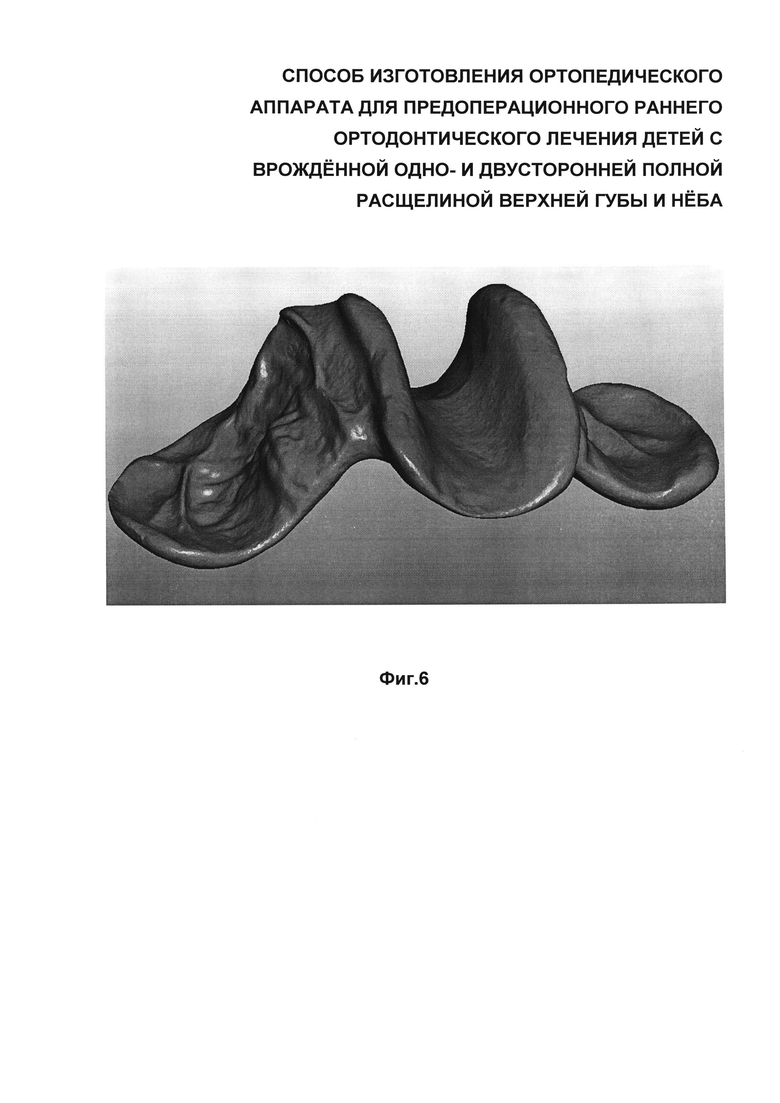
При двусторонней врожденной расщелине верхней губы и нёба в результате полного дублирования индивидуальной поверхности врожденного дефекта на поверхность ортопедического аппарата получают участки в виде гребней. Далее проводят цифровое трехмерное моделирование этапов лечения, т.е. моделирование этапов взаимного перемещения альвеолярных отростков и межчелюстной кости в динамике лечения. При этом при двустороннем врожденном дефекте верхней челюсти удаляют участок ортопедического аппарата за межчелюстной костью. Участок, подлежащий удалению, равен расстоянию между наиболее выступающими и отдаленными точками межчелюстной кости и необходим для создания пространства в ортопедическом аппарате, чтобы установить ранее смещенную межчелюстную кость в ее изначальное положение, согласно проведенному цифровому трехмерному моделированию этапов лечения. На Фиг. 6 изображена цифровая модель врожденного полного двустороннего дефекта верхней челюсти.
Протяженность, толщина, высота, наклон ретенционных участков в виде крючка и гребней зависят от индивидуальной анатомической формы одно- и двустороннего полного врожденного дефекта.
После построения компьютерного чертежа ортопедического аппарата происходит его подготовка для фрезерования на станке с числовым программным управлением. Процесс фрезерования производят из цельного массива пластмассовой заготовки кубической формы, которую заранее изготавливают из пластмассы отечественного производства "СтомАкрил", фирмы производителя "СтомаДент", предназначенной для производства ортопедических аппаратов и рекомендованной Комитетом по новой медицинской технике Минздрава России. Получение стандартизированной пластмассовой заготовки для ортопедического аппарата производят путем замешивания компонентов пластмассы, согласно инструкции, рекомендованной производителем с последующей полимеризацией пластмассы в кубической форме в полимеризационной зуботехнической кастрюле под давлением 2 атмосферы и в течение 25 минут. Перед фрезерованием ортопедического аппарата его цифровую модель загружают в управляющую программу для трехкоординатного фрезерного станка, в которой сначала определяется точный размер будущего изделия по осям X, Y и Z, после чего выбирается подходящий тип и размер фрезы. Диапазон толщин в будущем ортопедическом аппарате определяется согласно его цифровой модели.
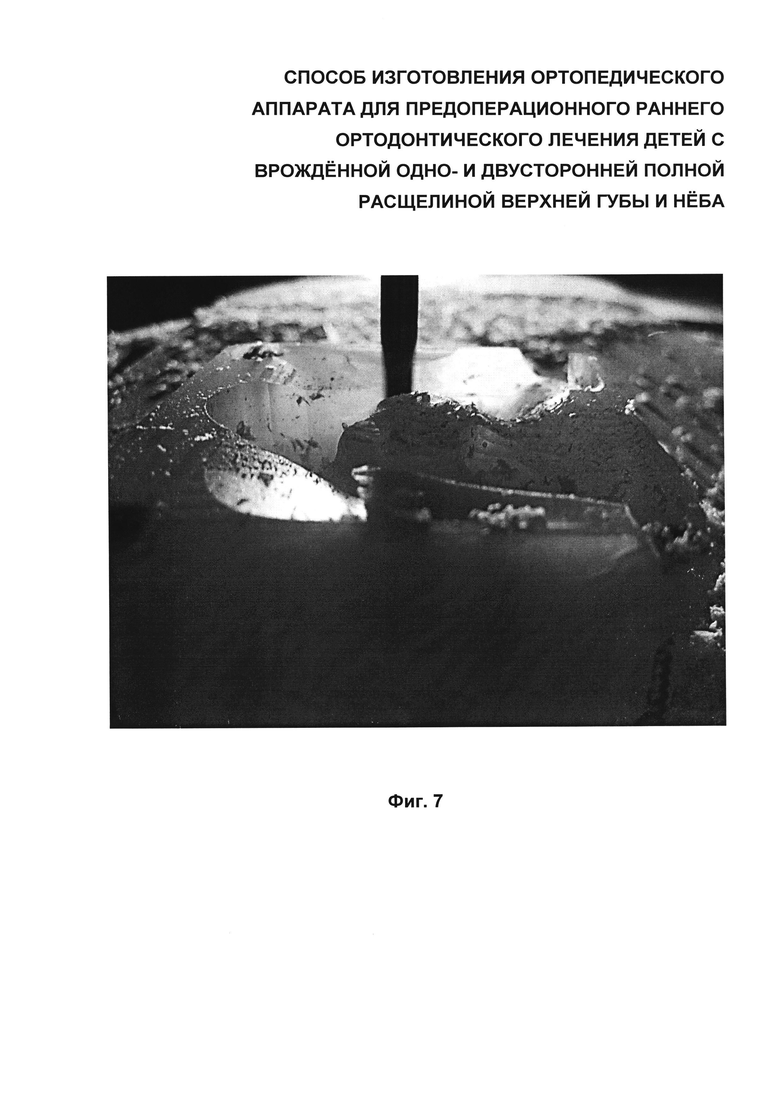
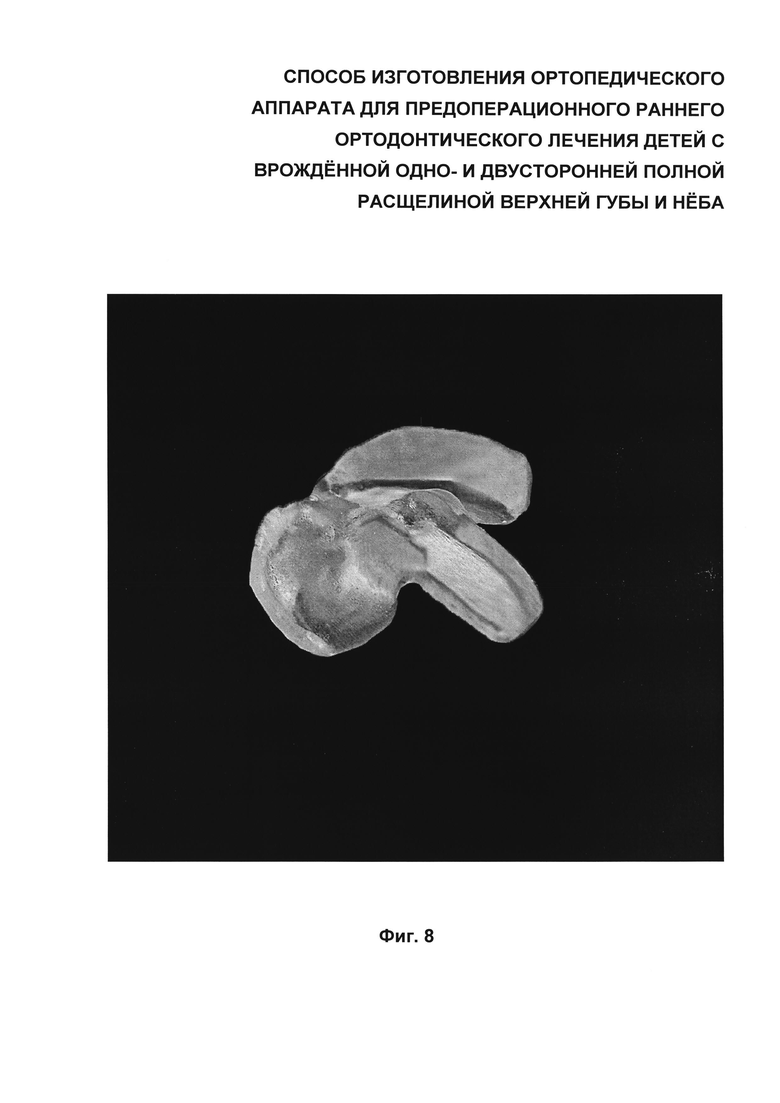
Процесс фрезерования выполняют на программно-управляемом трехкоординатном фрезерно-гравировальном станке с точностью фрезеровки в диапазоне от 0,05-0,1 мм. Обработку пластмассовой заготовки будущего ортопедического аппарата осуществляют по заданным координатам цифровой модели ортопедического аппарата согласно осям X, Y, Z. На Фиг. 7 изображен процесс фрезерования ортопедического аппарата из стандартизированной пластмассовой заготовки. Процесс фрезерования условно можно разделить на два этапа. Начальное «черновое» фрезерование - более грубый процесс фрезеровки происходит со скоростью 2100 мм/мин с использованием сферической фрезы диаметром 6 мм. В параметры управляющей программы задают глубину фрезерования за проход, которая для начальной фрезеровки составляет 0.5 мм. На втором этапе фрезерования обрабатывают пластмассовую заготовку фрезой меньшего диаметра на всю глубину обработки с такой же скоростью. Требуемую чистоту поверхности будущего ортопедического аппарата достигают обработкой рельефа поверхности со всех сторон изделия. На Фиг. 8 изображен готовый ортопедический аппарат после фрезерования.
Отличительные существенные признаки изобретения и причинно-следственная связь между ними и достигаемым результатом:
- Слепок верхней челюсти получают путем формирования термопластической массы в виде усеченного конуса.
Использование термопластической массы, в отличие от способа-прототипа, который применяет альгинатную оттискную массу для получения слепка верхней челюсти, позволяет добиться максимальной точности отображаемой поверхности врожденного дефекта верхней челюсти при наименьшем времени ее застывания в полости рта (2-3 секунды), при этом минимизировать риск деформации при выведении термопластической массы из полости рта пациента.
Формирование термопластической массы в виде усеченного конуса способствует ее безопасному внедрению усеченной вершиной в область врожденного дефекта верхней челюсти и последующему ее равномерному распределению в области одно- или двустороннего дефекта.
- С последующим прикреплением основания усеченного конуса к алюминиевой полоске с закругленными концами, 2/3 которой изгибают под углом 135°, закрывая при этом один из концов алюминиевой полоски краями основания усеченного конуса из термопластической массы, формируя при этом углубление для среднего пальца врача.
Прикрепление основания усеченного конуса к алюминиевой полоске способствует наибольшей надежности для удержания термопластической массы при получении слепка верхней челюсти, а также безопасному, легкому и комфортному выведению термопластической массы на алюминиевой полоске из полости рта пациента без риска деформации полученного слепка верхней челюсти.
Изгибание 2/3 алюминиевой полоски под углом 135° способствует максимальному осуществлению цели, а именно безопасному введению термопластической массы на прикрепленной к ней алюминиевой полоске, и последующему ее точному позиционированию в полости рта пациента.
Часть указанных 2/3 части алюминиевой полоски служит рукояткой для комфортного и физиологичного расположения руки врача в процессе получения слепка верхней челюсти. Сохранение физиологичного расположения руки врача при получении слепка верхней челюсти особенно важно, когда необходимо получить точный слепок верхней челюсти за минимальное время его экспозиции.
Закругленные концы алюминиевой полоски, а также закрытие одного из концов алюминиевой полоски краями основания усеченного конуса из термопластической массы позволяет защитить слизистую оболочку полости рта пациента при выполнении слепка, а также сформировать индивидуальное углубление для среднего пальца врача, которое получают также формированием термопластической массы.
Формирование вышеуказанного углубления необходимо для правильного и устойчивого расположения среднего пальца правой руки врача, что обеспечивает точное управление алюминиевой полоской с прикрепленной к ней термопластической массой, что, в свою очередь, предотвращает излишнюю амплитуду движений руки врача при ограниченных условиях визуализации полости рта пациента и тем самым повышает точность получения индивидуальной анатомической формы врожденного дефекта верхней челюсти.
- Усеченный конус с прикрепленной к его основанию алюминиевой полоской прижимают ко всем поверхностям альвеолярных отростков верхней челюсти и удерживают не более 6 секунд.
Прижатие и удержание термопластической массы в виде усеченного конуса вместе с прикрепленной к его основанию алюминиевой полоской ко всем поверхностям альвеолярных отростков верхней челюсти обеспечивает получение высокоточной индивидуальной анатомической формы врожденного дефекта.
Время удержания прикрепленной к алюминиевой полоске термопластической массы в полости рта пациента составляет не более 6 секунд, что является оптимальным для правильного позиционирования алюминиевой полоски вместе с прикрепленной к ней термопластической массой и ее безопасного выведения из полости рта.
Температурный режим 15-20°C при погружении полученного слепка в воду выбран с учетом того, что меньший или больший температурный режим является риском деформации и усадки полученного слепка верхней челюсти.
- Проводят построение компьютерного чертежа ортопедического аппарата по цифровой модели врожденного дефекта, полученной в результате трехмерного лазерного сканирования слепка верхней челюсти, путем полного дублирования и последующего переноса всей индивидуальной поверхности врожденного дефекта на поверхность ортопедического аппарата, что позволяет получить участки на внутренней поверхности аппарата в виде крючка со здоровой стороны и в виде гребня на стороне врожденной расщелины при односторонней полной врожденной расщелине верхней губы и нёба и участков в виде гребней при двусторонней полной врожденной расщелине верхней губы и нёба.
Проведение трехмерного лазерного сканирования полученного слепка верхней челюсти исключает необходимость получения гипсовой модели верхней челюсти на этапах изготовления ортопедического аппарата и позволяет сразу получить цифровую модель врожденного дефекта верхней челюсти, что повышает точность изготовления ортопедического аппарата, так как исключена неизбежная усадка гипса, влияющая на точность изготовления, а также снижаются временные и финансовые затраты на изготовление ортопедического аппарата.
Полученные участки в виде крючка и гребней представляют собой ретенционные пункты, позволяющие исключить использование любых внеротовых фиксирующих элементов, таких как бинты, ленты, пластыри и крючки, так как удержание ортопедического аппарата в полости рта происходит за счет полного соответствия анатомическим характеристикам и индивидуальным особенностям врожденного дефекта, что способствуют комфортному нахождению и надежному удержанию ортопедического аппарата в полости рта, как в покое, так и при кормлении пациента, исключая риск раздражения и травматизации окружающих мягких тканей лица пациента.
Обеспечение максимального времени нахождения ортопедического аппарата в полости рта пациента способствует сведению к минимуму времени подготовки и ожидания операции хейлоринопластики. Благодаря сокращению времени подготовки к хейлоринопластике в 2 раза (с 5-6 месяцев в способе-прототипе до 2,5-3 месяцев в заявляемом способе), коррекцию кожно-хрящевого каркаса носа, согласно нашим данным, не менее эффективно проводить сразу после операции, оказывая таким образом влияние на рост хрящей носа, а также эстетику назолабиальной области в целом. Проведение коррекции кожно-хрящевого каркаса носа сразу после операции, а не до нее, исключает, в отличие от способа-прототипа, изготовление дополнительных элементов, отходящих от ортопедического аппарата в виде усов с пластмассовыми шариками на концах, которые полностью входят в просвет носовых ходов пациента, препятствуя свободному носовому дыханию новорожденного и затрудняя его адаптацию к ним во время сна и кормления, а также требуют дополнительных временных и материальных затрат на их изготовление.
- Изготавливают ортопедический аппарат с помощью трехкоординатного фрезерного станка с числовым программным управлением по цифровой модели ортопедического аппарата из цельного массива стандартизированной заготовки кубической формы, выполненной из пластмассы "СтомАкрил".
Применение трехкоординатного фрезерного станка с числовым программным управлением позволяет использовать метод механообработки, в результате которого возможно получение индивидуальных и разных толщин в готовом ортопедическом аппарате, диапазон которых составляет 1 мм - 3,5 мм в области нёбной пластинки аппарата и его бортов и более 4 мм в области ретенционных гребней.
Изготовление одного ортопедического аппарата из цельного массива стандартизированной пластмассовой заготовки, в отличие от метода послойного синтеза модельного материала, используемого в способе-прототипе для изготовлении нескольких ортопедических аппаратов, а также благодаря прочностным и поверхностным характеристикам пластмассы "СтомАкрил", из которого изготавливают ортопедический аппарат, возможно динамическое наблюдение за изменениями формы верхней челюсти и взаиморасположения ее отростков с последующей высокоточной корректировкой этого же ортопедического аппарата с учетом индивидуального роста и развития данной категории больных, что исключает риск неправильной постановки ортопедического аппарата в полости рта пациента, а также сокращает длительность и стоимость раннего ортодонтического лечения, т.е. подготовки и ожидания операции хейлоринопластики, по сравнению с прототипом.
Использование стандартизированной пластмассовой заготовки позволяет ускорить процесс изготовления ортопедического аппарата, а также повысить его качество, так как заготовку получают заранее и согласно всем технологическим требованиям и режиму приготовления для нее пластмассы.
Кубическая форма является наиболее оптимальной с учетом наименьшего запаса материала при фрезеровании из нее ортопедического аппарата и, кроме того, не требует длительной механической обработки массива пластмассы.
Таким образом, применение трехкоординатного фрезерного станка с числовым программным управлением позволяет получить высокоточный ортопедический аппарат, значительно снижая материальные и временные затраты, по сравнению с прототипом, а также аналогами.
Стоимость 3D принтера, способного напечатать состоящий из пластмассы подобный ортопедический аппарат, используемый в способе-прототипе, составляет от 6 до 10 млн рублей. Стоимость трехкоординатного фрезерного станка с числовым программным управлением, используемого в заявляемом способе, составляет от 50000 до 120000 рублей.
Время изготовления ортопедического аппарата по способу-прототипу, по собственным данным, составляет в среднем 8-10 часов, по традиционным способам изготовления (аналогам) - 22-26 часов. По заявляемому способу - не более 4 часов.
Совокупность существенных отличительных признаков является новой и позволяет:
- повысить точность получения индивидуальной анатомической формы врожденного дефекта верхней челюсти и, соответственно, точность получения цифровой модели врожденного дефекта;
- исключить получение гипсовой модели верхней челюсти на этапах изготовления ортопедического аппарата;
- исключить использование любых фиксирующих внеротовых элементов, таких как повязки, бинты, кнопки или крючки;
- исключить изготовление дополнительных элементов, отходящих от ортопедического аппарата в виде усов с пластмассовыми шариками на концах, предназначенных для коррекции кожно-хрящевого каркаса носа;
- исключить неправильную постановку ортопедического аппарата в полости рта пациента;
- проводить, при необходимости, моментальную коррекцию готового ортопедического аппарата с помощью любых стандартных стоматологических инструментов, а также пластмассы холодной и горячей полимеризации;
- проводить динамическое наблюдение за изменениями формы верхней челюсти и взаиморасположением ее отростков, а также корректировку ортопедического аппарата в процессе роста данной категории больных;
что, в свою очередь, позволяет:
- обеспечить надежное удержание и комфортное нахождение ортопедического аппарата в полости рта, как в покое, так и в процессе кормления пациента, исключая риск раздражения и травматизации окружающих мягких тканей лица пациента;
- сократить сроки раннего ортодонтического лечения, то есть сократить время подготовки и ожидания операции хейлоринопластики;
- повысить точность и упростить способ изготовления ортопедического аппарата, а также снизить материальные и временные затраты на изготовление ортопедического аппарата и, соответственно, снизить общую стоимость раннего ортодонтического лечения.
Примеры конкретного выполнения способа
Пример 1
Пациент П., 7 дней. Диагноз: «Врожденная полная левосторонняя (односторонняя) расщелина верхней губы и нёба».
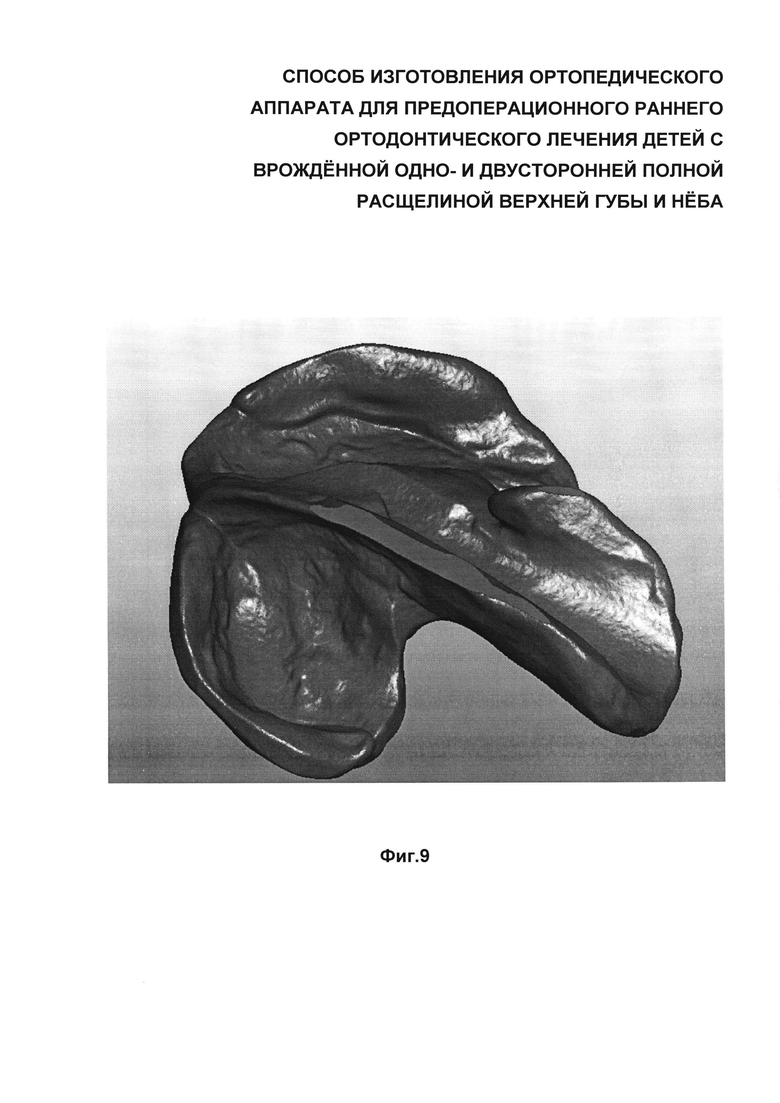
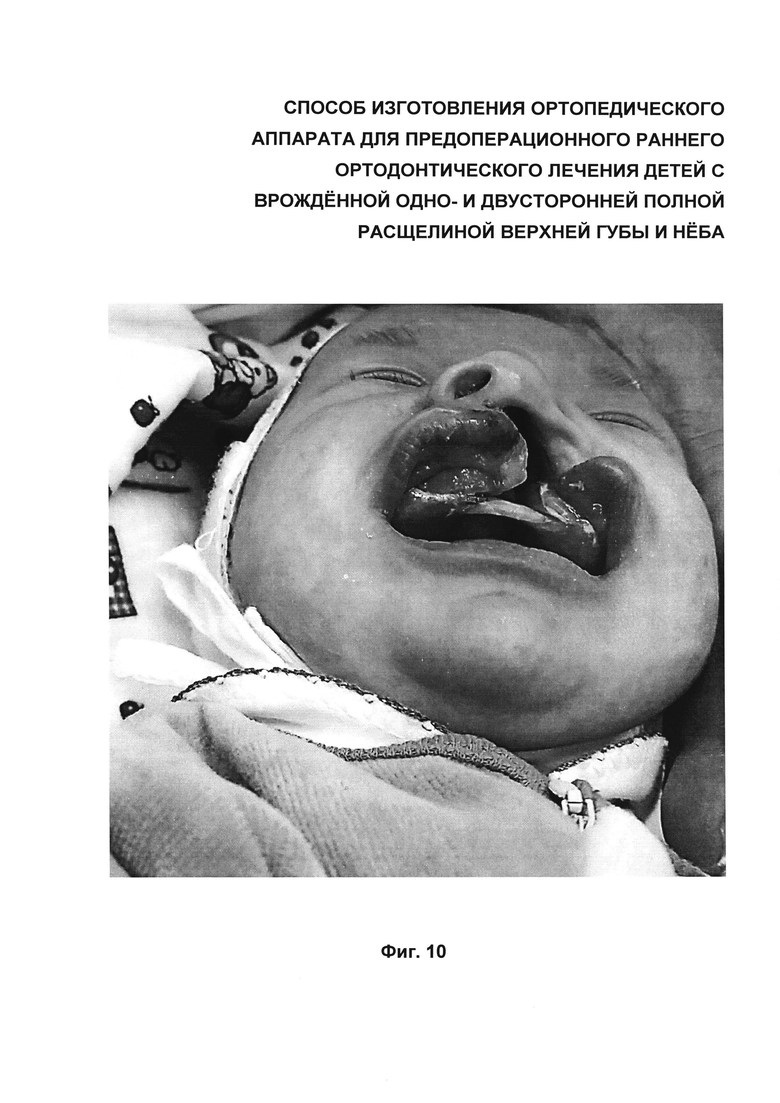
Для изготовления ортопедического аппарата был получен слепок верхней челюсти. Слепок верхней челюсти был получен разогревом термопластической массы «Масстер» кипяченой водой при температуре 100°C в течение 2 минут до достижения мягкой пластичной консистенции. Термопластическую массу сформировали в виде усеченного конуса. Затем прикрепили его основание к алюминиевой полоске с закругленными концами, 2/3 которой предварительно изогнули под углом 135°, при этом закрыли один из концов алюминиевой полоски краями основания усеченного конуса из термопластической массы. Сформировали в термопластической массе углубление для среднего пальца врача. Сформированная термопластическая масса в виде усеченного конуса на алюминиевой полоске была введена в полость рта пациента, прижата ко всем поверхностям альвеолярных отростков верхней челюсти и удержана в течение 5 секунд. После чего полученный слепок верхней челюсти был погружен в воду температурой 15°C на 2 минуты для окончательного отвердевания. Далее было произведено трехмерное лазерное сканирование полученного слепка верхней челюсти, в результате которого была получена цифровая трехмерная модель одностороннего полного врожденного дефекта. Затем цифровая трехмерная модель одностороннего врожденного дефекта была подвергнута цифровой доработке, заключавшейся в проверке наличия возможных артефактов при трехмерном лазерном сканировании и последующем их устранении, а также проверке правильной стыковки всех полигональных поверхностей модели одностороннего дефекта. Затем в компьютерной программе Rapidform XOR3 был сконструирован дизайн ортопедического аппарата с учетом индивидуальных анатомических границ и ориентиров по цифровой модели врожденного дефекта. При построении компьютерного чертежа ортопедического аппарата по цифровой модели врожденного дефекта в результате переноса индивидуальной поверхности дефекта на поверхность ортопедического аппарата на правой стороне ортопедического аппарата получился участок, имеющий вид крючка, а на левой (стороне, соответствующей врожденной расщелине) - участок в виде гребня. Высота ретенционного участка в виде крючка составила 2,89 мм, а ширина 2,57 мм. Ретенционный участок в виде крючка простирался от границы мягкого с твердым нёбом до глоточного края аппарата. Высота ретенционного участка в виде гребня составила 3,93 мм и ширина 2,80 мм, а угол наклона гребня к плоскости основания аппарата был равен 23°. Исходя из индивидуальных анатомических параметров пациента ретенционный участок виде гребня простирался от переднего края ортопедического аппарата до глоточного края аппарата. После цифрового трехмерного моделирования этапов лечения был виртуально удален на 2,12 мм участок ортопедического аппарата за большим альвеолярным отростком верхней челюсти и участок на 2,68 мм кпереди от меньшего. На Фиг. 9 изображен компьютерный чертеж ортопедического аппарата. После построения компьютерного чертежа ортопедического аппарата были установлены размеры будущего изделия, составившие 43,485 мм в ширину и 41,322 мм в длину согласно осям X, Y и Z в управляющей программе для последующего фрезерования. Толщина пластмассы будущего ортопедического аппарата составила 1,3 мм в области нёбной пластинки и бортов ортопедического аппарата, 3,19 мм и 4,53 мм в области ретенционных участков в виде крючка и гребня. Фрезерование было проведено на программно-управляемом трехкоординатном фрезерно-гравировальном станке в два этапа, в начале первого была использована фреза сферической формы диаметром 6 мм, а на втором этапе была использована фреза той же формы диаметром 1,3 мм. На Фиг. 10 изображен ортопедический аппарат в полости рта пациента.
Апробация изготовленного ортопедического аппарата у данного пациента подтвердила надежное удержание и комфортное нахождение ортопедического аппарата в полости рта, как в покое, так и в процессе кормления пациента. Не зафиксированы раздражения и травматизация слизистой оболочки полости рта и окружающих мягких тканей и лица пациента.
Длительность раннего ортодонтического лечения при подготовке к первому хирургическому этапу - первичной хейлоринопластики у данного пациента составила 2 месяца и 6 дней.
Пример 2
Пациент А., 5 дней. Диагноз: «Врожденная полная двусторонняя расщелина верхней губы и нёба».
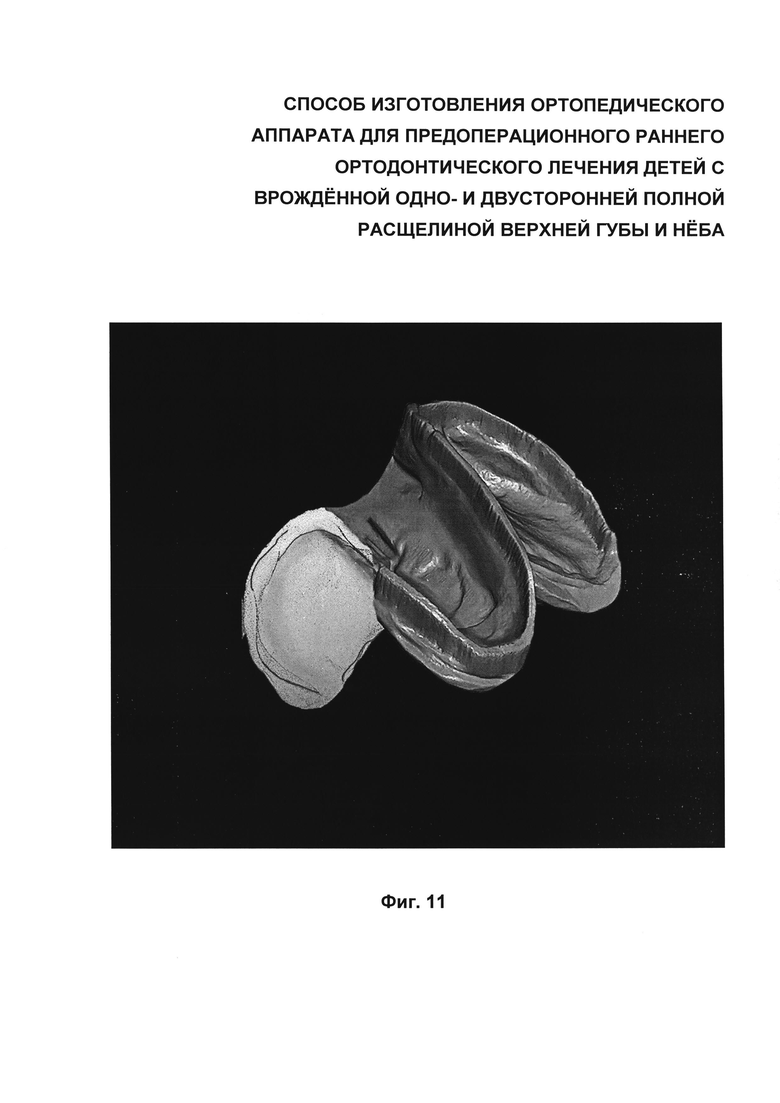
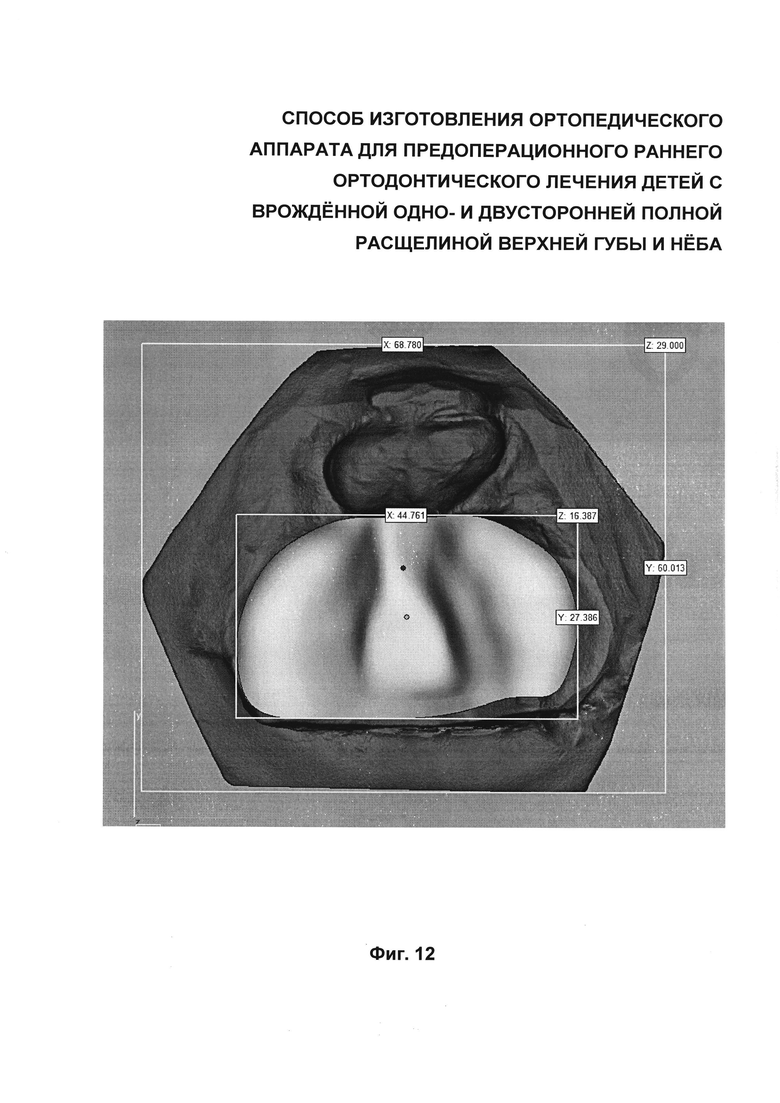
Для изготовления ортопедического аппарата был получен слепок верхней челюсти путем нагревания термопластической массы «Масстер» кипяченой водой при температуре 100°C в течение 2 минут до достижения ее мягкой пластичной консистенции. Термопластическую массу сформировали в виде усеченного конуса. Затем прикрепили его основание к алюминиевой полоске с закругленными концами, 2/3 которой предварительно изогнули под углом 135°, при этом закрыли один из концов алюминиевой полоски краями основания усеченного конуса из термопластической массы. Сформировали в термопластической массе углубление для среднего пальца врача. Сформированная на алюминиевой полоске термопластическая масса в виде усеченного конуса была введена в полость рта пациента, прижата всем поверхностям альвеолярных отростков верхней челюсти и межчелюстной кости и удержана на 6 секунд. Полученный слепок верхней челюсти был погружен в воду температурой 20°C на 2 минуты для окончательного отвердевания. После чего было произведено трехмерное лазерное сканирование слепка верхней челюсти, в результате которого была получена цифровая трехмерная модель двустороннего полного врожденного дефекта. Затем цифровая трехмерная модель двустороннего врожденного дефекта была проверена на наличие возможных шумов после сканирования и подвергнута их устранению, был проведен контроль правильной стыковки всех полигональных поверхностей модели двустороннего дефекта. Затем в компьютерной программе Rapidform XOR3 был построен чертеж ортопедического аппарата по цифровой модели врожденного дефекта. В результате полного дублирования и переноса индивидуальной поверхности дефекта на внутреннюю поверхность ортопедического аппарата получились участки в виде гребней. Высота ретенционных участков в виде гребней составила 7,53 мм и 6.89 мм и с углами наклона к плоскости основания аппарата, равными 68° и 89°, исходя из индивидуальных анатомических параметров пациента ретенционные участки простирались равномерно и на всем протяжении от переднего края ортопедического аппарата до глоточного края аппарата. На Фиг. 11 изображен ортопедический аппарат на этапе его цифрового построения. После цифрового трехмерного моделирования этапов лечения было произведено виртуальное удаление участка ортопедического аппарата, равного расстоянию между наиболее выступающими и отдаленными точками межчелюстной кости, которое составило 21,3 мм. Затем были определены размеры будущего изделия, составившие 44,761 мм в ширину и 27,386 мм в длину согласно осям X, Y и Z в управляющей программе для фрезерования. На Фиг. 12 изображено определение размеров будущего изделия в компьютерной программе. Был определен диапазон толщин пластмассы в будущем ортопедическом аппарате, который составил 1 мм в толщину по нёбной пластинке обеих половин аппарата и 3,10 мм и 3,23 мм в области гребней. Фрезерование было проведено в два этапа, в начале первого была использована фреза сферической формы диаметром 6 мм, а на втором этапе была использована фреза той же формы, но меньшего диаметра, составившего 2,5 мм.
Апробация изготовленного ортопедического аппарата у данного пациента подтвердила надежное удержание и комфортное нахождение ортопедического аппарата в полости рта, как в покое, так и в процессе кормления. Не зафиксированы раздражения и травматизация окружающих мягких тканей лица пациента.
Длительность раннего ортодонтического лечения при подготовке к первому хирургическому этапу - первичной хейлоринопластики у данного пациента составила 2 месяца и 17 дней.
Заявляемый способ успешно прошел клиническую апробацию у 86 детей с положительными результатами.
У всех детей подтвердилось надежное удержание и комфортное нахождение ортопедического аппарата в полости рта, как в покое, так и в процессе кормления. Не зафиксированы раздражения и травматизация слизистой оболочки полости рта и окружающих мягких тканей лиц пациентов.
Время подготовки и ожидания операции хейлоринопластики в заявляемом способе составляет не более 2,5-3 месяцев, а в способе-прототипе - 5-6 месяцев.
Временные затраты на изготовление ортопедического аппарата по заявляемому способу составляют не более 4 часов, а по способу-прототипу - в среднем 8-10 часов.
Материальные затраты на изготовление одного ортопедического аппарата с учетом стоимости расходных материалов на всех технологических этапах по заявляемому способу составляют не более 2450 рублей, а по способу-прототипу - более 26000 рублей, по собственным данным. Кроме того, Стоимость 3D принтера, способного напечатать состоящий из пластмассы ортопедический аппарат, используемый в способе-прототипе, составляет от 6 до 10 млн рублей. Стоимость трехкоординатного фрезерного станка с числовым программным управлением, используемого в заявляемом способе, составляет от 50000 до 120000 рублей.
Таким образом, заявляемый способ изготовления ортопедического аппарата при одно- и двусторонней врожденной полной расщелине верхней губы и нёба является новым и позволяет, по сравнению со способом-прототипом:
- повысить точность получения индивидуальной анатомической формы врожденного дефекта верхней челюсти и, соответственно, точность получения цифровой модели врожденного дефекта;
- исключить получение гипсовой модели верхней челюсти на этапах изготовления ортопедического аппарата;
- исключить использование любых фиксирующих внеротовых элементов, таких как повязки, бинты, кнопки или крючки;
- исключить изготовление дополнительных элементов, отходящих от ортопедического аппарата в виде усов с пластмассовыми шариками на концах, предназначенных для коррекции кожно-хрящевого каркаса носа;
- исключить неправильную постановку ортопедического аппарата в полости рта пациента;
- проводить, при необходимости, моментальную коррекцию готового ортопедического аппарата с помощью любых стандартных вращающихся стоматологических инструментов, а также пластмассы холодной и горячей полимеризации;
- проводить динамическое наблюдение за изменениями формы верхней челюсти и взаиморасположением ее отростков, а также корректировку ортопедического аппарата в процессе роста данной категории больных;
что, в свою очередь позволяет:
- обеспечить надежное удержание и комфортное нахождение ортопедического аппарата в полости рта, как в покое, так и в процессе кормления пациента, исключая риск раздражения и травматизации окружающих мягких тканей лица пациента;
- сократить сроки раннего ортодонтического лечения, то есть сократить время подготовки и ожидания операции хейлоринопластики;
- повысить точность и упростить способ изготовления ортопедического аппарата, а также снизить материальные и временные затраты на изготовление ортопедического аппарата и, соответственно, снизить общую стоимость раннего ортодонтического лечения.
СПИСОК ЛИТЕРАТУРЫ
1. Wang Q. An extraoral nasoalveolar molding technique in complete unilateral cleft lip and palate / Wang Q., Zhou L., Zhao J.Z., Kо E.W. // Plastic and Reconstructive Surgery Global Open. - 2013. - №.4. P. 1-3.
2. Grayson B.H., Garfinkle J.S. Early cleft management: the case for nasoalveolar molding // American Journal of Orthodontics and Dentofacial Orthopedics. - 2014. - №45. - P. 134-142.
3. Hopper R.A., Al-Mufarrej F. Gingivoperiosteoplasty // Clinics in Plastic Surgery. - 2014. - №41. - P. 233-240.
4. Рубежова И.С. Ортопедическое и ортодонтическое лечение больных с врожденной расщелиной губы и нёба в условиях диспансерного центра: Автореф. дис. д-ра. мед. наук / И.С. Рубежова; Ленинградский гос. мед. институт усовершенствования врачей. - Л., 1989. - 36 с.
5. Губская А.Н. Вторичные деформации челюстно лицевой области при врожденной расщелине губы и нёба / А.Н. Губская М: Медицина, - 1975. - 105 с.
6. Терехова Т.Н. Раннее ортодонтическое лечение детей с врожденными расщелинами верхней губы и нёба / Т.Н. Терехова, А.Н. Кушнер // Здравоохранение Беларусь. - 1996. - №9. - С. 5-6.
7. Шарова Т.В. Органзация специализированной стоматологической помощи детям с врожденной расщелиной губы и нёба в условиях родильного дома: Метод, рекомендации / Т.В. Шарова, Е.Ю. Симановская; Пермский гос. мед. институт. Пермь, 1983. - 21 с.
8. Шарова Т.В. Ортопедический способ устранения врожденного дефекта твердого и мягкого нёба у детей с односторонней и двусторонней расщелинами: Метод, рекомендации / Т.В. Шарова, Е.Ю. Симановская; Пермский гос. мед. институт. Пермь, 1983. - 24 с.
9. Шарова Т.В. Ранняя ортопедическая терапия детей с врожденной расщелиной губы и нёба: Дисс… д-ра мед. наук / Т.В. Шарова; Пермский гос. мед. институт. Пермь, 1984. - 439 с.
10. Хорошилкина Ф.Я. Зубочелюстные аномалии и деформации, обусловленные врожденными пороками развития лица и челюстей / Ф.Я: Хорошилкина // Руководство по ортодонтии. М., 1982. - С. 375-391
11. Хорошилкина Ф.Я. Ортодонтическое и ортопедическое лечение аномалий прикуса, обусловленных врожденным несращением в челюстно-лицевой области / Ф:Я. Хорошилкина, Г.Н. Гранчук, И.И; Постолаки. Кишинев, 1989. - 144 с.
12. Часовская З.И. Применение обтураторов при врожденных расщелинах нёба / З.И. Часовская Л., Медицина, 1972. - 117 с.
13. Часовская З.И: Методика изготовления плавающего обтуратора / З.И: Часовская // Стоматология. - 1957. - Т. 36, №2. - С. 62-68.
14. Gong X., Yu Q. Correction of maxillary deformity in infants with bilateral cleft lip and palate using computer-assisted design // Oral Surg Oral Med Oral Pathol Oral Radiol. - 2012. - Vol. 114, Issue 5, Suppl., - P. 74-78.
15. Caro-Osorio E., De la Garza-Ramos R.,  S.R.,
S.R.,  F. Cranioplasty with polymethylmethacrylate prostheses fabricated by hand using original bone flaps: Technical note and surgical outcomes // Surg Neurol Int. - 2013. - Vol. 4. - P. 1-6.
F. Cranioplasty with polymethylmethacrylate prostheses fabricated by hand using original bone flaps: Technical note and surgical outcomes // Surg Neurol Int. - 2013. - Vol. 4. - P. 1-6.
16. Lee SC, Wu CT, Lee ST, Chen PJ. Cranioplasty using polymethyl methacrylate prostheses. J Clin Neurosci. - 2009. - Vol. 16. - P. 56-63.
17. Dean D, Min KJ, Bond A. Computer aided design of large-format prefabricated cranial plates. J Craniofac Surg. - 2003. - Vol. 14. - P. 819-832.
Изобретение относится к области медицины, а именно к ортодонтии, и предназначено для использования при ортопедической реабилитации детей с врожденной полной одно- и двусторонней расщелиной верхней губы и нёба. Получают слепок верхней челюсти путем формирования термопластической массы в виде усеченного конуса с последующим прикреплением его основания к алюминиевой полоске с закругленными концами, 2/3 которой предварительно изгибают под углом 135°, закрывая при этом один из концов алюминиевой полоски краями основания усеченного конуса из термопластической массы. При этом в термопластической массе формируют углубление для среднего пальца врача. Получают слепок верхней челюсти, прижимая усеченный конус с прикрепленной к его основанию алюминиевой полоской ко всем поверхностям альвеолярных отростков верхней челюсти и удерживая не более 6 секунд с последующим погружением полученного слепка в воду температурой 15-20°C. Далее проводят трехмерное лазерное сканирование полученного слепка верхней челюсти, в результате которого получают цифровую модель врожденного дефекта верхней челюсти. После чего проводят построение компьютерного чертежа ортопедического аппарата по цифровой модели врожденного дефекта путем полного дублирования и последующего переноса всей индивидуальной поверхности врожденного дефекта верхней челюсти на поверхность ортопедического аппарата. После цифрового трехмерного моделирования этапов лечения изготавливают ортопедический аппарат с помощью трехкоординатного фрезерного станка с числовым программным управлением по цифровой модели ортопедического аппарата из цельного массива стандартизированной заготовки кубической формы, выполненной из пластмассы "СтомАкрил". Способ позволяет обеспечить надежное удержание и комфортное нахождение ортопедического аппарата в полости рта, сократить сроки раннего ортодонтического лечения и сократить время изготовления ортопедического аппарата. 12 ил., 2 пр. 
Способ изготовления ортопедического аппарата для предоперационного раннего ортодонтического лечения детей с врожденной одно- и двусторонней полной расщелиной верхней губы и нёба, включающий получение слепка верхней челюсти, получение цифровой модели врожденного дефекта верхней челюсти, цифровое трехмерное моделирование этапов лечения, отличающийся тем, что слепок верхней челюсти получают путем формирования термопластической массы в виде усеченного конуса с последующим прикреплением его основания к алюминиевой полоске с закругленными концами, 2/3 которой предварительно изгибают под углом 135°, закрывая при этом один из концов алюминиевой полоски краями основания усеченного конуса из термопластической массы и формируя в термопластической массе углубление для среднего пальца врача, после чего усеченный конус с прикрепленной к его основанию алюминиевой полоской прижимают ко всем поверхностям альвеолярных отростков верхней челюсти и удерживают не более 6 секунд с последующим погружением полученного слепка в воду температурой 15-20°C; проводят построение компьютерного чертежа ортопедического аппарата по цифровой модели врожденного дефекта, полученной в результате трехмерного лазерного сканирования слепка верхней челюсти, путем полного дублирования и последующего переноса всей индивидуальной поверхности врожденного дефекта верхней челюсти на поверхность ортопедического аппарата; изготавливают ортопедический аппарат с помощью трехкоординатного фрезерного станка с числовым программным управлением по цифровой модели ортопедического аппарата из цельного массива стандартизированной заготовки кубической формы, выполненной из пластмассы "СтомАкрил".
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОСЛЕДОВАТЕЛЬНОСТИ МОДЕЛЕЙ ДЛЯ ПОЛУЧЕНИЯ НАБОРА КОРРЕКЦИОННЫХ КАПП С ИСПОЛЬЗОВАНИЕМ КОМПЬЮТЕРНОГО МОДЕЛИРОВАНИЯ | 2012 |
|
RU2543543C2 |
| СПОСОБ ФОРМИРОВАНИЯ АЛЬВЕОЛЯРНОЙ ДУГИ У ДЕТЕЙ С ДВУСТОРОННЕЙ ПОЛНОЙ РАСЩЕЛИНОЙ ВЕРХНЕЙ ГУБЫ И НЕБА | 2000 |
|
RU2170560C1 |
| СПОСОБ КОРРЕКЦИИ ПОЛОЖЕНИЯ ФРАГМЕНТОВ ВЕРХНЕЙ ЧЕЛЮСТИ И АЛЬВЕОЛЯРНОГО ОТРОСТКА У ПАЦИЕНТОВ С РАСЩЕЛИНОЙ ВЕРХНЕЙ ГУБЫ И НЕБА В ВОЗРАСТЕ ОТ РОЖДЕНИЯ ДО 3 ЛЕТ | 2011 |
|
RU2455958C1 |
| МЕХАНИЧЕСКАЯ ФОРСУНКА | 1925 |
|
SU6310A1 |
| US 3895624 A, 22.07.1975 | |||
| US 2015164676 A1, 18.06.2015. | |||

