Область техники
Изобретение относится к способу изготовления внешнего часового элемента. Изобретение также относится к внешнему часовому элементу. Изобретение также относится к часовому изделию, в частности к наручным часам, содержащим по меньшей мере один внешний элемент. Изобретение относится к области производства часов, ювелирных изделий и бижутерии.
Уровень техники
Часто внешние часовые элементы изготавливают из благородных металлов, таких как золото или платина, чтобы обеспечить высокую коррозионную стойкость. Однако эти металлы имеют высокую плотность, и изготавливаемые таким образом часовые изделия, в частности часы, являются очень тяжелыми для пользователя и к тому же имеют высокую себестоимость. Такой материал как золото является ковким и имеет средние механические качества, что часто вынуждает выбирать более прочные золотые сплавы, которые являются более чувствительности к коррозии и со временем изменяют свой внешний вид.
В документе JP 60228666 A (CITIZEN) описан способ пайки элементов из золота или золотого сплава на основе титана или из титанового сплава. В этом способе используют поверхность из TiN, полученную посредством азотирования, чтобы препятствовать проникновению золота в титан, и предварительно формируют слой Ni-Pd или Ni-Cu.
В документе FR 926715 A (PEDERSEN) описан способ насечки узоров с предварительным выполнением канавки в первом элементе, который нагревают до температуры, превышающей температуру плавления присадочного металла, образующего узор, после чего присадочный металл в расплавленном состоянии заливают в канавку. Поскольку температура необязательно повышается сверх температур плавления металла первого элемента и присадочного металла, речь идет о пайке. Всему комплексу можно придать форму путем штамповки после соединения и пайки.
В документе СН 264968 A (BOITES LA CENTRALE) описан способ крепления пайкой оболочки из благородного металла на детале-подложке из неблагородного металла.
В документе GB 1406909 A (SUWA SEIKOSHA) описан способ напыления покрытия из металлического или неметаллического материала на корпус основы, который может быть выполнен из титана.
В документе СН 30607 A (THIEBAUD) описан корпус часов с накладкой из золотой фольги, плакируемой на двух сторонах части из неблагородного металла, ребра которого оснащены плоским бортом из массивного золота, полностью закрывающим металл основы. Этот плоский борт крепят сваркой на ребре накладки.
В документе СН 652560 A (PRECIMAX) описан люнет для часов из двух механически соединенных частей, нижней из титана и верхней из золота.
В документе СН 632377 A (GRANDJEAN) описан другой способ, похожий на насечку узоров, в частном случае подложки из нержавеющей стали, в которой выполняют выемку. Температуру подложки повышают до значения, близкого к «идеальной температуре сварки» данной нержавеющей стали и превышающего температуру плавления металла узора, как правило, золота, который в виде твердых фрагментов помещают в выемку, при этом металл узора расплавляется и заполняет выемку, что и представляет собой пайку.
Раскрытие изобретения
Изобретение предоставляет альтернативу использованию внешних часовых элементов, полностью выполненных из благородных металлов.
Объектом изобретения является способ изготовления внешнего часового элемента, характеризующийся тем, что:
- берут металлическое основание, выполненное из первого материала, содержащего титан и/или первый титановый сплав,
- берут по меньшей мере одну металлическую накладку, выполненную из второго материала, содержащего второй металл, выбранный из золота, платины или палладия, и/или второй сплав, содержащий по меньшей мере золото, платину или палладий, при этом по меньшей мере одна накладка имеет толщину, превышающую или равную 0,5 мм;
- по меньшей мере одну накладку крепят сваркой на основании для получения биметаллической заготовки посредством нагрева накладки и основания до температуры, превышающей температуру плавления накладки и основания;
- затем биметаллическую заготовку подвергают деформации и/или механической обработке для придания составному элементу его конечной формы.
В одном из вариантов осуществления способа, его используют для получения внешнего элемента, являющегося зажимом корпуса часов, при этом способ включает в себя следующие этапы:
- вырезают из листа или пластины титана или титанового сплава основание, имеющее вырезы и сквозные проемы, для получения конструкции в виде лестницы с боковыми опорными поверхностями, соединенными поперечинами;
- сгибают поперечины для получения скоб,
- крепят посредством сварки две накладки из золота на боковых поверхностях основания для получения биметаллической заготовки;
- вырезают участок биметаллической заготовки;
- посредством деформации придают форму указанному участку для получения зажима.
Объектом изобретения также является внешний часовой элемент, характеризующийся тем, что он выполнен из биметаллического материала и содержит металлическое основание, выполненное из первого материала, содержащего титан и/или первый титановый сплав и не содержащего никель, и по меньшей мере одну металлическую накладку, выполненную из второго материала, содержащего второй металл, выбранный из золота, платины или палладия, и/или второй сплав, содержащий золото, платину или палладий, при этом накладка контактирует с основанием в по меньшей мере одной сварной зоне, имеющей микроструктуру, отличающуюся от микроструктуры накладки и основания, при этом основание и накладку скрепляют сваркой, причем накладка имеет толщину, превышающую или равную 0,5 мм.
Согласно особенности изобретения, основание и накладку скрепляют сваркой, при этом накладка имеет толщину, превышающую или равную 0,5 мм.
Объектом изобретения является также часовое изделие, в частности наручные часы, содержащие по меньшей мере один указанный внешний элемент.
Краткое описание чертежей
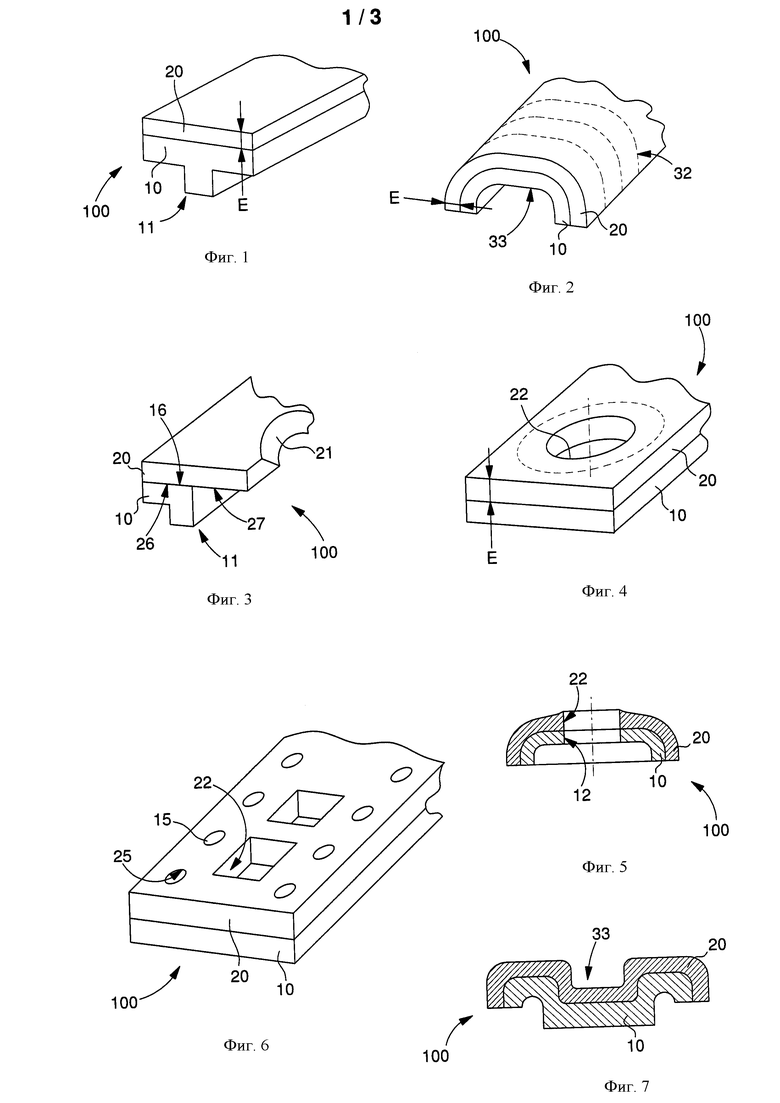
На фиг. 1 - внешний элемент с накладкой, закрепленной посредством сварки на профилированном основании, вид в перспективе;
на фиг. 2 - внешний элемент с накладкой, закрепленной посредством сварки на основании и подвергнутой вместе с ним штамповке после сварки, вид в перспективе;
на фиг. 3 - внешний элемент с накладкой, содержащей вырез и сваренной с профилированным основанием только на уровне части нижней поверхности накладки, обращенной к основанию, вид в перспективе;
на фиг. 4 - биметаллическая заготовка с накладкой, содержащей сквозной проем и сваренной с основанием, вид в перспективе;
на фиг. 5 - внешний элемент, полученный в результате отделки биметаллической заготовки, показанной на фиг. 4, с формированием внешнего профиля посредством штамповки и/или механической обработки и с механической обработкой после сварки для получения, например, люнета часов, вид в поперечном разрезе;
на фиг. 6 - внешний элемент с накладкой, содержащей установочные отверстия и сквозные проемы и сваренной с основанием, содержащим установочные штифты, соответствующие отверстиям накладки, вид в перспективе;
на фиг. 7 - внешний элемент, аналогичный показанному на фиг. 2, с глубокой штамповкой, выполненной после сварки, вид в поперечном сечении;
на фиг. 8 - внешний элемент, сваренный с профилированным основанием только на уровне части нижней поверхности накладки, обращенной к основанию, вид в перспективе;
на фиг. 9 - внешний элемент, аналогичный показанному на фиг. 8 и содержащий механически обработанные вырезы Н-образной формы, выполненные в узле после его сварки, вид в перспективе;
на фиг. 10 - внешний элемент с двумя накладками, закрепленными сваркой на одном профилированном основании только на уровне части нижней поверхности накладки, обращенной к основанию, вид в перспективе;
на фиг. 11 - внешний элемент, аналогичный показанному на фиг. 10, четыре боковые полки которого подвергнуты изгибу посредством штамповки после сварки, вид в перспективе;
на фиг. 12 - внешний элемент, содержащий две накладки из золотого, платинового, или палладиевого сплава, закрепленные сваркой на двух сторонах основания из титана или из титанового сплава, вид в поперечном сечении;
на фиг. 13 - блок-схема способа изготовления элемента;
на фиг. 14-20 - этапы изготовления зажимов для часов: на фиг. 14 - подготовка основания из титана с вырезами и сквозными проемами; на фиг. 15 - предварительное сгибание основания для получения скоб из поперечин, полученных в результате вырезания во время первой операции; на фиг. 16 - биметаллическая заготовка после крепления сваркой накладок из золота на некоторых поверхностях основания; на фиг. 17 - участок, полученный путем разрезания заготовки, который затем подвергают деформации для получения внешнего элемента, показанного на фиг. 18, в данном случае зажима, показанного в положении установки на корпусе часов в поперечном сечении на фиг. 19 и сверху на фиг. 20;
на фиг. 21 и 22 - соединение накладки и основания до и после запрессовки на уровне профиля в виде шипа основания, взаимодействующего с профилем в виде паза накладки, вид в разрезе;
на фиг. 23 - накладка, запрессованная на основании, а также сварные зоны между поверхностями соединения, вид в разрезе.
Осуществление изобретения
Изобретение предоставляет альтернативу использованию внешних часовых элементов, полностью выполненных из благородных металлов и, следовательно, являющихся очень тяжелыми для пользователя и имеющих высокую себестоимость.
В частности, в случае элементов часов, которые представляют собой наиболее предпочтительный вариант применения изобретения, хотя его можно напрямую применять для элементов бижутерии или ювелирных изделий, внешние элементы должны обладать отличной коррозионной стойкостью и сохранять при этом хорошие механические качества.
Изобретение призвано объединить в одном внешнем элементе преимущества высокой механической прочности первого составного элемента, в дальнейшем называемого «основанием», выполненного из материала, выбранного одновременно с учетом его механической прочности и его коррозионной стойкости, и преимущества внешнего вида и высокой коррозионной стойкости по меньшей мере одного второго составного элемента, в дальнейшем называемого «накладкой». Изобретение относится к массивным элементам, в которых толщина Е каждого составного элемента предпочтительно превышает 0,5 мм.
Действительно, как будет показано ниже, изобретение включает в себя операцию сварки. Эту операцию тем легче контролировать, чем толще свариваемые между собой элементы, имеющие при этом сравнимую толщину. Естественно, изобретение можно также применять при меньших значениях толщины элементов, например, превышающей 0,2 мм.
Таким образом, объектом изобретения является способ изготовления внешнего часового элемента 100. Согласно способу:
- берут металлическое основание 10, выполненное из первого материала, содержащего титан и/или первый титановый сплав,
- берут по меньшей мере одну металлическую накладку 20, выполненную из второго материала, содержащего второй металл, выбранный из золота, платины или палладия, и/или второй сплав, содержащий по меньшей мере золото, платину или палладий, при этом по меньшей мере одна накладка 20 имеет толщину, превышающую или равную 0,5 мм;
- крепят сваркой по меньшей мере одну накладку 20 на основании 10 для получения биметаллической заготовки 30, нагревая накладку 20 и основание 10 до температуры, превышающей температуру плавления накладки 20 и основания 10;
- подвергают деформации и/или механической обработке биметаллическую заготовку 30 для придания составному элементу 100 его конечной формы.
В соответствии с вариантом осуществления изобретения плоское основание 10 и плоскую накладку готовят до операции сварки, при этом операцию сварки между основанием 10 и накладкой 20 производят в нижнем положении сварки.
Предпочтительно первый и второй сплавы выбирают с нулевым содержанием никеля.
В качестве материала основания 10 предпочтительно выбирают титан «марки 2», или титан «марки 5», или титан «Т35». Титан «марки 2» наиболее подходит для качественной сварки с золотым сплавом 18 карат. Титан и его сплавы образуют семейство с механическими свойствами, аналогичными свойствам сталей, при намного меньшей массе, чем масса сталей, и одновременно с очень хорошей коррозионной стойкостью, в частности, в соленой атмосфере.
В качестве второго материала предпочтительно выбирают золотой сплав 18 карат, или платиновый сплав с содержанием не менее 95% платины, или палладиевый сплав с содержанием не менее 75% палладия.
В качестве золотого сплава для второго материала предпочтительно выбирают золотой сплав 18 карат типа "5N".
Выбор конкретной пары золото-титан очень важен для ограничения коррозии.
Вторым материалом может являться палладий или палладиевый сплав. Применение палладия, как и золота или платины, соответствует задаче прочного крепления накладки 20 на основании 1, чтобы получить биметаллическую заготовку 30, посредством запрессовки, или/и пайки, или/и сварки.
Как показано на фиг. 2, придание формы биметаллической заготовке 30 может быть осуществлено посредством штамповки и/или вытяжки.
В других вариантах, как показано на фиг. 10 или 11, биметаллическую заготовку 30 подвергают механической обработке для локального удаления накладки 20, чтобы локально открыть по меньшей мере одну поверхность 16 основания 10.
В предпочтительном варианте выполнения для крепления элемента 100 на часах или аналогичном изделии предпочтительно выбирают основание 10 в виде фасонного профиля 11.
Как показано на фиг. 3 или 4, накладка 20 может быть предварительно механически обработана с образованием по меньшей мере с одного выреза 21 и/или сквозного проема 22.
Для оптимального относительного позиционирования перед скреплением сваркой основание 10 и накладку 20 готовят с метками 15, 25, выполненными в виде выступов и/или выемок, как показано на фиг. 6, для их геометрического совмещения перед операцией сварки и для их удержания из относительно друг друга во время операции сварки.
Как показано на фиг. 1, 2, 4, 6 или 10, накладка 20 может быть сварена с основанием 10 по всей общей контактной поверхности.
Как показано на фиг. 23, сварка может быть осуществлена немного ниже поверхности соединения S0 между накладкой 20 и основанием 10.
Сварка может быть лазерной или ультразвуковой.
В предпочтительном варианте выполнения перед закреплением сваркой накладки 20 на основании 10 по меньшей мере накладку 20 или основание 10 подвергают механической деформации для их запрессовки относительно основания 10 или накладки 20 соответственно.
Предпочтительно накладки 20 подвергают механической деформации.
В предпочтительном варианте выполнения, как показано на фиг. 21 и 22, на основании выполняют профиль в виде шипа Р, предназначенный для взаимодействия с профилем в виде паза накладки, или наоборот. Шип Р основания содержит две противоположные боковые поверхности S1 и S2, при этом соответствующая накладка 20 содержит две параллельные поверхности S20 паза. Во время запрессовки поверхности S20 прижимают к поверхностям S1 и S2 для зажатия выступа Р и получения, таким образом, неразъемного узла.
Запрессовка золото-титан обеспечивает хорошее прижатие золота к титану и точную геометрию, при этом завершающая операция сварки облегчается благодаря хорошему предварительному прижатию.
На фиг. 4 и 5 показано выполнение люнета часов с предварительным изготовлением биметаллической заготовки 30 из накладки 20, содержащей сквозной проем 22 и закрепленной посредством сварки на основании 10. Затем заготовке 30 придают форму посредством деформации и/или механической обработки с формированием внешнего профиля путем штамповки и/или механической обработки и с выполнением посредством механической обработки после сварки проема 12 в основании 10 в продолжении проема 22 или с выполнением этого проема 22 одновременно в основании 10 и накладке 20.
В других вариантах накладку 20 крепят сваркой к основанию 10 только на части поверхности 26 накладки 20, обращенной к основанию 10, и/или на части поверхности 16 основания 10, обращенной к накладке 20.
Понятие «биметаллическая» не является ограничивающим, так как основание 10 само по себе может содержать несколько слоев, попарно скрепленных посредством сварки: изобретение можно применять также для внешнего элемента 100 типа сэндвича, содержащего две накладки 20 из золотого, или платинового, или палладиевого сплава, закрепленные сваркой с двух сторон основания из титана или титанового сплава. Такая конфигурация может быть необходима в связи с требованиями внешнего вида. Сердечник из титана гарантирует жесткость и отличное позиционирование относительно других элементов часового изделия. Как показано на фиг. 12, накладки 20 могут прилегать друг к другу на уровне поверхности 34 соединения или плоского стыка, если они являются плоскими, и могут быть сварены друг с другом или сварены золото на золоте на уровне шва 35. Таким образом, изобретение можно применять для изготовления объемных элементов, выполненных посредством попарного крепления сваркой противолежащих поверхностей, одна из которых выполнена из титана или титанового сплава, а другая - из золота, или платины, или палладия, или из золотого, или платинового, или палладиевого сплава.
Объектом изобретения также является внешний часовой элемент 100 из биметаллического материала, содержащий металлическое основание 10, выполненное из первого материала, содержащего титан и/или первый титановый сплав, и по меньшей мере одну металлическую накладку 20, выполненную из второго материала, содержащего второй металл, выбранный из золота, платины или палладия, и/или второй сплав, содержащий по меньшей мере золото, платину или палладий, при этом накладка 20 контактирует с основанием 10 в по меньшей мере одной сварной зоне, имеющей микроструктуру, отличающуюся от микроструктуры накладки 20 и от микроструктуры основания 10. Предпочтительно основание 10 и накладку 20 скрепляют сваркой, а накладка 20 имеет толщину Е, превышающую или равную 0,5 мм.
Объектом изобретения также является часовое изделие, в частности наручные часы 1000, содержащие по меньшей мере один указанный внешний элемент 100.
На фиг. 14-20 представлен неограничивающий пример изготовления зажимов 100 для часов 1000:
- как показано на фиг. 14, основание 10 из титана вырезают из листа или пластины с вырезами 13 и сквозными проемами 12, чтобы получить конструкцию в виде лесенки с боковыми опорными поверхностями 14, соединенными поперечинами 18;
- как показано на фиг. 15, поперечины 18 сгибают таким образом, чтобы получить скобы 19, после чего основание готово для установки на нем накладки 20;
- две накладки 20 из золота закрепляют сваркой на боковых опорных поверхностях 14 основания 10, как показано на фиг. 16, и таким образом получают биметаллическую заготовку 30;
- на фиг. 17 показан участок 35, полученный посредством разрезания заготовки 30 вдоль линии резания 32;
- затем участок 32 подвергают деформации для получения внешнего элемента, показанного на фиг. 18, в данном случае зажима, показанного в положении установки на корпусе часов, как показано на фиг. 19 и 20.
Изобретение можно применять для изготовления внешних элементов, таких как люнеты, зажимы, корпуса, звенья браслетов, фермуары, причем этот список не является ограничительным. Оно позволяет предоставить пользователю элементы высокого качества с сочетанием благородных металлов, используемых по большой толщине и скрепляемых сваркой с более легкими сплавами или металлами, обеспечивающими стойкость по отношению к деформациям и механическим напряжениям и одновременно более приятное ощущение легкости для пользователя.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕРЖАВЕЮЩАЯ СТАЛЬ, НЕ СОДЕРЖАЩАЯ НИКЕЛЯ | 2013 |
|
RU2625363C2 |
| ТИТАНОВОЕ ИЗДЕЛИЕ С УЛУЧШЕННОЙ КОРРОЗИОННОЙ УСТОЙЧИВОСТЬЮ И СПОСОБ УЛУЧШЕНИЯ КОРРОЗИОННОЙ СТОЙКОСТИ ТИТАНОВОГО ИЗДЕЛИЯ | 2004 |
|
RU2380459C2 |
| ТИТАНОВЫЙ СПЛАВ С УЛУЧШЕННЫМИ КОРРОЗИОННОЙ СТОЙКОСТЬЮ И ПРОЧНОСТЬЮ | 2006 |
|
RU2418086C2 |
| ВОЛОСОК ДЛЯ ЧАСОВОГО МЕХАНИЗМА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2697060C1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| ТИТАНОВОЕ ИЗДЕЛИЕ С ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ | 2003 |
|
RU2336366C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562193C1 |
| КОРРОЗИОННО-СТОЙКИЕ, ПРОВОДЯЩИЕ ЖИДКИЙ ПОТОК ЧАСТИ И СПОСОБЫ ЗАМЕНЫ ОБОРУДОВАНИЯ И ЧАСТЕЙ С ИСПОЛЬЗОВАНИЕМ КОРРОЗИОННО-СТОЙКИХ, ПРОВОДЯЩИХ ЖИДКИЙ ПОТОК ЧАСТЕЙ | 2005 |
|
RU2389543C2 |
| СПИРАЛЬНАЯ ЧАСОВАЯ ПРУЖИНА НА ТИТАНОВОЙ ОСНОВЕ | 2019 |
|
RU2727354C1 |
| Способ получения жаростойкого покрытия | 2023 |
|
RU2807243C1 |


Предназначено для использования в области производства часов, ювелирных изделий и бижутерии. Способ изготовления внешнего часового элемента (100) заключается в том, что берут металлическое основание (10), выполненное из первого материала, являющегося титаном и/или первым титановым сплавом, берут по меньшей мере одну металлическую накладку (20), выполненную из второго материала, содержащего второй металл, выбранный из золота, платины или палладия, и/или второй сплав, содержащий по меньшей мере золото, платину или палладий. Накладка (20) имеет толщину (Е), превышающую или равную 0,5 мм. По меньшей мере одну накладку (20) крепят сваркой к основанию (10) для получения биметаллической заготовки. Нагревают накладку (20) и основание (10) до температуры, превышающей температуру плавления накладки (20) и основания (10). Затем биметаллическую заготовку подвергают деформации и/или механической обработке для придания составному элементу (100) его конечной формы. Указанным способом изготавливают внешний часовой элемент и часовое изделие или наручные часы, включающее внешний элемент. Обеспечивается коррозийная стойкость и сохранение механических качеств изделий. 3 н. и 27 з.п. ф-лы, 23 ил.
1. Способ изготовления внешнего часового элемента (100), характеризующийся тем, что берут металлическое основание (10), выполненное из первого материала, являющегося титаном и/или первым титановым сплавом, берут по меньшей мере одну металлическую накладку (20), выполненную из второго материала, содержащего второй металл, выбранный из золота, платины или палладия, и/или второй сплав, содержащий по меньшей мере золото, платину или палладий, при этом накладка (20) имеет толщину (Е), превышающую или равную 0,5 мм; закрепляют сваркой без присадочного материала по меньшей мере одну накладку (20) на основании (10) для получения биметаллической заготовки (30), нагревая накладку (20) и основание (10) до температуры, превышающей температуру плавления накладки (20) и основания (10); затем биметаллическую заготовку (30) подвергают деформации и/или механической обработке для придания составному элементу (100) его конечной формы.
2. Способ по п. 1, характеризующийся тем, что первым материалом является титановый сплав, являющийся титаном «марки 2», или титаном «марки 5», или титаном «Т35».
3. Способ по п. 1, характеризующийся тем, что основание (10) и накладка (20) являются плоскими до операции сварки, которую производят между основанием (10) и накладкой (20) в нижнем положении сварки.
4. Способ по п. 1, характеризующийся тем, что первый и второй сплавы выбирают с нулевым содержанием никеля.
5. Способ по п. 1, характеризующийся тем, что второй материал является золотым сплавом 18 карат, или платиновым сплавом с содержанием не менее 95% платины, или палладиевым сплавом с содержанием не менее 75% палладия.
6. Способ по п. 5, характеризующийся тем, что второй материал является золотым сплавом 18 карат типа "5N".
7. Способ по п. 1, характеризующийся тем, что биметаллической заготовке (30) придают форму посредством деформации путем штамповки и/или вытяжки.
8. Способ по п. 1, характеризующийся тем, что биметаллическую заготовку (30) подвергают механической обработке для локального удаления накладки (20).
9. Способ по п. 1, характеризующийся тем, что основание (10) выполнено в виде фасонного профиля (11).
10. Способ по п. 1, характеризующийся тем, что накладку (20) предварительно подвергают механической обработке с образованием по меньшей мере одного выреза (21) и/или сквозного проема (22).
11. Способ по п. 1, характеризующийся тем, что перед соединением сваркой основания (10) и накладки (20) на них выполняют метки (15; 25) в виде выступов и/или выемок для геометрического совмещения основания и накладки до операции сварки и их удержания относительно друг друга во время операции сварки.
12. Способ по п. 1, характеризующийся тем, что накладку (20) сваривают с основанием (10) по всей общей контактной поверхности.
13. Способ по п. 1, характеризующийся тем, что накладку (20) крепят сваркой к основанию (10) только на части поверхности (26) накладки (20), обращенной к основанию (10), и/или на части поверхности (16) основания (10), обращенной к накладке (20).
14. Способ по п. 13, характеризующийся тем, что сварку производят немного ниже поверхности соединения (S0) между накладкой (20) и основанием (10).
15. Способ по п. 1, характеризующийся тем, что применяют лазерную сварку.
16. Способ по п. 1, характеризующийся тем, что применяют ультразвуковую сварку.
17. Способ по п. 1, характеризующийся тем, что перед закреплением сваркой накладки (20) на основании (10) по меньшей мере накладку (20) или основание (10) подвергают механической деформации для запрессовки соответственно на основании (10) или накладке (20).
18. Способ по п. 17, характеризующийся тем, что накладку (20) подвергают механической деформации.
19. Способ по п. 1, характеризующийся тем, что его применяют для получения внешнего элемента (100), являющегося зажимом корпуса часов, при этом способ включает в себя вырезание из листа или пластины титана или титанового сплава основания (10), имеющего вырезы (13) и сквозные проемы (12), для получения конструкции в виде лестницы с боковыми опорными поверхностями (14), соединенными поперечинами (18), которые сгибают для получения скоб (19), скрепляют сваркой две накладки (20) из золота на боковых опорных поверхностях (14) основания (10) для получения биметаллической заготовки (30), вырезают участок (35) биметаллической заготовки (30), которому посредством деформации придают форму для получения зажима (100).
20. Внешний часовой элемент (100), характеризующийся тем, что он выполнен из биметаллического материала и содержит металлическое основание (10), выполненное из первого материала, содержащего титан и/или первый титановый сплав и не содержащего никель, и по меньшей мере одну металлическую накладку (20), выполненную из второго материала, содержащего второй металл, выбранный из золота, платины или палладия, и/или второй сплав, содержащий по меньшей мере золото, платину или палладий, при этом накладка (20) контактирует с основанием (10) в по меньшей мере одной сварной зоне, имеющей микроструктуру, отличающуюся от микроструктуры накладки (20) и основания (10), при этом основание (10) с накладкой (20) соединены сваркой, а накладка (20) имеет толщину (Е), превышающую или равную 0,5 мм.
21. Внешний элемент (100) по п. 20, характеризующийся тем, что первым материалом является титановый сплав, являющийся титаном «марки 2», или титаном «марки 5», или титаном «Т35».
22. Внешний элемент (100) по п. 20, содержащий две накладки (20) из золотого, платинового или палладиевого сплава, закрепленные сваркой на двух сторонах основания (10), выполненного из титана или титанового сплава.
23. Внешний элемент (100) по п. 20, характеризующийся тем, что накладка (20) и основание (10) скреплены сваркой по всей общей контактной поверхности.
24. Внешний элемент (100) по п. 20, характеризующийся тем, что накладка (20) и основание (10) скреплены сваркой только на части поверхности (26) накладки (20), обращенной к основанию (10), и/или только на части поверхности (16) основания (10), обращенной к накладке (20).
25. Внешний элемент (100) по п. 20, характеризующийся тем, что он является зажимом для часов.
26. Внешний элемент (100) по п. 20, характеризующийся тем, что он является люнетом часов.
27. Внешний элемент (100) по п. 20, характеризующийся тем, что он является корпусом часов.
28. Внешний элемент (100) по п. 20, характеризующийся тем, что он является звеном браслета для часов.
29. Внешний элемент (100) по п. 20, характеризующийся тем, что он является клипсой для часов.
30. Часовое изделие или наручные часы (1000), включающие в себя по меньшей мере один внешний элемент (100) по п. 20.
| JPS 60228666 A, 13.11.1985 | |||
| Компрессор цилиндрических магнитных доменов | 1980 |
|
SU926715A1 |
| ПЛАСТИНЧАТЫЙ КОНВЕЙЕР | 0 |
|
SU264968A1 |
| GB 1406909 A, 17.09.1975 | |||
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2011 |
|
RU2460616C1 |

