Изобретение относится к области медицины, а именно к ортопедии, и может использоваться для коррекции деформаций носа при врожденной и приобретенной патологиях челюстно-лицевой области, то есть у детей и взрослых с врожденной одно- и двусторонней расщелиной губы, альвеолярного отростка и неба; после перенесенной ринопластики и ринохейлопластики, удаления новообразований в области носа, а также у здоровых детей и взрослых после перенесенной травмы носа.
Известны устройства для формирования хрящевого отдела носа в до- и послеоперационном периоде после хейлоринопластики. Для этих целей используют неиндивидуализированный пластмассовый шарик, вставляемый в один носовой ход и имеющий вид луковицы или лампы без воздухоносного отверстия внутри без учета положения носовой перегородки и слизистой оболочки носовых ходов.
Недостатками аналогов являются:
Назальные стенты не отражают индивидуальную анатомию носовых ходов, форму хрящей наружного носа, а также его преддверия, вызывают избыточное расширение и избыточное растяжение носовых хрящей по ширине, неравномерное давление, оказываемое ими, не обеспечивает физиологичный носовой тип дыхания, кроме того, существует постоянная необходимость дополнительно фиксировать назальные стенты внеротовыми эластическими приспособлениями, что значительно усложняет их использование и ношение [1-8].
По наиболее близкой технической сущности в качестве прототипа нами выбран способ изготовления назального стента у детей с врожденными расщелинами губы и неба, заключающийся в том, что сначала изготавливают армирующий элемент, которым является стальная круглая проволока диаметром 0.914 мм (0.036 унций), которую изгибают в виде лебединой шеи, заканчивая изгиб завитком-петлей. Форму изгиба в виде лебединой шеи армирующего элемента носового стента получают за счет изгибания проволоки, которую сначала направляют вперед, а затем назад. При изготовлении армирующего элемента носового стента его шаблоном служит податливая мягкая полоска из воска, которая одним концом соединяется с губным краем поверхности внутриротового аппарата с одной стороны, а другим входит на 3-4 мм в носовой ход.
Армирующий элемент носового стента заканчивается петлей-завитком, который непосредственно располагается в просвете носового хода. В просвете носового хода носовой стент представлен петлей-завитком и порцией пластмассы, располагающейся в виде двух долей и по форме напоминающей «почку». Армирующий элемент выходит из носового стента наружу и продолжается в базис внутриротовой акриловой пластинки. Для удержания носового стента совместно с прикрепленной к нему внутриротовой акриловой пластинкой неотъемлемым элементом, помимо многочисленных внеротовых повязок, является ретенционное плечо в виде «кнопки» вне полости рта, расположенное под углом 40° к внутриротовой пластинке.
В случае двусторонней врожденной расщелины губы и неба, этапы изготовления носового стента идентичны, только изготавливают два носовых стента для каждого носового хода совместно с двумя удерживающими их ретенционными плечами. Правый и левый носовые стенты соединены между собой горизонтальной перемычкой. Используются многочисленные внеротовые повязки, служащие для фиксации носового стента и прикрепленной к нему внутриротовой пластинкой. Носовой стент как при одно-, так и двустороннем дефектах является продолжением и неразделимой частью внутриротовой акриловой пластинки [9].
Недостатками способа, выбранного в качестве прототипа, являются:
- отсутствие учета индивидуальной анатомии носовых ходов и формы хрящей носа пациентов;
- затрудненное носовое дыхание у детей с двусторонней врожденной расщелиной губы, альвеолярного отростка и неба из-за отсутствия просвета носовых ходов в пластмассовом назальном стенте, что приводит к дискомфорту ребенка и зачастую отказу от ношения назального стента;
- изготовление неизбежно связано с введением в конструктивный дизайн дополнительных фиксирующих элементов для назальных стентов в виде нескольких повязок, пластырей и удерживающих плеч, что зачастую может вызвать раздражение, воспаление мягких тканей и слизистой носовых ходов, а также травматизацию и нарушение целостности кожных покровов пациента, что затруднит ношение и увеличит продолжительность лечения не только носовых стентов, но и связанной с ними внутриротовой пластинки;
- отсутствие оценки функции носового дыхания в динамике, так как конструкция устройства прототипа не предусматривает воздухоносных отверстий;
- отсутствие возможности долгосрочного ношения и дальнейшего моделирования назального стента по мере роста ребенка;
- недостаточно высокий эстетический результат при применении формообразующих назальных стентов, что требует в дальнейшем ринопластики;
- отсутствие возможности профилактики сужения просвета носовых ходов и девиации носовой перегородки при использовании назальных стентов.
Техническим результатом изобретения является:
- персонификация способа изготовления с учетом индивидуальной анатомии носовых ходов и формы хрящей носа пациентов, что улучшит эстетический результат при применении формообразующих назальных стентов, а также значительно снизит в дальнейшем риск повторных ринопластик;
- возможность дальнейшей коррекции конструкции назального стента с учетом роста челюстно-лицевой области ребенка;
- обеспечение свободного носового дыхания при использовании формообразующих назальных стентов у детей с двусторонней врожденной расщелиной губы, альвеолярного отростка и неба;
- обеспечение отсутствия фиксирующих элементов для назальных стентов в виде повязок и крючков, что исключит раздражение, мацерацию, неравномерное давление и травматизацию слизистой оболочки и окружающих мягких тканей пациента, а также повысит адаптацию пациента к назальным стентам, что будет способствовать их долгосрочному ношению, по сравнению со способом-прототипом, что в итоге сократит временные и материальные затраты, связанные с изготовлением назальных стентов;
- возможность оценки функции носового дыхания в динамике;
- возможность профилактики сужения просвета носовых ходов
и девиации носовой перегородки при использовании формообразующих назальных стентов.
Технический результат достигается тем, что способ изготовления формообразующих назальных стентов у детей с врожденными аномалиями развития и приобретенными деформациями челюстно-лицевой области заключается в том, что получают слепки носовых ходов и наружного носа, причем слепок носовых ходов получают путем введения в них термопластической массы на металлических стержнях, а слепок наружного носа - с помощью наложения термопластической массы на костный и хрящевой отделы наружного носа. Не более чем через 10 с после наложения термопластической массы, ее снимают единым блоком и погружают в воду температурой 5-10°С. Затем получают гипсовую модель носовых ходов и наружного носа путем смешивания 320 г порошка гипса с 100 мл воды. Участок с расположенной на нем самой верхней точкой ноздри на гипсовой модели отсекают так, чтобы при односторонней врожденной расщелине верхней губы и неба или приобретенных деформациях челюстно-лицевой области верхний край стороны дефекта был на 1.5-2 мм выше здоровой, а при двусторонних - отсекают с двух сторон не менее чем на 2 мм. После чего армирующий элемент, представляющий собой металлическую проволоку, изгибают в виде кольца с диаметром, равным ширине колумеллы носа пациента, а концы металлической проволоки оставляют свободными и одинаковой длины, после чего кольцо прикладывают к середине колумеллы носа гипсовой модели, а свободные концы металлической проволоки изгибают под прямым углом и вводят в носовые ходы гипсовой модели с возможностью максимальной близости к носовой перегородке на гипсовой модели, затем просвет носовых ходов гипсовой модели заполняют жидкой пластмассой с последующей полимеризацией, после которой удаляют получившуюся пластмассовую заготовку из гипсовой модели с последующим выполнением в заготовке воздухопроводящих сквозных отверстий максимального диаметра, но при этом толщина стенок формообразующего назального стента составляет не более 1 мм.
Способ осуществляется следующим образом
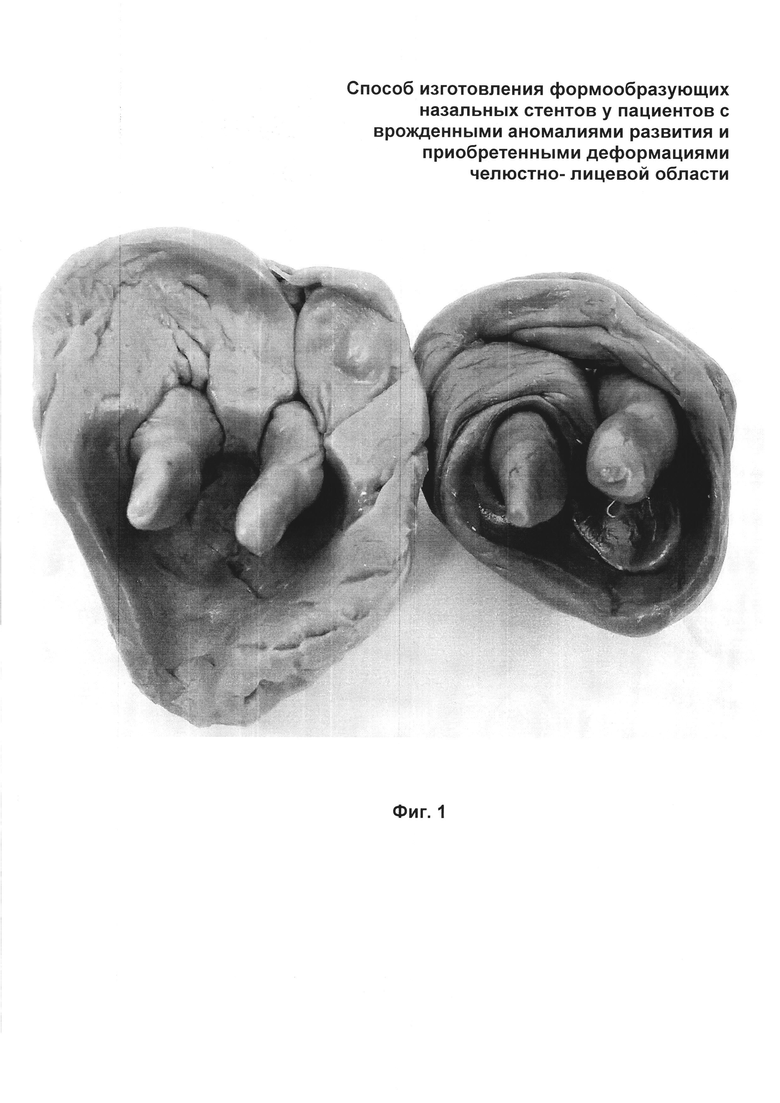
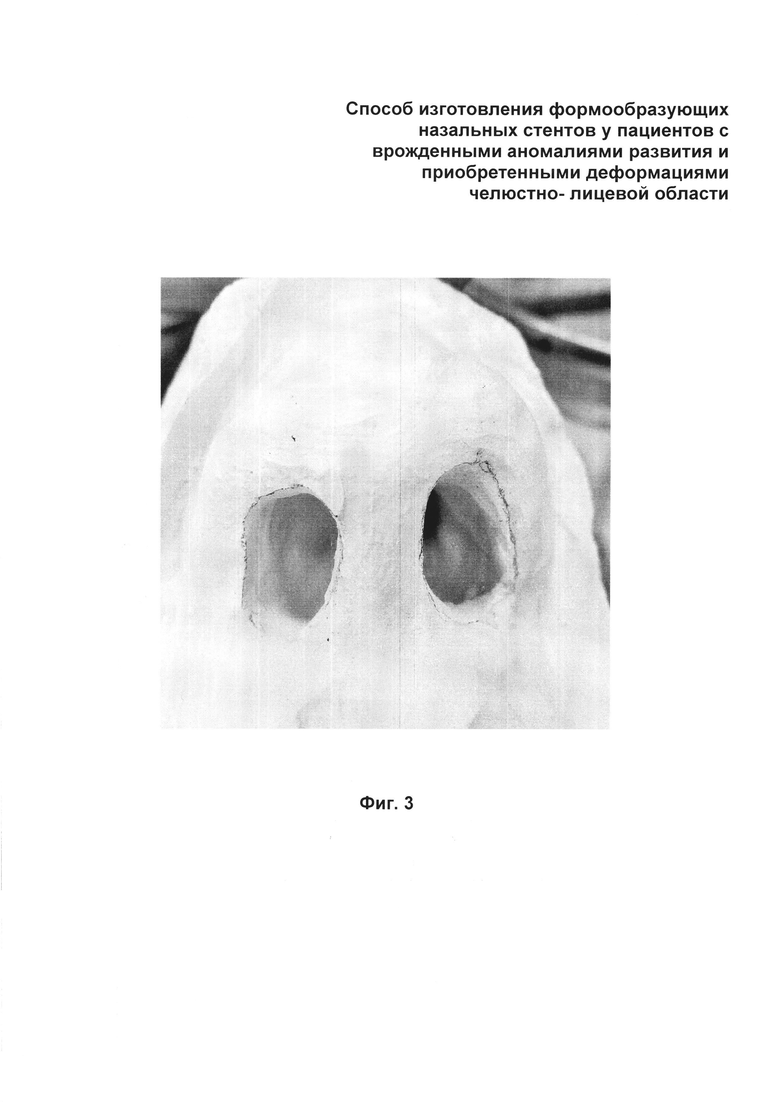
Получают слепки носовых ходов и наружного носа, причем слепок носовых ходов получают путем введения в них термопластической массы на металлических стержнях, а слепок наружного носа - с помощью наложения термопластической массы на костный и хрящевой отделы наружного носа. Термопластическую оттискную массу «Мастер» разогревают добавлением кипяченой воды при температуре 90-100°С в течение 3 минут в пластмассовой термоустойчивой чаше для достижения мягкой пластичной консистенции, которую проверяют шпателем. Разогретую порцию термопластической массы равномерным слоем раскатывают на металлических стержнях до получения формы тупого конуса. В носовые ходы поочередно движениями, сходными с подзаводкой ручных часов, в направлении по часовой стрелке аккуратно вводят термопластическую массу на металлических стержнях, которая к моменту введения в носовой ход приобретает температуру не более 50°С. Температура не более 50°С обеспечивает достаточную мягкость и податливость оттискной термопластической массы, необходимую для точного получения слепка, и является комфортной для пациента, который испытывает ощущения, сходные с теплым влажным компрессом. После нескольких секунд, необходимых для мгновенного затвердевания, термопластическую массу на металлических стержнях выводят из носовых ходов, проверяя качество получения слепка, и опускают в чашу с холодной водой температурой 10°С для окончательного затвердевания. Затем слепки носовых ходов вынимают из холодной воды и снова внимательно проверяют на целостность и качество отображаемой анатомической поверхности носовых ходов. После проверки слепков носовых ходов их снова вводят в носовые ходы уже затвердевшими и оставляют там. Для получения единого слепка носовых ходов совместно с костным и хрящевым отделом наружного носа необходимо при находящихся внутри носовых ходов полученных слепках разогретую термопластическую массу накладывать в определенной последовательности и в направлении по часовой стрелке. Разогретую до температуры не более 50°С термопластическую массу в виде полоски шириной 30 мм накладывают, начиная с переносицы, продолжая по спинке носа до его кончика, затем переходя на колумеллу носа до основания носа, и вниз до верхней границы верхней губы, поворачивая по часовой стрелке на правую сторону, полностью обводя правое крыло носа, поднимаясь опять до спинки носа и огибая ее, переходя на левую сторону, спускаясь к левому крылу носа и заканчивая на левой стороне у основания носа. После полного оборота термопластической массы вокруг наружного носа, ее оставляют не более 10 секунд на его поверхностях. После 10 секунд, обхватив с двух сторон за обратные концы металлических стержней указательным и средним пальцами правой руки легкими раскачивающими движениями вверх и вниз, вынимают единый слепок, состоящий из слепков носовых ходов и наружного носа, сразу погружая в воду температурой 5-10°С на 2 минуты для окончательного отвердевания, На Фиг. 1 изображены единые слепки наружного носа и носовых ходов после окончательного отвердевания. После этого единый слепок носовых ходов и наружного носа достают из воды и помещают на марлевую салфетку до полного высыхания. Пока слепок сохнет, готовят медицинский гипс для получения точной копии слепка носовых ходов и наружного носа, т.е. ее гипсовой модели. После тщательного смешивания 100 мл воды и 320 г гипсового порошка гипсовую смесь в полученной консистенции жидкой сметаны на шпателе небольшими порциями вносят на слепок носовых ходов и наружного носа, который находится на зуботехническом вибростоле во избежании образования пор в будущей гипсовой модели. Гипсовую смесь вносят с избытком на все внутренние поверхности слепка носовых ходов и наружного носа заключительными порциями гипсовой смеси, формируя капюшон. После этого слепок сразу же переворачивают и кладут внутренней поверхностью книзу на гладкую стеклянную поверхность для последующего процесса застывания гипса. Спустя 40 минут слепок вместе с застывшим гипсом помещают в термоустойчивую чашу с кипяченой водой, разогретой не ниже температуры 90-95°С на 2 минуты для возможности отделить гипсовую модель от термопластической оттискной массы. После полного разделения гипсовой модели от остатков термопластической оттискной массы точная гипсовая копия наружного носа и носовых ходов готова (Фиг. 2). Гипсовую модель тщательно просушивают, затем шлифуют и полируют, сглаживая шероховатости поверхности. Участок с расположенной на нем самой верхней точкой ноздри на гипсовой модели отсекают так, чтобы при односторонней врожденной расщелине верхней губы и неба или приобретенных деформациях челюстно-лицевой области верхний край стороны дефекта был на 1.5-2 мм выше здоровой, а при двусторонних - отсекают с двух сторон не менее чем на 2 мм. На Фиг. 3 изображена гипсовая модель с нанесенными на нее линиями для моделирования (отсечения участка с расположенной на ней наиболее верхней точкой ноздри).
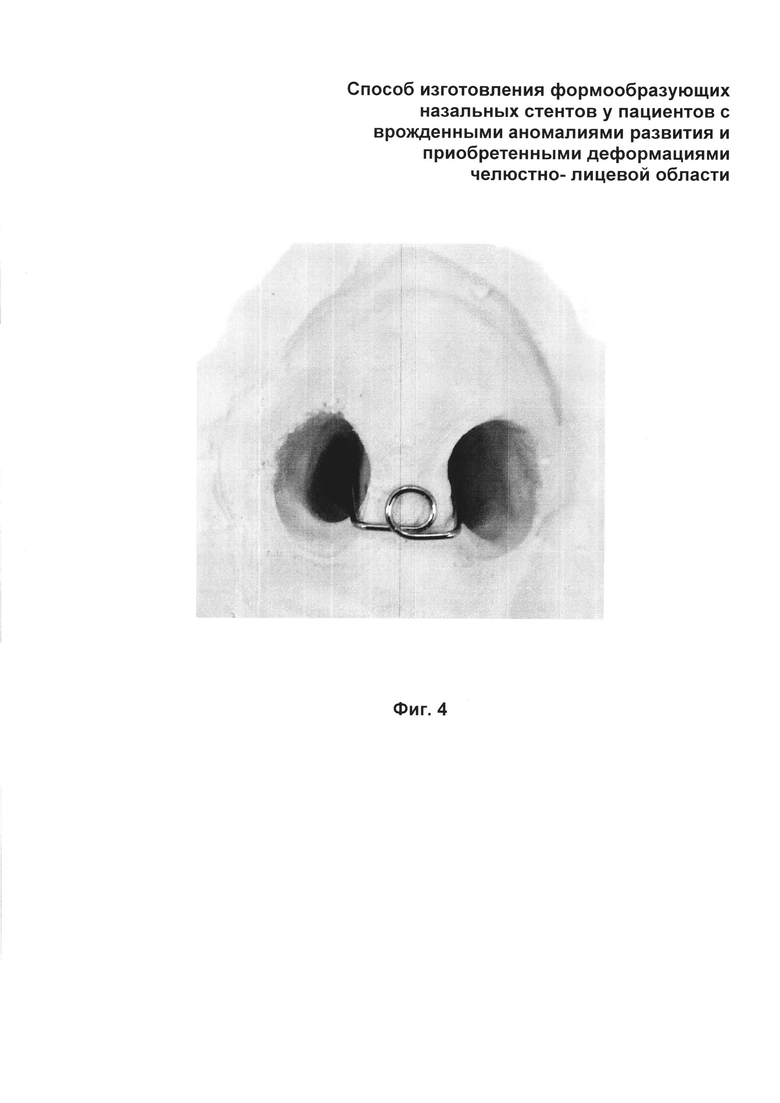
Затем по гипсовой модели носа и носовых ходов изгибают армирующий элемент для назальных стентов, представляющий собой металлическую стальную проволоку диаметром 0.8 м, которую изгибают в виде кольца с окружностью, равной ширине колумеллы носа пациента, универсальными крампонными ортодонтическими щипцами. После изгибания окружности армирующий элемент прикладывают к гипсовой модели носа и носовых ходов точно в центре колумеллы носа на гипсовой модели, и водостойким маркером отмечают вход в носовые ходы с двух сторон, при этом концы металлической проволоки оставляют свободными и одинаковой длины. Полученные отметки на армирующем элементе являются точными ориентирами, по которым будет нанесен изгиб под прямым углом для возможности позиционирования концов металлической проволоки в просвете носовых ходов. Универсальными крампонными ортодонтическими щипцами свободные концы металлической проволоки изгибают под прямым углом, устанавливая щечки щипцов одной стороной на край кольца в области колумеллы, а другой - точно на отметку у входа в носовые ходы. После сгибания проволоки универсальными крампонными щипцами под прямым углом, концы проволоки вводят в носовые ходы гипсовой модели с максимальной близостью к носовой перегородке на гипсовой модели. Концы металлической проволоки обрезают по длине в соответствии с индивидуальной в каждом клинической случае длиной носовых ходов пациента, но с запасом проволоки в 5 мм, необходимым для того, чтобы после окончательной припасовки армирующего элемента по высоте и ширине, загнуть концы под 90°, что способствует повышение способности к удержанию пластмассового теста в процессе его полимеризации, а также улучшению стабилизации назальных стентов при долгосрочном ношении.
Положение концов металлической проволоки корректируют крампонными щипцами по высоте и ширине до полного соответствия ими конфигурации носовых ходов, а также относительно перегородки носа на гипсовой модели. После коррекции армирующего элемента его припасовывают и окончательно проверяют на гипсовой модели. На Фиг. 4 изображен армирующий элемент в виде кольца в области колумеллы носа и его два свободных конца, полученные в результате изгибания проволоки и погруженные в носовые ходы гипсовой модели.
После этого гипсовую модель покрывают изолирующим лаком и оставляют на 15 минут до высыхания лака.
Пока высыхает изолирующее покрытие на гипсовой модели, приступают к подготовке пластмассы для формовки (паковки). В фарфоровой или стеклянной емкости смешивают пластмассу «Редонт-колир» в объеме 20 г порошка и мономера до его насыщения, а также в смесь добавляют несколько капель концентрата красителя красного цвета для повышения эстетических свойств будущих назальных стентов. Затем компоненты тщательно перемешивают до однородного состояния консистенции сходной с «жидкой сметаной». После полного высыхания изолирующего лака на гипсовую модель припасовывают армирующий элемент для назальных стентов, проверяют соответствие анатомическим ориентирам, после чего окончательно фиксируют расплавленной порцией воска кольцо армирующего элемента во избежание балансировки в процессе внесения пластмассового теста.
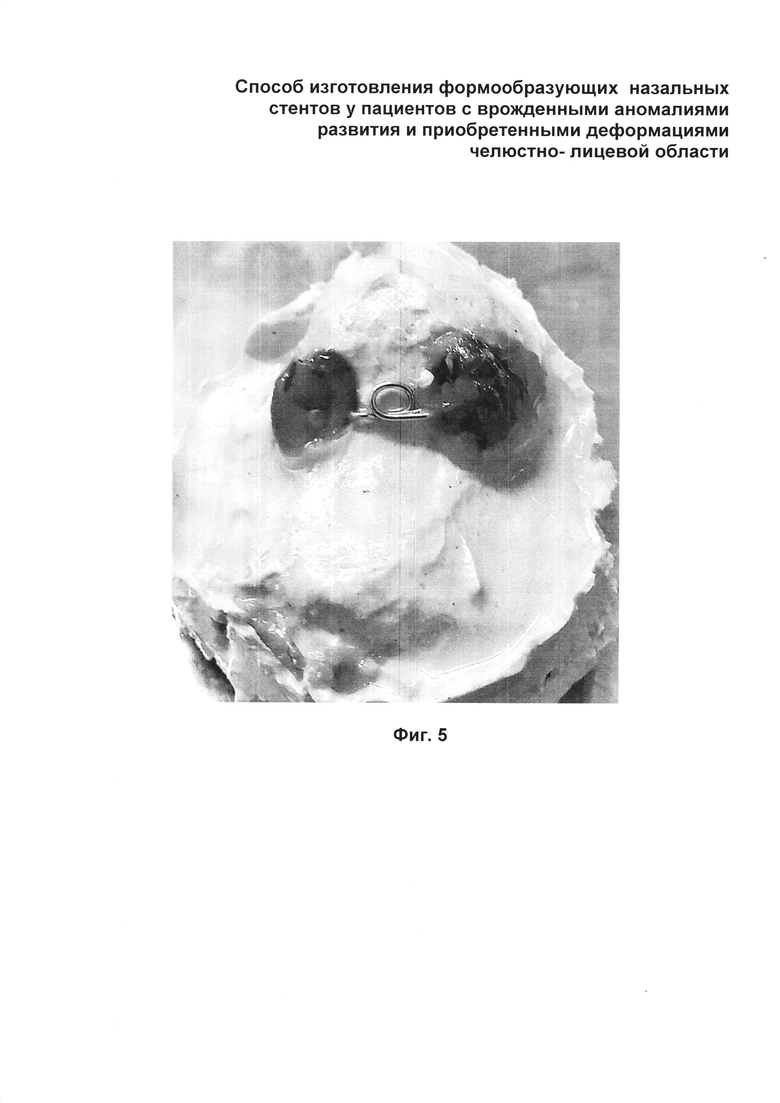
На шпателе послойно небольшими порциями вносят пластмассовое тесто в просвет обоих носовых ходов, располагая гипсовую модель в вертикальной плоскости во избежание обратного хода пластмассы. Внесение теста происходит послойно и равномерно по стенкам и дну носовых ходов до их полного заполнения. Для получения однородной структуры, а также профилактики образования пор, в конце внесения пластмассового теста, в нескольких местах просвета носовых ходов целесообразно сделать несколько отверстий шпателем, а затем вновь заполнить пустой участок в пластмассовом тесте, небольшой новой порцией теста. После полного заполнения пластмассовым тестом просвета носовых ходов проверяют положение армирующего элемента, кольцо которого должно находиться строго в центре колумеллы гипсовой модели носа и не смещаться. После этого гипсовую модель совместно с пластмассовым тестом, находящимся внутри просвета носовых ходов, помещают для полимеризации в полимеризатор под давлением 3 атм и t°=25°С на 20-30 мин. После окончания полимеризации концы армирующего элемента оказываются полностью погруженными внутрь пластмассового базиса. На фиг. 5 изображена гипсовая модель сразу после полимеризации пластмассы. После завершения полимеризации, гипсовую модель вместе с пластмассовой заготовкой назальных стентов, находящуюся в просвете носовых ходов, со стороны цоколя разрезают до половины так, чтобы можно было аккуратно из просвета носовых ходов гипсовой модели вывести пластмассовую заготовку, придерживая при выведении из модели щипцами за кольцо армирующего элемента. На фиг. 6 изображена пластмассовая заготовка назального стента сразу после извлечения из гипсовой модели.
После выведения пластмассовой заготовки назального стента из гипсовой модели, поверхности пластмассы шлифуют и полируют. Затем приступают к формированию воздухоносных сквозных отверстий. Начиная с малого диаметра алмазного шаровидного бора 0.9 мм, с двух сторон препарируют пластмассовый базис, начиная с центра окружности. Отверстия делают с двух противоположных сторон: со стороны наружного носового хода и с противоположного конца заготовки таким образом, чтобы получился туннель. Затем используют шаровидный алмазный бор большего диаметра. Затем конусовидным алмазным бором с закругленным кончиком диаметром 1,2 мм формируют воздухоносные отверстия максимального диаметра так, чтобы толщина стенок формообразующего назального стента составляла не более 1 мм.
Существенные отличительные признаки заявляемого способа и причинно-следственная связь между ними и достигаемым результатом:
- получают слепки носовых ходов и наружного носа, причем слепки носовых ходов получают путем введения в них термопластической массы на металлических стержнях, а слепок наружного носа - с помощью наложения термомассы на поверхности костно-хрящевых отделов носа.
Наличие металлических стержней в термопластической массе обеспечивает получение необходимой формы слепков носовых ходов, а также устойчивость полученных слепков к деформации при их выведении.
Наложение термомассы на поверхности костно-хрящевых отделов носа позволяет получить слепок наружного носа, идентичный форме наружного носа пациента.
- Не более чем через 10 с после наложения термопластической массы ее снимают единым блоком и при температуре 5-10°С погружают полученный слепок в воду не более чем на 5 минут.
10 с является достаточным общим суммарным временем, необходимым для получения слепков: по 2 с - на каждый носовой ход, 6 с необходимы для наложения и затвердевания термопластической массы на поверхностях костно-хрящевых отделов носа, а также соединения остывающей на костном и хрящевом отделах носа термопластической массы с раннее введенными на металлических стержнях полученными слепками носовых ходов.
Термопластическую массу снимают единым блоком для достижения максимальной приближенности полученного слепка к анатомической форме носовых ходов.
Температурный режим 5-10°С при погружении полученного слепка в воду выбран с учетом того, что меньший или больший температурный режим является риском деформации полученного слепка.
- Получают гипсовую модель носовых ходов и наружного носа путем смешивания 320 г порошка гипса с 100 мл водой, так как данное весовое соотношение воды и гипсового порошка было получено опытным путем и является оптимальным для получения качественной гипсовой модели.
- Участок с расположенной на нем самой верхней точкой ноздри на гипсовой модели отсекают так, чтобы при односторонней врожденной расщелине верхней губы и неба или приобретенных деформациях челюстно-лицевой области верхний край стороны дефекта был на 1.5-2 мм выше здоровой, а при двусторонних - отсекают с двух сторон не менее чем на 2 мм.
При отсечении верхнего края ноздри гипсовой модели готовый носовой стент получится выше ровно на ту числовую величину, на которое оно было выполнено, что необходимо для формообразования и моделирования кожно-хрящевого каркаса носа. Данные числовые соотношения были получены, исходя из накопленного клинического опыта и долгосрочных наблюдений. При односторонних врожденных дефектах происходит деформация крыла и хрящей носа на стороне поражения, которые опущены, западают, уплощены, смещены в сторону, как и носовая перегородка, которая имеет девиацию в сторону дефекта совместно с суженным просветом носовых ходов. Следовательно, при односторонних врожденных расщелинах на стороне поражения, при изготовлении носовых стентов, целесообразно проводить гиперкоррекцию с одной стороны больше (т.е. на стороне поражения) в виду недоразвития кожно-хрящевого остова носа, асимметричного действия мышц и наличия рубцовой ткани [10-13]. При двусторонней врожденной расщелине губы и неба хрящи носа деформированы с двух сторон, поэтому поддержку кожно-хрящевому каркасу носа необходимо оказать симметрично с двух сторон и стимулировать их дальнейшее развитие также симметрично, таким образом производя постепенное увеличение высоты, достаточное и эффективное для стимулирования роста и моделирования формы хрящей [14-17].
- Затем армирующий элемент, представляющий собой металлическую проволоку, изгибают в виде кольца с окружностью, равной ширине колумеллы носа пациента, а концы металлической проволоки оставляют свободными и одинаковой длины, после чего кольцо прикладывают к середине колумеллы носа гипсовой модели, а свободные концы металлической проволоки изгибают под прямым углом и вводят в носовые ходы гипсовой модели с возможностью максимальной близости к носовой перегородке.
Металлическую проволоку изгибают в виде кольца с диаметром, равным ширине колумеллы носа пациента, для возможности введения в просвет сформированного кольца щечек щипцов-круглогубцев с целью дальнейшей активации, то есть коррекции положения будущих стентов в вертикальной плоскости.
Концы металлической проволоки оставляют свободными и одинаковой длины с целью последующего их введения в носовые ходы гипсовой модели.
Кольцо прикладывают к середине колумеллы носа гипсовой модели для центрирования будущих назальных стентов.
Свободные концы металлической проволоки изгибают под прямым углом для соответствия анатомическому строению носовых ходов. Изогнутые под прямым углом концы металлической проволоки вводят в носовые ходы гипсовой модели с возможностью максимальной близости к носовой перегородке на гипсовой модели для возможности последующей коррекции положения и формы носовой перегородки у пациента.
- Затем носовые ходы гипсовой модели полностью заполняют жидкой пластмассой с последующей полимеризацией, после которой удаляют получившуюся пластмассовую заготовку из гипсовой модели. Просвет носовых ходов гипсовой модели полностью заполняют жидкой пластмассой с целью повторения формы носовых ходов. Полимеризация жидкой пластмассы, находящейся в носовых ходах гипсовой модели, необходима для получения однородного состава, прочности и долговечности изделия.
- С последующим выполнением в полученной пластмассовой заготовке воздухопроводящих сквозных отверстий максимально возможного диаметра с учетом того, что толщина стенок назального стента составляет не более 1 мм.
Выполнение в полученной пластмассовой заготовке воздухопроводящих сквозных отверстий обеспечивает нормальное носовое дыхание. Максимально возможный диаметр создает наиболее физиологичное прохождение воздуха через полость носа. Толщина стенок назального стента не более 1 мм, обеспечивая максимально возможный диаметр воздухопроводящих сквозных отверстий, является достаточной для формообразования хрящей носа, особенно в вертикальной плоскости. На фиг. 7, 8, 9 изображены формообразующие назальные стенты у пациентов.
Примеры конкретного выполнения способа
Пример 1.
Пациент П., 3 месяца 15 дней. Диагноз: «Врожденная левосторонняя (односторонняя) расщелина верхней губы и неба». Для изготовления носовых стентов были получены слепки носовых ходов и наружного носа. Слепок носовых ходов был получен разогревом термопластической массы «Мастер» кипяченой водой при температуре 99°С в течение 3 минут до достижения мягкой пластичной консистенции, затем термопластическая масса была равномерным слоем раскатана на металлических стержнях и поочередно введена на 2 секунды в каждый носовой ход при температуре 40°С, после чего слепки из носовых ходов были выведены и погружены в воду температурой 8°С. После окончательного затвердевания слепков носовых ходов они были повторно введены в носовые ходы и проверены на соответствие анатомическому строению ходов. Затем для получения слепка наружного носа совместно со слепком носовых ходов, т.е. единого слепка, была наложена разогретая порция термопластической массы при температуре 40°С в виде полоски по кругу, начиная с переносицы по часовой стрелке, заканчивая полный оборот на противоположной стороне носа, затем оставлена на его поверхностях на 5 секунд до затвердевания. После этого единый слепок с наружного носа и носовых ходов был снят и сразу погружен в воду температурой 8°С на 2 минуты до окончательного отвердевания. После высыхания слепка была получена его точная гипсовая модель путем смешивания 100 мл воды и 320 г порошка и оставлена на 40 минут до ее полного остывания. Спустя 40 минут полностью произошло застывание гипсовой модели, после чего она была освобождена от остатков термопластической массы путем ее погружения в термоустойчивую чашу с водой температурой 99°С. После просушивания гипсовой модели, ее шлифовки и полировки, верхнюю границу левого наружного носового хода на гипсовой модели отсекли на 1.8 мм выше правого наружного носового хода. После чего металлическую стальную проволоку диаметром 0.8 мм изогнули по гипсовой модели в виде кольца с окружностью, равной ширине колумеллы носа, универсальными крампонными ортодонтическими щипцами. Отметили водостойким маркером вход в носовые ходы, затем изогнули и ввели свободные концы металлической проволоки под прямым углом, расположив щечки щипцов одной стороной на край кольца в области колумеллы, а другой - точно на отметку у входа в носовые ходы. Согнутые под прямым углом к кольцу концы металлической проволоки ввели в носовые ходы гипсовой модели с максимальной близостью к носовой перегородке. Затем концы металлической проволоки обрезали на 2.3 мм для соответствия длине носовых ходов, после окончательной припасовки концов металлической проволоки по высоте и ширине носовых ходов, на запасной длине проволоки в 5 мм был нанесен изгиб под 90°С и избыток обрезан на 2.6 мм. После этого гипсовая модель была покрыта изолирующим лаком «Изокол-69» и оставлена до полного высыхания разделительного лака. Кольцо армирующего элемента назального стента было зафиксировано в центральном положении расплавленной порцией воска во избежание смещения перед заполнением пластмассового теста в просвет носовых ходов. После подготовки пластмассового теста консистенции «жидкой сметаны», полученного путем смешивания 20 мл жидкости с 40 г порошка-полимера в фарфоровой чаше вместе с 4 каплями красителя красного цвета пластмассы «Редонт-Колир», на металлическом шпателе его послойно небольшими порциями внесли в просвет носовых ходов. После чего гипсовую модель вместе с пластмассовым тестом, находящимся внутри просвета носовых ходов, поместили в полимеризатор под давлением 3 атм и t°=25°С на 20 минут для полимеризации. Затем через разрез в гипсовой модели со стороны цоколя была извлечена пластмассовая заготовка носовых стентов и произведена ее шлифовка и полировка, а затем формирование воздухоносных отверстий, начиная с центра окружности шаровидным алмазным бором диаметром 0,9 мм, произведено препарирование пластмассового базиса с двух концов до получения туннеля. После чего твердосплавной фрезой конической формы диаметром 2,3 мм сформировали стенки носового стента равномерной толщины, составляющей 1 мм. Просвет и поверхности носового стента были отшлифованы и отполированы.
Пример 2.
Пациент С., 1 год 3 месяца. Диагноз: «Врожденная двусторонняя расщелина верхней губы и неба». Для изготовления носовых стентов были получены слепки носовых ходов и наружного носа. Слепок носовых ходов был получен разогревом термопластической массы «Мастер» кипяченой водой при температуре 90°С в течение 3 минут до достижения мягкой пластичной консистенции, затем термопластическая масса была равномерным слоем раскатана на металлических стержнях и при температуре 45°С поочередно введена на 2 секунды в каждый носовой ход, после чего слепки из носовых ходов были выведены и погружены в воду температурой 5°С. После окончательного затвердевания слепков носовых они были повторно введены в носовые ходы и проверены на соответствие анатомическому строению ходов. Далее для получения единого слепка наружного носа и носовых ходов была наложена разогретая порция термопластической массы при температуре 45°С в виде полоски, начиная с переносицы по часовой стрелке, заканчивая полный оборот на противоположной стороне носа, затем оставлена на поверхностях носа на 6 секунд до затвердевания. После этого единый слепок с наружного носа и носовых ходов был снят и сразу погружен в воду температурой 5°С на 2 минуты до окончательного отвердевания.
Из высохшего после погружения в воду слепка была получена его точная гипсовая модель путем смешивания 100 мл воды и 320 г гипсового порошка, которая была оставлена на 40 минут до ее полного остывания, после чего она была освобождена от остатков термопластической массы путем ее погружения в термоустойчивую чашу с водой температурой 100°С.
Гипсовую модель оставили высохнуть, после чего произвели ее шлифовку для сглаживания нескольких шероховатых участков. На гипсовой модели участок на протяжении 5 мм с расположенной на ней наиболее верхней точкой ноздри отсекли на 2,6 мм симметрично с двух сторон.
После чего металлическую стальную проволоку диаметром 0.8 мм изогнули по гипсовой модели в виде кольца, равного ширине колумеллы носа, универсальными крампонными ортодонтическими щипцами, при этом концы металлической проволоки оставили свободными и одинаковой длины. У входа в носовые ходы по медиальной поверхности ноздрей на гипсовой модели поставлена маркировка-ориентир, по которой универсальными крампонными щипцами был выполнен изгиб под прямым углом для введения концов металлической проволоки в просвет носовых ходов. Концы металлической проволоки были окончательно скорректированы крампонными щипцами по высоте и ширине носовых ходов. На запасной длине проволоки в 5 мм был нанесен изгиб под 90° и избыток обрезан на 2.0 мм. Далее гипсовая модель была покрыта изолирующим лаком «Изокол-69» и оставлена до полного высыхания разделительного лака. Кольцо армирующего элемента назального стента было зафиксировано в центральном положении расплавленной порцией воска. Пластмассовое тесто в консистенции «жидкой сметаны», полученное путем смешивания 20 мл жидкости с 40 г порошка-полимера в фарфоровой чаше вместе с 4 каплями красителя красного цвета пластмассы «Редонт-Колир», на металлическом шпателе послойно было внесено в просвет носовых ходов. После чего гипсовую модель вместе с пластмассовым тестом поместили в полимеризатор под давлением 3 атм и t°=25°C на 25 минут для полимеризации. После окончания полимеризации через разрез в гипсовой модели со стороны цоколя и ослабления боковой стенки гипсовой модели, пластмассовая заготовка носовых стентов была извлечена, произведена ее шлифовка и полировка. После этого были сформированы воздухоносные отверстия, начиная с центра окружности шаровидным алмазным бором диаметром 0,9 мм, а затем конусовидным алмазным диаметром 1,2 мм произведено препарирование пластмассового базиса с двух концов до получения туннеля. После чего твердосплавной фрезой конической формы диаметром 2,3 мм сформировали стенки носового стента равномерной толщины, составляющей 1 мм. Просвет и все поверхности носового стента были отшлифованы и отполированы.
Пример 3.
Пациент К., 8 лет. Диагноз: Злокачественное новообразование полости носа. Для изготовления носовых стентов в постоперационном периоде были получены слепки носовых ходов и наружного носа. Слепок носовых ходов был получен разогревом термопластической массы «Мастер» кипяченой водой при температуре 93°С в течение 3 минут до достижения мягкой пластичной консистенции, затем термопластическая масса была равномерным слоем раскатана на металлических стержнях и при температуре 50°С поочередно введена на 2 секунды в каждый носовой ход, после чего слепки из носовых ходов были выведены и погружены в воду температурой 6°С. После окончательного затвердевания слепков носовых ходов они были повторно введены в носовые ходы и проверены на полное соответствие внутреннему строению ходов. Далее для получения единого слепка наружного носа и носовых ходов была наложена разогретая порция термопластической массы при температуре 50°С в виде полоски, начиная с переносицы по часовой стрелке, заканчивая полный оборот на противоположной стороне носа, затем оставлена на поверхностях носа на 6 секунд до затвердевания. После этого единый слепок с наружного носа и носовых ходов был снят и сразу погружен в воду температурой 6°С на 2 минуты до окончательного отвердевания.
Из высохшего после погружения в воду слепка была получена его точная гипсовая модель путем смешивания 100 мл воды и 320 г гипсового порошка, которая была оставлена на 40 минут до ее полного остывания, после чего она была освобождена от остатков термопластической массы путем ее погружения в термоустойчивую чашу с водой температурой 96°С. Гипсовую модель оставили высохнуть, после чего участок на протяжении 5,6 мм с расположенной на ней наиболее верхней точкой ноздри отсекли на 2.0 мм симметрично с двух сторон. После чего металлическую стальную проволоку диаметром 0.8 мм изогнули по гипсовой модели в виде кольца с диаметром, равным ширине колумеллы носа, универсальными крампонными ортодонтическими щипцами, при этом концы металлической проволоки оставили свободными и одинаковой длины, составляющей 20 мм. У входа в носовые ходы по медиальной поверхности ноздрей на гипсовой модели поставлена маркировка-ориентир, по которой универсальными крампонными щипцами был выполнен изгиб под прямым углом для введения концов металлической проволоки в просвет носовых ходов. Концы металлической проволоки были окончательно скорректированы крампонными щипцами по высоте и ширине носовых ходов. На запасной длине проволоки в 5 мм был нанесен изгиб под 90° и избыток обрезан на 3,5 мм. Далее гипсовая модель была покрыта изолирующим лаком «Изокол-69» и оставлена до полного высыхания разделительного лака. Кольцо армирующего элемента назального стента было зафиксировано в центральном положении расплавленной порцией воска. Пластмассовое тесто в консистенции «жидкой сметаны», полученного путем смешивания 20 мл жидкости с 40 г порошка-полимера в фарфоровой чаше вместе с 5 каплями красителя красного цвета пластмассы «Редонт-Колир», на металлическом шпателе послойно было внесено в просвет носовых ходов. После чего гипсовую модель вместе с пластмассовым тестом, поместили в полимеризатор под давлением 3 атм и t°=25°С на 25 минут для полимеризации. После окончания полимеризации через разрез в гипсовой модели со стороны цоколя и ослабления боковой стенки гипсовой модели, пластмассовая заготовка носовых стентов была извлечена, произведена ее шлифовка и полировка. После этого были сформированы воздухоносные отверстия, начиная с центра окружности шаровидным алмазным бором диаметром 0,9 мм, а затем конусовидным алмазным диаметром 1,2 мм произведено препарирование пластмассового базиса с двух концов до получения туннеля. После чего твердосплавной фрезой конической формы диаметром 2,3 мм сформировали стенки носового стента равномерной толщины, составляющей 1 мм. Просвет и все поверхности носового стента были отшлифованы и отполированы.
Пример 4.
Пациент М., 23 года. Диагноз: Перелом костей носа.
Для изготовления носовых стентов были получены слепки носовых ходов и наружного носа. Слепок носовых ходов был получен разогревом термопластической массы «Мастер» кипяченой водой при температуре 100°С в течение 3 минут до достижения мягкой пластичной консистенции, затем термопластическая масса была равномерным слоем раскатана на металлических стержнях и поочередно введена на 2 секунды в каждый носовой ход при температуре 47°С, после чего слепки из носовых ходов были выведены и погружены в воду температурой 10°С. После окончательного затвердевания слепков носовых ходов они были тщательно проверены на деформацию, и после соответствия анатомическому строению снова введены в носовые ходы. Далее для получения единого слепка наружного носа и носовых ходов, была наложена разогретая порция термопластической массы при температуре 48°С в виде полоски, начиная с переносицы, обводя хрящи носа в направлении по часовой стрелке, заканчивая полный оборот на противоположной стороне носа, после чего она была оставлена на поверхностях носа на 6 секунд до затвердевания. После этого единый слепок с наружного носа и носовых ходов был снят и сразу погружен в воду температурой 10°С на 2 минуты до окончательного отвердевания.
Из высохшего после погружения в воду слепка была получена его точная гипсовая модель путем смешивания 100 мл воды и 320 г гипсового порошка, которая была оставлена на 40 минут до ее полного остывания, после чего она была освобождена от остатков термопластической массы путем ее погружения в термоустойчивую чашу с водой температурой 98°С. После высыхания гипсовой модели произвели ее шлифовку для сглаживания нескольких шероховатых участков. На гипсовой модели участок с расположенной на ней наиболее верхней точкой ноздри отсекли на 3,2 мм симметрично с двух сторон. После чего металлическую стальную проволоку диаметром 0.8 мм изогнули по гипсовой модели в виде кольца с диаметром, равным ширине колумеллы носа, универсальными крампонными ортодонтическими щипцами, при этом концы металлической проволоки оставили свободными и одинаковой длины, составляющей 20 мм. У входа в носовые ходы по медиальной границе ноздрей на гипсовой модели была поставлена маркировка-ориентир с двух сторон, по которой универсальными крампонными щипцами был выполнен изгиб с двух сторон под прямым углом, необходимый для введения концов металлической проволоки в просвет носовых ходов. Концы металлической проволоки были окончательно скорректированы крампонными щипцами по высоте и ширине носовых ходов. На запасной длине проволоки в 5 мм был нанесен изгиб под 90° и избыток обрезан на 2.0 мм. Далее гипсовая модель была покрыта изолирующим лаком «Изокол-69» и оставлена до полного высыхания разделительного лака. Кольцо армирующего элемента назального стента было зафиксировано в центральном положении расплавленной порцией воска. Пластмассовое тесто в консистенции «жидкой сметаны», полученного путем смешивания 20 мл жидкости с 40 г порошка-полимера в фарфоровой чаше вместе с 4 каплями красителя красного цвета пластмассы «Редонт-Колир», на металлическом шпателе послойно было внесено в просвет носовых ходов. После чего гипсовую модель вместе с пластмассовым тестом, поместили в полимеризатор под давлением 3 атм и t°=25°С на 20 минут для полимеризации. После окончания полимеризации через распил в гипсовой модели со стороны цоколя, пластмассовая заготовка носовых стентов была аккуратно извлечена, произведена ее шлифовка и полировка. После этого были сформированы воздухоносные отверстия, начиная с центра окружности шаровидным алмазным бором диаметром 0,9 мм, а затем конусовидным алмазным бором диаметром 1,2 мм произведено препарирование пластмассового базиса встречно с двух концов, до получения внутри носового стента туннеля. После чего твердосплавной фрезой конической формы диаметром 2,3 мм сформировали стенки носового стента равномерной толщины, составляющей 1 мм. Просвет и все поверхности носового стента были отшлифованы и отполированы.
Таким образом, заявляемый способ позволяет, в отличие от способа прототипа:
- персонифицировать способ изготовления формообразующих назальных стентов с учетом индивидуальной анатомии носовых ходов и формы хрящей носа пациентов, что улучшает эстетический результат при применении формообразующих назальных стентов, а также снижает в дальнейшем риск повторных операций на 80%, в отличие от способа прототипа, при использовании которого риск повторных оперативных вмешательств снижается на 60% [9, 15].
- проводить дальнейшую коррекцию конструкции назального стента с учетом возраста ребенка;
- нормализовать свободное носовое дыхание при использовании формообразующих назальных стентов у детей с двусторонней врожденной расщелиной губы, альвеолярного отростка и неба;
- обеспечить отсутствие фиксирующих элементов для назальных стентов в виде повязок и крючков, что исключает раздражение, мацерацию, неравномерное давление и травматизацию слизистой оболочки и окружающих мягких тканей пациента, а также повышает адаптацию пациента к назальным стентам, что способствует их долгосрочному ношению, то есть более 7 лет, по сравнению со способом прототипом, что в итоге сокращает временные и материальные затраты, связанные с изготовлением назальных стентов;
- оценить функцию носового дыхания в динамике;
- проводить профилактику сужения просвета носовых ходов и девиации носовой перегородки при использовании формообразующих назальных стентов.
Список литературы
1. Nagraj Ν., Nagarjuna M., Desai Α., Gandedkar Ν., Jayade В., Gopalakrishnan К. Doble-loop technique using titanium alloy wire for fabrication of nasal stents in nasoalveolar molding therapy for cleft lip and palate patients // The Cleft Palate- Craniofacial Journal. - 2015. - Vol. 52. - P. 246-249.
2. Spengler A.L., Chavaria С., Teichgraeber J.F., Gaterno J., Xia J.J. Pre surgical Nasoalveolar molding therapy for the treatment of bilateral cleft lip and palate: A preliminary study // Cleft Palate Craniofac J. - 2006. - Vol. 43(3). - P. 321-328.
3. Murthy P.S., Deshmukh S., Bhagyalakshmi Α., Srilatha K. Pre surgical nasoalveolar molding: Changing Paradigms in Early cleft lip and palate rehabilitation // Journal of International Oral Health - 2013. - Vol. 5(2). - P. 70-80.
4. Maull D.J., Grayson B.H., Cutting C.B., Brecht L.L., Brookstein F.L., Khorrambadi D., Webb J.A., Hurwitz D.J. Long term effects of Nasoalveolar molding on three dimensional nasal shape in unilateral clefts // Cleft palate Craniofac J. - 1999. - Vol.36(5). - P. 391-397.
5. Yang S., Stelnicki E.J., Lee M.N. Use of nasoalveolar molding appliance to direct growth in newborn patient with complete unilateral cleft lip and palate // Pediatr Dent. - 2003. - Vol. 25(3). -P. 253-256.
6. Grayson B.H., Santiago P.E., Brecht L.E, Cutting C.B. Presurgical nasoalveolar molding in infants with cleft lip and palate // Cleft Palate Craniofac J. - 1999. - Vol. 36(6). - P. 486-498.
7. Grayson B.H., P. R. Presurgical nasoalveolar moulding treatment in cleft lip and palate patients // Indian Journal of Plastic Surgery. - 2009. - Vol. 42. - P. 56-61.
8. Bennun R.D., Figueroa A.A. Dynamic Presurgical Nasal Remodeling With Unilateral and Bilateral Cleft Lip and Palate: Modification to the Original Technique // Cleft Palate-Craniofacial Journal. - 2006. - Vol. 43. - P. 639-648.
9. Grayson B.H., Maull D. Nasoalveolar molding for infants born with clefts of the lip, alveolus, and palate // Seminars in plastic surgery. - 2005. - Vol. 19, number 4. - P. 294-301.
10. Pfeifer T, Grayson B, Cutting C. Nasoalveolar molding and gingivoperiosteoplasty versus alveolar bone graft: an outcome analysis of costs in the treatment of unilateral cleft alveolus // Cleft Palate Craniofac J. - 2002. - Vol. 39. - P. 26-29.
11. McComb H. Primary correction of unilateral cleft lip nasal deformity: a 10-year review // Plast Reconstr Surg. - 1985. - Vol. 75. - P. 791-799.
12. Гуцан, А.Э. Врожденные расщелины верхней губы и неба под ред. д.м.н. Ботезату Г.А./ А.Э. Гуцан. - Кишинев: ШТИИНЦА,1980. - 144 с.
13. Рубежова И.С.Ортопедическое и ортодонтическое лечение больных с врожденной расщелиной верхней губы и неба в условиях диспансерного центра: автореф. дис. доктора медицинских наук. Ленинград, 1989.
14. Дубов М.Д. Врожденные расщелины губы и неба. / М.Д. Дубов. - Ленинград: МЕДГИЗ, 1960. - 144 с.
15. Губская А.Н. Вторичные деформации челюстно-лицевой области при врожденных расщелинах губы и неба. / А.Н. Губская. - Ташкент: МЕДИЦИНА, 1975. - 103 с.
16. Труды расширенного пленума и 1-й выездной сессии ЦНИИС под редакционной коллегией авторов. / Евдокимов А.И., Дмитриева B.C., Рыбаков А.И., Лурье Т.М., Фомичева Е.У. - Москва: МЕДИЦИНА, 1964. - 311 с. Lee С., Grayson В., Cutting С. The need for surgical columella lengthening and nasal width revision before the age of bone grafting in patients with bilateral cleft lip following presurgical nasal molding and columella lengthening. Scottsdale: American Cleft Palate-Craniofacial Association; 1999. In: Program and Abstracts of the 56th Annual Session of the American Cleft Palate-Craniofacial Association.
17. Lee C, Grayson В., Cutting C. The need for surgical columella lengthening and nasal width revision before the age of bone grafting in patients with bilateral cleft lip following presurgical nasal molding and columella lengthening. Scottsdale: American Cleft Palate-Craniofacial Association; 1999. In: Program and Abstracts of the 56th Annual Session of the American Cleft Palate-Craniofacial Association.




Изобретение относится к области медицины, а именно к ортопедии, и может использоваться для коррекции деформаций носа при врожденной и приобретенной патологии челюстно-лицевой области. Получают слепки носовых ходов и наружного носа, причем слепок носовых ходов получают путем введения в них термопластической массы, равномерно раскатанной на металлических стержнях, а слепок наружного носа - с помощью наложения термопластической массы на костный и хрящевой отделы наружного носа, участок с расположенной на нем самой верхней точкой ноздри на гипсовой модели отсекают так, чтобы при односторонней врожденной расщелине верхней губы и неба или приобретенных деформациях челюстно-лицевой области верхний край стороны дефекта был на 1.5-2 мм выше здоровой, а при двусторонних - отсекают с двух сторон не менее чем на 2 мм. Затем армирующий элемент, представляющий собой металлическую проволоку, изгибают в виде кольца с окружностью, равной ширине колумеллы носа пациента. Концы металлической проволоки оставляют свободными и одинаковой длины. После чего кольцо прикладывают к середине колумеллы носа гипсовой модели, а свободные концы металлической проволоки изгибают под прямым углом и вводят в носовые ходы гипсовой модели с возможностью максимальной близости к носовой перегородке на гипсовой модели. Затем просвет носовых ходов гипсовой модели заполняют жидкой пластмассой с последующей ее полимеризацией, после которой удаляют получившуюся пластмассовую заготовку из гипсовой модели с последующим выполнением в заготовке воздухопроводящих сквозных отверстий максимально возможного диаметра с учетом того, что толщина стенок формообразующего назального стента составляет не более 1 мм. Способ позволяет улучшить эстетический результат при применении формообразующих назальных стентов, обеспечить свободное носовое дыхание при использовании формообразующих назальных стентов у детей с двусторонней врожденной расщелиной губы, альвеолярного отростка и неба. 9 ил., 4 пр.
Способ изготовления формообразующих назальных стентов у пациентов с врожденными аномалиями развития и приобретенными деформациями челюстно-лицевой области, включающий изготовление армирующего элемента, которым является стальная круглая проволока, с последующим ее изгибанием, отличающийся тем, что получают слепки носовых ходов и наружного носа, причем слепок носовых ходов получают путем введения в них термопластической массы, равномерно раскатанной на металлических стержнях, а слепок наружного носа - с помощью наложения термопластической массы на костный и хрящевой отделы наружного носа, не более чем через 10 с после наложения термопластической массы ее снимают единым блоком и погружают в воду температурой 5-10°C, затем получают гипсовую модель носовых ходов и наружного носа путем смешивания 320 г порошка гипса с 100 мл воды; участок с расположенной на нем самой верхней точкой ноздри на гипсовой модели отсекают так, чтобы при односторонней врожденной расщелине верхней губы и неба или приобретенных деформациях челюстно-лицевой области верхний край стороны дефекта был на 1.5-2 мм выше здоровой, а при двусторонних - отсекают с двух сторон не менее чем на 2 мм; затем армирующий элемент, представляющий собой металлическую проволоку, изгибают в виде кольца с окружностью, равной ширине колумеллы носа пациента, а концы металлической проволоки оставляют свободными и одинаковой длины, после чего кольцо прикладывают к середине колумеллы носа гипсовой модели, а свободные концы металлической проволоки изгибают под прямым углом и вводят в носовые ходы гипсовой модели с возможностью максимальной близости к носовой перегородке на гипсовой модели, затем просвет носовых ходов гипсовой модели заполняют жидкой пластмассой с последующей ее полимеризацией, после которой удаляют получившуюся пластмассовую заготовку из гипсовой модели с последующим выполнением в заготовке воздухопроводящих сквозных отверстий максимально возможного диаметра с учетом того, что толщина стенок формообразующего назального стента составляет не более 1 мм.
| УСТРОЙСТВО ДЛЯ НАЗОАЛЬВЕОЛЯРНОГО МОЛДИНГА ДЛЯ ПРЕДХИРУРГИЧЕСКОГО ОРТОДОНТИЧЕСКОГО ЛЕЧЕНИЯ ДЕТЕЙ С ВРОЖДЕННОЙ ОДНО/ДВУХСТОРОННЕЙ РАСЩЕЛИНОЙ ГУБЫ И НЁБА | 2008 |
|
RU2369347C1 |
| Механическая щетка | 1950 |
|
SU94441A1 |
| CN 201684046 U, 29.12.2010 | |||
| WO 2011008981 A1, 20.01.2011 | |||
| WO 2009079418 A2, 25.06.2009.. | |||

