Область техники, к которой относится изобретение
Изобретение относится к спиральной часовой пружине, в частности, ходовой пружине или балансирной пружине, обладающей двухфазной структурой.
Изобретение также относится к способу изготовления спиральной часовой пружины.
Изобретение относится к сфере изготовления часовых пружин, в частности, пружинных энергоаккумуляторов, таких как ходовые пружины или заводные пружины или пружины механизма боя часов, или пружинных осцилляторов, таких как балансирные пружины.
Уровень техники
На изготовление пружинных энергоаккумуляторов для часового дела накладываются ограничения, которые зачастую на первый взгляд представляются несовместимыми:
- потребность в получении очень высокого предела упругости,
- потребность в получении низкого модуля упругости,
- легкость изготовления, в частности, волочения проволоки,
- превосходная усталостная прочность,
- долговечность,
- маленькие поперечные сечения,
- компоновка концов: крюк с сердечником и скользящая пружина, в условиях локальных ослаблений прочности и трудности изготовления.
В центре производства балансирных пружин находится проблема термокомпенсации, для того чтобы обеспечить наличие правильных хронометрических эксплуатационных характеристик. Для этого необходимо получить температурный коэффициент упругости, близкий к нулю.
Таким образом, любое улучшение, по меньшей мере, одной из данных позиций, а, в частности, механической прочности использованного сплава, представляет собой значительный прогресс.
Сущность изобретения
Изобретение предлагает новый тип спиральной часовой пружины на основе выбора конкретного материала и разработку подходящего для использования способа изготовления.
Изобретение относится к спиральной часовой пружине, обладающей двухфазной структурой по пункту 1 формулы изобретения.
Изобретение также относится к способу изготовления такой спиральной часовой пружины по пункту 10 формулы изобретения.
Краткое описание чертежей
Другие признаки и преимущества изобретения станут ясными после прочтения следующего далее подробного описания изобретения при обращении к прилагающимся чертежам, на которых:
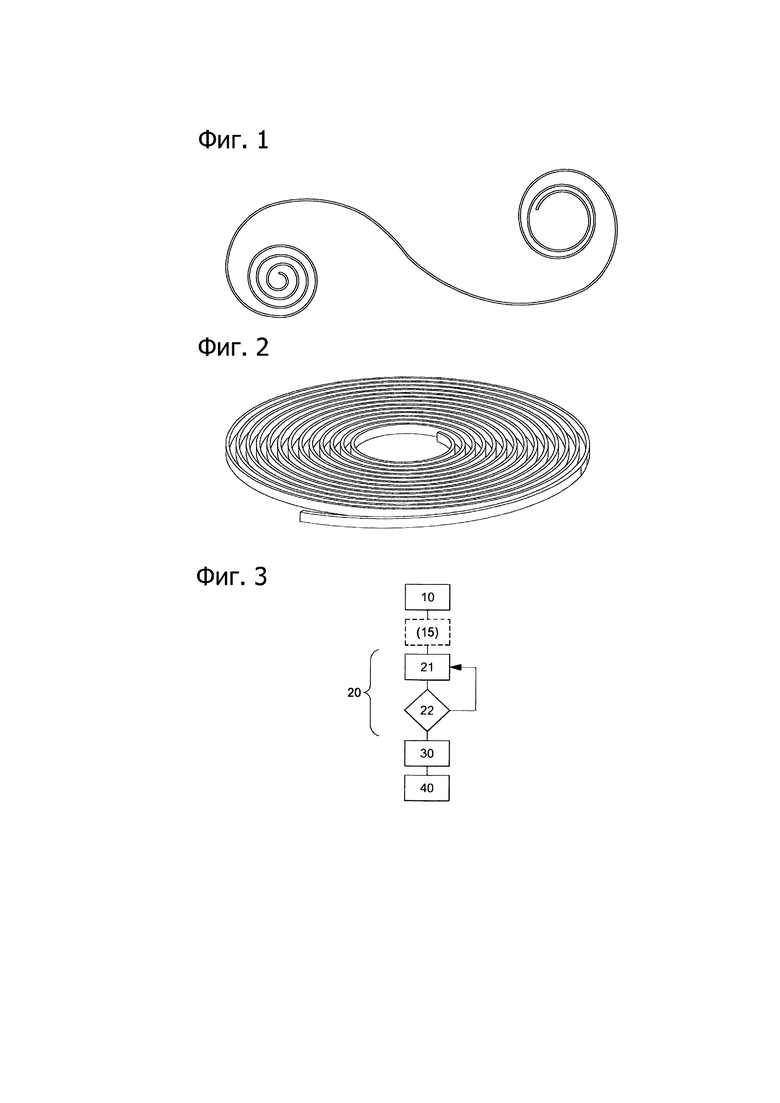
Фиг. 1 представляет собой схематическое изображение вида сверху для ходовой пружины, которая является спиральной пружиной, соответствующей изобретению, до ее скручивания в первый раз.
Фиг. 2 представляет собой схематическое изображение балансирной пружины, которая является спиральной пружиной, соответствующей изобретению.
Фиг. 3 представляет собой последовательность основных операций способа, соответствующего изобретению.
Подробное описание предпочтительных вариантов осуществления
Изобретение относится к спиральной часовой пружине, обладающей двухфазной структурой.
В соответствии с изобретением материал данной спиральной пружины представляет собой бинарный сплав на титановой основе, содержащий ниобий.
В одной выгодной версии варианта осуществления данный сплав содержит:
- ниобий: остаток до 100 мас.%,
- массовую долю титана, составляющую строго более, чем 60,0% от общего количества и меньше или равную 85,0% от общего количества,
- следовые количества других компонентов из числа O, Н, С, Fe, Ta, N, Ni, Si, Cu, Al, при этом количество каждого из упомянутых следовых компонентов находится в пределах от 0 до 1600 ч./млн. (масс.) от общего количества, и сумма данных следовых количеств меньше или равна 0,3 мас.%.
Говоря более конкретно, данный сплав содержит массовую долю титана, которая больше или равна 65,0% от общего количества и меньше или равна 85,0% от общего количества.
Говоря более конкретно, данный сплав содержит массовую долю титана, которая больше или равна 70,0% от общего количества и меньше или равна 85,0% от общего количества. Говоря еще более конкретно, в одном альтернативном варианте данный сплав содержит массовую долю титана, которая больше или равна 70,0% от общего количества и меньше или равна 75,0% от общего количества.
Говоря еще более конкретно, в еще одном альтернативном варианте данный сплав содержит массовую долю титана, которая строго больше или равна 76,0% от общего количества и меньше или равна 85,0% от общего количества.
Говоря более конкретно, данный сплав содержит массовую долю титана, которая меньше или равна 80,0% от общего количества.
Говоря еще более конкретно, данный сплав содержит массовую долю титана, которая строго больше, чем 76,0% от общего количества и меньше или равна 78,0% от общего количества.
В выгодном случае спиральная пружина обладает двухфазной микроструктурой, содержащей ниобий с кубической объемно-центрированной решеткой в β-фазе и титан с плотноупакованной гексагональной решеткой в α-фазе. Говоря более конкретно, данная спиральная пружина обладает двухфазной структурой, содержащей твердый раствор ниобия с β-фазой титана (объемно-центрированная кубическая структура) и твердый раствор ниобия с α-фазой титана (гексагональная плотноупакованная структура), где уровень содержания α-фазы титана составляет более, чем 10 об.%.
Для получения структуры данного типа, которая является подходящей для использования при производстве пружины, часть α-фазы должна быть преобразована в выделения в результате проведения термической обработки.
Чем большим будет уровень содержания титана, тем большей будет максимальная доля α-фазы, которая может быть преобразована в выделения в результате проведения термической обработки, что и является причиной для большой доли титана.
Говоря более конкретно, общая массовая доля титана и ниобия находится в пределах от 99,7% до 100% от общего количества.
Говоря более конкретно, массовая доля кислорода меньше или равна 0,10% от общего количества или меньше или равна 0,085% от общего количества.
Говоря более конкретно, массовая доля тантала меньше или равна 0,10% от общего количества.
Говоря более конкретно, массовая доля углерода меньше или равна 0,04% от общего количества, в частности, меньше или равна 0,020% от общего количества или меньше или равна 0,0175% от общего количества.
Говоря более конкретно, массовая доля железа меньше или равна 0,03% от общего количества, в частности, меньше или равна 0,025% от общего количества или меньше или равна 0,020% от общего количества.
Говоря более конкретно, массовая доля азота меньше или равна 0,02% от общего количества, в частности, меньше или равна 0,015% от общего количества или меньше или равна 0,0075% от общего количества.
Говоря более конкретно, массовая доля водорода меньше или равна 0,01% от общего количества, в частности, меньше или равна 0,0035% от общего количества или меньше или равна 0,0005% от общего количества.
Говоря более конкретно, массовая доля никеля меньше или равна 0,01% от общего количества.
Говоря более конкретно, массовая доля кремния меньше или равна 0,01% от общего количества.
Говоря более конкретно, массовая доля никеля меньше или равна 0,01% от общего количества, в частности, меньше или равна 0,16% от общего количества.
Говоря более конкретно, массовая доля пластичного материала или меди меньше или равна 0,01 % от общего количества, в частности, меньше или равна 0,005% от общего количества.
Говоря более конкретно, массовая доля алюминия меньше или равна 0,01% от общего количества.
Спиральная пружина характеризуется пределом упругости, большим или равным 1000 МПа.
Говоря более конкретно, спиральная пружина характеризуется пределом упругости, большим или равным 1500 МПа.
Говоря еще более конкретно, спиральная пружина характеризуется пределом упругости, большим или равным 2000 МПа.
В выгодном случае, данная спиральная пружина характеризуется модулем упругости, составляющим более чем 60 ГПа и менее или равным 80 ГПа.
В зависимости от обработки, использованной во время изготовления, сплав, определенный таким образом, делает возможным производство спиральных пружин, которые являются балансирными пружинами, характеризующимся пределом упругости большим или равным 1000 МПа, или ходовыми пружинами, в частности, при пределе упругости больше или равным 1500 МПа.
Использование балансирной пружины требует наличия свойств, которые могут обеспечить наличие хронометрических эксплуатационных характеристик, несмотря на изменение температуры во время использования наручных часов, включающих такую балансирную пружину. Поэтому большое значение имеет температурный коэффициент упругости (ТЕС). Холоднообработанная β-фаза сплава характеризуется сильно положительным температурным коэффициентом упругости, и выделения α-фазы, которая характеризуется сильно отрицательным температурным коэффициентом упругости, делает возможным доведение температурного коэффициента упругости двухфазного сплава до значения, близкого к нулю, что является в особенности выгодным. Для получения хронометрического осциллятора, включающего балансир, образованный из сплавов CuBe или никель-серебро, должен быть достигнут температурный коэффициент упругости, составляющий ± 10 м. д./°С. Формула, которая связывает температурный коэффициент упругости сплава и коэффициенты расширения балансирной пружины и балансира, представляет собой нижеследующее:

Переменные М и Т, соответственно, представляют собой скорость и температуру. Е представляет собой модуль Юнга балансирной пружины, и в данной формуле Е, β и α выражаются в °С– 1.
СТ представляет собой термический коэффициент осциллятора (ТС), (1/Е.dE/dT) представляет собой температурный коэффициент упругости сплава балансирной пружины, β представляет собой коэффициент расширения для балансира, а α представляет собой то же самое для балансирной пружины.
Настоящее изобретение, кроме того, относится к способу изготовления спиральной часовой пружины, характеризующемуся последовательным проведением следующих далее стадий:
- (10) производство заготовки из сплава, содержащего ниобий и титан, который является бинарным сплавом на титановой основе, содержащим ниобий, и который содержит:
- ниобий: остаток до 100%;
- массовую долю титана, составляющую строго более, чем 60,0% от общего количества и меньше или равную 85,0% от общего количества,
- следовые количества других компонентов из числа O, Н, С, Fe, Ta, N, Ni, Si, Cu, Al, при этом количество каждого из упомянутых следовых компонентов находится в пределах от 0 до 1600 ч./млн. (масс.) от общего количества и сумма данных следовых количеств меньше или равна 0,3 мас.%;
- (20) проведение для упомянутого сплава последовательных термических обработок для деформирования/формирования выделений, включающих деформирования, чередующиеся с термическими обработками, до получения двухфазной микроструктуры, содержащей твердый раствор ниобия с титаном в форме β-фазы и твердый раствор ниобия с титаном в форме α-фазы, при этом уровень содержания титана в форме α-фазы составляет более, чем 10 об.%, и предел упругости больше или равен 1000 МПа, и при этом модуль упругости составляет более, чем 60 ГПа и менее или равен 80 ГПа;
- (30) волочение проволоки для получения проволоки с круглым поперечным сечением и прокатка при пластической формовке для получения прямоугольного профиля при совместимости с входным поперечным сечением роликового пресса или валика заводного ключа или в случае ходовой пружины при готовности к навивке или вставлению в кольцо для последующих операций обработки;
- (40) получение бухт в форме скрипичного ключа для формирования ходовой пружины до ее первой навивки или навивка для получения балансирной пружины или вставление в кольцо и термическая обработка для получения ходовой пружины.
В частности, для данных бинарных сплавов используют ряд последовательных термических обработок для деформирования/формирования выделений 20, включающих деформирование (21), чередующееся с термической обработкой (22), до получения двухфазной микроструктуры, содержащей твердый раствор ниобия с титаном в форме β-фазы и твердый раствор ниобия с титаном в форме α-фазы, при этом уровень содержания титана в форме α-фазы составляет более, чем 10 об.%, предел упругости больше или равен 2000 МПа. Говоря более конкретно, цикл обработки в данном случае включает предшествующую обработку для закалки бета-сплава (15) при заданном диаметре таким образом, чтобы общая структура сплава представляла бы собой бета-сплав, а затем ряд последовательных пар термических обработок для деформирования/формирования выделений.
В данных парах последовательных термических обработок для деформирования/формирования выделений каждое деформирование проводят при заданной скорости деформирования в пределах от 1 до 5, где скорость деформирования отвечает обычной формуле 2ln(d0/d), где d0 представляет собой диаметр при последней закалке бета-сплава, и d представляет собой диаметр холоднообработанной проволоки. Общее накопление деформаций по суммарному ряду фаз приводит к получению суммарной скорости деформирования в пределах от 1 до 14. Каждая из последовательных пар термических обработок для деформирования/формирования выделений каждый раз включает термическую обработку для формирования выделений Ti в форме α-фазы (300 – 700°С, 1 час – 30 часов).
Данный вариант способа, включающего закалку бета-сплава особенно хорошо подходит для изготовления ходовых пружин. Говоря более конкретно, данная закалка бета-сплава представляет собой обработку с образованием твердого раствора с продолжительностью в пределах от 5 минут до 2 часов, при температуре в пределах от 700°С до 1000°С, в вакууме с последующим охлаждением газом.
Говоря еще более конкретно, закалка бета-сплава представляет собой обработку с образованием твердого раствора на протяжении 1 часа при 800°С в вакууме с последующим охлаждением газом.
Если возвратиться к последовательным парам термических обработок для деформирования/формирования выделений, то, говоря более конкретно, каждая последовательная пара термических обработок для деформирования/формирования выделений включает термическую обработку для формирования выделений продолжительностью в пределах от 1 часа до 80 часов, при температуре в пределах от 350°С до 700°С. Говоря более конкретно, продолжительность находится в пределах от 1 часа до 10 часов при температуре в пределах от 380°С до 650°С. Говоря еще более конкретно, продолжительность находится в диапазоне от 1 часа до 12 часов при температуре 380°С. Предпочтительно используют продолжительные термические обработки, например, термические обработки с продолжительностью в пределах от 15 часов до 75 часов, при температуре в пределах от 350°С до 500°С. Например, термические обработки используют на протяжении от 75 часов до 400 часов при 350°С, на протяжении 25 часов при 400°С или на протяжении 18 часов при 480°С.
Говоря более конкретно, способ включает от одной до пяти, а предпочтительно от трех до пяти, последовательных пар термических обработок для деформирования/формирования выделений.
Говоря более конкретно, первая пара из последовательных термических обработок для деформирования/формирования выделений включает первое деформирование при, по меньшей мере, 30 %-ном уменьшении поперечного сечения.
Говоря более конкретно, каждая пара из последовательных термических обработок для деформирования/формирования выделений, кроме первой, включает одно деформирование между двумя термическими обработками для формирования выделений при, по меньшей мере, 25 %-ном уменьшении поперечного сечения.
Говоря более конкретно, после производства упомянутой заготовки из сплава и до волочения проволоки на дополнительной стадии 25 к заготовке добавляют поверхностный слой пластичного материала, выбираемого из числа меди, никеля, медно-никелевого материала, медно-марганцевого материала, золота, серебра, никель-фосфорного материала Ni-P и никель-борного материала Ni-B и тому подобного, для облегчения профилирования в результате вытяжки, волочения проволоки и прокатки при пластической формовке. После волочения проволоки или после прокатки при пластической формовке или после последующей операции каландрования, прессования или навивки или вставления в кольцо и термической обработки в случае ходовой пружины слой пластичного материала с проволоки удаляют, в частности, в результате травления, на стадии 50.
Для ходовой пружины, собственно говоря, возможным является изготовление в результате вставления в кольцо и термической обработки, причем вставление в кольцо заменяет каландрование. Ходовую пружину в общем случае также подвергают термической обработке после вставления в кольцо или после каландрования.
Балансирную пружину в общем случае также подвергают термической обработке после навивки.
Говоря более конкретно, фаза последнего деформирования представляет собой прокатку в форму плоского профиля, а последнюю термическую обработку проводят в отношении пружины, которая была подвергнута прокатке или вставлению в кольцо или навивке. Говоря более конкретно, после волочения проволоки проволоку подвергают прокатке для получения плоского профиля перед производством фактической пружины в результате каландрования или навивки или вставления в кольцо.
В одном варианте поверхностный слой пластичного материала осаждают для получения балансирной пружины, шаг которой не является кратным толщине полосы. В еще одном варианте поверхностный слой пластичного материала осаждают для получения пружины, шаг которой является переменным.
В одной конкретной области часового дела в данный момент времени осаждают пластичный материал или медь для облегчения профилирования проволоки в результате вытяжки и волочения проволоки таким образом, чтобы на проволоке оставался бы слой толщиной в диапазоне от 10 до 500 микрометров при конечном диаметре в диапазоне от 0,3 до 1 миллиметра. Слой пластичного материала или меди с проволоки удаляют, в частности, в результате травления, а после этого проводят прокатку для получения плоского профиля перед производством фактической пружины.
Добавление пластичного материала или меди может представлять собой гальванический или механический технологический процесс, в результате чего образуется рубашка или трубка из пластичного материала или меди, которая подгоняется к прутку из ниобий-титанового сплава с ориентировочным диаметром, а вслед за этим утончается во время стадий деформирования композитного прутка.
Слой может быть удален, в частности, в результате травления, при использовании раствора на основе цианида или кислоты, например, азотной кислоты.
Таким образом, изобретение делает возможным производство спиральной ходовой пружины, изготовленной из ниобий-титанового сплава, обычно при 60 мас.% титана.
При наличии подходящей для использования комбинации из стадий деформирования и термической обработки возможным является получение очень тонкой ламеллярной двухфазной микроструктуры (в частности, нанометровой микроструктуры), содержащей твердый раствор ниобия с титаном в форме β-фазы и твердый раствор ниобия с титаном в форме α-фазы, при этом содержание титана в форме α-фазы составляет более, чем 10 об.%. Данный сплав объединяет очень высокий предел упругости, составляющий, по меньшей мере, более, чем 1000 МПа или более, чем 1500 МПа или даже 2000 МПа, для проволоки и очень низкий модуль упругости в диапазоне порядка от 60 ГПа до 80 ГПа. Данная комбинация свойств очень хорошо подходит для ходовой пружины или балансирной пружины. На данный ниобий-титановый сплав легко может быть нанесено покрытие из пластичного материала или меди, что значительно облегчает деформирование в результате волочения проволоки.
Такой сплав известен и используется для изготовления сверхпроводников, таких как устройства для магнитно-резонансной томографии или ускорителей частиц, но не используется в часовом деле. Его тонкая двухфазная микроструктура является желательной в случае сверхпроводников по физическим причинам и демонстрирует благоприятный побочный эффект улучшения механических свойств сплава.
Такой сплав особенно хорошо подходит для использования при производстве ходовой пружины, а также при производстве балансирных пружин.
Бинарный сплав, содержащий ниобий и титан и относящийся к типу, упомянутому выше, также можно использовать в качестве спиральной проволоки; он демонстрирует эффект, подобный тому, что имеет место для продукта «Elinvar» при практически нулевом температурном коэффициенте упругости в обычном температурном диапазоне использования наручных часов, и он подходит для использования при изготовлении термокомпенсированных балансирных пружин, в частности, в случае ниобий-титановых сплавов, характеризующихся массовой долей титана, составляющей 60% и вплоть до 85%.
Спиральная часовая пружина, обладающая двухфазной структурой и изготовленная из сплава ниобия и титана, и способ изготовления данной пружины, включающий производство бинарного сплава, содержащего ниобий и титан, при содержании ниобия: остаток до 100%, массовой доли титана, большей или равной 60,0% от общего количества и меньшей или равной 85,0% от общего количества, следовых количеств компонентов из числа O, Н, С, Fe, Ta, N, Ni, Si, Cu, Al в диапазоне от 0 до 1600 ч./млн (мас.) от общего количества по отдельности и менее чем 0,3 мас.% в комбинации, использование деформирований, чередующихся с термическими обработками, вплоть до получения двухфазной микроструктуры, содержащей твердый раствор ниобия с титаном в форме β-фазы и твердый раствор ниобия с титаном в форме α-фазы, при этом уровень содержания титана в форме α-фазы составляет более чем 10 об.%, волочение проволоки для получения проволоки, способной каландроваться, каландрование или вставление в кольцо для получения ходовой пружины с профилем скрипичного ключа до ее первой навивки или навивку для получения балансирной пружины. 2 н. и 21 з.п. ф-лы, 3 ил.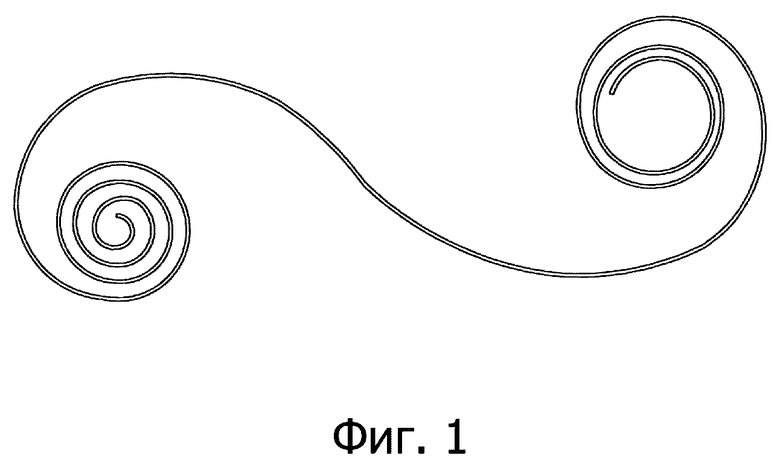
1. Спиральная часовая пружина, обладающая двухфазной структурой, отличающаяся тем, что материал упомянутой спиральной пружины представляет собой бинарный сплав на титановой основе, содержащий ниобий, который содержит:
- ниобий: остаток до 100 мас.%,
- титан в массовой доле, составляющей строго более чем 60,0% от общего количества и меньшей или равной 85,0% от общего количества,
- следовые количества других компонентов из числа O, Н, С, Fe, Ta, N, Ni, Si, Cu, Al, при этом количество каждого из упомянутых следовых компонентов составляет от 0 до 1600 ч./млн (мас.) от общего количества и сумма упомянутых следовых количеств меньше или равна 0,3 мас.%.
2. Спиральная пружина по п. 1, отличающаяся тем, что упомянутый сплав содержит массовую долю титана больше или равную 65,0% от общего количества и меньше или равную 85,0% от общего количества.
3. Спиральная пружина по п. 2, отличающаяся тем, что упомянутый сплав содержит массовую долю титана больше или равную 70,0% от общего количества и меньше или равную 85,0% от общего количества.
4. Спиральная пружина по п. 3, отличающаяся тем, что упомянутый сплав содержит массовую долю титана строго более, чем 76,0% от общего количества и меньше или равную 85,0% от общего количества.
5. Спиральная пружина по п. 1, отличающаяся тем, что упомянутый сплав содержит массовую долю титана меньше или равную 80,0% от общего количества.
6. Спиральная пружина по п. 1, отличающаяся тем, что суммарная массовая доля титана и ниобия составляет от 99,7 до 100% от общего количества.
7. Спиральная пружина по п. 1, отличающаяся тем, что упомянутая спиральная пружина обладает двухфазной микроструктурой, содержащей твердый раствор ниобия с титаном в форме β-фазы и твердый раствор ниобия с титаном в форме α-фазы, при этом уровень содержания титана в форме α-фазы составляет более чем 10 об.%.
8. Спиральная пружина по любому из пп. 1-7, отличающаяся тем, что упомянутая спиральная пружина представляет собой ходовую пружину.
9. Спиральная пружина по любому из пп. 1-7, отличающаяся тем, что упомянутая спиральная пружина представляет собой балансирную пружину.
10. Способ изготовления спиральной часовой пружины, отличающийся последовательным проведением следующих далее стадий:
- производство заготовки из бинарного сплава, содержащего ниобий и титан, который содержит:
- ниобий: остаток до 100%;
- титан в массовой доле, большей или равной 60,0% от общего количества и меньшей или равной 85,0% от общего количества,
- следовые количества других компонентов из числа O, Н, С, Fe, Ta, N, Ni, Si, Cu, Al, при этом количество каждого из упомянутых следовых компонентов составляет от 0 до 1600 ч./млн (мас.) от общего количества и сумма упомянутых следовых количеств меньше или равна 0,3 мас.%;
- осуществление цикла обработки, включающего предшествующую обработку для закалки бета-сплава при заданном диаметре таким образом, чтобы общая структура сплава представляла собой бета-сплав, затем осуществление для упомянутого сплава ряда последовательных пар термических обработок деформирования/формирования выделений, содержащих деформирования, чередующиеся с термическими обработками, до получения двухфазной микроструктуры, содержащей твердый раствор ниобия с титаном в форме β-фазы и твердый раствор ниобия с титаном в форме α-фазы, при этом уровень содержания титана в форме α-фазы составляет более чем 10 об.%, предел упругости больше или равен 1000 МПа, и модуль упругости более 60 ГПа и менее или равен 80 ГПа;
- волочение проволоки для получения проволоки с круглым поперечным сечением и прокатка при пластической формовке для получения прямоугольного профиля при совместимости с входным поперечным сечением роликового пресса или валика заводного ключа или со вставлением в кольцо;
- получение бухт в форме скрипичного ключа для получения ходовой пружины до ее первой навивки или навивка для получения балансирной пружины или вставление в кольцо и термическая обработка для получения ходовой пружины.
11. Способ изготовления спиральной пружины по п. 10, отличающийся тем, что фазу последнего деформирования проводят путем прокатки для получения плоских профилей, и тем, что последнюю термическую обработку проводят в отношении пружины, которая была подвергнута каландрованию или вставлению в кольцо или навивке.
12. Способ изготовления спиральной пружины по п. 10, отличающийся тем, что упомянутый сплав подвергают воздействию последовательных пар термических обработок для деформирования/формирования выделений, включающих использование деформирований, чередующихся с термическими обработками, до получения двухфазной микроструктуры, содержащей твердый раствор ниобия с титаном в форме β-фазы и твердый раствор ниобия с титаном в форме α-фазы, при этом уровень содержания титана в форме α-фазы более чем 10 об.%, предел упругости больше или равен 2000 МПа, при этом цикл обработки включает предшествующую обработку для закалки бета-сплава при заданном диаметре таким образом, чтобы общая структура сплава представляла собой бета-сплав, затем ряд упомянутых последовательных пар термических обработок для деформирования/формирования выделений, где каждое деформирование проводят при заданной скорости деформирования в пределах от 1 до 5, причем общее накопление деформаций по суммарному ряду фаз приводит к получению суммарной скорости деформирования в пределах от 1 до 14, и каждый раз включает термическую обработку для формирования выделений Ti в форме α-фазы.
13. Способ изготовления спиральной пружины по п. 12, отличающийся тем, что упомянутая закалка бета-сплава представляет собой обработку с образованием твердого раствора продолжительностью от 5 минут до 2 часов, при температуре от 700 до 1000°С, в вакууме с последующим охлаждением газом.
14. Способ изготовления спиральной пружины по п. 13, отличающийся тем, что упомянутая закалка бета-сплава представляет собой обработку с образованием твердого раствора в течение 1 часа при 800°С, в вакууме с последующим охлаждением газом.
15. Способ изготовления спиральной пружины по п. 10, отличающийся тем, что каждая последовательная пара термических обработок для деформирования/формирования выделений включает термическую обработку для формирования выделений в течение от 1 до 80 часов, при температуре в пределах от 350 до 700°С.
16. Способ изготовления спиральной пружины по п. 15, отличающийся тем, что каждая последовательная пара термических обработок для деформирования/формирования выделений включает термическую обработку для формирования выделений в течение от 1 до 10 часов, при температуре от 380 до 650°С.
17. Способ изготовления спиральной пружины по п. 16, отличающийся тем, что каждая последовательная пара термических обработок для деформирования/формирования выделений включает термическую обработку для формирования выделений в течение от 1 до 12 часов, при 450°С.
18. Способ изготовления спиральной пружины по п. 10, отличающийся тем, что включает от одной до пяти упомянутых последовательных пар термических обработок для деформирования/формирования выделений.
19. Способ изготовления спиральной пружины по п. 10, отличающийся тем, что упомянутая первая пара из последовательных термических обработок для деформирования/формирования выделений включает первое деформирование при по меньшей мере 30%-ном уменьшении поперечного сечения.
20. Способ изготовления спиральной пружины по п. 19, отличающийся тем, что каждая упомянутая пара из последовательных термических обработок для деформирования/формирования выделений, кроме первой, включает одно деформирование между двумя термическими обработками для формирования выделений при по меньшей мере 25%-ном уменьшении поперечного сечения.
21. Способ изготовления спиральной пружины по п. 10, отличающийся тем, что после производства упомянутой заготовки из сплава и до упомянутого волочения проволоки к упомянутой заготовке добавляют поверхностный слой пластичного материала, выбираемого из меди, никеля, медно-никелевого материала, медно-марганцевого материала, золота, серебра, никель-фосфорного материала Ni-P и никель-борного материала Ni-B и тому подобного, для облегчения профилирования проволоки в результате вытяжки, волочения проволоки и прокатки при пластической формовке и после упомянутого волочения проволоки или после упомянутой прокатки при пластической формовке или после последующей операции каландрования или навивки или вставления в кольцо упомянутый слой пластичного материала с упомянутой проволоки удаляют в результате травления.
22. Способ изготовления спиральной пружины по п. 21, отличающийся тем, что после упомянутого волочения проволоки упомянутую проволоку подвергают прокатке для получения плоского профиля перед производством пружины в результате каландрования или навивки или вставления в кольцо.
23. Способ изготовления спиральной пружины по п. 21 или 22, отличающийся тем, что упомянутый поверхностный слой пластичного материала осаждают для получения пружины, шаг которой является постоянным и не является кратным толщине полосы.
| ОБРАБОТКА ЗАГОТОВОК ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ С АЛЬФА-БЕТА-СТРУКТУРОЙ ДЛЯ ХОРОШЕЙ ПРИГОДНОСТИ К УЛЬТРАЗВУКОВОМУ КОНТРОЛЮ | 2003 |
|
RU2325463C2 |
| АЛЬФА/БЕТА ТИТАНОВЫЙ СПЛАВ С ВЫСОКОЙ ПРОЧНОСТЬЮ И ПЛАСТИЧНОСТЬЮ | 2011 |
|
RU2616676C2 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИДА ТИТАНА И СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ НЕГО | 2013 |
|
RU2525003C1 |
| WO 2005045532 A2, 19.05.2005 | |||
| Устройство регулирования напряжения автотрансформатора (его варианты) | 1982 |
|
SU1083243A1 |
| US 5409518 A1, 25.04.1995. | |||

